

Installation Guide
Change-over valves
DSV 1 & DSV 2
148R9515
148R9515
1
2
3
4 7
5a
5b
6
Nm LB-fod
LB-feet
LB-ft
Pieds-
livres
DSV 1 / DSV 2 44 32
© Danfoss A/S (MWA), 2015-02 DKRCI.PI.IE0.A4.52 / 520H1538 1
Nm LB-fod
LB-feet
LB-ft
Pieds-
livres
DSV 1 /
8
9
DSV 2
70 51
10
2 DKRCI.PI.IE0.A4.52 / 520H1538 © Danfoss A/S (MWA), 2015-02

DANSK
Installation
Kølemidler
Anvendelig til HCFC, HFC, R717 (ammoniak)
og R744 (CO2).
Brændbare kulbrinter bør ikke anvendes.
Det anbefales, kun at anvende ventilen i
lukkede kredsløb.
Yderligere informationer fås ved at
kontakte Danfoss.
Temperaturområde
DSV: –50/+100°C (–58/+212°F)
Temperaturområde
DSV Ventilerne er beregnet til et maks.
arbejds-tryk på 40 bar g (580 psi g).
Installation
Hvis ventilerne anvendes sammen med
sikkerhedsventiler (SFV), skal vejledningen
til sikkerhedsventilerne følges. DSV og de
to sikkerhedsventiler (SFV) skal monteres
som vist i g. 10.
VIGTIGT:
Ind-/afgangsrørets dimensioner må ikke
være mindre end sikkerhedsventilernes
dimensioner.
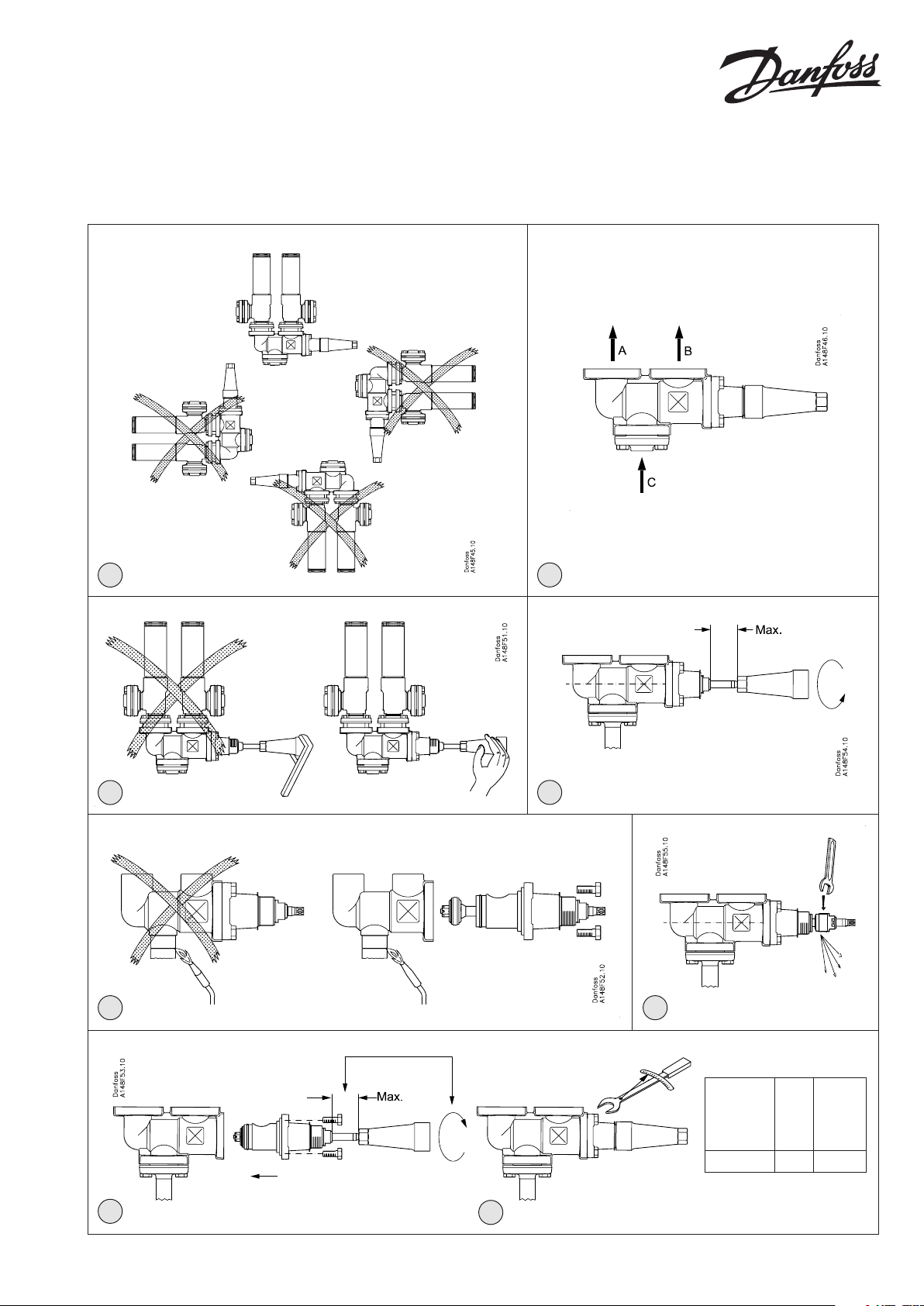
Ventilen skal installeres med spindlen
i en horisontal oprejst position (g. 1).
Ventilerne åbnes med håndkraft uden
brug af værktøj eller andet udstyr (g. 3).
Ventilen kan modstå et højt indvendigt
tryk. Rørsystemet bør imidlertid
konstrueres, så væskefælder undgås og
risikoen for hydraulisk tryk for-årsaget af
termisk ekspansion reduceres. Ventilen
skal beskyttes mod tryktransienter, såsom
“væskeslag”, i systemet.
Anbefalet owretning (g. 2)
For at opnå optimale owbetingelser bør
ventilen installeres, så owet styres hen
imod ventilkeglen, som angivet af pilen på
siden af ventilhuset (g. 2). Flow i modsat
retning er også acceptabelt
(g. 2), men reducerer Kv- / Cv-værdien let.
Betjeningsvejledning (g. 2)
Når spindelen drejes med uret, tilsluttes
indføringsmue C til afgang B. Når spindlen
drejes mod uret, tilsluttes indføringsmue
C til afgang A.
Svejsning
Hvis svejsettings anvendes, bør disse
afmonteres, mens der svejses. Man bør
erne dækslet (g. 4), hvis der svejses
direkte på ventilhuset, for at undgå at
beskadige O-ringene i pakdåsen og
mellem ventilhuset og dækslet samt
teonpakningen i ventilsædet.
Der må kun anvendes materialer og svejsemetoder, som er kompatible med det
materiale, som ventilhuset er lavet af. Når
svejsear-bejdet er færdigt, bør ventilen
rengøres indvendigt for at erne svejseslagger, før den samles igen.
Undgå, at der trænger svejseslagger og
snavs ind i ventilhusets og dækslets gevind.
Det er ikke nødvendigt at erne dækslet,
forudsat at:
Temperaturen i området mellem
ventil-huset og dækslet ikke overstiger
+50°C/+302°F under svejsning.
Temperaturen afhænger af den valgte
svejsemetode samt af, hvorvidt ventilhuset køles under selve svejsningen.
(Køling kan opnås for eksempel ved at vikle
en våd klud omkring ventilhuset.) Undgå,
at der trænger snavs, svejse-slagger osv.
ind i ventilen under svejsning.
Pas på ikke at beskadige teonkegleringen.
Efter installation skal ventilhuset være
uden spænding (ekstern belastning).
Der må ikke installeres dobbelte
stopventiler i systemer, hvor ventilens
udløbsside er åben til atmosfæren.
Ventilens udløbsside skal altid tilsluttes
systemet eller blændes korrekt af, for
eksempel med en påsvejset endebund.
Montering
Fjern svejseslagger og eventuelt snavs fra
rør og ventilhus før montering. Kontroller,
at keglen er skruet helt tilbage mod dækslet, før den udskiftes i ventilhuset (g. 5a).
Tilspænding
Tilspænd dækslet med en momentnøgle
til de værdier, der er angivet i tabellen (g.
5b).
Farver og identikation
DSV-ventilerne er fra fabrikken malet med
rød oxidgrunder. Rustfrie stålventiler males
ikke. Ventilen kan identiceres nøjagtigt
ved hjælp af identikationsringen oven på
dækslet samt prægningen på ventilhuset.
Når ventilhuset er installeret og monteret,
skal dets udvendige overade beskyttes
mod korrosion med et velegnet antikorrosionsmiddel.
Det anbefales at afdække identikationsringen ved ommaling af ventilen.
Vedligeholdelse
Pakdåse
Udskift hele pakdåsen (fås som reservedel),
når der udføres service og vedligeholdelse.
Som hovedregel må pakdåsen ikke afmonteres, hvis der er indvendigt tryk på ventilen. Pakdåsen kan imidlertid ernes, mens
ventilen stadig er under tryk, hvis der tages
følgende forholdsregler:
Spindeltætningsfunktion (g. 6)
Drej spindlen mod uret, indtil ventilen er
helt åben, for at aktivere spindeltætningsfunktionen.
Trykudligning (g. 7)
I nogle tilfælde dannes der tryk bag pakdåsen. Følgelig bør der fastgøres et håndhjul eller lignende til spindlens top, mens
trykket udlignes. Trykket kan udlignes ved
langsomt at skrue pakdåsen af.
Afmontering af pakdåse (g. 8)
Pakdåsen kan nu ernes
- Kontroller, at spindlen er fri for ridser og
slagmærker.
- Skift hele kegleenheden ud, hvis
teonkegleringen er beskadiget.
Montering
Fjern eventuelt snavs fra huset, før ventilen samles. Kontroller, at keglen er skruet
tilbage imod dækslet, før den udskiftes
i ventilhuset (g. 5a). Kontroller også, at
O-ringene ikke har skrammer eller mærker
efter slag.
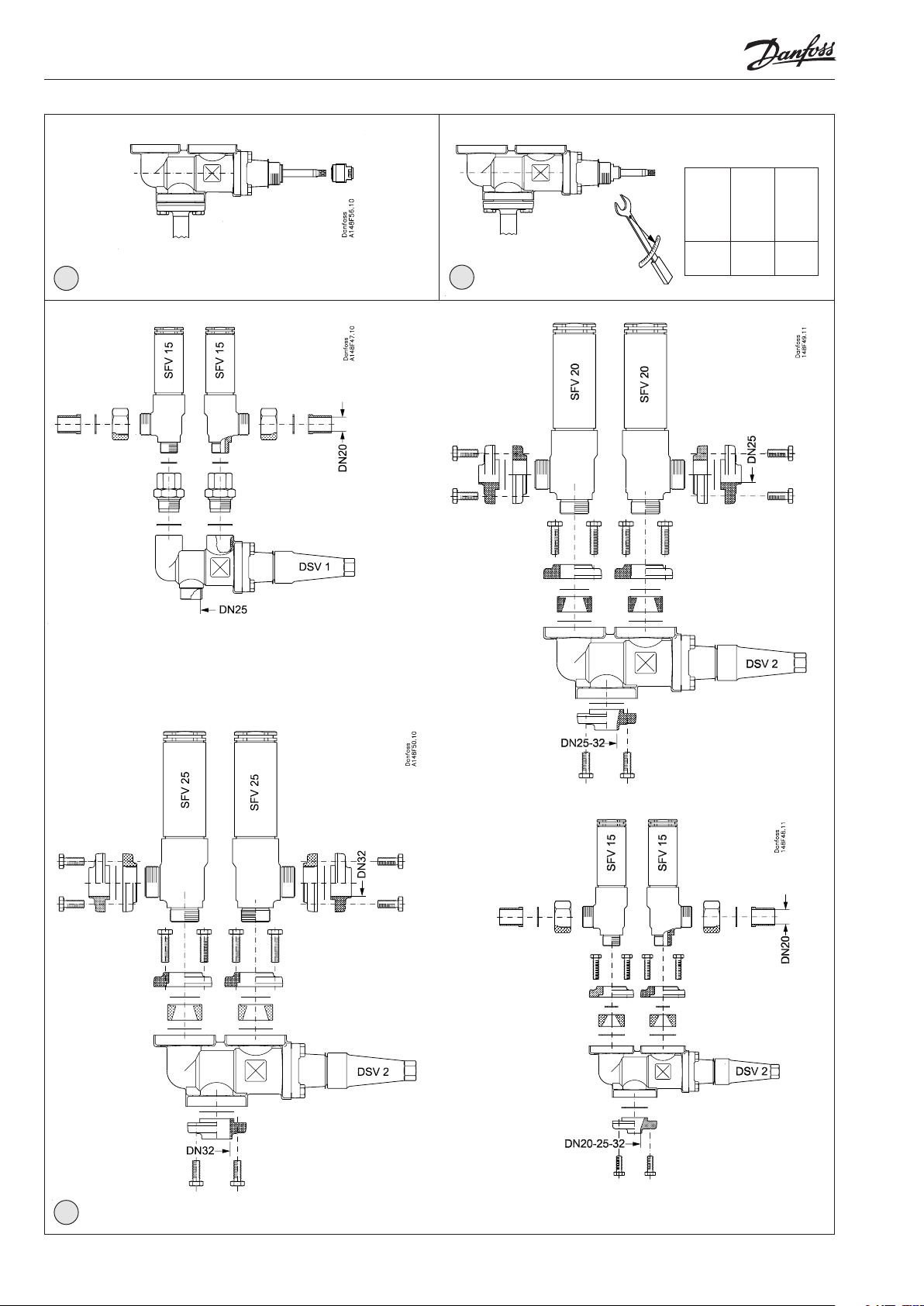
Tilspænding
Tilspænd dækslet med en momentnøgle
til de værdier, der er angivet i tabellen
(g. 5b). Tilspænd pakdåsen med en
momentnøgle til de værdier, der er angivet
i tabellen (g. 9).
Anvend kun originale Danfoss-dele, herunder pakdåser, O-ringe og pakninger,
ved udskiftning. De materialer, som er
anvendt til nye dele, er certiceret til det
pågældende kølemiddel.
Kontakt venligst Danfoss i tilfælde af tvivl.
© Danfoss A/S (MWA), 2015-02 DKRCI.PI.IE0.A4.52 / 520H1538 3

ENGLISH
Installation
Refrigerants
Applicable to HCFC, HFC, R717(Ammonia)
and R744 (CO2).
Flammable hydrocarbons are not
recommended. The valve is only
recommended for use in closed circuits. For
further information please contact Danfoss.
Temperature range
DSV: –50/+100°C (–58/+212°F)
Pressure range
DSV: The valves are designed for a max.
working pressure of 40 bar g (580 psi g).
Installation
Applied in connection with safety valves
(SFV) installation instruction for safety
valves must be followed. The DSV and the
two safety valves (SFV) are to be mounted
as indicated in g. 10.
IMPORTANT:
The inlet/outlet pipe dimensions must not
be smaller than those of the safety valves.
The valve must be installed with the
spindle in horizontal position (g. 1). Valves
should be opened by hand without the use
of tools or other devices (g. 3). The valve
is designed to withstand a high internal
pressure. However, the piping system
should be designed to avoid liquid traps
and reduce the risk of hydraulic pressure
caused by thermal expansion. It must be
ensured that the valve is protected from
pressure transients like liquid hammer in
the system.
The valve should be cleaned internally
to remove welding debris on completion
of welding and before the valve is
reassembled.
Avoid welding debris and dirt in the
threads of the housing and the bonnet.
Removing the bonnet can be omitted
provided that:
The temperature in the area between the
valve body and bonnet during welding
does not exceed +150°C/+302°F. This
temperature depends on the welding
method as well as on any cooling of the
valve body during the welding itself.
(Cooling can be ensured by, for example,
wrapping a wet clothe around the valve
body.) Make sure that no dirt, welding
debris etc. gets into the valve during the
welding procedure.
Be careful not to damage the Teon cone
ring.
The valve housing must be free from
stresses (external loads) after installation.
Double stop valves must not be mounted
in systems where the outlet side of the
valve is open to atmosphere. The outlet
side of the valve must always be connected
to safety valves, the system or properly
capped o, for example with a welded-on
end plate.
Assembly
Remove welding debris and any dirt from
pipes and valve body before assembly.
Check that the cone has been fully screwed
back towards the bonnet before it is
replaced in the valve body (g. 5a).
Maintenance
Packing gland
When performing service and
maintenance, replace the complete
packing gland only, which is available as a
spare part. As a general rule, the packing
gland must not be removed if there is
internal pressure in the valve. However, if
the following precautionary measures are
taken, the packing gland can be removed
with the valve still under pressure:
Backseating (g. 6)
To backseat the valve, turn the spindle
counter-clockwise until it stops.
Pressure equalization (g. 7)
In some cases, pressure forms behind the
packing gland. Hence a hand wheel or
similar should be fastened on top of the
spindle while the pressure is equalized.
The pressure can be equalized by slowly
screwing out the gland.
Removal of packing gland (g. 8)
The packing gland can now be removed.
- Check that the spindle is free of scratches
and impact marks.
- If the Teon cone rings have been
damaged, the whole cone assembly
must be replaced.
Assembly
Remove any dirt from the body before the
valve is assembled. Check that the cone
has been screwed back towards the bonnet
before it is replaced in the valve body (g.
5a). Also check that the O-rings are free of
scratches and impact marks.
Recommended ow direction (g. 2)
To achieve optimum ow conditions, the
valve should be installed with the ow
as indicated by the arrow. Flow in the
opposite direction is also acceptable , but
slightly reduces the Kv- / Cv value.
Operating instructions (g. 2)
When the spindle is turned clockwise the
inlet socket C is connected to outlet B.
When the spindle is turned anticlockwise
the inlet socket C is connected to outlet A.
Welding
If welding ttings are applied, these
should be dismounted during the welding
process. Welding directly on the valve
housing, the bonnet should be removed
(g. 4) to prevent damage to the O-rings in
the packing gland and between the valve
body and bonnet, as well as the Teon
gasket in the valve seat. Only materials and
welding methods, compatible with the
valve housing material, must be welded to
the valve housing.
Tightening
Tighten the bonnet with a torque wrench,
to the values indicated in the table (g. 5b).
Colours and identication
The DSV valves are painted with a red oxide
primer in the factory. Precise identication
of the valve is made via the ID ring at
the top of the bonnet, as well as by the
stamping on the valve body. The external
surface of the valve housing must be
prevented against corrosion with a suitable
protective coating after installation and
assembly.
Protection of the ID ring when repainting
the valve is recommended.
Tightening
Tighten the bonnet with a torque wrench,
to the values indicated in the table (g. 5b).
Tighten the packing gland with a torque
wrench, to the values indicated in the table
(g. 9).
Use only original Danfoss parts, including
packing glands, O-rings and gaskets for
replacement. Materials of new parts are
certied for the relevant refrigerant.
In cases of doubt, please contact Danfoss.
4 DKRCI.PI.IE0.A4.52 / 520H1538 © Danfoss A/S (MWA), 2015-02

DEUTSCH
Installation
Kältemittel
Geeignet für H-FCKW, HFKW,
R717 (Ammoniak) und R744 (CO2).
Entammbare Kohlenwasserstoe werden
nicht empfohlen. Das Ventil wird nur für
den Einsatz in geschlossenen Kreisläufen
empfohlen. Für weitere Informationen
wenden Sie sich bitte an Danfoss.
Temperaturbereich
–50/+100°C (–58/+212°F)
Druckbereich
Die Ventile sind für einen max. Betriebsdruck von 40 bar (580 psi) ausgelegt.
Installation
Bei Anwendung in Verbindung mit
Sicherheitsventilen (SFV) müssen die
Installationshinweise für Sicherheitsventile
befolgt werden. DSV und die zwei
Sicherheitsventile (SFV) müssen wie in Abb.
10 gezeigt eingebaut werden.
WICHTIG:
Die Ein-/Auslassrohrabmessungen dürfen
nicht kleiner als die der Sicherheitsventile
sein.
Das Ventil muss mit der Spindel waagerecht (Abb. 1) eingebaut werden. Ventile
sollten mit der Hand ohne Anwendung
von Werkzeug oder anderen Hilfsmitteln
geönet werden (Abb. 3). Das Ventil ist für
sehr hohe Innen-drücke dimensioniert.
Jedoch ist bei der Auslegung des
Rohrsystems darauf zu achten, dass
Kältemitteleinschlüsse ver-mieden
werden, und dass das Risiko von durch
thermische Expansion verursachtem
hydraulischem Druck herabgesetzt wird.
Es ist sicherzustellen, dass das Ventil gegen
Druckschwingungen in der Anlage, wie
“Flüssigkeitsschläge”, geschützt ist.
Empfohlene Durchussrichtung (Abb. 2)
Um optimale Strömungsverhältnisse zu
gewährleisten, sollte das Ventil mit Durchussrichtung zum Ventilkegel, wie mit
dem Pfeil auf der Seite des Ventilgehäuses
ange-geben, montiert werden (Abb. 2).
Durchuss in entgegengesetzte Richtung
ist auch gestattet (Abb. 2), ver-mindert den
kv-/Cv -Wert jedoch etwas.
Betriebsanleitung (Abb. 2)
Wenn die Spindel im Uhrzeigersinn
gedreht wird, wird die Einlassbuchse C an
Auslass B angeschlossen. Wenn die Spindel
gegen den Uhrzeigersinn gedreht wird,
wird die Einlassbuchse C an Auslass A
angeschlossen.
Schweißen
Bei Verwendung von Schweißttings
sollten diese während des
Schweißvorgangs abgenommen werden.
Bei direktem Schweißen am Ventilgehäuse
sollte der Ventildeckel entfernt werden
(Abb. 4), um Beschädigung an den
O-Ringen in der Stopfbuchse und
zwischen Ventilgehäuse und -deckel
sowie der Teon-Dichtung im Ventilsitz
zu verhindern. Es dürfen nur mit dem
Werksto des Ventil-gehäuses verträgliche
Materialien und Schweißmethoden beim
Anschweißen am Ventilgehäuse benutzt
werden. Das Ventil ist nach Beendigung des
Schweißvorgangs und vor dem erneuten
Zusammenbau von Schweißrückständen
im Inneren zu reinigen.
Schweißrückstände und Schmutz in den
Gewinden des Gehäuses und des Ventildeckels sind zu vermeiden.
Vom Ausbau des Ventildeckels kann
abgesehen werden, wenn:
die Temperatur im Bereich zwischen
Ventilgehäuse und Ventildeckel während
des Schweißens nicht +50°C/+302°F
übersteigt. Diese Temperatur hängt
vom Schweißverfahren und etwaiger
Kühlung des Ventilgehäuses während
des Schweißens ab. (Kühlung lässt sich
z.B. durch Umwickeln des Ventilgehäuses
mit einem nassen Tuch gewährleisten.)
Während des Schweißvorgangs ist das
Eindringen von Schmutz, Schweißrückständen etc. in das Ventil zu verhindern.
Dabei darauf achten, dass der Teonring
am Kegel nicht beschädigt wird.
Das Ventilgehäuse muss nach der
Installation frei von Belastungen (externen
Spannungen) sein.
Doppelabsperrventile dürfen nicht in
Anlagen eingebaut werden, in denen die
Ausgangs-seite des Ventils zur Atmosphäre
oen ist. Die Ausgangsseite des Ventils
muss immer an die Anlage angeschlossen
oder korrekt verschlossen sein, beispielsweise mit einem aufgeschweißten
Enddeckel.
Zusammenbau
Vor dem Zusammenbau alle Schweißrückstände und eventuellen Schmutz von
Rohren und Ventilgehäuse entfernen.
Kontrollieren, dass der Kegel völlig gegen
den Ventildeckel geschraubt ist, bevor der
Einbau in das Ventilgehäuse erfolgt (Abb.
5a).
Festspannen
Den Ventildeckel mit einem Drehmomentschlüssel festspannen, für diesbezügliche
Werte siehe Tabelle (Abb. 5b).
Farben und Kennzeichnungen
Die DSV-Ventile werden in der Fabrik mit
einem rotem Oxid-Grundanstrich versehen.
Edelstahlventile werden nicht lackiert. Eine
genaue Kennzeichnung des Ventils erfolgt
auf dem ID-Ring oben am Ventildeckel
und ist auch in das Ventilgehäuse
eingeschlagen. Die Außenoberäche des
Ventilgehäuses ist mit einer passenden
Schutzschicht nach Installation und Zusammenbau gegen Korrosion zu schützen.
Beim erneuten Anstreichen des Ventils ist
der ID-Ring zum Schutz abzudecken.
Wartung
Stopfbuchse
Bei Service- und Wartungsarbeiten ist
immer nur die komplette Stopbuchse
auszutauschen, die als Ersatzteil erhältlich
ist. Prinzipiell darf die Stopfbuchse nur bei
drucklosem Ventil entfernt werden. Unter
Berücksichtigung folgender Vorsichtsmaßnahmen kann die Stopfbuchse jedoch auch
von einem unter Druck stehenden Ventil
entfernt werden:
Rücksitzdichtung (Abb. 6)
Zur Aktivierung der Rücksitzdichtung
des Ventils, die Spindel gegen den
Uhrzeigersinn drehen, bis sie stoppt.
Druckausgleich (Abb. 7)
Unter Umständen bildet sich hinter der
Stopfbuchse Druck. Deswegen sollte,
während der Druck ausgeglichen wird, am
Spindelkopf ein Handrad oder Ähnliches
befestigt sein. Der Druck lässt sich dann
durch langsames Herausdrehen der Stopfbuchse ausgleichen.
Ausbau der Stopfbuchse (Abb. 8)
Die Stopfbuchse kann jetzt entfernt
werden.
- Kontrollieren, dass die Spindel frei von
Riefen und Schlagkerben ist.
- Ist der Teonring am Kegel beschädigt,
ist die gesamte Kegeleinheit auszutauschen.
Zusammenbau
Vor dem Zusammenbau das Gehäuse
sorgfältig von Schmutz reinigen. Kontrollieren, dass der Kegel völlig gegen
den Ventildeckel geschraubt ist, bevor
der Einbau in das Ventilgehäuse erfolgt
(Abb. 5a). Ebenfalls sicherstellen, dass die
O-Ringe frei von Kratzern und Stoßspuren
sind.
Festspannen
Den Ventildeckel mit einem Drehmomentschlüssel festspannen, für diesbezügliche Werte siehe Tabelle (Abb. 5b). Die
Stopfbuchse mit einem Drehmomentschlüssel festspannen, für diesbezügliche
Werte siehe Tabelle (Abb. 9).
Zum Austausch nur Originalteile von
Danfoss, einschließlich Stopfbuchsen,
O-Ringe und Dichtungen, benutzen. Die
Werkstoe von Neuteilen sind für das
betreende Kältemittel zertiziert.
Im Zweifelsfall bitte mit Danfoss Kontakt
aufnehmen.
© Danfoss A/S (MWA), 2015-02 DKRCI.PI.IE0.A4.52 / 520H1538 5

FRANÇAIS
Installation
Fluides frigorigènes
Applicable au HCFC, HFC, R717(ammoniac)
et R744 (CO2).
L’utilisation des hydrocarbures inammables est déconseillée. L’utilisation de la
vanne est uniquement conseillée dans les
circuits fermés.
Si vous souhaitez en savoir davantage,
veuillez contacter Danfoss.
Plage de température
–50/+100°C (–58/+212°F)
Plage de pression
Les vannes DSV sont conçues pour
fonctionner à une pression de service
maximale de 40 bars g (580 psi g).
Installation
Dans le cadre d’une application conjointe
à des vannes de sûreté (SFV), observer les
instructions d’installation des vannes de
sûreté. DSV et les deux vannes de sûreté
(SFV) doivent être montées conformément
aux indications de la g. 10.
IMPORTANT :
Les dimensions des tuyaux d’admission/
sortie ne doivent pas être inférieures à
celles des soupapes de sûreté.
Installer la vanne de sorte que la tige se
trouve en position horizontale (g. 1).
Ouvrir la vanne à la main, sans aucun
outil ni autre appareil (gure 3). La
vanne est conçue pour résister à des
pressions internes élevées. Cependant,
il est souhaitable que la conception
du réseau de canalisations empêche la
formation de siphons et réduise ainsi le
risque de pression hydraulique engendré
par expansion thermique. Il convient de
vérier que la vanne est protégée des
phénomènes de pression transitoires tels
que les coups de bélier dans le système.
Sens d’écoulement recommandé (g. 2)
L’obtention de conditions de débit
optimisées nécessite d’installer les vannes
en faisant correspondre l’orientation
indiquée sur le côté du corps de la vanne
avec le sens d’écoulement vers le cône
(gure 2). Un écoulement dans la direction
opposée est également acceptable (gure
2), mais réduit légèrement les valeurs
Kv- / Cv.
Instructions de fonctionnement (g. 2)
Lorsque la tige est tournée dans le sens
horaire, la bouche d’entrée C est raccordée
à la sortie B. Lorsque la tige est tournée
dans le sens antihoraire, la bouche d’entrée
C est raccordée à la sortie A.
Soudure
Si des raccords à souder sont utilisés, ils
doivent être démontés lors de la soudure.
En cas de soudure directe sur le boîtier de
vanne, le chapeau doit être déposé (g.
4) pour éviter d’endommager les joints
toriques du fouloir et ceux situés entre
le corps de vanne et le chapeau, ainsi
que le joint en téon du siège de vanne.
Seuls les matériaux et les méthodes de
soudage compatibles avec le matériau du
corps de la vanne sont autorisés. Nettoyer
intérieurement la vanne et enlever les
restes de soudure en n de soudage, avant
le remontage de la vanne.
Enlever les restes de soudure et les traces
d’encrassement sur les letages du corps et
du chapeau.
Il est possible de ne pas enlever le chapeau
sous réserve que :
La température de la zone située entre le
corps de la vanne et le chapeau ne dépasse
pas +50°C/+302°F lors du soudage. Cette
température dépend de la méthode de
soudage et du refroidissement éventuel
du corps de la vanne pendant le soudage
proprement dit (le refroidissement peut
être assuré, par exemple, en entourant le
corps de la vanne d’un chion humide).
S’assurer qu’aucune impureté, qu’aucun
reste de soudure, etc., ne pénètre dans la
vanne durant le soudage.
Procéder de façon à éviter toute
détérioration de la bague conique en
téon.
Ne soumettre le corps de la vanne à
aucune tension (charges externes) après
installation.
Les vannes double arrêt ne doivent pas
être montées dans les systèmes où le
côté sortie de la vanne est ouvert à l’air
atmosphérique.
Le côté sortie de la vanne doit toujours
être raccordé au système ou correctement
fermé, par exemple à l’aide d’une plaque
d’extrémité soudée.
Montage
Enlever restes de soudure et impuretés des
canalisations et du corps de la vanne avant
tout montage. Vérier que le cône a bien
été complète-ment vissé sur le chapeau
avant de le re-placer dans le corps de la
vanne (g. 5a).
Serrage
Serrer le chapeau avec une clé dynamométrique selon les valeurs indiquées dans
le tableau (g. 5b).
Couleurs et identication
Les vannes DSV sont peintes en usine
avec un apprêt rouge oxyde. Les vannes
en acier inoxydable ne sont pas peintes.
L’identication précise de la vanne est
assurée à l’aide d’une bague d’identication placée au sommet du chapeau, ainsi
que par le marquage (poinçonnage)
pratiqué sur le corps de la vanne. La
surface externe du corps de la vanne doit
être protégée contre la corrosion à l’aide
d’une application adéquate réalisée après
l’installation et le montage.
Il est conseillé de protéger la bague
d’identication lors de la remise en
peinture de la vanne.
Maintenance
Presse-étoupe
Lors des opérations de service et d’entretien, uniquement remplacer le presseétoupe complet (disponible comme pièce
détachée). En règle générale, le presseétoupe ne doit pas être enlevé lorsque
la vanne est sous pression. Cependant,
si les mesures de précaution suivantes
sont prises, il est possible de remplacer le
presse-étoupe pendant que la vanne est
sous pression.
Contre-siège (g. 6)
Pour réaliser l’étanchéité arrière de la
vanne, tourner la tige dans le sens inverse
des aiguilles d’une montre jusqu’à ce que
la vanne soit entièrement ouverte.
Égalisation de pression (g. 7)
Dans certains cas, une pression se forme
derrière le presse-étoupe. Fixer par
conséquent un volant de manoeuvre
ou un dispositif similaire sur le sommet
de la tige pendant l’égalisation de la
pression. Égaliser la pression en desserrant
progressivement le presse-étoupe.
Dépose du presse-étoupe (g. 8)
Il est désormais possible d’enlever le
presse-étoupe.
- Vérier que la tige est exempte
d’éraures et de marques d’impact.
- Si la bague conique en téon a été endommagée, remplacer le cône complet.
Montage
Enlever toute trace d’impuretés du corps
de la vanne avant le montage. Vérier
que le cône a bien été complètement
vissé sur le chapeau avant de le replacer
dans le corps de la vanne (g. 5a). Vérier
également que les joints toriques sont
exempts de rayures et de traces d’impact.
Serrage
Serrer le chapeau avec une clé dynamométrique selon les valeurs indiquées dans
le tableau (g. 5b). Serrer le presse-étoupe
avec une clé dynamométrique selon les
valeurs indiquées dans le tableau (g. 9).
Utiliser uniquement des composants
Danfoss d’origine, en particulier pour
tout remplacement du presse-étoupe ou
des joints toriques et d’étanchéité. Les
matériaux des nouveaux composants sont
homologués pour le uide frigorigène
utilisé.
En cas de doute, veuillez prendre contact
avec Danfoss.
6 DKRCI.PI.IE0.A4.52 / 520H1538 © Danfoss A/S (MWA), 2015-02

© Danfoss A/S (MWA), 2015-02 DKRCI.PI.IE0.A4.52 / 520H1538 7

8 DKRCI.PI.IE0.A4.52 / 520H1538 © Danfoss A/S (MWA), 2015-02
 Loading...
Loading...