

Page 1

INSTRUCTION MANUAL
MODEL SE-712
METAL CUTTING BANDSAW MACHINE
- 0
724 Robbins Road
Grand Haven, MI 49417
Phone: 616-842-7110 800-937-3253
Fax: 616-842-0859 800-846-3253
Web: www.dakecorp.com
E-mail: customerservice@dakecorp.com
Page 2

Table of Contents Page No
1 Warning..….………………………………………………………………..……. 2
2 Safety rules for all tools…..…………………………………………………… 3
3 Specification….…………………………………………………………………. 6
4 Transportation of machine…………………………………………………… 6
5 Installation.……………………………………………………………………… 6
6 Minimum Room Space For Machine Operation ………………………….. 7
7 Make proper tooth selection ……………………………………………….… 7
8 BI-Metal speeds and feeds….………………………………………………… 9
9 Assembly………………………………………………………………………… 11
10 Operation….…………………………………………………………………….. 12
11 Blade guide bearing adjustment..…..………………………………………. 15
12 Blade track adjustment….……………………………………………………. 16
13 Maintenance.…………………..……………………………………………….. 17
14 Lubrication.……………………………………………………………………… 18
15 Trouble Shooting …………………………………………………………….... 19-20
16 Circuit Diagram.……………………….……………………………………….. 21/23
17 Electrical Specification Chart.………..……………………………………... 22/24
18 Parts Lists………………………………………………………………………. 25-31
19 Parts Breakdowns ………..……………………………………………………
- 1
Page 3
- 2
Page 4

WARNING: FAILURE TO FOLLOW THESE RULES
MAY RESULT IN SERIOUS PERSONAL INJURY
As with all machinery there are certain hazards involved with operation and use of the
machine. Using the machine with respect and caution will considerably lessen the
possibility of personal injury. However, if normal safety precautions are overlooked or
ignored, personal injury to the operator may result.
This machine was designed for certain applications only. We strongly recommend that this
machine NOT be modified and/or used for any application other than for which it was
designed. If you have any questions relative to its application DO NOT use the machine
until you contact with us and we have advised you.
Your machine might not come with a power socket or plug. Before using this
machine, please
Do ask your local dealer to install the socket or plug on the power cable end.
SAFETY RULES FOR ALL TOOLS
A. USER:
(1). WEAR PROPER APPAREL. No loose clothing, gloves, rings, bracelets, or other
jewelry to get caught in moving parts.
Non-slip foot wear is recommended. Wear protective hair covering to contain long hair.
(2). ALWAYS WEAR EYE PROTECTION. Refer to ANSLZ87.1 standard for appropriate
recommendations.
Also use face or dust mask if cutting operation is dusty.
(3). DON'T OVERREACH. Keep proper footing and balance at all times.
(4). NEVER STAND ON TOOL. Serious injury could occur if the tool is tipped or if the
cutting tool is accidentally contacted.
(5). NEVER LEAVE TOOL RUNNING UNATTENDED. TURN POWER OFF. Don't leave
tool until it comes to a complete stop.
(6). DRUGS, ALCOHOL, MEDICATION. Do not operate tool while under the influence of
drug, alcohol or any medication.
(7). MAKE SURE TOOL IS DISCONNECTED FROM POWER SUPPLY. While motor is
being mounted, connected or reconnected.
(8). ALWAYS keep hands and fingers away from the blade.
(9). STOP the machine before removing chips.
(10). SHUT- OFF power and clean the BAND SAW and work area before leaving the
machine.
- 3
Page 5

B. USE OF MACHINE:
(1). REMOVE ADJUSTING KEYS AND WRENCHES. Form habit of checking to see that
keys and adjusting wrenches are removed from tool before turning it "on".
(2). DON'T FORCE TOOL. It will do the job better and be safer at the rate for which it
was designed.
(3). USE RIGHT TOOL. Don't force tool or attachment to do a job for which it was not
designed.
(4). SECURE WORK. Use clamps or a vise to hold work when practical. It's safer than
using your hand frees both hands to operate tool.
(5). MAINTAIN TOOLS IN TOP CONDITION. Keep tools sharp and clean for best and
safest performance. Follow instructions for lubricating and changing accessories.
(6). USE RECOMMENDED ACCESSORIES. Consult the owner's manual for
recommended accessories. The use of improper accessories may cause hazards.
(7). AVOID ACCIDENTAL STARTING. Make sure switch is in “OFF” position before
plugging in power cord.
(8). DIRECTIONOF FEED. Feed work into a blade or cutter against the direction of
rotation of the blade or cutter only.
(9). ADJUST AND POSITION the blade guide arm before starting the cut.
(10). KEEP BLADE GUIDE ARM TIGHT, A loose blade guide arm will affect sawing
accuracy .
(11). MAKE SURE blade speed is set correctly for material being cut.
(12). CHECK for proper blade size and type.
(13). STOP the machine before putting material in the vise.
(14). ALWAYS have stock firmly clamped in vise before starting cut.
(15). GROUNDALL TOOLS. If tool is equipped with three-prong plug, it should be
plugged into a three-hole electrical receptacle. If an adapter is used to accommodate a
two prong receptacle, the adapter lug must be attached to a known ground. Never
remove the third prong.
C. ADJUSTMENT :
MAKE all adjustments with the power off. In order to maintain the machine, precision
and correct ways of adjustment while assembling, the user should read the detailed
instruction in this manual.
D. WORKING ENVIRONMENT:
(1). KEEP WORK AREA CLEAN. Cluttered areas and benches invite accidents.
(2). DON'T USE IN DANGEROUS ENVIRONMENT. Don't use power tools in damp or
wet locations, or expose them to rain. Keep work area well-lighted.
- 4
Page 6

(3). KEEP CHILEREN AND VISITIORS AWAY. All children and visitors should be kept a
safe distance from work area.
(4). DON’T install & use this machine in explosive, dangerous environment.
E. MAINTENANCE:
(1). DISCONNECT machine from power source when making repairs.
(2). CHECK DAMAGED PARTS. Before further use of the tool , a guard or other part
that is damaged should be carefully checked to ensure that it will operate properly and
perform its intended function check for alignment of moving parts, binding of moving
parts, breakage of parts, mounting, and any other conditions that may affect its operation.
A guard or other part that is damaged should be properly repaired or replaced.
(3). DISCONNECT TOOLS before servicing and when changing accessories such as
blades, bits, cutters, etc.
(4). MAKE SURE that blade tension and blade tacking are properly adjusted.
(5). RE-CHECK blade tension after initial cut with a new blade.
(6). TO RPOLONG BLADE LIFE ALWAYS release blade tension at the end of each
work day.
(7).CHECK COOLANT DAILY Low coolant level can cause foaming and high blade
temperatures. Dirty or week coolant can clog pump. Can cause, low cutting rate and
permanent blade failure. Dirty coolant can cause the growth of bacteria with ensuing skin
irritation.
(8). WHEN CUTTING MAGNESIUM NEVER use soluble oils or emulsions(oil-water mix)
as water will greatly intensify any accidental magnesium chip fire. See your industrial
coolant supplier for specific coolant recommendations when cutting magnesium.
(9). TO PRNMT corrosion of machined surfaces when a soluble on is used as coolant,
pay particular attention to wiping dry the surfaces where fluid accumulates and does not
evaporate quickly, such as between the machine bed and vise.
F. SPECTIFIED USAGE:
This machine is used only for general metals cutting within the range of cutting capacity.
G. NOISE:
A weighted sound pressure level : 80 dB.
H. SAFETY DEVICE:
By the time the saw arm cover is opened, the interlock switch will function to stop the
All movement. Do not remove this switch from machine for any reason, and check it's
function frequently.
- 5
Page 7
1. SPECIFICATION
MOTOR 0.55KW ( 3/4HP )
60Hz 26 40 55 72 MPM
50Hz 21 33 45 60 MPM
19.05x0.8x2362 ( Carbon Blade )
1229x432x965
125 / 150
(mm) 178
90°
(mm) 178x305
(mm) 115
45°
(mm) 115x180
1270 x 470 x 965 mm
1092mm(43")
80 dB MAX
2. TRANSPORTATION OF MACHINE:
Unpacking
1. Transportation to desired location before unpacking, please use lifting jack.(Fig.
B)
2. Transportation after unpacking, please use heavy duty fiber belt to lift up the
machine.
Fig. B
ALLWAYS KEEP PROPER FOOTING & BALANCE WHILE MOVING THIS MACHINE.
Installation:
As this machine weights 125 kg. It is recommended that the machine shall be
transported, with help of lifting jack.
Transportation Recommendation:
- 6
Page 8
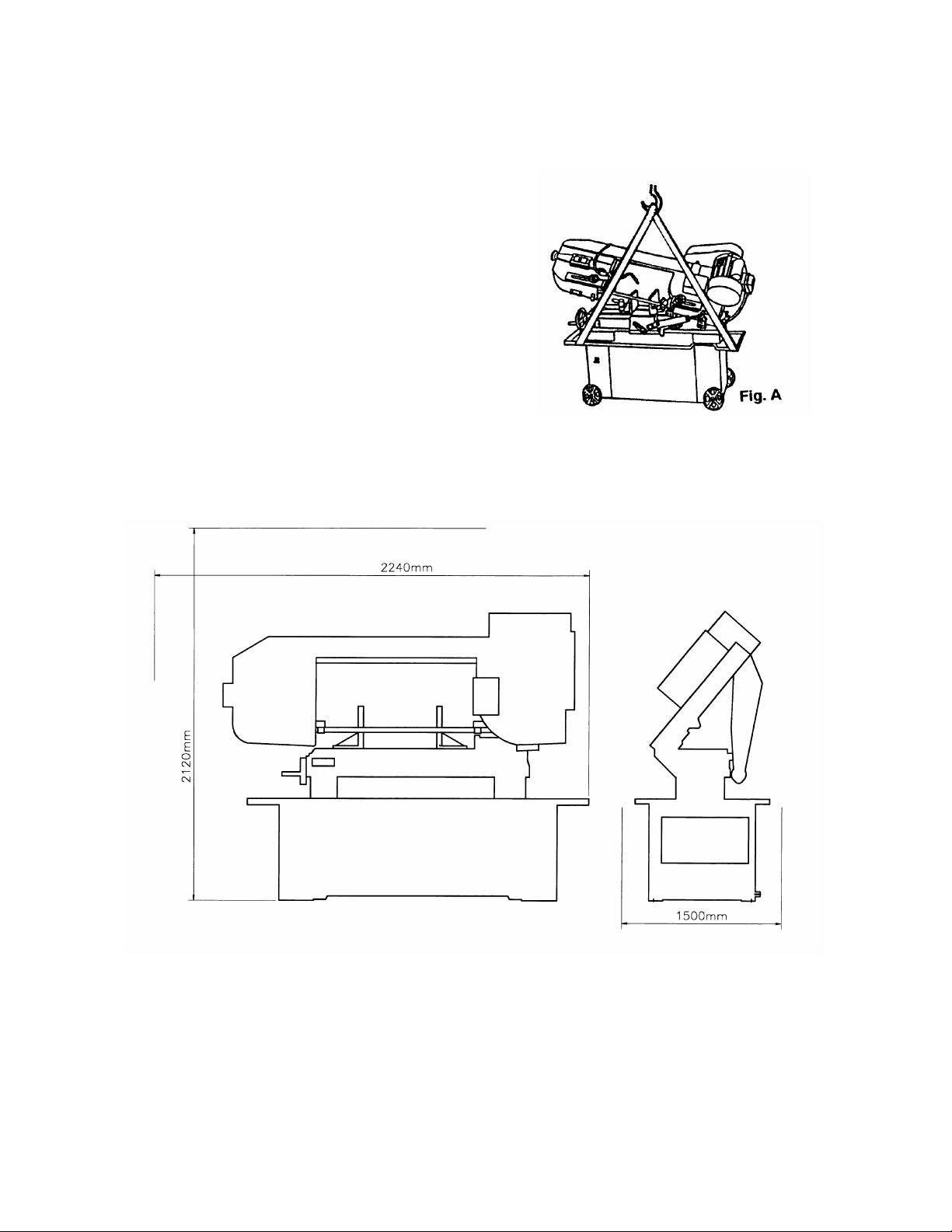
(1). Tighten all locks before operation.
(2). ALWAYS Keep proper footing & balance while moving this 125kgs machine, and
only use heavy duty fiber belt to lift the machine as Fig. A
(3). TURN OFF the power before wiring, & be
sure machine in proper grounding, Overload &
circuit breaker is recommended for safety
wiring.
(4). CHECK carefully if the saw blade is running
in
Counter-clockwise direction if not , reverse the
Wiring per circuit diagram then repeats the
running
Test.
(5). KEEP machine always out from sun, dust, wet, raining area.
3. MINIMUM ROOM SPACE FOR MACHINE OPERATION
4. MAKE PROPER TOOTH SELECTION
For maximum cutting efficiency and lowest cost per cut, it is important to select the
blade with the right number of teeth per inch (TPI) for the material being cut. The material
size and shape dictate tooth selection.
- 7
Page 9
TOOTH
SELECTION
You need to consider:
1.The width of the cut. That is, the distance in the cut that each tooth must travel from the
point it
Enter the work piece until it leaves the work piece, and
2.The shape of the work piece.
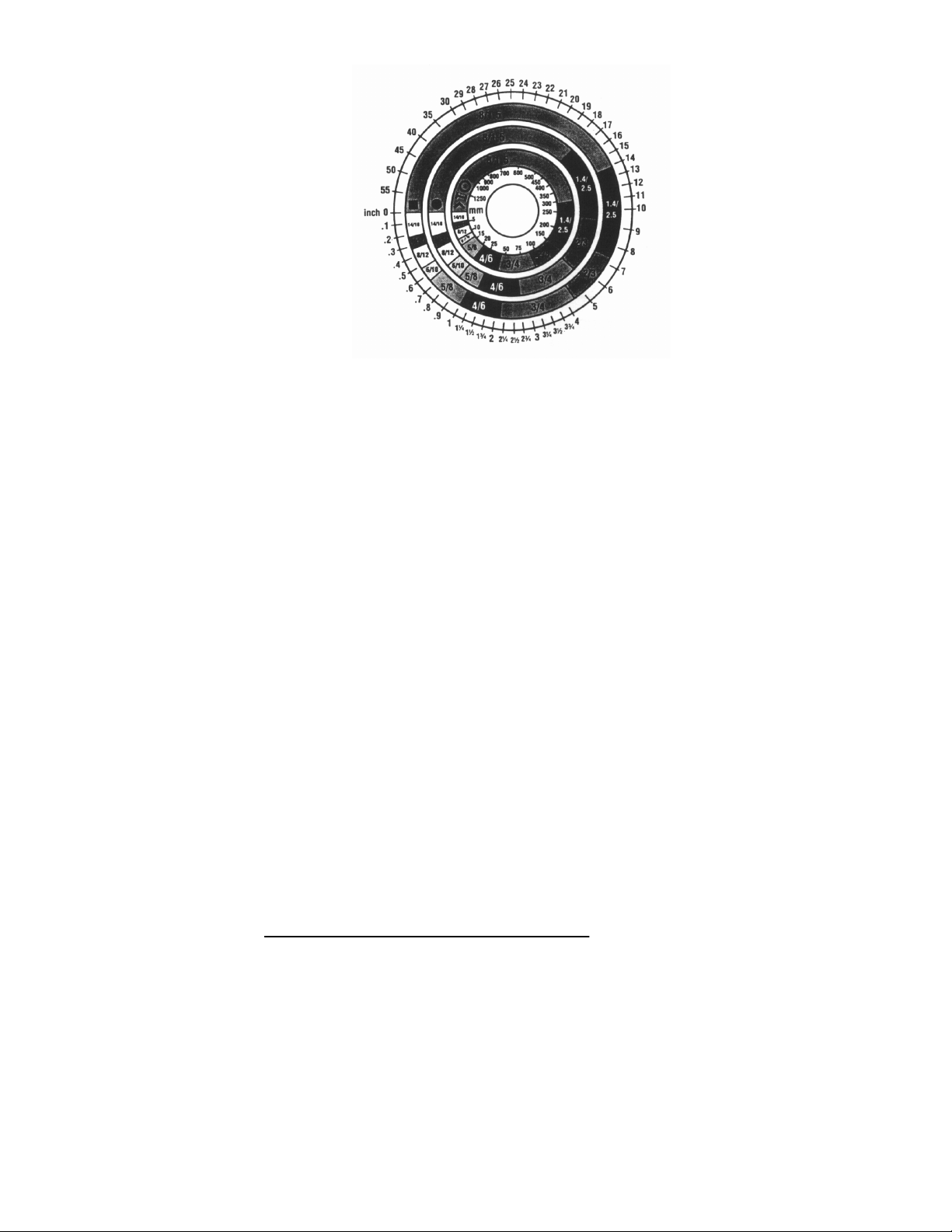
Squares, Rectangles, Flats (Symbol : )
Locate the width of cut on the chart. (Inches on the outer circle and millimeters
on the inner circle.) Select the tooth pitch on the ring marked with the square
shape which aligns with the width of cut.
EXAMPLE: 6" (150mm) square, use a 2/3 Vari-Tooth.
Round Sollds (Symbol : )
Locate the diameter of your work piece on the chart. Select the tooth pitch on the
ring marked with the round shape which aligns with the size of stock you are
cutting.
EXAMPLE: 4" (100mm) round, use a 3/4 Vary-Tooth.
Tubing, Pipe, Structural’s( Symbol : O H ^ )
Determine the average width of cut by dividing the area of the work piece by the
distance the saw blade must travel to finish the cut. Locate the average width of
cut on the chart. Select the tooth Ditch on the ring marked with the tubing and
structural shape which aligns with the average width you are cutting.
EXAMPLE: 4"(100mm) outside diameter, 3"(75mm) inside diameter tubing.
4"(100mm) OD =12.5 sq.ln. (79cm2)
3"(75 mm ) ID = 7.0 sq.ln. (44cm2)
Area = 5.5 sq.ln. (35cm2)
5.5 sq.ln. (35cm2) / 4" (100mm) distance =1.38(35mm) average width
1.38" (35mm), use a 4/6 Vary-Tooth
NOTE: The band speed and cutting rate recommendations presented on this
chart are approximations and are to be used as a starting point for most
applications. For exact sawing parameters' consult your saw blade supplier.
- 8
Page 10

5. BI-METAL SPEEDS AND FEEDS
These figures are a guide to cutting 4"(100mm) material (with a 314 Vary-Tooth) when
using a cutting fluid.
Increase Band Speed: 15% When cutting 1/4"(6.4mm) material (l0/l4 Vary-Tooth)
12% When cutting 3/4"(19 mm) material (6/10 Vary-Tooth)
10% When cutting 1-1/4"(32 mm) material(5/8 Vary-Tooth)
5% When cutting 2-1/2" (64 mm) material(4/6 Vary-Tooth)
Decrease Band Speed: 12% When cutting 8"(200mm) material(2/3 Vary-Tooth)
BAND SPEED MATERIAL ALLOY
ASTM NO.
FT./MIN M/MIN
314 96
284 87
264 81
244 74
244 74
2,110,122,172 234 71
234 71
234 71
229 70
214 65
339 103
289 88
279 85
279 85
329 100
319 97
309 94
-Cr-Mo
299 91
299 91
269 82
249 76
219 67
199 61
184 56
239 73
219 67
- 9
Page 11
-Cr-Mo
199 61
E9310 174 53
-6 199 61
-2 179 55
-10 159 49
-2 90 27
-11,H-12,H-13 189 58
189 58
149 46
140 43
115 35
95 29
80 24
120 36
115 35
110 33
100 30
189 58
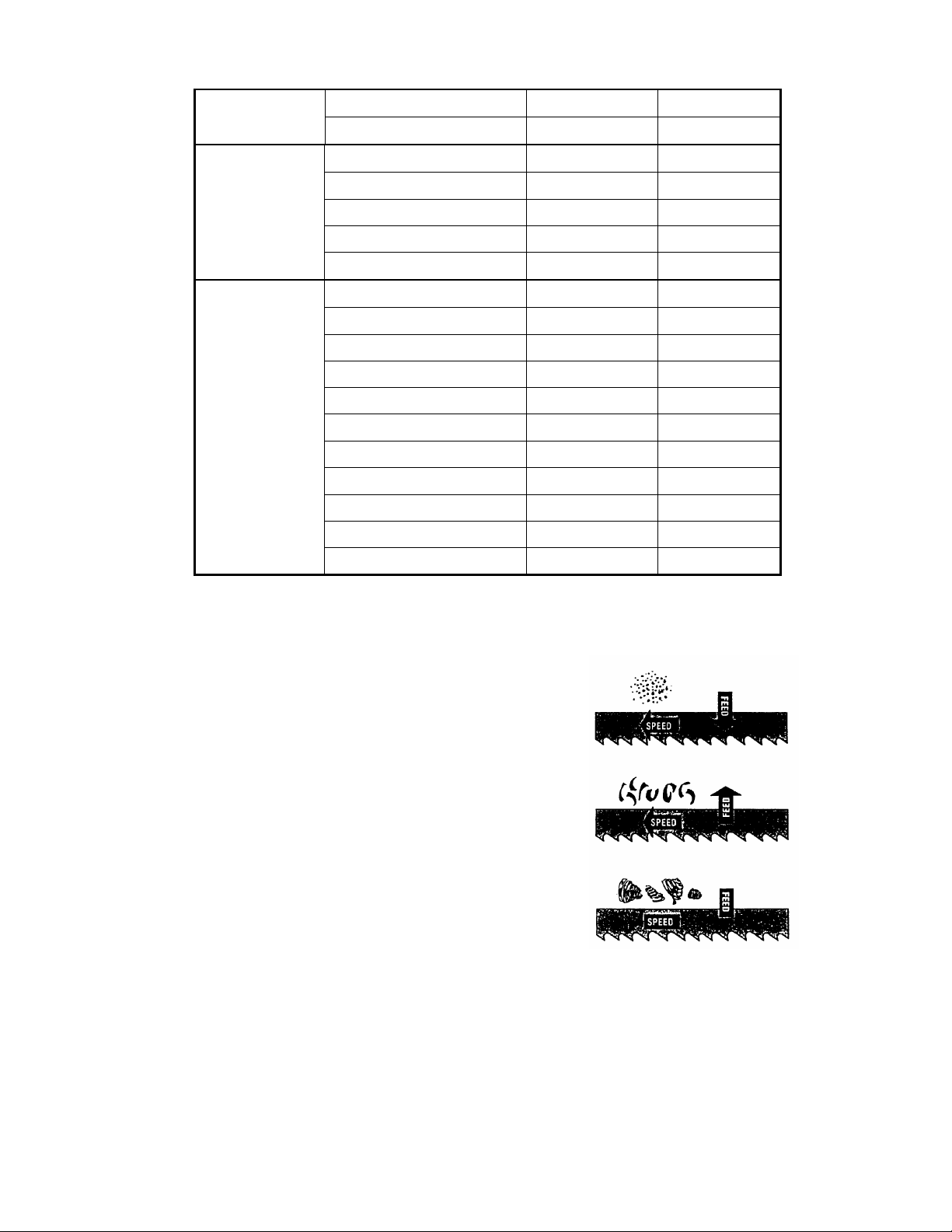
TELLTALE CHIPS
Chips are the best indicator of correct feed force. Monitor chip information and adjust
feed accordingly.
Thin or powdered chips – increase feed rate or reduce
band speed.
Burned heavy chips – reduce feed rate and/or band
speed.
Curly silvery and warm chips – optimum feed rate and
band speed.
- 10
Page 12

6. ASSEMBLY
A 3/4 HP, motor, split phase or capacitor-start it recommended for best economical
performance.
Counterclockwise rotation is required. Note that rotation can be reversed by following
directions
On the terminal or nameplate.
(1). Assemble the motor Mounting plate to the head using the long bolt Note that the flat
side of the plate faces up.
(2). Assemble the guard plate to the head using the screw and Lock Washer and the
Carriage Bolt Washer and Wing Nut are used to secure the motor mounting plate to the
Guard plate through the slotted hole in the Guard plate. These components also serve to
position and lock the motor in place for proper speed/ belt adjustment.
(3). Place the spacer over the long Bolt and secure it wit the nut .
(4). Secure the Motor to the Motor Mounting plate with the four bolts and nuts. Note, that
the motor shaft is placed through the large opening in the Guard plate and must be
parallel with the drive Shaft.
(5). Assemble the Motor Pulley, the smaller of the two provided, to the motor shaft Note,
the larger diameter must be closest to the motor.
Do not tighten the set screw.
(6). Assemble the Driven Pulley, the larger of the two provided, to the protruding drive
Shaft Note the small diameter must be closest to the bearing.
Do not tighten the set screw.
(7).Place the belt into one of the pulley grooves and the other end into the respective
grooves of the second pulley.
(8) Line up the belt and both pulleys such that the belt is running parallel in the pulley
grooves.
(9).Tighten the set screws of both pulleys in this position.
(10). Place the belt into proper pulley combination for proper blade speed. See material
cutting Chart .
(11). Adjust the position of the Motor to obtain approximately 1/2" depression in the belt
when applying pressure with your thumb.
(12). Tighten the head screw Holding the Motor Mounting plate to the Guard plate.
(13). Connect the Electrical Harness to the motor terminal box. The motor should be
protected with a time delay fuse or circuit breaker with rated amperage slightly greater
than the full load amperage of the motor.
- 11
Page 13

7. OPERATION
WORK SET UP
(1). Raise the saw head to vertical position.
(2). Open vise to accept the Piece to be cut by rotating the wheel at the end the base.
(3). Place work piece on saw bed. If the piece is long, support the end.
(4). Clamp work pieced securely in vise.
WORK STOP ADJUSTMENT
(1). Loosen the thumb screw holding the work stop casting to the shaft.
(2). Adjust the work stop casting to the desired length position.
(3). Rotate the work stop to as close to the bottom of the cut as possible.
(4). Tighten thumbscrew.
(5). DO NOT ALLOW the blade to rest on the work while the motor is shut off.
BLADE SPEEDS
When using your Band saw always change the blade speed to best suit the material
being cut the material Cutting Shirt givers suggested settings for several materials.
Speed F.P.M Belt Groove Used
Material
60Hz 50Hz
A B A B
Tool, Stainless
Alloy Steels
85 98 70 81 Small Largest
Bearing Bronze
Medium to High
Carbon Steels
130 164 110 135
Hard Brass or Bronze
Low to Medium
Carbon Steel
180 246 150 203
Soft Brass
Aluminum Plastic 235 328 195 270
A: For 712N with carbon blade
B: For 712R, 712DR, 712N with Bi-Metal blade.
Motor
Pulley
Saw
Pulley
Medium Large
Large Medium
Largest Small
- 12
Page 14

BLADE DIRECTION OF TRAVEL
Be sure the Made is assembled to the pulleys such that the vertical edge engages the
work piece first.
BLADE MOVEMENT
Blade Direction
STARTING SAW
Switch button function description (FOR CE ONLY)
CAUIION: NEVER OPERATE SAW WITHOUT BLADE GUARDS IN PLACE.
Be sure the blade is not in contact with the work when the motor is started. Start the motor,
allow the saw to come to full speed, then begin the cut by letting the head down slowly
onto the work. DO NOT DROP OR FORCE. Let the weight of the saw head provide the
cutting force. The saw automatically shuts off at the end of the cut.
BLADE SELECTION
An 8-tooth per inch, general-use blade is furnished with this metal Cutting Band Saw.
Additional blades in 4, 6, 8, and 10 tooth sizes are available. The choice of blade pitch is
governed by the thinness of the work to be cut: the thinner the work piece, the more teeth
advised. A minimum of three (3) teeth should engage the work piece at all times for proper
cutting if the teeth of the Blade are so far apart that they straddle the work, severe
damage to the work piece and to the Made can result .
- 13
Page 15

CHANGING BLADE
Raise saw head to vertical position and open the blade guards. Loosen tension screw
knob sufficiently to allow the saw blade to slip off the wheels. Install the new blade with
teeth slanting toward the motor as follows:
(1). Place the blade in between each of the guide bearings.
(2). Slip the blade around the motor pulley (bottom) with the left hand and hold in
position.
(3). Hold the blade taut against the motor pulley by pulling the blade upward with the right
hand
Which is placed at the top of the Made.
(4). Remove left hand from the bottom pulley and place is at the top aide of the Made to
continue the
Application on the upward pull on the blade.
(5). Remove right hand from blade and adjust the position of the top pulley to permit left
hand to slip the blade around the pulley using the thumb, index and little finger as
guides.
(6). Adjust the blade tension knob clockwise until it is just right enough so no blade
slippage occurs. Do not tighten excessively.
(7). Replace the blade guards.
(8). Place 2-3 drops of oil on the blade.
USAGE OF THE OUICK VISE
The workpiece is placed between the
vise jaws with the amount to be cut-off
extending out past the blade. Your
machine is equipped with a "quick
action" vise jaw which allows you to
instantly position the moveable vise
jaw (B). Simply turn handwheel (A)
counterclockwise 1/2 turn and move
the vise jaw (B) to the desired position.
Then tighten the vise jaw (B) against
the work-piece by turning hand-wheel clockwise.
- 14
Page 16

QUICK VISE ADJUSTMENT FOR ANGLE CUT
(1). Loosen the A. B. C. D. Screw.
(2). Adjust rear vise to the threaded hole position. (E)
(3). Set the scale to the desired angle.
(4). Adjust the front vise (F) to parallel the rear vise(E)
(5). Tighten the A. B. C. D. Screw.
8. BLADE GUIDE BEARING ADJUSTMENT
ATTENTION: This is the most important adjustment on your saw. It is impossible to get
satisfactory work from your saw if the blade guides are not properly adjusted. The blade
guide bearings on your metal. Cutting Band Saw are adjusted and power tested with
several test cuts before leaving the factory to insure proper setting The need for
adjustment should rarely occur when the saw is used properly. If the guides do get out of
adjustment though, it is extremely important to readjust immediately. If improper
adjustment in maintained, the blade will not cut straight, and if the situation is not
corrected it will cause serious blade damage. Because guide adjustment is a critical factor
in the performance of your saw, it is always best to try a new blade to see if this will
correct poor cutting before beginning to adjust. If a blade becomes dull on one side sooner
than the other, for example, it will begin cutting crooked. A blade change will correct this
problem the guide adjustment will not. If a new blade does not correct the problem, check
the blade guides for proper spacing.
NOTE: There should be from 000 (just touching) 001 clearance between the blade and
guide bearings to obtain this clearance adjusts as follows:
1. The inner guide bearing is fixed and cannot be adjusted.
2. The outer guide bearing is mounted to an eccentric bushing and can be adjusted.
3. Loosen the nut while holding the bolt with an Alien wrench.
4. Position the eccentric by turning the bolt to the desired position of clearance.
5. Tighten the nut.
6. Adjust the second blade guide bearing in the same manner.
- 15
Page 17

REMARK:
1. Adjust the tension of blade until the back of the blade(A) against the blade wheel
(front) lightly.
2. Be sure the nut (E) is tightened.
3. Turn the eccentric shaft(B) counterclockwise, when the bearing(D) touches the saw
blade properly, tighten the nut(E).
4. To adjust, loosen set screw(F) and move the blade adjustable up or down until it
lightly
Touches the back of the blade(A).
5. Repeat 1. 2, 3, and 4 steps to adjust the other side's blade guide bearings(G).
6. Correct the base and blade to be a vertical position with a scale. If necessary,
loosen set screw(F).
7. Set down the blade frame, correct the jaw vise(H) and blade to be a vertical
position with a scale then tighten the set screws (I).
8. Loosen set screw (K), move front jaw vise (J) to against rear jaw vise(H) tightly.
Finish correcting by tightening the set screw(K).
Fig. 1
Fig. 2
- 16
Page 18

9. BLADE TRACK ADJUSTMENT
(1). Open the blade guard.
(2). Remove the blade guide assemblies (top and bottom)
(3). Loosen the hex head screw in the tilting mechanism to a point where it is loose but
snug.
(4). with the machine running, adjust both the set crew and blade tension knob
simultaneously to keep constant tension on the blade. The set screw and blade
tension knob are always turned in opposite directions, i.e., when one is turned
clockwise the other is turned counterclockwise.
The blade is tracking properly when the back side just touches the shoulder of pulley
or a slight gap appears near the center line of the pulley. Care should be taken not to
over-tighten the saw blade since this will give a false adjustment and limit life of the
blade.
(5). Tighten the hex head screw in tilting mechanism. IMPORTANT: Sometimes in trying
to make this critical adjustment it is possible to cause the basic setting to be
misaligned. Should this occur, proceed as follows:
a. Loosen the set screw and back it out as far as it can go and still remain in the
threaded hole.
b. Turn the hex head screw clockwise until it stops (do not tighten).
c. Turn the set screw clockwise until it bottoms, then continue for half a turn and
check the tracking by turning on the machine.
d. If further adjustment is required, go back to step 4.
(6). Turn off power to the machine.
(7). Replace the blade guide assemblies--it may be necessary to loosen the blade
tension lightly.
(8). Adjust the vertical position of blade guide bearing assemblies so that the back side of
the blade just touches the ball bearing.
(9). Make a final run to check tracking. It required, touch up adjustment (See stop 4)
(10). Replace the blade guards.
10. MAINTENANCE
CAUTION: MAKE CERTAIN THAT THE UNIT IS DISCONNECTED FROM THE POWER
SOURCE BEFORE ATTEMPTING TO SE RV ICE OR REMOVE ANY COMPONENT.
That's easier to keep machine in good condition or best performance by means of
maintaining it at any time than remedy it after it is out of order.
(1) Daily Maintenance (by operator)
(a) Fill the lubricant before starting machine everyday.
(b) If the temperature of spindle caused over-heating or strange noise, stop machine
immediately to cheek it for keeping accurate performance.
- 17
Page 19

(c) Keep work area clean; release vise, cutter, work-piece from table; switch off power
source; take chip or dust away from machine and follow instructions lubrication or
coating rust proof oil before leaving.
(2) Weekly Maintenance
(a) Clean and coat the leading screw with oil.
(b) Check to see if sliding surface and turning parts lack of lubricant. If the lubricant is
insufficient, fill it.
(3) Monthly Maintenance
(a) Check if the fixed portion has been loose.
(b) Lubricate bearing, worm, and worm shaft to avoid the wearing.
(4) Yearly Maintenance
(a) Adjust table to horizontal position for maintenance of accuracy.
(b) Check electric cord, plugs, switches at least once a year to avoid loosening or
wearing.
LUBRICATION
Lubricate the following components using SAE-30 oil as noted.
(1). Ball-bearing none.
(2). Driven pulley bearing 6-8 drops a week.
(3). Vise lead screw as needed.
(4). the drive gears run in an oil bath and will not require a lubricant change more often
than once a year, unless the lubricant is accidentally contaminated or a leak occurs
because of improper
Replacement of the gear box cover. During the first few days of operation, the worm gear
drive will run hot. Unless the temperature exceeds 200F., there is no cause for
alarm.
The following lubricants may be used for- the gear box:
Atlantic Refinery Co. Mogul Cyl. Oil
Cities Service Optimums No. 6
Gulf Refinery Co Medium Gear Oil
- 18
Page 20

5. Adjust to where blade just
6. Replace with a new blade,
11. TROUBLE SHOOTING
Possible Cause(s) Corrective Action
1. Materials loosen in vise.
2. Incorrect speed or feed
3.Blade teeth spacing too large
4. Material too coarse
5. Incorrect blade tension
1. Clamp work securely
2. Adjust speed or feed
3. Replace with a small
teeth spacing blade
4. Use a blade of slow
speed and small teeth
spacing
6.Teeth in contact with material
before saw is started
7. Blade rubs on wheel flange
8. Miss-aligned guide bearings
9. Blade too thick
10 Cracking at weld
does not slip on wheel
6. Place blade in contact
with work after motor is
starred
7. Adjust wheel alignment
8. Adjust guide bearings
9. Use thinner blade
10. Weld again, note the
weld skill.
1. Teeth too coarse
2. Too much speed
3. Inadequate feed pressure
4.Hard spots or scale on material
5. Work hardening of material.
1. Use finer teeth
2. Decrease speed
3. Decrease spring tension
on side of saw
4. Reduce speed, increase
feed pressure
5. Increase feed pressure by
reducing spring tension
6.Blade twist
7. Insufficient blade
8. Blade slide
and adjust blade tension
7. Tighten blade tension
adjustable knob
8. Tighten blade tension
1. Blade guides worn.
2. Blade guide bearings not
adjust properly
3. Blade guide bearing bracket
1. Replace.
2. Adjust as per operators
manual
3. Tighten.
is loose
1. Tooth too coarse for work 1. Use finer tooth blade.
- 19
Page 21

4. Use coarser tooth blade or
2. Too heavy pressure; too slow
speed.
3. Vibrating work-piece.
4. Gullets loading
1. Blade tension too high.
2. Drive belt tension too high.
3. Blade is too coarse for work
4. Blade is too fine for work
5. Gears aligned improperly
6. Gears need lubrication
7. Cut is binding blade
s (Crooked) 1. Feed pressure too great.
2. Guide bearings not adjusted
properly
3. Inadequate blade tension.
4. Dull blade.
5. Speed incorrect.
6. Blade guides spaced out too
much
7. Blade guide assembly loose
8. Blade truck too far away from
wheel flanges
2. Decrease pressure,
increase speed
3. Clamp work piece
securely
brush to remove chips.
1. Reduce tension on blade.
2. Reduce tension on drive
belt.
3. Use finer blade.
4. Use coarse blade.
5. Adjust gears so that worm
is in center of gear.
6. Check oil path.
7. Decrease reed anti speed
1. Reduce pressure by
increasing spring tension
on side of saw
2. Adjust guide bearing, the
clearance can not greater
than 0.001.
3. Increase blade tension by
adjust blade tension
4. Replace blade
5. Adjust speed
6. Adjust guides space.
7. Tighten
8. Re-track blade according
to operating instructions.
Bad Cuts (Rough)
Blade is twisting
1. Too much speed or feed
2. Blade is too coarse
3. Blade tension loose
1. Cut is binding blade.
2. Too much blade tension.
- 20
1. Decrease speed or feed.
2. Replace with finer blade.
3. Adjust blade tension.
1. Decrease reed pressure.
2. Decrease blade tension.
Page 22

CIRCUIT DIAGRAM
- 21
Page 23

ELECTRICAL SPECIFICATION
- 22
Page 24

CIRCUIT DIAGRAM
- 23
Page 25

ELECTRICAL SPECIFICATION
301461 Complete electrical box
301462 Contactor 24v coil
301795 Overload
300828 Relay, orange
- 24
Page 26

- 25
Page 27

- 26
Page 28

MODEL SE 712
ITEM PART NO. REF NO. DESCRIPTION SPECIFICATION
1 300935 181107-2 Swivel Base
2 300757 181108A Acme Screw
3 300907 W002 Washer 1/2"x28xt2
4 300860 S601 Hex. Socket Headless Screw 1/4"x1/2"L
5 300758 181606 Wheel-hand
6 300752 3027-1 Handle
7 301269 181266 Fixed Bolt
8 301270 W008 Flat washer 3/8"x25xt2
9 300936 181114 Vise Jaw Bracket(Front)
10 300937 HP021 Pin
5x34L
11 300938 181136A Bracket
12 300755 181604 Acme Nut
13 300909 181605 Button
14 300910 W203 Spring Washer 3/16" (2 each)
15 300911 191206 Retainer, Spring
16 78833 HS519 Cross Round Head Screw M5x10L
17 43331 S410 Hex. Socket Head Screw 3/8"x1-1/2"L
18 43916 N001 Hex. Nut 1/2"
19 300907 W002 Washer 1/2"x28xt2
20 S501 Carriage Screw 1/2"x2"L
21 S003 Hex. Head Screw 1/2"x2"L
22 300939 181113-1 Vise Jaw Bracket(Rear)
23 300940 181121 Bushing
24 300941 181122-1 Support Rod
25 43314 S022 Hex. Head Screw 5/16"x3/4"L
26 300942 181123 Pivot Bracket
27 181270 Washer
28 S012 Hex. Head Screw 3/8"x1-1/2"L
29 301686 181133 Support Plate
30 181134 Fixed Plate
31 300943 181117-1 Spring or 301290
32 301291 181118 Spring Adjusting Screw
33 301687 181115 Spring Handle Bracket
34 43314 S022 Hex. Head Screw 5/16"x3/4"L
35 43632 W016 Washer 5/16"x23xt2
- 27
Page 29

MODEL SE 712
ITEM PART NO. REF NO. DESCRIPTION SPECIFICATION
36 N005 Hex. Nut 3/8"
37 W014 Washer 3/8"x23xt2
38 301688 181130 Thumb Screw
39 43314 S022 Hex. Head Screw 5/16"x3/4"L
40 300944 3021 Stock Stop Rod or 301300
41 300945 181125 Distance Set Bracket
42 S019 Hex. Head Screw 5/16"x1-1/2"L
45 181112 Support Plate
46 S014 Hex. Head Screw 3/8"x1-3/4"L
47 N005 Hex. Nut 3/8"
48 43314 S022 Hex. Head Screw 5/16"x3/4"L
49 43632 W017 Washer 5/16"x18xt1.5
50 S014 Hex. Head Screw 3/8"x1-3/4"L
51 N005 Hex. Nut 3/8"
52 43314 S022 Hex. Head Screw 5/16"x3/4"L
53 43632 W017 Washer 5/16"x18xt1.5
55 301689 181431A Gear Box Gasket
56 301690 181420B Cover
57 301285 3131 Switch Cover
58 S708 Cross Round Head Screw 3/16"x3/8"L
59-1
59-2
61 300733 Switch -limit
62 301537 181106 Coolant Pan
63 181989 Switch Bracket(For CE Only)
64 S708 Cross Round Head Screw 3/16"x3/8"L
65 301404 191106 Filter
67 S013 Hex. Socket Head Screw 3/8"x1-1/4"L
68 43632 W017 Washer 5/16"x18xt1.5
69 N005 Hex. Nut 3/8"
70 301691 181101-1 Leg(Left)
71 301405 181102 Leg(Right)
Switch Instruction Plate
Hex. Nut
72 79147 S101 Hex. Head Screw 3/8"x1"L
73 W014 Washer 3/8"x23xt2
74 N005 Hex. Nut 3/8"
- 28
Page 30

MODEL SE 712
ITEM PART NO. REF NO. DESCRIPTION SPECIFICATION
75 S708 Cross Round Head Screw 3/16"x3/8"L
77 301406 181103 Panel
78 301454 181854 Hose OD16mmxID13mmx260m
82 300962 181256 Coolant Tank
82-1 300961 Filter
84 300754 Pump
85 S701 Cross Round Head Screw 1/4"x1/2"L
86 W004 Washer 1/4"x19xt1.5
88 301694 181852 Coupler 3/8"PT
89 181601 Hose Clip
90 301456 181981 Hose 0D12mmxID8mmx2000m
91 301455 181856 Valve 1/8"PT
94 301535 181128 Wheel Rod
ACC-4(5)
95 300742 181129 Wheel
96 301536 HP210 Cotter Pin
97 300730 181304-2 Cylinder Complete Set OR 300750 RF-712N
99 W017 Washer 5/16"x18xt1.5
100
101
102
112
113 300952 181242B Brush Support
114
115
116 301695 192029 Bearing Spacer
117 301696 181307 Bushing
118 78744 HS422 Hex. Socket Headless Screw M6x10L
119 301620
120 300951 192030 Spring for brush
130
S017 Hex. Head Screw 5/16"x1"L
S412 Hex. Socket Head Screw 3/8"x2-1/4"L Threaded
W013 Washer 3/8"x20xt2
181241BS Brush Assembly items 112-118, 120, 258
W007 Washer 3/16"x12xt0.8
S708 Cross Round Head Screw 3/16"x3/8"L
181241BS
181306 Bracket For CE Only
Brush assembly items 112-118,120,258
3x25L
131
132
133
134
201 300749 181216-1 Gear Box
201 300749R
HS508 Cross Round Head Screw M4x5L , For CE Only
181305 Switch base For CE Only
HW003 Washer M5 , For CE Only
HW509 Cross Round Head Screw M4x10L , For CE Only
Rebuilt gear box
- 29
Page 31

MODEL SE 712
ITEM PART NO. REF NO. DESCRIPTION SPECIFICATION
202 301473 181223 Worm Shaft
203 300957 K008 Key 5x5x30L
204 300853 CA6003LLU Bearing
205 301476 181224 Bearing Bushing
207 300495 C002 C-Retainer ring R17
208 300908 S607 Hex. Socket Headless Screw 5/16"x1/2"L
209 300958 181226 Spindle Pulley
210
211 300747 181874 Belt 3Vx270
212
213
214 301697 181222-1 Gear Box Cover
215 301698 181221 Gear Box Gasket
216 301468 HK025 Key 6x6x20L
217 301683 181220-1 Worm Gear
S604 Hex. Socket Headless Screw 1/4"x3/8"L
Cross Socket Hex. Head Screw 1/4"x5/8"L
S604 Hex. Socket Headless Screw 1/4"x3/8"L
218 301467 181219-1 Transmission Wheel Shaft
219 43993 HCS13 C-Retainer Ring 76827 S25
221 301471 181218-1 Bushing
222 300693 CA6205LU Bearing
223 301699 181217-1 Bushing
225 301700 181246 Bearing Cover
226 300905 S712 Cross Round Head Screw 5/32"x3/8"L
227 300946 181203-1 Body Frame
228 43633 W204 Spring Washer 3/8"
229 43330 S013 Hex. Socket Head Screw 3/8"x1-1/4"L
230
231 300947 181214-2 Drive Wheel
232 43314 S022 Hex. Head Screw 5/16"x3/4"L
234 301730 HP013 Pin
235 301730 181208 Sliding Plate Draw Block
236 301730 181209 Blade Wheel Shaft
237 300934 181210 Sliding Plate OR 300737
C-Retainer ring S26
4x22L
238 300933 181211 Blade Tension Sliding Block
239
240
241
S608 Hex. Socket Headless Screw 5/16"x3/4"L
S019 Hex. Head Screw 5/16"x1-1/2"L
W015 Washer 5/16"x12xt2
- 30
Page 32

MODEL SE 712
ITEM PART NO. REF NO. DESCRIPTION SPECIFICATION
242
243
244 301703 181212 Spring
245 301704 181213 Blade Adjustable Knob
246 301705 181207-1 Bushing
247
248 300734 CA6202Z Bearing
250 300948 181205-2 Idler Wheel
251 300732 181894 Blade 0.032"x3/4"x93"
252
253 43314 S022 Hex. Head Screw 5/16"x3/4"L
254 301350 181240 Switch Cut Off Tip
255
256
258 300736 181241A Brush
W205 Spring Washer 5/16"
S020 Hex. Head Screw 5/16"×1"L
HCR04 C-Retainer ring R35
W017 Washer 5/16"x18xt1.5
W005 Washer 1/4"x16xt1.5
S201 Cross Round Head Screw 1/4"x1/2"L
261 301685 3066-3 Blade Adjustable Knob
262 300949 181228-1 Adjustable Bracket(Rear)
263
264
265 10026-01 CA6000ZZ Bearing for 10mm I.D. on current version
265 300744 8mm I.D. old version
266 300950 3064 Blade Adjustable (Rear) Hole
267 301445 3063 Bearing Pin
268 43632 W017 Washer 5/16"x18xt1.5
269
270
271 301602 3069 Deflector Plate
272 43798 S301 Flat Cross Head Screw 1/4"x1/2"L
273 300746 181243 Bearing Shaft
274 300745 181244 Guide Pivot (Right)
276 301447 HCS01 C-Retainer Ring 301593 S10
277 300956 181230-1 Adjustable Bracket(Front)
N006 Hex. Nut 3/8"UNF
W208 Spring Washer 3/8"
W205 Spring Washer 5/16"
S416 Hex. Socket Head Screw 5/16"x1-1/4"L
278 300954 3064-1 Blade Adjustable (Front) Without Hole
279 300955 181231 Blade Cover(Front)
280
281
S711 Cross Round Head Screw 5/32"x1/4"L
S604 Hex. Socket Headless Screw 1/4"x3/8"L
- 31
Page 33

MODEL SE 712
ITEM PART NO. REF NO. DESCRIPTION SPECIFICATION
282 301706 0162 Nozzle Cock Support
283
284 301534 181202 Knob
284
285
286 300739 181201 Blade Back Cover
287 300737 181238 Wheel Cover
288
289
290
291 300960 181237 Motor Pulley Cover ( Plastic )
293
294
295 300957 K008 Key 5x5x30L
296
S416 Hex. Socket Head Screw 5/16"x1-1/4"L
181202-1 Knob (For CE Only)
W005 Washer 1/4"x16xt1.5
W005 Washer 1/4"x16xt1.5
S701 Cross Round Head Screw 1/4"x1/2"L
S201 Cross Round Head Screw 1/4"x1/2"L , For CE Only
S006 Hex. Head Screw 1/4"x1/2"L
W004 Washer 1/4"x19xt1.5
S604 Hex. Socket Headless Screw 1/4"x3/8"L
297 300959 181235 Motor Pulley
298
299
300 300741 M301 Motor 3/4HP/110/60/1PH
301374 Motor Fan
301375 Motor Cover
301
302
303 301708 181234A Motor Mount Plate
304
305 43314 S022 Hex. Head Screw 5/16"x3/4"L
306
307 301709 181233A Motor Mount Bracket
310
311
312
313 301486 3055-3 Vertical Saw Table Optional
S503 Screw 5/16"x1"L
S013 Hex. Socket Head Screw 3/8"x1-1/4"L
S021 Hex. Head Screw 5/16"x2"L
N007 Hex. Nut 5/16"
N007 Hex. Nut 5/16"
W016 Washer 5/16"x23xt2
S201 Cross Round Head Screw 1/4"x1/2"L
W005 Washer 1/4"x16xt1.5
181232-1 Support Plate Optional
314
316 301289 Scale
317
318
W008 Flat washer 3/8"x25xt2
3149 Vent Plug M8xP1
3072-2 Bearing Cover
- 32
Page 34

MODEL SE 712
ITEM PART NO. REF NO. DESCRIPTION SPECIFICATION
319 43881 S302 Flat Cross Head Screw 3/16"x3/8"L
320 301710 181245 Bushing
326
330
330-1
330-2
333
335
339
340
S708 Cross Round Head Screw 3/16"x3/8"L
181980 Fitting PET(3/8PT)x5/16"
181602 Pipe Jointer
6
181603 Pipe Nut M10
W007 Washer 3/16"x12xt0.8
Wire Nipple 5/8"
181992 Bushing
181993 Cylinder Protector
341 301299 181301-2 Cylinder Lower Support
342 301191 181302-2 Cylinder Upper Support
343
344
345
W005 Washer ( For CE Only) 1/4"x16xt1.5
181988 Gear Box Protector(For CE Only)
181991 Emergency Switch Bracket(For CE Only)
348
349
352
353
355
356
357
358
371
375
S727 Cross Round Head Screw M6x12L
S726 Cross Round Head Screw M6x10L
W016 Washer 5/16"x19xt1.5
S018 Hex. Head Screw 5/16"x1/2"L
N005 Hex. Nut 3/8"
181979 Hose Bib
W018 Washer 5/16"x23xt3
S022 Hex. Head Screw 5/16"x3/4"L
ET1304 Wire Nipple 1/2"
S708 Cross Round Head Screw 3/16"x3/8"L
388 300733 Limit Switch
389
Toggle Switch
390 301286 181932 Toggle Switch Cover
391 301461 181401 Electrical Box
392
181402 Cover
407 300953 192039 Knob W/Shaft
408
N005 Hex. Nut 3/8"
409
410
411
412
W013 Washer 3/8"
S013 Hex. Socket Head Screw 3/8"x1-1/4"L
181308 Coaster of Stand 1/2"
N001 Hex. Nut 1/2"
- 33
Page 35

- 34
 Loading...
Loading...