

Page 1
Installation Guide
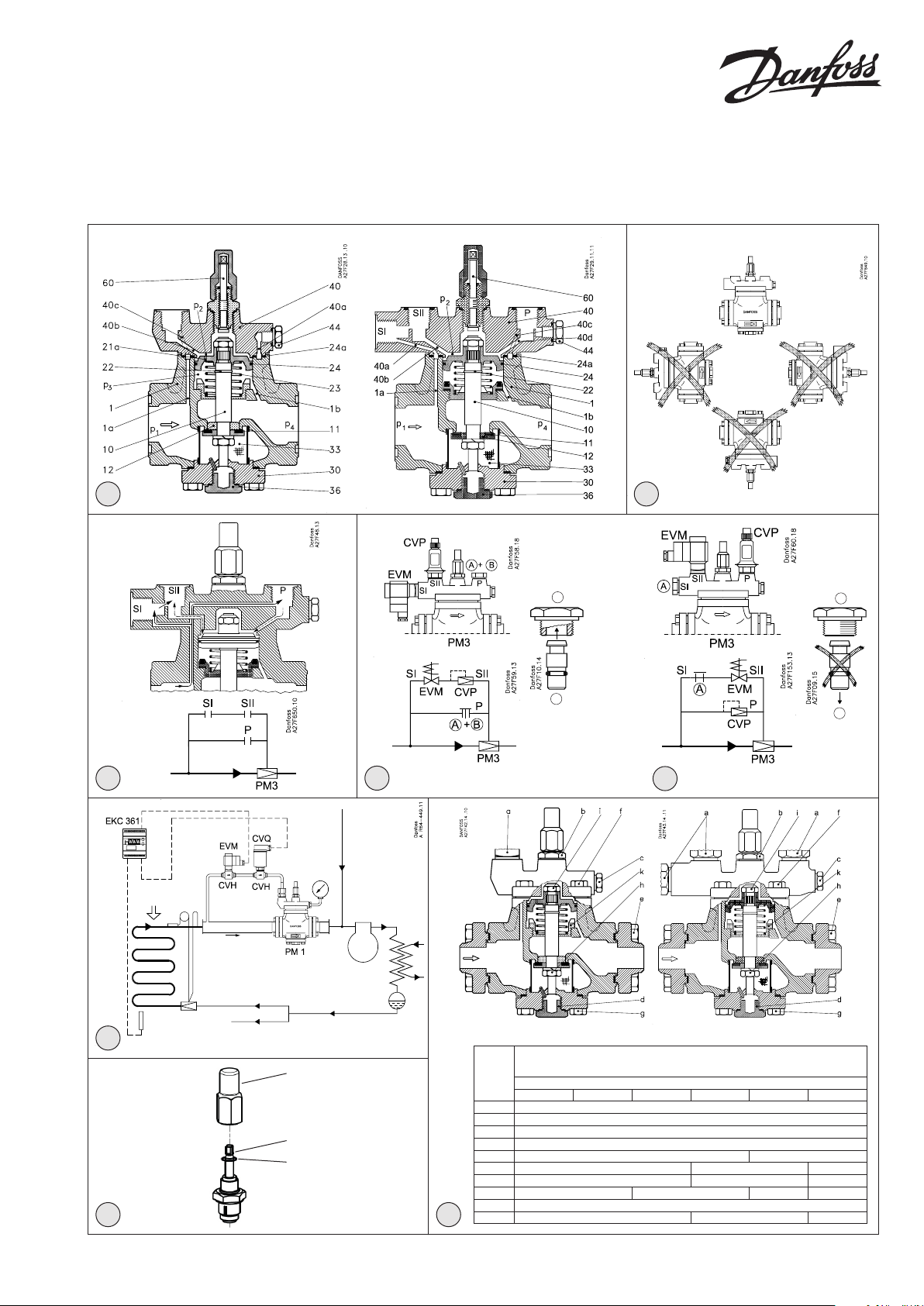
Pilot-operated servo valve
PME 5-65
Installation / Installazione
PME for 1 pilot
027R9900
1
PME for 3 pilots
027R9900
2
A
A
3 4a
AKS 21
5
A
B
C
6 7
B
4b
Tabel I - Table I - Tabelle - Tableau I - Tabella 1
Pos. Tilspændingsmoment i Nm (lb - ft) / Tightening Torque in Nm (lb - ft) /
a 50 (37)
b 50 (37)
c 25 (18)
d 50 (37)
e 60 (44) 80 (59)
f 35 (26) 60 (44) 80 (59)
g 35 (26) 60 (44) 80 (59)
h 30 (22) 40 (30) 50 (37) 60 (44)
i 25 (18)
k 80 (59) 100 (74) 120 (89)
Anzugsmoment in Nm (lb - ft) / Couple de serrage en Nm (lb - ft) /
PME størrelse / size / Grösse / dimension / PME dimensioni
5-20 25 32 40 50 65
Coppia di serraggio in Nm(lb- ft)
B
© Danfoss A/S (MWA), 2015-02 DKRCI.PI.HL1.X3.59 / 520H6333 1
Page 2
DANSK
Installation
Konstruktion
Se g. 1.
1. Ventilhus
1a og 1b. Kanaler i ventilhus (1)
10. Ventilspindel
11. Drøvlekegle
12. Ventilsæde
21a. Udligningshul i servostempel (24)
22. Låsering
24. Servostempel
24a. Tætning
30. Bunddæksel
33. Smudslter
36. Bundprop
40. Dæksel
40a, b, c og d. Kanaler i dæksel (40)
44. Manometertilslutning
60. Spindel for manuel åbning
S I, S II og P. Højtrykspilotventil
Kølemidler
Anvendelig til HCFC, HFC og R717
(ammoniak).
Brændbare kulbrinter bør ikke anvendes.
Det anbefales, kun at anvende ventilen i
lukkede kredsløb.
Yderligere informationer fås ved at
kontakte Danfoss.
Temperaturområde
PME: –60/+120°C (–76/+248°F)
Trykområde
PME: Ventilerne er beregnet til et maks.
arbejdstryk på 28 bar g (406 psi g).
Tekniske data
PME 1 kan anvendes i suge-, væske-,
varmgas- og væske-/dampledninger.
PME 1 regulerer medieowet ved hjælp
af modulering eller on/o-regulering
afhængigt af styreimpulsen fra de
påskruede pilotventiler.
PME 3 er udstyret med tre tilslutninger til
pilotventiler: to seriebundne tilslutninger,
mærket “S I” og “S II”, og én tilslutning,
mærket “P”, der er parallelforbundet med
disse to, se g. 3 og 4.
og topdækslet vender opad (g. 2).
Topdækslet kan roteres 4 x 90° i forhold til
ventilhuset.
Ventilen er udstyret med en spindel for
manuel åbning.
Hvis der anvendes en ekstern pilotventil,
skal pilotledningen tilsluttes den øverste
side af hovedledningen, så eventuel snavs
og olie fra anlægget ikke trænger ind i
pilotledningen.
Hvis PME 1 skal anvendes som
magnetventil i en væskeledning, anbefales
det, ikke at anvende eksternt styretryk, da
dette kan forårsage væskeslag.
Ventilen kan modstå et højt indvendigt
tryk. Rørsystemet bør imidlertid
konstrueres, så væskefælder undgås og
risikoen for hydraulisk tryk forårsaget af
termisk ekspansion reduceres. Ventilen
skal beskyttes mod tryktransienter, såsom
væskeslag, i systemet.
Svejsning
Hvis der bruges svejseanger, må der kun
anvendes materialer og svejsemetoder,
som er kompatible med angematerialet.
Før ventilen sættes på plads, bør angerne
rengøres indvendigt for at erne
svejseslagger.
Efter installation skal ventilhuset og
angerne være uden spænding (ekstern
belastning).
PME-ventiler må ikke installeres i systemer,
hvor ventilens udløbsside er åben til
atmosfæren. Ventilens udløbsside skal altid
tilsluttes systemet eller blændes korrekt af,
for eksempel med en påsvejset endebund.
Farver og identikation
PME-ventilerne er kromateret fra fabrikken.
Hvis yderligere korrosionsbe-skyttelse er
påkrævet, kan ventilerne males. Ventilen
kan identiceres nøjagtigt ved hjælp af
typeskiltet på topdækslet. Efter installation
og montering skal ventilhusets udvendige
overade beskyttes mod korrosion med et
velegnet antikorrosions-middel.
Det anbefales at afdække typeskiltet ved
ommaling af ventilen.
Montering
Fjern eventuelt snavs fra huset, før ventilen
monteres. Kontroller, at kanalerne i ventilen
ikke er tilstoppet med partikler eller
lignende.
Tilspænding (g. 7)
Tilspændingsmomenter
Se tabel I.
Anvend kun originale Danfoss-dele,
herunder pakdåser, O-ringe og pakninger,
ved udskiftning. De materialer, som er
anvendt til nye dele, er certiceret til det
pågældende kølemiddel.
Kontakt venligst Danfoss i tilfælde af tvivl.
Note:
Vær altid opmærksom på spindlen
under betjening af den manuelle åbner
(se g. 6)
1. Sørg for, at låseringen (C) er placeret
på spindlen (B), og at den er intakt. Der
ligger en ny låsering i inspektionssættet
til ventilen.
2. Kontroller, at låseringen når topmøtrik ken på pakdåsen, når den manuelle
spindel drejes med uret for at åbne
ventilen. Drej den ikke for meget,
og stop, når låseringen rører ved
topmøtrikken.
3. Når spindlen (B) drejes mod uret til det
øverste punkt med henblik på
deaktivering af den manuelle åbner, skal
spindlen spændes yderligere mod uret
med 8 Nm (5,9 lb/ft).
4. Sæt hætten (A) på plads, og spænd den
med uret med 8 Nm (5,9 lb/ft).
Tegningerne er kun ment som eksempler
og kan ikke anvendes i forbindelse med
dimensionerings- og konstruktions arbejde.
Danfoss påtager sig intet ansvar for fejl og
udeladelser. Danfoss Industrial
Refrigeration forbeholder sig retten til at
foretage ændringer i produkter og
specikationer uden forudgående varsel.
Hvis der kun skal anvendes to pilotventiler
til den ønskede funktion, skal den tredje
pilotventil lukkes af med en blændprop (se
g. 4). Der leveres en blændprop sammen
med ventilen.
Åbningsdierenstryk (∆p)
Hovedventilen PME kræver et åbningsdierenstryk på minimum 0,07 bar (1 psi)
for at begynde at åbne, og 0,2 bar (2,8 psi)
for at åbne helt.
Bemærk: Ventilen åbner, når der opstår et
dierenstryk mod owretningen.
Installation
Flangesæt til PME leveres separat. Ventilen
monteres, så pilen peger i owretningen
2 DKRCI.PI.HL1.X3.59 / 520H6333 © Danfoss A/S (MWA), 2015-02
Vedligeholdelse
Service
PME-ventilerne er lette at demontere og
består primært af udskiftelige dele. Når
bunddækslet ernes, kan smudsltret
afmonteres og rengøres. Undlad at åbne
ventilen, mens den stadig er under tryk.
Kontroller, at O-ringen ikke er
beskadiget.
Kontroller, at spindlen er fri for ridser og
slagmærker.
Udskift delene, hvis teonventilpladen
er beskadiget.
Page 3
ENGLISH
Installation
Design
See g. 1
1. Valve body
1a and 1b. Channels in valve body (1)
10. Valve spindle
11. Throttle cone
12. Valve seat
21a. Equalizing hole in servo piston (24)
22. Locking ring
24. Servo piston
24a. Gasket
30. Bottom cover
33. Strainer
36. Bottom plug
40. Cover
40a, b, c and d. Channels in cover (40)
44. Pressure gauge connection
60. Manual operating spindle
S I, S II and P. Pilot valve connections
Refrigerants
Applicable to HCFC, HFC and R717
(Ammonia).
Flammable hydrocarbons are not recommended. The valve is only recommended
for use in closed circuits. For further
information please contact Danfoss.
Temperature range
PME: –60/+120°C (–76/+248°F)
Pressure range
PME: The valves are designed for a max.
working pressure of 28 bar g (406 psi g).
Technical data
The PME 1 can be used in suction, liquid,
hot-gas and liquid/vapour lines.
The PME 1 regulates the ow of the
medium by modulation or on/o function,
depending on the control impulse from the
screwed on pilot valves.
The PME 3 has three connections for pilot
valves: two in series, marked “S I” and “S II”,
and one in parallel with these two, marked
“P”, gs. 3 and 4.
If only two pilot valves are necessary
for the function required, the third pilot
connection must be sealed with a blanking
plug (see g. 4). A blanking plug is supplied
with the valve.
Opening dierential pressure (∆p)
The PME main valve requires a minimum
opening dierential pressure of 0.07 bar
(1 psi) to begin to open and 0.2 bar (2.8 psi)
to be completely open.
Note: The valve opens when dierential
pressure against the direction of ow
occurs.
Installation
Flange set for the PME is delivered
separately. The valve must be installed with
the arrow in the direction of the ow and
the top cover upwards (g. 2). The top cover
can be rotated 4 X 90° in relation to the
valve body.
The valve is tted with a spindle for manual
opening.
If an external pilot valve is used, the pilot
line must be connected to the upper side
of the main line so that any dirt and oil
from the plant will not nd its way into the
pilot line.
If the PME 1 is to be used as a solenoid
valve in a liquid line, external control
pressure cannot be recommended because
it can cause liquid hammer.
The valve is designed to withstand a high
internal pressure. However, the piping
system should be designed to avoid liquid
traps and reduce the risk of hydraulic
pressure caused by thermal expansion. It
must be ensured that the valve is protected
from pressure transients like “liquid
hammer” in the system.
Welding
If using welding anges, only materials and
welding methods, compatible with the
ange material must be welded to the
anges. The anges should be cleaned
internally to remove welding debris on
completion of welding and before the
valve is inserted.
The valve housing and anges must be
free from stresses (external loads) after
installation.
PME valves must not be mounted in
systems where the outlet side of the valve
is open to atmosphere. The outlet side of
the valve must always be connected to the
system or properly capped o, for example
with a welded-on end plate.
Colours and identication
The PME valves are Chromated in the
factory. If further corrosion protection is
required, the valves can be painted.
Precise identication of the valve is made
via the ID plate on the top cover. The
external surface of the valve housing
must be prevented against corrosion
with a suitable protective coating after
installation and assembly.
Protection of the ID plate when repainting
the valve is recommended.
Maintenance
Service
The PME valves are easy to dismantle and
most of its parts are replaceable. When the
bottom cover is removed, the strainer can
be taken out for cleaning.
Do not open the valve while the valve is
still under pressure.
Check that the O-ring has not been
damaged.
Check that the spindle is free of
scratches and impact marks.
If the teon ring has been damaged, the
parts must be replaced.
Assembly
Remove any dirt from the body before the
valve is assembled. Check that all channels
in the valve are not blocked with articles or
similar.
Tightening (g. 7)
Tightening torques
See table I.
Use only original Danfoss parts, including
packing glands, O-rings and gaskets for
replacement. Materials of new parts are
certied for the relevant refrigerant.
In cases of doubt, please contact Danfoss.
Note:
Always pay attention to the spindle
during operation of the manual opener
(see g 6)
1. Make sure that the C-clip (C) is
positioned on the spindle (B) and is
intact. A new C-clip is available in the
inspection kit for the valve.
2. Pay attention to the C-clip reaching the
top nut of the packing gland when
turning the manual stem clockwise for
opening the valve. Never use excessive
torque and stop turning when the
C-clip gets in contact with the top nut.
3. When turning the spindle (B)
anticlockwise, for deactivation of the
manual opener, to the top point, tighten
the spindle further anticlockwise to
8 Nm (5.9 lb/ft) torque.
4. Remount the cap (A) and tighten it
clockwise to 8 Nm (5.9 lb/ft) torque.
Drawings are only for illustration, not for
dimensioning or construction.
Danfoss accepts no responsibility for
errors and omissions. Danfoss Industrial
Refrigeration reserves the right to make
changes to products and specications
without prior notice.
© Danfoss A/S (MWA), 2015-02 DKRCI.PI.HL1.X3.59 / 520H6333 3
Page 4

DEUTSCH
Installation
Konstruktion
Siehe Abb. 1
1. Ventilkörper
1a und 1b. Kanäle im Ventilgehäuse (1)
10. Ventilspindel
11. Drosselkegel
12. Ventilsitz
21a.
Ausgleichsbohrung im Servokolben
(24)
22. Verriegelungsring
24. Servokolben
24a. Dichtung
30. Bodendeckel
33. Sieb
36. Bodenverschraubung
40. Verschluss
40a, b, c und d. Kanäle im Gehäuse (40)
44. Manometeranschluss
60. Manuelle Einstellspindel
S I, S II und P. Pilotventilanschlüsse
Kältemittel
Geeignet für H-FCKW, HFKW und R717
(Ammoniak).
Entammbare Kohlenwasserstoe werden
nicht empfohlen. Das Ventil wird nur für
den Einsatz in geschlossenen Kreisläufen
empfohlen.
Für weitere Informationen wenden Sie sich
bitte an Danfoss.
Temperaturbereich
PME: –60/+120°C (–76/+248°F)
Druckbereich
PME: Die Ventile sind für einen max.
Arbeits-druck von 28 bar (406 psi)
ausgelegt.
Technische Daten
PME 1 kann in Saug-, Flüssigkeits-,
Heißgas- und Flüssigkeits-/Dampeitungen
eingesetzt werden. PME 1 regelt den
Medienstrom durch Modulation oder EinAus-Funktion, abhängig vom Steuerimpuls
der aufgeschraubten Pilotventile.
PME 3 verfügt über drei Anschlüsse für
Pilotventile: zwei in Serie, “S I” und “S II”
gekennzeichnet, und einen parallel zu
diesen beiden, gekennzeichnet mit “P”,
Abb. 3 und 4.
Werden nur zwei Pilotventile für die
erforderliche Funktion benötigt, muss
der dritte Pilotanschluss mit einem
Blindstopfen dicht verschlossen werden
(siehe Abb. 4). Ein Blindstopfen wird mit
dem Ventil mitgeliefert.
Önungsdruckdierenz (∆p)
Das PME-Hauptventil erfordert eine minimale Önungsdruckdierenz von 0,07 bar
(1 psi) um zu önen zu beginnen und 0,2
bar (2,8 psi) um völlig zu önen.
Anmerkung: Das Ventil önet, wenn ein
Dierenzdruck gegen die Durchussrichtung auftritt.
Installation
4 DKRCI.PI.HL1.X3.59 / 520H6333 © Danfoss A/S (MWA), 2015-02
Flanschsätze für PME werden separat
geliefert. Das Ventil ist mit dem Pfeil in
Durchussrichtung und dem Kopf nach
oben zu installieren (Abb. 2). Der Ventilkopf
lässt sich gegenüber dem Ventilgehäuse
um 4 x 90° drehen.
Das Ventil ist mit einer Spindel zum manuellen Önen ausgestattet. Kommt ein externes Pilotventil zum Einsatz, ist die
Pilotleitung mit der Oberseite der
Hauptleitung zu verbinden, um das
Eindringen von in der Anlage bendlichem
Schmutz und Öl in die Pilotleitung zu verhindern.
Wird PME 1 als Magnetventil in einer
Flüssig-keitsleitung eingesetzt,
kann externer Steuerdruck, um
Flüssigkeitsschläge zu vermeiden, nicht
empfohlen werden.
Das Ventil ist für hohe Innendrücke
dimensioniert. Jedoch ist bei der Auslegung des Rohrsystems darauf zu achten,
dass Kältemitteleinschlüsse vermieden
werden, und dass das Risiko von durch
thermische Expansion verursachtem
hydraulischem Druck herabgesetzt wird.
Es ist sicherzustellen, dass das Ventil gegen
Druckschwingungen in der Anlage, wie
Flüssigkeitsschläge, geschützt ist.
Anschweißenden
Werden Anschweißenden benutzt, sind
nur mit dem Flanschwerksto verträgliche Materialien und Schweißmethoden
zu verwenden. Die Flansche sind nach
Abschluss der Schweißarbeiten und vor
dem Einsetzen des Ventils innen von
Schweißabfällen zu reinigen.
Das Ventilgehäuse und die Flansche
müssen nach der Installation frei von
Belastungen (externen Kräften) sein.
PME-Ventile dürfen nicht in Anlagen eingebaut werden, in denen die Ausgangsseite
des Ventils zur Atmosphäre oen ist. Die
Ausgangsseite des Ventils muss immer an
die Anlage angeschlossen oder korrekt
verschlossen sein, beispielsweise mit einem
aufgeschweißten Enddeckel.
Farben und Kennzeichnung
Die PME-Ventile werden im Werk chromatiert. Ist zusätzlicher Korrosionsschutz
erforderlich, empehlt sich ein Anstrich der
Ventile. Die genaue Identikation des Ventils
kann dem Typenschild am Ventilkopf
entnommen werden. Die Außenoberäche
des Ventilgehäuses ist mit einer passenden
Schutzschicht nach Installation und
Zusammenbau gegen Korrosion zu
schützen.
Beim Anstreichen ist das Typenschild zum
Schutz abzudecken.
Instandhaltung
Service
PME-Ventile sind einfach auseinander zu
nehmen, und die meisten Teile sind austauschbar. Nach Entfernen des Bodendeckels lässt sich das Sieb zum Reinigen
herausnehmen. Das Ventil nicht önen,
solange es unter Druck steht.
Kontrollieren, dass der O-Ring nicht
beschädigt ist.
Kontrollieren, dass die Spindel frei von
Riefen und Schlagkerben ist.
Ist der Teonring beschädigt, ist er
auszutauschen.
Zusammenbau
Vor dem Zusammenbau das Gehäuse
sorgfältig von Schmutz reinigen.
Kontrollieren, dass keiner der Kanäle durch
Gegenstände oder Ähnliches blockiert
wird.
Festspannen (Abb. 7)
Anzugsmomente
Siehe Tabelle 1.
Zum Austausch nur Originalteile von
Danfoss, einschließlich Stopfbuchsen,
O-Ringe und Dichtungen, benutzen. Die
Werkstoe von Neuteilen sind für das
betreende Kältemittel zertiziert.
Im Zweifelsfall bitte mit Danfoss Kontakt
aufnehmen.
Hinweis:
Während des Betriebs des manuellen
Öners (siehe Abb. 6) ist immer auf die
Spindel zu achten.
1. Sicherstellen, dass der C-Clip (C) an der
Spindel (B) angebracht und intakt ist. Ein
neuer C-Clip ist im Wartungskit des
Ventils enthalten.
2. Beim Drehen des manuellen Schafts im
Uhrzeigersinn (zum Önen des Ventils),
ist darauf zu achten, ob der C-Clip die
obere Mutter der Stopfbuchse erreicht.
Niemals ein zu hohes Drehmoment
verwenden. Das Drehen beenden,
wenn der C-Clip die obere Mutter
berührt.
3. Zum Deaktivieren des manuellen Öners
die Spindel (B) bis zum oberen Punkt
gegen den Uhrzeigersinn drehen und
mit einem Drehmoment von 8 Nm (5,9
lb/ft) festziehen.
4. Die Kappe wieder befestigen (A) und im
Uhrzeigersinn mit einem Drehmoment
von 8Nm (5,9 lb/ft) festziehen.
Zeichnungen dienen nur zur Erläuterung,
nicht zur Bemessung und Konstruktion.
Danfoss lehnt jede Verantwortung
für Fehler und Auslassungen ab.
Danfoss Industrial Refrigeration
behält sich das Recht zu Produkt- und
Spezikationsänderungen ohne vorherige
Ankündigung vor.
Page 5

FRANÇAIS
Installation
Conception
Voir gure 1
1. Corps de vanne
1a et 1b. Canaux dans corps de vanne (1)
10. Tige de vanne
11. Cône d’étranglement
12. Siège de vanne
21a. Orice d’équilibrage dans servopiston
(24)
22. Contre-anneau
24. Servopiston
24a. Joint
30. Couvercle inférieur
33. Filtre
36. Bouchon de fond
40. Chapeau
40a, b, c et d. Canaux dans couvercle (40)
44. Prise manométrique
60. Tige d’ouverture manuelle
Raccords S I, S II et P pour vanne pilote
Fluides frigorigènes
Applicable au HCFC, HFC et R717
(ammoniac).
L’utilisation des hydrocarbures
inammables est déconseillée. L’utilisation
de la vanne est uniquement conseillée
dans les circuits fermés.
Si vous souhaitez en savoir davantage,
veuillez contacter Danfoss.
Plage de température
PME: –60/+120°C (–76/+248°F)
Plage de pression
PME: Les vannes sont conçues pour
fonctionner à une pression de service
maximale de 28 bars g (406 psi g).
Caractéristiques techniques
La vanne PME 1 peut être utilisée dans
les conduites d’aspiration, de liquide, de
gaz chauds et de uides à l’état liquide ou
gazeux.
Elle permet de régler le débit du uide
par modulation ou fonction marchearrêt, selon les impulsions de commande
envoyées par les vannes pilotes vissées.
La vanne PME 3 est équipée de trois
raccords pour vannes pilotes : les deux
premiers, marqués “S I” et “S II”, sont reliés
en série, tandis que le dernier, marqué “P”,
est relié en parallèle aux deux autres (voir
les gures 3 et 4).
Lorsque deux vannes pilotes seulement
sont nécessaires pour assurer la fonction
requise, le troisième raccord pilote doit être
scellé à l’aide d’un bouchon obturateur
(voir gure 4). Un bouchon obturateur est
fourni avec la vanne.
Pression diérentielle d’ouverture (∆p)
La vanne principale PME commence à
s’ouvrir à partir d’une pression diérentielle
d’ouverture de 0,07 bar (1 psi) et elle est
complètement ouverte lorsque la pression
diérentielle atteint 0,2 bar (2,8 psi).
Note : La vanne s’ouvre lorsque apparaît
une pression diérentielle dans le sens
opposé au sens de l’écoulement.
Installation
Le jeu de brides de la vanne PME est fourni
séparément. La vanne doit être installée en
faisant correspondre l’orientation indiquée
sur le corps de la vanne avec le sens
d’écoulement et en dirigeant le couvercle
supérieur vers le haut (gure 2). Il est
possible de faire pivoter le couvercle
supérieur de 4 X 90° par rapport au corps
de la vanne.
La vanne est équipée d’une tige destinée à
l’ouverture manuelle.
Lorsqu’une vanne pilote externe est
utilisée, la conduite pilote doit être
raccordée au côté supérieur de la conduite
principale, an d’éviter tout passage des
impuretés et de huile de l’installation dans
la conduite pilote.
Lorsque la vanne PME 1 doit être utilisée
comme une électrovanne dans une
conduite de liquide, il est déconseillé
d’utiliser la pression de commande externe,
car cette conguration peut entraîner
l’apparition de coups de bélier.
La vanne est conçue pour résister à des
pressions internes élevées. Cependant, il
est souhaitable que la conception du
réseau de canalisations empêche la
formation de siphons et réduise ainsi le
risque de pression hydraulique engendré
par expansion thermique. Il convient de
vérier que la vanne est protégée des
phénomènes de pression transitoires tels
que les coups de bélier dans le système.
Soudage
En cas d’utilisation de brides soudées, seuls
les matériaux et les méthodes de soudage
compatibles avec le matériau des brides
sont autorisés. Nettoyer intérieurement les
brides et enlever les restes de soudure en
n de soudage, avant la mise en place de
la vanne.
Ne soumettre le corps et les brides de la
vanne à aucune tension (charges externes)
après l’installation.
Les vannes PME ne doivent pas être
montées dans les systèmes où le côté
sortie de la vanne est ouvert à l’air
atmosphérique. Le côté sortie de la vanne
doit toujours être raccordé au système ou
correctement fermé, par exemple à l’aide
d’une plaque d’extrémité soudée.
Couleurs et identication
Les vannes PME sont traitées en usine
au chromate. Lorsqu’une protection
supplémentaire contre la corrosion est
exigée, les vannes peuvent être peintes.
L’identication précise de la vanne se
fait à l’aide de la plaque d’identication
située sur le couvercle supérieur. La surface externe du corps de la vanne doit
être protégée contre la corrosion à l’aide
d’une application adéquate réalisée après
l’installation et le montage.
Il est conseillé de protéger la plaque
d’identication lors de la remise en
peinture de la vanne.
Entretien
Entretien
Les vannes PME sont aisément
démontables et la plupart de leurs
pièces sont inter-changeables. Lorsque
le couvercle inférieur est enlevé, il est
possible de sortir le ltre pour la nettoyer.
Ne pas ouvrir la vanne lorsqu’elle est
encore sous pression.
Vérier que le joint torique n’a pas été
endommagé.
Vérier que la tige est exempte
d’éraures et de marques d’impact.
Si la bague en téon a été
endommagée, la remplacer.
Montage
Enlever toute trace d’impuretés du corps
de la vanne avant le montage. Vérier
qu’aucun canal de la vanne n’est bloqué
par des impuretés ou d’aucune autre
manière.
Serrage (gure 7)
Couples de serrage
Voir tableau I.
Utiliser uniquement des composants
Danfoss d’origine, en particulier pour tout
remplacement du presse-étoupe ou des
joints toriques et d’étanchéité. Les
matériaux des nouveaux composants sont
homologués pour le uide frigorigène
utilisé.
En cas de doute, veuillez prendre contact
avec Danfoss.
Remarque:
Faites toujours attention à la tige
pendant le fonctionnement du robinet
manuel (voir g. 6)
1. Assurez-vous que le circlip (C) est
positionné sur la tige (B) et est intact. Un
circlip neuf est disponible dans le kit
d’inspection de la vanne.
2. Veillez à ce que le circlip atteigne l’écrou
supérieur du presse-étoupe lors de la
rotation de la tige manuelle dans le sens
des aiguilles d’une montre pour ouvrir la
vanne. N’appliquez jamais un couple
excessif et ne cessez pas de tourner
lorsque le circlip entre en contact avec
l’écrou supérieur.
3. Lors de la rotation de la tige (B) dans le
sens inverse des aiguilles d’une montre
jusqu’à l’extrémité supérieure pour
désactiver le robinet manuel, continuez
de serrer la tige dans le sens inverse des
aiguilles d’une montre au couple de
8Nm (5,9lb/ft).
4. Remontez le capuchon (A) et serrez-le
dans le sens des aiguilles d’une montre
au couple de 8Nm (5,9lb/ft).
Les plans sont fournis uniquement à titre
indicatif et ne doivent pas servir pour le
dimensionnement ou la conception.
Danfoss n’assume aucune responsabilité
quant aux erreurs ou omissions
éventuelles. Danfoss Industrial
Refrigeration se réserve le droit d’apporter
sans préavis toutes modications à ses
produits et à leurs spécications.
© Danfoss A/S (MWA), 2015-02 DKRCI.PI.HL1.X3.59 / 520H6333 5
Page 6

ITALIANO
Installazione
Design
Vedere g. 1
1. Corpo della valvola
1a e 1b. Canali nel corpo della valvola (1)
10. Perno della valvola
11. Sede di tenuta
12. Cono logaritmico
21a. Foro di compensazione nel servo
pistone (24)
22. Anello di bloccaggio
24. Servo pistone
24a. Guarnizione
30. Coperchio inferiore
33. Filtro
36. Connettore inferiore
40. Coperchio
40a, b, c e d. Canali nel coperchio (40)
44. Connessione manometro
60. Apertura manuale
S I, S II e P. Attacchi valvola pilota
Refrigeranti
Applicabile a HCFC, HFC, R717
(ammoniaca).
Gli idrocarburi inammabili sono
sconsigliati. La valvola è consigliata
unicamente per l’uso in circuiti chiusi. Per
ulteriori informazioni contattare Danfoss.
Campo di temperatura
PME: –60/+120°C (–76/+248°F)
Campo di pressione
PME: le valvole sono progettate per una
pressione massima d’esercizio di 28 bar g
(406 psi g).
Dati tecnici
La valvola PM1 può essere utilizzata con
linee di aspirazione, liquido, gas caldo
e vapore/liquido. La valvola PM1 regola il
usso del mezzo tramite la funzione di
modulazione o on/o, che dipende
dall’impulso di controllo proveniente
dalle valvole pilota installate. La valvola
PM3 ha tre connessioni per valvole pilota:
due in serie, contrassegnate da “S I” e “S II”, e
una in parallelo a queste due,
contrassegnata da “P”, gg. 3 e 4.
Se sono sucienti due valvole pilota per
la funzione richiesta, il terzo attacco deve
essere chiuso con un tappo cieco (vedere
g. 4). Il tappo cieco viene fornito con la
valvola.
Pressione dierenziale d’apertura (∆p)
La valvola principale PME richiede un
dierenziale d’apertura minimo di 0,07 bar
(1 psi) per iniziare ad aprirsi e di 0,2 bar (2,8
psi) per aprirsi completamente.
Nota bene: la valvola si apre quando il
dierenziale di pressione va contro la
direzione del usso.
Installazione
Il set di ange per la valvola PME viene
consegnato a parte. La valvola deve essere
installata con la freccia nella direzione del
usso e il coperchio superiore rivolto verso
l’alto (g. 2). Il coperchio superiore può
essere ruotato di 4 X 90º rispetto al corpo
della valvola. La valvola è dotata di un
perno per l’apertura manuale.
Se viene utilizzata una valvola pilota
esterna, la linea pilota deve essere
collegata alla parte superiore della
tubazione. In tal modo la sporcizia e l’olio
dell’impianto non penetreranno nella linea
pilota.
Se la valvola PME 1 viene usata come
valvola solenoide in una linea del liquido,
la pressione di controllo esterna non può
essere raccomandata in quanto può
provocare un colpo d’ariete.
La valvola è progettata per resistere ad
un’elevata pressione interna. Tuttavia,
il sistema di tubazioni dovrebbe essere
progettato in modo da evitare raccolte
di liquido e ridurre il rischio di pressione
idraulica causata dall’espansione termica. Si
deve vericare che la valvola sia protetta
da pressioni transitorie quali i “colpi
d’ariete” all’interno del sistema.
Saldatura
Se si utilizzano ange a saldare, si potranno
impiegare solamente materiali e metodi di
saldatura compatibili con il il materiale
della angia. Le ange devono essere
pulite
internamente per rimuovere residui di
saldatura al termine della stessa e prima
dell’inserimento della valvola.
La sede della valvola e delle ange non
dev’essere sottoposta a pressioni (carichi
esterni) dopo l’installazione.
Le valvole PME non devono essere
montate su sistemi in cui il lato di sbocco
della valvola è aperto all’atmosfera. Il
lato di sbocco della valvola deve essere
sempre collegato al sistema o coperto
adeguatamente, ad esempio con una
piastra terminale saldata su di esso.
Colori ed identicazione
Le valvole PME vengono cromate in
fabbrica. Se si richiede un’ulteriore
protezione contro la corrosione, le
valvole possono essere verniciate.
Un’identicazione precisa della valvola
è possibile grazie alla targhetta di
identicazione situata sul coperchio
superiore. La supercie esterna della sede
della valvola deve essere protetta dalla
corrosione mediante un rivestimento
protettivo adatto, applicato dopo
l’installazione e l’assemblaggio.
Si consiglia la protezione della targhetta di
identicazione durante la verniciatura della
valvola.
Servizio di manutenzione
Service
Le valvole PME sono facili da smontare e
la maggior parte dei loro componenti sono
sostituibili. Quando viene tolto il coperchio
inferiore, il ltro può essere estratto per
essere pulito. Non aprire la valvola mentre
questa si trova ancora sotto pressione.
Controllare che l’O-ring non sia
danneggiato.
Controllare che il perno non presenti
gra o segni dovuti ad urti.
Se l’anello in Teon ha subito danni, le
parti devono essere sostituite.
Assemblaggio
Eliminare tutta la sporcizia dal corpo
della valvola prima di procedere
all’assemblaggio. Controllare che i canali
all’interno della valvola non siano ostruiti
da particelle o elementi simili.
Serraggio (g. 7)
Coppie di serraggio
Vedere tabella I.
Utilizzare solamente ricambi originali
Danfoss, comprese le guarnizioni di tenuta,
gli O-ring e le guarnizioni di ricambio. I
materiali delle nuove parti sono certicati
per il refrigerante corrispondente.
In caso di dubbio, contattare Danfoss.
Nota:
prestare sempre attenzione allo stelo
durante l’azionamento dell’aprivalvole
manuale (vedere g. 6)
1. Assicurarsi che la C-clip (C) sia
posizionata sullo stelo (B) e sia intatta.
Una nuova C-clip è disponibile nel kit di
ispezione per la valvola.
2. Controllare che la C-clip raggiunga il
dado superiore del premistoppa quando
si ruota lo stelo manuale in senso orario
per aprire la valvola. Non utilizzare una
coppia eccessiva e arrestare la
rotazione quando la C-clip entra in
contatto con la parte superiore del
dado.
3. Quando si ruota lo stelo (B) in senso
antiorario, per disattivare l’aprivalvole
manuale no al punto superiore, serrare
ulteriormente lo stelo in senso antiorario
a una coppia di 8 Nm (5,9 lb/ft).
4. Rimontare il cappuccio (A) e serrarlo in
senso orario a una coppia di 8 Nm (5,9
lb/ft).
I disegni sono solo a scopo illustrativo, non
per il dimensionamento o la struttura.
Danfoss non si ritiene responsabile di
errori od omissioni. Danfoss Industrial
Refrigeration si riserva il diritto di eettuare
modiche ai prodotti e alle caratteristiche
tecniche degli stessi senza alcun preavviso.
6 DKRCI.PI.HL1.X3.59 / 520H6333 © Danfoss A/S (MWA), 2015-02
Page 7

© Danfoss A/S (MWA), 2015-02 DKRCI.PI.HL1.X3.59 / 520H6333 7
Page 8

8 DKRCI.PI.HL1.X3.59 / 520H6333 © Danfoss A/S (MWA), 2015-02
 Loading...
Loading...