

DeVilbiss MBC-ZINC-W, MBC-ZINC-S, MBC-ZINC Service Manual

SERVICE MANUAL
Repair Kit KK-4058-1
MBC - ZINC SPRAY GUN
MBC-ZINC-W (FOR WATERBASED INORGANIC ZINC)
MBC-ZINC-S (FOR SOLVENTBORNE ORGANIC ZINC)
EN
IMPORTANT: Before using this
equipment, read all safety precautions and
instructions. Keep for future reference.
DESCRIPTION
The MBC-ZINC-W spray gun is intended
for use with the new waterborne, zinc rich
protective coatings. MBC-ZINC-S is used
for solvent based zinc coatings.
The MBC-ZINC-W has all the features
of the standard MBC-510 and consists
of spray gun body and removable
sprayhead. MBC-ZINC-W differs in the
following components.
Leather packings
Heavy duty needle spring
Acetal copolymer construction air cap
Fluid tip with composition insert
The MBC-ZINC-S is set up for solvent
based ZINC and has the same features as
the MBC-510. The MBC-ZINC-S includes:
Leather Packings
Heavy Duty Needle Spring
MB-4039-64HD Air Cap
Standard Fluid tip and needle
These components have proven
very effective in handling the unique
characteristics of waterborne zinc rich
coatings. By using these components,
the user will insure the longest and most
reliable operation before major repair is
required.
HANDLING OF ZINC COATING
Some zinc rich formulations can require
up to 20 lbs. of dry zinc per gallon of
liquid. Care must be taken when adding
the zinc to insure complete suspension
into the liquid. Mechanical agitation
must be used when mixing, and during
application, to prevent agglomeration and
settling of the zinc particles. These larger
clumps will interfere with needle seating
and cause premature wear and leakage to
the tip or needle.
Zinc rich formulations have limited pot
life. Once the zinc is added, the liquid
slurry begins to increase in viscosity.
Material should be used within 3-4 hours
after mixing. If material is applied outof-doors, viscosity will increase faster
as a result of heat buildup caused by
environmental conditions.
Zinc solution – Follow manufacturers
directions for mixing zinc powder into
solution. Make sure adequate mechanical
mixing is observed during and after zinc
is mixed into liquid.
These instructions are found on both
container label and Technical Data Sheets.
In addition to specific recommendations
on handling the zinc, suppliers also have
recommendations concerning operating
pressures, air and fluid hose length
and size.
GUN OPERATION
The MBC-ZINC guns are supplied with
a D (.086”) size fluid tip. Extensive field
testing of the various zinc formulations
conclude that the use of smaller tip sizes
require elevated fluid pressures, which in
turn, increase the tendency of needle seat
interference. These higher fluid pressures
also cause the liquid material to pack out
when the gun is triggered off. Lower fluid
pressures help minimize both conditions.
After first mixing, a fluid pressure of
approximately 15 psi should provide
satisfactory flow rates for normal
production speeds. A reduction in flow
output will be experienced as the viscosity
increases and fluid pressures will have
to be increased. Under most application
conditions, atomizing air in the range of
50 psi will be satisfactory.
Packing operation – The packing set
consists of 3, pre-lubricated leather
packings. Packing tension on needle is
factory set. Lubricate packings twice daily
by adding a few drops of •SSL-10 gun lube
to the needle shaft. Retain proper packing
tension to allow smooth needle travel.
This will insure minimal needle shaft and
packing wear.
CLEANING
The fluid hose interior and gun fluid
passages should be cleaned immediately
after each zinc batch is used. Exterior
metal surfaces of the gun body and
head should be wiped clean before
any accumulation is allowed to dry.
Waterborne zinc in its dried state will be
extremely difficult to remove from any
metal surface.
The DeVilbiss air cap GTI-1-100L, is
constructed of Acetal copolymer. The
zinc will not adhere to its surface. If
zinc is allowed to dry, the film can be
simply removed with a fiber brush or by
soaking the cap in water. When the cap
is removed, always wipe off the fluid tip
exterior surfaces to prevent any zinc build
up from drying.
PREVENTIVE MAINTENANCE
The MBC-ZINC spray gun is designed
to provide the user trouble free service
applying this unique protective coat ing,
with only minimal care and maintenance.
There are certain steps the user can take
to insure trouble-free service.
1.Never immerse or soak the entire spray
gun in any liquid. These liquids are
generally contaminated and can foul
interior components and passages.
Immer sion over long periods can also
dilute and remove lubricants necessary
for smooth operation. Lubri cate gun
components daily as indicated.
2. Mix dry zinc into solution using a
mechanical agitator. Maintain agitation
during application.
3. Mix only the amount to be used in 4
hours or less.
4. Refrain from using excessive fluid
pressures. A range of 15-30 psi should
be satisfactory during the 4 hour
period of application.
5. Avoid longer than 25 ft. lengths of fluid
and air supply hoses to the gun. Air
hoses should be 5/16” I.D. minimum.
6. Do not allow zinc to dry on any interior,
metal fluid passage in the gun or hose
fittings. An appropriate cleaning agent
should be used to purge the system as
soon as a batch is used up.
7. Use a cleaning brush (see Accessories)
to clean the air cap. Do not use a wire
brush. Also avoid using metal objects
such as drill bits to clean air hole jets.
SB-2-303-F (1/2016) 1 / 8
•Safety Data Sheet available upon request.
EN
SAFETY PRECAUTIONS
This manual contains information that is improtant for you to know and understand. This information relates to USER SAFETY and
PREVENTING EQUIPMENT PROBLEMS. To help you recognize this information, we use the following symbols. Please pay particular
attention to these sections.
Note
Important information that tells how
Important safety information - A hazard
that may cause serious injury or loss
of life.
The following hazards may occur during the normal use of this equipment. Please read the following chart before using this equipment.
HAZARD CAUSE SAFEGUARDS
Fire Solvent and coatings can be highly flammable Adequate exhaust must be provided to keep air free of
or combustible especially when sprayed. accumulations of flammable vapors.
Smoking must never be allowed in the spray area.
Fire extinguishing equipment must be present in the spray area.
Solvent During use and while cleaning and flushing, Wear eye protection.
Spray solvents can be forcefully expelled from fluid
and air passages. Some solvents can cause
eye injury.
Inhaling Toxic Certain materials may be harmful if inhaled, or Follow the requirements of the Safety Data Sheet
Substances if there is contact with the skin. supplied by your coating material manufacturer.
Adequate exhaust must be provided to keep the air free of
accumulations of toxic materials.
Use a mask or respirator whenever there is a chance of inhaling
sprayed materials. The mask must be compatible with the material
being sprayed and its concentration. Equipment must be as
prescribed by an industrial hygienist or safety expert, and be
NIOSH approved.
Explosion Hazard - Halogenated hydrocarbon solvents - for The MBC-510 can be used with these solvents.
Materials example; methylene chloride and 1, 1, 1 - However, aluminum is widely used in other spray application
Trichloroethylene are not chemically compatible equipment - such as material pumps, regulators, valves and cups.
with the aluminum that might be used in many Check all equipment items before use and make sure they can
system components. The chemical reaction also be used safely with these solvents. Read the label or
caused by these solvents reacting with data sheet for the material you intend to spray. If in doubt as to
aluminum can become violent and lead to whether or not a coating or cleaning material is compatible, contact
an equipment explosion. your material supplier.
General Safety Improper operation or maintenance of equipment. Operators should be given adequate training in the safe use &
maintenance of the equipment (in accordance with the requirements
of NFPA-33, Chapter 15). Users must comply with all local &
national codes of practice & insurance company requirements
governing ventilation, fire precautions, operation, maintenance and
housekeeping. These are OSHA Sections 1910.94 and 1910.107
and NFPA-33.
Cumulative Trauma Use of hand tools may cause cumulative trauma Pain, tingling, or numbness in the shoulder, forearm, wrist, hands or
Disorders (“CTD’s”) disorders (“CTD’s”). fingers, especially during the night, may be early symptoms of a CTD’s, or
musculo- CTD. Do not ignore them. Should you experience any such
skeletal disorders, CTD’s when using hand tools, tend to affect symptoms, see a physician immediately. Other early symptoms may
involve damage to the upper extremities. Factors which may include vague discomfort in the hand, loss of manual dexterity, and
the hands, wrist, increase the risk of developing a CTD include: nonspecific pain in the arm. Ignoring early symptoms and continued
elbows, shoulders, repetitive use of the arm, wrist & hand can lead to serious disability.
neck and back. Carpal 1. High frequency of the activity. Risk is reduced by avoiding or lessening factors 1-7.
tunnel syndrome and 2. Excessive force, such as gripping, pinching,
tendinitis (such as or pressing with the hands and fingers.
tennis elbow or rotator 3. Extreme or awkward finger, wrist, or arm.
cuff syndrome) are positions.
examples of CTD’s. 4. Excessive duration of the activity.
5. Tool vibration.
6. Repeated pressure on a body part.
7. Working in cold temperatures.
CTD’s can also be caused by such activities
as sewing, golf, tennis bowling, to name a few.
to prevent damage to equipment, or
how to avoid a situation that may cause
minor inury.
CA PROP
65
Information that you should pay
special attention to.
PROP 65 WARNING
WARNING: This product contains chemicals
known to the State of California to cause cancer
and birth defects or other reproductive harm.
SB-2-303-F (1/2016)2 / 8
EN
Note
When replacing the fluid tip or
fluid needle, replace both at the
same time. Using worn parts can
cause fluid leakage. Also, replace
the needle packings at this time.
Lightly lubricate the threads of
the fluid tip before reassembling.
Torque to 20 - 25 ft. lbs.
To prevent damage to the fluid tip
(3) or fluid needle (3B), be sure to
either 1 ) pull the trigger and hold
while tightening or loosening
the fluid tip or 2) remove fluid
needle adjusting screw (27) to
relieve spring pressure against
needle collar.
TROUBLESHOOTING
Leakage from the tip can be caused by
sluggish needle travel, improperly mixed
zinc solution, or worn tip and/or needle.
If leakage occurs during application, clean
the gun and hoses out and remove fluid
tip. Inspect the interior seating surfaces.
If large particles appear to be imbeded
into the tip seat, scrape the surfaces with
a blunt object. Then, attempt to remove
agglomerates from the balance of solution
by straining.
In order to insure proper operation,
replace these parts when tip leakage
occurs due to wear:
AV-4915-D Fluid Tip
MBC-496-DEX Fluid Needle
AV-1-K5 Gasket
(Zinc waterborne gun)
AV-2115-D Fluid Tip
MBC-496-DEX Fluid Needle
AV-1-K5 Gasket
(Zinc solvent-based gun)
MB-135-K9
pre-lubricated leather packings (3)
(both guns)
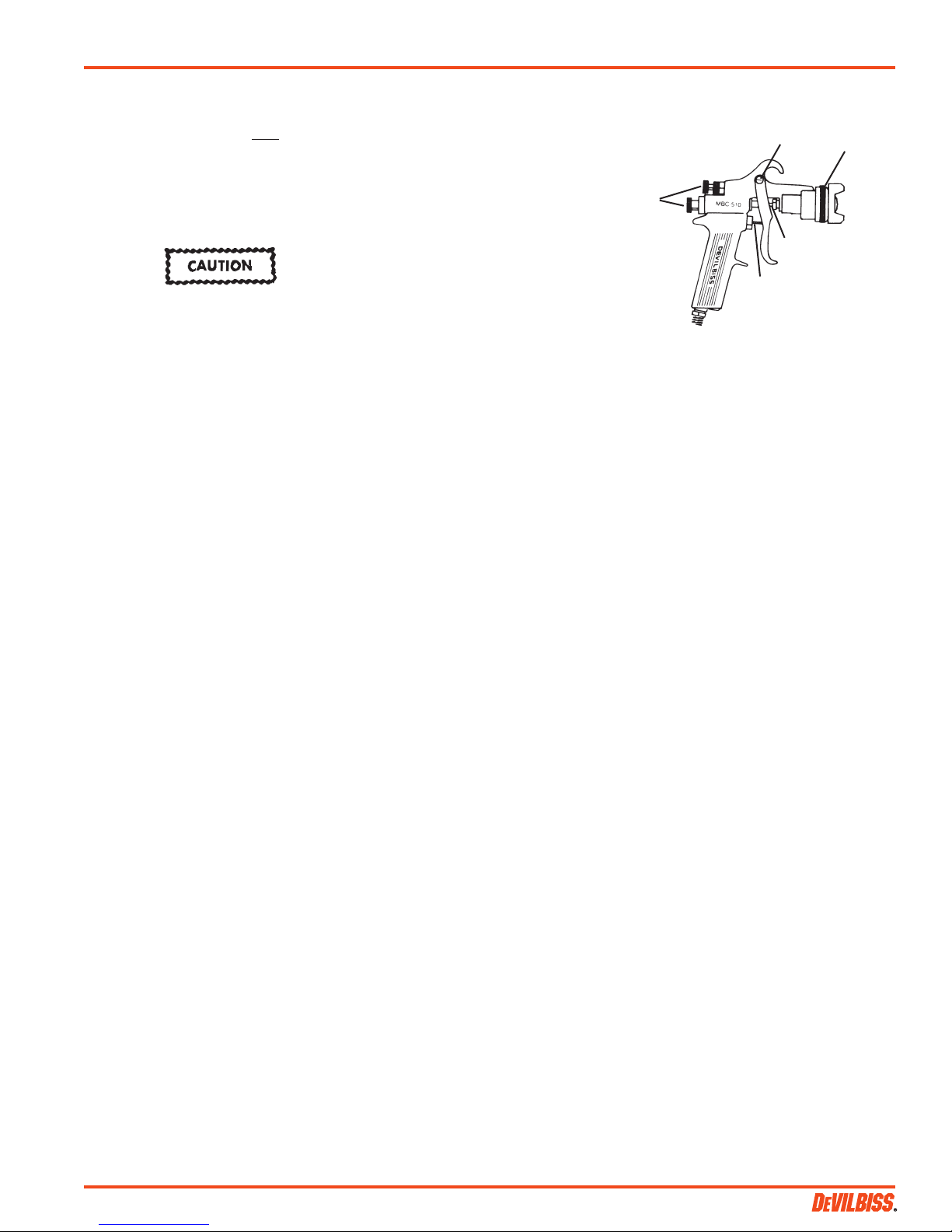
SPRAY GUN LUBRICATION
Daily, apply two drops of •SSL-10 spray gun
lube (see Accessories) at trigger bearing
stud (29) and the stem of the air valve (19)
where it enters the air valve assembly.
The shank of the fluid needle (3B) where
it enters the packing nut (7) should also
be oiled. The fluid needle packing (3A)
should be kept soft and pliable by periodic
lubrication. Make sure the sprayhead (6)
and retaining ring (1) threads are clean and
free of foreign material. Before assembling
retaining ring to sprayhead, clean the
threads thoroughly, then add two drops of
SSL-10 spray gun lube to threads. The fluid
needle spring (26) and air valve spring (20)
should be coated with a very light grease,
making sure that any excess grease will
not clog the air passages. For best results,
lubricate the points indicated, daily.
A. Trigger Points
B. Packing
C. Adjusting Valves
D. Threads
C
A
B
A
D
Fluid Tip – If large imbedded clumps
cannot be removed, or if the tip seating
surface is worn, it will be necessary to
replace the tip and needle. Satisfactory
operation depends on the unique DeVilbiss
tip design, smooth needle shaft, and
lubricated and properly adjusted packings.
• Safety Data Sheet available from
DeVilbiss upon request.
SB-2-303-F (1/2016) 3 / 8
 Loading...
Loading...