

Page 1
EXL-620G HIGH VOLUME LOW PRESSURE
GRAVITY FEED SPRAY GUNS
SERVICE BULLETIN
SB-2-202-B
Replaces SB-2-202-A
Repair Kit KK-5058-2
IMPORTANT: Before using this equipment,
read all safety precautions and instructions.
Keep for future use.
DESCRIPTION
The complaint high volume low pressure
gravity feed EXL guns are designed to apply
a wide variety of finishing materials. These
guns were manufactured to provide a maximum transfer efficiency by limiting air cap
pressure to 10 psi (complies with rules
issued by SCAQMD and other air quality
authorities).
These guns will produce approximately
10 psi air cap pressure at 30 psi gun inlet
pressure. Air cap test kits are available (see
Accessories) which can be utilized to set the
exact air cap pressure. Air consumption for
the EXL-620G (#2000 cap) is 15.5 SCFM at
10 psi air cap presssure.
This gun should not be used with
chlorinated solvent materials.
Halogenated hydrocarbon solvents
(for example: methylene chloride
and 1, 1, 1, - Trichloroethane)
are not chemically compatible
with the aluminum that might be
used in many system components.
The chemical reaction caused
by these solvents reacting with
aluminum can become violent
and lead to equipment explosion.
See page 2 for potential hazards.
Important: This gun may be used with most
common coating and finishing materials. It
is designed for use with mildly corrosive
and non-abrasive materials. If used with
other high corrosive or abrasive materials,
it must be expected that frequent and thorough cleaning will be required and the necessity for replacement of parts will be
increased.
INSTALLATION
For maximum transfer efficiency, do not
use more pressure than is necessary to
atomize the material being applied.
1. Connect the gun to a clean, moisture and
oil free air supply using a hose size of at
least 5/16" I.D. hose. Do not use 1/4" I.D.
hose (25' x 1/4" hose at 18 CFM has a
pressure loss of 25 psi. 25' x 5/16" hose at
18 CFM has a pressure loss of 8 psi).
NOTE
Depending on hose length, larger
I.D. hose may be required. Install an
HAV-501 air gauge at the gun handle
and air cap test kit over tip. When
gun is triggered on, adjust regulated
pressure to desired setting to provide a maximum of 10 psi at the air
cap. Do not use more pressure than
is necessary to atomize the material
being applied. Excess pressure will
create additional overspray and reduce transfer efficiency.
NOTE
If quick connects are required, use
only high flow quick connects
approved for HVLP use such as
DeVilbiss HC-4419 and HC-4699.
Other types will not flow enough
air for proper gun operation.
NOTE
If an air adjusting valve is used at the
gun inlet, use DeVilbiss Model HAV500 or HAV-501. Some competitive
adjusting valves have significant
pressure drop that can adversely
affect spray performance. Models
HAV-500 and HAV-501 have
minimal pressure drop, which is
important for HVLP spraying.
2. Attach the gravity feed cup to the
material inlet.
NOTE
Protective coating and rust inhibitors have been used to keep the
gun in good condition prior to
shipment. Before using the gun,
flush it with solvents so that these
materials will be removed from
fluid passages.
OPERATION
Mix, prepare and strain the material to be
sprayed according to the paint maufacturer's
instructions.
Strain material through a 60 or 90 mesh
screen.
1. If used, install paint liner into cup. (See
instructions included with cup.)
2. Fill the gravity feed cup with the material. Do not overfill. Make sure that the
cup lid vent hole is clear.
3. Open the spreader adjustment valve
(10) (Fan) by turning the valve stem
counterclockwise.
4. Close the fluid needle adjusting screw
(17) by turning clockwise.
5. Turn on air supply and set gun inlet
pressure to lowest recommended pressure for material being sprayed. Best
atomization will occur with 10 psig air
cap pressure. However, some materials can be sprayed at lower pressures,
improving transfer efficiency.
6. Spray a test area by turning fluid
needle adjusting screw (17)
counterclockwise until a full coat is
obtained.
If the finish is too sandy and dry, the
material flow may be too low for the
atomization air pressure being used.
If the finish sags, there is too much material
flowing for the atomization air pressure
being used.
Both of the above can be corrected by
increasing or decreasing the atomization air
pressure or the material flow. Pattern width
can be altered by turning spreader adjustment valve (10), either clockwise to decrease the width or counterclockwise to
increase the width.
See Spray Gun Guide, SB-2-001 latest
revision, for details concerning setup of
spray guns.
PREVENTIVE MAINTENANCE
To clean air cap and fluid tip, brush exterior
with a stiff bristle brush. If necessary to clean
cap holes, use a broom straw or toothpick if
possible. If a wire or hard instrument is used,
extreme care must be used to prevent scratching or burring of the holes which will cause
a distorted spray pattern.
Page 2
Page 2 SB-2-202-B
SAFETY PRECAUTIONS
This manual contains information that is important for you to know and understand. This information relates to USER SAFETY and
PREVENTING EQUIPMENT PROBLEMS. To help you recognize this information, we use the following symbols. Please pay particular
attention to these sections.
NOTE
Important information that tells how to
Important safety information - A hazard
that may cause serious injury or loss
of life.
prevent damage to equipment, or how
to avoid a situation that may cause
minor injury.
The following hazards may occur during the normal use of this equipment.
Please read the following chart before using this equipment.
HAZARD CAUSE SAFEGUARDS
Fire
Solvent Spray
Inhaling Toxic Substances
Explosion Hazard Incompatible Materials
General Safety
Cumulative Trauma
Disorders ("CTD's")
CTD's, or musculoskeletal
disorders, involve damage
to the hands, wrists,
elbows, shoulders, neck,
and back. Carpal tunnel
syndrome and tendonitis
(such as tennis elbow or
rotator cuff syndrome) are
examples of CTD's.
Solvent and coatings can be highly
flammable or combustible especially when
sprayed.
During use and while cleaning and flushing,
solvents can be forcefully expelled from
fluid and air passages. Some solvents can
cause eye injury.
Certain materials may be harmful if inhaled,
or if there is contact with the skin.
Halogenated hydrocarbon solvents - for
example; methylene chloride and 1,1,1, Trichloroethane are not chemically
compatible with the aluminum that might be
used in many system components. The
chemical reaction caused by these solvents
reacting with aluminum can become violent
and lead to an equipment explosion.
Improper operation or maintenance of
equipment.
Use of hand tools may cause cumulative
trauma disorders ("CTD's").
CTD's, when using hand tools, tend to affect
the upper extremities. Factors which may
increase the risk of developing a CTD include:
1. High frequency of the activity.
2. Excessive force, such as gripping,
pinching, or pressing with the hands and
fingers.
3. Extreme or awkward finger, wrist, or arm
positions.
4. Excessive duration of the activity.
5. Tool vibration.
6. Repeated pressure on a body part.
7. Working in cold temperatures.
CTD's can also be caused by such activities
as sewing, golf, tennis, and bowling, to name
a few.
Adequate exhaust must be provided to keep air free of
accumulations of flammable vapors.
Smoking must never be allowed in the spray area.
Fire extinguishing equipment must be present in the spray area.
Wear eye protection.
Follow the requirements of the Material Safety Data Sheet
supplied by your coating material manufacturer.
Adequate exhaust must be provided to keep the air free of
accumulations of toxic materials.
Use a mask or respirator whenever there is a chance of inhaling
sprayed materials. The mask must be compatible with the material
being sprayed and its concentration. Equipment must be as
prescribed by an industrial hygienst or safety expert, and be
NIOSH approved.
Due to the aluminum passageways in these guns, they must not
be used with these solvents. Aluminum is also widely used in
other spray application equipment – such as material pumps,
regulators, valves and cups. Check all equipment items before use
and make sure they can also be used safely with these solvents.
Read the label or data sheet for the material you intend to spray.
If in doubt as to whether or not a coating or cleaning material is
compatible, contact your material supplier.
Operators should be given adequate training in the safe use and
maintenance of the equipment (in accordance with the
requirements of NFPA-33, Chapter 15). Users must comply with all
local and national codes of practice and insurance company
requirements governing ventilation, fire precautions, operation,
maintenance, and housekeeping. These are OSHA Sections
1910.94 and 1910.107 and NFPA-33.
Pain, tingling, or numbness in the shoulder, forearm, wrist, hands,
or fingers, especially during the night, may be early symptoms of a
CTD. Do not ignore them. Should you experience any such
symptoms, see a physician immediately. Other early symptoms
may include vague discomfort in the hand, loss of manual
dexterity, and nonspecific pain in the arm. Ignoring early
symptoms and continued repetitive use of the arm, wrist, and
hand can lead to serious disability. Risk is reduced by avoiding or
lessening factors 1-7.
Information that you should pay special
attention to.
Page 3
To clean fluid passages, remove excess
material from cup, then flush with a suitable
solvent. Wipe gun exterior with a solvent
dampened cloth. Never completely immerse
in solvent as this is detrimental to the lubricants and packings.
PARTS REPLACEMENT
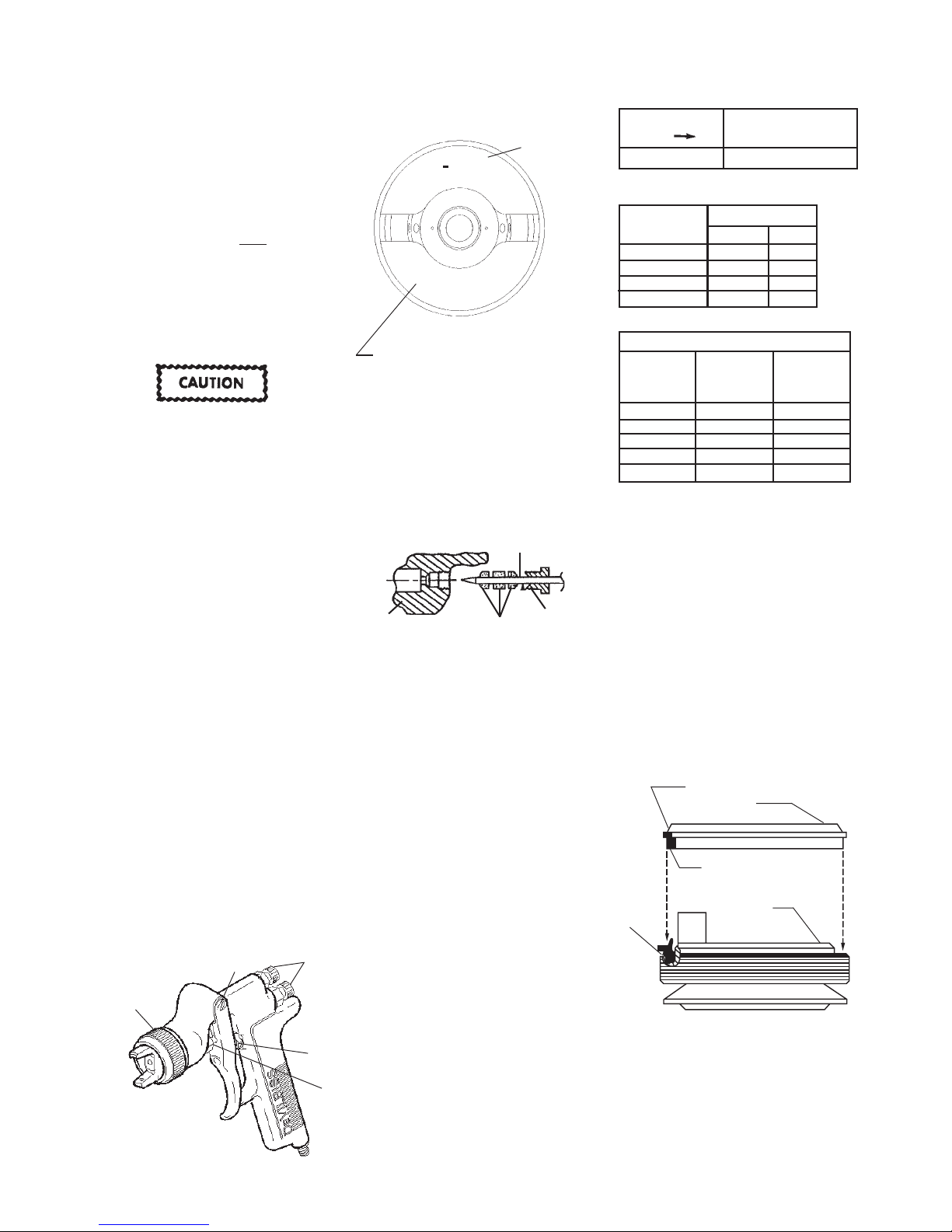
Figure 1 Air Cap
No. XXX
Air Cap No.
SB-2-202-B Page 3
Chart 1
No. on Air Cap Air Cap With Ring
Order (Ref. No. 4)
2000 GTI-407-2000
NOTE
When replacing the fluid tip or
fluid needle, replace both at the
same time. Using worn parts can
cause fluid leakage. See Chart 2.
Also, replace the needle packing
at this time. Lightly lubricate the
threads of the fluid tip before reassembling. Torque to 15-20 ft. lbs.
Do not overtighten the fluid tip.
To prevent damage to fluid tip (5)
or fluid needle (10), be sure to
either 1) pull the trigger and hold
while tightening or loosening the
fluid tip, or 2) remove fluid needle
adjusting screw (16) to relieve
spring pressure against needle
collar.
SPRAY GUN LUBRICATION
Daily, apply a drop of SSL-10* spray gun
lube at trigger bearing stud (28) and the
stem of air valve (20) where it enters air
valve assembly. The shank of fluid needle
(11) where it enters packing nut (9) should
also be oiled. Fluid needle packing (8)
should be lubricated periodically. Make
sure baffle (6) and retaining ring (3) threads
are clean and free of foreign matter. Before
assembling retaining ring to baffle, clean
the threads thoroughly, then add two drops
of SSL-10 spray gun lube to threads. Fluid
needle spring (14) and air valve spring (19)
should be coated with a very light grease,
making sure that any excess grease will not
clog the air passages. For best results, lubricate the points indicated, daily.
* Not for air tools or high RPM equipment.
A. Trigger Points
B. Packing
C. Adjusting Knobs
D. Baffle Threads
E. Air Valve Cartridge
A
C
D
E
HVLP: 30 PSI
MAX. INLET
Maximum air pressure required to
assure compliance of 10 PSI Max.
Cap Pressure - this reading must be
taken at the spray gun handle inlet
fitting.
Air cap covered by U.S.A. Patent
No. 6,293,476.
JGA-4035 Packing Replacement Instructions
Needle
Gun Body
Packing
(3 pieces)
1. Remove adjusting knob and needle
spring from gun.
2. Partially withdraw needle from gun
body.
3. Loosen packing nut and remove.
4. Remove old packing.
5. Assemble packing nut to needle
6. Assemble packing in order shown to
needle.
7. Insert needle all the way into gun
body seating in tip.
8. Install needle spring and adjusting
knob.
9. Thread packing nut into gun body.
10. Tighten packing nut in equal
increments - no more than
1/6 turn at a time.
11. After each adjustment, pull needle
open and observe needle closure.
12. In needle snaps shut, continue
adjusting nut until there is evidence
of needle bind or slow closing.
13. Back off packing nut 1/12 turn to
the point where needle snaps shut.
Packing nut must remain tight
enough to prevent loosening by
hand.
B
14. Pull needle several times to verify
needle snaps shut and check packing
nut for looseness.
Packing
Nut
Chart 2
Fluid Tip Size I.D.
Tip No.
In. mm
GTI-213-15 0.059 1.5
GTI-213-16 0.063 1.6
GTI-213-18 0.070 1.8
GTI-213-22 0.086 2.2
#2000 Millennium Air Cap
Inlet Cap CFM
Pressure* Pressure Flow**
(PSI) (PSI) (CFM)
827.5
14.5 4 10.5
20 6 12.5
24.5 8 14.5
30 10 15.8
*
At handle of gun. **Fan fully open.
GTI-33 Baffle Seal Replacement
1. Remove Fluid Tip (5).
2. Remove Baffle (6).
3. Remove Seal (7) from baffle.
NOTE
The seal is designed to be a tight
fit on the baffle. The seal should be
able to be removed using your
fingers. If you are unable to remove the seal using your fingers,
insert a small screwdriver between
the outer lip and the back of the
baffle and pry the seal off.
ANGLED SIDE
SEAL
THICK SIDE
Pry here if
necessary
BAFFLE
4. Assemble seal to baffle with angled side
up as shown above. NOTE: The seal
should be a tight fit on the baffle. If it is
a loose fit on the baffle, assure that it is
assembled with the angled side up.
5. Install baffle on gun.
6. Install fluid tip (5) and tighten to
15-20 ft-lbs.
Page 4

Page 4 SB-2-202-B
12
13
18
16
14
17
15
10
11
32
33 34 35
36
6
7
37
5
4
2
1
3
Fluid Tip
9
8
(Torque to
15-20 ft.lbs.)
12
*26 Air Inlet Nipple
1/4" NPS(M)
(Torque to 15 ft.lbs.)
Use medium strength thread
sealant (i.e. Devcon #2242
Blue, or equal) on threads
28
29
19
20
27
31
21
30
24
23
22
25
PARTS LIST
Ref. Replacement Parts
No. Part No. Description Req.
1 --- Air Cap 1
2 JGA-156-K10 Spring Clip (Kit of 10) 1
3 GTI-3 Air Cap Retaining Ring 1
4 See Chart 1 Air Cap & Retaining Ring 1
5 See Chart 2 Fluid Tip 1
6 GTI-425 Baffle Assembly 1
•7 GTI-33-K5 Baffle Seal (Kit of 5) 1
•8 JGA-4035-K5 Packing (Kit of 5) 1
9 34411-122-K10 Packing Nut 1
10 GTI-404 Spreader Valve 1
11 GTI-413 Fluid Needle 1
•12 JGS-72-K10 Gasket Kit (Teflon) 2
(Kit of 10)
13 --- Body Bushing 1
•14 --- Fluid Needle Spring 1
•15 --- Spring Pad 1
16 MBD-19-K10 Spring and Pad 1
(Kit of 10)
17 GTI-414 Needle Adjusting Screw 1
18 KK-5059 Bushing, Spring, Pad 1
and Knob Kit
•19 --- Air Valve Spring 1
•20 --- Air Valve 1
Ind.
Ref. Replacement Parts
No. Part No. Description Req.
21 --- Air Valve Body 1
•22 --- U-Cup Seal 1
•23 --- Washer 1
•24 --- Snap Ring 1
25 JGS-449-1 Air Valve Assembly 1
26 P-MB-51 Air Inlet Nipple 1
27 --- Trigger Stud Screw 1
28 --- Trigger Stud 1
29 JGS-478 Stud and Screw Kit 1
30 --- Trigger 1
31 JGS-477-1 Trigger Stud, Screw Kit (1 each) 1
•32 KGP-13-K5 Cup Gasket (Blue) (Kit of 5) 1
•33 --- Retaining Clip 1
•34 --- Seal 1
•35 --- Pin 1
36 GTI-428-K5 Clip, Seal & Pin Kit (5 each) 1
37 192219 Gun Holder, Coated 1
•
KK-5058-2 Gun Repair Kit includes a quantity of necessary parts.
Sufixes -K5, -K10 designate kits of multiple parts.
Example: JGA-4035-K5 is a kit of 5 packings.
1/4" NPS(M)
(Includes 3 Studs & 5 Screws)
Ind.
Page 5

TROUBLESHOOTING
CONDITION CAUSE CORRECTION
SB-2-202-B Page 5
Heavy top or
bottom pattern
Heavy right or left
side pattern
Heavy center pattern
Split spray pattern
Jerky or fluttering spray
Unable to get round spray
Horn holes plugged.
Obstruction on top or bottom of fluid tip.
Cap and/or tip seat dirty.
Left or right side horn holes plugged.
Dirt on left or right side of fluid tip.
Remedies for the top-heavy, bottom-heavy, right-heavy, and left-heavy patterns:
1. Determine if the obstruction is on the air cap or the fluid tip. Do this by making a test spray
pattern. Then, rotate the cap one-half turn and spray another pattern. If the defect is
inverted, obstruction is on the air cap. Clean the air cap as previously instructed.
2. If the defect is not inverted, it is on the fluid tip. Check for a fine burr on the edge of the
fluid tip. Remove with #600 wet or dry sand paper.
3. Check for dried paint just inside the opening; remove by washing with solvent.
Fluid flow too high for atomization air.
Material flow exceeds air cap's capacity.
Spreader adjustment valve set too low.
Atomizing pressure too low.
Material too thick.
Atomization air pressure too high.
Fluid flow too low.
Spreader adjusting valve set too high.
*Loose or damaged fluid tip/seat.
Baffle seal installed incorrectly.
Material level too low.
Container tipped too far.
Obstruction in fluid passage.
Dry or loose fluid needle packing nut.
Spreader adjustment screw not seating
properly.
Air cap retaining ring loose.
Clean. Ream with non-metallic point.
Clean.
Clean.
Clean. Ream with non-metallic point.
Clean.
Balance air pressure and fluid flow. Increase
spray pattern width with spreader adjustment
valve.
Thin or lower fluid flow.
Adjust.
Increase pressure.
Thin to proper consistency.
Reduce at transformer or gun.
Increase fluid flow (increases gun handling
speed).
Adjust.
Tighten or replace.
Install per directions.
Refill.
Hold more upright.
Backflush with solvent.
Lubricate or tighten.
Clean or replace.
Tighten.
Will not spray
Paint bubbles in cup
Fluid leaking or dripping from
cup lid
Starved spray pattern
Excessive overspray
Excessive fog
Dry spray
Fluid leaking from packing nut
Fluid leaking or dripping from
front of gun
No air pressure at gun.
Fluid needle adjusting screw not open
enough.
Fluid too heavy for gravity feed.
Fluid tip not tight.
Cup lid loose.
Dirty threads on cup or lid.
Cracked cup or lid.
Inadequate material flow.
Low atomization air pressure.
Too much atomization air pressure.
Gun too far from work surface.
Improper stroking (arcing, gun motion too
fast).
Too much or too fast-drying thinner.
Too much atomization air pressure.
Air pressure too high.
Gun tip too far from work surface.
Gun motion too fast.
Gun out of adjustment.
Packing nut loose.
Packing worn or dry.
Packing nut too tight.
Dry packing.
Fluid tip or needle worn or damaged.
Foreign matter in tip.
Fluid needle spring broken.
Wrong size needle or tip.
Check air supply and air lines, blow out gun air
passages.
Open fluid needle adjusting screw.
Thin material and/or change to larger tip size.
Tighten tip to 12-15 ft-lbs.
Push in or tighten lid.
Clean.
Replace cup and lid.
Back fluid adjusting screw out to first thread,
or change to larger tip size.
Increase air pressure and rebalance gun.
Reduce pressure.
Adjust to proper distance.
Move at moderate pace, parallel to work
surface.
Remix properly.
Reduce pressure.
Reduce air pressure.
Adjust to proper distance.
Slow down.
Adjust.
Tighten, do not bind needle.
Replace or lubricate.
Adjust.
Lubricate.
Replace tip and needle.
Clean.
Replace.
Replace.
*Most common problem.
Page 6

Page 6 SB-2-202-B
TROUBLESHOOTING (continued)
CONDITION CAUSE CORRECTION
Fluid dripping or leaking from
bottom of cup
Cup loose on gun.
Cup gasket worn or missing below cup.
Cup threads dirty.
Tighten.
Replace cup gasket.
Clean.
Runs and sags
Thin, sandy coarse finish drying
before it flows out
Thick, dimpled finish "orange peel"
Too much material flow.
Material too thin.
Gun tilted on an angle, or gun
motion too slow.
Gun too far from surface.
Too much air pressure.
Improper thinner being used.
Gun too close to surface.
Air pressure too low.
Improper thinner being used.
Material not properly mixed.
Surface rough, oily, dirty.
Adjust gun or reduce fluid flow.
Mix properly or apply light coats.
Hold gun at right angle to work and
adapt to proper gun technique.
Check distance. Normally approx. 8".
Reduce air pressure and check spray pattern.
Follow paint manufacturer's mixing instrs.
Check distance. Normally approx. 8".
Too much material coarsely atomized.
Increase air pressure or reduce fluid flow.
Follow paint manufacturer's mixing instrs.
Properly clean and prepare.
Page 7

ACCESSORIES
GFC-501 (Acetal) 20 Oz. Cup
GFC-502 (Aluminum) 1-Liter Cup
Gravity Feed Cups
These gravity feed cups
are designed to be used
with EXL, FLG, GFG,
GFHV or GTI gravity feed
spray guns.
GTI-5033-2000
Air Cap Test Kit
The purpose of this test kit
is to measure air cap
atomizing air pressure at
the center air port of the air
cap. Used to confirm code
compliance and as a daily
quality control measure.
HAV-500 OR
HAV-501
Adjusting Valve
(HAV-501 SHOWN)
HAV-500 does not
have pressure gauge.
Use to control air
usage at gun.
Industrial Quick Connects
for HVLP Guns (Air)
Cleaning Brushes
42884-214-K5 (3/8")
42884-215-K10 (5/8")
These brushes are
helpful in cleaning
threads and recesses
of gun body.
SB-2-202-B Page 7
JGA-156-K10
Spring Clips
Joins any single
piece DeVilbiss air
cap with latest
version MBC-368,
MSA-1 or GTI-3
retaining rings.
Helps prevent parts
loss and provides
easier assembly.
GH-505
Gun Holder
29-3100-K6 Scrubs
Hand Cleaner Towels
Scrubs® are a premoistened hand cleaner
towel for painters, body
men and mechanics that
go where you go and no
water is needed.
®
GH-407
Gun Holder
Spray Gun Lube
SSL-10-K12 (2 oz. bottle)
Compatible with all paint materials;
contains no silicone or petroleum
distillates to contaminate paint.
MSDS Sheet available upon request.
HC-4419
1/4" NPS(F)
HC-4699
1/4" NPT(M)
HC-4700
1/4" NPT(F)
HC-1166
1/4" NPT(M)
WR-103 Wrench
Contains all necessary tip, hose and
nut sizes used on
or with gun.
OMX-70-K48 Paint Cup Liner Kit
Allows quick & easy clean-up.
Consists of : 1 - Piercing Tool,
48 - Disposable Liners, 48 - Drain Bushings
Gun holders are
made to hold standard paint cups, gravity feed guns and
cups, and paint filters.
(1) Wall mount bracket
included with GH-407.
Holds standard paint cups,
gravity feed guns and
cups, and paint filters.
Paint Spray Respirators
40-141 (Sm) 40-128 (Med) 40-143 (Lg)
NIOSH-Certified for respiratory protection in
atmospheres not immediately dangerous to life.
Page 8

Page 8 SB-2-202-B
WARRANTY
This product is covered by DeVilbiss' 1 Year Limited Warranty.
DeVilbiss Worldwide Sales and Service Listing: www.devilbiss.com
ITW Industrial Finishing
DeVilbiss has authorized distributors throughout the world. For
technical assistance or the distributor nearest you, see listing below.
U.S./Canada Technical Service Office:
195 Internationale Blvd., Glendale Heights, IL 60139
Toll-Free Telephone: 1-888-992-4657 (U.S.A. and Canada only)
Toll-Free Fax: 1-800-368-8401
9/04 ©2004 Illinois Tool Works Inc. All rights reserved. Printed in U.S.A.
 Loading...
Loading...