

Page 1
B
B
EVM NO
EVM NO
EVM NO
Installation Guide
2-step solenoid valve
Type ICLX 32-65
Installation | Montage | Instalación | Instalação | 安装 | Montaż zaworu | Монтаж
027R9901
External pressure inlet
Entrée de pression externe
Entrada de presión externa
Entrada da pressão externa
外部压力入口
Wlot ciśnienia sterującego
Внешняя пилотная линия
EVM NC
EVM (NC)
EVM NO
EVM (NA)
027R9901
EVM NO
EVM (NA)
EVM NA
EVM NO
EVM (NA)
EVM NA
EVM NO
EVM (NA)
EVM NA
1 2
Unscrew and remove all top cover bolts.
Dévissez et retirez tous les boulons du couvercle supérieur.
Desenroscar y retirar todos los pernos de la tapa superior.
Solte o parafuso e remova todos os parafusos da tampa
superior.
拧下顶盖上的所有螺栓。
Odkręcić i wyjąć wszystkie śruby pokrywy gór nej.
Отверните и снимите все крепежные болты с верхней
крышки.
Remove spindle sign, lock ring and lock washer.
Retirez la marque de la tige, l’anneau de blocage et la rondelle frein.
Retirar la cubierta del eje, el anillo de bloqueo y la arandela de bloqueo.
Remover o sinal do eixo, anel de bloqueio e arruela de bloqueio.
取下旋杆标签、锁环和锁紧垫圈。
Zdemontować znacznik wrzeciona, pierścień blokujący i podkładkę.
Снимите со штока стопорное кольцо и стопорную шайбу.
Turn spindle downwards out of thread.
Vissez la tige vers le bas, jusqu’en n de letage.
Girar el eje presionando hacia abajo para extraerlo.
Gire o eixo para baixo, fora da rosca.
向下转动旋杆,使之脱离螺纹。
Wykręcić wrzeciono z gwintu w dół.
Выверните шток с резьбы вниз
Unscrew and remove all top cover bolts
Dévissez et retirez tous les boulons du couvercle supérieur.
Desenroscar y retirar todos los pernos de la tapa superior.
Solte o parafuso e remova todos os parafusos da tampa superior.
拧下顶盖上的所有螺栓。
Odkręcić i wyjąć wszystkie śruby pokryw y górnej.
Отверните и снимите все крепежные болты с верхней крышки.
3a 3b
two-step
deux temps
Dos etapas
dois estágios
两步式
Praca dwustopniowa
двухсту пенчатый
one-step
un temps
Una etapa
um estágio
一步式
Praca jednostopniowa
односту пенчатый
Flow direction
Direction du ux
Sentido de ujo
Direção do uxo
流向
Kierunek przepływu
Направление потока
ICLX 32 M5 x 6 M5 x 16
ICLX 40 M5 x 6 M5 x 16
ICLX 50 M5 x 6 M5 x 16
ICLX 65 M5 x 6 M5 x 16
Allen key
Clé Allen
Llave Allen
Chave Allen
内六角
Klucz imbusowy
Торцевой ключ
Allen key
Clé Allen
Llave Allen
Chave Allen
内六角
Klucz imbusowy
Торцевой ключ
4
© Danfoss | DCS (MWA) | 2016.12
5
6
Valve body size
Taille du corps de vanne
B
A
Tamaño del cuerpo de la válvula
Corpo da válvula tamanho
Wielkość zaworu
Pos. A
位置 A
Poz. B
Поз. A
Pos. B
位置 B
Poz. B
Поз. B
Размер корпуса клапана
阀体 尺寸
32 120 88
40 120 88
50 140 103
65 150 110
32
40
50
65
NmНмft lb
фунт/фут
50 37
DKRCI.PI.HS1.A6.ML | 520H6354 | 1
Page 2
Normal operation mode
Mode de fonctionnement normal
Modo de funcionamiento normal
Modo de operação normal
Tryb normalnej pracy wrzeciono wkręcone
正常工作模式
Штатный режим
7
Clockwise
Sens des aiguilles d’une montre
En el sentido de las agujas del reloj
A
A
Sentido horário
顺时针方向
Zgodnie z ruchem wskazówek zegara
По часовой стрелке
Counter clockwise
Sens inverse des aiguilles d’une montre
En sentido contrario a las agujas del reloj
Sentido anti-horário
逆时针方向
Przeciwnie do ruchu wskazówek zegara
Против часовой стрелки
Manual forced opening
Ouverture manuelle forcée
Apertura manual forzada
Abertura manual forçada
手动强制开通
Wymuszone otwarcie wrzeciono
wykręcone
Принудительное ручное открытие
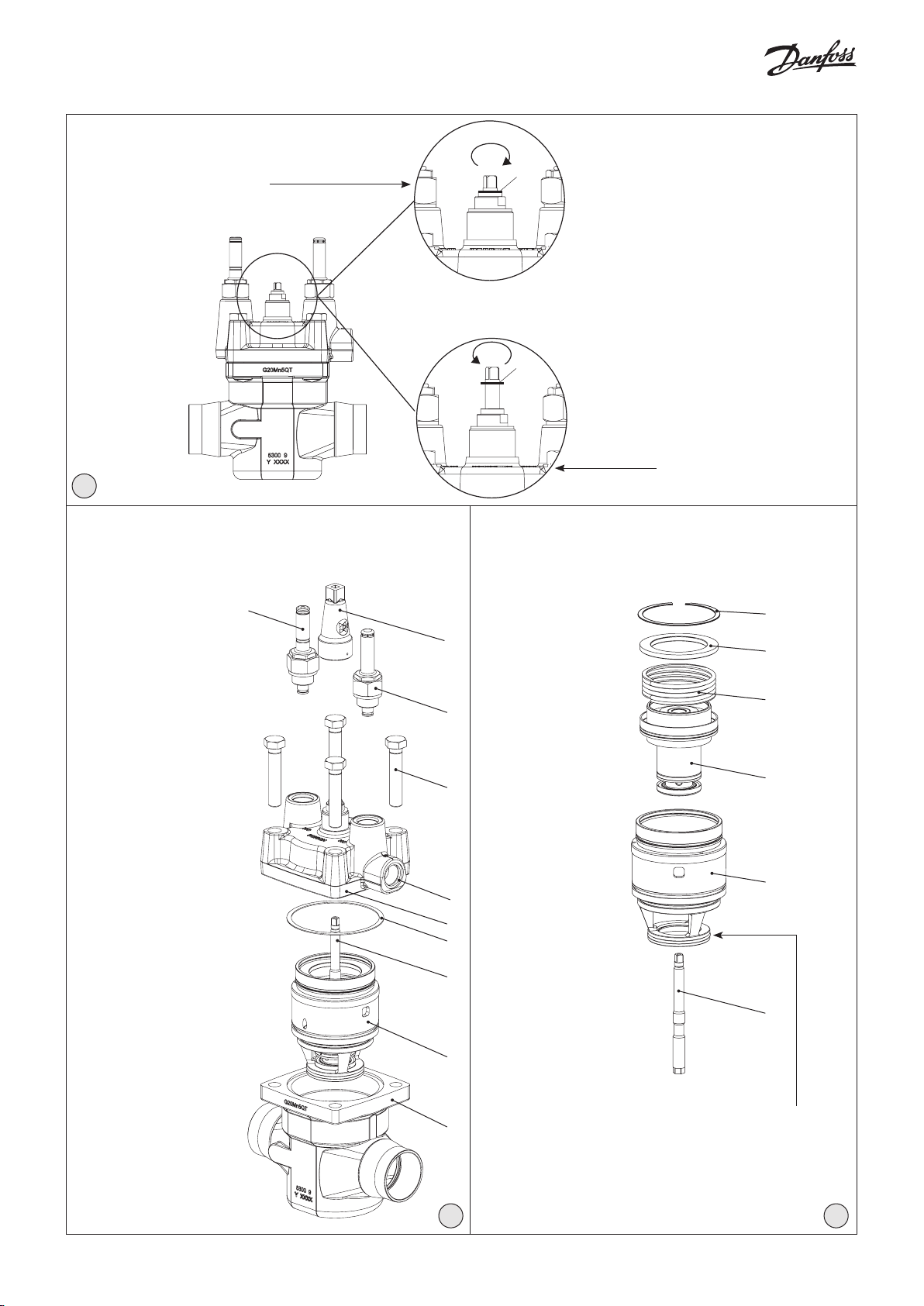
1. Body
Corps
Cuerpo
Corpo
阀体
Korpus zaworu
Корпус клапана
2. Top cover
Couvercle supérieur
Tapa superior
Tampa superior
顶盖
Pokrywa górna
Верхняя крышка
3. Function module
Module de fonction
Módulo de función
Gaxeta
功能模块
Moduł roboczy
Функциональный модуль
4. Gasket
Joint d’étanchéité
Junta
Parafusos
垫片
Uszczelka
Прокладка
5. Bolts
Boulons
Pernos
Parafusos
螺栓
Śruby
Болты
6. EVM NC
EVM (NC)
7. Manual operating spindle
Tige de fonctionnement manuel
Eje de accionamiento manual
Eixo de abertura manual
手动阀杆
Wrzeciono ręcznego otwierania
Шток ручного открытия
8. EVM NO
EVM (NA)
9. External pressure inlet
Entrée de pression externe
Entrada de presión externa
Entrada da pressão externa
外部压力入口
Wlot ciśnienia sterującego
Штуцер внешней пилотной линии
10. Cap
Capuchon
Tapón
Tampa
阀盖
Kołpak
Колпачок
1. Manual operating spindle
Tige de fonctionnement manuel
Eje de accionamiento manual
Eixo de abertura manual
手动阀杆
Wrzeciono ręcznego otwierania
Шток ручного открытия
8
2. Insert
Insert
Funda
10
6
5
9
2
4
7
3
1
Inserto
插入件
Korpus
Функциональный модуль
3. Piston assembly
Ensemble piston
Conjunto del pistón
Conjunto do pistão
活塞组件
Zespół tłoka
Поршень в сборе
4. Spring
Ressort
Muelle
Mola
弹簧
Sprężyna
Пружина
5. Spring plate
Plaque de ressort
Placa del muelle
Placa de mola
弹簧片
Płytka sprężyny
Стопор пружины
6. Retaining ring
Anneau de retenue
Anillo de retención
Anel de retenção
扣环
Pierścień ustalający
Стопорное кольцо
6
5
4
3
2
1
Caution - Seal seat
Attention - Joint du siège
Precaución - Asiento del sello
Atenção - Vedação do assento
Uwaga - gniazdo uszczelnienia 2 stopnia
Внимание - Седловое уплотнение
注意 - 密封阀座
© Danfoss | DCS (MWA) | 2016.12
8a 8b
DKRCI.PI.HS1.A6.ML | 520H6354 | 2
Page 3
1. Sealing retainer
Joint de retenue
Retén de sellado
Retentor de vedação
密封承座
Element ustalający uszczelnienia
Фиксирующее уплотнение
2. PTFE valve plate
Plaque de vanne PTFE
Placa de PTFE de la válvula
Placa da válvula PTFE
PTFE 阀垫
Uszcz. 2 stopień (PTFE)
Тефлоновая (PTFE) клапанная пластина
3. Main piston
Piston principal
Pistón principal
Pistão principal
主活塞
Tłok główny
Основной поршень
4. Sealing retainer
Joint de retenue
Retén de sellado
Retentor de vedação
密封承座
Element ustalający uszczelnienia
Фиксирующее уплотнение
5. PTFE valve plate
Plaque de vanne PTFE
Placa de PTFE de la válvula
Placa da válvula PTFE
PTFE 阀垫
Uszcz. 1 stopień (PTFE)
Тефлоновая (PTFE) клапанная пластина
6. Bleed piston
Piston – vidange
Pistón de purga
Pistão de purga
泄流活塞
Tłok pomocniczy
Спускной поршень
7. Bleed spring
Ressort – vidange
Muelle de purga
Mola de purga
泄流弹簧
Sprężyna pomocnicza
Спускная пружина
8. Main piston top
Plaque supérieure piston
Pistón principal, pieza superior
Pistão superior principal
主活塞顶部
Pokrywa tłoka głównego
Крышка основного поршня
9. Bolts
Boulons
Pernos
Parafusos
螺栓
Śruby
Болты
9
8
7
6
5
4
3
Caution - Seal seat
Attention - Joint du siège
Precaución - Asiento del sello
Atenção - Vedação do assento
2
1
注意 - 密封阀座
Uwaga - gniazdo uszczelnienia 2 stopnia
Внимание - Седловое уплотнение
8c
2
Valve size
Taille de la vanne
Tamaño de la válvula
Tamanho da válvula
阀门规格
Wielkość zaworu
Клапан
ICLX 32 30 22
ICLX 40 30 22
ICLX 50 50 37
9a
ICLX 65 50 37
© Danfoss | DCS (MWA) | 2016.12
Nm
1
3
4
lb-ft
фунт/фут
1
5
6
4
3
2
Valve size
Taille de la vanne
Tamaño de la válvula
Tamanho da válvula
阀门规格
Wielkość zaworu
Клапан
ICLX 32 30 22
ICLX 40 30 22
ICLX 50 50 37
9b 9c
ICLX 65 50 37
NmНмlb-ft
фунт/фут
3
2
1
Valve size
Taille de la vanne
Tamaño de la válvula
Tamanho da válvula
阀门规格
Wielkość zaworu
Nm
lb-ft
фунт/фут
Клапан
ICLX 32 30 7
ICLX 40 30 7
ICLX 50 30 22
ICLX 65 50 37
DKRCI.PI.HS1.A6.ML | 520H6354 | 3
Page 4
ENGLISH
Installation
Refrigerants
Applicable to HCFC, HFC, R717(Ammonia)
and R744 (CO2).
Flammable hydrocarbons are not
recommended.
The valve is only recommended for use in
closed circuits. For further information please
contact Danfoss.
Please note:
The ICLX function modules can only
be used in housings
produced in or after week 49 2012;
thus the week code on the housing
must be 4912 or higher.
Temperature range
–60/+120°C (–76/+248°F)
Pressure
The valves are designed for a max.
working pressure of 52 bar g (754 psi g).
Application
The ICLX is used in suction lines for the
opening against high dierential pressure,
e.g. after hot gas defrost in large industrial
refrigeration systems with ammonia,
ourinated refrigerants or CO2.
The ICLX opens in two steps:
Step one opens to approx. 10% of the
capacity, when the pilot solenoid valves are
activated.
Step two opens automatically after the
pressure dierential across the valve reaches
approximately 1 bar.
External pressure
The external pressure applied to the ICLX
should always be 1.5 bar higher than the inlet
pressure of the valve. This will give the valve a
MOPD of 28 bar. If the external pressure is
2 bar higher than the inlet pressure the MOPD
of the ICLX will be 40 bar.
Electrical wiring
The ICLX valve is a normally closed design.
To ensure that the valve operates as normally
closed it is important that the EVM NC pilot is
mounted in the pilot port next to the external
pressure inlet (g. 2). For normal operation
mode both pilots should be energized
simultaneously, e.g. same signal can be used
for both pilots.
Coil requirements
Both coils must be IP67.
EVM NC: 10W ac (or higher) for MOPD
up to 21 bar
EVM NC: 20W ac for MOPD 21 → 40 bar
EVM NO: 10W ac (or higher)
The valve will have a malfunction
in systems where the pressure
dierential across the valve in normal
open conditions will exceed 1 bar (15
psig). In this case the step two of the
valve will close.
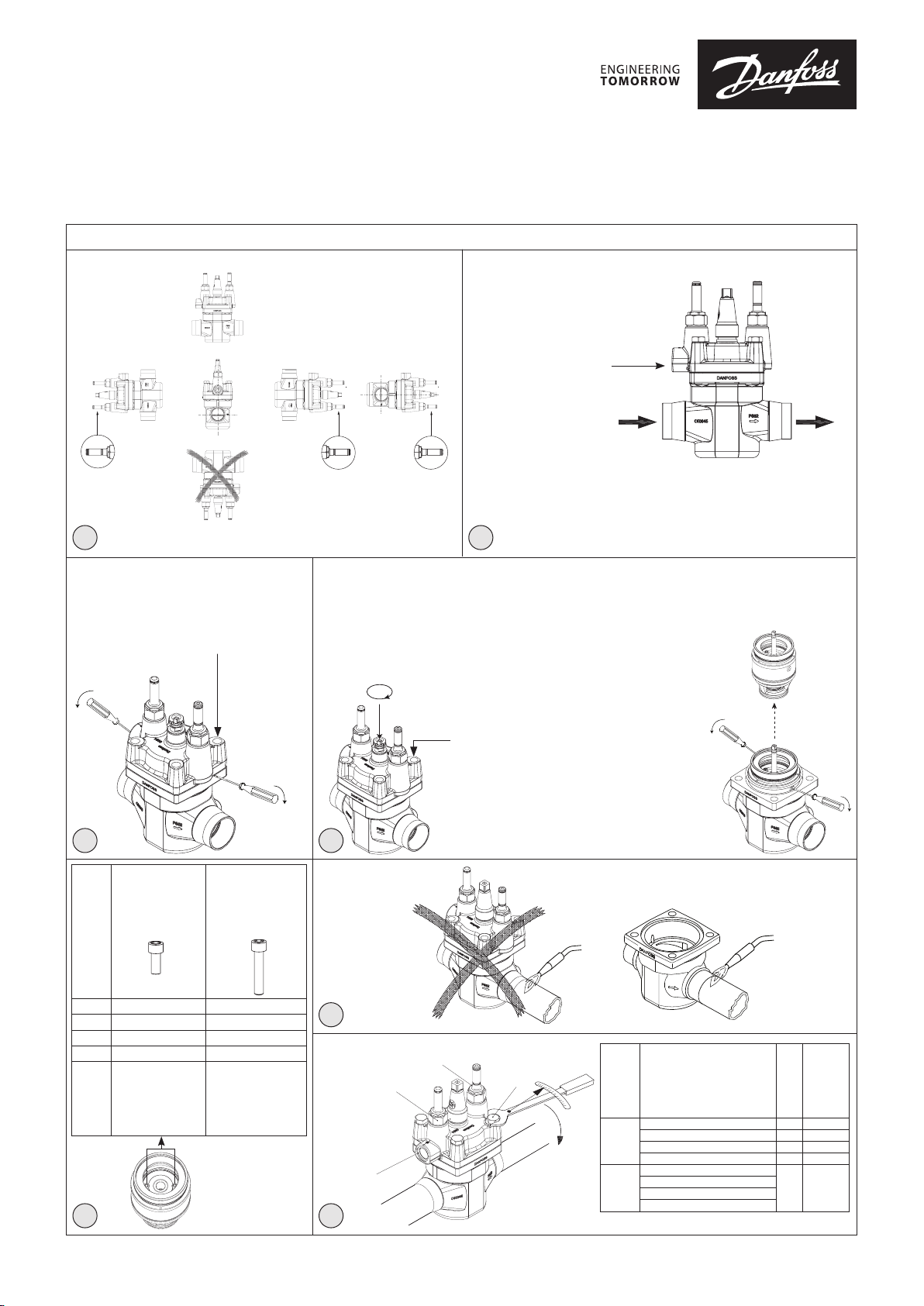
Orientation
The valve must be installed with the arrow in
the direction of the ow and with the pilots
pointing in one of the directions shown in
g.1. Downwards pointing pilots (any angle)
is not possible. The top cover can be rotated 4
X 90° in relation to the valve body.
If the ICLX is installed with a vertical pilot
orientation (see g. 1) attention should be
paid to have the EVM NO in lower position. If
needed rotate the top cover.
The valve is tted with a spindle for manual
opening. Make sure that the external pilot
line is connected to the upper side of the
main line so that any dirt and oil from the
plant will not nd its way into the pilot line.
The valve is designed to withstand a high
internal pressure. However, the piping system
should be designed to avoid liquid traps and
reduce the risk of hydraulic pressure caused
by thermal expansion. It must be ensured
that the valve is protected from pressure
transients like “liquid hammer” in the system.
Welding (g. 5 and 8a)
The top cover (g. 8a, pos. 2) and function
module (g. 8a, pos. 3), must be removed
before welding to prevent damage to o-rings
and teon (PTFE) in the function module.
Often the cover and function module can be
removed while still assembled (g. 3a), but if
the internal O-rings stick to the metal surface
it is necessary to disassemble in 2 steps
(g. 3b). In both cases the parts can be lifted
out by the careful use of 2 screwdrivers.
Note: Remove all parts from the valve body
before welding (as shown in g. 5).
The internal surfaces and weld
connections of the enclosed ICLX
valve have been applied with
an anti-corrosion treatment.
In order to maintain the eectiveness
of this anti-corrosion treatment, it is
important to ensure that the valve is
disassembled just prior to the welding
process being undertaken.
In the event that the function modules are
to be left disassembled for even a short
period, please ensure that the function
modules are further protected by placing
in a polyethylene bag or by applying a rust
protection agent (e.g. refrigeration oil or
BRANOROL) on the surfaces.
Only materials and welding methods,
compatible with the valve body material,
must be applied to the valve body.
Avoid welding debris and dirt in the
valve body and the function module. The
valve body must be free from stresses
(external loads) after installation.
The valves must not be mounted in systems
where the outlet side of the valve is open
to atmosphere. The outlet side of the valve
must always be connected to the system
or properly capped o, for example with a
welded-on end plate.
Assembly
Remove welding debris and any dirt from
pipes and valve body before assembly. Check
that the o-rings are intact before replacing
the function module. If possible, apply some
refrigeration oil to ease the insertion and to
protect the o-rings. Check that the top gasket
has not been damaged. If the surface has
been damaged or the gasket has been bent, it
must be replaced.
Tightening (g. 6)
Tighten the top cover with a torque wrench,
to the values indicated in the table.
Colours and identication
The ICLX valves are Zinc-Chromated from
factory. The Zinc-Chromatization does not
cover the welding connections.
If further corrosion protection is required, the
valves can be painted.
The external surface of the valve housing
must be protected against corrosion with
a suitable top coating after installation
involving welding and consequent assembly.
Protection of the ID plate when painting the
valve is recommended.
Important note for ICLX valves:
The ICLX valve is kept in its open
position by hot gas. The hot gas
condenses in the cold valve and
creates liquid under the servo piston.
When the pilot valves change status to close
the ICLX, the pressure on the servo piston
equalises with the suction pressure through
the pilot valve.
This equalisation takes time because
condensed liquid is present in the valve.
The exact time taken from when the pilot
valves change position to complete closing
of the ICLX will depend on temperature,
pressure, refrigerant and size of valve. Thus
an exact closing time for the valves cannot
be given but, in general, lower temperatures
give longer closing times.
It is very important to take the closing times
into consideration when hot gas defrost is
performed on evaporators.
Steps must be taken to ensure that the
hot gas supply valve is not opened before
the ICLX in the suction line is completely
closed. If the hot gas supply valve is opened
before the ICLX in the suction line is closed,
considerable energy will be lost and
potentially dangerous situations might arise
because of “liquid hammer”. In ICLX valves,
the spring-loaded second stage might be
induced to hammer by gas and liquid being
forced through the valve at Δp > 1.5 bar
across the ICLX. The nal result could be
severe damage to the valve.
As a rule of thumb a closing time of 2
minutes can be used as a starting point.
The optimum closing time for each
individual system must be determined
at initial start-up of the plant at intended
operational conditions. It is recommended
to check if the closing time needs to be
changed when conditions changes (suction
pressure, ambient temp. etc.) and closing
time should be checked at service of the
valve.
Once the optimum closing time has been
identied it is recommended to add a safety
margin of 30 sec. to the optimum closing
time.
Maintenance
Service
The ICLX valves can be disassembled for
service purposes.
Only skilled and trained refrigeration
engineers are allowed to service the ICLX
valves.
Do not open the valve while the valve is still
under pressure.
Pressure relief can be done by carefully
opening the manual operating spindle. Small
grooves along the thread will release
refrigerant into open air. This operation must
only be done after providing the correct
countermeasures under local legislation.
© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 4
Page 5
ENGLISH
Often the cover and function module can be
removed while still assembled (g. 3a), but if
the internal O-rings stick to the metal surface
it is necessary to disassemble in 2 steps
(g. 3b). In both cases the parts can be lifted
out by the careful use of 2 screwdrivers.
Upon opening and removal of the function
module:
- Check that the o-rings on the function
module has not been damaged.
A valve with a damaged o-ring might not
operate according to the specication.
- The insert and piston assembly can be
disassembled according to gure 8b & 8c.
Be careful when removing the retaining
ring (g. 8b, pos. 6). The retaining ring (g.
8b, pos. 6) will be submitted to the force
from the compressed spring (g. 8b, pos. 4).
Be careful not to damage the two
Seal Seats shown in g. 8b and 8c
since any deformation of the steel
surface will lead to malfunction of
the valve.
- Check pistons, cylinders and valve plates
for wear and scratches and replace if
needed.
- Check that the movement of the pistons
and valve seats are free and with low
friction.
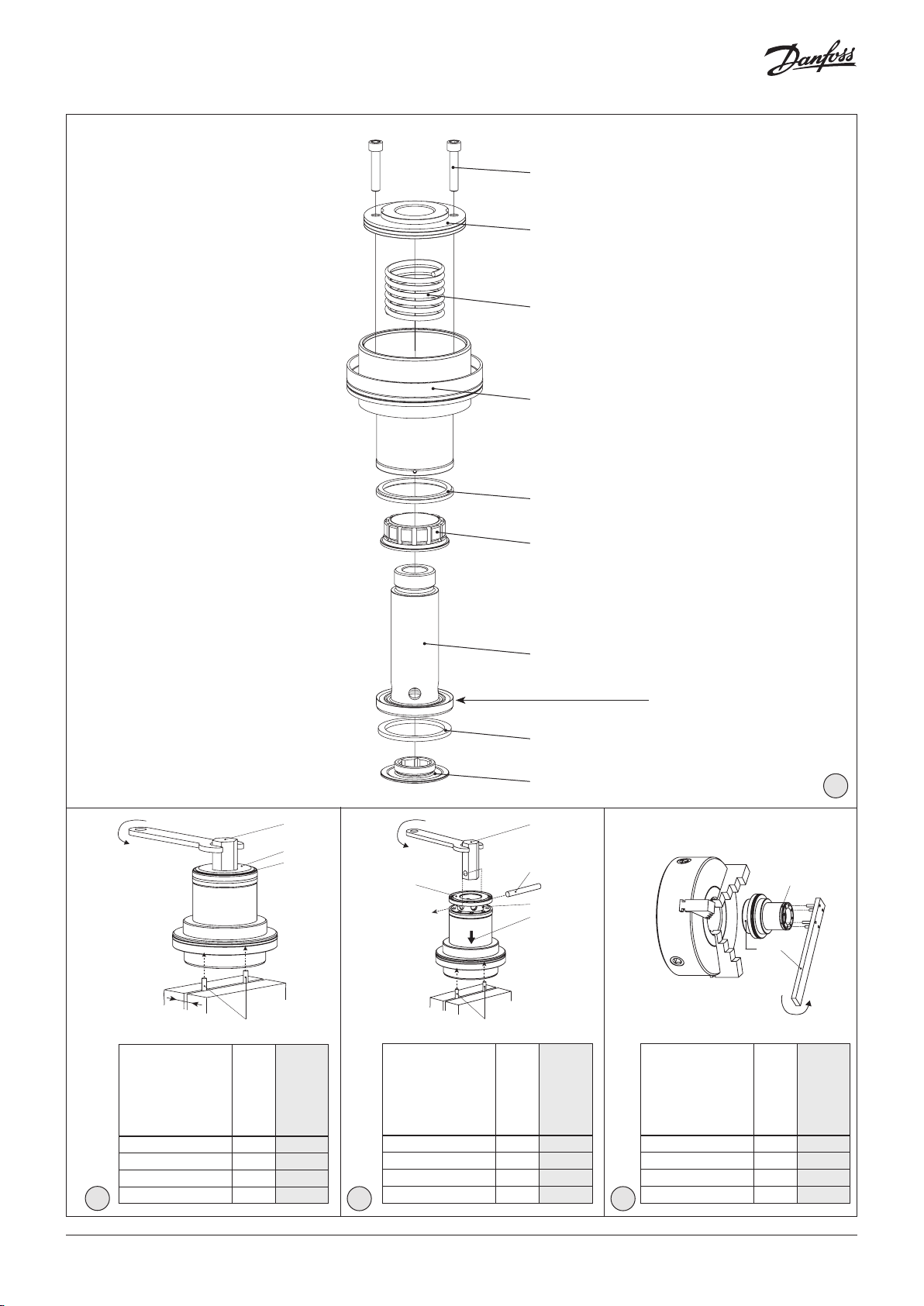
Replacement of Valve Plates
(ordinary wear parts)
It is possible to replace the two PTFE valve
plates (g. 8c, pos. 2 and pos. 5) by following
g. 9 and these instructions:
Fig. 9a, pos.1 shows a hexagon prole (tool)
that ts into the female hexagon hole in
the sealing retainer (pos. 3) of the piston
assembly of ICLX 50 – 65.
For ICLX 32 – 40 the corresponding tool has
to be a hollow hexagon to t onto the male
hexagon.
As backstop when unscrewing the sealing
retainer it is recommended to make an
arrangement of two steel pins that ts into
the small female hexagon holes of the Allen
bolts (g. 8c, pos. 9), clamped into a vice (g.
9a, pos. 2).
Once the sealing retainer is removed, the
Valve plate (pos. 4) can be lifted out.
Move the two steel pins (g. 9b, pos. 2) to a
higher position in the vice to allow the bleed
piston (g. 9b, pos. 3) to be slided downwards
and expose a ring of holes (pos. 4).
While there is access to the holes (pos. 4) a
steel pin (pos. 5) with matching diameter is
inserted through two opposed holes with
tool pos. 1 (or similar punched tool) in the
middle.
Unscrew the main piston (g. 9b, pos. 6).
For disassembling of the last sealing retainer
it is recommended to utilise a mandrel with
three point suspension to avoid deformation
of the surfaces (g. 9c).
Clamp the bleed piston carefully to the
mandrel at surface pos.1. Block the mandrel
from rotation and unscrew the sealing
retainer with a tool (pos. 2) manufactured for
the purpose.
When the sealing retainer is removed
the remaining valve plate (pos. 3) can be
replaced.
Reassembling of the piston assembly is done
in reverse order. The torque values for the
dierent joints are shown in g. 9.
Assembly
Remove any dirt from the body before the
valve is assembled. Check that all channels
in the valve are not blocked by particles or
similar.
If possible, apply some refrigeration oil to ease
the insertion and to protect the o-rings.
Tightening (g. 6)
Tighten the top cover with a torque wrench, to
the values indicated in the table.
Changing from two step to
one step function
The ICLX valve is from factory side setup as
two step function. To change the opening
characteristics to one step function the
following step must be completed:
- Remove the topcover from the valve
housing (g. 3).
– Change the two bolts (g. 8c, pos. 9), with
insert still in the valve housing.
- The length of the two bolts corresponds
to the desired characteristic of the valve
and should be applied according to the
table (g. 4).
- After changing the bolts the valve can be
reassembled.
Manual opening device (g. 7)
Normal operation mode
For the valve to operate normally under the
inuence of the pilot valves the spindle of the
manual operation device needs to be turned
fully clockwise until the locking ring (A) sits
on the top of the packing gland.
Manual forced opening
To manually open the valve the spindle of the
manual operation device needs to be turned
fully counter clockwise until hitting the
mechanical stop.
Commissioning
The time span required to secure full closing
of the ICLX valve depends on valve size and
application, and needs to be investigated
on site. The optimum should be determined
during commissioning.
Use only original Danfoss parts, including
O-rings and gaskets for replacement.
Materials of new parts are certied for the
relevant refrigerant.
In cases of doubt, please contact Danfoss.
Drawings are only for illustration, not for
dimensioning or construction.
© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 5
Page 6
FRANÇAIS
Montage
Réfrigérants
Utilisable avec tous les réfrigérants ininammables
courants, y compris R717 et R744 (CO2), et tous
les gaz ou liquides non corrosifs.
Les hydrocarbures inammables ne sont pas
recommandés.
La vanne est recommandée pour une utilisation
en circuits fermés uniquement. Pour plus
d’informations, merci de contacter Danfoss.
Remarque:
Les modules de fonctionnement
vannes ICLX peuvent être utilisés
uniquement dans les boîtiers produits
partir de la semaine 49 2012 incluse;
le code de semaine sur le boîtier doit
donc être 4912 ou plus.
Plage de températures
–60/+120°C (–76/+248°F)
Pression
Les vannes sont conçues pour une pression
de service maximale de 52barg (754psig).
Application
La vanne ICLX est utilisée dans les conduites
d’aspiration avec un fort delta P à l’ouverture,
par exemple après dégivrage par gaz chauds
dans les systèmes de réfrigération industrielle
à l’ammoniac, avec réfrigérants uorés ou au
CO2.
La vanne ICLX s’ouvre en deux temps:
Le premier temps ouvre la vanne à environ
10% de sa capacité lorsque les électrovannes
pilotes sont activées.
Le deuxième temps ouvre la vanne
automatiquement, lorsque la pression
diérentielle dans la vanne atteint environ 1bar.
Pression externe
La pression externe appliquée à la vanne ICLX
doit toujours être supérieure de 1,5bar à la
pression d’entrée de la vanne. Cela donne à
vanne un MOPD de 28bar. Si la pression externe
est supérieure de 2bar à la pression
la MOPD de la vanne ICLX sera de 40bar.
Câblage électrique
La vanne ICLX est de conception normalement
fermée (NC). Pour assurer que la vanne
fonctionne en mode normalement fermé, il
est important de monter la vanne pilote EVMNC
sur l’orice de pilote situé à côté de l’entrée de
pression externe (g.2).
En fonctionnement normal, les deux vannes
pilotes doivent être mises sous tension
simultanément, par exemple le même signal
peut être utilisé pour les deux vannes pilotes.
Caractéristiques des bobines
Les deux bobines doivent avoir un indice de
protection IP67.
EVM NC: 10Wca (ou plus) pour une MOPD
inférieure ou égale à 21bar
EVM NC: 20Wca pour une MOPD de 21 à 40 bar
EVM NO: 10Wca (ou plus)
La vanne présente un
dysfonctionnement dans les systèmes
où la pression diérentielle dans la
vanne, en condition normalement
ouverte, dépasse 1bar (15psig).
Dans ce cas, la vanne se ferme
conformément au deuxième temps.
Orientation
La vanne doit être Installée avec la èche
orientée dans la direction du ux et avec les
pilotes orientés dans l’une des directions
illustrées à la g.1. Il n’est pas possible
d’orienter les pilotes vers le bas (quel que soit
des
à
la
d’entrée,
l’angle). Le couvercle supérieur peut être
tourné de 4 x 90° par rapport au corps de
vanne.
Si la vanne ICLX est installée avec les pilotes
orientés à la verticale (voir g.1), il convient
de veiller à positionner l’EVM NO en bas. Si
nécessaire, faire pivoter le couvercle
supérieur.
La vanne est dotée d’une tige pour ouverture
manuelle. Veillez à connecter la conduite pilote
externe au côté supérieur de la conduite
principale, an d’éviter l’entrée d’impuretés ou
d’huile provenant du site dans la conduite pilote.
La vanne est conçue pour résister à une pression
interne élevée. Toutefois, il convient de concevoir
le circuit de façon à éviter les pièges à liquide
et réduire les risques de formation d’une
pression hydraulique sous l’eet de la dilatation
thermique. Veillez à ce que la vanne soit protégée
des variations de pression au sein du circuit
comme les «coups de bélier».
Soudage (g.5 et 8a)
Le couvercle supérieur (g.8a, pos.2) et le
module de fonction (g.8a, pos.3), doivent
être retirés avant le soudage pour éviter
d’endommager les joints toriques et téon
(PTFE) du module de fonction.
Souvent, le couvercle et le module
opérationnel peuvent être retirés alors qu’ils
sont toujours assemblés (g. 3a), mais si les
joints toriques internes adhèrent à la surface
métallique, il est nécessaire de procéder au
démontage en 2étapes (g. 3b). Dans les
deux cas, les pièces peuvent être retirées en
utilisant avec précaution 2tournevis.
Remarque: Avant soudage, retirez tous
Pour préserver l’ecacité de ce traitement,
il est important de veiller à démonter la vanne
juste avant un processus de soudage.
Si les modules de fonction doivent rester
démontés, même pour une courte période
veillez à les protéger en les plaçant dans un
sachet en polyéthylène ou en appliquant
aux surfaces un agent de protection
contre la rouille (par exemple
réfrigération ou du BRANOROL).
Seuls des matériaux et des méthodes de
soudage compatibles avec le matériau du
corps de vanne doivent être appliqués au
corps de vanne.
Évitez l’entrée de résidus de soudage
et d’impuretés dans le corps de vanne
et dans le module de fonction.
Le corps de vanne doit être exempt de
contraintes (charges externes) après
l’installation.
Les vannes ne doivent pas être montées
dans des systèmes où la sortie de la vanne
est ouverte à l’atmosphère. Le côté sortie
de la vanne doit toujours être raccordé au
système ou correctement couvert, par
exemple à l’aide d’un embout soudé.
Montage
Éliminez les résidus de soudage et les impuretés
des conduites et du corps de vanne avant de
procéder au montage. Vériez que les joints
toriques sont intacts avant de replacer le module
de fonction. Si possible, appliquez un peu
d’huile frigorique pour faciliter l’insertion et
pour protéger les joints toriques. Vériez que
le joint d’étanchéité supérieur n’a pas été
les composants du corps de
vanne (comme illustré g.5).
Les surfaces internes et les raccords
soudés de la vanne ICLX jointe ont
fait l’objet d’un traitement contre
la corrosion.
de l’huile de
endommagé. Si sa surface a été endommagée
ou s’il a été tordu, il doit être remplacé.
Serrage (g.6)
Serrez le couvercle supérieur à l’aide d’une clé
dynamométrique, conformément aux valeurs
indiquées dans le tableau.
Peinture et identication
Les vannes ICLX sont revêtues en usine de
chrome zingué. Le chrome zingué ne couvre
pas les raccords soudés. Si une protection
supplémentaire contre la corrosion est
nécessaire, les vannes peuvent être peintes.
La surface extérieure du corps de vanne doit
être protégée contre la corrosion à l’aide d’un
revêtement de protection adapté, appliqué après
une installation comportant des soudages
suivis d’un montage.
Il est recommandé de protéger la plaque
signalétique lors de la peinture de la vanne.
Remarque importante pour les
vannes ICLX:
La vanne ICLX est maintenue en
position ouverte par du gaz chaud.
Le gaz chaud se condense dans
la vanne froide et crée du liquide sous le
servopiston. Lorsque les vannes pilotes
changent d’état pour fermer la vanne ICLX, la
pression sur le servopiston devient égale à la
pression d’aspiration, par l’intermédiaire de
la vanne pilote.
Cette égalisation prend du temps, car du
liquide condensé est présent dans la vanne.
Le temps exact nécessaire pour la fermeture
complète de la vanne ICLX, à partir du
changement de position des vannes pilotes,
dépend de la température, de la pression, du
uide frigorigène et de la taille de la vanne.
Il est donc impossible d’indiquer un temps
de fermeture exact pour les vannes mais,
en général, des températures plus basses
entraînent des temps de fermeture plus
longs.
Il est très important de tenir compte des
temps de fermeture lors du dégivrage par
gaz chauds des évaporateurs.
Vous devez prendre des mesures pour
assurer que la vanne d’alimentation en gaz
,
chauds n’est pas ouverte avant la fermeture
complète de la vanne ICLX dans la conduite
d’aspiration. Si la vanne d’alimentation en
gaz chauds est ouverte avant la fermeture de
la vanne ICLX dans la conduite d’aspiration,
une quantité considérable d’énergie est
perdue et des situations potentiellement
dangereuses peuvent se produire en raison
de «coups de béliers». En eet, le ressort
du deuxieme temps d’une vanne ICLX peut
générer des coups de béliers si du gaz et du
liquide sont forcés dans la vanne avec un
Δp>1,5bar dans la vanne ICLX. La vanne
risque alors d’être gravement endommagée.
De manière empirique, vous pouvez prévoir
initialement un temps de fermeture de
2minutes. Mais le temps de fermeture
optimal pour chaque système doit être
déterminé au premier démarrage de
l’installation dans les conditions de
fonctionnement prévues. Il est recommandé
de vérier si le temps de fermeture doit être
modié lorsque les conditions évoluent
(pression d’aspiration, température
ambiante, etc.) et le temps de fermeture doit
être vérié lors de l’entretien de la vanne.
Une fois le temps de fermeture optimal
valider, il est recommandé d’ajouter une
marge de sécurité de 30secondes au temps
de fermeture optimal.
© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 6
Page 7

FRANÇAIS
Maintenance
Entretien
Les vannes ICLX peuvent être démontées à
des ns d’entretien.
Seuls des techniciens en réfrigération
compétents et formés sont autorisés à
eectuer l’entretien des vannes ICLX.
N’ouvrez pas la vanne lorsqu’elle est
encore sous pression.
Pour relâcher la pression, ouvrez avec
précaution la tige de fonction manuel.
Des petites cannelures situées le long
du letage laissent le réfrigérant s’échapper à
l’air libre. Cette opération doit être eectuée
uniquement après avoir pris
les mesures de précaution conformes à la
réglementation locale.
Souvent, le couvercle et le module
opérationnel peuvent être retirés alors qu’ils
sont toujours assemblés (g. 3a), mais si les
joints toriques internes adhèrent à la surface
métallique, il est nécessaire de procéder au
démontage en 2étapes (g. 3b). Dans les
deux cas, les pièces peuvent être retirées en
utilisant avec précaution 2tournevis.
Lors de l’ouverture et du retrait du module de
fonction :
- Vériez que les joints toriques du module
de fonction n’ont pas été endommagés.
Une vanne dont les joints toriques sont
endommagés risque de ne pas fonctionner
conformément à ses spécications.
- l’insert et l’ensemble piston peuvent être
démontés, comme illustré aux gures8b
et 8c. Retirez l’anneau de retenue avec
précaution (g.8b, pos.6). L’anneau de
retenue (g.8b, pos.6) est soumis à la
force du ressort comprimé (g.8b, pos.4).
Veillez à ne pas endommager les
deux joints de siège illustrés g.8b
et 8c, car toute déformation de la
surface en acier entraîne un
dysfonctionnement de la vanne.
- Vériez que les pistons, cylindres et
plaques de vanne ne sont ni usés ni
rayés et remplacez-les si nécessaire.
- Vériez que les pistons et les sièges
de vanne se déplacent librement et
avec un frottement réduit.
Remplacement des plaques de vannes
(pièces d’usure normales)
Il est possible de remplacer les deux plaques de
vanne en PTFE (g.8c, pos.2 et 5) en respectant
la gure9 et les instructions suivantes:
La gure9a, pos.1, montre un prol hexagonal
(un outil) qui s’adapte aux orices hexagonaux
de l’ensemble piston (pos. 3)
ICLX50–65.
Pour les vannes ICLX32–40, l’outil correspondant
doit être un orice hexagonal qui s’adapte à
l’embout hexagonal mâle.
Lors du dévissage du joint de retenue, il est
recommandé d’utiliser une butée constituée
de deux broches en acier correspondant aux
petits orices hexagonaux des boulons Allen
(g.8c, pos.9), et de le serrer dans un étau
(g.9a, pos.2).
Une fois le joint de retenue retiré, il est possible
de retirer la plaque de vanne (pos.4).
Placez les deux broches en acier (g.9b, pos.2)
à une position plus élevée dans l’étau, an de
pouvoir faire glisser le piston de vidange (g.9b,
pos.3) vers le bas et d’exposer un anneau
d’orices (pos.4).
Lorsque les orices sont accessibles (pos.4),
des vannes
insérez une broche en acier (pos.5) de diamètre
correspondant dans deux orices opposés,
l’outil pos.1 (ou un outil perforé similaire)
se trouvant au centre.
Dévissez le piston principal (g.9b, pos.6).
Pour démonter le dernier joint de retenue,
il est recommandé d’utiliser un mandrin avec
une suspension à trois points pour éviter de
déformer les surfaces (g.9c).
Serrez soigneusement le piston de vidange
dans le mandrin à la surface pos.1. Bloquez
la rotation du mandrin et dévissez le joint de
retenue au moyen d’un outil (pos.2) fabriqué
à cet eet.
Une fois le joint de retenue retiré, il est possible
de remplacer la plaque de vanne (pos.3).
Pour remonter l’ensemble piston, procédez
comme indiqué ci-dessus dans l’ordre inverse.
Les valeurs de couple pour les diérentes
vannes sont répertoriées à la gure9
Montage
Éliminez toute impureté du corps de vanne
avant de procéder au montage. Vériez
qu’aucun canal de la vanne n’est bloqué
par des impuretés.
Si possible, appliquez un peu d’huile de
réfrigération pour faciliter l’insertion et
pour protéger les joints toriques.
Serrage (g.6)
Serrez le couvercle supérieur à l’aide d’une clé
dynamométrique, conformément aux valeurs
indiquées dans le tableau.
Passage du fonctionnement en deux temps
au fonctionnement en un seul temps
La vanne ICLX est congurée en usine pour
un fonctionnement en deux temps. Pour
modier les caractéristiques d’ouverture an
de permettre un fonctionnement en un seul
temps, procédez comme suit:
- Retirez le couvercle supérieur du corps de
vanne (g.3).
- Remplacez les deux boulons (g.8c, pos.9),
l’insert étant resté dans le corps de vanne.
- La longueur des deux boulons correspond
aux caractéristiques souhaitées de la vanne
et doivent être sélectionnés conformément
au tableau (g.4).
- Après avoir remplacé les boulons, vous
pouvez remonter la vanne.
Dispositif d’ouverture manuelle (g.7)
Mode de fonctionnement normal
Pour que les vannes pilotes contrôlent
normalement la vanne, la tige du dispositif de
fonctionnement manuel doit être tournée à
fond dans le sens des aiguilles d’une montre,
jusqu’à ce que l’anneau de blocage (A) repose
au sommet du presse étoupe.
Ouverture manuelle forcée
Pour ouvrir la vanne manuellement, tournez à
fond la tige du dispositif de fonctionnement
manuel dans le sens inverse des aiguilles d’une
montre, jusqu’à ce que la butée mécanique
soit atteinte.
Mise en service
La durée requise pour assurer la fermeture
complète de la vanne ICLX dépend des
dimensions et de l’utilisation de celle-ci;
elle doit être établie sur site. La valeur
optimale doit être déterminée lors de
la mise en service.
En cas de remplacement de pièces, utilisez
uniquement des pièces Danfoss d’origine, y
compris pour les joints toriques et les joints
d’étanchéité. Les matériaux des nouveaux
composants sont homologués pour le
réfrigérant utilisé.
En cas de doute, veuillez contacter Danfoss.
Les schémas sont fournis à des ns d’illustration
uniquement et ne doivent pas être utilisés pour
déterminer des dimensions ou pour fabrication.
© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 7
Page 8

ESPAÑOL
Instalación
Refrigerantes
Apto para HCFC, HFC no inamable, R-717
(amoníaco) y R-744 (CO2).
No se recomienda el uso con hidrocarburos
inamables.
Se recomienda limitar el uso de la válvula
a circuitos cerrados. Si desea obtener más
información, póngase en contacto con
Danfoss.
Nota:
Los módulos de función ICLX sólo son
compatibles con carcasas fabricadas a
partir de la semana 49 de 2012
(inclusive); el código de semana que
aparece en la carcasa debe, por tanto,
ser equivalente o posterior al 4912.
Rango de temperatura
–60/+120 °C (–76/+248 °F).
Presión
Estas válvulas están diseñadas para una presión
de trabajo máxima de 52 barg (754 psig).
Aplicación
Las válvulas ICLX se instalan en líneas de
aspiración para garantizar la apertura contra
presiones diferenciales elevadas, como las
que tienen lugar tras un desescarche por gas
caliente en sistemas de refrigeración industrial
de grandes dimensiones con amoníaco,
refrigerantes uorados o CO2.
Las válvulas ICLX se abren en dos etapas:
Durante la etapa 1, se abren a, aproximadamente,
un 10% de su capacidad (una vez activas las
válvulas piloto de solenoide).
Durante la etapa 2, la apertura tiene lugar
automáticamente una vez que la presión
diferencial a través de la válvula es de,
aproximadamente, 1 bar.
Presión externa
La presión externa aplicada a una válvula
ICLX debe ser siempre 1,5 bar superior a la
presión de entrada. Ello conere a la válvula
una presión MOPD de 28 bar. Si la presión
externa es 2 bar superior a la presión de
entrada, la presión MOPD de la válvula
ICLX será de 40 bar.
Cableado eléctrico
Las válvulas ICLX presentan un diseño
normalmente cerrado. A n de garantizar
que funcionen de acuerdo con el mismo,
es importante conectar una válvula piloto
de solenoide EVM (NC) al puerto de piloto
situado junto a la entrada de presión externa
(g. 2). Para que el funcionamiento tenga
lugar en el modo normal, ambas válvulas
piloto de solenoide deben activarse
simultáneamente (es posible, por tanto,
conectarlas a la misma señal).
Requisitos de las bobinas
Ambas bobinas deben contar con protección
IP67.
EVM (NC): 10 W c.a. (o más) para MOPD hasta
EVM (NC): 20 W c.a. para MOPD 21 → 40 bar
EVM (NA): 10 W c.a. (o más)
Orientación
La válvula debe instalarse haciendo coincidir
el sentido de la echa con el sentido de ujo y
21 bar
La válvula no funcionará
correctamente si se instala en
un sistema en el que la presión
diferencial a través de la misma
en condiciones de apertura normal
sea superior a 1 bar (15 psig). En tal
situación, la válvula se cerrará al
alcanzar la etapa 2.
con las válvulas piloto orientadas en una de
las direcciones indicadas en la g. 1. La
instalación con las válvulas piloto orientadas
hacia abajo (en cualquier ángulo) no es
posible. La tapa superior puede girarse 4 x 90°
en relación con el cuerpo de la válvula.
Si la válvula ICLX se instala en vertical
(consulte la g. 1), la válvula piloto EVM (NA)
deberá quedar situada en la posición inferior.
Gire la tapa superior si es necesario.
La válvula está equipada con un eje de apertura
manual. Asegúrese de conectar la línea piloto
externa al extremo superior de la línea principal
para evitar que la suciedad y el aceite presentes
en la instalación penetren en ella.
La válvula está diseñada para soportar una
presión interna elevada. Sin embargo, el
sistema de tuberías debe diseñarse de tal
forma que se eviten las acumulaciones de
líquido y se reduzca el riesgo asociado a la
presión hidráulica generada por la expansión
térmica. Debe garantizarse que la válvula
cuente con protección frente a los fenómenos
transitorios asociados a la presión que puedan
producirse en el sistema (por ejemplo, el
fenómeno conocido como “golpe de ariete”).
Soldadura (gs. 5 y 8a)
La tapa superior (g. 8a, pos. 2) y el módulo de
función (g. 8a, pos. 3) se deben desmontar
antes de llevar a cabo la soldadura para evitar
que resulten dañadas las juntas tóricas y los
componentes de teón (PTFE) del módulo de
función.
Con frecuencia, es posible retirar la cubierta
y el módulo de función sin desmontar el
conjunto (g. 3a); no obstante, si las juntas
tóricas internas se encuentran adheridas a
la supercie metálica, el desmontaje deberá
llevarse a cabo en 2 pasos (g. 3b). En
ambos casos, las piezas se pueden extraer
empleando con cuidado 2 destornilladores.
Nota: Desmonte todos los componentes de
la válvula antes de llevar a cabo la
soldadura (como se muestra en la g. 5).
Las supercies internas y las
conexiones soldadas de la válvula
ICLX suministrada han recibido un
tratamiento anticorrosión.
A n de preservar la efectividad de dicho
tratamiento anticorrosión, es importante
desmontar la válvula justo antes de llevar
a cabo el proceso de soldadura.
Si se espera que el módulo de función
permanezca desmontado, aun durante
un corto período de tiempo, deberá
garantizarse su protección introduciéndolo
en una bolsa de polietileno o aplicando
a las supercies un agente de protección
contra la corrosión (como, por ejemplo,
un aceite refrigerante o BRANOROL).
Los materiales y métodos de soldadura
aplicados al cuerpo de la válvula deben
ser compatibles con el mismo.
Debe evitarse la acumulación de residuos
de soldadura y suciedad en el cuerpo de la
válvula y el módulo de función. El cuerpo de
la válvula no debe verse sometido a tensiones
(cargas externas) tras su instalación.
La válvula no debe montarse en sistemas en
los que el lado de salida de la misma quede
abierto a la atmósfera. El lado de salida de la
válvula debe siempre conectarse al sistema
o cerrarse debidamente (por ejemplo,
soldando una placa).
Montaje
Elimine los residuos de soldadura y la suciedad
de las tuberías y el cuerpo de la válvula antes
de proceder a su montaje. Compruebe que las
juntas tóricas se encuentren intactas antes de
sustituir el módulo de función. Si es posible,
aplique aceite refrigerante para facilitar la
inserción y proteger las juntas tóricas.
Compruebe que la junta superior no presente
daños. Si la supercie ha resultado dañada o
la junta se ha doblado, sustituya la junta.
Apriete (g. 6)
Apriete la tapa superior empleando una llave
dinamométrica y de acuerdo con los pares de
apriete especicados en la tabla.
Colores e identicación
Las válvulas ICLX vienen cincadas de fábrica.
El cincado, no obstante, no protege las
conexiones para soldar. Si se requiere mayor
protección contra la corrosión, es posible
pintar la válvula.
La supercie externa de la carcasa de la válvula
debe protegerse frente a la corrosión aplicando
un recubrimiento protector adecuado tras
cualquier proceso de instalación que implique
soldadura y la consecuente operación de montaje.
Se recomienda proteger la placa de
identicación antes de pintar la válvula.
Observaciones importantes acerca
de las válvulas ICLX:
Las válvulas ICLX se mantienen en su
posición de apertura por medio de
gas caliente. El gas caliente se
condensa en la válvula fría y produce líquido
bajo el pistón servoaccionado. Cuando las
válvulas piloto cambian de estado para
cerrar la válvula ICLX, la presión en el pistón
servoaccionado se iguala con la presión de
aspiración a través de la válvula piloto. La
igualación lleva tiempo debido a la
presencia de líquido condensado en la
válvula.
El tiempo exacto que transcurre entre el
cambio de posición de las válvulas piloto y el
cierre completo de la válvula ICLX depende
de la temperatura, la presión, el refrigerante
y el tamaño de la válvula. Por este motivo, no
resulta posible especicar un tiempo de
cierre exacto; sin embargo, en términos
generales, cuanto menor sea la temperatura
mayor será el tiempo de cierre.
Es muy importante tomar en consideración
los tiempos de cierre a la hora de realizar el
desescarche por gas caliente en los
evaporadores. Se deben adoptar las
precauciones oportunas para garantizar
que la válvula de suministro de gas caliente
no se abra antes de que la válvula ICLX de la
línea de aspiración esté completamente
cerrada. Si dicha válvula de suministro de
gas caliente se abre antes de que la válvula
ICLX de la línea de aspiración esté cerrada, se
producirá una pérdida considerable de
energía y podrían darse situaciones
peligrosas debido al fenómeno del “golpe de
ariete”. En las válvulas ICLX, la segunda
etapa, accionada por muelle, podría dar
lugar a un “golpe de ariete” a causa del paso
forzado de gas y líquido a través de la
válvula con una Δp > 1,5 bar. El resultado
nal podría ser una válvula gravemente
dañada.
Normalmente, puede emplearse un tiempo
de cierre de 2 minutos como punto de
partida. El tiempo de cierre óptimo para el
sistema en cuestión deberá determinarse
durante la puesta en marcha inicial de la
planta en las condiciones de trabajo
previstas. Se recomienda comprobar si es
necesario cambiar el tiempo de cierre como
resultado de un cambio en las condiciones
(presión de aspiración, temperatura
ambiente, etc.); asimismo, el tiempo de
cierre debe comprobarse como parte de las
labores de mantenimiento de la válvula. Una
vez determinado el tiempo de cierre óptimo,
se recomienda agregar al mismo un margen
de seguridad de 30 segundos.
© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 8
Page 9

ESPAÑOL
Mantenimiento
Reparación
Las válvulas ICLX se pueden desmontar con
nes de reparación.
La reparación de una válvula ICLX debe
ser llevada a cabo exclusivamente por un
ingeniero de refrigeración titulado y experto.
No abra la válvula mientras se encuentre
presurizada.
La presión se puede liberar abriendo con
cuidado el eje de accionamiento manual.
Los pequeños surcos dispuestos a lo largo
de la rosca facilitarán la liberación del
refrigerante a la atmósfera. Esta operación
sólo debe llevarse a cabo una vez tomadas
las medidas de seguridad que establezca la
legislación local en vigor.
Con frecuencia, es posible retirar la cubierta
y el módulo de función sin desmontar el
conjunto (g. 3a); no obstante, si las juntas
tóricas internas se encuentran adheridas a
la supercie metálica, el desmontaje deberá
llevarse a cabo en 2 pasos (g. 3b). En
ambos casos, las piezas se pueden extraer
empleando con cuidado 2 destornilladores.
Tras la apertura y la extracción del módulo de
función:
- Compruebe que las juntas tóricas del módulo
de función no hayan resultado dañadas.
Puede que una válvula con una junta tórica
dañada no funcione de acuerdo con sus
especicaciones.
- La funda y el conjunto del pistón se pueden
desmontar de acuerdo con las gs. 8b y 8c.
Tenga cuidado al desmontar el anillo de
retención (g. 8b, pos. 6).
El anillo de retención (g. 8b, pos. 6) se
encuentra sometido a la fuerza ejercida
por el muelle comprimido (g. 8b, pos. 4).
Extreme la precaución para
evitar dañar los dos asientos
de sello ilustrados en las gs.
8b y 8c; cualquier deformación
de la supercie de acero dará
lugar a un funcionamiento
deciente de la válvula.
- Compruebe si los pistones, cilindros y placas
de la válvula presentan desgaste o arañazos
y sustitúyalos si es necesario.
- Compruebe que los pistones y asientos de
la válvula puedan moverse libremente y sin
sufrir demasiada fricción.
Sustitución de las placas de la válvula
(piezas de desgaste normales)
Es posible sustituir las dos placas de PTFE de
la válvula (g. 8c, pos. 2 y pos. 5) siguiendo los
pasos ilustrados en la g. 9 y las instrucciones
descritas a continuación:
La g. 9a, pos.1, muestra un perl hexagonal
(herramienta) que encaja en el oricio hexagonal
hembra del retén de sellado (pos. 3) del conjunto
del pistón de las válvulas ICLX 50-65.
En el caso de las válvulas ICLX 32-40, la
herramienta debe ser un hexágono hueco
que encaje en el hexágono macho.
A n de mantener sujeto el conjunto al
desenroscar el retén de sellado, se recomienda
jar dos pasadores de acero a un tornillo de
banco (g. 9a, pos. 2), de tal modo que encajen
en los pequeños oricios hexagonales hembra
de los pernos Allen (g. 8c, pos. 9).
Una vez desmontado el retén de sellado, será
posible extraer la placa de la válvula (pos. 4).
Extraiga un poco más los dos pasadores de
acero jados en el tornillo de banco (g. 9b,
pos. 2) para que el pistón de purga (g. 9b,
pos. 3) pueda caer y dejar al descubierto el
anillo de oricios (pos. 4).
Una vez que los oricios se encuentren a la
vista (pos. 4), inserte un pasador de acero
(pos. 5) de diámetro adecuado a través de
dos oricios opuestos y de la herramienta
pos. 1 (u otra herramienta perforada similar).
Desenrosque el pistón principal (g. 9b, pos. 6).
Para desmontar el retén de sellado restante,
se recomienda emplear un mandril con tres
puntos de sujeción para evitar la deformación
de las supercies (g. 9c).
Sujete con cuidado el pistón de purga al mandril
por la supercie (pos. 1). Fije bien el mandril
para que el pistón no pueda girar y desenrosque
el retén de sellado empleando una herramienta
fabricada especícamente para este propósito
(pos. 2).
Una vez desmontado el retén de sellado, será
posible extraer la otra placa de la válvula (pos. 3).
Para volver a montar el conjunto del pistón,
siga los pasos anteriores en orden inverso.
Los pares de apriete de las distintas uniones
se muestran en la g. 9.
Montaje
Elimine la suciedad que pueda haberse
acumulado en el cuerpo de la válvula
antes de volver a montarla. Compruebe
que ninguno de los canales de la válvula
se encuentre obstruido por partículas o
residuos de otro tipo.
Si es posible, aplique aceite refrigerante
para facilitar la inserción y proteger las
juntas tóricas.
Apriete (g. 6)
Apriete la tapa superior empleando una llave
dinamométrica y de acuerdo con los pares de
apriete especicados en la tabla.
Cambio del modo de funcionamiento de
dos etapas a una etapa
Las válvulas ICLX se suministran de fábrica
conguradas en el modo de funcionamiento
de dos etapas. Siga las instrucciones descritas
a continuación para cambiar al modo de
funcionamiento de una etapa y modicar
la característica de apertura:
- Desmonte la tapa superior de la carcasa de
la válvula (g. 3).
- Cambie los dos pernos (g. 8c, pos. 9) con
la funda aún instalada en la carcasa de la
válvula.
- La longitud de los pernos determina la
característica de la válvula; use los que
correspondan de acuerdo con la tabla
(g. 4).
- Monte de nuevo la válvula después de
cambiar los pernos.
Dispositivo de apertura manual (g. 7)
Modo de funcionamiento normal
Para que la válvula funcione normalmente
bajo la inuencia de las válvulas piloto de
solenoide, el eje del dispositivo de accionamiento
manual debe girarse en el sentido de las agujas
del reloj hasta que el anillo de bloqueo (A)
entre en contacto con el prensaestopas.
Apertura manual forzada
Para abrir la válvula manualmente, gire el eje
del dispositivo de accionamiento manual en
sentido contrario a las agujas del reloj hasta
alcanzar el tope mecánico.
Puesta en servicio
El tiempo necesario para garantizar el cierre
completo de una válvula ICLX depende del
tamaño de la misma y la aplicación a la que
está destinada, y debe determinarse in situ.
El valor óptimo debe decidirse durante la
puesta en servicio.
Use sólo piezas fabricadas por Danfoss (incluidas
las juntas y juntas tóricas de repuesto). Los
materiales con los que se fabrican las piezas
poseen las homologaciones pertinentes para
el refrigerante correspondiente.
En caso de duda, póngase en contacto con
Danfoss.
Las guras deben emplearse exclusivamente
con nes de referencia y no para el
dimensionamiento o la construcción
de instalaciones.
© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 9
Page 10

PORTUGUÊS
Instalação
Refrigerantes
Aplicável para HCFC, HFC, R717 (Amônia) e
R744 (CO2).
Não se recomenda o uso com hidrocarbonetos
inamáveis.
A válvula é recomendada apenas para uso
em circuitos fechados. Para mais informações,
entre em contato com a Danfoss.
Observação:
Os módulos de função ICLX somente
podem ser usados em corpos de
válvula produzidos a partir de
dezembro de 2012, portanto, o
código da semana impresso no corpo
da válvula deve ser 4912 ou maior.
Faixa de temperatura
–60ºC a +120°C (–76ºF a +248°F)
Pressão
As válvulas foram projetadas para máxima
pressão de trabalho de 52 bar g (754 psi g).
Aplicação
A ICLX é utilizada em linhas de sucção
para abertura com alta pressão diferencial,
como por exemplo após o degelo a gás
quente em sistemas de refrigeração industrial
de grande porte com amônia, refrigerantes
uorados ou CO2.
A ICLX abre em duas etapas:
No primeiro estágio, abre aproximadamente
10% da capacidade, quando as válvulas
solenoides piloto são ativadas.
No segundo estágio, ela se abre
automaticamente depois que
diferencial ao longo da válvula atinge
aproximadamente 1 bar.
Pressão externa
A pressão externa aplicada à ICLX deve ser
sempre
1,5 bar mais alta do que a pressão
de entrada da válvula. Isso dará à válvula um
MOPD de 28 bar. Se a pressão externa for
2 bar mais alta do que a pressão de entrada,
a MOPD
da ICLX será 40 bar.
Fiação elétrica
A válvula ICLX é normalmente fechada.
Para garantir que a válvula opere sempre
com a mesma eciência dela fechada,
é importante que o piloto EVM NC seja
montado no acesso
pressão externa
normal, ambos os pilotos devem ser energizados
simultaneamente, por exemplo o mesmo
sinal pode ser usado para ambos os pilotos.
Requisitos da bobina
Ambas as bobinas devem ser IP67.
EVM NC: 10W ca (ou mais alto) para MOPD
EVM NC: 20W ca para MOPD 21 →
EVM NO: 10W ca (ou mais alto)
Orientação
A válvula deve ser instalada com a seta na
direção do uxo e com os pilotos apontando
em uma das direções apresentadas na g. 1.
Pilotos apontando para baixo (qualquer
ângulo) não é possível. A tampa superior
pode ser girada 4 X 90° em relação ao corpo
da válvula.
de até 21 bar
A válvula terá mau funcionamento
nos sistemas onde a pressão diferencial
através da válvula em condições abertas
normais exceda 1 bar (15 psig).
Neste caso, o segundo estágio da
válvula
a pressão
ao lado da entrada da
(g. 2). Para modo de operação
40 bar
irá fechar.
Se a ICLX estiver instalada com uma
orientação de piloto vertical (consulte a g. 1),
preste atenção para que o EVM NA esteja na
posição inferior. Caso seja necessário, rode a
tampa superior.
A válvula é encaixada com um eixo para abertura
manual. Certique-se de que a linha piloto
externa esteja conectada ao lado superior da
linha principal, de modo que não entre sujeira
e óleo da instalação na linha piloto.
A válvula é projetada para suportar alta pressão
interna. Entretanto, a tubulação deve ser
projetada para evitar golpes de líquido e reduzir
o risco de pressão hidráulica causada pela
expansão térmica. Deve-se assegurar de que
a válvula que protegida contra
pressão, como o “golpe de aríete”
Soldagem (g. 5 e 8a)
A tampa superior (g. 8a, pos. 2) e o módulo
de função (g. 8a, pos. 3), devem ser removidos
antes da soldagem para evitar danos a o-rings
e teon (PTFE) no módulo da função.
Normalmente, o módulo de função e a tampa
podem ser removidos enquanto ainda estão
montados (g. 3a), mas se os O-rings internos
colarem na superfície de metal, é necessário
desmontar em 2 etapas (g. 3b). Em ambos
os casos, as peças podem ser retiradas com o
uso cuidadoso de 2 chaves de fenda.
Observação: Remova todas
A m de manter a ecácia deste tratamento
anticorrosivo, é importante garantir que a
válvula seja desmontada antes de iniciar o
processo de soldagem.
Caso os módulos de função permaneçam
desmontados mesmo que por um curto
período, garanta que os módulos de
função sejam protegidos colocando um saco
de polietileno, ou através da aplicação de
um agente de proteção anticorrosivo (por
exemplo, óleo de refrigeração ou BRANOROL)
nas superfícies.
Somente materiais e métodos de soldagem
compatíveis com o material do corpo da válvula
devem ser aplicados ao corpo da válvula.
Evite que caiam detritos e resíduos da soldagem
no corpo da válvula e no módulo de função.
O corpo da válvula deve car livre de tensões
(cargas externas) após a instalação.
As válvulas não devem ser montadas em sistemas
em que o lado de saída da válvula esteja aberto
para a atmosfera. O lado de saída da válvula
deve estar sempre conectado ao sistema ou
adequadamente tapado, por exemplo, com
uma placa de extremidade soldada.
Montagem
Remova os detritos da soldagem e qualquer
sujeira dos tubos e do corpo da válvula antes
da montagem. Verique se o-rings estão intactos
antes de substituir o módulo de função.
Se possível, aplique um pouco de óleo de
refrigeração
proteger os o-rings. Verique se a gaxeta
superior não foi danicada. Se a superfície
for danicada ou a gaxeta for dobrada, ela
deverá ser substituída.
corpo da válvula, antes de
soldar (como mostrado na
g. 5).
As superfícies internas e conexões
de solda da válvula fechada ICLX
foram aplicadas com um tratamento
anticorrosivo.
para facilitar a inserção e para
transientes de
.
as partes do
Torque de aperto (g. 6)
Aperte a tampa superior com uma chave
de torque nos valores indicados na tabela.
Cores e identicação
As válvulas ICLX são cromadas com zinco na
fábrica. A Cromatização de Zinco não cobre as
conexões
proteção, as válvulas podem ser pintadas.
A superfície externa do corpo da válvula
deve ser protegida contra corrosão com uma
camada protetora adequada após a instalação
envolvendo a soldagem e, consequentemente,
a montagem.
Recomenda-se proteger a placa de identicação
quando a válvula é pintada.
soldadas. Se for necessário mais
Nota importante para as válvulas
ICLX:
A válvula ICLX é mantida em
posição aberta através do
acionamento de gás quente. O
gás quente condensa-se devido a baixa
temperatura da válvula isto proporciona
a formação de líquido sob o servo-pistão.
Quando os pilotos solenódes mudarem
seu estado para fechar a ICLX, a pressão no
servo-pistão ca equilibrada com a pressão
de sucção através do piloto solenóide.
Essa equalização leva tempo, porque há
líquido condensado na válvula. O tempo
exato decorrido desde quando as válvulas
piloto mudam a posição para concluir
o fechamento da ICLX irá depender da
temperatura e pressão do refrigerante, assim
como o tamanho da válvula. Logo o tempo
exato de fechamento para as válvulas não
pode ser determinado, mas em geral em
temperaturas mais baixas os tempos de
fechamento se tornam mais longos.
É muito importante levar em consideração
os tempos de fechamento quando o
descongelamento por gás quente é
realizado em evaporadores.
Além disso, devem ser tomadas medidas
para garantir que a válvula de fornecimento
de gás quente para o degelo não seja aberta
antes de que a ICLX na linha de sucção
esteja completamente fechada. Se a válvula
de fornecimento de gás quente for aberta
antes que ICLX na linha de sucção, além de
proporcionar perda de energia, provocará
situações potencialmente perigosas que
podem surgir devido ao “golpe hidráulico/
ariete”. Em válvulas ICLX, a segunda etapa
acionada por mola pode ser induzida a
golpes por gás e líquido, sendo forçada pela
válvula a um Δp 1,5 bar em toda a ICLX. O
resultado nal pode provocar graves danos
à válvula.
Como regra geral, um tempo de fechamento
de 2 minutos pode ser usado como um
ponto de partida. O tempo de fechamento
ideal para cada sistema individual deve ser
determinado no arranque inicial da fábrica,
nas condições operacionais desejadas.
Recomenda-se vericar se o tempo de
fechamento adotado necessita ser alterado
após atingir as condições de regime
operacional (pressão de sucção, temperatura
da válvula, ambiente, etc.).
Quando o tempo ideal de fechamento
for identicado, recomenda-se adicionar
uma margem de segurança de 30 seg. ao
encerramento ideal.
© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 10
Page 11
PORTUGUÊS
Manutenção
Manutenção
As válvulas ICLX podem ser desmontadas para
ns de manutenção.
Somente engenheiros de refrigeração
qualicados e treinados estão autorizados
a operar as válvulas ICLX.
Não remova a válvula enquanto a mesma
ainda estiver sob pressão.
O alívio da pressão pode ser feito abrindo-se
cuidadosamente o eixo de operação manual.
Pequenas ssuras ao longo da rosca liberarão
refrigerante para a atmosfera. Esta operação
só deve ser feita depois de tomadas as devidas
medidas preventivas referentes à legislação local
Normalmente, o módulo de função e a tampa
podem ser removidos enquanto ainda estão
montados (g. 3a), mas se os O-rings internos
colarem na superfície de metal, é necessário
desmontar em 2 etapas (g. 3b). Em ambos
os casos, as peças podem ser retiradas com o
uso cuidadoso de 2 chaves de fenda.
Após a abertura e remoção do módulo de função:
- Verique se os o-rings no módulo de função
não foram danicados.
Uma válvula com um o-ring danicado não
pode operar de acordo com a especicação.
- O conjunto do inserto e do pistão pode ser
desmontado de acordo com as guras 8b
e 8c. Tenha cuidado ao remover o anel de
retenção (Fig. 8b, pos. 6), pois ele (Fig. 8b,
pos. 6) está submetido à força da mola
comprimida (g. 8b, pos. 4).
Tenha cuidado para não danicar
os dois assentos de vedação
mostrados na g. 8b e 8c uma vez
que qualquer
superfície do aço irá conduzir a
um mau funcionamento da válvula.
- Verique pistões, cilindros e placas de
válvulas por desgaste e arranhões e
substitua-os se necessário.
- Verique se o movimento dos pistões
e dos assentos da válvula estão livres
e com baixo atrito.
Substituição das Placas da Válvula
(peças de desgaste comum)
É possível substituir as duas placas da válvula
PTFE (g. 8c, pos. 2 e pos. 5), seguindo a g. 9
e estas instruções:
Fig. 9a, pos. 1 mostra um perl sextavado
(ferramenta) que se encaixa no orifício
hexagonal fêmea no retentor de vedação
(pos. 3) do conjunto do pistão do ICLX 50 – 65.
Para ICLX 32 – 40 a ferramenta correspondente
deve ser um hexágono oco para encaixar no
hexágono macho.
Como mecanismo de proteção ao desparafusar
o retentor de vedação, recomenda-se fazer um
arranjo de dois pinos de aço que se encaixam
no pequenos orifícios hexagonais fêmeas dos
parafusos Allen (g. 8c, pos. 9), xadas em um
torno (g. 9a, pos. 2).
Uma vez removido o retentor de vedação,
a placa da válvula (pos. 4) pode ser retirada.
Posicione os pinos de aço (g. 9b, pos. 2)
em um ponto mais alto para permitir que o
pistão (g. 9b, pos. 3) escorregue para baixo,
expondo um anel com perfurações (pos. 4).
deformação da
Havendo acesso aos orifícios (pos. 4), um
pino com diâmetro semelhante (pos. 5) é
inserido do lado oposto com a ferramenta
pos. 1 (ou semelhante) no meio.
Desparafuse o pistão principal (g. 9b, pos. 6).
Para a desmontagem do último retentor
de vedação, é recomendável a utilização de
um mandril com três pontas suspensas para
evitar a deformação das superfícies (g. 9c).
Prenda o pistão de purga com cuidado
ao mandril na superfície pos.1. Bloqueie
a rotação do mandril e solte o retentor
de vedação com uma ferramenta (pos. 2)
fabricada para esse m.
Quando o retentor de vedação for removido,
a placa da válvula (pos. 3) pode ser retirada.
A remontagem do conjunto do pistão é feita
.
na ordem inversa. Os valores do torque para
as diferentes juntas são mostrados na g. 9.
Montagem
Remova qualquer resíduo do corpo antes
de montar a válvula. Assegure-se de que os
canais da válvula não estejam bloqueados
por partículas.
Se possível, aplique um pouco de óleo de
refrigeração para facilitar a inserção e para
proteger os o-rings.
Torque de aperto (g. 6)
Aperte a tampa superior com uma chave
de torque nos valores indicados na tabela.
Mudando da função de dois estágios
para um estágio
A válvula ICLX é congurada de fábrica
com dois estágios de abertura. Para mudar
as características de abertura para um só
estágio, faça o seguinte:
- Remova a tampa superior do corpo da
válvula (g. 3).
– Troque os dois parafusos (g. 8c, pos. 9),
com
o inserto ainda no corpo da válvula.
- O comprimento dos dois parafusos
corresponde à característica desejada
da válvula e deve ser aplicado de acordo
com a tabela (g. 4).
- Depois de trocar os parafusos, a válvula
pode ser remontada.
Dispositivo de abertura manual (g. 7)
Modo de operação normal
Para que a válvula opere normalmente sob
a inuência das válvulas piloto, o eixo do
dispositivo de operação manual precisa
ser convertido completamente no sentido
horário até que o anel de bloqueio (A) que
na parte superior da prensa cabo.
Abertura manual forçada
Para abrir manualmente a válvula, o eixo do
dispositivo de operação manual precisa ser
convertido completamente no sentido antihorário até atingir o batente mecânico.
Comissionamento
O tempo necessário para garantir o fechamento
completo da válvula ICLX depende do tamanho
e aplicação da válvula, e deve ser investigado
no local. O ideal deve ser determinado durante
o comissionamento.
Utilize somente peças originais Danfoss,
incluindo O-rings e gaxetas para as substituições.
Os materiais das peças novas são certicados
para o refrigerante relevante.
Em caso de dúvidas, entre em contato com a
Danfoss.
Os desenhos são apenas para ilustração,
não para o dimensionamento ou construção.
© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 11
Page 12

中文
安装
制冷剂
适用于 HCFC、HFC、R717(氨)和 R744
(二氧化碳)。
不推荐易燃的碳氢制冷剂。
阀门应使用在密封的制冷系统内部。详情请
洽询 Danfoss。
请注意:
ICLX 功能模块只能用在2012年第 49
周当周或之后生产的阀体内,因此
阀体上的生产日期(周数编号)必
须是4912或更高。
温度范围
–60/+120°C (–76/+248°F)
压力
阀门的最大工作压力
为 52 bar g(754 psi g).
应用
ICLX 一步或两步开启式电磁阀可以应用于制
冷系统的吸入管路中,用于在高压差情况
下,实现阀门的安全开启,其典型应用是在
大型工业制冷系统中,用作热气融霜的蒸发
器回气管电磁阀。例如采用氨、氟化制冷剂
或 CO2 的大型工业制冷系统在热气除霜后。
ICLX 分两步开启:
第一步是在先导电磁阀通电后开启大约 10%
的容量。
第二步是在阀门压差达到大约 1 bar
开。
外部压力
对 ICLX 施加的外部压力应该总是比阀门入口
压力至少高出 1.5 bar。这会让阀门的 MOPD
达到 28 bar。如果外部压力比阀门入口压力
高出2 bar, ICLX 的 MOPD 将达到 40 bar。
电气连接
ICLX 阀门采用常闭型设计。为了确保阀门以
常闭方式工作,必须在靠近外部压力入口处
的先导孔上安装 EVM NC 导阀。要让阀门在
正常模式下工作,需要同时对两个导阀通
电,也就是说,两个导阀可以共用一个信号。
线圈要求
两个线圈的防护等级都必须达到 IP67。
EVM NC: 10W ac(或更高)——MOPD 不超
EVM NC: 20W ac, MOPD 为 21 → 40 bar 的情
EVM NO: 10W ac(或更高)
指南
安装阀门时,箭头必须和流向保持一致,且
导阀必须指向图 1 中所示的某一个方向。禁
止将导阀朝下(任何角度)安放。可将顶盖
相对于阀体旋转 4 个 90°。
如果在安装 ICLX 阀门时,使导阀沿垂直方
向放置(见图 1),注意要使常开型 EVM 处
于较低位置。必要时请旋转顶盖。
阀门配有一个手动阀杆,可以手动控制阀门
启闭。如使用外接导阀,则导阀需连接在主
管路的前端,以防止系统中的污物和油进入
导阀管路。
过 21 bar 的情况下
况下
如果阀门处于常开状态下的压差超过
1 bar(15 psig)
这种情况下,阀门关闭第二步开启的
部分。
时,阀门会功能失常。
时自动打
阀门可以承受很高的内部压力。尽管如此,
管道系统的设计应避免有存液湾,防止出现
热膨胀造成的液压风险。管路的设计应考虑
对系统中出现瞬时“液击”现象的有效防护。
焊接(图5和 8a)
焊接之前必须移除顶盖(图 8a, 位置2)和功
能模块(图 8a, 位置3),以免 O 型圈和功能
模块内的特氟龙(PTFE)受损。
通常来说,顶盖和功能模块即使仍然为组装
状态也仍然能够拆卸下来(图 3a),但是如
果内部 O 型圈粘到了金属表面上,那么就有
必要采用两个步骤来进行分解(图 3b)。在
这两种情况下,都可以使用两把螺丝刀小心
仔细地把部件抬起来。
注意: 焊接前必须从阀体上拆下所有元件
(如图5所示)。
密封的 ICLX
端都采用了抗腐蚀处理工艺。
为了维护抗腐蚀的有效性,,务必确保阀
体在焊接或铜焊过程前已移除。
如果功能模块拆卸后要放置一段时间,请
确保其在拆卸后装入聚乙烯保护袋,或者
在其表面进行防锈处理(例如冷冻油或
BRANOROL)。
焊接过程中,需要保证焊料和焊接方法适用
于阀体的材质,选择合适的焊料和正确的焊
接方法。
为避免焊渣及污垢进入阀体和功能模块,装
配完成后请一定确保内部不
受外部附加压力。
严禁将阀门在系统安装时将出口不加保护直
接向大气开放,这可能导致严重的事故。如
果一定需要安装在没有管路的阀门出口位
置,请将阀门出口用管路和系统连接,或用
焊接盲板将阀门出口封死以保证系统安全。
组装
装配前请清理管 道和阀体内的焊渣及污垢。
在更换功能模块之前请检查 O 型圈是否完好
无损。如有条件,请在安装过程中辅助添加
润滑油,以减小插入时的阻力,保护 O
圈。请检查顶部的垫圈是否完好。如果垫圈
表面受损或者弯曲,必须进行更换。
紧固(图6)
按照表中给出的力矩值,用转矩扳手上紧顶
盖。
色彩和识别
ICLX 阀门在出厂时经过镀锌处理。焊接端未镀
锌。如果需要加强保护,可以在阀门上喷漆。
完成焊接、装配等安装程序后,必须用适当的
优质漆料,对阀体的外表面进行抗腐蚀保护。
建议在重新喷漆时,做好对信息识别(ID)
牌的保护。
阀门的内表面和焊接
型
关于 ICLX 阀门的重要说明:
ICLX 阀门在热气作用下保持开通。热
气 在冷的阀门内冷凝,在伺服活塞下
方冷 凝为液体。当导阀改变状态以关
闭 ICLX 时,伺服活塞下的压力与经
过导阀(位置2)的 吸气压力将趋于平衡。
达到平衡需要一段时间,因 为阀门内存在
冷凝液体。
从导阀开关发生变化到 ICLX 完全关闭,所
需的 确切时间取决于温度、压力、制冷剂
和阀门尺 寸。因此,我们无法准确给出阀
门关闭所需的时 间,但一般来说,温度越
低,时间越长。
对蒸发器进行热气除霜时,必须考虑阀门关
闭所 需的时间,这非常重要。必须采取相
关措施,确保 吸入管路中的 ICLX 完全关
闭之前,热气供给阀 不会打开。如果吸气
管路中的 ICLX 尚未关闭, 热气阀就已打
开,则会造成大量的能量流失,还 可能因
为“液击”而发生危险。在弹簧处于被压
缩的第二阶段,如果气体和液体在 ICLX 压
差 Δp > 1.5 bar 的情况下通过阀门,就
会造成液击。 最终可能使阀门严重受损。
根据经验,开始的时候通常可以设定 2 分
钟的 关闭时间。 工厂在所需工作条件下初
始启动之时,就必须为 每个单独的系统确
定其最佳的关闭时间。如果工作条件发生改
变(比如吸气压力、环境温 度等发生了改
变),最好检查一下关闭时间是否 需要作
相应改变,另外在阀门运行期间也应检查 关
闭时间。
在确定最佳关闭时间之后,建议在此之上再
增加 30 秒的安全余量。
维护
服务
ICLX 阀门拆卸方便,便于维修。
只允许通过专业训练的制冷工程师对 ICLX
门进行检修。
切勿在阀门承压的情况下拆开阀门。
如需泄压,请小心打开手动阀杆。制冷剂会
沿着螺纹旁的小凹槽排放到
周围空气中。进行此项操作时,必须依照当
地法律法规采取适当的措施。
通常来说,顶盖和功能模块即使仍然为组装
状态也仍然能够拆卸下来(图 3a),但是如
果内部 O 型圈粘到了金属表面上,那么就有
必要采用两个步骤来进行分解(图 3b)。在
这两种情况下,都可以使用两把螺丝刀小心
仔细地把部件抬起来。
拆开并取出功能模块后:
- 检查功能模块上的 O 型圈是否受损。
O 型圈受损可能导致阀门无法按规格要求
正常工作。
- 插入件和活塞组件的拆卸过程如图 8b 和
8c 所示。拆卸扣环时须小心谨慎(图 8b,
位置6)。扣环(图 8b, 位置6)将承受来
自压缩弹簧(图 8b, 位置4)的压力。
注意不要损坏图 8b 和 8c 中的两个
密封阀座,因为钢表面一旦发生
任何程度的变形,都会导致阀门
功能失常。
- 检查活塞、柱体和阀垫的磨损及刮擦情
况,必要时予以更换。
- 检查活塞和阀座能否自由运动,摩擦力是
否足够低。
阀
© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 12
Page 13

中文
更换阀垫(正常磨损元件)
两个 PTFE 阀垫(图 8c, 位置2和位置5)是可
以更换的,方法如图9所示。
图 9a 的位置1是一个六角型材(工具),它
装在 ICLX 50 – 65 活塞组件的密封阀座(位置
3)的六角形母端接口中。
ICLX 32 – 40 对应的是一个中空六角形工具,
装在六角形公端接口中。
拆卸密封承座时,建议用台钳夹住两个钢
销,将它们装入六角螺栓(图 8c, 位置9)的
六角形小螺孔中。
拆下密封阀座后,便可以向上取出阀垫(位
置4)。
用钳子抬高两个钢销(图 9b, 位置2),让泄
流活塞(图 9b, 位置3)向下滑,露出一圈小
孔(位置4)。
露出小孔(位置4)后,将一个直径相配的钢
销(位置5)插入两个相对的小孔中,位置1
的工具(或类似的夹具)位于中央。
拧松主活塞(图 9b, 位置6)。
拆卸最后一个密封承座时,建议用一个三点
悬架夹套来操作,以免表面变形(图 9c)。
小心夹住泄流活塞,置于表面位置1的芯轴
上。阻止芯轴旋转,再用专用工具(位置2)
拧松密封阀座。
拆下密封阀座后,可以将剩下的阀垫(位置
3)装回去。
按照相反的顺序,将活塞组件重新装配好。
不同接点的扭矩值如图9所示。
只可使用 Danfoss 原厂元件,包括用于更换
的 O 型圈和垫片。新零件的材料应经证明适
合相关制冷剂。
如有疑问请与 Danfoss 联系。
图示仅用于说明,并不表示实际的尺寸或结
构。
组装
在组装阀门之前应清除阀体上的所有灰尘。
检查阀门的各个通道,确保未被颗粒或类似
物体阻塞。
如有可能,在上面涂一些冷冻油,以减小插
入时的阻力,保护 O 型圈。
紧固(图6)
按照表中给出的力矩值,用转矩扳手上紧顶
盖。
从两步式改为
一步式
ICLX 阀门在出厂时被设置为两步式。要将开
通特性改为一步式,必须依照下列步骤进
行:
- 从阀壳上取下顶盖(图3)。
- 更换两颗螺栓(图 8c, 位置9),同时让插
入件留在阀壳内。
- 两颗螺栓的长度对应于所需的阀门特性,
应当按照表格选用(图4)。
- 更换螺栓后,将阀门重新装配好。
手动开通装置(图7)
正常工作模式
要让阀门在导阀的影响下正常工作,须将手
动操作装置的旋杆沿顺时针方向旋转,直至
锁环(A)位于填料函的顶部。
手动强制开通
要手动开通阀门,需要逆时针旋转手动阀
杆,直至碰到机械挡块。
调试
ICLX 阀门完全关闭所需的时间取决于阀门尺
寸和应用,这要在现场确定。调试时应当确
定最佳条件。
© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 13
Page 14
POLSKI
Montaż zaworu
Czynniki chłodnicze
Dotyczy czynników chłodniczych HCFC, HFC,
R717(amoniak) i R744 (CO2).
Nie zaleca się stosowania z łatwopalnymi
węglowodorami.
Zaleca się stosować wyłącznie w obiegach
zamkniętych. Aby uzyskać więcej
należy skontaktować się z Danfoss.
Ważne:
Zawory ICLX można stosować
wyłącznie w korpusach
wyprodukowanych w i po 49
tygodniu 2012 roku w związku
z tym numer kodu tygodnia widoczny
na korpusie musi być 4912 lub
późniejszy.
Zakres temperatur
-60/+120°C (-76/+248°F)
Ciśnienie
Maksymalne ciśnienie robocze zaworów wynosi
52 bary (g) (754 psi (g)).
Zastosowanie
Zawory ICLX wykorzystuje się w rurociągach
ssawnych do otwierania przy
różnicach ciśnień, np. po odszranianiu
gazem w dużych przemysłowych instalacjach
chłodniczych, w których stosuje się amoniak,
uorowcopochodne czynniki chłodnicze lub
CO2.
Zawory ICLX otwierają się dwustopniowo:
W pierwszym stopniu otwarcia, po wzbudzeniu
elektromagnetycznych zaworów pilotowych ,
przepustowość wynosi około 10%.
Drugi stopień otwiera się automatycznie, gdy
różnica ciśnień przed i za zaworem osiągnie
wartość około 1,25 bara.
Ciśnienie sterujące
Ciśnienie sterujące doprowadzane do zaworu
ICLX zawsze powinno być o 1,5 bara wyższe
od ciśnienia na wlocie do zaworu. Dzięki temu
maksymalna różnica ciśnień otwarcia (MOPD)
zaworu wynosić będzie 28 barów. Jeśli ciśnienie
sterujące będzie o 2 bary wyższe od ciśnienia
wlotowego, maksymalna różnica ciśnień
otwarcia (MOPD) zaworu ICLX wyniesie 40 barów.
Połączenia elektryczne
Zawór ICLX jest zaworem normalnie zamkniętym
Aby zapewnić, że będzie on pracować jak
zawór normalnie zamknięty, ważne jest,
aby zamontować elektromagnetyczny zawór
pilotowy, normalnie zamknięty (NC)
w gnieździe
się obok wlotu
W przypadku trybu normalnej pracy do obu
zaworów pilotowych należy równocześnie
doprowadzić zasilanie, tzn., że dla obu
zaworów sterujących można zastosować ten
sam sygnał.
Wymagania dotyczące cewek
Obie cewki muszą być wykonane w klasie
ochrony IP67.
EVM NC: 10 W AC (lub więcej) dla MOPD do
EVM NC: 20 W AC dla MOPD 21 → 40 barów
EVM NO: 10 W AC (lub więcej)
zaworu głównego, znajdującym
ciśnienia sterującego (rys. 2).
21 barów
Zawór będzie działał wadliwie, gdy
podczas przepływu czynnika
chłodniczego różnica ciśnień przed
i za zaworem przekroczy 1 bar
(15 psig). W takim przypadku
w drugim stopniu pracy nastąpi
zamknięcie zaworu.
informacji,
wysokich
gorącym
Ustawienie
Zawór należy zamontować w taki sposób, aby
strzałka wskazywała kierunek przepływu, a
zawory pilotowe były zwrócone w jedną ze
stron pokazanych na rys. 1. Montaż z
zaworami pilotowymi skierowanymi w dół
(pod jakimkolwiek kątem) jest niemożliwy.
Górną pokrywę można obracać o kąt 4 x 90°
względem korpusu zaworu.
Jeśli zawór ICLX jest montowany z zaworami
pilotowymi ustawionymi pionowo (patrz rys.
1), należy pamiętać, że zawór EVM NO
powinien znajdować się na dole. W razie
potrzeby należy obrócić górną pokrywę.
Zawór wyposażono w mechanizm ręcznego
otwierania. Należy zwrócić uwagę, aby rurociąg
ciśnienia sterującego został podłączony od
góry
do rurociągu głównego, aby zabrudzenia
i olej pochodzący z instalacji nie dostawał się
do mechanizmu sterującego.
Zawór został tak zaprojektowany, aby wytrzymał
wysokie ciśnienie. Jednak układ rurociągów
powinień być zaprojektowany tak, aby uniknąć
zamkniętych przestrzeni cieczowych i zmniejszyć
ryzyko wzrostu ciśnienia spowodowanego
rozszerzalnością cieplną. Należy zapewnić
ochronę zaworu przed impulsami wysokiego
ciśnienia wynikającymi z uderzń cieczowych.
Spawanie (rys. 5 i 8a)
Pokrywę górną (rys. 8a, poz. 2) i moduł
roboczy rys. 8a, 3 należy zdjąć przed
spawaniem, aby zapobiec uszkodzeniu pierścieni
O-ring i teonu (PTFE).
Często pokrywę i moduł roboczy można zdjąć
bez demontowania urządzenia (rys. 3a).
Jednak jeśli wewnętrzne pierścienie o-ring
przylgną do metalowej powierzchni,
urządzenie należy zdemontować w 2 krokach
(rys. 3b). W obu przypadkach elementy
można delikatnie wyjąć za pomocą 2
śrubokrętów.
Uwaga: Przed spawaniem należy usunąć
wszelkie części z korpusu zaworu
(patrz rys. 5).
Na powierzchniach wewnętrznych
i końcówkach do spawania
obudowanego zaworu ICLX
.
Do spawania korpusu zaworu można stosować
wyłącznie materiały i metody spawania
odpowiednie z materiałem korpusu.
Nie pozostawiać okruchów spawalniczych ani
zanieczyszczeń w korpusie zawor i module
roboczym. Po zamontowaniu korpus zaworu
nie może być naprężony (obciążony zewnętrznie).
Zaworów nie wolno montować w instalacjach,
w których wylot zaworu jest otwarty do
atmosfery. Wylot zaworu musi być zawsze
przyłączony do instalacji lub należycie
zaślepiony np. przyspawaną dennicą.
Montaż
Przed złożeniem zaworu należy usunąć zrur
oraz zkorpusu zaworu okruchy spawalnicze
zastosowano zabezpieczenie
antykorozyjne.
Aby zachować skuteczność tego
zabezpieczenia antykorozyjnego, ważnym
jest, by dopilnować żeby zawór został
zdemontowany tuż przed rozpoczęciem
spawania.
W przypadku, gdy moduł roboczy trzeba
pozostawić zdemontowany nawet
należy zapewnić dodatkową
umieszczając go w polietylenowym
lub nakładając na powierzchnie środek
antykorozyjny (np. olej chłodniczy lub olej
antykorozyjny BRANOROL).
na krótko,
ochronę,
worku
iwszelkie zanieczyszczenia. Przed ponownym
założeniem modułu roboczego sprawdzić, czy
pierścienie O-ring są nienaruszone. O ile to
możliwe nałożyć nieco oleju chłodniczego,
aby ułatwić wsunięcie modułu i zabezpieczyć
pierścienie O-ring. Sprawdzić, czy uszczelka
górna nie uległa uszkodzeniu. W przypadku
uszkodzenia powierzchni lub wygięcia
uszczelki należy ją wymienić.
Dokręcanie (rys. 6)
Pokrywę górną dokręcić kluczem
dynamometrycznym
w tabeli.
Kolory i identykacja
Zawory ICLX są fabrycznie zabezpieczone
powłoką chromowo-cynkową. Powłoka
chromowo-cynkowa nie pokrywa końcówek
do spawania. Jeśli wymagana jest większa
ochrona antykorozyjna, zawory można
pomalować.
Po złożeniu i zamontowaniu zaworu, zewnętrzną
powierzchnię korpusu należy zabezpieczyć
odpowiednią powłoką ochronną.
Przed przystąpieniem do malowania zaworu
zaleca się zabezpieczenie tabliczki znamionowej.
Uwaga ważna dla zaworów ICLX:
Zawór ICLX jest utrz ymywany w
poz ycji otwartej przez ciśnienie
gorącego gazu. Gorący gaz sk rapla
się w zimnym zaworze, co powoduje
zbieranie się cieczy pod tłokiem serwomechanizmu. Gdy zawory pilotowe zmieniają stan
w celu zamknięcia zaworu ICLX, ciśnienie pod
tłokiem serwo-mechanizmu wyrównuje się z
ciśnieniem za zaworem przez zawór pilotowy.
Wyrównywanie ciśnień wymaga czasu, ponieważ
w zaworze znajduje się skroplony płyn.
Dokładny czas wymagany od zmiany
położenia zaworów pilotowych do pełnego
zamknięcia zaworu ICLX zależy od
temperatury, ciśnienia, czynnika
chłodniczego i wielkości zaworu. Z tego
względu nie można podać dokładnego czasu
zamknięcia zaworów, ale ogólnie rzecz
ujmując, niższe temperatury powodują, że
czasy zamykania są dłuższe.
Bardzo ważne jest, aby wziąć pod uwagę
czasy zamykania zaworów, przy
przeprowadzaniu odtajania parowników
gorącym gazem. Muszą być podjęte kroki,
zapewniające, że zawór doprowadzający
gorący gaz do chłodnicy nie będzie otwarty
przed całkowitym zamknięciem zaworu ICLX
w przewodzie ssawnym. Jeśli zawór
doprowadzający gorący gaz zostanie otwarty
przed zamknięciem zaworu ICLX w
przewodzie ssawnym, nastąpi strata znacznej
ilości energii i mogą powstać niebezpieczne
sytuacje wynikające z uderzeń
hydraulicznych. W zaworach ICLX drugi
stopień, otwierany jest siłą spręzyny, i może
nastąpić jego zamknięcie jeżeli spadek
ciśnienia na zaworze, powstający na skutek
przepływu czynika wyniesie Δp > 1,5 bara.
Końcowym rezultatem mogłoby być
poważne uszkodzenie zaworu.
Za punkt wyjścia przyjmuje się czas
zamykania wynoszący 2 minuty. Optymalny
czas zamykania dla każdego systemu
musi zostać określony przy pierwszym
uruchomieniu instalacji w planowanych
warunkach eksploatacyjnych. Zalecane jest
sprawdzenie, czy czas zamykania musi zostać
zmieniony w przypadku zmiany warunków
(ciśnienia ssania, temp. otoczenia itp.).
Ponadto czas zamykania należy sprawdzać
podczas serwisowania zaworu. Po dobraniu
optymalnego czasu zamykania zaleca się
dodanie marginesu bezpieczeństwa
wynoszącego 30 sekund do optymalnego
czas zamykania.
momentem podanym
© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 14
Page 15

POLSKI
Serwis
Zawory ICLX mogą być rozmontowane
w celach serwisowych.
Wyłącznie wykwalikowani i przeszkoleni
technicy urządzeń chłodniczych mogą
serwisować zawory ICLX.
Gdy wewnątrz zaworu nadal panuje ciśnienie,
nie wolno go otwierać.
Ciśnienie można zredukować, ostrożnie
wkręcając wrzeciono otwierania ręcznego.
Niewielkie rowki wzdłuż gwintu pozwolą
wypuścić czynnik chłodniczy na zewnątrz.
Czynność tą należy przeprowadzić dopiero po
zapewnieniu odpowiednich środków
ostrożności zgodnych z lokalnymi przepisami.
Często pokrywę i moduł roboczy można zdjąć
bez demontowania urządzenia (rys. 3a).
Jednak jeśli wewnętrzne pierścienie o-ring
przylgną do metalowej powierzchni,
urządzenie należy zdemontować w 2 krokach
(rys. 3b). W obu przypadkach elementy
można delikatnie wyjąć za pomocą 2
śrubokrętów.
Po otwarciu i wyjęciu modułu roboczego:
- Sprawdzić, czy pierścienie O-ring modułu
roboczego nie uległy uszkodzeniu.
Zawór z uszkodzonym pierścieniem O-ring
może nie działać zgodnie z przeznaczeniem.
- Zespół korpusu i tłoka można zdemontować
zgodnie z rys. 8b i 8c. Podczas wyjmowania
pierścienia ustalającego należy zachować
ostrożność (rys. 8b, poz. 6). Na pierścień
ustalający (rys. 8b, poz. 6) będzie działać
siła pochodząca od ściśniętej sprężyny
(rys. 8b, poz. 4).
Należy zwrócić uwagę, aby nie
uszkodzić dwóch gniazd
uszczelnienia pokazanych na rys.
8b i 8c, gdyż każde odkształcenie
stalowej powierzchni spowoduje
wadliwe działanie zaworu.
- Sprawdzić tłoki, cylindry i płytki zaworu
pod względem zużycia i uszkodzeń,
a w razie potrzeby wymienić.
- Sprawdzić, czy tłoki i grzybki zaworów
poruszają się swobodnie przy niewielkim
tarciu.
Wymiana uszczelek zaworowych
(części podlegających normalnemu zużyciu)
Dwie uszczelki, wykonane z PTFE rys. 8c,
(2) i (5) można wymienić zgodnie z rys. 9 oraz
poniższymi instrukcjami:
Na rys. 9a, pokazano narzędzie - pręt
sześciokątny (1), który wchodzi w otwór
sześciokątny
uszczelnienia (3) zespołu tłoka w modułach
roboczych ICLX 50–65. W przypadku
modułów roboczych ICLX 32–40 odpowiednie
narzędzie musi mieć sześciokątny otwór,
który będzie pasować do sześciokątnego
kształtu końcówki.
Zaleca się, aby w celu odkręcenia elementu
ustalającego uszczelnienia wykonać mocowanie
z dwóch stalowych kołków, zaciśniętych
w imadle rys. 9a, (2), które będą pasować do
małych otworów sześciokątnych w śrubach
imbusowych rys. 8c, (9).
Gdy element ustalający uszczelnienia zostanie
już usunięty, będzie można unieść i wyjąć
płytkę zaworu (4).
w elemencie ustalającym
Te dwa stalowe kołki rys. 9b, (2) należy
wysunąć do góry z imadła, aby umożliwić
wsunięcie tłoka pomocniczego rys. 9b, (3)
i odsłonięcie powierzchni z otworami (4).
Gdy otwory będą już odsłonięte (4), należy
wprowadzić stalowy kołek (5)
średnicy przez dwa przeciwległe
wsunąć do otworu narzędzie (1) (dla ICLX 3240 nasunąć podobne narzędzie z wykonanym
otworem).
Odkręcić tłok główny rys. 9b, (6).
Aby podczas demontażu ostatniego
elementu ustalającego uszczelnienia uniknąć
odkształcenia powierzchni, zaleca się użycie
uchwytu tokarskiego (rys. 9c).
Powierzchnię tłoka pomocniczego (1)
ostrożnie zacisnąć w uchwycie. Zablokować
uchwyt przed obracaniem i odkręcić element
ustalający uszczelnienia za pomocą narzędzia
(2) wykonanego w tym celu.
Gdy element ustalający uszczelnienia zostanie
usunięty, będzie można wymienić drugie
uszczelnienie zaworu (3).
Ponowny montaż zespołu tłoka przeprowadza
się w odwrotnej kolejności. Wartości momentów
obrotowych dla różnych połączeń podano na
rys. 9.
Montaż
Przed zmontowaniem zaworu oczyścić
dokładnie wnętrze korpusu. Sprawdzić, czy
wszystkie kanały w zaworze są drożne i nie
zostały zablokowane cząstkami lub innymi
zanieczyszczeniami.
O ile to możliwe nałożyć nieco oleju
chłodniczego, aby ułatwić wsunięcie
modułu i zabezpieczyć pierścienie O-ring.
Dokręcanie (rys. 6)
Pokrywę górną dokręcić kluczem
dynamometrycznym momentem
podanym w tabeli.
Zmiana trybu pracy dwustopniowej
na jednostopniową
Zawór ICLX jest ustawiony fabrycznie jako
dwustopniowy. Aby zmienić sposób otwierani
na należy wykonać następujące czynności:
- Zdemontować górną pokrywę korpusu
zaworu (rys. 3).
- Zamienić dwie śruby rys. 8c, (9), bez
wyjmowania modułu roboczego zaworu.
- Długość tych dwóch śrub odpowiada
pożądanej charakterystyce pracy zaworu
i powinna być zgodna z wartościami
podanymi w tabeli (rys. 4).
- Po zamianie śrub zawór można ponownie
zmontować.
Mechanizm ręcznego otwierania (rys. 7)
Tryb pracy normalnej
Aby zawór pracował normalnie pod wpływem
działania zaworów pilotowych, wrzeciono
mechanizmu
wkręcić zgodnie z ruchem wskazówek zegara
aż pierścień ustalający (A) oprze się na
dławnicy.
Wymuszone ręczne otwarcie
Aby ręcznie otworzyć zawór, wrzeciono
mechanizmu
wykręcić przeciwnie
zegara aż do osiągnięcia oporu mechanicznego.
Rozruch
Czas niezbędny dla zapewnienia pełnego
zamknięcia zaworu ICLX zależy od wielkości
zaworu i jego zastosowania. Parametr ten
należy sprawdzić po zamontowaniu. Optymalny
czas należy określić w trakcie rozruchu.
ręcznego otwierania należy
ręcznego otwierania należy
do ruchu wskazówek
o odpowiedniej
otwory oraz
Używać wyłącznie oryginalnych części
zamiennych Danfoss, łącznie z pierścieniami
O-ring i uszczelnieniami. Materiały nowych
części posiadają atest potwierdzający możliwość
użytkowania ich z danym czynnikiem
chłodniczym.
W razie wątpliwości należy skontaktować się
z rmą Danfoss.
Rysunki mają wyłącznie charakter poglądowy,
nie odzwierciedlają ani wymiarów ani budowy.
a
© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 15
Page 16

РУССКИЙ
Монтаж
Хладагенты
Применяется к ГХФУ, ГФУ, R717 (аммиаку) и
R744 (CO2).
Не рекомендуется использование для
работы с горючими углеводородными
соединениями.
Рекомендуется использовать клапан только
в замкнутых контурах. Для получения более
подробной информации обращайтесь в
компанию Danfoss.
Обратите внимание:
Функциональные модули ICLX могут
использоваться только в корпусах,
изготовленных на 49 неделе 2012
года или после нее; поэтому на
корпусе должен
недели 4912 или более.
Диапазон температуры
–60/+120°C (–76/+248°F)
Давление
Все клапаны разработаны для работы при
максимальном давлении в 52 бар (изб.)
(754 фунт/кв. дюйм (изб.)).
Применение
Клапан ICLX используется в линиях
всасывания для открытия при высоком
перепаде давления, например, после
оттаивания горячим газом в крупных
промышленных холодильных системах
с аммиаком, фторсодержащими
хладагентами или CO2.
Клапан ICLX открывается в два этапа:
На первом этапе под действием пилотных
электромагнитных клапанов, он открывается
примерно на 10% от своей пропускной
способности.
На втором этапе происходит автоматическое
открытие после того, как перепад давления
на клапане достигает примерно 1 бар.
Внешнее давление
Внешнее давление, подаваемое на клапан ICLX,
должно всегда быть на 1,5 бара выше, чем
давление на входе клапана. Это обеспечивает
клапану максимальный открывающий
перепад давления (MOPD) в 28 бар. Если
внешнее давление на 2 бар выше, чем
давление на входе, максимальный
открывающий перепад давления для
клапана ICLX должен составлять 40 бар.
Электрическая проводка
Клапан ICLX имеет нормально закрытое
исполнение. Для обеспечения штатной
работы нормально закрытого клапана важно,
чтобы нормально закрытый пилотный клапан
EVM (NC) был установлен в пилотный порт
рядом со штуцером внешнего давления (рис.
2).
Для работы в штатном режиме оба
пилота должны быть включены
одновременно,
например, для обоих
пилотов может быть использован один и
тот же сигнал.
Требования к катушкам
Обе катушки должны иметь класс защиты IP67.
EVM NC: 10Вт переменного тока (или выше)
для максимального
открывающего перепада
давлений до 21 бар
EVM NC: 20Вт переменного тока для
максимального открывающего
перепада давлений 21 → 40 бар
EVM NO: 10Вт переменного тока (или выше)
Клапан будет работать со сбоями
в системах, в которых перепад
давления на клапане в открытом
положении превышает 1 бар
(15 фунт/кв. дюйм (изб.)). В этом
случае второй этап открытия
клапана прервется.
быть
указан код
Ориентация
При установке клапана стрелка должна
указывать в направлении потока, а пилоты
– в одном из направлений, представленных
на рис. 1. Не допускается установка
пилотов в направлении вниз (под любым
углом). Верхняя крышка должна
поворачиваться 4 x 90° относительно
корпуса клапана.
Если клапан ICLX установлен таким
образом, что пилоты имеют вертикальную
ориентацию (см. рис. 1), обеспечьте
расположение клапана EVM NО в нижнем
положении. При необходимости
поворачивайте верхнюю крышку.
Клапан оснащен штоком ручного открытия.
Убедитесь в том, что внешняя пилотная
линия подсоединена к верхней стороне
основной линии так, чтобы ни грязь, ни масло
с установки не попадали в пилотную линию.
Клапаны выдерживают очень высокое
внутреннее давление. Тем не менее, система
трубопроводов должна быть спроектирована
таким образом, чтобы избежать появления
участков, скопления жидкого хладагента, и
,следовательно, понизить риск роста давления
при тепловом расширении. Необходимо
удостовериться, что клапан защищен от резких
изменений давления в системе, таких как
«гидравлический удар».
Сварка (рис. 5 и 8a)
Верхняя крышка (рис. 8a, поз. 2) и
функциональный модуль (рис. 8a, поз. 3)
должны быть сняты перед сваркой
для предотвращения повреждения
уплотнительных колец и тефлоновой
прокладки (PTFE) в функциональном модуле.
Зачастую крышка и функциональный
модуль могут быть сняты, будучи
собранными (рис. 3a), но если внутренние
уплотнительные кольца прилипают к
металлической поверхности, необходимо
произвести разборку в 2 этапа (рис. 3b).
В обоих случаях детали можно аккуратно
поднимать при помощи 2 отверток.
Примечание: Перед сваркой снимите
все детали с корпуса
клапана (как показано
на рис. 5).
Внутренние поверхности и сварные
соединения клапана
ICLX прошли
антикоррозийную обработку.
Чтобы поддерживать эффективность
данной антикоррозийной обработки,
необходимо убедиться в том, что клапан
разбирается непосредственно перед
выполнением сварки.
Если функциональные модули должны
быть оставлены разобранными даже
на короткий период времени,
необходимо
в полиэтиленовый
защитить их путем укладки
пакет или нанесения
на их поверхночти антикоррозионной
защиты (например, холодильного масла
или BRANOROL).
Должны использоваться только те материалы
и методы сварки, которые совместимы с
материалом корпуса клапана.
Избегайте попадания грязи и сварочной
окалиныв корпус клапана и функциональный
модуль. После установки корпус клапана
не должен подвергаться давлению (внешним
нагрузкам).
Запрещается устанавливать клапаны в
системах, где выпускная сторона клапана
сообщается с атмосферой. Выпускная
сторона клапана всегда должна подключаться
к системе или быть должным образом
перекрыта, например, при помощи приварной
торцевой пластины.
Сборка
Перед сборкой удалите с труб и корпуса
клапана сварочную окалину и всю грязь.
Перед заменой функционального модуля
убедитесь в том, что уплотнительные кольца
не повреждены. По возможности
какое-либо холодильное масло для облегчения
установки и защиты уплотнительных колец.
Убедитесь в том, что верхняя прокладка не
повреждена. Если прокладка была согнута
или ее поверхность повреждена, ее
необходимо заменить.
Затяжка (рис. 6)
Затяните болты на верхней крышке при
помощи динамометрического ключа до
значений, указанных в таблице.
Покраска и идентификация
Клапаны ICLX являются оцинкованнохромированными на заводе.
Оцинковка и хромирование не покрывает
сварные
дополнительная
клапаны могут быть покрашены.
соединения. Если необходима
защита от коррозии,
После монтажа, включающего сварку и
последующую сборку, необходимо
обеспечить защиту наружной поверхности
корпуса клапана от коррозии при помощи
соответствующего финишного покрытия.
При покраске клапана рекомендуется
обеспечить защиту таблички с
паспортными данными.
Важное замечание для клапанов
ICLX:
Клапан ICLX поддерживается в
открытом положении с помощью
давления горячего газа. Горячий газ
конденсируется на стенках холодного
клапана и образует слой жидкости под
сервопоршнем.
сработают на закрытие
давление над сервопоршнем начнет
выравниваться с давлением всасывания
пилотный клапан. Это выравнивание
некоторое время, поскольку в клапане
находится конденсированная жидкость.
Время с начала срабатывания пилотных
клапанов до полного закрытия клапана
ICLX зависит от температуры, давления,
типа хладагента и размера клапана. Поэтому
точное время закрытия клапана определить
трудно, но, в общем случае, при более низких
температурах время закрытия
увеличивается.
Очень важно учитывать время закрытия
клапана
газом. Необходимо соблюсти условие, чтобы
клапан подачи горячего газа не был открыт
до того, как будет полностью закрыт клапан
ICLX в
линии всасывания. Если клапан подачи
горячего
полностью закроется клапан ICLX, будет
потеряно много тепловой энергии, и могут
возникнуть потенциально опасные ситуации,
связанные с гидравлическим ударом.
перепаде давления ∆р > 1,5 бар на клапанах
ICLX
на втором этапе открытия может
произойти
газом или
может привести
клапана.
Как показывает опыт, время закрытия в 2
минуты можно использовать в качестве
исходной точки. Оптимальное время
закрытия для каждой отдельной системы
должно определяться при первоначальном
запуске установки в предусмотренных
условиях эксплуатации. Рекомендуется
проверять, необходимо ли изменить время
закрытия в случае изменения условий
(давление всасывания, температура
окружающей среды и т. п.). Кроме того, время
закрытия необходимо проверять при
обслуживании клапана. После определения
оптимального времени закрытия к нему
рекомендуется прибавить запас по
безопасности в 30 с.
Когда пилотные клапаны
клапана ICLX,
при оттаивании испарителя горячим
газа будет открыт до того, как
гидравлический удар, вызванный
жидкостью. В конечном итоге это
к серьезному повреждению
нанесите
через
займет
При
© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 16
Page 17

РУССКИЙ
Техническое обслуживание
Обслуживание
Клапаны ICLX могут быть разобраны в
целях технического обслуживания.
Только квалифицированные и прошедшие
обучение инженеры
проведению технического обслуживания
клапанов ICLX.
Запрещается открывать клапан, пока он
находится под давлением.
Сброс давления может быть выполнен путем
осторожного открытия штока ручного
открытия. Небольшие прорези вдоль
резьбы выпустят
хладагент наружу. Данная операция должна
выполняться только после выполнения
предупредительных мер в соответствии
с местным законодательством.
Зачастую крышка и функциональный
модуль могут быть сняты, будучи
собранными (рис. 3a), но если внутренние
уплотнительные кольца прилипают к
металлической поверхности, необходимо
произвести разборку в 2 этапа (рис. 3b).
В обоих случаях детали можно аккуратно
поднимать при помощи 2 отверток.
После открытия и снятия
функционального модуля:
- Убедитесь в том, что уплотнительные
кольца функционального модуля не
повреждены.
Клапан с поврежденным
кольцом не сможет работать в соответствии
с техническими условиями.
- Функциональный модуль и поршень в
сборе могут быть разобраны в
соответствии с рис. 8b и 8c.
осторожны при снятии стопорного
кольца (рис. 8b, поз. 6), т.к оно будет
подвергаться
сжатой пружины (рис. 8b, поз. 4).
Будьте осторожны и не повредите
два седловых уплотнения,
показанных на рис. 8b и 8c,
поскольку любая деформация
стальной поверхности приведет
к сбоям в работе клапана.
- Проверьте поршни, цилиндры и клапанные
пластины на предмет износа и царапин,
и замените их при необходимости.
- Убедитесь в свободном, с низким
уровнем трения ходе поршней и
клапанных
Замена клапанных пластин (обычные
быстроизнашивающиеся детали)
Можно заменить две клапанные пластины
из PTFE (рис. 8c, поз. 2 и 5) согласно рис.
9 и следующим указаниям:
На рис. 9a показан шестигранник
(специальный инструмент), вставляемый в
охватывающее шестигранное отверстие в
фиксирующем уплотнении (поз. 3) поршня
в сборе.
Для клапанов ICLX 32 – 40
соответствующим инструментом
служит пустотелый шестигранник,
устанавливаемый на наружный
(охватываемый) шестигранник.
Для обеспечения стопора при отвинчивании
фиксирующего уплотнения рекомендуется
использовать
стальных шплинта (рис. 9a, поз. 2), которые
подходят для охватывающих шестигранных
отверстий под болты с шестигранной
головкой (рис. 8c,
допускаются к
уплотнительным
Будьте
воздействию усилия
седел.
два закрепленных в тисках
поз. 9).
Как только фиксирующее уплотнение будет
снято, клапанная пластина (поз. 4) может
быть извлечена.
Переместите два стальных шплинта (рис. 9b,
поз. 2) в более высокое положение в тисках
для того, чтобы позволить спускному поршню
(рис. 9b, поз. 3) соскользнуть вниз и открыть
доступ к отверстиям (поз. 4).
В два противоположных отверстия (поз. 4)
вставляется стальной стержень (поз. 5)
соответствующего диаметра, при этом
инструмент (поз. 1) (или аналогичный
инструмент с отверстием) располагается
в середине.
Отвинтите основной поршень (рис. 9b, поз. 6).
Для разборки последнего фиксирующего
уплотнения рекомендуется использование
оправки с трехточечным упругим креплением
(рис. 9c), чтобы предотвратить деформацию
поверхностей.
Осторожно закрепите поверхность (поз.1)
спускного поршня
оправку во избежание ее вращения и
отвинтите фиксирующее уплотнение
предназначенным для этого инструментом
(поз.2).
Как только фиксирующее уплотнение будет
снято, оставшаяся клапанная пластина
(поз. 3) может быть заменена.
Повторная сборка поршня выполняется в
обратном порядке. Величина
затяжки для различных соединений
показана на рис. 9.
Сборка
Перед сборкой клапана удалите с корпуса
всю грязь. Убедитесь, что никакие пазы
клапана не засорены частицами или
подобными веществами.
По возможности нанесите какое-либо
холодильное масло для облегчения
установки и защиты уплотнительных колец.
Затяжка (рис. 6)
Затяните верхнюю крышку при помощи
динамометрического ключа до значений,
указанных в таблице.
Переход с двухступенчатого режима
работы на одноступенчатый
Клапан ICLX имеет двухступенчатый режим
в качестве заводской настройки. Чтобы
изменить режим работы клапана
одноступенчатый режим, необходимо
выполнить следующее:
- Снять верхнюю крышку с корпуса
клапана (рис. 3).
– Заменить два болта (рис. 8c, поз. 9),
при этом функциональный модуль
остается в корпусе клапана.
- Длина двух болтов соответствует
желаемой характеристике клапана
и должна задаваться в соответствии
с таблицей (рис. 4).
- После замены болтов клапан может
быть собран заново.
Шток ручного открытия (рис. 7)
Штатный режим
Чтобы клапан работал в штатном режиме
под управлением пилотных клапанов, шток
ручного открытия должен быть полностью
повернут по часовой стрелке до тех пор,
пока стопорное кольцо (A) не окажется на
поверхности сальника.
Принудительное ручное открытие
Чтобы открыть клапан вручную, шток
ручного открытия должен быть
повернут против часовой стрелки
достижения механического упора.
на оправке. Зафиксируйте
момента
на
полностью
до
Ввод в эксплуатацию
Время, необходимое для полного закрытия
клапана ICLX, зависит от размера клапана
и его области применения и должно
измеряться на месте. Его оптимальное
значение необходимо определить при
вводе в эксплуатацию.
Для замены используйте только подлинные
детали производства компании Danfoss,
включая уплотнительные кольца и прокладки.
Материалы новых деталей сертифицированы
для соответствующего хладагента.
В случае возникновения вопросов
обращайтесь в компанию
Чертежи приведены только для наглядности,
а не для замеров или монтажа.
Danfoss.
© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 17
Page 18

© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 18
Page 19

© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 19
Page 20

© Danfoss | DCS (MWA) | 2016.12
DKRCI.PI.HS1.A6.ML | 520H6354 | 20
 Loading...
Loading...