

Page 1

Інструкція виконання робіт
Опис
Обладнання дозволяє підключити
нових користувачів до мережі
централізованого теплопостачання під час експлуатації при
діаметрах відводу в межах від
DN20 до DN100.
Обладнання для гарячої урізки
повинно використовуватися тільки
в системах централізованого
теплопостачання.
Важливо: повинно бути достатнє
освітлення і безпечне розташування – це обов’язкова вимога
при проведенні урізання в трубо.
Щоб уникнути травм
використовуйте захисні рукавички,
захисні окуляри та захисний одяг.
Підготовка
* Перед кожним свердлінням
основний інструмент повинен бути
перевірений. Необхідно
переконатися, що свердло/ кільцева
фреза знаходиться в такому стані,
що процес буде проведений до
кінця; в іншому випадку
свердло/кільцева фреза повинні
бути заточені або замінені.
* Пошкоджені ущільнення і
прокладки повинні бути замінені.
* Всі гвинти, які фіксують
центральне свердло і кільцеву
фрезу, повинні бути затягнуті дуже
сильно перед кожним процесом
урізанням.
Технологія «Гаряча урізка»
VI.KD.E1.19 Данфосс ТОВ 07.2014 1
Page 2
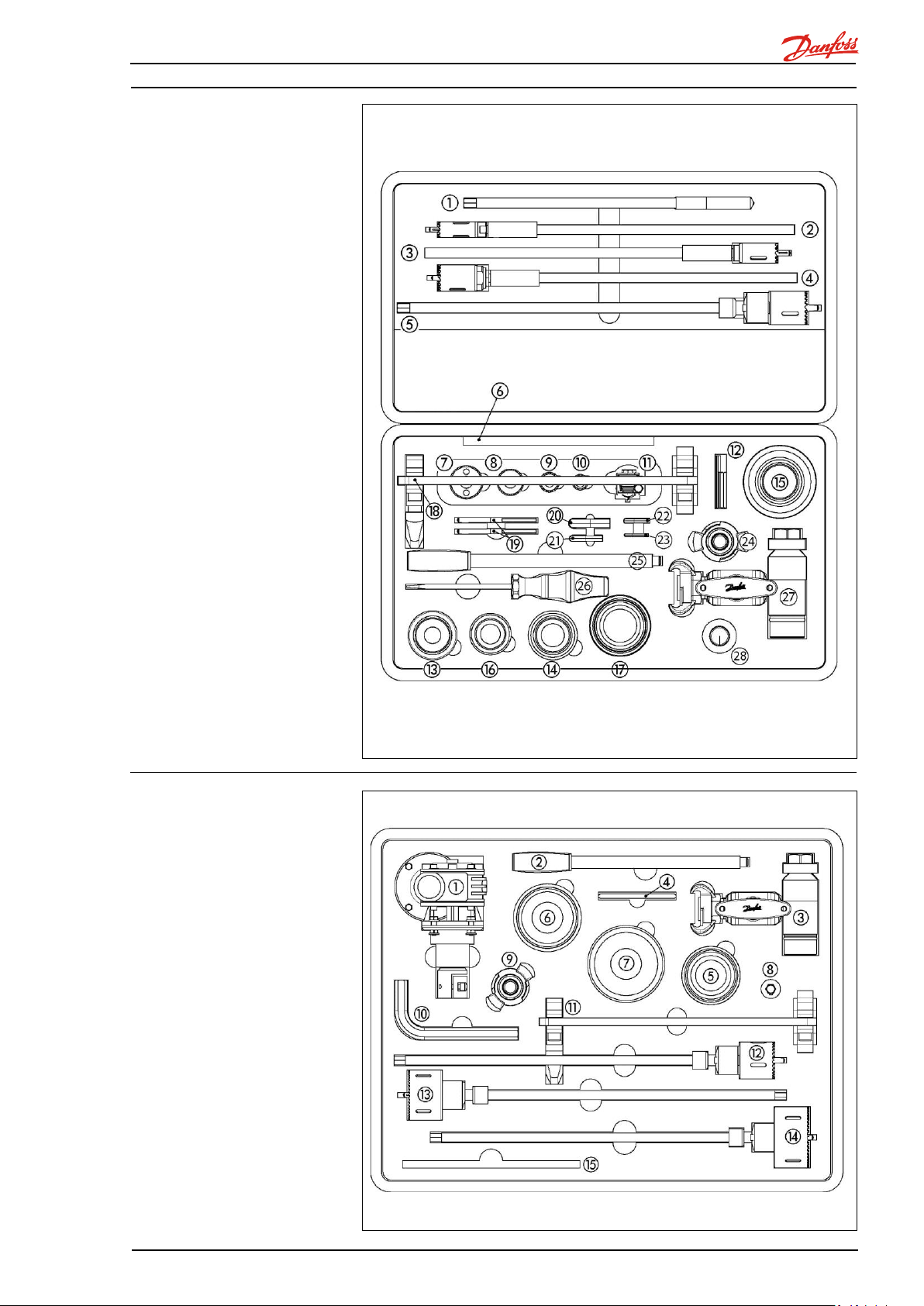
Інструменти
Для кранів DN20-50
1. 065N8006 - Свердло ø15
2. 80025292 - Кільцева фреза ø19 в зборі
3. 065N8008 - Кільцева фреза ø24 в зборі
4. 80040292 - Кільцева фреза ø32 в зборі
5. 065N8010 - Кільцева фреза ø40 в зборі
6. 20100098 - Інструкція "Центральне
свердло"
20100100 - Інструкція "Гаряча урізка"
20100101 - Таблиця з переліком
інструменту
7. 7. 065N8013 - Кільцева фреза ø40
8. 065N8089 - Кільцева фреза ø32
9. 065N8012 - Кільцева фреза ø24
10. 065N8086 - Кільцева фреза ø19
11. 065N8099 - Набір шестигранних ключів
12. 065N8101 - Сервісний набір прокладок
13. 065N8080 - Адаптер ø26,9
14. 065N8087 - Адаптер ø33,7-ø42,4
15. 065N8005 - Адаптер ø48,3-ø60,3
16. 065N8084 - Адаптер ø26,9-ø33,7
17. 065N8151 - Адаптер ø48,3-ø60,3
18. 065N8103 - Подавальний інструмент
19. 065N8016 - Центральне свердло 1/4"
20. 065N8241 - Шестигранний ключ 10 мм
21. 065N8247 - Шестигранний ключ 7 мм
22. 80100022 Шестигранний ключ 5 мм
23. 065N8248 - Шестигранний ключ 4 мм
24. 50100012 - Цапфа
25. 065N8109 - Ручка для подавального
інструмента
26. 80100014 - Викрутка
27. 065N8130 - Приладдя для урізки
28. 80100100 - Ручка
Інструменти
Для кранів DN65-100
1. 065N8102 - Редуктор 1:7
2. 065N8109 - Ручка для подавального
інструмента
3. 065N8130 - Приладдя для урізки
4. 065N8112 - Сервісний набір
5. 065N8094 - Адаптер ø76,1
6. 065N8095 - Адаптер ø88,9
7. 065N8091 - Адаптер ø114,3
8. 20300198 - Шток для дрилі
9. 50100012 - Цапфа
10. 065N8242 - Шестигранний ключ 14 мм
11. 065N8103 - Подавальний інструмент
12. 065N8172 - Кільцева фреза ø48 в зборі
13. 065N8192 - Кільцева фреза ø65 в зборі
14. 065N8193 - Кільцева фреза ø79 в зборі
15. 20100099 - Інструкція "Центральне
свердло"
16. 20100100 - Інструкція "Гаряча урізка"
17. 20100102 - Таблиця з переліком
інструменту
Інструкція виконання робіт Технологія «Гаряча урізка»
VI.KD.E1.19 Данфосс ТОВ 07.2014 2
Page 3
Видалення ізоляції
Примітка:
Необхідно видалити ізоляцію і
ретельно очистити поверхню
основної труби.
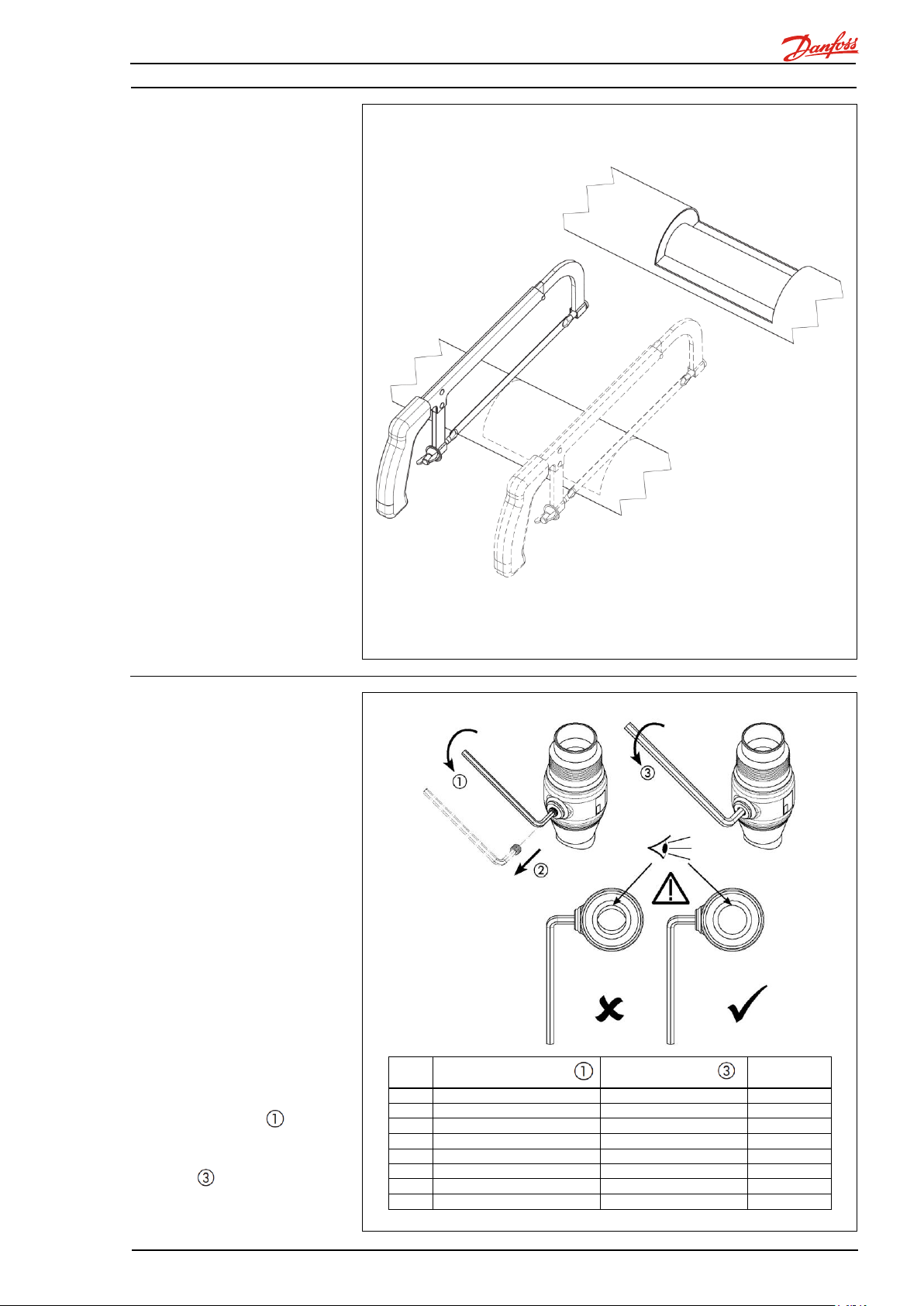
Настройка кульового крана
Примітка:
До настройки кульового крана для
гарячої урізки необхідно викрутити
блокувальну заглушку з крана.
Використовуючи відповідний ключ,
потрібно повернути кулю так, щоб
кран був в повністю відкритому
положенні .
DN
(мм)
Блокувальна заглушка
Управління краном
Код крана
20
Шестигранний ключ 5 мм
Пласка викрутка
065N0106
25
Шестигранний ключ 7 мм
Шестигранний ключ 10 мм
065N0111
32
Шестигранний ключ 7 мм
Шестигранний ключ 10 мм
065N0116
40
Шестигранний ключ 7 мм
Шестигранний ключ 10 мм
065N0121
50
Шестигранний ключ 7 мм
Шестигранний ключ 10 мм
065N0126
65
Шестигранний ключ 10 мм
Шестигранний ключ 14 мм
065N0131
80
Шестигранний ключ 10 мм
Шестигранний ключ 14 мм
065N0136
100
Шестигранний ключ 10 мм
Шестигранний ключ 14 мм
065N0141
Інструкція виконання робіт Технологія «Гаряча урізка»
VI.KD.E1.19 Данфосс ТОВ 07.2014 3
Page 4
Підготовка кульового крана
для гарячої урізки
Примітка:
Кран повинен бути повністю
відкритий щоб при його обробці в
кран не попали дрібні частини.
Кінець крана який буде приварений
потрібно округлити шліфувальною
машиною в залежності від кривизни
труби.
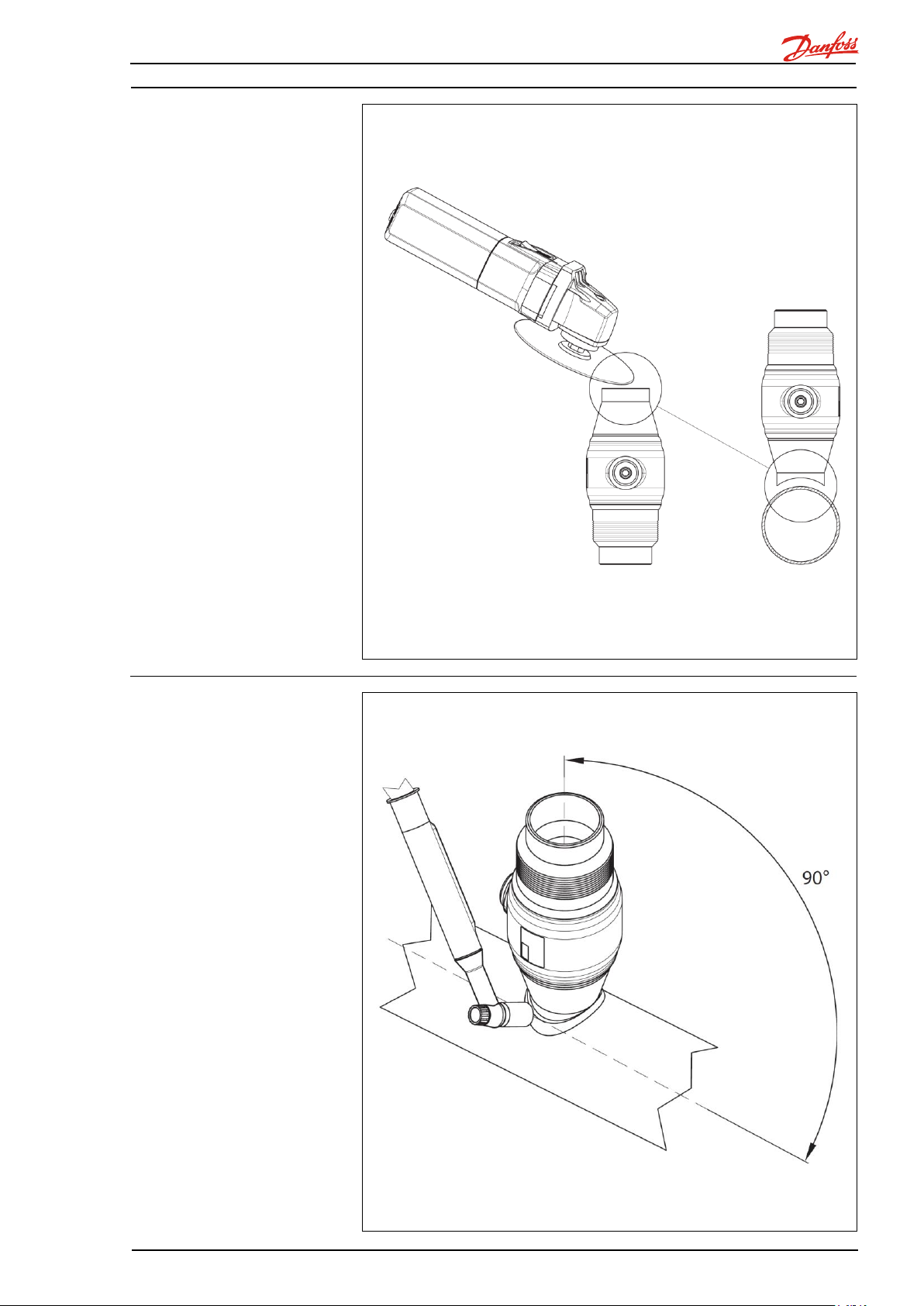
Приварювання кульового
крана
Примітка:
Кран може бути приварений до
труби в будь-якому положенні, але
під кутом 90° до осі основної труби.
Під час приварювання кран повинен
бути в повністю відкритому
положенні.
Кран потрібно приварювати
електродуговою зваркою. Так як
буде проводитись свердління, то
недопустимо щоб зварювальний
матеріал попадав всередину крана.
Інструкція виконання робіт Технологія «Гаряча урізка»
VI.KD.E1.19 Данфосс ТОВ 07.2014 4
Page 5
Інструмент для урізки
Примітка:
Адаптер та свердло/кільцева
фреза повинні бути вибрані
відповідно до діаметра крана.
DN крана JIP
(мм)
Ріжучий інструмент
Діаметр отвору в стінці
трубопроводу
Адаптер
20
Свердло
Ø 15 мм
Ø 26,9
25
Кільцева фреза
Ø 19 мм
Ø 33,7-Ø 42,4
32
Кільцева фреза
Ø 24 мм
Ø 33,7-Ø 42,4
40
Кільцева фреза
Ø 40 мм
Ø 48,3-Ø 60,3
50
Кільцева фреза
Ø 40 мм
Ø 48,3-Ø 60,3
65
Кільцева фреза
Ø 48 мм
Ø 76,1
80
Кільцева фреза
Ø 65 мм
Ø 88,9
100
Кільцева фреза
Ø 79 мм
Ø 114,3
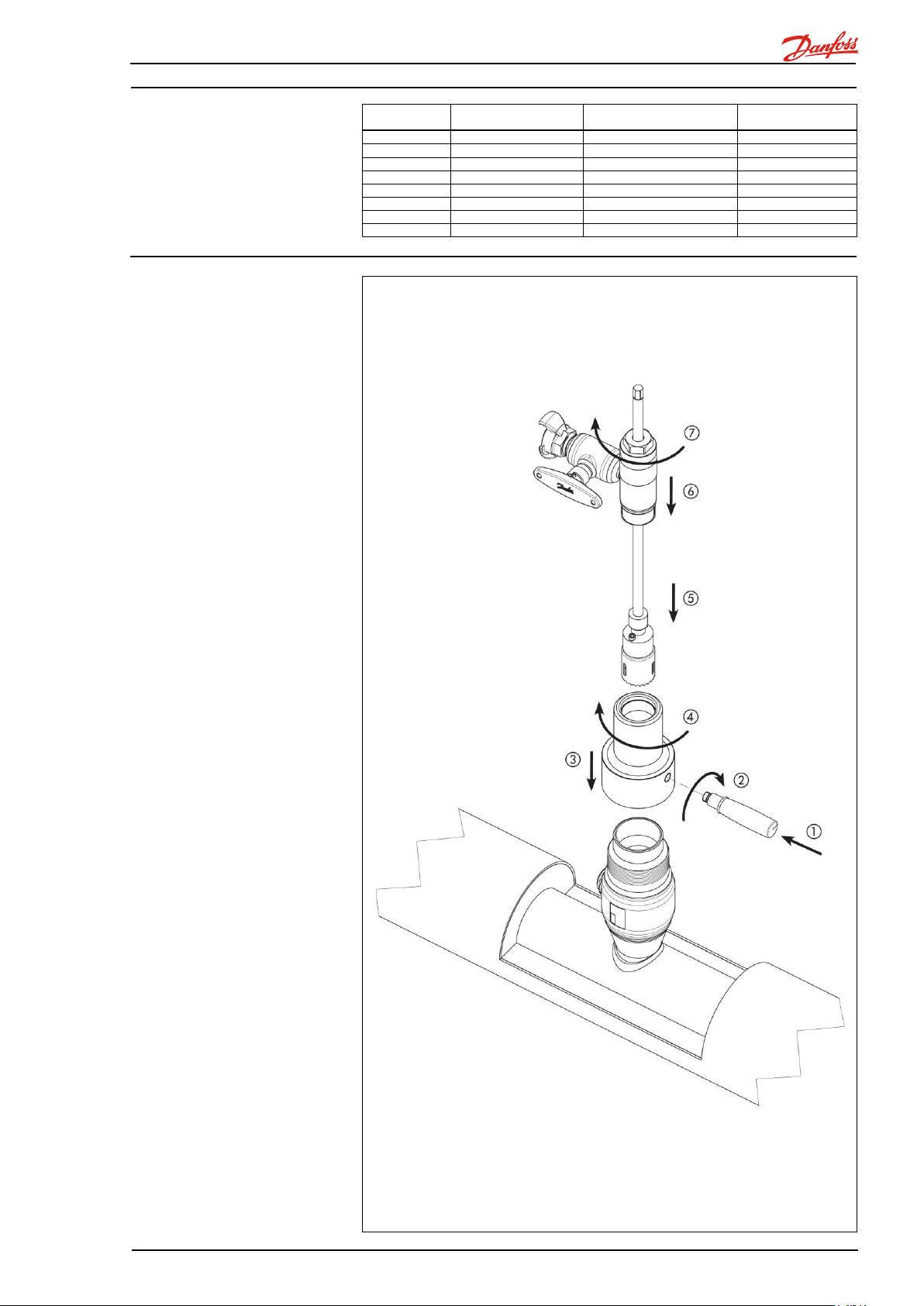
Установка інструменту
Примітка:
Адаптер монтується за допомогою
спеціальної ручки з наступним
встановленням кільцевої фрези і
приладдя для урізки в послідовності
як показано на малюнку.
Інструкція виконання робіт Технологія «Гаряча урізка»
VI.KD.E1.19 Данфосс ТОВ 07.2014 5
Page 6

Установка інструменту
Примітка:
Для досягнення тиску в центрі на
свердлильне обладнання
рекомендується використовувати
подавальний інструмент.
Інструкція виконання робіт Технологія «Гаряча урізка»
VI.KD.E1.19 Данфосс ТОВ 07.2014 6
Page 7

Використання редуктора
Примітка:
Для кульових кранів з діаметром
більше за 50 мм необхідно
використовувати редуктор.
Для малих діаметрів кранів також
рекомендується використовувати
редуктор.
Монтаж
Примітка:
Просвердлювання необхідно
виконувати при невеликих
швидкостях обертання дрилі і без
надмірного натискання на
свердлильний шток.
Рекомендовані максимальні
швидкості обертання дрилі
приведені в таблиці.
Діаметр
крана
(мм)
Максимальна
швидкість
обертання дрилі
Використання
редуктора
20
400 об./хв.
Рекомендується
25
32
40
250 об./хв.
50
65
200 об./хв.
Обов’язкове
80
150 об./хв.
100
120 об./хв.
Інструкція виконання робіт Технологія «Гаряча урізка»
VI.KD.E1.19 Данфосс ТОВ 07.2014 7
Page 8

Підключення шланга
Примітка:
Зливний шланг повинен бути міцно
з’єднаним з цапфою промивного
крана. Вільний кінець зливного
шланга потрібно розмістити як
найдальше від місця свердління і він
повинен бути закріплений для
запобігання неконтрольованому
витіканню теплоносія.
Інструкція виконання робіт Технологія «Гаряча урізка»
VI.KD.E1.19 Данфосс ТОВ 07.2014 8
Page 9

Процес свердління
Примітка:
Перед початком свердління за
допомогою кільцевої фрези необхідно
перевірити, що кран повністю
відкритий и центральному свердлу
кільцевої фрези нічого не заважає.
Процес свердління
(продовження)
Примітка:
Після початку свердління
переривати процес неможна.
Тягнути назад заборонено, можна
пошкодити зубець та втратити
вирізаний диск з стінки
трубопроводу. Необхідно
контролювати рефлекс тягнути
назад коли центральне свердло
пройшло наскрізь стінку труби.
Потрібно прикладати помірне
зусилля на подавальний інструмент,
менша стружка менше ризик
втратити диск.
Якщо кільцева фреза застряла
непотрібно тягнути назад,
потрібно увімкнути реверс на дрилі.
Налаштуйте зливний кран в
залежності від ситуації.
Уникайте глибокого занурення
кільцевої фрези в потік теплоносія.
При свердлінні великих діаметрів
труб під високим тиском
контролюйте зусилля прикладене до
свердлильного інструмента.
Інструкція виконання робіт Технологія «Гаряча урізка»
VI.KD.E1.19 Данфосс ТОВ 07.2014 9
Page 10

Процес свердління
(продовження)
До і в процесі свердління гайку
сальника на основному
інструменті затягнути вручну для
досягнення оптимальної
герметичності, в той же час,
свердлильне обладнання повинне
рухатись плавно.
При свердлінні важливо щоб
перепад тиску досягався необхідним
відкриттям зливного крана в той
момент коли стінка трубопроводу
повністю прорізана. Перепад тиску
необхідний щоб утримувати
вирізаній диск в кільцевій фрезі.
Тому не занурюйте свердлильний
інструмент в основну трубу більше
чим це необхідно.
Процес свердління
(продовження)
Примітка:
Коли свердло/кільцева фреза
пройшли крізь стінку основної труби
тоді необхідно свердлильний
інструмент акуратно витягнути
назад до упору.
Інструкція виконання робіт Технологія «Гаряча урізка»
VI.KD.E1.19 Данфосс ТОВ 07.2014 10
Page 11

Процес свердління
(продовження)
Примітка:
За допомогою
викрутки/шестигранного ключа
поверніть кулю на 90°так щоб кран
був повністю закритий.
Переконайтеся, що теплоносій
перестав витікати через дренажний
шланг. Так як кран для гарячої урізки
не має кінцевого упора, то можливо
доведеться регулювати положення
до тих пір доки куля не займе
коректне положення і кран буде в
повністю закритому стані.
Видалення вирізаної стінки
трубопроводу
Примітка:
Тепер інструмент для гарячого
урізання повинен бути
демонтований у зворотному порядку
і вирізаний диск стінки трубопроводу
повинен бути видалений.
Приєднання споживача
Примітка:
Після приєднання нового споживача
кульовий кран може бути відкритий і
блокувальна заглушка вкручена в
кран. Щоб отримати систему
суцільнозварної труби, необхідно
обварити навколо блокувальну
заглушку.
Інструкція виконання робіт Технологія «Гаряча урізка»
VI.KD.E1.19 Данфосс ТОВ 07.2014 11
Page 12

Функція блокувальної
заглушки
Інструкція виконання робіт Технологія «Гаряча урізка»
Компанія Данфосc ТОВ не несе відповідальності за можливі помилки в каталогах, брошурах чи інших друкованих матеріалах. Компанія Данфосc ТОВ за лишає за
собою право вносити зміни в свою продукцію без попередження. Це положення поширюється також на вже замовлені продукти, але за умов, що внесення таких змін
не спричиняє необхідності внесення змін в уже погоджені специфікації.
Всі торгові марки в даному матеріалі є власністю відповідних компаній. Danfoss і логотип Danfoss – це торгові марки компанії Danfoss. Всі права захищені.
Щоб коректно описати функцію блокувальної заглушки приводиться два
сценарії (a і b). Обидва сценарії базуються на зовнішніх вимогах до
конструкції кранів які встановлюють на зовнішні системи централізованого
теплопостачання.
Конструкція крана оптимізована для системи з попередньо ізольованим
трубопроводом і ізоляція може бути виконана без зайвої адаптації до
вимог EN 488 в відношенні до повністю зварної системи централізованого
теплопостачання.
Приварювання блокувальної заглушки:
a) Після приварювання кульового крана, але до приєднання нового
споживача
Якщо кульовий кран довгий період часу повинен працювати як кінцевий
кран (до приєднання нового споживача), необхідно приварити кінцеву
заглушку на вільному кінці крана. В цьому випадку блокувальну
заглушку потрібно ізолювати тефлоновою стрічкою, з наступним
затягуванням шестигранним ключем.
b) Після приєднання нового споживача але до проведення
ізоляційних робіт і засипання ґрунтом
Коли виконано приєднання нового споживача і кульовий кран закритий,
блокувальна заглушка демонтована і кран можна відкрити. Далі
блокувальна заглушка загвинчується назад і затягується. Нарешті
необхідно обварити навколо блокувальну заглушку.
Увага – варіант 1!
Важливо взяти до уваги те, що просте ущільнювальне кільце штока
крана не забезпечує герметичність на тривалий час. Кінцеву і
абсолютну герметичність досягається шляхом створення зварного шва
навколо блокувальної заглушки. Завдяки цьому виконуються вимоги до
повністю зварної системи.
Увага – варіант 2!
Якщо, з якоїсь причини, немає необхідності відповідати вимогам
повністю зварної системи, можна не виконувати обварювання
блокувальної заглушки. У цьому випадку блокувальну заглушку
потрібно ізолювати тефлоновою стрічкою, з наступним затягуванням
шестигранним ключем. Danfoss вважає це рішення прийнятним і ризик
розгерметизації мінімальний. Однак Danfoss не надає жодних гарантій
на герметичність.
Ізоляція
Коли монтаж завершено, необхідно провести ізоляційні роботи.
VI.KD.E1.19 Данфосс ТОВ 07.2014 12
 Loading...
Loading...