

Page 1

OPERATION MANUAL
DAKOTA ULTRASONICS
ZZXX--22
Ultrasonic Thickness Gauge
P/N P-301-0002 Rev 1.10, March 2019
Page 2

Page 3

CONTENTS
CHAPTER ONE INTRODUCTION ...................................................................... 1
DISCLAIMER ......................................................................................................................... 1
1.1
CHAPTER TWO KEYPAD, MENU, DISPLAY & CONNECTORS ..................... 2
2.1
ON/OFF/ENTER KEY…. .................................................................................................... 2
2.2
PRB 0 KEY…. ...................................................................................................................... 2
2.3
VEL KEY…. ......................................................................................................................... 3
LIGHT KEY…. ..................................................................................................................... 3
2.4
2.5
UNITS KEY…. ..................................................................................................................... 3
2.6
+/- INCREMENT/DECREMENT KEY’S…. .................................................................................. 3
2.7
MATL KEY… ....................................................................................................................... 3
2.8
THE DISPLAY ....................................................................................................................... 4
2.9
THE TRANSDUCER ................................................................................................................ 5
TOP END CAP .................................................................................................................... 7
2.10
CHAPTER THREE PRINCIPALS OF ULTRASONIC MEASUREMENT ........... 8
3.1
TIME VERSUS THICKNESS RELATIONSHIP ............................................................................... 8
3.2
SUITABILITY OF MATERIALS ................................................................................................... 8
3.3
RANGE OF MEASUREMENT AND ACCURACY ............................................................................ 8
COUPLANT ........................................................................................................................... 8
3.4
3.5
TEMPERATURE ..................................................................................................................... 9
3.6
MEASUREMENT MODES ........................................................................................................ 9
CHAPTER FOUR SELECTING THE MEASUREMENT MODE ....................... 11
4.1
WHICH MODE & TRANSDUCER DO I USE FOR MY APPLICATION? ............................................ 11
CHAPTER FIVE MAKING MEASUREMENTS ................................................. 13
5.1
PROBE ZERO ...................................................................................................................... 13
5.2
VELOCITY CALIBRATION ...................................................................................................... 14
5.3
BASIC MATERIAL TYPE ....................................................................................................... 15
CHAPTER SIX ADDITIONAL FEATURES ....................................................... 18
6.1
UNITS ................................................................................................................................ 18
LIGHT ................................................................................................................................ 18
6.2
6.3
LOCK ................................................................................................................................. 19
6.4
FACTORY DEFAULTS .......................................................................................................... 20
APPENDIX A - VELOCITY TABLE .................................................................. 22
Page 4

APPENDIX B- APPLICATION NOTES ........................................................... 24
Page 5
CHAPTER ONE
INTRODUCTION
The Dakota Ultrasonics model ZX-2 is a basic dual element thickness gauge with the
ability to locate blind surface pitting and internal defects/flaws in materials. Based on
the same operating principles as SONAR, the ZX-2 is capable of measuring the
thickness of various materials with accuracy as high as 0.001 inches, or 0.01
millimeters. The principle advantage of ultrasonic measurement over traditional
methods is that ultrasonic measurements can be performed with access to only one
side of the material being measured.
Dakota Ultrasonics maintains a customer support resource in order to assist users
with questions or difficulties not covered in this manual. Customer support may be
reached at any of the following:
Dakota Ultrasonics Corporation
1500 Green Hills Road, #107
Scotts Valley, CA 95066
Tel: (831) 431-9722
Fax: (831) 431-9723
www.dakotaultrasonics.com
1.1 Disclaimer
Inherent in ultrasonic thickness measurement is the possibility that the instrument will
use the second rather than the first echo from the back surface of the material being
measured. This may result in a thickness reading that is TWICE what it should be.
Responsibility for proper use of the instrument and recognition of this phenomenon
rest solely with the user of the instrument. Other errors may occur from measuring
coated materials where the coating is insufficiently bonded to the material surface.
Irregular and inaccurate readings may result. Again, the user is responsible for
proper use and interpretation of the measurements acquired.
1
Page 6
CHAPTER TWO
KEYPAD, MENU, DISPLAY & CONNECTORS
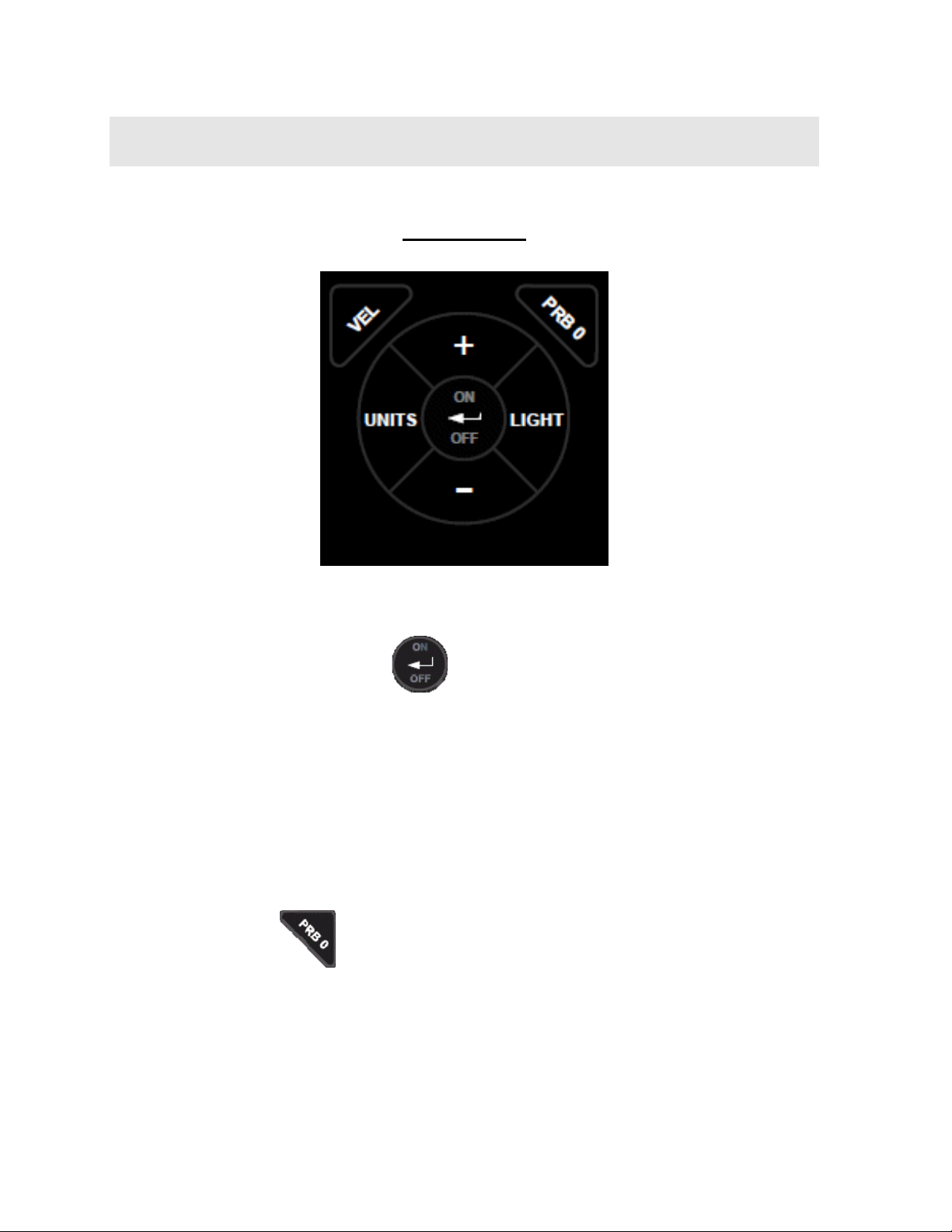
The Keypad
2.1 ON/OFF/ENTER Key
The ON/OFF/ENTER key powers the unit ON or OFF. Since the same key is also
used as an ENTER key, the gauge is powered off by pressing and holding down the
key until the unit powers off.
Once the gauge is initially powered on, this key will function as the ENTER key,
similar to a computer keyboard. This key will be used to select or set a menu option.
Note: Unit will automatically power off when idle for 5 minutes. All current settings
are automatically saved prior to powering off.
2.2 PRB 0 Key
The PRB 0 key is used to “zero” the ZX-2 in much the same way that a mechanical
micrometer is zeroed. If the gauge is not zeroed correctly, all of the measurements
that the gauge makes may be in error by some fixed value. Refer to page 13 for a
further explanation of this important feature.
2
Page 7
ZX-2 Ultrasonic Thickness Gauge
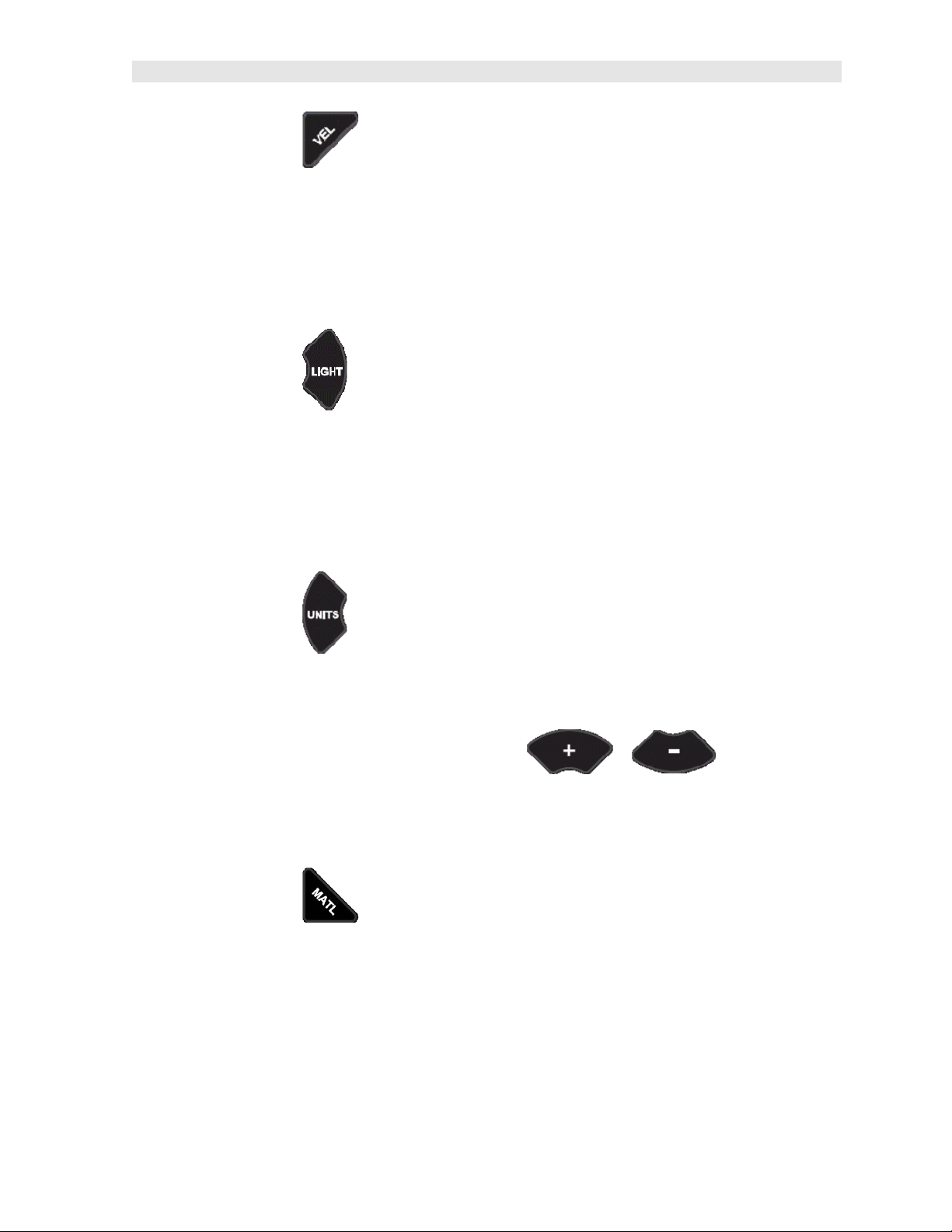
2.3 VEL Key
The VEL key is used to enter and exit the ZX-2's calibration mode. This mode is
used to adjust the sound velocity value that the ZX-2 will use for a given material
type. Enter a known velocity value for specific material type, or manually continue
adjusting the value until the ZX-2 displays the correct thickness value using a test
sample or calibration block with a known thickness. Refer to page 15 for an
explanation of calibration.
2.4 LIGHT Key
The LIGHT key accesses the backlight setting of the LCD display. The backlight has
three setting options; ON, OFF, AUTO. The auto option will only illuminate the
display when the ZX-2 is measuring, or receiving an echo. If either ON or AUTO are
selected, there are three brightness options, LO, MED, HI, to select a preferred
overall brightness of the display. Refer to page 18 for an explanation on how to
enable and set the brightness.
2.5 UNITS Key
The UNITS key is used to select either English or Metric units. Refer to page 18 for
an explanation of how to select the units.
2.6 +/- Increment/Decrement Key’s
The +/- Keys are used to increment/decrement values, navigate menus, and select
menu options.
2.7 MATL Key
The MATL Key is used to select a common basic material type from a short list of 9
materials and 2 programmable custom materials for calibration. Refer to page 15 for
an explanation on selecting a basic material type.
3
Page 8
Dakota Ultrasonics
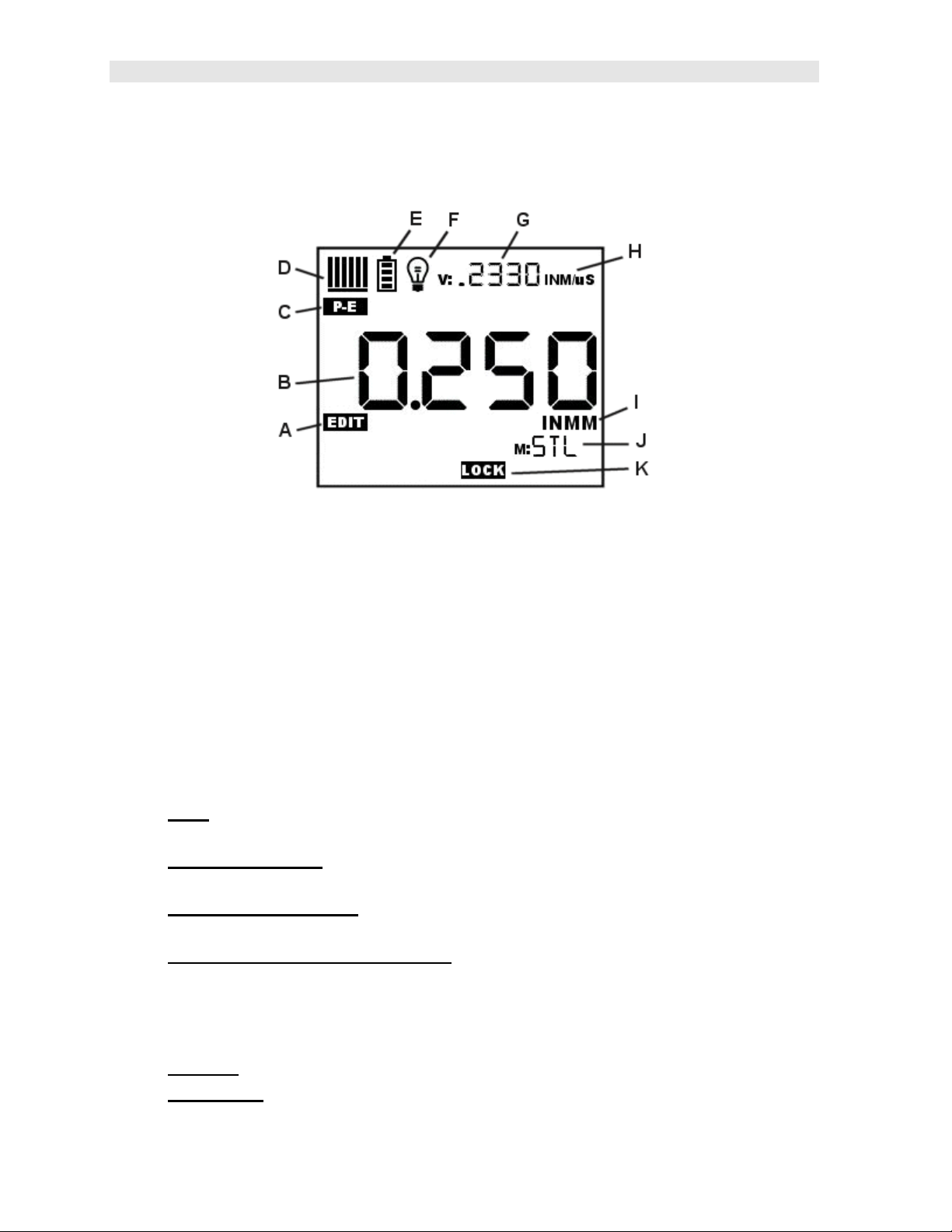
2.8 The Display
The ZX-2 uses a custom glass LCD backlit low temperature display for use in a
variety of climate conditions. It contains graphic icons, as well as both 7 and 14
segment display areas. Let’s take a closer look and what all these things are telling
us:
Note: This display is used for multiple gauge models in the ZX & PZX series. As a
result, some of the icons and segments that are illuminated during boot up, may not
be applicable to your specific model, and will never be illuminated during operation.
The icons and segments that will be used with the ZX-2 are shown in the diagram
above.
A. Edit: This icon will be displayed, and blinking, to let a user know when they
are in an edit mode to change a value or setting.
B. Large 7 segment:
will be displayed in this area.
C. Measurement Modes: This icon indicates the measurement mode. The ZX-
2 operates exclusively in pulse-echo (P-E) mode only.
D. Stability/Repeatability Indicator:
thickness measurement as a reference for the validity of the measurement.
The ZX-2 takes multiple measurements per second, and when all the vertical
bars are illuminated, it’s a reference that the same thickness value is reliably
being measured multiple times per second.
E. Battery: Indicates the amount of battery life the ZX-2 has remaining.
F. Backlight :
When this icon is illuminated, it indicates the backlight is on.
The thickness measurement, velocity or alpha message
This is used in conjunction with the
4
Page 9
ZX-2 Ultrasonic Thickness Gauge
G. Small 7 Segment: The material velocity, speed the sound wave travels
through a given medium/material, is displayed in this area, informing the user
what material the ZX-2 is currently calibrated too. This area is also used for
alpha messages in the menu and edit modes.
H. Units:
inform the user what measurement units are currently being displayed in the
small 7 segment area.
I. Units:
inform the user what measurement units are currently being displayed in the
large 7 segment area.
J. Small 14 Segment: The material type is displayed in this area. If it is set to a
value of one of the materials in our material list, it will be displayed in alpha
characters indicating the material type. Otherwise it will be set to CUST,
indicating custom material type.
K. Features: The ZX-2 can be locked once calibrated, to avoid accidently
changing the calibration. When this icon is illuminated, the ZX-2 is in lock
mode. Refer to page 19 for an explanation on locking the ZX-2.
This combination of icons are illuminated in different sequences to
This combination of icons are illuminated in different sequences to
2.9 The Transducer
The Transducer is the “business end” of the ZX-2. It transmits and receives
ultrasonic sound waves that the ZX-2 uses to calculate the thickness of the material
being measured. The transducer connects to the ZX-2 via the attached cable, and
two coaxial connectors. When using transducers manufactured by Dakota
Ultrasonics, the orientation of the dual coaxial connectors is not critical: either plug
may be fitted to either socket in the ZX-2.
The transducer must be used correctly in order for the ZX-2 to produce accurate,
reliable measurements. Below is a short description of the transducer, followed by
instructions for its use.
5
Page 10

Dakota Ultrasonics
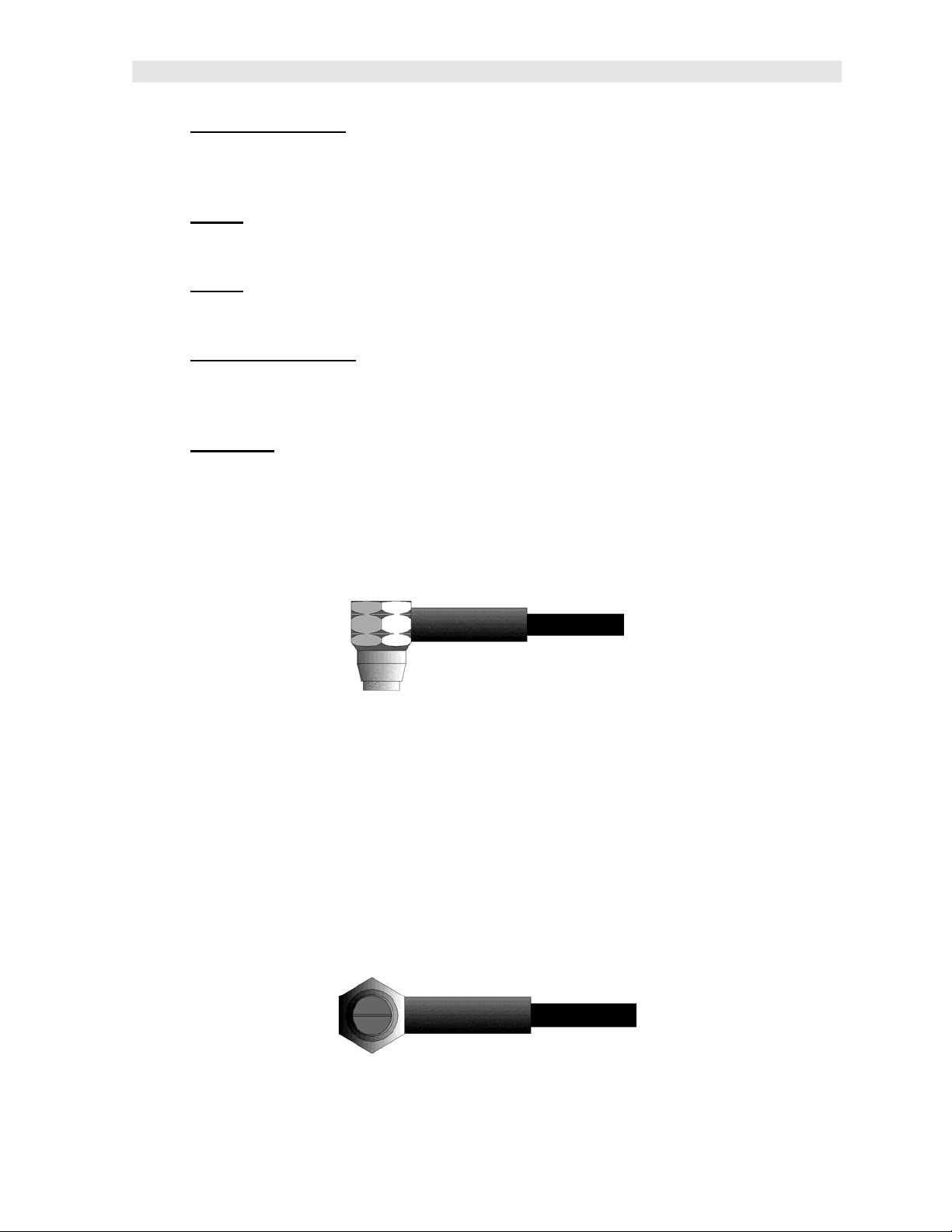
This is a bottom view of a typical transducer. The two semicircles of the wear face
are visible, as is the barrier separating them. One of the semicircles is responsible
for conducting ultrasonic sound into the material being measured, and the other
semicircle is responsible for conducting the echoed sound back into the transducer.
When the transducer is placed against the material being measured, it is the area
directly beneath the center of the wear face that is being measured.
This is a top view of a typical transducer. Press against the top with the thumb or
index finger to hold the transducer in place. Moderate pressure is sufficient, as it is
only necessary to keep the transducer stationary, and the wear face seated flat
against the surface of the material being measured.
Measuring
In order for the transducer to do its job, there must be no air gaps between the wearface and the surface of the material being measured. This is accomplished with the
use of a "coupling" fluid, commonly called "couplant". This fluid serves to "couple", or
transfer, the ultrasonic sound waves from the transducer, into the material, and back
again. Before attempting to make a measurement, a small amount of couplant
should be applied to the surface of the material being measured. Typically, a single
droplet of couplant is sufficient.
After applying couplant, press the transducer (wear face down) firmly against the
area to be measured. The Stability Indicator should have six or seven bars
darkened, and a number should appear in the display. If the ZX-2 has been properly
"zeroed" (see page 13) and set to the correct sound velocity (see page 14), the
number in the display will indicate the actual thickness of the material directly
beneath the transducer.
If the Stability Indicator has fewer than five bars darkened, or the numbers on the
display seem erratic, first check to make sure that there is an adequate film of
couplant beneath the transducer, and that the transducer is seated flat against the
material. If the condition persists, it may be necessary to select a different transducer
(size or frequency) for the material being measured. See page 11 for information on
transducer selection.
While the transducer is in contact with the material that is being measured, the ZX-2
will perform four measurements every second, updating its display as it does so.
6
Page 11

ZX-2 Ultrasonic Thickness Gauge
When the transducer is removed from the surface, the display will hold the last
measurement made.
2.10 Top End Cap
The top end cap is where all connections are made to the ZX-2. The diagram above
shows the layout and description of the connectors:
Transducer Connectors
Refer to Diagram: The transducer connectors and battery cover/probe zero disk are
located on the ZX-2’s top end cap. The transducer connectors are of type Lemo
“00”.
Note: There is no polarity associated with connecting the transducer to the ZX-2, it
can be plugged into the gauge in either direction.
Probe Zero Disk & Battery Cover
Refer to Diagram: The Battery cover is the large round disk shown in the diagram.
Note: This same disk is also used as a probe zero reference disk. Simply remove
the cover when replacing the batteries (2 AA cells). When performing a manual
probe zero function, simply place the transducer on disk making firm contact.
Important: Be sure the battery polarity is correct, which can be found on the back
label of the ZX-2. Note: Rechargeable batteries can be used, however they must be
recharged outside of the unit in a standalone battery charger.
7
Page 12

CHAPTER THREE
PRINCIPALS OF ULTRASONIC MEASUREMENT
3.1 Time versus thickness relationship
Ultrasonic thickness measurements depend on measuring the length of time it takes
for sound to travel through the material being tested. The ratio of the thickness
versus the time is known as the sound velocity. In order to make accurate
measurements, a sound velocity must be determined and entered into the
instrument.
The accuracy of a thickness measurement therefore depends on having a consistent
sound velocity. Some materials are not as consistent as others and accuracy will be
marginal. For example, some cast materials are very granular and porous and as a
result have inconsistent sound velocities.
While there are many different ultrasonic techniques to measure thickness, which will
be discussed below, all of them rely on using the sound velocity to convert from time
to thickness.
3.2 Suitability of materials
Ultrasonic thickness measurements rely on passing a sound wave through the
material being measured. Not all materials are good at transmitting sound.
Ultrasonic thickness measurement is practical in a wide variety of materials including
metals, plastics, and glass. Materials that are difficult include some cast materials,
concrete, wood, fiberglass, and some rubber.
3.3 Range of measurement and accuracy
The overall measurement capabilities, based on the wide variety of materials, is
determined by the consistency of the material being measured
The range of thickness that can be measured ultrasonically depends on the material
type and surface, as well as the technique being used and the type of transducer.
The range will vary depending on the type of material being measured.
Accuracy, is determined by how consistent the sound velocity is through the sound
path being measured, and is a function of the overall thickness of the material. For
example, the velocity in steel is typically within 0.5% while the velocity in cast iron
can vary by 4%.
3.4 Couplant
All ultrasonic applications require some medium to couple the sound from the
transducer to the test piece. Typically a high viscosity liquid is used as the medium.
The sound frequencies used in ultrasonic thickness measurement do not travel
through air efficiently. By using a liquid couplant between the transducer and test
piece the amount of ultrasound entering the test piece is much greater.
8
Page 13

ZX-2 Ultrasonic Thickness Gauge
3.5 Temperature
Temperature has an effect on sound velocity. The higher the temperature, the slower
sound travels in a material. High temperatures can also damage transducers and
present a problem for various liquid couplants.
Since the sound velocity varies with temperature it is important to calibrate at the
same temperature as the material being measured.
Normal temperature range
Most standard transducers will operate from 0F to 250F.
High temperature measurements
Special transducers and couplants are available for temperatures above 250F up to
1000F with intermittent contact. It is necessary to cool the transducer by
submerging it in water between measurements.
Modes and temperature errors
In addition to errors caused by velocity changing with temperature, some modes
(measurement techniques) are affected more than others. For example, dual
element pulse-echo mode has larger errors due to changes in the temperature of the
transducer. However, multi-echo techniques offer temperature compensation help to
minimize these errors.
3.6 Measurement Modes
This section will cover the different measurements modes of the ZX-2, the
transducers required, and the reasons for using specific modes:
Pulse-Echo (P-E) Mode:
Pulse-echo mode measures from the initial pulse (sometimes referred to as an
artificial zero) to the first echo (reflection). A manual zero must be performed by
placing the transducer on the reference disk located on top of the ZX-2, and the PRB
0 key pressed to establish a zero point for the transducer connected.
In pulse-echo mode, errors can result from surface coatings and temperature
variations. Since pulse-echo only requires one reflection, it is the most sensitive
mode for measuring flaw/defects when measuring heavily corroded metals.
V-Path Correction
Dual element delay line transducers have two piezoelectric elements focused
towards one another at a slight angle, mounted on a delay line. One element is used
for transmitting sound, while the other element receives the sound reflection. The
two elements and their delay lines are packaged in a single housing but acoustically
isolated from each other with an insulated sound barrier. This allows the transducer
the ability to achieve very high sensitivity for detecting small defects. Also, the
9
Page 14

Dakota Ultrasonics
surface of the test material does not have to be as flat in order to obtain good
measurements.
Dual element delay line transducers are have a usable range of 0.025” and up,
depending on the material, frequency, and diameter.
A limitation of dual element delay-line transducers is the V shaped sound path.
Because the sound travels from one element to another, the time versus thickness
relationship is non-linear. Therefore, a correction table in the instruments software is
used to compensate for this error.
Dual Element Transducer showing V-path of signal
Searching for small defects
Dual element delay line transducers are especially useful in searching for small
defects. As a result, this configuration is commonly used for corrosion inspections.
The dual element style transducer will find wall deterioration, pits, cracks, and any
porosity pockets during tank and pipeline inspections.
10
Page 15

CHAPTER FOUR
SELECTING THE MEASUREMENT MODE
4.1 Which mode & transducer do I use for my application?
High penetration plastics and castings
The most common mode for these types of applications is pulse-echo. Cast iron
applications require 1 - 5MHz frequencies, and cast aluminum requires a 7 - 10MHz
frequency depending on the thickness. Plastics typically require lower frequencies
depending on the thickness and make-up of the material as well. Larger diameters
offer greater penetration power based on the size of the crystal.
Corrosion & Pit Detection in steel and cast materials
Pulse-echo mode is commonly used for locating pits and defects. Typically a 5MHz
transducer, or higher, will be used for these types of applications. Use low
frequencies for greater penetration and use higher frequencies for better resolution.
Measuring Material & Coatings
The pulse-echo coating mode should be used when both material and coating
thickness are required, while still requiring the ability to detect flaws and pits. A
special coating style transducer is required for use in this mode. There are a variety
of coating transducers in various frequencies available from Dakota.
Thru Paint & Coatings
Often times, users will be faced with applications where the material will be coated
with paint or some other type of epoxy material. Since the velocity of the coating is
approximately 3 times slower than that of steel, pulse-echo mode will result in an
error if the coating or paint is not completely removed.
Thin materials
Pulse echo mode and a high frequency transducer is commonly used for these types
of applications. The most common transducers are the 7.5MHz and 10MHz models
with extra resolution. The higher frequencies provide greater resolution and a lower
minimum thickness rating overall.
High temperature
Special 5 MHz High temperature transducers are available for these types of
applications. Both pulse-echo and echo-echo modes will also work for these
applications. However, echo-echo mode will eliminate error caused by temperature
variations in the transducer.
11
Page 16

Dakota Ultrasonics
Noisy Material
Materials such as titanium, stainless steel, and aluminum may have inherent surface
noise issues or mirroring effect. Higher frequency transducers 7 – 10MHz offer
improved resolution to avoid erroneous measurements.
Restricted access
Measuring materials with extreme curvatures or restricted access are best suited for
higher frequencies and smaller diameter transducers.
12
Page 17

CHAPTER FIVE
MAKING MEASUREMENTS
The steps involved in making measurements are detailed in this section. The
following sections outline how to setup and prepare your ZX-2 for field use.
A manual zero must always be performed. A manual probe zero is performed using
the reference disk (battery disk) attached to the top of the instrument. The zero
compensates for variations of the transducer. Once the probe zero is completed, the
sound velocity must be determined to convert the transit time to a physical length.
The sound velocity can be selected from the material chart in the manual, or
manually adjusted using a single, or multiple, known reference point(s) until the ZX-2
correctly measuring the reference point(s). The later will result in greater precision
overall. To enter a common velocity from a table of velocities, look up the material on
the chart in the appendix of this manual. Refer to the section below on Material
Calibration for instructions on manually adjusting the velocity using a reference
point(s)/standard(s). To determine the velocity of a single sample, refer to the
Velocity Calibration section on page 14. The ZX-2 can also be calibrated by
selecting a common material type from a short list of materials. To select a common
material type to use for calibration, refer the Basic Material Type section on page 15.
5.1 Probe zero
Setting the zero point of the ZX-2 is important for the same reason that setting the
zero on a mechanical micrometer is important. It must be done prior to calibration,
and should be done throughout the day to account for any temperature changes in
the probe. If the ZX-2 is not zeroed correctly, all the measurements taken may be in
error by some fixed value.
The “on block” zero procedure is outlined below:
Performing a Manual Probe Zero (On Block)
Note: The probe zero disk (battery cap) is located on the top of the gauge, and
used as the zero standard.
13
Page 18

Dakota Ultrasonics
1) Apply a drop of couplant on the transducer and place the transducer in
steady contact with the disk (battery cover) located at the top of the unit to
obtain a measurement.
2) Be sure all six repeatability/stability bars in the top left corner of the display
are fully illuminated and stable, and last digit of the measurement is toggling
only +/- .001” (.01mm).
3) Press the key to perform the manual zero. “PRB0” will briefly be
displayed on the screen, indicating the zero calculation is being performed.
5.2 Velocity Calibration
In order for the ZX-2 to make accurate measurements, it must be set to the correct
sound velocity of the material being measured. Different types of materials have
different inherent sound velocities. For example, the velocity of sound through steel
is about 0.233 inches per microsecond, versus that of aluminum, which is about
0.248 inches per microsecond. If the gauge is not set to the correct sound velocity,
all of the measurements the gauge makes will be erroneous by some amount.
If the material velocity is known, it can be manually entered into the ZX-2. If the
exact material velocity is unknown, a common velocity can initially be entered to set
the ZX-2 close to the unknown target velocity, followed by multiple fine adjustments
to the velocity value until the target velocity is discovered. The steps for
entering/editing the velocity value are outlined below:
Material Velocity
1) With the transducer free from contact with the material, press the key
to display the current velocity. The edit icon will be illuminated and flashing.
14
Page 19

ZX-2 Ultrasonic Thickness Gauge
2) Use the
value.
Note: The longer the keys are pressed and held, the faster the value will
increment/decrement.
Note: Pressing the key prior to pressing the key will abort the cal
routine without saving any changes.
3) Press the key to set the velocity value and return to the measurement
screen. The new velocity value will be shown at the top of the display.
CHECK YOUR CALIBRATION! Place the transducer back on the calibration
point and verify the thickness. If the thickness is not correct, repeat the
steps above.
keys to scroll the velocity to the known target
5.3 Basic Material Type
If the material velocity is unknown, a sample thickness cannot be taken directly from
the material, but the general type of material is known, selecting a basic material type
from the common material (MATL) list in the ZX-2 would offer a reasonable
approximation of the thickness. There are 9 common materials and 2 user
programmable settings available. It’s important to note that these velocities will not
always be an exact representation of the material being tested. Use these values
only if a close approximation is acceptable. Follow the steps below to select a basic
material type:
Selecting a Basic Material Type
1) Press the key to access the material list. The edit icon will be
illuminated and flashing.
15
Page 20

Dakota Ultrasonics
2) Use the keys to scroll through the material options.
in/µs m/s
ALUMINUM
(2024)
STEEL (4340)
0.250 6350
0.233 5918
STAINLESS (303)
CAST IRON
PLEXIGLASS
PVC
POLYSTYRENE
POLYURETHANE
USER PROGRAMMABLE
0.223 5664
0.180 4572
0.106 2692
0.094 2388
0.092 2337
0.070 1778
3) When the desired MATL setting is displayed, press the key to set the
material velocity and return to the measurement screen.
Note: Pressing the key prior to pressing the key will abort to the
measurement screen without saving any changes.
4) If USR1 or USR2 were selected, the velocity edit screen will be displayed
and edit icon illuminated and flashing.
5) Use the keys to scroll to the desired material velocity.
Note: The longer these keys are held, the faster the velocity value is
incremented.
6) When the desired velocity setting is displayed, press the key to set the
material velocity and return to the measurement screen.
16
Page 21

ZX-2 Ultrasonic Thickness Gauge
7) Note: Pressing the key prior to pressing the key will abort to the
measurement screen without saving any changes.
17
Page 22

CHAPTER SIX
ADDITIONAL FEATURES
6.1 Units
The ZX-2 will operate in both English (inches) or Metric (millimeters) units.
The procedure to select the units is outlined as below:
Units
1) Press the key to toggle inches/millimeters (IN/MM).
6.2 Light
The ZX-2 uses a custom glass segmented display that is equipped with a backlight
for use in low light conditions. The options are on/off/auto, where the auto setting
only lights the display when the gauge is coupled to the material and receiving a
measurement.
The steps below outline how to toggle the options:
Backlight
1) Press the key to access the backlight status options. The edit icon will
be illuminated and flashing.
2) Use the keys to toggle status on/off/auto.
18
Page 23

ZX-2 Ultrasonic Thickness Gauge
Note: Pressing the key prior to pressing the key will abort to the
measurement screen without saving changes.
3) When the desired LITE setting is displayed, press the key to set the
status and edit the BRT (brightness) option.
4) Use the keys to scroll through the BRT (LO, MED, HI)
options.
5) When the desired BRT setting is displayed, press the key to set the
brightness and return to the measurement screen.
6.3 Lock
The lock feature was built into the ZX-2 for the purpose of locking the operators out of
editing any of the gauge settings, for purposes of consistency between operators.
When the lock feature is enabled, the gauge calibration functionality cannot be
altered, as well as any of the individual features in the gauge. The only keys that are
always unlocked are the power and probe zero keys, as these must remain unlocked
for measurement functionality.
The procedure to enable/disable the lock feature is outlined below:
Lock
1) With the ZX-2 powered off, press and hold down the key while
powering the ZX-2 on . The lock icon will be illuminated on the display.
19
Page 24

Dakota Ultrasonics
2) To unlock the ZX-2 repeat step one, but hold down the key while
powering the ZX-2 on .
6.4 Factory Defaults
The ZX-1 can be reset to factory defaults at any time to restore the original gauge
settings. This should only be used if the gauge is not functioning properly, or
perhaps multiple features have been enabled and a clean start is needed.
The procedure to reset the gauge is outlined below:
Factory Reset
1) With the ZX-2 powered off, press and hold down the and keys
while powering the ZX-2 on .
Note: Once the measurement screen is displayed the and can be
released.
2) Press the keys to scroll through the factory setting options.
3) Make a note of the “MEDI” & “ZERO” settings prior to performing a reset.
These values will need to be entered back in the gauge following the reset.
4) Press the keys to scroll “REST” (reset).
5) Press the key to edit the reset option.
6) Press the keys to toggle YES, followed by pressing
to reset the gauge.
20
Page 25

ZX-2 Ultrasonic Thickness Gauge
7) Repeat the steps above to set “MEDI” & “ZERO” back to their original
settings noted in step three above.
21
Page 26

APPENDIX A VELOCITY TABLE
Material sound velocity
in/us
Aluminum 0.2510 6375
Beryllium 0.5080 12903
Brass 0.1730 4394
Bronze 0.1390 3531
Cadmium 0.1090 2769
Columbium 0.1940 4928
Copper 0.1830 4648
Glass (plate) 0.2270 5766
Glycerine 0.0760 1930
Gold 0.1280 3251
Inconel 0.2290 5817
Iron 0.2320 5893
Cast Iron 0.1800 (approx) 4572
Lead 0.0850 2159
sound velocity
m/s
Magnesium 0.2300 5842
Mercury 0.0570 1448
Molybdenum 0.2460 6248
Monel 0.2110 5359
Nickel 0.2220 5639
Nylon 0.1060 (approx) 2692
Platinum 0.1560 3962
Plexiglas 0.1060 2692
Polystyrene 0.0920 2337
PVC 0.0940 2388
Quartz glass 0.2260 5740
Rubber vulcanized 0.0910 2311
Silver 0.1420 3607
Steel (1020) 0.2320 5893
Steel (4340) 0.2330 5918
Steel Stainless" 0.2230 5664
Teflon 0.0540 1372
22
Page 27

ZX-2 Ultrasonic Thickness Gauge
Tin 0.1310 3327
Titanium 0.2400 6096
Tungsten 0.2040 5182
Uranium 0.1330 3378
Water 0.0580 1473
Zinc 0.1660 4216
Zirconium 0.1830 4648
23
Page 28

APPENDIX BAPPLICATION NOTES
Measuring pipe and tubing
When measuring a piece of pipe to determine the thickness of the pipe wall,
orientation of the transducers is important. The transducer should be oriented so that
the gap (sound barrier) in the wear face is perpendicular (at a right angle) to the
length (long axis) of the tubing, allowing both sides of the transducer to make the
same amount of contact. The transducer orientation can either be parallel or
perpendicular for large diameter piping, as it’s much easier to ensure both sides are
making similar contact.
Measuring hot surfaces
The velocity of sound through a substance is dependent on its temperature. As
materials heat up, the velocity of sound through them decreases. In most
applications with surface temperatures less than about 200F (100C), no special
procedures must be observed. At temperatures above this point, the change in
sound velocity of the material being measured starts to have a noticeable effect upon
ultrasonic measurement.
At such elevated temperatures, it is recommended that the user perform calibration
on a sample piece of known thickness, which is at or near the temperature of the
material to be measured. This will allow the ZX-2 to correctly calculate the velocity of
sound through the hot material.
Expansion and contraction of the transducer based on temperature, and a varying
temperature gradient, will also affect the measurement in a pulse-echo (P-E)
measurement mode. It is recommended that a “transducer zero” be performed often
to account for the delay line changing length and adversely affecting the accuracy of
the measurements.
When performing measurements on hot surfaces, it may also be necessary to use a
specially constructed high-temperature transducer. These transducers are built using
materials which can withstand high temperatures. Even so, it is recommended that
24
Page 29

ZX-2 Ultrasonic Thickness Gauge
the probe be left in contact with the surface for as short a time as needed
(intermittent contact) to acquire a stable measurement.
Measuring laminated materials
Laminated materials are unique in that their density (and therefore sound-velocity)
may vary considerably from one piece to another. Some laminated materials may
even exhibit noticeable changes in sound-velocity across a single surface. The only
way to reliably measure such materials is by performing a calibration procedure on a
sample piece of known thickness. Ideally, this sample material should be a part of
the same piece being measured, or at least from the same lamination batch. By
calibrating to each test piece individually, the effects of variation of sound-velocity will
be minimized. If the variation is relatively close, averaging the sound velocities to
minimize error is another option.
An additional important consideration when measuring laminates is that many
included air gaps or pockets which will cause an early reflection of the ultrasound
beam. This effect will be noticed as a sudden decrease in thickness in an otherwise
regular surface. While this may impede accurate measurement of total material
thickness, it does provide the user with positive indication of air gaps in the laminate.
Measuring through paint & coatings
Measuring through paints and coatings are also unique, in that the velocity of the
paint/coating will be significantly different from the actual material being measured. A
perfect example of this would be a mild steel pipe with .025” of coating on the
surface. Where the velocity of the steel pipe is .2330 in/sec, and the velocity of the
paint is .0850 in/sec. If the user is calibrated for mild steel pipe and measures
through both materials, the actual coating thickness will appear to be approximately 3
times thicker than it actually is, as a result of the differences in velocity.
25
Page 30

WARRANTY INFORMATION
Warranty Statement
Dakota Ultrasonics warrants the ZX-2 against defects in materials and
workmanship for a period of five years from receipt by the end user. Additionally,
Dakota Ultrasonics warrants transducers and accessories against such defects for a
period of 90 days from receipt by the end user. If Dakota Ultrasonics receives notice
of such defects during the warranty period, Dakota Ultrasonics will either, at its
option, repair or replace products that prove to be defective.
Should Dakota Ultrasonics be unable to repair or replace the product within a
reasonable amount of time, the customer's alternative exclusive remedy shall be
refund of the purchase price upon return of the product.
Exclusions
The above warranty shall not apply to defects resulting from: improper or
inadequate maintenance by the customer; unauthorized modification or misuse; or
operation outside the environmental specifications for the product.
Dakota Ultrasonics makes no other warranty, either express or implied, with
respect to this product. Dakota Ultrasonics specifically disclaims any implied
warranties of merchantability or fitness for a particular purpose. Some states or
provinces do not allow limitations on the duration of an implied warranty, so the
above limitation or exclusion may not apply to you. However, any implied warranty of
merchantability or fitness is limited to the five-year duration of this written warranty.
This warranty gives you specific legal rights, and you may also have other rights
which may vary from state to state or province to province.
Obtaining Service During Warranty Period
If your hardware should fail during the warranty period, contact Dakota
Ultrasonics and arrange for servicing of the product. Retain proof of purchase in
order to obtain warranty service.
For products that require servicing, Dakota Ultrasonics may use one of the
following methods:
- Repair the product
- Replace the product with a re-manufactured unit
- Replace the product with a product of equal or greater performance
- Refund the purchase price.
After the Warranty Period
If your hardware should fail after the warranty period, contact Dakota Ultrasonics
for details of the services available, and to arrange for non-warranty service.
26
 Loading...
Loading...