

Page 1
Installation guide
Hand operated regulating valves
REG-SA, REG-SB with butt weld F connection
Installation
148R9620
1
2
Max. Nm
Nm máx.
DN 15-20 21 15
DN 25-50 44 32
DN 65 74 54
Max. LB-feet
lb-ft máx.
148R9620
3
5
© Danfoss | DCS (MWA) | 2018.05
4
DKRCI.PI.KM1.K5.ML | 520H8313 | 1
Page 2
Maintenance
1
Danfoss
M148B0031_1
Danf
M148G0018_
6 7
Danfoss
M148B0025_
Nm LB-feet, Lb-piedi
DN 15-20 50 37
DN 25-40 75 55
DN 50-65 95 70
8 9 10
Danfoss
M148B0026_1
D
11
© Danfoss | DCS (MWA) | 2018.05
A
Ensure tight screw connection.
Assurez-vous que les vis sont bien serrées.
1
oss
12
DKRCI.PI.KM1.K5.ML | 520H8313 | 2
Page 3

ENGLISH
Installation
Refrigerants
Applicable to HCFC, HFC, R717 (Ammonia),
R744 (CO2), Propane, Butane, Iso-Butane
and Ethane.
The valve is only recommended for use
in closed circuits. For further information
please contact Danfoss.
Temperature range
–60/+150°C (–76/+302°F)
Max. working pressure
The valves are designed for a max. working
pressure of 52 bar g (754 psi g).
Please see the technical brochure
(DKRCI.PD.F00.A) for a more detailed
description of the pressure and
temperature range.
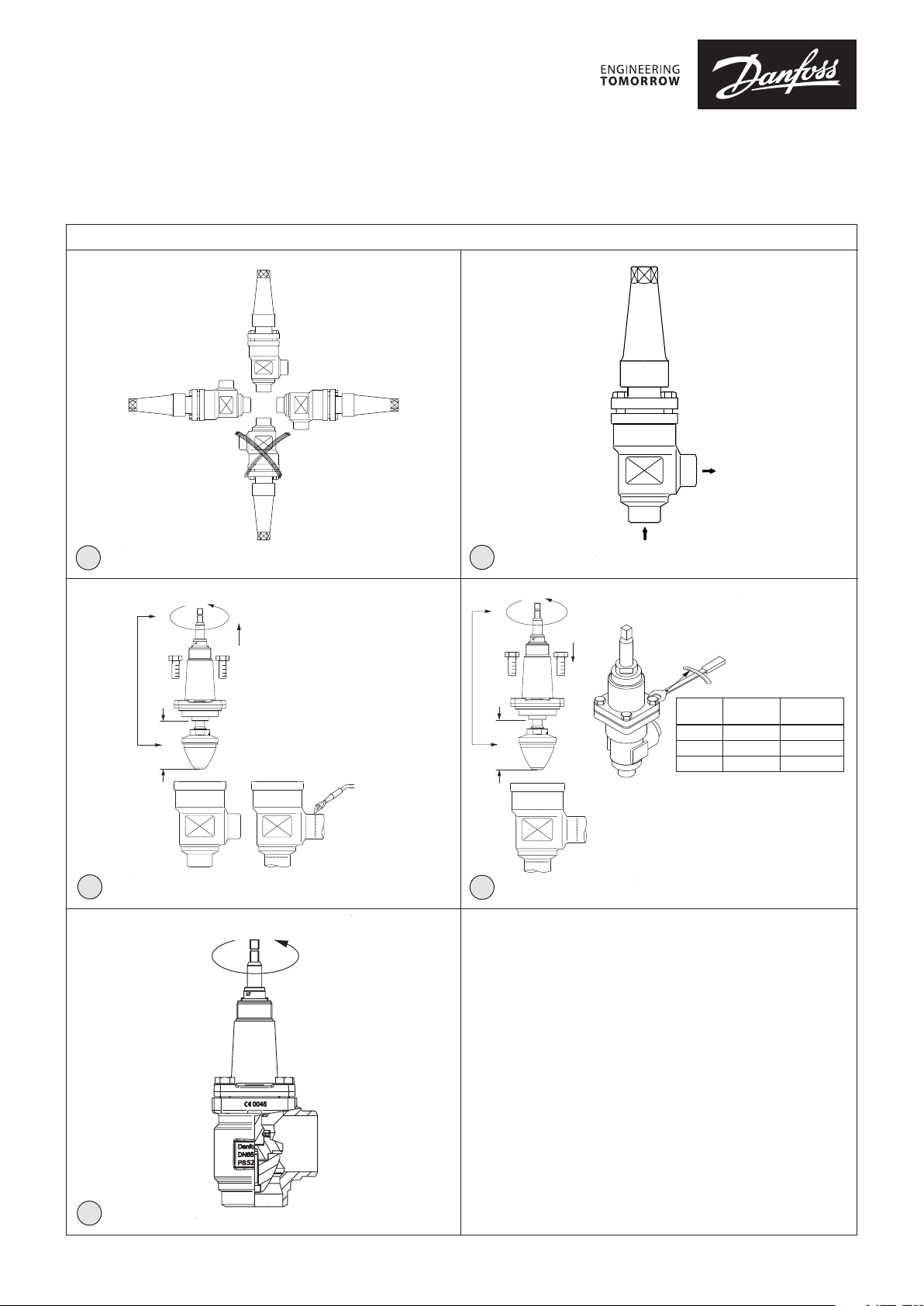
Installation
The valve must be installed with the
spindle vertically upwards or in horizontal
position (fig. 1). Valves should be opened
by hand. The valve is designed to withstand
a high internal pressure. However, the
piping system should be designed to avoid
liquid traps and reduce the risk of hydraulic
pressure caused by thermal expansion.
Please ensure that the valve is protected
from pressure transients like “liquid
hammer” in the system.
Recommended flow direction
Direct the flow towards the cone as
indicated by the arrow placed on the valve
housing (fig. 2). The force used to open and
close the valve must not exceed the force
of an ordinary handwheel.
Avoid welding debris and dirt in the
threads of the housing and the bonnet.
Do NOT remove or service the dark colored
grease between the spindle thread and
the bonnet. In case the grease has been
contaminated with dirt, debris, particles
or water the complete top part must be
replaced.
Do not mount REG valves in systems where
the outlet side of the valve is open to
atmosphere. The outlet side of the valve
must always be connected to the system
or properly capped off, for example with a
welded-on end plate.
Assembly
Remove welding debris and any dirt from
pipes and valve body before assembly.
Check that the cone has been fully screwed
back towards the bonnet before it is
repositioned in the valve body (REG DN
50-65) (fig. 4).
Tightening
Tighten the bonnet with a torque wrench,
to the values listed in the table (fig. 4).
Colours and identification
The REG valves are painted with a red
primer in the factory. Precise identification
of the valve is made via the yellow ID ring
at the top of the bonnet, as well as by the
stamping on the valve body. The external
surface of the valve housing must be
protected against corrosion with a suitable
protective coating after installation and
assembly.
Protection of the ID ring when repainting
the valve is recommended.
Maintenance
- If the gasket (pos. A) has been exposed
to air or other refrigerants than listed in
this installation guide for more than
6 months it must be replaced.
- Check that the spindle is free of scratches
and impact marks.
- If the teflon cone ring has been
damaged, the whole cone assembly
must be replaced.
- DN 15-40: Unscrew the adapter (fig. 11,
pos. A) to be able to change the cone.
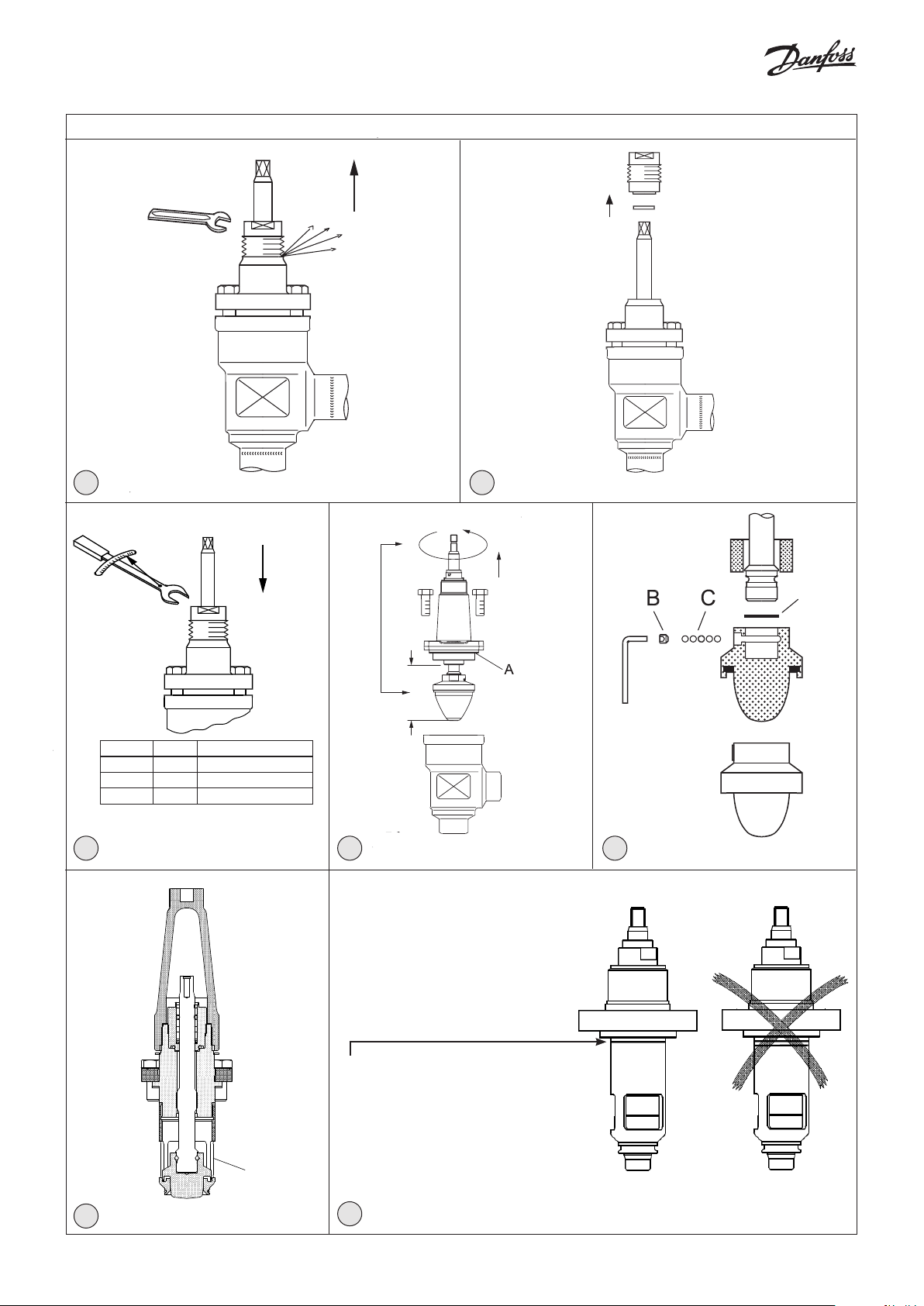
Replacement of the cone (fig. 10)
Unscrew the cone screw (pos. B) with an
Allen key. (An Allen key is included in the
Danfoss Industrial Refrigeration gasket set).
REG 15-40 ......................................... 2.0 mm A/F
REG 50-65 ......................................... 2.5 mm A/F
Remove the balls (pos. C).
Number of balls in fig. 10, pos. C:
REG 15-20 ................................................... 10 pcs.
REG 25-65 ................................................... 14 pcs.
The cone can now be removed. Place the
new cone on the spindle and remember to
place the disk spring (pos. D) between the
spindle and the cone. Compress the disk
spring and replace the balls (pos. C).
Refit the cone screw in again using Loctite
No. 648. to ensure that the screw is
properly fastened.
Do NOT remove or service the dark colored
grease between the spindle thread and
the bonnet. In case the grease has been
contaminated with dirt, debris, particles
or water the complete top part must be
replaced.
Assembly
Remove any dirt from the body before the
valve is assembled. Check that the cone
has been screwed back towards the bonnet
before it is replaced in the valve body (fig. 4).
Welding
Remove the bonnet before welding (fig.
3) to prevent damage to the O-rings in the
packing gland and between the valve body
and bonnet, as well as the teflon gasket in
the valve seat. Be careful not to damage
the teflon cone ring and make sure the
complete bonnet is protected from dirt
and water while removed.
Removing the bonnet can be omitted
provided that: The temperature in
the area between the valve body and
bonnet during welding does not exceed
+150°C/+302°F. This temperature depends
on the welding method as well as on
any cooling of the valve body during the
welding itself. (Cooling can be ensured
by, for example, wrapping a wet cloth
around the valve body.) Make sure that no
dirt, welding debris etc. get into the valve
during the welding procedure.
Only materials and welding methods,
compatible with the valve housing
material, must be applied to the valve
housing. The valve housing must be
free from stresses (external loads) after
installation.
Clean the valve internally to remove
welding debris at completion of welding
and before the valve is reassembled.
Packing gland
When performing service and
maintenance, replace the complete
packing gland only, which is available as a
spare part. As a general rule, the packing
gland must not be removed if there is
internal pressure in the valve. However, if
the following precautionary measures are
taken, the packing gland can be removed
with the valve still under pressure:
Backseating (fig. 5)
To backseat the valve, turn the spindle
counter-clockwise until the valve is fully
open.
Pressure equalization (fig. 6)
In some cases, pressure forms behind the
packing gland. Hence a handwheel or
similar should be fastened on top of the
spindle while the pressure is equalized.
The pressure can be equalized by slowly
screwing out the gland.
Removal of packing gland (fig. 7)
The packing gland can now be removed.
Dismantling the valve
Do not remove the bonnet while the valve
is still under pressure.
- Check that the O-ring (fig. 9, pos. A) has
not been damaged.
Note:
For REG SA/SB sizes DN 15-40 it is
important to ensure that the lower
and upper part of the insert is tightly
screwed together (fig. 12) and that this
screw connection is kept tight during
repositioning of the cone in the housing.
Tightening
Tighten the bonnet with a torque wrench,
to the values indicated in the table (fig. 4).
Tighten the packing gland with a torque
wrench, to the values indicated in the table
(fig. 8).
Use only original Danfoss parts, including
packing glands, O-rings and gaskets for
replacement. Materials of new parts are
certified for the relevant refrigerant.
In cases of doubt, please contact your local
Danfoss sales office.
© Danfoss | DCS (MWA) | 2018.05
DKRCI.PI.KM1.K5.ML | 520H8313 | 3
Page 4

FRANÇAIS
Installation
Fluides frigorigènes
Applicable aux fluides frigorigènes HCFC,
HFC, R717 (ammoniac), R744 (CO2), propane,
butane, isobutane et éthane.
L’utilisation du régleur est uniquement
conseillée dans les circuits fermés.
Pour plus d'informations, contactez Danfoss.
Plage de températures
-60/+150 °C
Pression de service max.
Les régleurs sont conçus pour une pression
de service maximale de 52 bar g.
Veuillez consulter la fiche technique (DKRCI.
PD.F00.A) pour plus d’informations sur les
plages de pression et de température
Installation
Installez le régleur de sorte que la tige se
trouve en position verticale ou horizontale
(fig. 1). Les régleurs doivent être ouverts
manuellement. Le régleur est conçu pour
résister à une
il convient de concevoir le circuit de façon à
éviter
de formation d’une
l’effet de la dilatation thermique. Veillez à ce que
le régleur soit protégé des variations de pression
au sein du circuit comme les « coups de bélier ».
Sens du débit
Dirigez le débit vers le cône tel qu’indiqué par
la flèche sur le corps de la vanne (fig. 2). La force
utilisée pour ouvrir ou fermer
pas excéder celle exercée par le volant.
Soudure
La partie supérieure interne doit être
retirée avant le soudage (fig. 3), afin d’éviter
d’endommager les joints toriques du presseétoupe, et entre le corps de la vanne et la
partie interne, ainsi que le joint d’étanchéité
en téflon du siège de la vanne. Veiller à ne
pas endommager la bague en téflon du cône.
Vérifier que la partie interne une fois retirée
est à l’abri de la saleté et de l’eau.
Le capuchon peut seulement rester en place
si, pendant le soudage, la température dans
la zone comprise entre le corps de vanne et
le capuchon n’excède pas +150 °C/+302 °F.
Cette température est fonction de la méthode
de soudage ainsi que du refroidissement
du corps de vanne pendant le soudage.
(Le refroidissement peut être effectué, par
exemple, en enveloppant le corps de vanne
dans un linge humide.) Veiller à ce qu’aucune
salissure, aucun débris de soudage, etc.
ne s’introduise dans la vanne pendant le
soudage.
Seuls des matériaux et des méthodes de
soudage compatibles avec le matériau du
corps de la vanne, peuvent être soudés et
appliqués au corps de la vanne. Aucune
contrainte (charges externes) ne doit être
exercée sur le corps de la vanne après
l’installation.
pression interne élevée. Toutefois,
les pièges à liquide et réduire les risques
pression hydraulique sous
la vanne ne doit
L’intérieur de la vanne doit être nettoyé pour
éliminer les débris de soudage une fois le
soudage effectué et avant le montage de la
vanne. Éviter que des débris de soudage et
des salissures ne pénètrent dans les filetages
du boîtier et le capuchon.
Ne PAS enlever ou nettoyer l’excédent de
graisse foncée entre le filetage de la tige et
la partie interne. En cas de contamination
de la graisse par de la saleté, des débris, des
particules ou de l’eau, la partie supérieure
doit être entièrement remplacée.
Les robinets REG ne doivent pas être montés
dans des systèmes où la sortie de la vanne
est exposée à l’air. Le côté sortie de la vanne
doit toujours être raccordé au système ou
correctement couvert, par exemple à l’aide
d’un embout soudé.
Montage
Retirez les résidus de soudure et les impuretés
des conduites et du corps du régleur avant de
procéder au montage. Vérifiez que le cône a été
entièrement revissé à l’arrière du capuchon avant
de le replacer dans le corps de la vanne
50-65) (fig. 4).
Serrage
Serrez le capuchon à l’aide d’une clé
dynamométrique, conformément aux
valeurs indiquées dans le tableau (fig. 4).
Couleurs et identification
Les robinets régleurs REG sont recouverts en
usine d’une couche de peinture primaire rouge.
Le robinet peut être précisément identifié à
l’aide de la bague d’identification jaune, située
au sommet du capuchon, ainsi que par un
estampillage sur le corps du régleur. La surface
extérieure du corps du régleur doit être protégée
de la corrosion à l’aide d’un revêtement adéquat
appliqué après l’installation et le montage.
Il est recommandé de protéger la plaque
signalétique lors de l’application de la peinture
sur la vanne.
(REG DN
Maintenance
Presse-étoupe
Lors des opérations de service et de
maintenance, remplacez uniquement le
presse-étoupe complet, disponible en pièce
détachée. En règle générale, le presse-étoupe
ne doit
pas être retiré lorsque le régleur est
pression. Toutefois, si les mesures de précaution
suivantes sont prises, il est possible de remplacer
le presse-étoupe pendant que le régleur est
sous pression :
Contre-siège (fig. 5)
Pour ouvrir le régleur, effectuez une rotation
de la tige dans le sens inverse des aiguilles
d’une montre jusqu’à ouverture complète
du régleur.
Égalisation de la pression (fig. 6)
Dans certains cas, une pression se forme
derrière le presse-étoupe. C’est pourquoi un
volant de manœuvre ou un dispositif similaire
(pos. A) doit être fixé au sommet
pendant l’égalisation de la pression.
La pression peut être égalisée en dévissant
progressivement le presse-étoupe.
Dépose du presse-étoupe (fig. 7)
Le presse-étoupe peut maintenant être retiré.
de la tige
sous
Démontage du régleur
Ne jamais retirer le capuchon si le régleur est
encore
sous pression.
- Vérifiez que le joint torique (fig. 9, pos. A)
n'a pas été endommagé.
- Si le joint d’étanchéité (pos. A) est resté
à l’air libre ou s’il a été exposé à d’autres
fluides frigorigènes que ceux mentionnés
dans ce guide d’installation pendant plus
de 6 mois, il doit être remplacé.
- Vérifiez que la tige est exempte de rayures
et de traces d’impacts.
- Si la bague du cône en téflon a été
endommagée, remplacez le cône entier.
- DN 15-40 : Dévissez l’adaptateur (fig. 11,
pos. A) afin de pouvoir changer le cône.
Remplacement du cône (fig. 10)
Dévissez la vis du cône (pos. B) à l’aide d’une
clé Allen. Une clé Allen est incluse dans le jeu
de joints fourni Danfoss.
REG 15-40 .............................................. 2,0 mm A/F
REG 50-65 .............................................. 2,5 mm A/F
Retirez les billes (pos. C).
Nombre de billes sur la fig. 10, pos. C :
REG 15-20 ........................................................ 10 pcs.
REG 25-65 ........................................................ 14 pcs.
Le cône peut maintenant être retiré. Positionnez
le cône neuf sur la tige et veillez à placer le
ressort circulaire (pos. D) entre la
Comprimez le ressort circulaire
billes (pos. C).
Remettez la vis du cône en utilisant le produit
Loctite n °648 pour garantir une fixation
appropriée de la vis.
Ne PAS enlever ou nettoyer l’excédent de
graisse foncée entre le filetage de la tige et
la partie interne. En cas de contamination
de la graisse par de la saleté, des débris, des
particules ou de l’eau, la partie supérieure
doit être entièrement remplacée.
Montage
Avant le montage, retirez si besoin les impuretés
du corps du régleur. Vérifiez que le cône a été
vissé à l’arrière du capuchon avant de le replacer
dans le corps du régleur (fig. 4).
Remarque :
dans le cas des vannes REG SA/SB, tailles
DN 15-40, il est important de vous assurer
que les parties inférieure et supérieure de
l’insert sont correctement vissées
ensemble (fig. 12) et que leur raccord est
fermement maintenu lors du
repositionnement du cône dans le corps.
Serrage
Serrez le capuchon à l’aide d’une clé
dynamométrique, conformément aux
valeurs indiquées dans le tableau (fig. 4).
Serrez le presse-étoupe à l’aide d’une clé
dynamométrique, conformément aux
valeurs indiquées dans le tableau (fig. 8).
N’utilisez que des composants Danfoss
d’origine,
du presse-étoupe ou des joints toriques et des
joints d’étanchéité. Les matériaux des nouveaux
composants sont homologués pour le fluide
frigorigène utilisé.
En cas de doute, veuillez prendre contact avec
Danfoss.
en particulier pour tout remplacement
tige et le cône.
et replacez les
© Danfoss | DCS (MWA) | 2018.05
DKRCI.PI.KM1.K5.ML | 520H8313 | 4
 Loading...
Loading...