

Page 1
1
INSTRUCTIONS AND PARTS LIST FOR
Models 6-225, 6-425, 6-250, 6-450,
6-275, 6-475, 6-650, and 6-850
Air Hydraulic Presses
WARNING LABELS
To the left is the safety Alert symbol. When you see these safety alert symbols on your press,
be alert to the potential for personal injury.
Follow recommended precautions and safe operating practices.
SETTING UP THE PRESS FOR OPERATION
For shipping convenience, some of the parts are not assembled. Assemble these parts in the following order:
1. Bolt the base angles to uprights using four bolts and nuts, which are provided. Make sure base
angles are against stops on uprights.
NOTE: The press should set on a level floor with the base angles touching the floor at all
points. Use shims where necessary.
2. Connect airline into street elbow (Item No. 136) at right hand side of control block.
NOTE: Avoid restrictions in air supply line to insure ample air-to-air motor. To ensure
maximum performance the air supply line should be ½” pipe line if the distance from the
compressor to press is 0-30 feet, ¾” line 30-60 feet, and 1” if greater than 60 feet.
NOTE: AIR MUST BE MOISTURE FREE. WATER IN AIR LINE WILL CORRODE THIS PRESS
BEYOND REPAIR.
3. Oil Requirements: Fill reservoir with Mobil DTE 24 or equivalent oil thru pipeline in back of press at
pipe coupling by removing pipe plug. NOTE: Make sure the air-source is removed from the
reservoir prior to removal of plug. Oil level may be checked (with ram up) by removing the
pipe plug on the right side of reservoir near the front. Replace plug before operating the press.
Model 6-225 & 6-425 25-ton presses use 6 quarts
Model 6-250 & 6-450 50-ton presses use 8 quarts
Model 6-275 & 6-475 75-ton presses use 10 quarts
Model 6-650 & 6-850 150-ton presses use 20 quarts.
4. Attach nose piece to ram by inserting shank into ram and tightening the set screw.
5. CAUTION! Place the hoist crank on the lift drum shaft. Turn the hoist crank to relieve
the pressure on the table pins. Keeping tension on the hoist crank, remove the table pins one
at a time. After removing the tables pins, turn the crank running the table channels from top to
bottom. Check to make sure the cable is tracking correctly. The cable should be on each of
the two upper pulleys and should track back and forth on the cable drum. Always place table
pins under the table channels before releasing the hoist crank when positioning the table
channels for cable tracking, servicing, or set-up for desired work opening. If a tracking
problem exists, contact the Dake factory for instructions. Be sure all table pins are fully
inserted in place before applying pressure. Always remove or release pressure on the cable
before pressure is applied.
Optional Equipment
Remote relief valve- part number 713510.
Model 6-225, 6-425, 6-250, 6-450,
6-275, 6-475, 6-650, & 6-850
Page 2
2
OPERATIONS
WARNING: DO NOT OVERSTROKE THE RAM. Overstroking will cause premature seal failure. Models
6-225, 6-425, 6-250, 6-275 and 6-475 have a 10-inch stroke. Models 6-650 and 6-850 have a 16-inch
stroke.
The press has been completely tested at the factory and after setting up according to instructions above, the
press is ready for operation. However, it is necessary for the operator to acquaint themselves with the
controls.
1. Three screws (item 109) are used to lock the workhead in the desired position along head
channels.
2. The handcrank (item 19) is provided to raise or lower the table channels to the proper work height.
When desired height is obtained insert the table pins. Models 6-225, 6-425, 6-250 and 6-450 use 2
pins on each side (4 total) and Models 6-275, 6-475, 6-650 and 6-850 use 3 pins on each side (6
total). NOTE: Be sure ALL table pins are in place an in as far as they can go before pressure
is applied. Be sure to slack off on the cable before pressure is applied. (Refer to point 5
under SETTING UPS THE PRESS FOR OPERATION)
3. The handle on the left side of the control block (item 76) opens and closes the ball valve, which
releases pressure on the ram. This valve should be kept firmly closed and opened only when it is
desired to return the ram to its up position.
4. The two table plates and two V-blocks are used for supporting the work in process.
5. The control knob (item 103) on the right side of the panel regulates the speed of ram travel. The
knob will return to the off position when released.
6. The relief valve (item 90) has been set at factory to open at maximum tonnage of press. The valve
can be adjusted by removing hex nut located on top of the valve block at the right front of reservoir
and turning the adjusting screw to the left for a lower setting. WARNING: Never exceed rated
tonnage of press.
MAINTENANCE
CAUTION: When disconnecting any parts of this machine be extremely careful that all parts are clean
to prevent entrance of dirt in the hydraulic system.
1. If press loses Pressure:
a. Check all tubing joints for leaks and tighten the tube nuts.
b. Leakage past release valve (Item 72). Drain the reservoir, and remove packing nut (Item75),
valve rod (Item 73), and ball valve (Item 72). Clean out valve seat and reseat ball valve using
brass rod as a drift striking sharply with a hammer. Reassemble valve rod, packing and packing
nut. Refill reservoir with appropriate oil amount.
c. Leakage past eductor inlet check ball (Item 69). Drain reservoir, remove large pipe plug (Item
71), valve seat (Item 70), and check ball (Item 69). Clean and inspect seat. Reseat ball on seat
or replace seat with a new one if necessary. Reassemble with ball above the seat tightening
plugs securely.
d. Worn cup leather (Serial No < 192522) or T-ring seal (Serial No > 192523). If none of the
previous conditions seem to have been the cause of the trouble, the cup leather or T-ring seal
may be worn out or damaged. To inspect this it is necessary to drain the oil and remove the
workhead from the press frame. Remove tube assembly (Item 144). Set 2 4x4 blocks on the
table then raise table channels with the block up to the bottom of the reservoir applying pressure
to the reservoir. Remove roller brackets from the reservoir and lower workhead using the table.
WARNING: Be sure that stroke indicator rod support (item 61) is installed in the side of
the piston. If not, Insert ½”-13 stud or capscrew in tapped hole in piston. This will hold
the piston down under spring pressure. Next remove nuts from cylinder flange and lift
Model 6-225, 6-425, 6-250, 6-450,
6-275, 6-475, 6-650, & 6-850
Page 3

3
cylinder off piston. The piston leather or T-ring seal can now be inspected and replaced if
necessary. Press may be reassembled in reverse order being careful not to damage the lip of
the leather cup or T-ring seal as it enters the cylinder.
2. If press will not develop rated tonnage.
a. Dirt under valve balls. Refer to MAINTENANCE 1 – c above.
b. Worn cup leather. Refer to MAINTENANCE 1 – d above.
c. Relief valve not set properly. This valve is located on the top side near the right end of the
control block at the front of the reservoir. The valve is set at the factory to bypass oil from the
pump back to the reservoir when the press reaches its rated capacity. The load on the spring
(Item 91), which governs the pressure at which the valve will bypass oil, is adjusted by turning
the screw (Item 90) in to increase pressure or out to decrease pressure. Replace seal (Item
89) and cap nut (Item 88). NOTE: We advise that the relief valve not be tampered with
after it is once set at the capacity of the press.
3. If nothing happens when press is operated.
a. Release valve open. Be sure to have release valve firmly closed when using press.
b. If the ram will come down only a fraction of its rated stroke, check the oil level in the reservoir
with the ram at the top of its stroke. It should be visible in the sight window at the side of the
reservoir.
4. If press is operating slow.
a. Check air supply line for restrictions to determine if air motors are getting ample supply of air.
b. Release valve not closed properly. Release valve must be firmly closed when using the press.
c. Wrong hydraulic fluid. After considerable research and tests made with the cooperation of the
pump manufacturer, we recommend Mobil DTE 24 oil or equivalent.
5. If Oil is coming out of the air vent.
Drain out the spring chamber by removing the 1/8” pipe plug, which is put in the hub or boss that
contains the oil seal where the ram extends out of the reservoir. Once oil is drained, run the press up
to full tonnage with pipe plug still out. Excessive oil is a sign that the head seal has been damaged.
Refer to Maintenance section 1 item d to replace seal. Replace pipe plug.
6. Excessive leakage around the ram.
Drain out the spring chamber as instructed in Maintenance section 5. A small amount of oil in this
chamber facilitates lubricating the bushing the ram passes thru and prevents scoring. However, if
operation performed on press is spoiled due to slight leakage of oil, remove pipe plug as described in
MAINTENANCE 5 and connect tube line to continually drain this chamber.
Model 6-225, 6-425, 6-250, 6-450,
6-275, 6-475, 6-650, & 6-850
Page 4
4
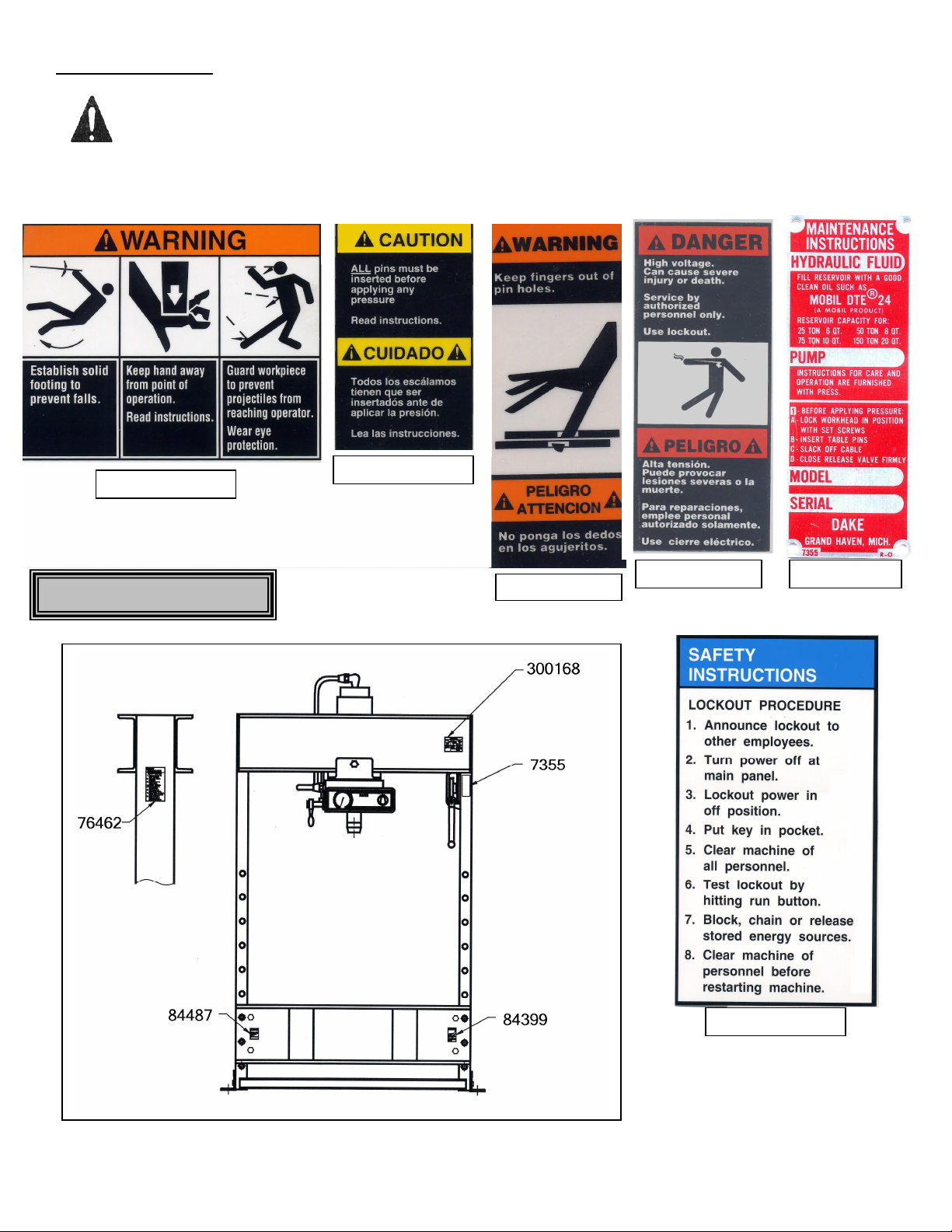
WARNING LABELS
Label 300168
Label 84487
Label 84399
Label 84395
Label
76462
Label 7355
To the left is the safety Alert symbol. When you see these safety alert symbols on your press,
be alert to the potential for personal injury.
Follow recommended precautions and safe operating practices.
Carefully read all safety messages in these instructions and on your press safety signs.
Keep safety labels in good condition. Replace missing or damaged safety labels. This machine is intended
to be operated by one person. This person should be conscious of the press ram movement not only for
himself but also for persons in the immediate area of the machine.
Label Placement View
Model 6-225, 6-425, 6-250, 6-450,
6-275, 6-475, 6-650, & 6-850
Page 5

5
Model 6-225, 6-425, 6-250, 6-450,
6-275, 6-475, 6-650, & 6-850
Page 6

6
Model 6-225, 6-425, 6-250, 6-450,
6-275, 6-475, 6-650, & 6-850
Page 7

7
724 Robbins Road
Control Block Exploded View
Model 6-225, 6-425, 6-250, 6-450,
6-275, 6-475, 6-650, & 6-850
Grand Haven, MI 49417
Phone: 616-842-7110 800-937-3253
Fax: 616-842-0859 800-846-3253
Web: www.dakecorp.com
E-mail: customerservice@dakecorp.com
technicalservice@dakecorp.com
Page 8

8
Ite
Model
Model
Model
Model
Complete Table Hoist Assembly
Piston Bumper
(Serial No. < 192522)
¼”-20x1” HHCS
(Serial No. < 192522)
HHCS
(Serial No. < 192522)
HHCS
(Serial No. < 192522)
¼” Lockwasher
(Serial No
. < 192522)
” Lockwasher
(Serial No. < 192522)
Supporting Ring
(Serial No. < 192522)
Leather Cup
(Serial No. < 192522)
T-ring Seal
(Seria
l No. > 192523)
Piston Assembly
(Serial No. < 192522)
Piston Assembly
(Serial No. > 192523)
m
1 Pulley 602-25H 602 727 1563 2
2 Frame 700134 700116 706943 701030 1
3 Hex head cap screw 43341 43342 43361 43720 2
4 Name plate 81002 81002 81002 81003 1
5 6-32 x ½” Self tapping screw 43876 43876 43876 43876 4
6 Table plate 966 545 702 1534 2
7 V-block - 336 336 1576 2
8 Table spacer assembly 716691 716692 716788 1553 4
9 Table channel 701020 701091 706945 701032 2
10 Lockwasher 43647 43647 43648 43649 8
11 Hex nut 43916 43916 43917 43919 8
12 Table pins 981 569 - - 4
Table pins - - 569 7205 6
Safety clips 302816 6
13 Base angle 978 566 566 1551 2
14 Hex cap screw 43349 43349 43349 43365 4
15 Lockwasher 43647 43647 43647 43648 4
16 Square nut 43916 43916 43916 43917 4
17 Cable 988 580 726 1562 1
18 Cable clamp 991 991 991 583 4
19 Hoist crank assembly 701653 701653 701653 701653 1
20 Worm shaft 7530 7530 7530 742 1
21A Retaining ring 43978 43978 43978 43982 2
21B Retaining ring 27437 27437 27437 43983 2
22 Worm key 386 386 386 746 1
23 Worm 385 385 385 744 1
24 Hoist frame 725 725 725 739 1
25 Hex cap screw 43335 43335 43335 43353 2
26 Hex nut 43912 43912 43912 43916 2
27 Drum shaft 724 724 724 741 1
28 Drum key 737 737 737 745 1
29 Worm gear 736 736 736 743 1
30 Cable drum 723 723 723 740 1
Part Name
6-225
6-425
6-250
6-450
6-275
6-475
6-650
6-850
Qty
(Items 20, 21A, 21B, 22, 23, 24, 27, 28, 29,30)
701677-S 701677-S 701677-S 700111-S 1
Figure 2
37 ½” Hex Nut 43916 43916 43916 43916 6
39 Cylinder Gasket 9776 9777 9777 9778 1
½”-13 x 1-½” Soc. Hd. Cap Screw
40
(Serial No. < 192522)
41
42
3/8”-16x1-¼”
3/8”-16x1-¾”
43
3/8
44
45
46 Cylinder 7361 4101 2213 4197 1
47
48 Ram Spring (Small) 5722 4107 2231 4196 1
49 Spring Spacer 5725 4108 2233 4201 1
Model 6-225, 6-425, 6-250, 6-450,
6-275, 6-475, 6-650, & 6-850
-- 43471 43471 -- 1
-- 2221 2221 -- 1
43305 -- -- -- 4
-- 43330 -- -- 6
-- -- 43332 43332 8
43643 -- -- -- 4
-- 43645 43645 43645 6-8
967 4110 2222 1536 1
969 557 706 1538 1
17976 17878 17942 37052 1
701401 701402 701403 701404 1
716225 716226 716227 716228 1
Page 9
9
50 Ram Spring (Large) 5721 4106 2232 4195 1
Model
Model
Model
Model
Ite
m
Part Name
6-225
6-425
6-250
6-450
6-275
6-475
6-650
6-850
Qty
51 Piston Bushing (Serial No. < 192522) 5731 4111 2229 1158 1
Wear Ring (Serial No. > 192522) 76805 76806 76807 37045
52 Oil Seal 6019 6020 6021 1477 1
53 Oil Seal Gasket 6516 6517 6518 6519 1
54 Retaining Plate 7359 6513 6514 6474 1
55 No. 10-24 x ½“ Rd. Hd. Screw 43881 43881 43881 43881 4-6
56 5/16” Set Screw 43575 43575 43575 43575 1
57 Nose Piece Assembly 701706 701707 701708 701709 1
58 V-Nose Assembly 701710 701711 701712 701713 1
59 Stroke Indicator Rod 2260 2260 2260 4264 1
60 ½“-13 Hex Jam Nut 43940 43940 43940 43940 1
61 Special Nut 2259 2259 2259 2259 1
62 ¼“-20 x ¼” Soc. Hd. Set Screw 43558 43558 43558 43558 1
63 Support Stud 2258 2258 2258 4266 1
64 No. 2 x 3/16” Drive Screw 43616 43616 43616 43616 3
65 Scale 2261 2261 2261 4265 1
66 Reservoir Assembly 715266 716784 716784 715269 1
67 1/8” N.P.T.F. Soc. Hd. Pipe Plug 589 589 589 589 2
68 Check Valve Seat 1300 1300 1300 1300 2
69 ½” N.P.T.F. Soc Hd. Pipe Plug 596 596 596 596 3
70 3/8” N.P.T.F. Soc Hd. Pipe Plug 588 588 588 588 5
71 ¼” N.P.T.F. Soc. Hd. Pipe Plug 1567 1567 1567 1567 1
72 Ball Valve ¾“ Dia. 1936 1936 1936 1936 1
73 Release Valve Rod 2257 2257 2257 2257 1
74 Valve Rod Packing 1937 1937 1937 1937 7
75 Packing Nut 1931 1931 1931 1931 1
76 Valve Handle 2230A 2230A 2230A 2230A 1
77 Handle Washer 348 348 348 348 1
78 3/8”-16 x ¾“ Hex Cap Screw 43326 43326 43326 43326 1
79 Plunger Unit 6151 6151 6151 6151 1
80 Pivot Pin 6152 6152 6152 6152 1
81 Air Control Arm 6153 6153 6153 6153 1
82 Air Control Link 6154 6154 6154 6154 1
85 Air Control Shaft 6156 6156 6156 6156 1
86 Pin 5772 5772 5772 5772 3
87 1/16” x ½” Cotter Pin 44049 44049 44049 44049 6
88 Valve Cap Nut 2236 2236 2236 2236 1
89 O-ring 3965 3965 3965 3965 1
90 Relief Valve Adj, Screw 2237 2237 2237 2237 1
91 Relief Valve Spring 893 893 893 893 1
92 Ball Retainer 892 892 892 892 1
93 Ball Valve ¼” Dia. 918 918 918 918 1
94 Relief Valve Seat 891 891 891 891 1
95 Check Valve Spring 579 579 579 579 1
96 Check Valve Spring 890 890 890 890 1
97 Ball Valve ½” Dia. 586 586 586 586 2
100 No. 10-24 x 2-¾” Machine Screw 300248 300248 300248 300248 4
101 Gauge 71270 71271 71272 71273 1
102 Control Pannel 80743 80743 80743 80743 1
Model 6-225, 6-425, 6-250, 6-450,
6-275, 6-475, 6-650, & 6-850
Page 10

10
103 Control Knob 2250A 2250A 2250A 2250A 1
Model
Model
Model
Mod
el
Cylinder Repair Kit
Haskel Pump Repair Kit
713034
713034
713034
713034
1-2
Ite
m
Part Name
6-225
6-425
6-250
6-450
6-275
6-475
6-650
6-850
Qty
104 ¼”-20 x ½” Soc. Hd. Set Screw 43562 43562 43562 43562 1
105 ½” Washer 43634 43634 43634 43634 1
106 5/8”-11 Hex Nut 43917 43917 43917 43917 7
108 Rear Roller Bracket 9472 9472 9472 4204 1
109 ¾”-10 x 3” Set Screw 43616 43616 43616 43616 3
112 Flanged Roller 2244 2244 2244 2244 3
113 Bearing 6023 6023 6023 6023 3
114 Front Roller Bracket 9473 9473 9473 4205 1
115 Pump – Haskel Air 63453 63453 63453 63453 1
116 3/8” Pipe Nipple 58226 58226 58226 58226 1
123 ¾” x 4” Pipe Nipple 1818 1818 1818 1818 1
124 ¾“ 90° Pipe Elbow 74017 74017 74017 74017 1
125 ¾“ x 2” Pipe Nipple 58227 58227 58227 58227 1
126 ¾“ Pipe Coupling 1744 1744 1744 1744 1
128 3/8” Street Elbow 1264 1264 1264 1264 2
129 3/8” Pipe Nipple 58226 58226 58226 58226 1
130 Quick Exhaust 1911 1911 1911 1911 1
132 Restrictor 7368 7368 7368 7368 1
133 3/8” Pipe Nipple 58226 58226 58226 58226 1
134 ¼“ - 1/8” Bushing 1100 1100 1100 1102 3
136 ¼“ 90° Street Elbow 1110 1110 1110 1110 1
137 ¼“ Pipe Coupling 1330 1330 1330 1330 1
138 Check Valve 1841 1841 1841 1841 1
139 Tube Fitting 19576 19576 19576 19576 5
140 Air Vent 632 632 632 632 1
141 Tube 7680 7681 7682 7683 1
142 Tube 7684 7684 7684 7685 1
143 Tube Elbow 1944 1944 1944 1944 2
144 Tube Assembly 701719 701720 701721 701722 1
145 Tube Elbow 1252 1252 1252 1252 2
146 Tube Assembly 701723 701723 701723 701724 1
147 Tube Elbow 1248 1248 1248 1248 2
148 Tube Assembly 701725 701725 701725 701726 1
(Items: 39, 45, 52, 53, 72,
74, 89, 93, 97)
713053 713054 713055 713056 1
ADDED PARTS USED WITH DOUBLE PUMP PRESSES NOT ILLUSTRATED
115 Pump 63453 63453 63453 63453 1
139 Tube Fitting 597 597 597 597 5
149 Tube Tee 1249 1249 1249 1249 1
150 Tube Tee 7693 7693 7693 7693 1
151 Tube Assembly 701727 701727 701727 701728 1
152 Straight Fitting 1251 1251 1251 1251 1
153 Tube Assembly 701729 701729 701729 701729 1
154 Straight Fitting 1247 1247 1247 1247 1
155 Tube Assembly 701730 701730 701730 701731 1
Model 6-225, 6-425, 6-250, 6-450,
6-275, 6-475, 6-650, & 6-850
Page 11

11
Model 6-225, 6-425, 6-250, 6-450,
6-275, 6-475, 6-650, & 6-850
 Loading...
Loading...