

Page 1
Installation guide
2b
Non-return valve (check valve)
ICC 32 and 50
3
027R9974
1
3
Repair kit
027R9974
3
1
2
2
2
4
2
2a
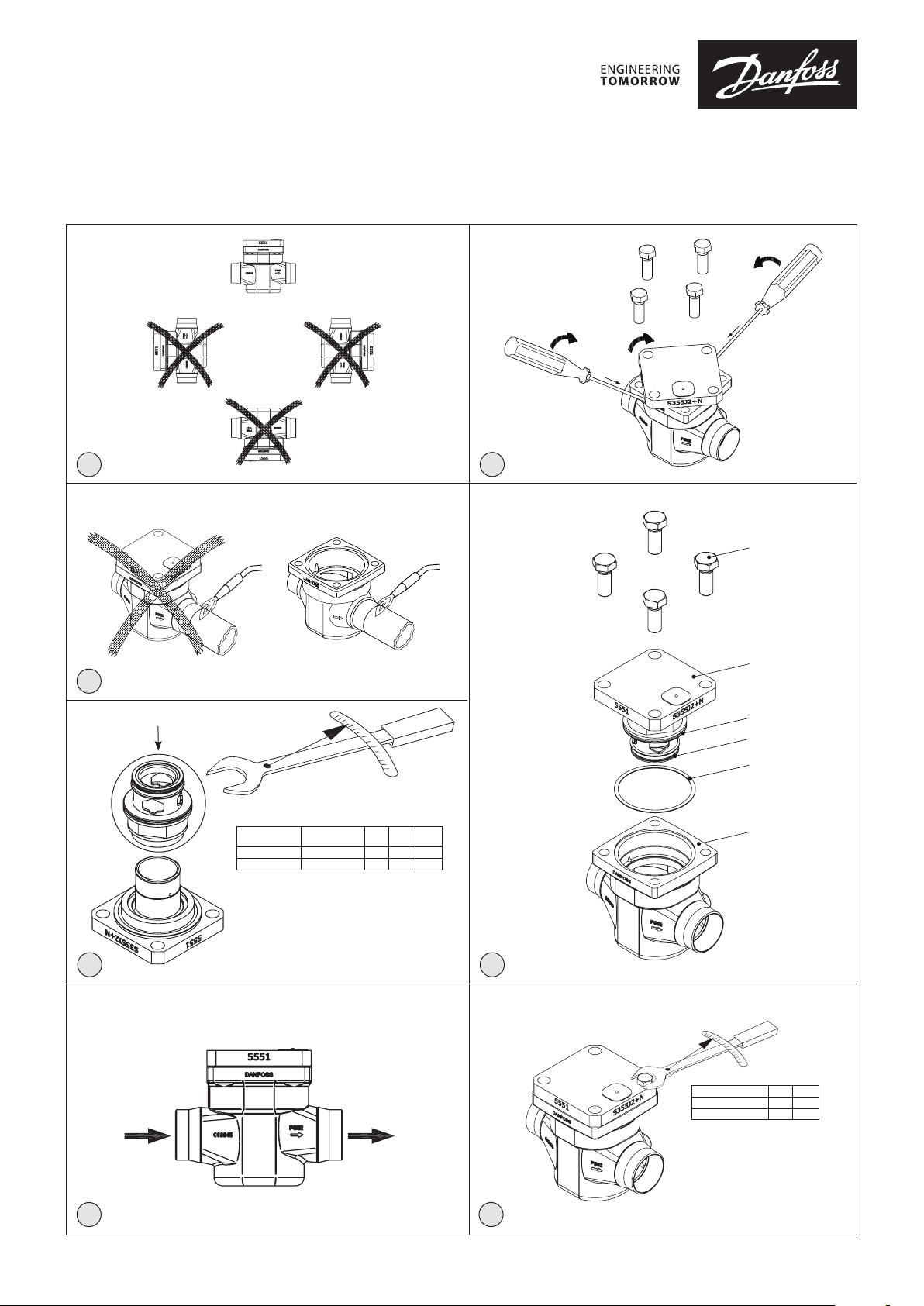
Type Code number Nm ft lb
ICC 32 027H3039 150 110 46
ICC 50 027H5017 150 110 65
[mm]
3
NV
1
54
Valve body size Nm ft lb
ICC 32 120 88
ICC 50 140 103
6 7
© Danfoss | DCS (ms) | 2019.09
AN318437839947en-000101 | 1
Page 2
ENGLISH
Refrigerants
Applicable to HCFC, HFC, R717(Ammonia) and
R744 (CO₂).
Flammable hydrocarbons are not
recommended.
The valve is only recommended for use in closed
circuits. For further information please contact
Danfoss.
Temperature range
–60/+120 °C (–76/+248 °F)
Pressure range
The valves are designed for a max.
working pressure of 52 barg (754 psig).
Technical data
The ICC can be used in Economizer Lines in
combination with ICD and ICS. The ICC prevents
back pressure ow of the medium in the system.
Regulating range
Dependent on the chosen size.
Opening differential pressure (p)
The ICC main valve requires a minimum opening
dierential pressure of 0.04 bar (0,6 psi) to begin
to open and 0.1 bar (1.45 psi) to be completely
open.
Design (fig. 4)
1. Body
2. Top assembly
2a O-ring
2b O-ring
3. Gasket
4. Bolts
Installation
The valve must be installed with the arrow in the
direction of the ow and the top cover upwards
(g. 1 and 6). The top cover can be rotated 4 X
90° in relation to the valve body. The valve is
designed to withstand a high internal pressure.
However, the piping system should be designed
to avoid liquid traps and reduce the risk of
hydraulic pressure caused by thermal expansion.
It must be ensured that the valve is protected
from pressure transients like “liquid hammer” in
the system.
Welding (fig. 3 and 5)
The top assembly (g. 5, pos. 2 and 3) must be
removed before welding to prevent damage to
o-rings and teon (PTFE) in the function module
and to avoid getting welding debris in the
module.
Note: Remove all parts from the valve body
before welding (as shown in g. 3).
In order to maintain the eectiveness
of the anti-corrosion treatment, it is
important to ensure that the valve
is disassembled just prior to the
welding / brazing process being
undertaken.
In the event that the function
modules are to be left disassembled
for any length of time, please
ensure that the function modules
are further protected by placing in
a polyethylene bag or by applying
a rust protection agent (e.g.
refrigeration oil or BRANOROL) on the
surfaces.
Only materials and welding methods,
compatible with the valve body material, must
be welded to the valve body.
The valve should be cleaned internally to
remove welding debris on completion of
welding and before the valve is reassembled.
Avoid welding debris and dirt in thevalve body
and the function module. The valve body must
be free from stresses (external loads) after
installation.
The valves must not be mounted in systems
where the outlet side of the valve is open to
atmosphere. The outlet side of the valve must
always be connected to the system or properly
capped o, for example with a welded-on end
plate.
Assembly
Remove welding debris and any dirt from pipes
and valve body before assembly. Check that the
o-rings are intact before replacing the function
module. If possible, apply some refrigeration
oil to ease the insertion and to protect the
o-rings. Check that the top gasket has not been
damaged. If the surface has been damaged or
the gasket has been bent, it must be replaced.
Tightening (fig. 7)
Tighten the top cover with a torque wrench, to
the values indicated in the table.
Colours and identification
The ICC valves are Zinc-Chromated from factory.
The Zinc-Chromatization does not cover the
welding connections. If further corrosion
protection is required, the valves can be painted.
Precise identication of the valve is made via the
ID plate on the top cover. The external surface
of the valve housing must be protected against
corrosion with a suitable top coating after
installation involving welding and consequent
assembly.Protection of the ID plate when
painting the valve is recommended.
Maintenance
Service
The ICC valves are easy to dismantle.
Do not open the valve while the valve is still
under pressure.
The top assembly module can be lifted out using
two screwdrivers as shown g. 2
Upon opening and removal of the function
module:
- Check that the o-rings on the function
module has not been damaged. A
valve with a damaged o-ring might not
modulate according to the specication.
- Check that the piston and cylinder is
free of scratches and look for wear
marks. If the wear is excessive the
function module should be replaced to
prevent unexpected function issues.
- Check that the movement of the
cylinder and valve seat is free and with
low friction.
- If the teon valve plate is damaged it must
be replaced. A pre-assembled teon valve
plate in cylinder housing is available as repair
kit (see also g. 4):
Type Code number
ICC 32 repair kit 027H3039
ICC 50 repair kit 027H5017
Assembly
Remove any dirt from the body before the valve is
assembled. Check that channel in the valve is not
blocked by particles or similar.If possible, apply
some refrigeration oil to ease the insertion and to
protect the o-rings.
Tightening (fig. 7)
Tighten the top cover with a torque wrench, to
the values indicated in the table.
Use only original Danfoss parts, including
O-rings and gaskets for replacement. Materials
of new parts are certied for the relevant
refrigerant.
In cases of doubt, please contact Danfoss.
Drawings are only for illustration, not for
dimensioning or construction.
Danfoss accepts no responsibility for errors
and omissions. Danfoss Industrial Refrigeration
reserves the right to make changes to products
and specications without prior notice.
The following text is applicable to the UL
listed products ICC 32 and 50
Applicable to all common non-ammable
refrigerants, including R717 and to non-corrosive
gases/liquids dependent on sealing material
compatibility. The design pressure shall not
be less than the value outlined in Sec.9.2 of
ANSI/ASHRAE15 for the refrigerant used in the
system.
© Danfoss | DCS (ms) | 2019.09
AN318437839947en-000101 | 2
 Loading...
Loading...