

Page 1
INSTRUCTION MANUAL
DATED 7-12-00 PART NO. 432-02-651-0018
© Delta Machinery 2000
Platinum Edition 2-Speed
Heavy-Duty Wood Shaper
(Model 43-424)
Page 2

2
SAFETY RULES
Woodworking can be dangerous if safe and proper operating procedures are not followed. As with all machinery, there are certain
hazards involved with the operation of the product. Using the machine with respect and caution will considerably lessen the
possibility of personal injury. However, if normal safety precautions are overlooked or ignored, personal injury to the operator may
result. Safety equipment such as guards, push sticks, hold-downs, featherboards, goggles, dust masks and hearing protection can
reduce your potential for injury. But even the best guard won’t make up for poor judgment, carelessness or inattention. Always use
common sense and exercise caution in the workshop. If a procedure feels dangerous, don’t try it. Figure out an alternative procedure
that feels safer. REMEMBER: Your personal safety is your responsibility.
This machine was designed for certain applications only. Delta Machinery strongly recommends that this machine not be modified
and/or used for any application other than that for which it was designed. If you have any questions relative to a particular
application, DO NOT use the machine until you have first contacted Delta to determine if it can or should be performed on the
product.
Technical Service Manager
Delta Machinery
4825 Highway 45 North
P.O. Box 2468
Jackson, TN 38302-2468
(IN CANADA: 505 Southgate Drive, GUELPH, ONTARIO N1H 6M7)
WARNING: FAILURE TO FOLLOW THESE RULES
MAY RESULT IN SERIOUS PERSONAL INJURY
1. FOR YOUR OWN SAFETY, READ INSTRUCTION
MANUAL BEFORE OPERATING THE TOOL. Learn the tool’s
application and limitations as well as the specific hazards
peculiar to it.
2. KEEP GUARDS IN PLACE and in working order.
3. ALWAYS WEAR EYE PROTECTION.
4. GROUND ALL TOOLS. If tool is equipped with threeprong plug, it should be plugged into a three-hole electrical
receptacle. If an adapter is used to accommodate a two-prong
receptacle, the adapter lug must be attached to a known
ground. Never remove the third prong.
5. REMOVE ADJUSTING KEYS AND WRENCHES. Form
habit of checking to see that keys and adjusting wrenches are
removed from tool before turning it “on.”
6. KEEP WORK AREA CLEAN. Cluttered areas and
benches invite accidents.
7. DON’T USE IN DANGEROUS ENVIRONMENT. Don’t use
power tools in damp or wet locations, or expose them to rain.
Keep work area well-lighted.
8. KEEP CHILDREN AND VISITORS AWAY. All children and
visitors should be kept a safe distance from work area.
9. MAKE WORKSHOP CHILDPROOF – with padlocks,
master switches, or by removing starter keys.
10. DON’T FORCE TOOL. It will do the job better and be safer
at the rate for which it was designed.
11. USE RIGHT TOOL. Don’t force tool or attachment to do a
job for which it was not designed.
12. WEAR PROPER APPAREL. No loose clothing, gloves,
neckties, rings, bracelets, or other jewelry to get caught in
moving parts. Nonslip footwear is recommended. Wear
protective hair covering to contain long hair.
13. ALWAYS USE SAFETY GLASSES. Wear safety glasses.
Everyday eyeglasses only have impact resistant lenses; they
are not safety glasses. Also use face or dust mask if cutting
operation is dusty.
14. SECURE WORK. Use clamps or a vise to hold work when
practical. It’s safer than using your hand and frees both hands
to operate tool.
15. DON’T OVERREACH. Keep proper footing and balance at
all times.
16. MAINTAIN TOOLS IN TOP CONDITION. Keep tools
sharp and clean for best and safest performance. Follow
instructions for lubricating and changing accessories.
17. DISCONNECT TOOLS before servicing and when
changing accessories such as blades, bits, cutters, etc.
18. USE RECOMMENDED ACCESSORIES. The use of
accessories and attachments not recommended by Delta may
cause hazards or risk of injury to persons.
19. REDUCE THE RISK OF UNINTENTIONAL STARTING.
Make sure switch is in “OFF” position before plugging in power
cord.
20. NEVER STAND ON TOOL. Serious injury could occur if
the tool is tipped or if the cutting tool is accidentally
contacted.
21. CHECK DAMAGED PARTS. Before further use of the tool,
a guard or other part that is damaged should be carefully
checked to ensure that it will operate properly and
perform its intended function – check for alignment of moving
parts, binding of moving parts, breakage of parts, mounting,
and any other conditions that may affect its operation. A guard
or other part that is damaged should be properly repaired or
replaced.
22. DIRECTION OF FEED. Feed work into a blade or cutter
against the direction of rotation of the blade or cutter only.
23.
NEVER LEAVE TOOL RUNNING UNATTENDED. TURN
POWER OFF
. Don’t leave tool until it comes to a complete stop.
24. DRUGS, ALCOHOL, MEDICATION. Do not operate tool
while under the influence of drugs, alcohol or any
medication.
25. MAKE SURE TOOL IS DISCONNECTED FROM POWER
SUPPLY
while motor is being mounted, connected or re-
connected.
26. WHEN THE TOOL IS NOT IN USE, the switch should be
locked in the OFF position to prevent unauthorized use of the
tool.
27. WARNING: SOME DUST CREATED BY POWER
SANDING, SAWING, GRINDING, DRILLING, AND OTHER
CONSTRUCTION ACTIVITIES contains chemicals known to
cause cancer, birth defects or other reproductive harm. Some
examples of these chemicals are:
• lead from lead-based paints,
• crystalline silica from bricks and cement and other
masonry products, and
• arsenic and chromium from chemically-treated lumber.
Your risk from these exposures varies, depending on how often
you do this type of work. To reduce your exposure to these
chemicals: work in a well ventilated area, and work with
approved safety equipment, such as those dust masks that are
Page 3
3
ADDITIONAL SAFETY RULES FOR WOOD SHAPERS
1. WARNING: DO NOT OPERATE YOUR WOOD
SHAPER UNTIL IT IS COMPLETELY ASSEMBLED AND
INSTALLED ACCORDING TO THE INSTRUCTIONS.
2. IF YOU ARE NOT thoroughly familiar with the
operation of Wood Shapers, obtain advice from your
supervisor, instructor or other qualified person.
3. MAKE SURE wiring codes and recommended
electrical connections are followed and that machine is
properly grounded.
4. NEVER turn the shaper “ON” before clearing the
table of all objects (tools, scraps of wood, etc.).
5. DO NOT process materials less than 12" in length or
4 in width without special supporting fixtures. Use push
sticks, featherboards or holddowns whenever possible.
6. ALWAYS use a miter gage and clamp attachment
when edge shaping work less than 6" wide. The fence
should be removed during this operation.
7. AVOID awkward hand positions where a sudden slip
could allow your hand to contact the cutter.
8. KEEP hands away from cutting tool.
9. NEVER run the stock between the fence and the
cutter.
10. DO NOT feed material that is warped, contains
knots or is embedded with foreign objects, such as nails
or
staples.
11. NEVER start the shaper with the stock in contact
with the cutter.
12. NEVER reach under the table while the machine is
running.
13. NEVER perform layout, assembly or set-up work on
the table while the shaper is operating.
14. KEEP cutters sharp and free from rust and pitch.
15. THE FENCE halves should be adjusted so that the
cutter opening is never more than is required to clear the
cutter.
16. ALWAYS lock fence hardware after making fence
adjustments.
17. MAKE CERTAIN cutters are properly secured before
starting machine.
18. DO NOT perform any operation freehand. ALWAYS
use fence for straight shaping; miter gage for edge
shaping; and starting pin and rub collars for curve
shaping.
19. ALWAYS keep front motor access panel closed
while operating shaper.
20. ALWAYS feed against the cutter rotation, as shown
in Fig. A.
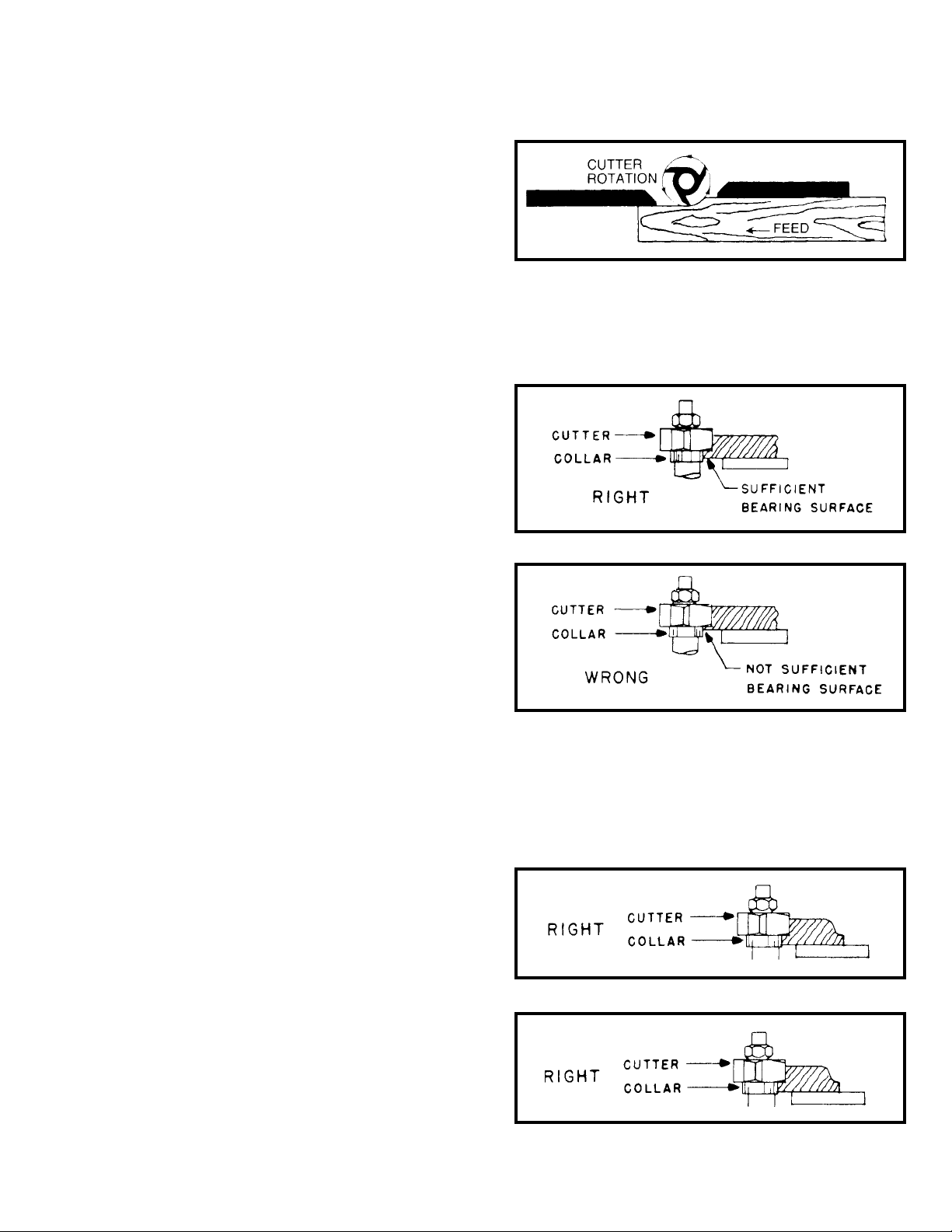
21. WHEN SHAPING with collars and starting pin, the
collar MUST have sufficient bearing surface, as shown in
Fig. B. Fig. C, illustrates the wrong way for this operation
as the collar DOES NOT have sufficient bearing surface.
Fig. A
Fig. B
Fig. C
22. WHEN SHAPING with collars and starting pin, the
work must be fairly heavy in proportion to the cut being
made as shown in Fig. D. UNDER NO CIRCUMSTANCES
should short work of light body be shaped against the
collars as shown in Fig. E.
Fig. D
Fig. E
Page 4
4
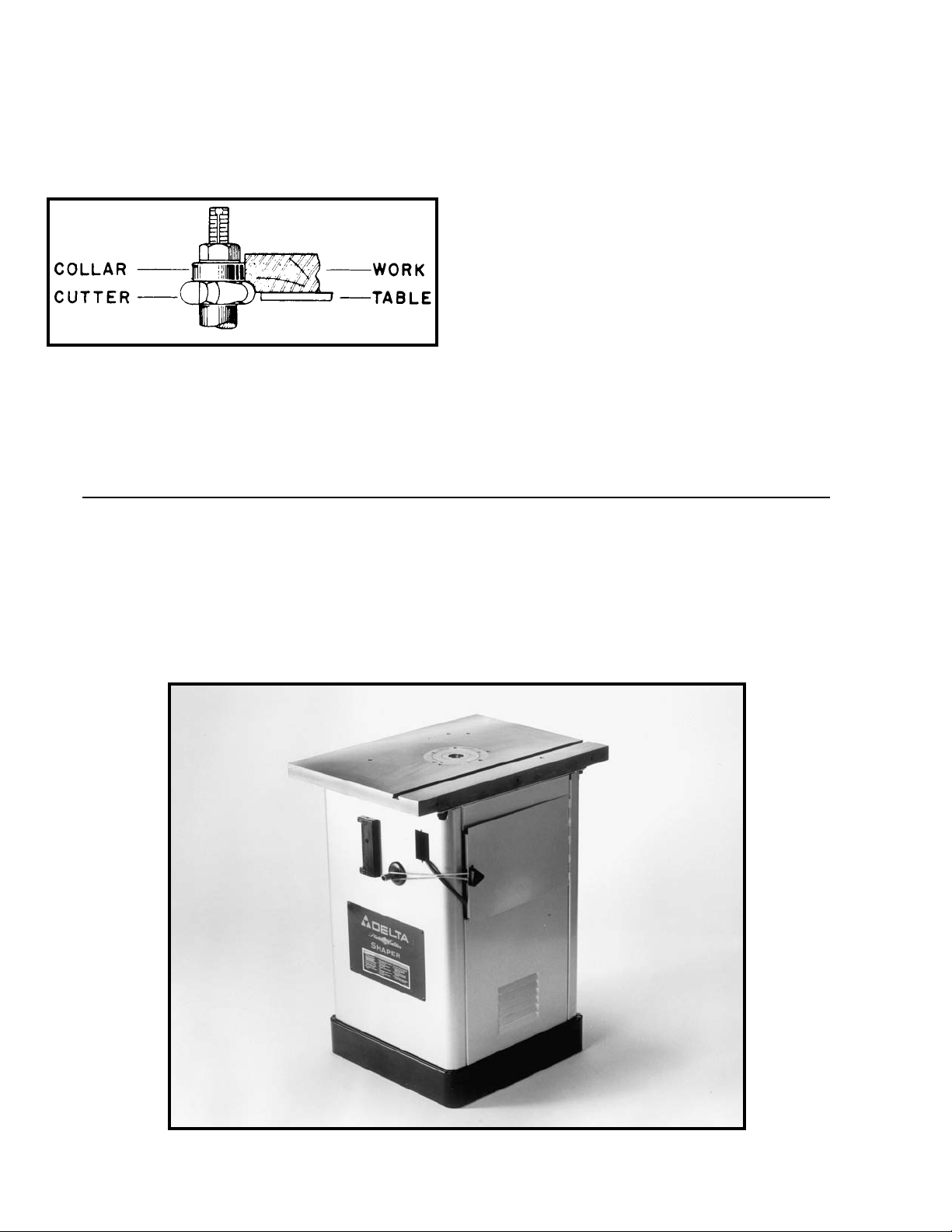
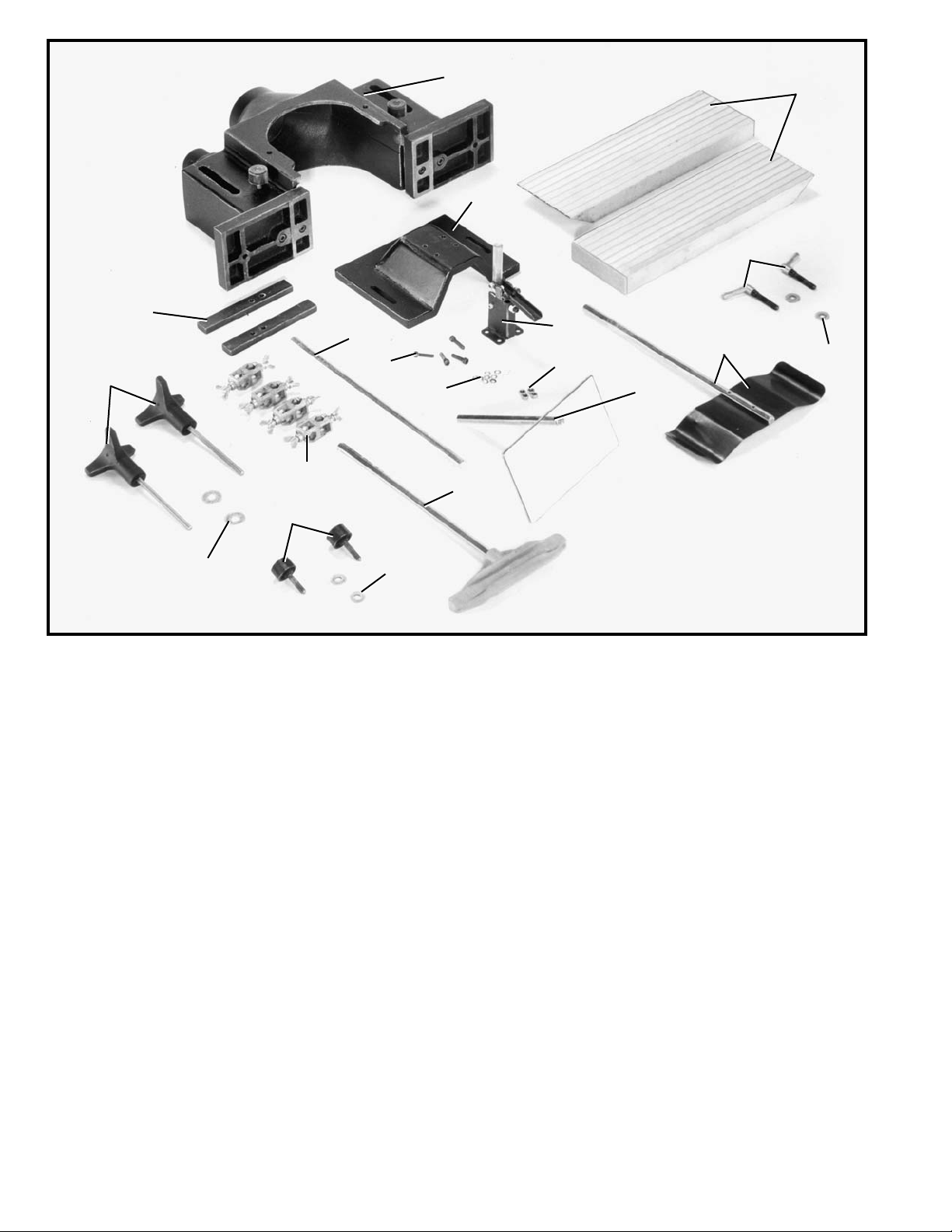
UNPACKING AND CLEANING
Carefully unpack the shaper and fence system from the shipping containers. Clean all loose parts and
remove the protective coating from the machined surfaces of the shaper table. This coating may be removed
with a soft cloth moistened with kerosene (do not use acetone, gasoline, or lacquer thinner for this purpose).
Figures 2 and 3, illustrate the shaper and all loose items supplied with the machine. Fig. 4, illustrates the
items supplied with the fence system.
ADDITIONAL SAFETY RULES FOR WOOD SHAPERS
(continued)
23. WHEN SHAPING with collars and starting pin, the
cutter should be positioned below the collar whenever
possible, as shown in Fig. F.
Fig. F
24. MAKE all adjustments with the power “OFF”.
25. KEEP guard in place at all times.
26. BEFORE leaving the machine, make sure the work
area is clean.
27. SHOULD any part of your shaper be missing,
damaged or fail in any way, or any electrical component
fail to perform properly, shut off switch and remove plug
from power supply outlet. Replace missing, damaged or
failed parts before resuming operation.
28. ADDITIONAL INFORMATION regarding the safe
and proper operation of this product is available from the
National Safety Council, 1121 Spring Lake Drive, Itasca,
IL 60143-3201, in the Accident Prevention Manual for
Industrial Operations and also in the Safety Data Sheets
provided by the NSC. Please also refer to the American
National Standards Institute ANSI 01.1 Safety Requirements for Woodworking Machinery and the U.S. Department of Labor OSHA 1912.213 Regulations.
29. SAVE THESE INSTRUCTIONS. Refer to them often
and use them to instruct others.
Fig. 2
Page 5
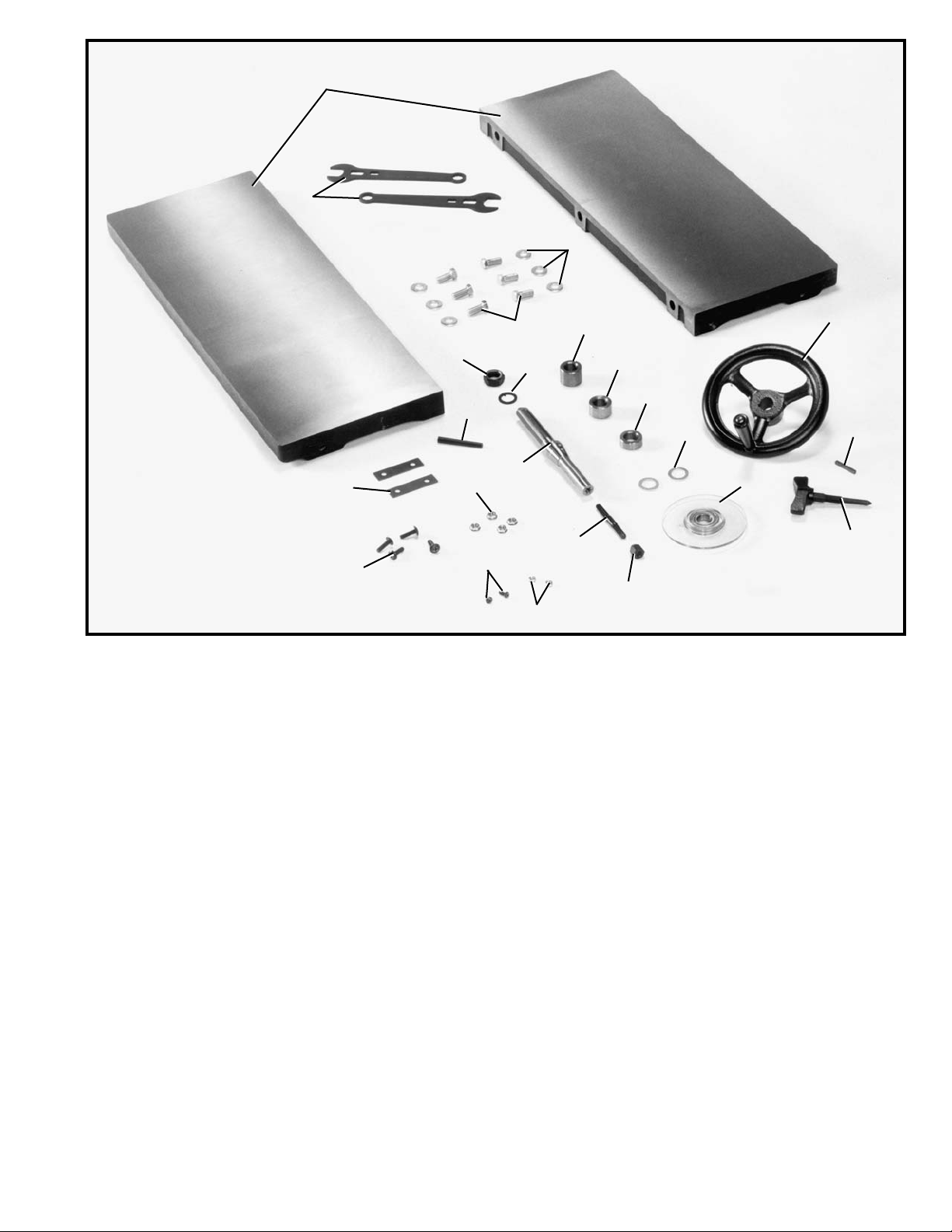
5
4. 10" Wide Cast Iron Extension Wings
5. Wrenches (2)
6. 7/16-20 x 1" Hex Cap Screws (6) for mounting
extension wings
7. Flat Washers (6) for mounting extension wings
8. Handwheel
9. Key for Handwheel
10. Lock Knob
11. Guard
12. 3/4" I.D. Washer (2)
13. 3/4" I.D. x 1/2" Thick Collar
14. 3/4" I.D. x 3/4" Thick Collar
15. 3/4" I.D. x 1" Thick Collar
16. Spindle Nut
17. Keyed Washer
18. Spindle
19. Tie Rod
20. Tie Rod Nut
21. Keps Nut (2) for mounting switch-to-switch
mounting bracket
22. Phillips Head Screw (2) for mounting
switch-to-switch mounting bracket
23. Flange Nut (4) for mounting switch mounting
bracket to shaper
24. Truss Head Machine Screw (4) for mounting
switch mounting bracket to shaper
25. Switch Adapter Plate (2) for mounting switch
mounting bracket to shaper
26. Starting Pin
Fig. 3
4
5
6
7
16
13
14
15
17
18
19
20
12
11
10
9
8
21
22
23
24
26
25
Page 6
6
27. Fence Body
28. Left and Right fence halves
29. Locking Levers (2) for fence halves
30. Flat Washers (2) for locking levers
31. Spring clamp for fence guard
32. Top cover
33. Guard Mounting Bracket
34. Clear Plastic Guard
35. Hex Nuts (4) for mounting guard mounting bracket
to top cover
36. Lock Washers (8) for mounting guard mounting
bracket to top cover
37. Hex Soc. Hd. Screw (4) for mounting guard
mounting bracket to top cover
38. Rod for fence guard
39. Holddown for fence guard
40. Brackets for fence guard (4)
41. Flat washers (2) for mounting top cover to fence
body
42. Lock Knobs (2) for mounting top cover to fence
body
43. Flat Washers (2) for fence locking handles
44. Fence Locking Handles (2) for mounting fence
to shaper
45. Lock Bars (23) for fence halves
Fig. 4
27
28
29
30
31
34
35
36
37
38
39
41
42
40
43
44
45
32
33
Page 7
7
ASSEMBLY INSTRUCTIONS
WARNING: FOR YOUR OWN SAFETY, DO NOT CONNECT THE SHAPER TO THE POWER SOURCE
UNTIL THE SHAPER IS COMPLETELY ASSEMBLED AND YOU HAVE READ AND UNDERSTOOD THE
ENTIRE INSTRUCTION MANUAL.
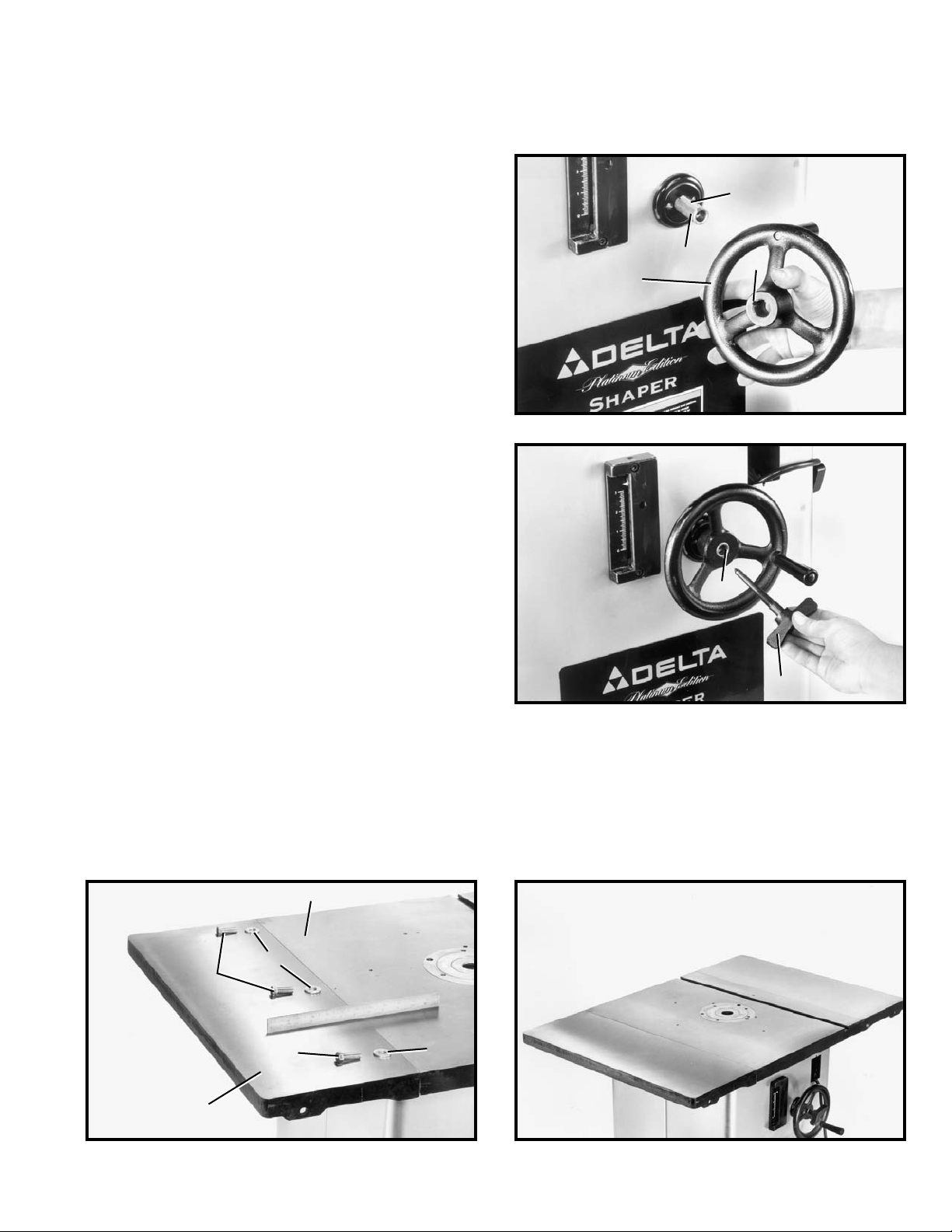
Fig. 5
Fig. 6
Fig. 8Fig. 7
ASSEMBLING SPINDLE
RAISING AND
LOWERING HANDWHEEL
1. Insert key (A) Fig. 5, into slot in spindle raising and
lowering shaft (B) as shown.
2. Assemble handwheel (C) Fig. 5, onto spindle shaft
(B), making certain the key (A) fits into the slot (D) in the
handwheel. Insert the set screw which holds the
handwheel to the shaft and tighten screw firmly against
key.
3. Thread lock knob (E) Fig. 6, into the spindle shaft (B).
ASSEMBLING EXTENSION WINGS TO SHAPER TABLE
1. Assemble extension wing (A) Fig. 7, to shaper table (B) using three 1-1/4" inch-long hex head screws (C) and flat
washers (D) supplied. Use a straight edge (E) Fig. 7, to make certain the extension wing is level with shaper table before
tightening three screws (C). Assemble and level remaining extension wing in the same manner.
2. Fig. 8, illustrates both extension wings assembled to shaper table.
A
B
C
D
B
E
D
C
A
C
D
B
Page 8
8
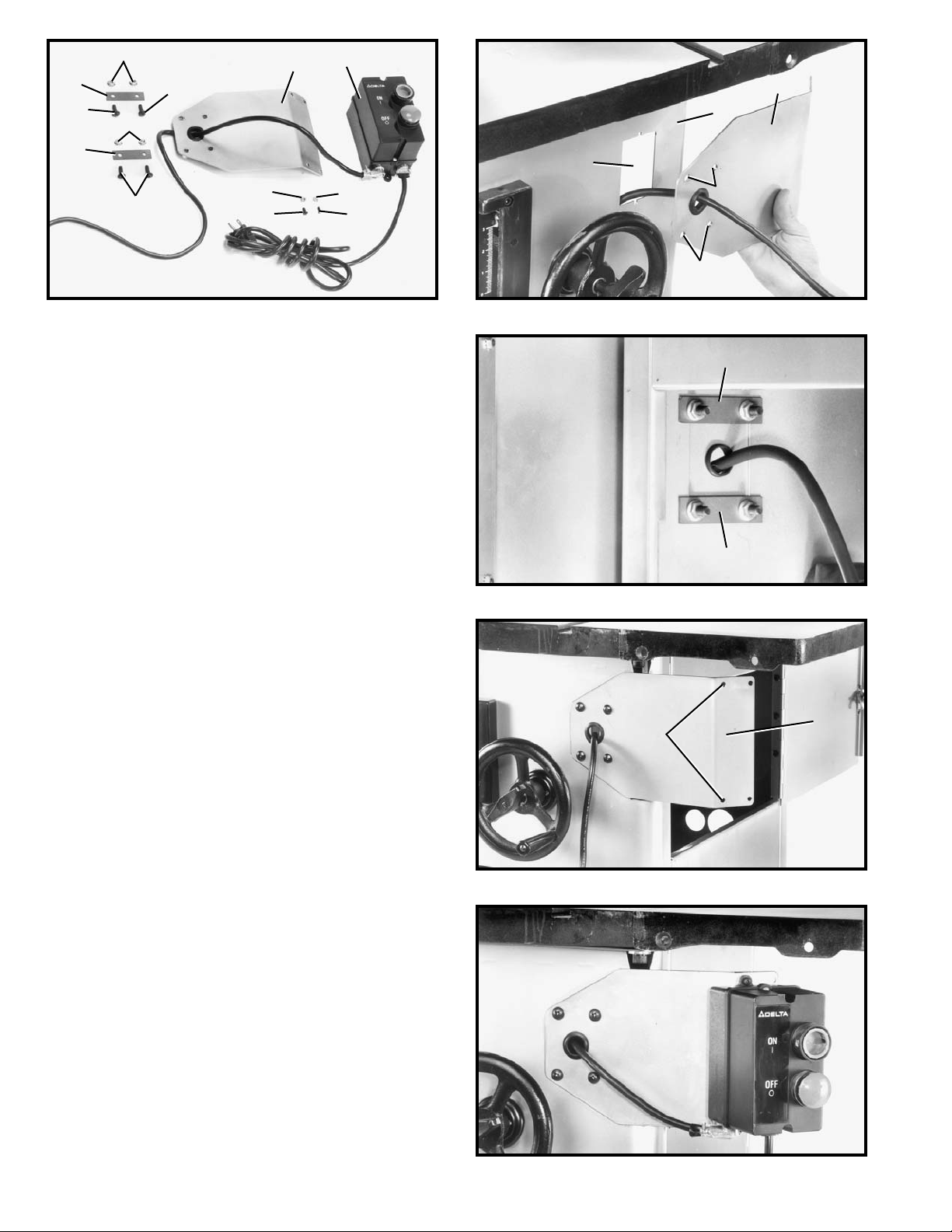
Fig. 9 Fig. 10
Fig. 11
Fig. 13
Fig. 12
ASSEMBLING
SWITCH BRACKET
AND ON/OFF SWITCH
1. The on/off switch (A) Fig. 9, and switch mounting
bracket (B) are shipped inside the shaper cabinet. Open
the side door of the shaper cabinet, remove switch
package and remove packaging material.
2. Position switch mounting bracket (B) Fig. 10, so
holes (C) are over hole (D) in shaper cabinet (E), then
fasten bracket (B) to cabinet (E) using four truss head
screws (F) Fig. 9, flange nuts (G) and two switch adapter
plates (H). NOTE: Switch adapter plates (H) are to be
positioned inside the shaper cabinet as shown in Fig.
11.
3. Fig. 12, illustrates switch mounting bracket (B)
properly mounted to shaper cabinet.
4. Assemble on/off switch (A) Fig. 9, to switch
mounting bracket (B) Fig. 12, through two holes (J),
using two Phillips head screws (K) Fig. 9, and Keps nuts
(L).
5. Fig. 13, illustrates on/off switch properly mounted to
switch mounting bracket.
G
F
H
F
G
H
F
B
A
L
L
K K
B
D
E
C
C
H
H
B
J
Page 9
9
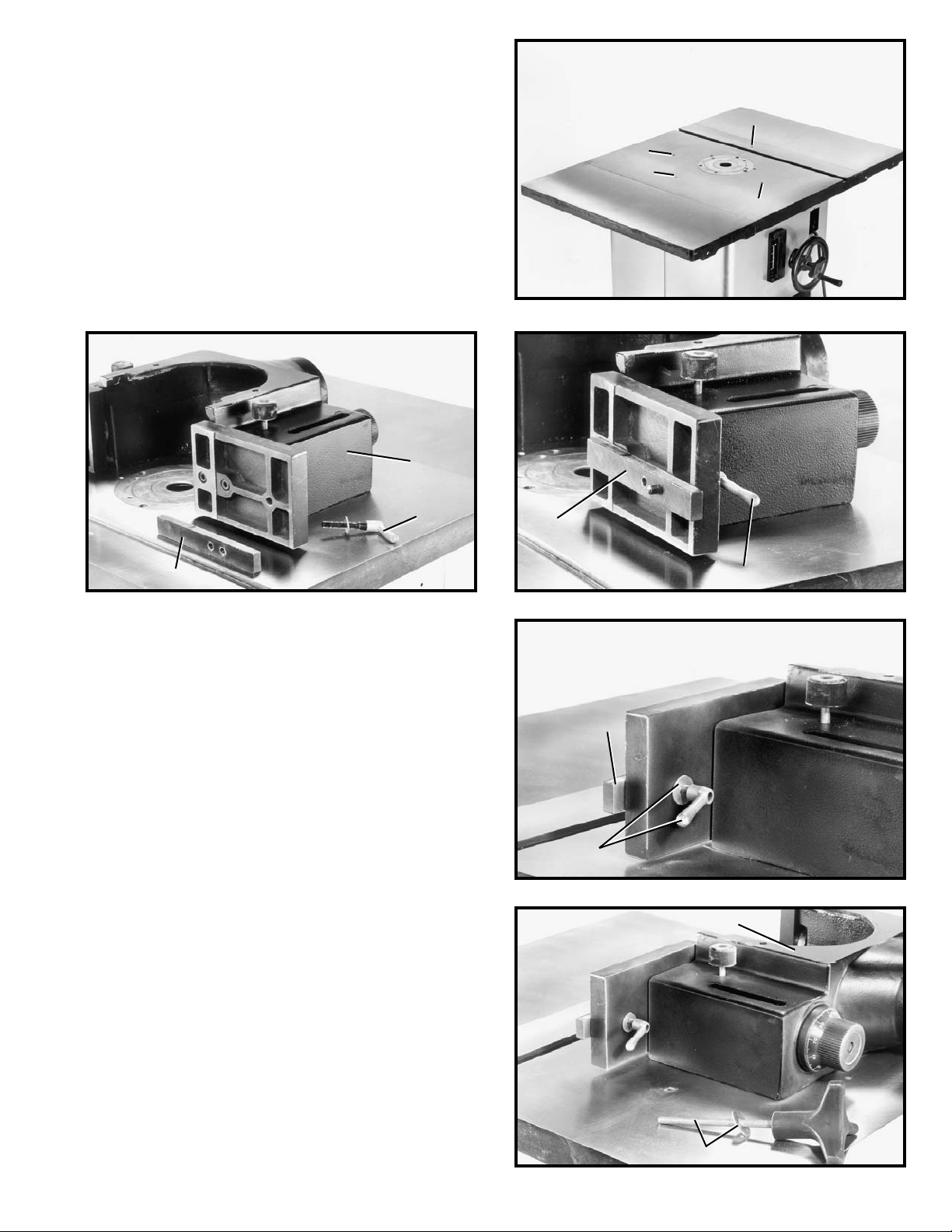
Fig. 14
Fig. 16
Fig. 17
Fig. 18
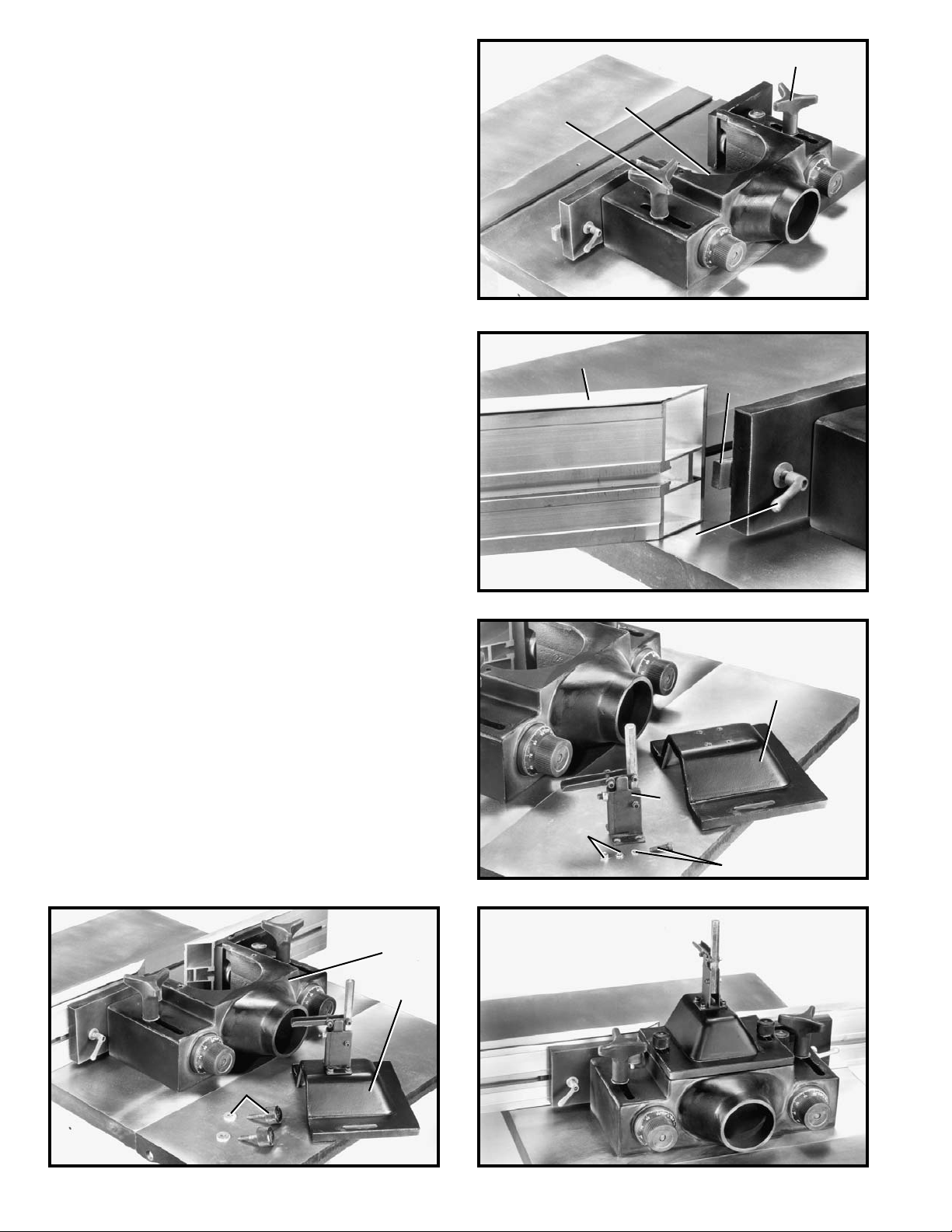
ASSEMBLING FENCE
TO SHAPER TABLE
1. The fence on this shaper can be mounted parallel
to the miter gage slot using two holes (B) Fig. 14, or
90 degrees to the miter slot by using two holes (A). The
following illustrates mounting the fence parallel to the
miter gage.
2. Place fence body (C) Fig. 15, on the table as shown,
and locate the two fence locking levers with washers (D)
and fence lock bars (E).
3. Fasten bar (E) to the front of the fence half using the
locking lever and washers (D), as shown in Figs. 16 and
17. Assemble the remaining bar to the other fence half in
the same manner. NOTE: Locking levers (D) are spring-
loaded and can be repositioned by pulling out the
handle and repositioning it on the nut located
underneath the hub of the handle.
Fig. 15
4. Locate the two fence locking handles and washers,
one of which is shown at (F) Fig. 18, and fasten fence
body (C) to one of the set of holes located on the shaper
table illustrated in Fig. 14.
A
B
A
B
C
E
E
D
E
D
C
F
D
Page 10
10
Fig. 19
Fig. 20
Fig. 21
Fig. 23Fig. 22
5. Fig. 19, illustrates fence body (C) fastened to the
table with the two fence locking handles (F).
6. Loosen locking lever (D) Fig. 20, and slide rear of
fence half (G) onto locking bar (E). Assemble remaining
fence half in the same manner. Then tighten locking
lever (D) to secure each fence half to the fence body.
7. Assemble guard mounting bracket (H) Fig. 21, to top
cover (J) using the four inch-long hex head cap screws,
hex nuts, and eight lock washers (K) as shown in Fig. 22.
8. Assemble top cover (J) Fig. 22, to top of fence body
(C) using the two locking knobs and washers (L).
9. Fig. 23, illustrates top cover properly assembled to
the fence body.
F
C
F
E
G
D
K
K
H
J
C
J
L
Page 11

11
Fig. 24
Fig. 25
Fig. 26
Fig. 27 Fig. 28
ASSEMBLING GUARDS
TO FENCE BODY
1. Assemble guard bracket (A) Fig. 24, and hex rod (B)
to upright hex shaft (C) as shown.
2. Assemble two guard brackets (A) Fig. 25, and clear
plastic guard (D) to holddown (E) as shown.
3. Assemble holddown/clear plastic guard assembly to
hex rod (B) as shown in Fig. 26.
4. Assemble guard bracket (A) Fig. 27, and spring
clamp (F) to hex rod (B) as shown, then tighten all wing
nuts.
5. The spring guard (F), holddown (E) and clear plastic
guard (D) can be flipped up out of the way as shown in
Fig. 28, by lifting up on locking lever (G), when not in use
or when making adjustments. CAUTION: When the
guard assembly is in the down position as shown in
Fig. 27, make certain locking lever (G) is in the locked
position as shown.
C
A
B
A
D
E
A
B
G
B
A
F
G
D
E
F
Page 12

12
Fig. 29
Fig. 30
Fig. 31
6. Fig. 29, illustrates complete fence and guard assembly
mounted in the alternate position, 90 degrees to miter
gage slot.
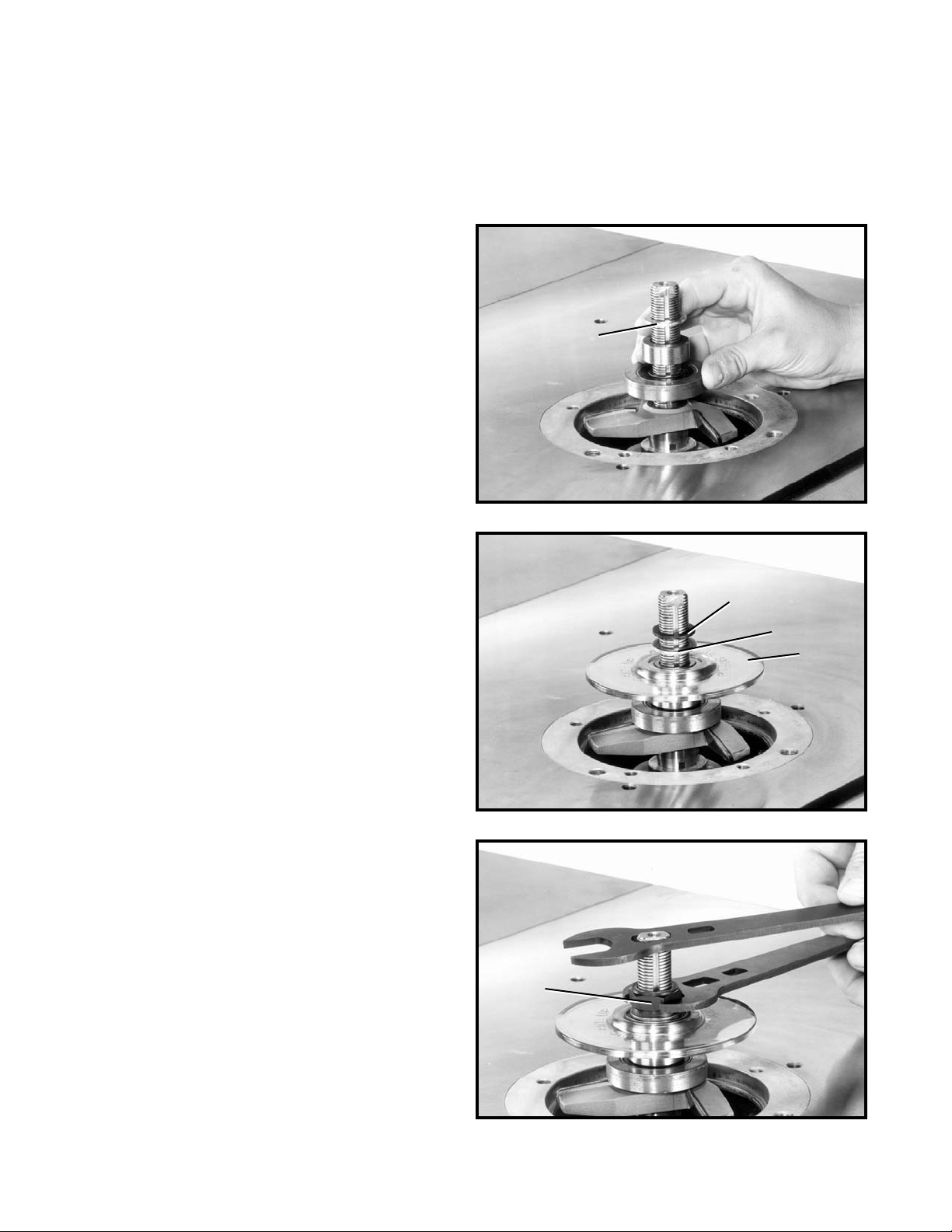
ASSEMBLING AND
CHANGING SPINDLES
MAKE CERTAIN THE MACHINE IS DISCONNECTED
FROM THE POWER SOURCE.
1. Thread one end of the tie rod (A) Fig. 30, into the
threaded hole in the bottom of the spindle (B).
2. Insert tie rod and spindle into the spindle cartridge,
making sure the pin (C) Fig. 31, in the spindle cartridge,
is engaged with notch (D), in the spindle.
3. Fig. 32, illustrates the spindle (B), inserted into the
spindle cartridge.
4. Thread nut (E) Figs. 30 and 33, onto bottom end of
tie rod (A).
5. Place wrench on flats (F) Fig. 32, on top of spindle
and tighten nut (E) Fig. 33, on bottom of tie rod to fasten
spindle to spindle cartridge.
Fig. 32 Fig. 33
A
B
D
C
F
B
A
E
E
Page 13

13
Fig. 34
Fig. 36 Fig. 37
Fig. 35
ASSEMBLING
TABLE INSERTS
Three table inserts are provided for various size cutters,
as shown in Fig. 34. The large insert is adjustable and
should be set flush with the table as follows:
1. Remove the three slotted head screws (A) Fig. 34.
2. Using a screwdriver, turn the three adjusting screws
(B) Fig. 34, until insert is flush with table. Then replace
the slotted head screws (A).
ASSEMBLING CUTTERS AND
COLLARS TO SPINDLE
1. There are three different sized collars (A) Fig. 35,
supplied with the shaper. These collars will allow the
cutter and/or the 4-1/2" diameter spindle guard to be
positioned at various locations on the spindle.
2. When assembling cutters to the spindle, it is
suggested that the cutter be positioned as close to the
bottom of the spindle as possible. This will reduce the
possibility of spindle run-out, which may effect the
finished appearance of the cut.
3. After determining if any collars are needed, assemble cutter (B) Fig. 35, keyed washer (C), and spindle
nut (D) as shown in Fig. 36, then place one wrench on flats (E) on top of spindle and one wrench on spindle
nut (D) and tighten as shown in Fig. 37.
4. IMPORTANT: Always place “keyed” washer (C) Fig. 36, on spindle before screwing on nut (D). The
“keyed” washer (C) prevents the nut (D), from loosening when spindle turns counterclockwise.
B
D
C
A
E
D
C
Page 14
14
Fig. 38
Fig. 39
Fig. 40
ASSEMBLING SPINDLE GUARD
A 4-1/2" diameter spindle guard is supplied as standard equipment and is supplied with a 1/2" bushing
which enables the guard to be used with both the 1/2" and 3/4" spindles.
CAUTION: The diameter of the spindle guard should be at least 1" more than the maximum cutting
circle of the shaper cutter and the height of the guard should not exceed 1/4" above the material.
To assemble the spindle guard, proceed as follows:
MAKE CERTAIN THE MACHINE IS DISCONNECTED
FROM THE POWER SOURCE.
1. Two 1/2" I.D. and two 3/4" I.D. washers are supplied
with the 4-1/2" diameter spindle guard to accommodate
1/2" and 3/4" spindles. These washers are to be
positioned directly above and below the spindle guard.
Place one of the washers (A) on the spindle, over either
the cutter or collar, as shown in Fig. 38.
2. Place the spindle guard (B) Fig. 39, on the spindle,
then place the other washer (C) and “keyed” washer (D)
on the spindle as shown.
3. Thread spindle nut (E) Fig. 40, onto spindle, then
place one wrench on flats on top of spindle and one
wrench on spindle nut (E) and tighten as shown.
4. IMPORTANT: Always place “keyed” washer (D)
Fig. 39, on spindle before screwing on spindle nut (E)
Fig. 40. The “keyed” washer (D) Fig. 39, prevents the
spindle nut (E) Fig. 40, from loosening when the
spindle turns counterclockwise.
E
A
B
C
D
Page 15

15
CONNECTING SHAPER TO POWER SOURCE
GROUNDING INSTRUCTIONS
CAUTION: THIS TOOL MUST BE GROUNDED WHILE IN USE TO PROTECT THE OPERATOR
FROM ELECTRIC SHOCK.
In the event of a malfunction or breakdown, grounding provides a path of least resistance for electric
current to reduce the risk of electric shock. The motor is equipped with an electric cord having an
equipment-grounding conductor and a grounding plug. The plug must be plugged into a matching
outlet that is properly installed and grounded in accordance with all local codes and ordinances.
Do not modify the plug provided - if it will not fit the outlet, have the proper outlet installed by a qualified
electrician.
Improper connection of the equipment-grounding conductor can result in risk of electric shock. The
conductor with insulation having an outer surface that is green with or without yellow stripes is the
equipment-grounding conductor. If repair or replacement of the electric cord or plug is necessary, do not
connect the equipment grounding conductor to a live terminal.
Check with a qualified electrician or service personnel if the grounding instructions are not completely
understood, or if in doubt as to whether the tool is properly grounded.
Repair or replace damaged or worn cord immediately.
SINGLE PHASE OPERATION
Fig. 41
Fig. 42
THREE HORSEPOWER
MOTORS
The motor supplied with single phase, 3 horsepower
Shapers is designed to be operated from a 220-240 volt
power system.
The single phase Shaper is intended to be used on
a circuit that has an electrical outlet that looks like the one
illustrated in Fig. 41. The tool has a plug similar to the plug
illustrated in Fig. 41. Make certain the tool is connected to
an outlet having the same configuration as the plug. No
adapter is available, or should be used with the tool.
CAUTION: IN ALL CASES, MAKE CERTAIN
THE RECEPTACLE IN QUESTION IS PROPERLY
GROUNDED. IF YOU ARE NOT SURE, HAVE A
CERTIFIED ELECTRICIAN CHECK THE RECEPTACLE.
The single phase, three horsepower Shaper motors are
single voltage motors and cannot be connected to
operate at a voltage other than 220-240 volts.
If you desire to operate the single phase 3 horsepower
Shaper with an extension cord, use a proper extension
cord and make certain it is in good condition. When
using an extension cord, be sure to use one heavy
enough to carry the current your product will draw. An
undersized cord will cause a drop in line voltage resulting
in loss of power and overheating. Fig. 42, shows the
correct size to use depending on cord length and
nameplate ampere rating. If in doubt, use the next heavier
gage. The smaller the gage number, the heavier the cord.
TOTAL LENGTH OF
CORD IN FEET
50
100
Over 100
GAGE OF EXTENSION
CORD TO USE
14 AWG
12 AWG
Not recommended
CURRENT CARRYING PRONGS
GROUND PRONG
240 VOLT
Page 16

16
STARTING AND STOPPING THE SHAPER
To apply power to the machine, push “ON” button (A) Fig. 43. To stop the machine,
push “OFF” button (B).
LOCKING SWITCH IN THE “OFF” POSITION
IMPORTANT: We suggest that when the shaper is not in use, the switch be locked
in the “OFF” position using a padlock (C) Fig. 44 , through the switch plate and “ON”
button as shown.
OPERATING CONTROLS AND ADJUSTMENTS
Fig. 43
Fig. 44
A
C
B
Page 17

17
Fig. 45
Fig. 46
Fig. 47
RAISING AND
LOWERING SPINDLE
The spindle can be raised or lowered by loosening lock
knob (A) Fig. 45, and turning handwheel (B). To raise the
spindle height, turn the handwheel (B) clockwise. To lower
the spindle height, turn handle (B) counterclockwise.
The scale (C) Fig. 45, indicates the spindle travel range
from 0 to 3" and is marked in 1/16" increments. Minor
cutter height adjustments can be measured using the
pointer (D) along the scale (C). CAUTION: Always tighten
lock knob (A) after adjusting spindle height.
CHANGING SPEEDS AND
ADJUSTING BELT TENSION
The shaper is supplied with a 2-step motor pulley and
a 2-step spindle pulley that provides spindle speeds of
7,000 and 10,000 R.P.M. When the belt is on the largest
step of the motor pulley and the smallest step of the
spindle pulley, the spindle speed will be 10,000 R.P.M.
When the belt is on the smallest step of the motor pulley
and the largest step of the spindle pulley, the spindle
speed will be 7,000 R.P.M.
A chart (Y) Fig. 46, illustrating the correct belt placement
for 7,000 or 10,000 R.P.M. is located on the inside panel
of the motor access door.
To change speeds and adjust belt tension, proceed as
follows:
1. DISCONNECT THE MACHINE FROM THE POWER
SOURCE and open motor access door, as shown in Fig. 46.
2. Loosen thumb screw lock (A) Fig. 47. Release
tension on belt by moving lever (B), to the left. Position
belt (C), on the desired steps of the spindle pulley (D),
and the motor pulley (E), and apply belt tension by
moving lever (B), to the right. When desired belt tension
is applied to belt, retighten thumb screw lock (A).
3. Proper belt tension is attained when there is
approximately 3/32" deflection using light finger pressure
(approx. 3.5 lbs.) at the center of the belt span between
pulleys (D) and (E) Fig. 47. IMPORTANT: Pulleys (D) and (E)
should always be aligned with each other to provide
maximum belt performance and reduce belt wear. To
check pulley alignment, refer to section “REPLACING
SPINDLE CARTRIDGE.”
REVERSING
SPINDLE ROTATION
MAKE CERTAIN THE MACHINE IS DISCONNECTED
FROM THE POWER SOURCE.
The motor is equipped with a reversing switch (X) Fig. 46,
which is located on the motor junction box. CAUTION:
Never attempt to reverse the rotation of the spindle with
the motor running.
X
Y
D
C
A
B
C
E
D
B
A
Page 18

18
FENCE CONTROLS AND ADJUSTMENTS
Fig. 50 Fig. 51
Fig. 49
1. DISCONNECT SHAPER FROM POWER SOURCE. IMPORTANT: The fence halves (A) Fig. 48, should be
adjusted endwise so the opening at the spindle is never more than is required to clear the cutter.
2. To adjust the fence halves (A) Fig. 48 endwise, loosen the two fence locking levers (B), slide the fence halves to the
required positions, and tighten locking levers (B).
3. Each fence half (A) Fig. 48, can be moved independently, forward or backward, depending on the type of shaping
operation that is being performed. To move the fence halves in or out, loosen one of the lock knobs (C) and turn one
of the adjusting knobs (D), depending on which fence half is being moved. Turn knob (D) until the correct setting is
obtained and tighten lock knob (C).
Fig. 48
4. The complete fence assembly can be rapidly
positioned on the table by loosening two clamp handles
(E) Fig. 48, moving the fence assembly to the desired
position, and tightening the two clamp handles (E).
5. Indicator collars (F) Fig. 49, are supplied to give the
exact dimension each fence half is moved.
6. Using a straight edge (G) Fig. 50, check to see if
the two fence halves (H) are parallel to each other. If
parallelism cannot be achieved by adjusting one of the
two fence halves (H) in or out, shims (J) Fig. 51, can be
placed between the fence (H) and fence mount (K).
A
C
E
D
B
D
B
A
E
C
F
H
G
H
J
K
Page 19

19
Fig. 53
Fig. 54
Fig. 55
Fig. 52
GUARD CONTROLS
AND ADJUSTMENTS
DISCONNECT SHAPER FROM POWER SOURCE.
The spring clamp (A) Fig. 52, holddown (B), and clear
plastic guard (C) are fully adjustable to provide safe
protection for most applications. NOTE: For certain
applications, the supplied spindle guard may have to
be used or a custom guard may need to be
fabricated.
1. Using a square (not shown), check to see if shaft (D)
Fig. 52, on spring clamp (A) is 90 degrees to the table
surface. If an adjustment is necessary, proceed as
follows:
2. Adjust holddown (B) Fig. 55, by placing a piece of
material which will be used on the table as shown.
Loosen thumb screws on guard mounting bracket (K)
and adjust holddown (B) over top of workpiece to
provide some downward pressure and tighten thumb
screws.
3. Adjust clear plastic guard (L) Fig. 55, by loosening
thumb screws on guard mounting bracket (M) and
locating the guard so it will deflect the wood chips and
provide protection from reaching the cutter; then
retighten thumb screws.
Lift up on guard locking handle (E) Fig. 53, loosen lock
nut (F) and turn screw (G) until shaft (D) is 90 degrees to
the table surface; then tighten lock nut (F).
Push down on guard locking handle (E) Figs. 53 and 54,
until it locks in place as shown in Fig. 54. If the locking
action is too loose or tight, loosen screw (H) and adjust
cam washer (J), then tighten screw (H). Repeat this
adjustment on the screw and cam washer located on the
other side of guard locking handle (E).
C
D
A
B
E
F
G
H
J
E
K
L
M
B
D
Page 20

20
Fig. 56
4. Loosen thumb screws on guard mounting bracket
(P) Fig. 56, and adjust spring clamp (N) so it will provide
inward pressure on workpiece; then tighten thumb
screws. NOTE: Thumb screws on guard mounting
bracket (R) Fig. 56, can be loosened to permit
extension of guard assembly.
WARNING: TURN THE CUTTER BY HAND TO MAKE
CERTAIN CUTTER DOES NOT CONTACT ANY OF THE
GUARDING OR FENCE HALVES BEFORE
CONNECTING THE SHAPER TO POWER SOURCE.
CAUTION: Always make certain guard locking handle
(E) Fig. 56, is in the locked position as shown and all
thumb screws are tight on guard assembly before
turning shaper on.
OPERATIONS
The following is an example of the setting up and operational procedures when using the fence, collars, and
starting pin. Please review this information carefully before turning on the power to avoid damage to the machine
or personal injury.
SHAPING WHEN USING THE FENCE AS A GUIDE
Using the fence is the safest and most satisfactory method of shaping, and this method should always be used when
the work permits. Almost all straight work can be shaped using the fence as follows:
Fig. 57
Fig. 59
Fig. 58
1. For average work, where a portion of the original
edge of the work is not touched by the cutter, both the
front and rear fences are in a straight line, as shown in
Fig. 57.
2. When the shaping operation removes the entire edge
of the work, e.g., in jointing or making a full bead, the
shaped edge will not be supported by the rear fence
when both fences are in line, as shown in Fig. 58. In this
case, the work should be advanced to the position
shown in Fig. 58, and stopped.
3. The rear fence should then be advanced to contact
the work, as shown in Fig. 59. The rear fence will then be
in line with the cutting circle.
R
E
P
N
Page 21

21
SHAPING WITH COLLARS AND STARTING PIN
When shaping with collars and starting pin, the following rules must always be followed for good work
and safety in operation.
Fig. 60
Fig. 61
Fig. 62
Fig. 63
Fig. 64
Fig. 65
Fig. 66
1. Collars MUST be smooth and free of all gum or other
substances.
2. The edge of the work to be shaped MUST be smooth,
as any irregularity in the surface which rides against the
collar will be duplicated on the moulded surface.
3. A portion of the edge of the work MUST remain
untouched by the cutters in order that the collar will have
sufficient bearing surface. Fig. 60, illustrates the wrong
way for the operation, while Fig. 61 illustrates the right
way.
4. The work MUST be fairly heavy in proportion to the
cut being made as shown in Fig. 62. Under NO
circumstances should short work of light body be
shaped against the collars as shown in Fig. 63.
5. When shaping with collars and starting pin, the Safe
Guard II spindle guard, supplied with your machine, should
always be used.
POSITION OF COLLARS
1. The collars may be used in any of the following
positions: above, below or between two cutters.
2. When the collar is used below the cutter, a shown in
Fig. 64, the progress of the cut can be observed at all
times. However, any accidental lifting of the work will
gouge the wood and ruin the workpiece.
3. When the collar is used above the cutter as shown in
Fig. 65, the cut cannot be seen, yet this method offers
some advantage in that the cut is not affected by slight
variations in the thickness of the stock. Also, accidental
lifting of the work will not gouge the workpiece. Simply
correct the mistake by repeating the operation.
4. The collar between cutters method, as shown in
Fig. 66, has both the advantages of the first two methods
and is frequently used where both edges of the work are
to be shaped.
Page 22

22
Fig. 67 Fig. 68
Fig. 69
Fig. 70
Fig. 71
STARTING PIN
1. Your machine is supplied with a tapered starting pin
(A) Fig. 67, which is used as a support when starting the
cut. The starting pin (A) is placed on one of the tapered
holes (B) in the table.
2. Fig. 68, illustrates starting pin (A) placed into hole in
table.
3. The work should be placed in the first position using
the guide pin as a support, as shown in Fig. 69. Then
swing the work into the cutter as shown in the second
position. The work will now be supported by the collar
and starting pin as shown in Fig. 69.
4. After the cut has been started, the work is swung
free of the starting pin and rides only against the collar
as shown in the third position Fig. 70. ALWAYS FEED
AGAINST THE ROTATION OF THE CUTTER.
IMPORTANT: If the work would be advanced to the
cutter without the side support of the starting pin, it
would invariably be kicked back.
REPLACING SPINDLE CARTRIDGE
1. IMPORTANT: When replacing the spindle cartridge, bolt (A) Fig. 71, should only be tightened 7 to 10 foot pounds.
2. The spindle pulley (D) Fig. 72, and motor pulley (E), should always be aligned with each other to provide maximum
belt performance to reduce belt wear. To check pulley alignment, place a straight edge against the underside of, and
spanning both pulleys, as shown in Fig. 72. If an adjustment is necessary, loosen set screw (F) and move the motor up
or down until the two pulleys (D) and (E) are aligned.
3. Proper belt tension is attained when there is approximately 3/32" deflection using light finger pressure (approx. 3.5
lbs.) at the center of the belt span between pulleys (D) and (E) Fig. 72.
A
B
B
A
A
Fig. 72
F
E
G
D
Page 23

For Two-Speed Heavy Duty
Wood Shaper
No. 50-273 Mobile Base. For H.D. Shaper.
22 Lbs.
No. 43-348 Safety Ring Guard. For added
safety and convenience on curved and circular
edge shaping operations. Complete with
mounting bracket. 9 Lbs.
No. 43-188 Sliding Shaper Jig. Provides
greater cutting accuracy during a variety of
shaping operations. Features three guide bar
locations for positioning the workpiece as close
as possible to both large and small diameter
shaper cutters. Twelve mounting holes offer
you a dozen options for moving the solid steel
bars and cam-action clamps around the base
in order to fit large and small workpieces,
different machines and various types of
operations. Not just for shapers, the Sliding
Shaper Jig also helps you safely cut angledtenons, tenons and dados on either left or right
tilting table saws.
13 Lbs.
For Heavy Duty, Utility and
43-355 Wood Shapers
(continued)
No. 34-895 Auto-Set®Miter Gage. For straight
and angle shaping. Has
3
/8 x 3/4 x 18 guide
bar and pivoting work support body with
pointer and calibrations reading through 120°
swing. Adjustable, positive stops at 90° and 45°
positions. Accommodates No. 34-568 Clamp
Attachment. 3
1
/2Lbs.
No. 34-568 Clamp Attachment for miter
gage. Holds work evenly and safely when
edge shaping with miter gage. Includes clamp
bar, two sliding clamp screws, front and rear
posts. 1
1
/2Lbs.
No. 34-873 Extra Clamp Screw and Bracket
for clamp attachment.
1
/2Lb.
No. 43-186 Sliding Shaper Jig. For horizontal
shaping operations such as tenon and groove
cutting. Securely holds short and narrow work,
prevents slipping. 15 Lbs.
23
Delta Shaper Accessories
High-Speed Steel
3-Lip Shaper Cutters
All have 1/2" spindle hole. Involute relief design
permits honing of the face without changing
the shape. Cutters 09-128 & 09-137 are
counterbored to fit Stub Spindle. Cutters are
shown
3/8 size.
1
/2Lb. each.
Collar Sets 1/2" Hole
No. 43-210 Set of 7 Collars. 3/4" to 11/8"
diameter. Nos. 09-142, 09-143, 09-144,
09-145, 09-171, 09-172, 09-173.
1
/2Lb.
No. 43-211 Set of 6 Collars. 1
3
/16" to 11/2"
diameter. Nos. 09-141, 09-146, 09-147,
09-148, 09-174, 09-175. 1 Lb.
No. 43-212 Set of 6 Collars. 1
9
/16" to 17/8"
diameter. Nos. 09-149, 09-176, 09-177,
09-178, 09-179, 09-180. 1
1
/2Lbs.
No. 43-191 Set of 4 Collars for Sash Cutters.
Nos. 09-140, 09-141, 09-150, 09-151.
1
/2Lb.
Cutter and Collar Sets –
1
/2" Hole
Straight Cutters—1/2" Hole
Cat. No.
09-107
09-130
09-104
Cat. No.
09-105
09-108
09-127
Dia.
1
7
/8"
1
7
/8"
1
7
/8"
Thick-
ness
1
/2"
3
/4"
1"
Dia.
1
7
/8"
1
15
/16"
1
15
/16"
Thick-
ness
1
1
/2"
1
/4"
3
/8"
09-100
1
/2" Cove
5
/16" Qr. Rd.
09-101
5
/16" Cove
3
/8" Bead
09-102
1
/8" & 3/8"
Qr. Rd.
1
/4" Bead
09-103
1
/4" & 1/2"
Qr. Rd.
09-106
90°
V-Groove
09-109
1
/4" Flute
09-111
Stile with
1
/4" Groove
09-112
Rail with
1
/4" Tongue
09-113
Drop Leaf
Bead
09-114
Drop Leave
Cove
09-120
Ogee
09-121
Female
Sash
09-125
Cab R.H.
Female
09-126
Cab L.H.
Female
09-128
Male
Sash
09-131
Glue
Joint
09-135
Cove & Bead
Mldg. L.H.
09-136
Cove & Bead
Mldg. R.H.
09-137
Cove & Bead
Cope R.H.
09-138
Cove & Bead
Cope L.H.
09-190
3-Bead
3
/16" Bead
09-195
5-Bead
1
/8" Bead
09-196
Wedge
Tongue
09-197
Wedge
Groove
09-198
Ogee & Bead
Table Edge
09-199
1" Convex
Edge
09-201
1
/2" Flute
09-214
Panel
Raising
09-219
1" Bead
09-220
Ogee Panel
Raising
09-221
Cove Panel
Raising
09-231
9
/16" Qr. Rd.
09-235
3
/8" Flute
09-238
3
/4" Bead
09-247
Door Lip
09-202
1
/2" Bead
09-203
1
/4" Bead
09-204
3
/4" Flute
09-211
1" Flute
09-212
3
/8" Bead
09-115
3-Bead
Cove
09-116
Clover
Leaf
09-117
1
/2" Rad.
Base Shoe
09-118
3
/4" Qr. Rd.
No. 43-182 Standard Cutter Set. Consists of
Cutters 09-100 to 09-109 inclusive and Collars
09-142 to 09-149 inclusive. Packed in wood
box. 3
1
/2Lbs.
No. 43-213 Cove and Bead Cutter Set.
Consists of Cutters 09-108, 09-127; 09-135 to
09-138 inclusive and collars 09-132 to 09-134.
Packed with 43-345 Stub Spindle Assembly
and SP-10 Wrench for H.D. Wood Shaper.
2 Lbs.
No. 43-214 Sash and Cabinet Cutter Set.
Consists of Cutters 09-108, 09-120, 09-121,
09-123 to 09-128 inclusive and Collars 09-140,
09-141, 09-150 and 09-151. Packed with
43-345 Stub Spindle Assembly and SP-10
Wrench for H.D. Wood Shaper 3 Lb.
Spacing Collars –
1
/2", 3/4" and 1" Holes.
Collar Sets 3/4" and 1" Hole
No. 43-248 Set of 6 Collars. 3/4" hole, 13/16" to
1
1
/2" diameter. Nos. 43-260, 43-261, 43-262,
43-263, 43-264, 43-265.
No. 43-249 Set of 6 Collars.
3
/4" hole, 19/16" to
1
7
/8" diameter. Nos. 43-266, 43-267, 43-268,
43-269, 43-270, 43-271.
No. 43-308 Set of 5 Collars. 1" hole, 1
1
/4" to
1
1
/2" diameter. Nos. 43-321, 43-322, 43-323,
43-324, 43-325.
No. 43-309 Set of 6 Collars. 1" hole, 1
9
/16" to
1
7
/8" diameter. Nos. 43-326, 43-327, 43-328,
43-329, 43-330, 43-331.
For Heavy Duty, Utility and
43-355 Wood Shapers
No. 43-344 3-Knife Safety Cutterhead.
Enables circular saw moulding cutter to be
used on the wood shaper. Includes wrench
and bushing for use with
1
/2" and 3/4" shaper
spindles. Furnished without knives. 1 Lb.
Cat. No.
1
/2" Hole
09-133
09-150
09-155
09-217
09-134
09-140
09-215
09-151
09-142
09-171
09-143
09-172
09-144
09-173
09-145
09-132
09-141
09-146
09-174
09-147
09-175
09-148
09-177
09-178
09-149
09-179
09-180
Cat. No.
1
/2" Hole
43-250
43-251
43-252
43-253
43-254
43-255
43-256
43-257
42-258
43-259
43-260
43-261
43-262
43-263
43-264
43-265
43-266
43-267
43-268
43-269
43-270
43-271
Cat. No.
1" Hole
43-310
43-313
43-314
43-315
43-321
43-322
43-323
43-324
43-325
43-326
43-327
43-328
43-329
43-330
43-331
Dia.
13
/16"
13/8"
3
/4"
13/32"
15/32"
13/16"
115/32"
17/8"
3
/4"
13
/16"
7
/8"
15
/16"
1"
11/16"
11/8"
115/32"
13/16"
11/4"
15/16"
13/8"
17/16"
11/2"
19/16"
15/8"
111/16"
13/4"
113/16"
17/8"
Thick-
ness
1
/8"
13
/16"
1
/4"
3
/8"
Page 24

24
Delta Shaper Accessories (continued)
Door Edge Detail
All 215/16" diameter. 3/4" bore, 1/2" T-Bushing.
Bead or Half Round Concave
All 215/16" diameter. 3/4" bore, 1/2" T-Bushing.
Glue Joint
For cutting 1/2" to 11/4" Material. 215/16" dia.
3
/4" bore, 1/2" T-Bushing.
Flute or Half Round Convex
All 215/16" diameter. 3/4" bore, 1/2" T-Bushing.
Width
1
/4"
3
/8"
Cat. No.
42-070
42-071
Width
1
/2"
3
/4"
1"
Cat. No.
42-072
42-073
42-074
Width
1
/4"
3
/8"
Cat. No.
42-035
42-036
Width
1
/2"
3
/4"
1"
Cat. No.
42-037
42-038
42-039
Corner Round
All 215/16" diameter. 3/4" bore, 1/2" T-Bushing.
1
/4" and 1/2" Quarter Round
5
/16" Quarter Round and 1/2" Cove
1
/8" and 3/8" Quarter Round and 1/4" Bead
3
/4" Quarter Round
Wedge Tongue and Groove
All 215/16" diameter. 3/4" bore, 1/2" T-Bushing.
Lock Miter Double
Tongue and Groove
For cutting up to 11/8" material. 4" Diameter,
3
/4" bore. Counterclockwise rotation only.
Page 25

25
Delta Shaper Accessories (continued)
Male and Female Sash
All 215/16" diameter. 3/4" bore with 1/2" T-Bushing.
Drawer Joint
All 215/16" diameter. 3/4" bore, 1/2" T-Bushing.
Requires use
of Stub Spindle.
Counterclockwise
rotation only.
Straight
All 3/4" bore with 1/2" T-Bushing unless
otherwise noted.
Horizontal Panel Raising
For cutting 3/4" material. With 15° shear for
optimum cutting both with and across the
grain. Use 42-120 Rub Bearing with 4
1
/2" Dia.
Cutters and 42-121 Rub Bearing with 6" Dia.
Cutter.
Horizontal Panel Raising
For cutting 5/8" material. With 15° shear for
optimum cutting both with and across the
grain. Use 42-120 Rub Bearing with 4
1
/2" Dia.
Cutters and 42-121 Rub Bearing with 6" Dia.
Cutter.
Face Cut
Convex
Rd. Nose
17° Bevel
Dia.
4
1
/2"
6"
4
1
/2"
6"
Bore
3
/4" with 1/2" T-Bushing
1
1
/4"
3
/4" with 1/2" T-Bushing
1
1
/4"
Cat. No.
42-010
42-020
42-011
42-021
Face Cut
Convex
Rd. Nose
17° Bevel
Dia.
4
1
/2"
6"
4
1
/2"
6"
Bore
3
/4" with 1/2" T-Bushing
1
1
/4"
3
/4" with 1/2" T-Bushing
1
1
/4"
Cat. No.
42-014
42-024
42-015
42-025
Face Cut
Convex
Rd. Nose
18° Bevel
Dia.
4
1
/2"
6"
4
1
/2"
6"
Bore
3
/4" with 1/2" T-Bushing
1
1
/4"
3
/4" with 1/2" T-Bushing
1
1
/4"
Cat. No.
42-016
42-026
42-017
42-027
Face Cut
Rd. Nose
18° Bevel
Rd. Nose
S-Cut
Dia.
4
1
/2"
6"
4
1
/2"
6"
Bore
3
/4" with 1/2" T-Bushing
1
1
/4"
3
/4" with 1/2" T-Bushing
1
1
/4"
Cat. No.
42-012
42-022
42-013
42-023
Horizontal Panel Raising/
Back Cutters
With 15° for optimum cutting both with and
across the grain. Includes
1
/4" tongue spacer.
For use with 4
1
/2" dia. horizontal panel raising
cutters to cut
3
/4" material. 33/8" diameter.
3
/4" bore with 1/2" T-Bushing.
Width
1
/4"
3
/8"
1
/2"
Dia.
1
11
/16"
2
3
/16"
2
15
/16"
2
15
/16"
1
11
/16"
2
3
/16"
2
15
/16"
Dia.
215/16"
2
15
/16"
2
15
/16"
Cat. No.
42-104*
42-108*
42-060
42-061
42-105*
42-109*
42-062
Width
3
/4"
1"
1
1
/2"
Cat. No.
42-063
42-064
42-065
*Not supplied with 1/2" T-Bushing
Page 26

26
Delta Shaper Accessories (continued)
Double Sided 8-Cutter Cope and Pattern Set
Includes 1/4" and 1/2" wide x 5/8" tongue and
groove cutters. All 2
15
/16" diameter unless
otherwise noted.
3
/4" bore. For use with
42-122 rub bearing. For cutting 1
3
/8"
passage doors and 1
3
/4" entry doors.
6 Cutter Cope and Pattern Sets
Includes 1/4" wide x 3/8" tongue and groove cutters. All 215/16" diameter unless otherwise noted. 3/4" bore with 1/2" T-Bushing. For use with 42-123 rub bearing.
Cutters available separately.
Ball Bearing Rub Collars
For use with carbide-tipped cope and pattern
cutter sets and horizontal panel raising cutters.
T-Bushings
Set of two. For changing bore diameters on
individual carbide tipped cutters and cutter
sets.
Cat. No. 42-000 Set Includes
Cat. No. Description
42-100 Rail for Concave Stile
42-101 Rail for Concave Stile
42-102 Concave Stile (211/16" Dia.)
42-103 Concave Stile (211/16" Dia.)
42-1041/4" x 111/16" Dia. Straight (Tongue)
42-1051/2" x 111/16" Dia. Straight (Tongue)
42-0601/4" x 215/16" Dia. Straight (Groove)
42-0621/2" x 215/16" Dia. Straight (Groove)
Cutters available separately.
Cat. No.
42-120
42-121
42-122
42-123
Diameter
15/8"
3"
111/16"
23/16"
Bore
3
/4"
11/4"
3
/4"
3
/4"
Use With Cutter and/or Sets
42-010 to 42-017, 42-030 and 42-031
42-020 to 42-027
42-000
42-001 to 42-003
Cat. No.
42-125
42-126
42-127
Bore Change
11/4" to 1"
3
/4" to 1/2"
3
/4" to 1/2"
Use With
Single Cutters
3 to 6-Piece Cutter Sets*
Single Cutters
*Includes 1 long and 1 short T-Bushing
For cope and pattern cutting 3/4" to 11/8" material For cope and pattern cutting 3/4" to 11/8" material For cope and pattern cutting 3/4" to 11/8" material
For glass panel cutting
3
/4" to 1" material
For tongue and groove cutting
3
/4" material For tongue and groove cutting 3/4" material For tongue and groove cutting 3/4" material
For glass panel cutting
3
/4" to 1" material For glass panel cutting 3/4" to 1" material
Cat. No. 42-001 Set Includes
Cat. No.
42-106
42-107
42-108
42-109
42-060
42-062
Description
Rail for Concave Stile
Concave Stile (211/16" Dia.)
1
/4" x 23/16" Dia. Straight (Tongue)
1
/2" x 23/16" Dia. Straight (Tongue)
1
/4" x 215/16" Dia. Straight (Groove)
1
/2" x 215/16" Dia. Straight (Groove)
Cat. No. 42-002 Set Includes
Cat. No.
42-110
42-111
42-108
42-109
42-060
42-062
Description
Rail for Ogee Stile
Ogee Stile
1
/4" x 23/16" Dia. Straight (Tongue)
1
/2" x 23/16" Dia. Straight (Tongue)
1
/4" x 215/16" Dia. Straight (Groove)
1
/2" x 215/16" Dia. Straight (Groove)
Cat. No. 42-003 Set Includes
Cat. No.
42-114
42-115
42-108
42-109
42-060
42-062
Description
Rail for Ovolo Stile
Ovolo Stile
1
/4" x 23/16" Dia. Straight (Tongue)
1
/2" x 23/16" Dia. Straight (Tongue)
1
/4" x 215/16" Dia. Straight (Groove)
1
/2" x 215/16" Dia. Straight (Groove)
Page 27

27
Printed in U.S.A.
PARTS, SERVICE OR WARRANTY ASSISTANCE
All Delta Machines and accessories are manufactured to high quality standards and are serviced
by a network of Porter-Cable/Delta Factory Service Centers and Delta Authorized Service
Stations. To obtain additional information regarding your Delta quality product or to obtain parts,
service, warranty assistance, or the location of the nearest service outlet, please call 1-888-848-
5175.
Delta Building Trades and Home Shop Machinery
Two Year Limited Warranty
Delta will repair or replace, at its expense and at its option, any Delta machine, machine part, or
machine accessory which in normal use has proven to be defective in workmanship or material,
provided that the customer returns the product prepaid to a Delta factory service center or
authorized service station with proof of purchase of the product within two years and provides
Delta with reasonable opportunity to verify the alleged defect by inspection. Delta may require that
electric motors be returned prepaid to a motor manufacturer’s authorized station for inspection
and repair or replacement. Delta will not be responsible for any asserted defect which has resulted
from normal wear, misuse, abuse or repair or alteration made or specifically authorized by anyone
other than an authorized Delta Service facility or representative. Under no circumstances will
Delta be liable for incidental or consequential damages resulting from defective products. This
warranty is Delta’s sole warranty and sets forth the customer’s exclusive remedy, with respect to
defective products; all other warranties, express or implied, whether of merchantability, fitness for
purpose, or otherwise, are expressly disclaimed by Delta.
 Loading...
Loading...