

Page 1
10 & 20 TON UTILITY PRESS
OWNERS MANUAL
BENCH AND FLOOR MODEL PRESSES
10 & 20 Ton single acting manual hydraulic press
FOR YOUR OWN SAFETY AND
OPTIMUM OPERATION READ
INSTRUCTION MANUAL BEFORE
OPERATING PRESS
RETAIN THIS MANUAL FOR
FURTHER REFERENCE.
10 TON BENCH PRESS 10 TON FLOOR PRESS 20 TON FLOOR PRESS
# 972200 #972210 #972220
Page 2

Distributed by:
75 Truman Road
Pella, IA 50219
Phone:1-877-VAN-SANT
E-mail: sales@trick-tools.com
Trick-Tools
Here at Trick Tools we believe that our customers deserve the best
value in their tool and equipment purchases. We are constantly at
work searching out a variety of high quality, high performance tools
to oer at the best prices possible. Our commitment to you is that
we will not oer “cheap junk” anywhere on our website. You, the
customer, help us to evaluate our products constantly and as soon as
an ongoing quality issue is uncovered we will correct it or disconnue
that product immediately. We hope to earn your connued trust.
Page 3
1
TABLE OF CONTENTS
• Model specifications & Placement of press page 2
• Safety points page 3
• Warning labels page 4
• Safeguarding page 5
• Assembly instructions page 6
• Assembly instructions page 7
• Assembly instructions page 8
• Operation instructions page 9
• Maintenance page 10
• Trouble shooting page 11
• Parts list for bench press page 12
• Exploded diagram for bench model page 13
• Parts list for floor press page 14
• Exploded diagram for floor model page 15
• Parts list for 20-ton floor press page 16
• Exploded diagram for 20-ton floor model page 17
• Adding oil to pumping unit page 18
Page 4
2
MACHINE SPECIFICATIONS
.
1. INSTALLATION PLACEMENT:
CAUTION
Machine Specifications
10 Ton Bench
10 Ton Floor
20 Ton Floor
Press Type
Manual 10-ton Bench
Manual 10-ton Floor
Manual 20-ton floor
Cylinder Type
Single Acting
Single Acting
Single Acting
Max. Press Capacity
10 Ton
10 Ton
20 Ton
Ram Diameter
1- 1/2"
1- 1/2"
2"
Ram Stroke
6"
6"
8"
Head Travel
Left / Right of center
Left / Right of center
Left / Right of center
Ram Travel Per Stroke
1/8" approx.
1/8" approx.
3/16” approx.
Width Between Uprights
16-3/4"
16-3/4"
23"
Width Between Channels
3"
3"
4"
Max. Ram to Table
16"
38"
39"
Overall Height
36"
60"
74"
Weight
132 lbs.
149 lbs.
283 lbs.
INSTALLATION OF PRESS
PRESS PLACEMENT SELECTION
1. Location of press should be in a well-lit area that will not interfere
with other machines or operations.
2. Carefully unbox machine components from shipping carton.
Inspect all packing as not to throw out any parts or manuals.
3. When transporting the machine please use caution. If using a sling
have someone steady the machine while transporting it.
4. Install your press on a sturdy level floor surface, or work bench.
The machine must be anchored to the floor or workbench
securely.
5. After installing the press, use a degreasing product to clean off the
anti-rust oil which was applied at the factory. Then wipe machined
surfaces (such as ram) with a light coating of lubricant oil.
6. Read rest of the owner’s manual before operating this machine.
Review and understand all safety instructions.
Page 5
3
1. Keep hands out of point of operation.
2. Never hold part while pressing.
3. Always wear the eye protection.
4. Clamp work piece or brace when pressing.
5. Never place fingers in pin holes.
6. Always use nose piece when pressing. Never press using the end of the
ram, damage to ram or threads can occur.
7. Never use a press that is not fastened securely to the floor or workbench.
8. Always used table pins and accessories furnished with press.
9. Always have firm footing when operating press.
10. Do not use press if parts are damaged or missing. (Hoses, structural
components)
• SAFETY POINTS
BEFORE USE, ALL SAFETY POINTS MUST BE READ AND UNDERSTOOD!
Before the PRESS is used, the instruction manual with this machine must be read and
understood. This manual offers safe operation instructions. Offered below are safety
instructions designed for the press and general safety instructions that apply to
most machinery.
Operation of the press incorrectly, or in a dangerous
fashion can result in serious injury or death.
Operation of the press incorrectly, or in a dangerous
fashion can result in damage to machine or it’s
components and to the cutting tool.
Instructions for safe press use.
Intend use :
This machine is intended to be operated by one person. This person should be
conscious of the press ram movement not only for himself but also for persons in the
immediate area of the machine. Caution is required when operating the press because
it can be dangerous due to the high pressures exerted from the ram. Operation
hazards such as pinching, ejection of parts are always present. Please think about the
safety warnings in the instruction manual before operating the machine.
Misuse of this machine will void warranty and cause unsafe working
conditions.
2. FOR SAFE OPERATION
For your own safety read the instruction manual before operating your single
acting hydraulic press.
Page 6
4
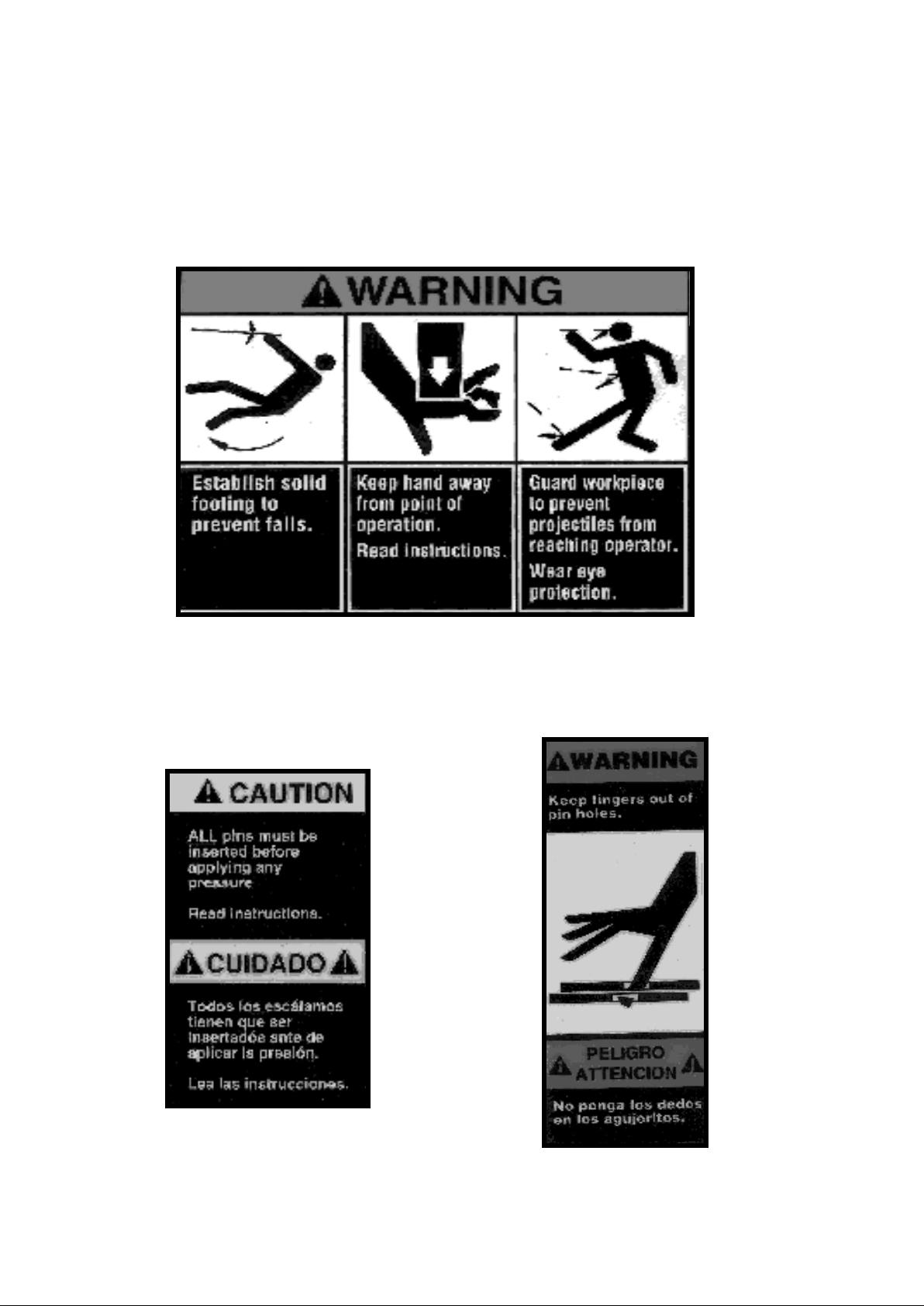
3. WARNING LABELS:
READ AND UNDERSTAND THESE WARNING LABELS PLACED ON THIS
MACHINE BEFORE OPERATING. MAKE SURE ALL PERSONS IN THE AREA
OF THE PRESS ARE AWARE OF THESE WARNINGS.
UNDER NO CIRCUMSTANCES SHOULD THESE LABELS BE REMOVED!
Establish solid footing Keep hands away Guard workpiece to
To prevent falls from point of prevent projectiles
operation from reaching operator
WEAR EYE PROTECTION
All pins must be inserted before
applying any pressure Keep finger out of pin holes
Page 7

5
SAFEGUARDING THE POINT OF OPERATION
ANSI B11.2 – Hydraulic Power Presses
Safety Requirements for Construction, Care and Use
It is important that Dake press users have a clear understanding of their responsibility
involving the care and use of their Dake hydraulic press, including point-of-operation safe
guards. Dake strongly recommends that Dake press users obtain a copy of the current
American National Standard Institute (ANSI) B11.2 standard, for a more complete
understanding of their responsibilities.
ANSI B11.2 states the following, relative to point of operation safeguarding:
“Normally, only the employer (press user) can determine the requirements of the press
productions system components, including the dies and methods for feeding. There fore, the
employer is ultimately responsible to designate and provide the point-of-operation
safeguarding system”.
The standard also discusses additional responsibilities of the employer. Some of the key
responsibilities are:
The employer is responsible for the safety, use and care of the hydraulic power press
production system.
The employer is responsible to consider the sources of hazards for all tasks to be
implemented on the hydraulic power press production system.
The employer is required to eliminate or control identified hazards in the scope of their work
activity.
The employer is responsible for the training of personnel, caring for, inspecting, maintaining
and operating hydraulic press production systems to ensure their competence.
The employer is responsible to provide and ensure that point-of-operation safeguarding is
used, checked, maintained and where applicable, adjusted on ever production operation
performed on a press production system.
A complete and current copy of the ANSI B11.2 standard can be obtained by contacting
the following:
American National Standards Institute
1430 Broadway
New York, NY 10018
AMT – The Association for Manufacturing Technology
7901 Westpark Drive
Mclean, VA 22102
Page 8

6
4. ASSEMBLY INSTRUCTIONS:
FOR DAKE MODEL MECHANICS UTILITY 10 & 20 TON BENCH AND FLOOR MODEL
PRESSES.
Your new Dake Press has been packaged in a manner to prevent damage to any critical
components, some assembly will be required. All parts in the accessory box are critical to
the function of your press. Please review the parts breakdown to insure you have all
components required. Please refer to the parts breakdown and exploded diagrams on
pages 12-17 of this owner’s manual.
Your press head frame, uprights and head traverse ram plate has been pre-assembled at
the factory. You will be required to install the worktable, ram, pumping unit and base angles.
Follow the simple instructions below for quick assembly. Assembly may be made easier if
the frame is laid down flat with the front facing upward.
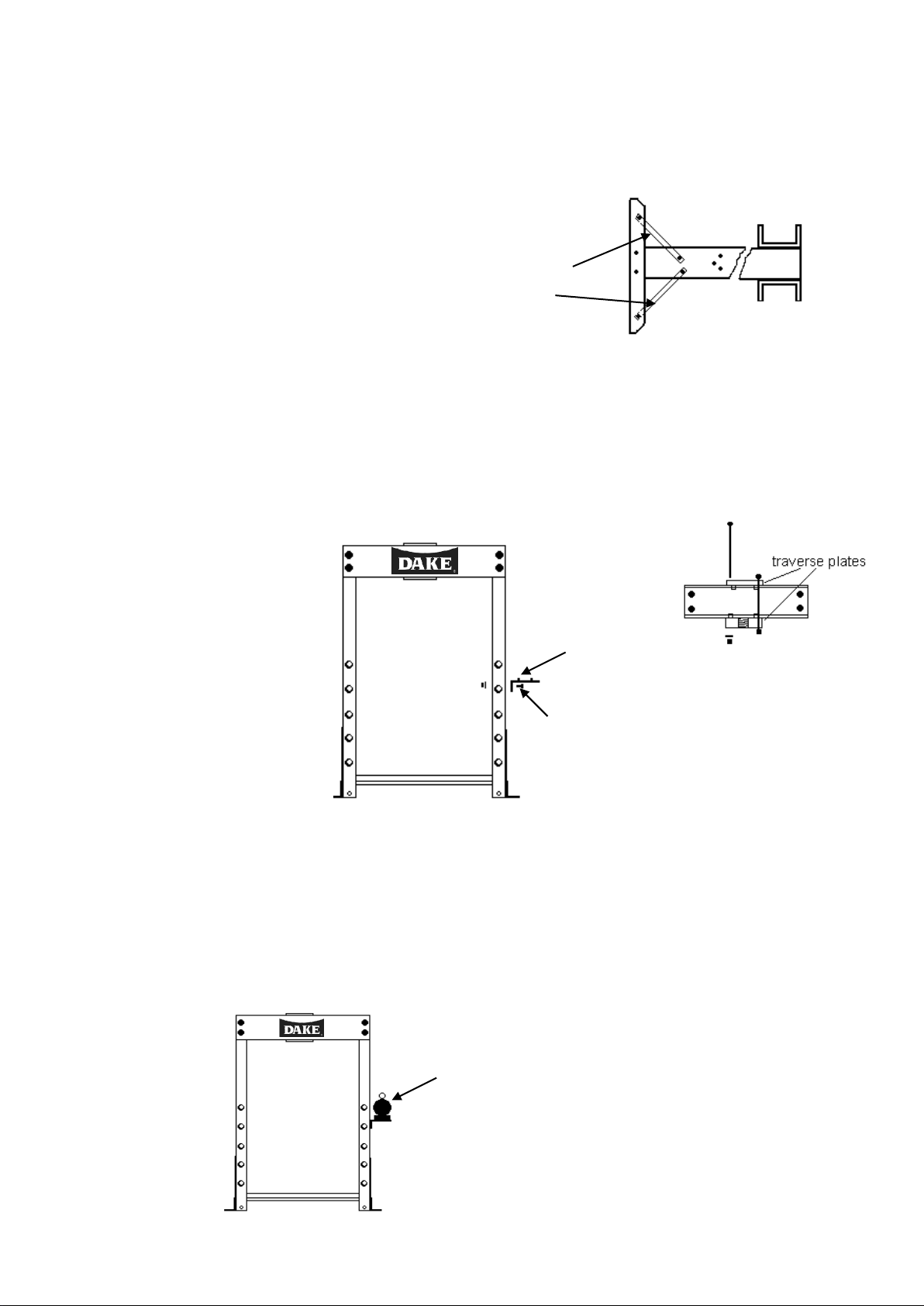
STEP 1: Bench model:
Using (2) M8 x 20mm bolts, nuts and washers install the union support to the bottom from of
the upright channels. (Pump hanger bracket on the right-hand side of the upright.) Angle is
to face outward see drawing below on right.
Hand tighten.
Pump hanger bracket
Union support
STEP 1. Floor models:
Install the union support to the inside of the upright channels and base angles, using the 4 of
the M8 x 25mm bolts, nuts and washers provided. Place union support in-between the
channels, and install the 2 base angles to the frame through the union support and install
nuts. Base angles face outward (See drawing below) Hand tighten.
Base angle
Union support
Union support
Base angle
Page 9
7
STEP 2. Floor models: (Bench model skip this step)
Install the diagonal support straps. Using 4 M8 x 25mm bolts, nuts and washers. Install the
support straps to the inside of the base angles then to the frame as shown. Finger tighten.
Diagonal support
straps
STEP 3:
Carefully stand the unit upright. Making sure all components are square to each other,
tighten all nuts and bolts securely.
STEP 4: Floor model: (Bench model skip this step)
Install pump mounting plate on the side of the upright channel using the 3 M10 x 25mm
bolts, nuts and washers.
STEP 5:
(20-ton model skip this
step, plate is pre-installed).
Mount Head ram traverse
plates. The side with two Pump mounting plate
bars welded to them go
inside the frame, with Mounting bolts, nuts, washers
the thick threaded
plate on the bottom.
Using two 10mm x 120
mm bolts, washers and
nuts snug only enough
To allow plate to travel
STEP 6. Floor models: (Bench model skip this step)
Install the pumping unit to the mounting plate using 2 M10 x 25mm bolts, nuts and washers.
Make sure pump is centered on this mounting plate.
Pumping unit
Page 10

8
STEP 7:
With press standing upright and all bolts tightened install the worktable. Insert two table pins
in the two lowest holes. Take the worktable and tilt it at a sharp angle and insert it in the
uprights. (NOTE: The gussets welded to the table are at slight angles. The narrowest
dimension of these gussets go down. See drawing) (Step 1) Once worktable is in the
uprights turn it level and lower down and set it on the table pins. (Step 2) Take care when
doing this, a helper would be advised.
Gussets inside table
Step 1
Lower
Narrowest dimension
Step 2
STEP 8:
Locate the cylinder and remove the plastic protective cap on the end of the ram. (If
applicable) Carefully screw the cylinder from the top into the head traverse ram plate. Screw
this in as tight as possible while keeping the cylinder’s hydraulic hose fitting facing to the
right or pump side. (Cylinder may not be totally tight while keeping the fitting facing this way,
but it will not effect the presses operation.)
Using Teflon tape install the gauge to the Hose fitting
top of the cylinder facing forward.
When gauge and hose fittings Gauge
are in correct position install the
spanner nut on the bottom of cylinder
and snug up.
STEP 9:
On the bench model hang the pumping unit in its holder bracket on the side of the frame.
Remove the plastic protective cap from the end of the hydraulic hose. Screw the hydraulic
hose onto the cylinder hose fitting. The fitting has a knurled collar that you can tighten by
hand. (Do not use a wrench because damage may occur to the fitting) The hose has a check
valve that prevents oil from escaping so if hose is ever removed air will not get in the system.
Page 11

9
Install a nose piece and use table blocks when operating this machine.
Nose piece
Table block
NOTE:
System is filled with oil and may take a few pumps to fill all lines.
Close the pump valve and pump to check for piston action, and for
leaks. If air appears to be in the system, open the valve handle and pump
vigorously about a dozen times. Close valve and try again.
STEP 10:
Chose location placement as described on page 2. Mount the press securely.
You are now ready to use the press.
5. OPERATION (PROCEDURE)
Always use the supplied nose pieces. The flat nose piece will be good for most pressing and
flattening operations. The step style nose piece will work well for pressing bearing, bushing
and parts that have a hole that the nose piece will fit into. This nose piece will help support or
hold the piece during pressing operations.
There are two table plates that should always be used as a backing plate during pressing
operations. You will find notches in these table plates to allow you to use the press as a
straightening press for axles, shafts, etc and most round stock.
When using your press always use the highest table setting to minimize the stroke distance
of the ram. Note: Only use supplied table pins. Do not weld or pin table. Once a part is put in
the press and is clamped or braced securely, close the pumping unit release valve handle.
(Clockwise). Pump the handle to lower the ram. Pump until pressing operation is completed.
If you need to maintain pressure leave the valve on the pumping unit closed. When
operation is complete, turn the valve counter-clockwise to release pressure and raise the
ram. Once the ram has been raise just above the work close valve again and repeat
Page 12

10
operation on the next part. There is no need to raise the ram all the way to the top each
time.
If pressing application requires a certain tonnage, press until the gauge reads the
appropriate tonnage then stop. Release pressure and repeat operation.
NOTE: Never pump the ram down fully and dead head the ram in the cylinder. Only build
pressure when using the table plates or a part is being pressed. Failure to do this may cause
ram seal damage and leaking.
If the application requires off center pressing, loosen the head ram traverse plate bolts and
slide head left or right to the area where pressing is required. You may now proceed with the
operation. When head is returned to the center position snug these bolts up to prevent
unexpected movement.
Always make sure you are
pressing with the whole ram.
Center ram over the work, do
not press with only the edge
of the nose piece. This can
cause injury by ejecting the
part, or damage to the ram.
6. MAINTENANCE OF MACHINE
MAINTENANCE!
1. On a regular basis wipe the entire press. Keep ram free from
debris and abrasive materials (Frequency depends on
environment the machine is in)
2. A light oil applied to the ram will help to keep the surface clean.
3. If the hydraulic hose or table pins are worn or cut, or damaged in
any way, have it replaced immediately.
4. If oil is ever needed, remove plug from the top of the pumping unit
and add hydraulic jack oil. Bleed the system by pumping the
handle repeatedly about a dozen times with the valve open. Close
valve and check that air has been bled.
5. WARNING: Never make adjustments to the pressure setting
adjustment. Never remove the red plastic cap covering this
adjustment screw. Serious machine damage or physical injury
may occur.
Page 13

11
7. TROUBLE SHOOTING:
Problem Solution
Oil leaking around ram. Put ram under full pressure for 1 hour. Bad seal
Ram is jerky or sluggish With valve open repeatedly pump the handle to bleed air from lines.
Ram does not return fully Open and close valve several times. Return spring broken.
Pump will not pump Make sure valve is fully closed. Low oil level. Add oil and bleed (Last page)
Leaking by gauge Place Teflon tape to threads and reinstall.
Leaking by hoses Check all fittings, make sure they are tight. Look for a hole or abrasions.
Will not reach max. tonnage Check that the valve is closed fully. Bleed system.
Will not hold pressure Some bleed off will occur over time. Check if valve is closed fully
Gauge Conversion 10 Ton
45MM Bore = 1.785
10 Ton
551 Bar
7992 PSI
5 Ton
275 Bar
3996 PSI
4 Ton
220 Bar
3196 PSI
3 Ton
165 Bar
2397 PSI
2 Ton
110 Bar
1598 PSI
1 Ton
55 Bar
799 PSI
Gauge Conversion 20 Ton
65MM Bore = 2.559
1 Ton
388.86 psi
4,277.51 psi
11 Ton
2 Ton
777.73 psi
4,666.38 psi
12 Ton
3 Ton
1,166.59 psi
5,055.25 psi
13 Ton
4 Ton
1,555.46 psi
5,444.11 psi
14 Ton
5 Ton
1,944.32 psi
5,832.97 psi
15 Ton
6 Ton
2,333.19 psi
6,221.84 psi
16 Ton
7 Ton
2,722.055 psi
6,610.70 psi
17 Ton
8 Ton
3,110.92 psi
6,999.57 psi
18 Ton
9 Ton
3,4993.78 psi
7,388.43 psi
19 Ton
10 Ton
3,888.65 psi
7,777.30 psi
20 Ton
Page 14

12
8. PARTS LIST
10 TON BENCH UTILITY PRESS PARTS LIST
Ref # Dake Part # Description Qty.
1 301139
Frame upright channel
2
2 301138
Head frame channel
2
3 / 19 301137 / 301133
Head ram traverse plates
1 upper & lower
4 301136
Bolt M12 x 110mm
6
5 301135
Lock washer 12mm
6
6 301134
Nut M12 x 4
6
7 301132
Union support
1
8 301131
Base angle
2
9 301130
Bolt M8 x 20
6
10 301129
Lock washer 8mm
6
11 301128
Nut M8
6
12 301127
Flat nose piece
1
13 301126
Step nose piece
1
14 301125
Table pin
2
15 301124
Table plate
2
16 301123
Work table
1
17 301122
Ram / Cylinder
1
17A 302382
Cylinder spring
1
18 301121
Pumping unit
1
20 301150
Bolt M10 x 140
2
21 302277
Washer 10mm
2
22 301149
Lock washer 10mm
2
23 301141
Nut 10mm
2
24 301120
Gauge
1
25 302276
Ring
1
Items not shown
302318
Cylinder Seal kit
302382
Spring for cylinder
302310
Fitting Nipple
302309
Fitting Coupler
302554
Pump repair kit
302508
Hydraulic hose w/Coupling
Spare seals should be stored in safe location out of direct sunlight.
When ordering, parts have model and date of purchase information ready.
For assistance call Dake Customer Service at 1-800-937-3253 or fax to 1-800-846-3253
e-mail to customerservice@dakecorp.com
Page 15

13
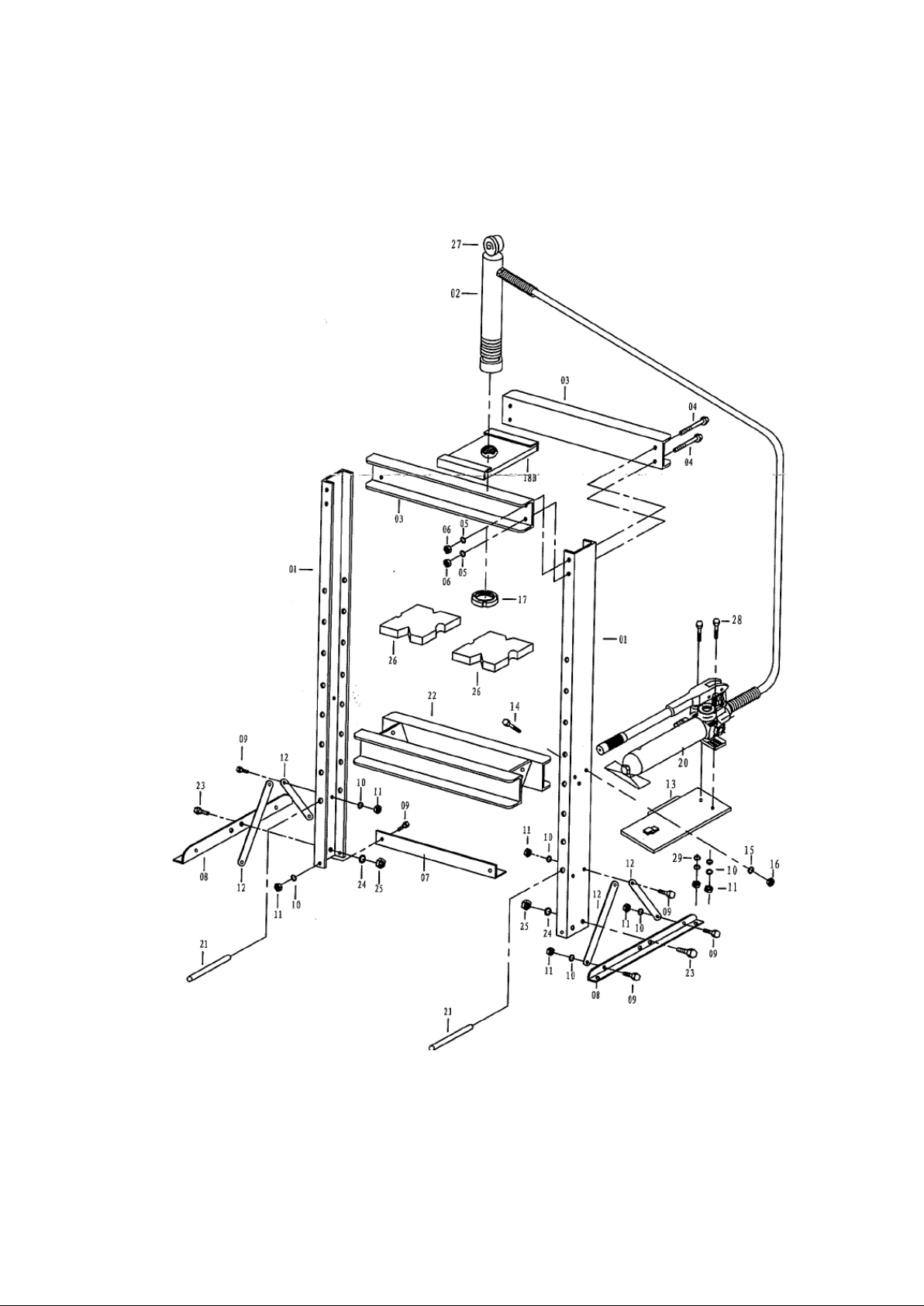
10 TON BENCH UTILITY PRESS
Page 16

14
10 TON FLOOR UTILITY PRESS PARTS LIST
Ref # Dake Part # Description Qty.
1 301154
Frame upright channel
2
2 301153
Head frame channel
2
3 / 4 301152 / 301151
Head ram traverse plates
1 upper & lower
5 301150
Bolt M10 x 120mm
2
6 301149
Lock washer 10mm
2
7 301148
Union Support
1
8 301147
Base angle
2
9 301146
Bolt M8 x 25
12
10 301129
Lock washer 8mm
12
11 301128
Nut M8
12
12 301145
Angle support strap
4
13 301144
Pump support bracket
1
14 301143
Bolt M10 x 25
5
15 301142
Lock washer 10mm
4
16 301141
Nut M10
4
17 301123
Work table
1
18 301124
Table plate
2
19 301127
Flat nose piece (1-5/8 – 12)
1
20 301126
Step nose piece (1-5/8 – 12)
1
21 301140
Ram / Cylinder
1
21A 302383
Cylinder spring
1
22 301121
Pumping unit
1
23 301125
Table pin
2
24 301136
Bolt M12 x 110mm
4
25 301135
Lock washer 12mm
4
26 301134
Nut M12
4
27 302274
Bolt M8 x 25
4
28 301120
Gauge
1
29 302275
Ring
1
Items not shown
302318
Seal kit
302383
Cylinder spring
302310
Fitting Nipple
302309
Fitting Coupler
302554
Pump repair kit
302508
Hydraulic hose w/Coupling
Spare seals should be stored in safe location out of direct sunlight.
When ordering, parts have model and date of purchase information ready.
For assistance call Dake Customer Service at 1-800-937-3253 or fax to 1-800-846-3253
e-mail to customerservice@dakecorp.com
Page 17

15
10 TON FLOOR UTILITY PRESS
Page 18
16
20 TON FLOOR UTILITY PRESS PARTS LIST
Ref # Dake Part # Description Qty.
1 303183
Frame upright channel
2
2 303184
Ram Cylinder
1
3 303208
Head frame channel
2
4 303204
Bolt M18 x 140mm
4
5 303203
Lock washer 18mm
4
6 303205
Nut 18mm
4
7 303186
Union support
1
8 303207
Base angle
2
9 301146
Bolt M8 x 25mm
10
10 301129
Lock washer 8mm
12
11 301128
Nut 8mm
12
12 301145
Angle support strap
4
13 301144
Pump support bracket
1
14 301143
Bolt M10 x 25mm
3
15 301142
Lock washer 10mm
3
16 301141
Nut 10mm
3
17 303187
Spanner nut
1
18B 303202
Head traverse plate
1
20 303192
2 Stage pumping unit
1
21 303194
Table pin
2
22 303197
Table
1
23 78754
Bolt M12 x 30mm
4
24 301135
Washer 12mm
4
25 301134
Nut 12mm
4
26 303193
Pressing plates
2
27 303198
Gauge
1
28 78786
Bolt M8 x 30mm
2
29 303206
Washer 8mm
2
Items not shown
303199
Seal kit
303200
Cylinder spring
302508
Fitting Nipple
302309
Fitting Coupler
303201
Pump repair kit
302508
Hydraulic hose w/Coupling
303191
Flat nose piece
303190
Stepped nose piece
Spare seals should be stored in safe location out of direct sunlight.
When ordering, parts have model and date of purchase information ready.
For assistance call Dake Customer Service at 1-800-937-3253 or fax to 1-800-846-3253
e-mail to customerservice@dakecorp.com
Page 19
17
DAKE 20 TON FLOOR UTILITY PRESS
Page 20
18
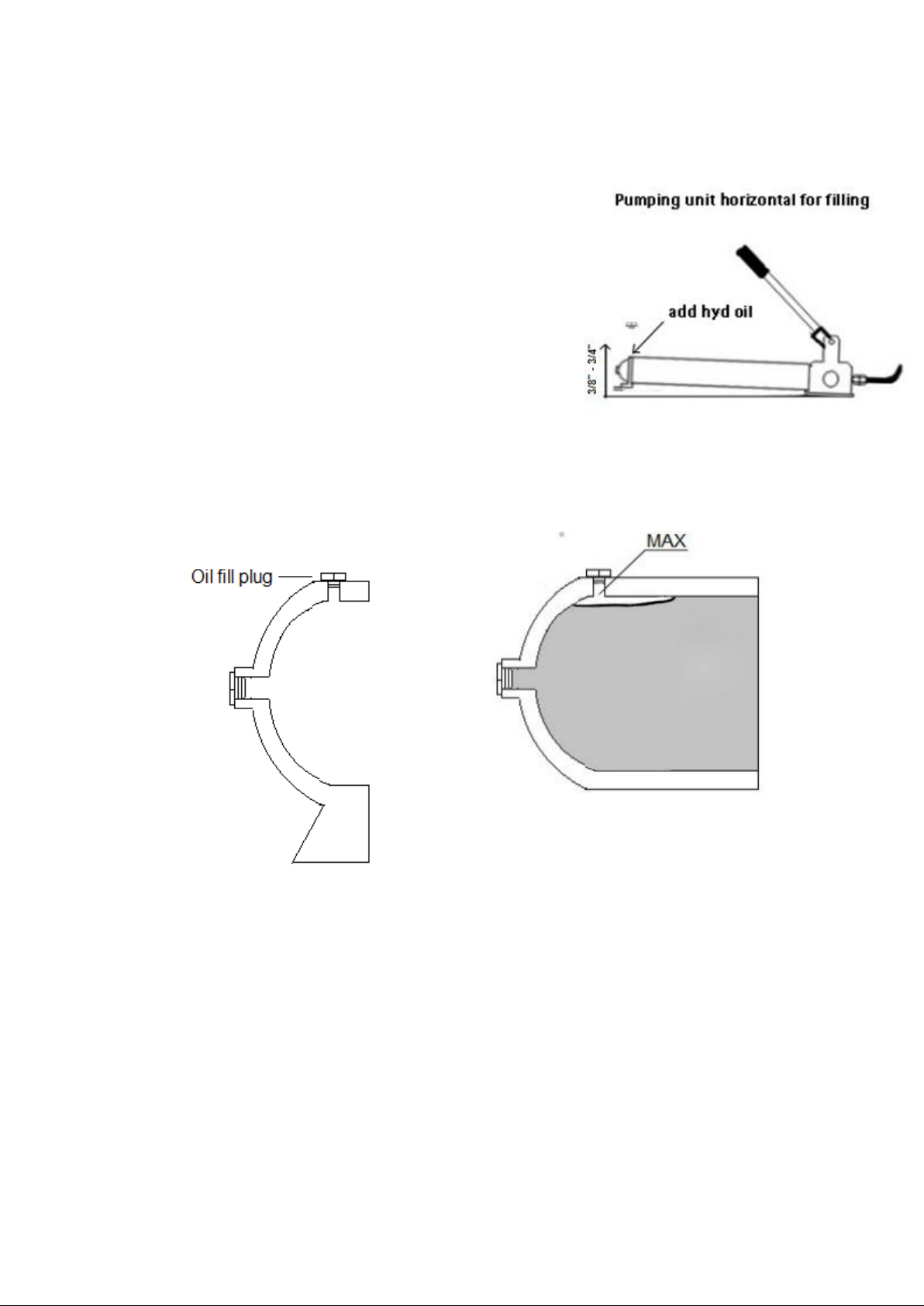
Adding oil to pumping unit.
Retract the ram that is connected to the pump.
Remove and place the pump so the pump is horizontal
as shown. (Do not disconnect ram from the pump)
Remove filler plug (small plug on the top) (See below
figure 1) also lift the pump unit up 3/8” – 3/4”, and add
hydraulic oil until the oil weeps out of this hole. (Figure
2) Replace plug
Remount the unit back on the pump plate (floor
models)
Open valve and pump repeatedly until the system is
bled of air.
Figure 1 Figure 2
 Loading...
Loading...