


Instrukcja obsługi
Komponenty JIP do wcinki na gorąco
Opis
Komponenty umożliwiają podłączenie do
pracującej (pod cisnieniem) sieci nowych
odgałęzień w zakresie średnic DN 20 - DN 100.
Komponenty do wcinki na gorąco można
stosować wyłącznie w systemach sieci cieplnej.
Jeżeli wymagane jest inne zastosowanie, należy
skontaktować się z producentem.
Przygotowanie
Uwaga: Zasadnicza - w miejscu do wiercenia
i wcinki wymagana jest dobra widoczność
oraz bezpieczna pozycja. Aby uniknąć
obrażeń, należy stosować rękawice, okulary
i odzież ochronną.
* Przed każdą operacją wiercenia należy
sprawdzić narzędzie główne. Należy
upewnić się, że wiertło/piła otworowa jest
w stanie umożliwiającym wykonanie operacji.
W przeciwnym razie należy naostrzyć lub
wymienić narzędzie.
* Uszkodzone uszczelnienia lub uszczelki należy
wymienić.
* Przed rozpoczęciem procesu wcinki wszystkie
śruby utrzymujące nawiertak i piłę otworową
należy mocno dokręcić.
Ważne informacje
Należy przestrzegać niemieckiej dyrektywy FW
432 z października 1998 r. (wcześniej: dyrektywa
AGFW 4.2.8 z czerwca 1995). Dyrektywa zawiera:
„Betriebliche Mindestanforderungen an die
Erstellung eines Rohr-abzweiges an in Betrieb
befindlichen Fernwärme-leitungen” (minimalne
wymagania w zakresie instrukcji roboczych
podczas podłączania odgałęzień do rurociągów
sieci cieplnej metodą wcinki na gorąco).
DEN-SMT/SI
VI.KD.E1.49 © Danfoss 06/2014
1
Instrukcja obsługi Komponenty JIP do wcinki na gorąco
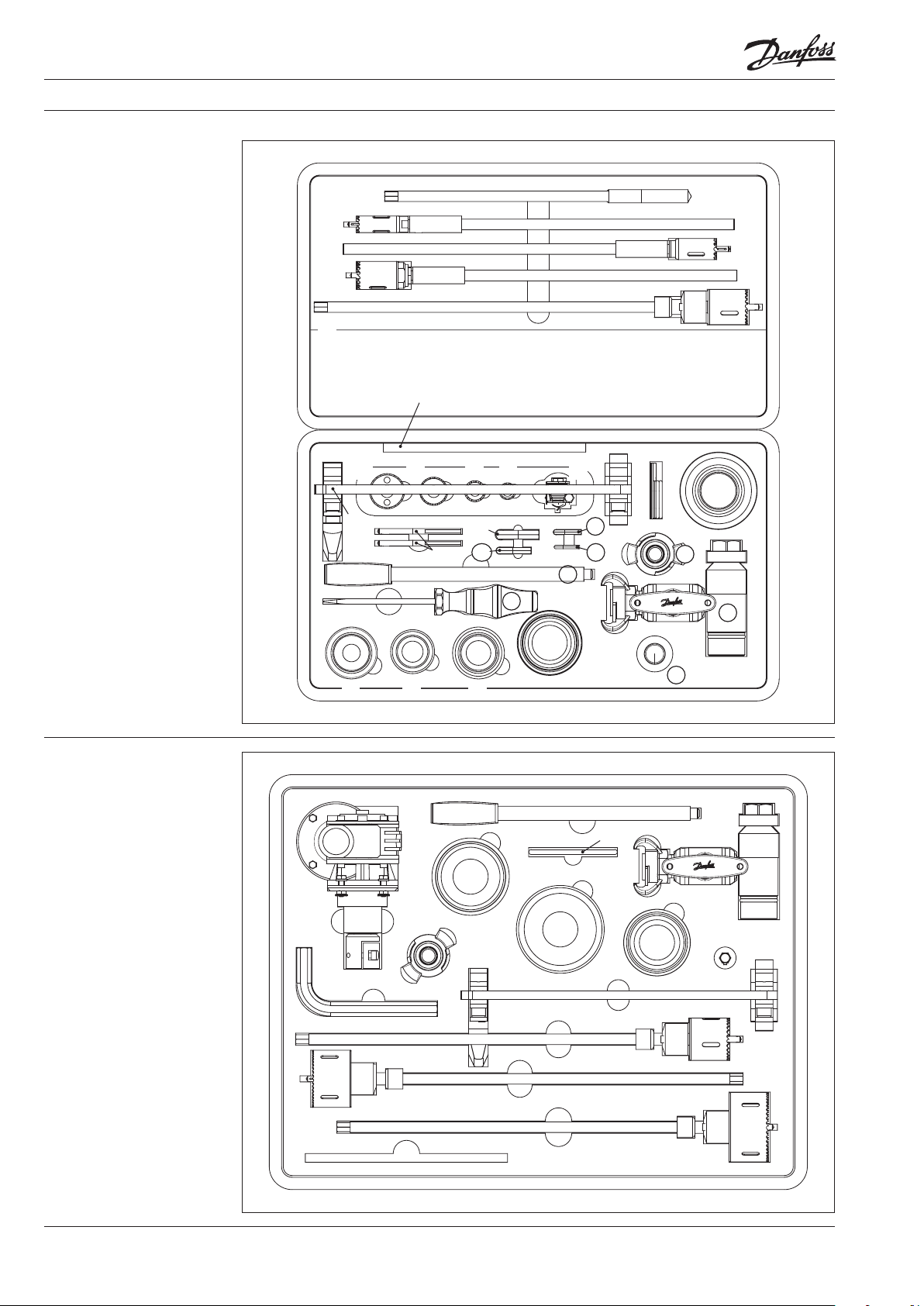
Wyposażenie
1. 065N8006 – wiertło Ø15
2. 065N7997 – piła otworowa Ø19
3. 065N8008 – piła otworowa Ø24
4. 065N7998 – piła otworowa Ø32
5. 065N8010 – piła otworowa Ø40
6. 20100098 – instalacja nawiertaka
20100100 – instalacja
komponentów do wcinki na gorąco
20100101 – spis zawartości
7. 065N8013 – piła otworowa ø40
8. 065N8089 – piła otworowa ø32
9. 065N8012 – piła otworowa ø24
10. 065N8086 – piła otworowa ø19
11. 065N8099 – zestaw kluczy
imbusowych
12. 065N8101 – zestaw serwisowy
13. 065N8080 – adapter ø26,9
14. 065N8087 – adapter ø33,7-ø42,4
15. 065N8005 – adapter ø48,3-ø60,3
16. 065N8084 – adapter ø26,9-ø33,7
17. 065N8151 – adapter ø48,3-ø60,3
18. 065N8103 – narzędzie
centrujące nacisk
19. 065N8016 – nawiertak 1/4"
20. 065N8241 – klucz imbusowy 10 mm
21. 065N8247 – klucz imbusowy 7 mm
22. 80100022 – klucz imbusowy 5 mm
23. 065N8248 – klucz imbusowy 4 mm
24. 065N7996 – złączka wkrętna
25. 065N8109 – uchwyt do narzędzia
centrującego nacisk
26. 065N8090 – śrubokręt
27. 065N8130 – narzędzie do wcinki
na gorąco
28. 80100100 – uchwyt
①
③
⑤
⑥
⑦ ⑧ ⑨ ⑩ ⑪
⑱
⑬ ⑭
⑯
⑲
⑳
21
26
⑰
25
22
23
②
④
⑫
⑮
24
27
28
Wyposażenie
1. 065N8102 – klucz dynamometryczny
redukcyjny 1:7
2. 065N8109 – uchwyt do narzędzia
centrującego nacisk
3. 065N8130 – narzędzie do wcinki
na gorąco
4. 065N8112 – zestaw serwisowy
5. 065N8091 – adapter ø76,1
6. 065N8094 – adapter ø88,9
7. 065N8095 – adapter ø114,3
8. 065N7995 – trzpień do wiertarki
9. 065N7996 – złączka wkrętna
10. 065N8242 – klucz imbusowy 14 mm
11. 065N8103 – narzędzie centrujące
nacisk
12.
065N8172 – piła otworowa ø48 –
komponent
13.
065N8192 – piła otworowa ø65 –
komponent
14.
065N8193 – piła otworowa ø79 –
komponent
15. 20100099 – instalacja nawiertaka
20100100 – instalacja
komponentów do wcinki na gorąco
20100102 – spis zawartości
②
⑦
④
⑤
③
⑧
⑩
①
⑥
⑨
⑪
⑫
⑬
⑭
⑮
2
VI.KD.E1.49 © Danfoss 06/2014
DEN-SMT/SI
Instrukcja obsługi Komponenty JIP do wcinki na gorąco
Demontaż izolacji
Uwaga:
Podczas demontażu izolacji
i czyszczenia powierzchni zachować
ostrożność.
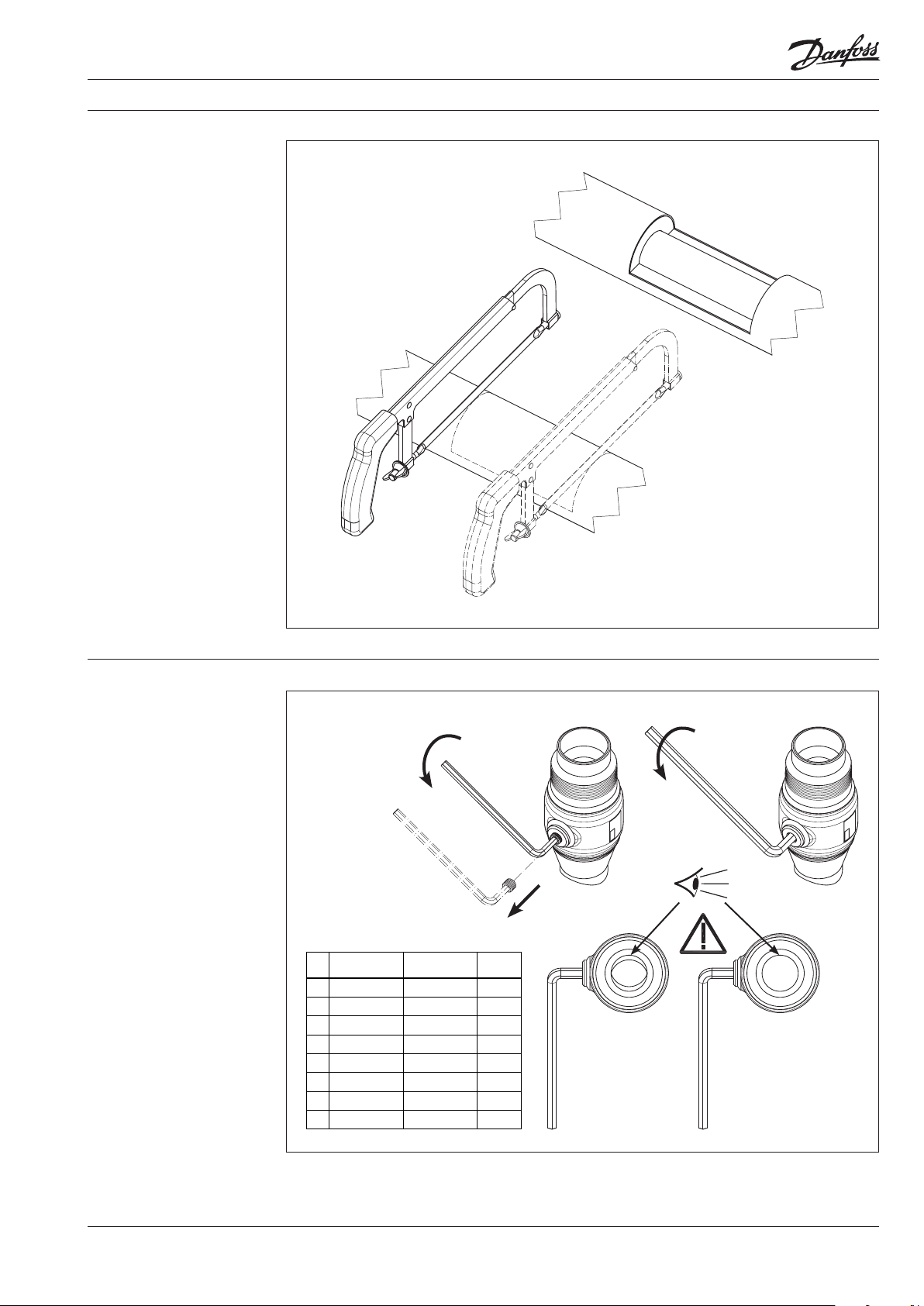
Regulacja zaworu do wcinki
na gorąco
Uwaga:
Przed przystąpieniem do regulacji
zaworu do wcinki na gorąco wykręcić
stożkową śrubę blokującą ① z zaworu,
zawór ustawić w położeniu
całkowitego otwarcia ③ używając
odpowiednich narzędzi.
①
Stożkowy wkręt
DN
blokujący
20 Klucz imbusowy 5 Śrubokręt płaski 065N0106
25 Klucz imbusowy 7 Klucz imbusowy 10 065N0111
32 Klucz imbusowy 7 Klucz imbusowy 10 065N0116
40 Klucz imbusowy 7 Klucz imbusowy 10 065N0121
50 Klucz imbusowy 7 Klucz imbusowy 10 065N0126
65 Klucz imbusowy 10 Klucz imbusowy 14 065N0131
80 Klucz imbusowy 10 Klucz imbusowy 14 065N0136
100 Klucz imbusowy 10 Klucz imbusowy 14 065N0141
Działanie zaworu
③
①
Zawór
Nr kat.
③
②
DEN-SMT/SI
VI.KD.E1.49 © Danfoss 06/2014
3
Instrukcja obsługi Komponenty JIP do wcinki na gorąco
Regulacja zaworu do
wcinki na gorąco
ciąg dalszy
Uwaga:
Ważne, aby zawór był obsługiwany
w taki sposób, aby cząstki powstałe
w wyniku szlifowania lub inne ciała
obce nie dostały się do zaworu.
Zawór do wcinki na gorąco MUSI
znajdować się w pozycji całkowitego
otwarcia.
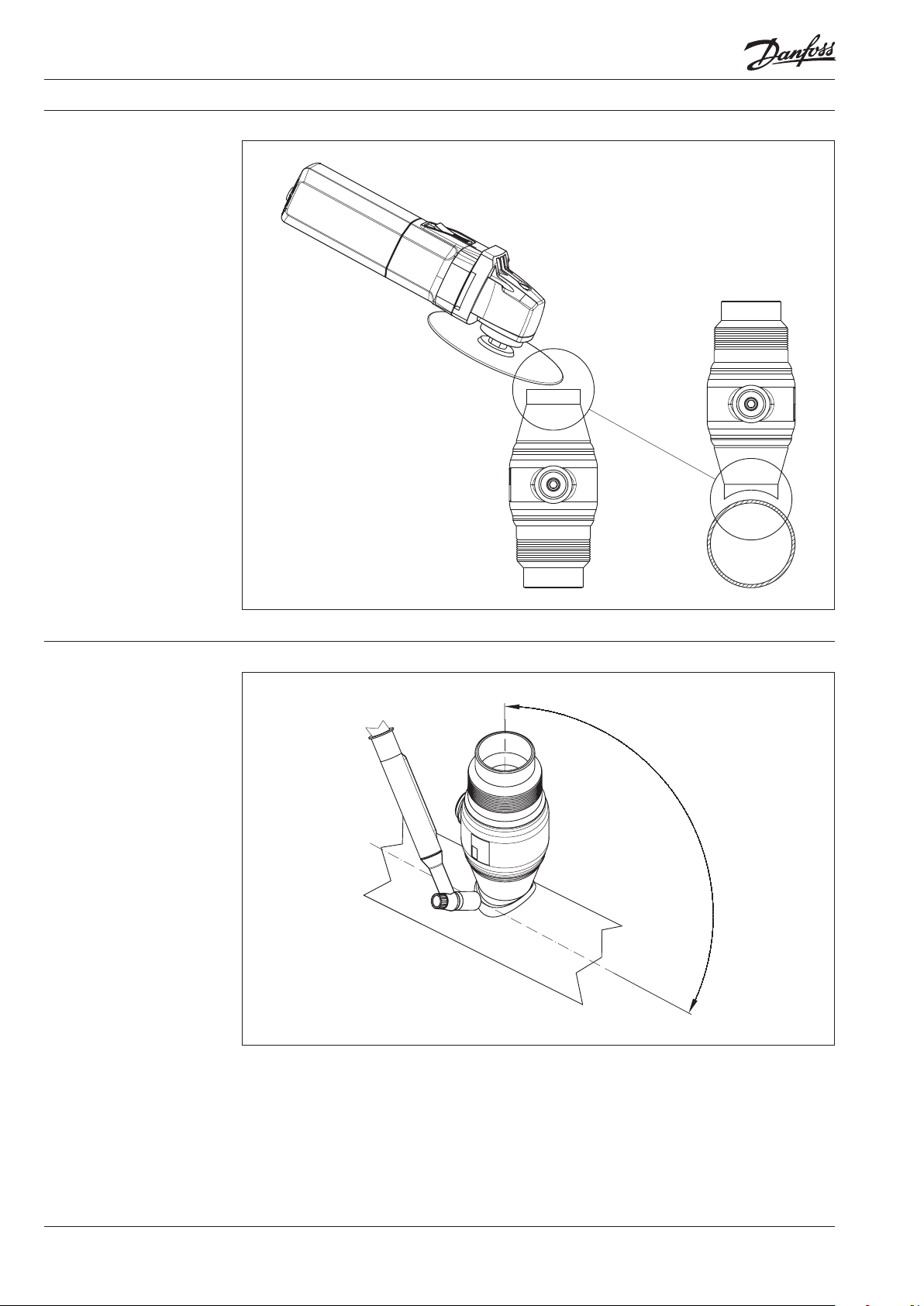
Dostosować zawór do wcinki na
gorąco po stronie końcówki do
spawania przy użyciu szlifierki do
zaokrąglenia rury głównej.
Spawanie zaworu do
wcinki na gorąco
Uwaga:
Zawór do wcinki na gorąco można
przyspawać do rury w dowolnym
kierunku, jednak pod kątem 90° na
linii środkowej rury głównej. W trakcie
spawania zawór do wcinki na gorąco
MUSI znajdować się w pozycji
całkowitego otwarcia.
Zawór musi być spawany w technologii
łukowego spawania elektrycznego.
Konieczne będzie przewiercenie
zaworu, w związku z czym żaden
materiał powstały w wyniku spawania
nie może przedostać się do zaworu.
90°
4
VI.KD.E1.49 © Danfoss 06/2014
DEN-SMT/SI

Instrukcja obsługi Komponenty JIP do wcinki na gorąco
Montaż narzędzi
Uwaga:
Odpowiedni adapter i wiertło/
piłę otworową należy wybrać
odpowiednio do średnicy zaworu.
Montaż
JIP do
wcinki na
gorąco
Wiertło / piła
otworowa
20 Wiertło Ø 15 mm Ø 26,9
25
Piła otworowa Ø 24 mm Ø 33,7 - Ø 42,4
32
40 Piła otworowa Ø 40 mm Ø 48,3 - Ø 60,3
Ø otworu Adapter
JIP do
wcinki na
gorąco
100 Piła otworowa Ø 79 mm Ø 114,3
Wiertło / piła
otworowa
50 Piła otworowa Ø 40 mm Ø 48,3 - Ø 60,3
65 Piła otworowa Ø 48 mm Ø 76,1
80 Piła otworowa Ø 65 mm Ø 88,9
Ø otworu Adapter
⑦
⑥
⑤
Uwaga:
Adapter montuje się przy użyciu
specjalnego uchwytu, a następnie
przy użyciu piły otworowej i narzędzia
do wcinki na gorąco zgodnie
z powyższym rysunkiem.
④
③
②
①
DEN-SMT/SI
VI.KD.E1.49 © Danfoss 06/2014
5

Instrukcja obsługi Komponenty JIP do wcinki na gorąco
Instalacja narzędzia
centrującego nacisk
≈0°
⑤
①
≈35°
②
③
Uwaga:
Aby uzyskać centralny nacisk
urządzeń do wiercenia, zalecane jest
stosowanie dołączonego do zestawu
narzędzia centrującego nacisk.
④
⑥
⑦
6
VI.KD.E1.49 © Danfoss 06/2014
DEN-SMT/SI

Instrukcja obsługi Komponenty JIP do wcinki na gorąco
Klucz redukcyjny
④
①
③
Uwaga:
W przypadku zaworów do wcinki na
gorąco o wymiarach powyżej DN 50
należy stosować klucz redukcyjny.
Jest to zalecane również dla
mniejszych zaworów.
Montaż
②
⑤
⑦
⑥
Uwaga:
Zawsze pracować z niewielką
prędkością i bez wywierania dużego
nacisku na trzpień wiertniczy.
Zalecane prędkości maksymalne
podczas wiercenia zostały
przedstawione w tabeli po
prawej stronie.
DEN-SMT/SI
Rozmiar
zaworu
VI.KD.E1.49 © Danfoss 06/2014
Maksymalna
prędkość wiercenia
(obr./min)
20
400 obr./min
25
32
40
250 obr./min
50
65 200 obr./min
100 120 obr./min
Przy użyciu klucza
dynamometrycznego
redukcyjnego
Zalecany
Obowiązkowo80 150 obr./min
⑧
⑨
⑩
7

Instrukcja obsługi Komponenty JIP do wcinki na gorąco
Instalacja przewodu
giętkiego wody
②
①
④
③
Uwaga:
Wylotowy przewód giętki należy
prawidłowo podłączyć do złączki
zaworu przepłukiwania. Wolny
koniec przewodu giętkiego należy
umieścić z dala od miejsca wiercenia
i przymocować, aby uniknąć
zagrożenia kontaktu z wyciekajacą
gorącą wodą.
⑦
⑥
⑤
⑧
8
VI.KD.E1.49 © Danfoss 06/2014
DEN-SMT/SI

Instrukcja obsługi Komponenty JIP do wcinki na gorąco
Proces wiercenia
Uwaga:
Przed przystąpieniem do wiercenia
przy użyciu piły otworowej należy
sprawdzić, czy centralne wiertło piły
otworowej nie blokuje zamykania
kuli. Urządzenie wiertnicze jest
wycofywane do powierzchni
ograniczającej, a następnie kula jest
ostrożnie zamykana. Jeżeli centralne
wiertło wystaje za daleko w otworze
na zawór (blokuje zawór), narzędzie
należy zdemontować i ponownie
wyregulować centralne wiertło.
Uwaga:
Po rozpoczęciu – nie ma możliwości
odwrotu. Nie pociągać do tyłu,
ponieważ może to doprowadzić do
uszkodzenia kolca i wypadnięcia
tarczy tnącej.
Należy uważać na odruch szarpnięcia
do tyłu, gdy centralne wiertło przejdzi
przez ściankę głównej rury.
Wywierać umiarkowany nacisk na
narzędzie centrujące nacisk,
drobniejsze wióry z wiercenia i
piłowania zmniejszają ryzyko
wypadnięcia tarczy.
Jeżeli piła otworowa zablokuje się,
nie ciągnąć jej, lecz cofnąć
urządzenie wiertnicze.
Dostosować zawór kulowy
przepłukiwania do warunków.
Unikać zanurzania piły otworowej zby
mocno w strumieniu przepływającej
wody w głównym rurociągu.
Podczas wiercenia dużych średnic
DN pod dużym ciśnieniem należy
uważać na siły oddziałujące na
wiertło, docisnąć wiertarkę, narzędzie
centrujące nacisk i przekładnię
odpychając od siebie.
90°
③
e
②
①
t
DEN-SMT/SI
VI.KD.E1.49 © Danfoss 06/2014
9

Instrukcja obsługi Komponenty JIP do wcinki na gorąco
Proces wiercenia
ciąg dalszy
32 mm
Przed i w trakcie wiercenia nakrętkę dławnicy
na narzędziu głównym należy ręcznie dokręcić
w celu uzyskania optymalnego dociśnięcia przy
jednoczesnym zapewnieniu płynnej pracy
urządzenia wiertniczego.
①
W trakcie wiercenia należy pamiętać,
że wymagane ciśnienie różnicowe można
uzyskać poprzez optymalne otwieranie
zaworu przepłukiwania w chwili, gdy okrągła
zaślepka została wycięta. Aby utrzymać wyciętą
zaślepkę okrągłą w pile otworowej konieczny
jest odpowiednie ciśnienie (parcie). Dlatego
nie należy wprowadzać urządzenia wiertnicze
go
głębiej w rurę główną niż jest to konieczne.
③
Uwaga:
Gdy wiertło/piła otworowa przejdzie
przez ścianę rury głównej, należy
ostrożnie pociągnąć wiertło/piłę aż
do powierzchni ogranicznika.
10
VI.KD.E1.49 © Danfoss 06/2014
②
DEN-SMT/SI

Instrukcja obsługi Komponenty JIP do wcinki na gorąco
Proces wiercenia
ciąg dalszy
Uwaga:
Obrócić kulę zaworu do wcinki na gorąco
o 90° do pozycji zamknięcia używając
śrubokręta/klucza imbusowego. Upewnić
się, że z przewodu giętkiego nie wypływa
woda. Kula wewnątrz zaworu do wcinki
na gorąco nie ma ogranicznika
automatycznego, w związku z czym
konieczna może być regulacja jej pozycji
aż do osiągnięcia właściwej pozycji.
Demontaż elementu tnącego
90°
Uwaga:
Następnie należy zdemontować
narzędzie do wcinki na gorąco wykonując
ww. czynności w odwrotnej kolejności,
a następnie zdemontować element tnący.
Demontaż elementu tnącego
Uwaga:
Następnie można otworzyć zawór oraz
założyć i dokręcić stożkową śrubę
blokującą. Aby instalacja rurowa była
w pełni zaspawana, należy przyspawać
brzegi śruby stożkowej.
DEN-SMT/SI
VI.KD.E1.49 © Danfoss 06/2014
11

Instrukcja obsługi Komponenty JIP do wcinki na gorąco
Działanie śruby blokującej
②
①
Aby przedstawić funkcjonowanie stożkowej śruby blokującej, opis podzielono na dwa scenariusze
(a i b).
Oba scenariusze bazują na zewnętrznym zapotrzebowaniu odnośnie konstrukcji i instalacji zaworów w
podziemnych systemach sieci cieplnych.
Konstrukcja zaworu została zoptymalizowana pod kątem systemów z preizolacją. Izolację można wykonać
bez konieczności adaptacji, lecz muszą zostać spełnione wymagania normy EN 488 w zakresie zaspawanych
systemów sieci cieplnej.
Spawanie stożkowej śruby blokującej:
a) Po zakończeniu spawania w zaworze, lecz przed rozbudową instalacji rurowej
Jeżeli zawór funkcjonuje jako zawór końcowy przez dłuższy czas, przed rozbudową rurociągu na
wolnym końcu zaworu jest spawana płyta zaślepiająca. W takim wypadku stożkowa śruba blokująca
jest uszczelniana przy użyciu odpowiedniego uszczelnienia (taśma teflonowa) zgodnie z dobrymi
praktykami przy tego typu pracach, a następnie mocowana przy użyciu standardowego klucza
imbusowego.
b) Po rozbudowie instalacji rurowej, lecz przed zaizolowaniem i osłonięciem wykopu
Po zakończeniu rozbudowy instalacji rurowej i otwarciu zaworu stożkowa śruba blokująca jest
demontowana, aby było możliwe przestawienie zaworu do pozycji otwartej. Następnie stożkowa
śruba blokująca jest montowana ponownie. Na koniec na obwodzie stożkowej śruby blokującej jest
wykonywany szew spawalniczy.
Uwaga – rozwiązanie alternatywne 1!
Należy zwrócić uwagę na fakt, iż zwykły pierścień O-ring umieszczony na trzpieniu zaworu nie zapewni
prawidłowej szczelności na dłuższy czas. Najlepsze szczelności uzyskuje się wykonując szew spawalniczy na
obwodzie śruby blokującej. W ten sposób zostaną spełnione wymagania w pełni zaspawanego systemu.
Uwaga – rozwiązanie alternatywne 2!
Jeżeli wymagania w pełni zaspawanego systemu nie mają być spełniane, można pominąć etap
tworzenia szwu spawalniczego. W takim wypadku stożkowa śruba blokująca jest uszczelniana przy
użyciu odpowiedniego uszczelnienia (np. taśmy teflonowej) zgodnie z dobrymi praktykami przy tego
typu pracach, a następnie mocowana przy użyciu standardowego klucza imbusowego. Firma Danfoss
A/S akceptuje takie rozwiązanie, w wyniku którego ryzyko utraty uszczelnienia jest minimalne. Jednak
firma Danfoss A/S nie gwarantuje w tym wypadku prawidłowości uszczelnienia.
12
Izolacja
Po zakończeniu montażu należy wykonać izolację.
VI.KD.E1.49
Produced by Danfoss A/S © 06/2014
 Loading...
Loading...