

Page 1

SUPER HPC | HPC | GTC
Page 2

Page 3
Zusätzliche Bedienungsanleitung
für Cube Carbonrahmen Super HPC, HPC +GTC
und (Voll-)Carbongabeln
SUPER HPC | HPC | GTC
Page 4

Die Anleitung bezieht sich
auf folgende Modelle:
Cube Litening Super HPC
Cube Agree GTC
Cube Aerium HPC
Cube Reaction GTC
Cube Elite Super HPC
Cube Sting Super HP C
Cube Stereo Super HPC
Cube AMS HPC
Cube AMS Super HP C
Page 5

3 . Wichtige hinWeise
Wichtige Hinweise!
CUBE Super HPC, HPC + GTC
Dieses Schreiben ist vor Aufbau und Gebrauch des Rahmens/
Komplettrades sorgfältig durchzulesen und entsprechend
zu beachten.
Bei dieser Anleitung handelt es sich um eine zusätzliche Bedienungsanweisung für die Rahmen der Super HPC-, HPC- und GTC-Serie und
(Voll-)Carbongabeln. Bitte beachten Sie auch die allgemeine Bedienungsanleitung! Falls Ihnen diese nicht vorliegt, bitte beim Händler
nachfragen.
Bild 1: (oben)
Komplettrad Cube Reaction GT C SL 20 10
Bild 2: (rechts)
Komplettrad Cube Litening Super HPC Di2 2010
Page 6
4 .
1. Allgemeine Hinw eise . 3
2. Fertigungsverfahren . 4
2.1. Rennbetrieb . 4
2.2. Sattelklemmschelle/Sattelstütze . 5
2.3. Umwerferbefestigung . 5
2.4. Steuersatz
. 5
2.5. Innenlager/ Kurbel-Innenlagersystem . 5
2.6. Hint er bau . 6
2.7. Ausfallende . 6
2.8. Flaschenhaltereinsätze . 6
2.9. Rollentraining . 6
2.10. Tran sport . 7
3. (Voll-) Carbongabeln . 7
4. Pflegehinweise . 8
5. Garant ie und besondere Kulanzregelungen . 8
6. Haftung . 9
7. Qualit ätssicherung und Steif igkeit smessung . 9
8. Steifigkeit sprüfung Carbon
. 10
9. Montagehinweise . 11
9. 1. MTB Rahmen . 11
9. 2. Rennrad Rahmen . 12
Inhaltsverzeichnis
Page 7
5 . Allgemeine hinWeise
1.— Allgemeine Hinweise
Bei Carbon-Rahmen und Vollcarbongabeln handelt es sich um Bauteile
in Leichtbauweise, die in mehreren
Arbeitsschritten un d unter Benutzung
moderner Fertigungsverfahren hergestellt werden. Erreicht wird das
geringe Gewicht hauptsächlich durch
den Einsatz von Hochleistungs-Faserverbundwerkstoffen in Verbindun g mit
fasergerechter Bauweise. Bauteilsicherheit und -steif igkeit waren neben einer
geringen Masse wichtige Kriterien bei
der Entwicklung der Carbonrahmen und
Gabeln.
Im Herstellungsverfahren begründete
und durch Handarbeit nicht zu vermeidende Unregelmäßigkeiten im Gewebeverlauf, oberflächennahe kleinere
Lufteinschlüsse im Deck schichtharz
oder Unebenheiten der Ob er fläche sind
rein optischer Art un d nehmen keinerlei
Einfluss auf die Qualität un d Leistungsfähigkeit der Rahmen. Unterschiede im
Finish und „Schönheitsfehler“ stellen
keinen Reklamat ion sgrund dar.
• Unsere Carbonrahmen und verbau-
ten (Voll-)Carbongabeln sind für ein
maximales Fahrergewicht von 115
Kg Systemgewicht (Fahrer+ Komplettrad + Gepäck) zugelassen.
Vom vorgesehenen Einsatzzweck
abweichende Beanspruchungen
(z.B. Sprünge) können zu Schäden
führen und eine Gefahr für den
Benutzer darstellen. Für alle Schäden, die sich aus unsachgemäßer
Benutzung ergeb en, lehnen wir
jegliche Haftung ab.
Nicht zulässig ist das Anbringen von
Zusatzbauteilen an jeglichen Rahmenbzw. Gabelrohren, die durch Klemmen an
den jeweiligen Rohren befestigt werden.
Hierdurch können durch undefinierte
Beanspruchungen in Umfangsrichtung
des Rohres erhebliche Schädigungen
erzeugt werden, die die Lebensdauer
deutlich herabsetzen und zu einer
sicherheitsrelevanten Gefährdung des
Benutzers führen können.
Grundsätzlic h muss jeder Rahmen
inkl. Gabel in regelmäßigen Abständen
einer gründl ic hen Prüfung hinsichtlich
Beschädigungen (z.B. Rissen, sichtbare
Delaminationen, Verfärbungen, etc.)
unterzogen werden.
Stoß- oder Schlagbelastungen können
von au ßen meist nicht sichtbare Schädigungen wie Delaminationen (Ablösen der
Fasern von der umgebenden Kunststoffmatrix) in unteren Laminatschichten mit
drastischer Reduzierung der Leistungsfähigkeit und damit auch der Sicherheit
zur Folge haben. Nach Unfall, Sturz oder
sonstigen undefinierten und unkontrollierten mechanischen Beanspruchungen dürfen Rahmen und Gabel aus
Sicherheitsgründen nicht mehr gefahren
werden und sollten zur Begutachtung
an uns gesendet werden (siehe auch
Garantie).
Für die verwendeten Anbauteile sind
die Gebrauchsanweisungen bz w. Bedienungsanleitungen der jeweiligen Hersteller zu befolgen!
Page 8
6 . FertigungsverFAhren
2.— Fertigungsverfahren
Monocoque
Twin Mold Technology
Bei diesem Verfahren wird di e für die
Produktsicherheit gefährliche Fa ltenbildung durch eine lückenlos e Kontrolle
der Carbonfasern während des Backvorgangs ausgeschlossen. Durch die
Verwendung von festen Innenformen an
Knotenpunkten wird außerdem der Harzanteil erheblic h reduziert und di e Fasern
dichter aneinander gebunden. Ergebnis
sind erhöhte Produktsicherheit und verbesserte Steifigkeitswerte.
Advanced Twin Mold
Bei diesem Verfahren wird eine für die
Produktsicherheit gefährliche Fa ltenbildung durch eine durchgängige Kontrolle
der Carbonfasern während des Backvorgangs ausgeschlossen. Dies wird
durch eine Inn enform gewähr leistet, die
bereits beim Layup Vorgang die perfekte
Rahmenform bereitstellt. Somit bleibt
jede einzelne Faser beim Backvorgang
genau an ihrer Position. Diese Fertigungsmethode erlaubt die Erhöhung des
Carbonfaseranteils innerhalb des Rahmengefüges entsprechend der zu erwartenden Belastungen. Der gestiegene
Anteil des Composite hat zur Folge, dass
bei gleicher Stabil ität weniger Gewicht in
Form von Harz zufällt und die Rahmen
bei hoher Steifigkeit weniger Gewicht
aufweisen. Positiver Nebeneffekt dieser
Fertigungsmethode – eine perfekte Verarbeitung.
2.1. —Rennbetrieb
Unsere Rahmen sind auf extreme Beanspruchungen im Fa hrbetrieb ausgelegt.
Allerdings kann es im Rennbetrieb zu
Beanspruchungen außerhalb de s eigentlichen Fahrbetriebs durch Kollision mit
Gegenständen oder anderen Rennteilnehmern, Stürze usw. kommen. Diese
Beanspruchungen können bei der Konstruktion und Auslegung eines Rahmens
und einer Gabel nicht vorhergesehen und
berücksichtigt werden. Wir lehnen daher
sämtliche Haftung für Schäden, die aus
einer Nutzung außerhalb des vorgesehenen Einsatzzweckes re sultieren ab. Die
Prüfung de s Rahmens und der Gabel auf
Beschädigungen (z.B. Risse, Delaminationen, Verfärbungen, etc.) vor und nach
jedem Renneinsatz muss besonders
sorgfältig durchgeführt werden. Nach
schweren Stürzen oder Unfällen dürfen
Rahmen und Gabel nicht mehr gefahr en
werden. Die Oberfläc he de s Rahmens
und der Gabel dürfen nicht beschädigt
werden. Hierzu zählen Einkerbungen und
große, tiefe Kratzer, welche durch die
erste Klarlackschicht hindurchgehen.
Im Zweifelsfall sind der Rahmen und die
Gabel zur Kontrolle einzuschicken.
2.2. —Sattelklemmschelle/
Sattelstütze
Beim Anziehen der Schraub e der Sattelklemmschelle (siehe Abb. 1) darf ein
maximales Anzugmoment von 6Nm nicht
überschritten werden. (min. 5Nm) Sattelstütze und Sitzrohr dürfen nicht gefettet
werden! Es dürfen nur Sattelstüt zen
mit dem korrekten Außendurchmesser
verwendet werden. Sattelstützen mit
anderem Durchmesser dürfen nicht
gefahren werden. Das Sitzrohr darf nicht
ausgerieben oder anderweitig mechanisch bearbeitet werden. Der maximal
zulässige Überstand der Sattelstütze
(gemessen von Oberkante Sitzrohr bis
Oberkante Sattelstützrohr) beträgt 270.
Page 9
7 . FertigungsverFAhren
Die Mindesteinstecktiefe für die Sattelstütze beträgt 100 (siehe Seiten 11/12).
2.3. —Umwerferbefestigung
Die Rennradrahmen sind entweder für
Anlöt Sockel -Umwerfermontage vorbereitet, oder für klassische Umwerferklemmung mit einer 34,9 mm Clamp - die
MTB Rahmen entweder für klassische
Umwerferklemmung mit einer 34,9 mm
Clamp, oder einer E-Type Umwerferbefestigung. Andere Um werferklemmungen
dürfen nicht verwendet werden.
Das maximale Drehmoment zur Befestigung der Umwerferklemmschelle am
Sitzrohr beträgt 4 Nm und ist in Zwischenschritten aufzubringen. Bei der
Drehmomentaufbringung ist auf Verformungen des Sitzrohrs im Klemmbereich
zu achten.
Bei der Modellreihe Reaction GTC ist
lediglich die Verwendung eines Top
Swing Umwerfers zulässig. Do wn Swin g
Umwerfer klemmen das Sitzrohr in
einem Bereich, der nicht dafür ausgelegt
ist und können gefähr liche Beschädigungen des Materials verursachen.
• Beschädigungen des Sitzrohrs im
Klemmbereich der Umwerferklemmung durch zu fest angezogene
oder nicht maßhaltige Umwerferklemmschellen können zu sicherheitsrelevanten Deformation en und
Beschädigungen führen und sind
zu vermeiden.
2.4. —Steuersatz
In den Carbonrahmen finden voll odersemiintegrierte Steuer sätze Verwendung
für op timale Steifigkeitswerte und besten Kraftfluss bei hoher Sicherheit.
• Eigenmächtige Fräsarbeiten sind
nicht zulässig und ziehen den Verlust der Garantie nach sich.
Die Auslieferung erfolgt mit eingebautem Steuersatz. Ein Steuersatzmodellwechsel ist mit der Herstellerfirma
abzustimmen. Das Einpressen der Lagerschalen de s Steuersatzes ist mit einem
speziell dafür vorgesehenen Werkzeug
durchzuführen. Der Einpressvorgang
ist behutsam durchzuführen und es ist
darauf zu ac ht en, dass die Lagerschalen
nicht verkanten. Die Lagerschalen dür-
fen an den Stellen, wo sie Kontakt zum
Rahmen haben nicht gefettet werden. Die
der Lagerung zugewandte Seite sollte im
Sinne der Langlebigkeit des verwendeten
Steuersatzes gefettet werden.
2.5.—Innenlager/ Kurbel-Innenlagersystem
Der Einbau des Innenlagers hat mit
einem speziell dafür vorgesehenen
Werkzeug zu erfolgen. Es sind au sschließlich Innenlager bzw. KurbelInnenlager-Systeme für den Innenlager
Typ „BSA“ oder „Pressfit“ zu verwenden.
Das Gewinde des Inn enlagers sollte vor
der Innenlagermontage mit einem geeigneten Gewindeschneidwerkzeug nachgeschnitten und gut gefettet werden. Beim
Einbau des Innenlagers ist darauf zu
achten, dass sich in Fa hrtrichtung rechts
ein Linksgewinde in der Tretlagerhülse
befindet (gegen den Uhrzeigersinn wird
das Innenlagerelement eingedreht). In
Fahr trichtung links weist die Tretlagerhülse ein Rechtsgewinde auf (im Uhrzeigersinn wird das Innenlagerelement
eingedreht). Das angegebene Anzugmoment des jeweiligen Herstellers ist zu
beachten, das ma ximale Anzugmoment
Page 10
8 . FertigungsverFAhren
des Innenlagers beträgt 50 Nm (Min.
45Nm) (siehe Seiten 11/12). Die Pressfit
Innenlager dürfen nur mit dem speziell
dafür vorgesehenen Montagewerkzeug
eingepresst werden.
2.6. —Hinterbau
Ihr Carbon-Rahmen ist am Hinterbau
für eine Nabenbreite von 130 (Rennrad),
135mm (MTB-Hardtail) und 135/ 142 mm
(MTB-Fully) konstruiert und gefertigt
worden.
• Es dürfen am Hinterbau aus-
schließlich Naben mit 130 Breite
(Rennrad) bzw. 135 (MTB-Hardtail)
und Schnellspann-Mechanismus
verwendet werden. Für die MTBFullymodelle 135mm SchnellspannMechanismus bzw. 14 2 mm Syntace
X12 Achse. Das Verwenden von Naben mit anderen Abmaßen und/oder
ohne Schnellspann-Mechanismus
kann Spannungs- und Dehnungszustände zur Folge haben, die zu
schwerwiegenden Schädigungen
führen können und damit ein Sicherheitsrisiko darstellen.
Der Hinterbau ist für marktübliche Rennradbremsen (bzw. Scheibenbremsen bei
MTB) vorgesehen. Das ma ximal zulässige Drehmoment der Bremsbefestigung
beträgt 8 Nm (min 7Nm). Die maximal
zulässige Hinterrad-Scheibengröße für
die Carbon Hardtail Rahmen beträgt
160mm, und die der Carbon Fully Rahmen
180mm, bzw 160mm bei AMS Super HPC.
2.7. — Ausfallende
Das maximale Anzugmoment bei der
Montage des Schaltwerks am Schaltauge beträgt 8Nm (min 7 Nm) (siehe
Seiten 11/12).
2.8.—Flaschenhaltereinsätze
Die Gewindeeinsätze an Ihrem CarbonRahmen sind zur Befestigung von handelsüblichen Flaschenhaltern mit der
Gewindegröße M5 vorgesehen, andere
Gewindegrößen sind unzulässig. Das
maximale Anzugmoment der Schrauben
zur Befestigung der Flaschenhalter
beträgt 5Nm (min 4 Nm ) (siehe Seiten 11/12)
Carbon Rahmen sind für Flaschenhalter
freigegeben, die ma ximal eine Flasche
mit 750 ml Inh alt fassen können.
2.9. —Rollentraining
Bei Ihrem Carbon-Rahmen handelt es
sich um ein hochwer tiges Bauteil in
Leichtbauweise.
• Der Carbon-Rahmen darf NICHT
zum Rollentraining auf sog. festen
Rollen (Tacx, Elit e, etc.) eingeset zt
werden.
Die feste Einspannung der Ausfallenden
bzw. der Schnellsp annachs e weicht
deutlich von der Beanspruchung im Fa hrbetrieb ab und kann zu Schädigungen im
Bereich Ausfallenden/Hinterbau führ en.
Der Einsatz au f einer losen Rolle ohne
feste Einspannung des Rahmens ist
zulässig.
2.10. —Transport
Beim Tran sport ihres Carbon-Rahmens
und Vollcar bongabel ist besondere
Sorgfalt geboten, da hier Belastungen
auftreten können, die im Fahrbetrieb
niemals vorkommen und somit Ihren
Rahmen schädigen können. Folgendes
ist daher zu beacht en:
Page 11
9 . (voll-) cArbongAbeln
• Der Transport ihres Carbon-Rah-
mens mit Trägersystemen, welche
Klemmelemente zur Fixierung und
Befestigung der Rahmenrohre einsetzen ist unzulässig, da es durch
die Klemmkräfte der Befestigungselemente zu Schädigungen der
Rahmen-/Gabelrohre kommen kann.
• Keine Gegenstände beim Transport
auf den Rahmen und die Gabel legen un d den Rahmen rutschsicher
verstauen.
• Beim Transport mit ausgebautem
Hinterrad bzw. Vorderrad wird empfohlen, ein entsprechendes Distanzstück anstelle der Nabe in den
Hinterbau (130mm Rennrad, 135mm
MTB-Hardtail, 135/142 mm MTBFully) und in die Gabel (100mm)
einzusetzen, um Schädigungen zu
vermeiden.
• Bei Flugreisen und allgemein bei
Reisen, bei denen das Gepäckstück „Fahrrad“ sich einer Kontrolle
bzgl. schädigungsfreier Lagerung
entzieht muss auf ausreichenden
Schutz des Rahmens und der Gabel
während des Transports geachtet
werden (z.B. durch den Einsatz
geeigneter Hartschalenkoffer, etc.)
3.— (Voll-)Carbongabel n
Bei den verbauten Vollcarbongabeln,
sowie bei Carbongabeln mit Schaftoberteil aus Aluminium handelt es sich
um Gabeln mit konischem Schaf trohr
(„tapered steerer“). Dieses besitzt im
Bereich des unteren Steuerlagers einen
Außendurchmesser von 1,5“ und verjüngt
sich nach oben hin zum Klemmbereich
des Vorbaus auf 1 1/8“. Es dürfen nur auf
diesen Schaftdurchmesser ab ge stimmte
Vorbauten und Steuersätze verwendet
werden, welche der Fahrradhersteller
freigeben hat.
• Wird der Konusring des unteren
Steuersatzlagers mit massiver
Gewalt auf den Lagersitz getrieben, besteht die Gefahr einer Gabelschädigung. Der Einbau eines
Steuersatzes muss von einem
Sachkundigen ausgeführt werden.
Der Schaftrohraußendurchmesser
im Bereich der Klemmung für den
Vorbau ist für Vorbauten mit dem
Klemmmaß 1 1/8“ ausgelegt. Es
dürfen nur Vorbauten mit entsprechenden Innenmaßen und sauber
gearbeiteten Innenflächen benutzt
werden. Der montiert e Vorbau darf
in Endlage maximal 2 über den
Rand des Schaftrohrendes hinausragen.
Die Befestigung der Vorderbremse an
der Gabel erfolgt mit den vom jeweiligen
Hersteller mitgeliefertenSpezialmuttern
der Gewindegröße M6 mit Innnensec hskant (SW 5mm). Der Auß endurchm esser
der Mutter darf 8mm nicht überschreiten und das maximale Anzugmoment der
Mutter beträgt 8 Nm (min. 7Nm).
• Bei Carbongabeln mit Schaftober-
teil aus Al uminium kann zum
Einstellen des Steuerlagers eine
sog. „Ahe adkralle“ eingeschlagen
werden. Keinesfalls darf dies bei
einer Voll carbongabel durchgeführt
werden. Hier ist in jedem Fall der
mitgelieferte Einsatz zur Innenklemmung bzw. der Schraubeinsatz
für Modelle mit Innengewinde im
Carbonschaft zu verwenden. Eine
Verwendung einer „Aheadkralle“
Page 12
10 . PFlegehinWeise
bei Vollcarbongabeln führt zu einer erheblichen Schädigung de s
Schaftrohrs bis hin zum gefählichen
Totalversagen des Bauteils! Die
Schaftlänge darf ausschließlich
nur durch Sachkundige eingestellt
werden.
Idealerweise wird zum Ablängen eine
Metallsäge mit ger ingem Verschleißzustand oder eine Metallkreissäge mit
Diamantsägeblatt und Wasserkühlung
eingesetzt.
Im Fall des trockenen Ablängens ist fü r
ausreichenden Schutz der Atemwege vor
dem anfallenden Sägestaub zu sorgen.
Ein Atemwegschutz mit Feinstaubf ilter
und das Tragen einer Schutzbrille werden empfohlen.
4.— Pf legehinweise
Ihr Carbon-Rahmen und Ihre (Voll-) Carbongabel sollten regelmäßig gereinigt
werden. Geeignet sind die üblichen Lackpflegemittel mit oder ohne Siliconzusatz
und kaltes bis lauwarmes Wasser, das
auch mit normalen Zusätzen üblicher
Spülmittel versetzt sein kann. Vermieden
werden müssen Lösungsmittel aller Art,
Alkohole (z.B. Ethanol oder Isopropanol)
heißes Wasser mit alkalischen Zusätzen
sowie die Reinigung mit Dampfstrahlern
und Hochdr uckreinigern.
5.— Garantie und besondere
Kulanzregelungen
Garantieleistungen werden nur bei
Fehlern in Material oder Verarbeitung
erbracht und niemals bei Ermüdungsoder Überlastungsschädigungen.
Wir gewähren auf unsere Rahmen und
Gabeln eine Garantie von 2 Jahren und
bieten zusätzlich besondere Kulanzregelungen an.
• Haben Sie an Ihrem Rahmen und/
oder der Gabel Beschädigungen
entdeckt, können Sie uns den
beschädigten Rahmen und/oder
die Gabel zur Begutachtung und
Abschätzung der Reparaturmöglichkeit über ihren Händler einschicken.
• Die Transportkosten werden in
jedem Fall vom Kunden getragen.
Nach Ab schätzung des Reparaturaufwands wird die Reparatur
entweder kost enlos durchgeführt
oder Sie erhalten einen Kostenvoranschlag üb er die anfallenden Reparaturkosten (siehe CCR-Service).
• Die Entscheidung, ob eine Reparatur
kostenlos durchgeführt wird, liegt
allein bei der Herstellerfirma, es
besteht in keinem Fall der Anspruch
auf eine kostenlos e Reparatur.
• Die besonderen Kulanzregelungen
gelten nur für Erstbesitzer.
• Es werden nur gereinigte Rahmen
bzw. Gabeln zur Garantieb earbeitung angenommen!
Bei Rahmen- und Gabelreklamationen
behalten wir un s vor, eine Wertminderung
aufgrund der Nutzungsdauer in Abzug zu
bringen.
• Die Garant ie wird ungültig bei
Schäden, die auf unsachgemäßen Zusammenbau, Missbrauch,
unzulässige Ve ränderungen oder
mechanische Bearbeitung von
Page 13
11 . hAFtung
Rahmen- bzw. Gabelbestandteilen
(bohren, fräsen, feil en, sägen o.ä. )
an den von uns hergestellten Rahmen bzw. Gabeln zurückzuführen
sind. Die endgültige Entscheidung,
inwiefern ein Anspruch auf Garantieleistung besteht, obliegt der Geschäftsleitung der Herstellerfirma.
6.— Haftung
Die Herstellerfirma haftet nicht für
Unfall- und Folgeschäden. Der Benutzer
trägt das Risiko bei Personen- und Sachschäden. Die Herstellerfirma übernimmt
keine Haftung für Schäden oder Unfälle
die durch unsachgemäßen Gebrauch der
Rahmen und unter Missachtung der hier
angegebenen Hinweise verursacht wurden.
7. — Qualitätssicherung und
Steifigkeitsmessung
• Jeder zur Auslieferung bereitge-
stellte Carbon-Rahmen und alle
Vollcarbongabeln werden einer
Steifigkeitsmessung unterzogen.
Für jede Rahmenhöhe und für jede
Gabel wurde in Vorversuchen ein Steifigkeitstoleranzbereich festgelegt. Nur
Rahmen und Gabeln die innerhalb dieses
Toleranzfeldes liegen werden ausgeliefert. Die Steifigkeitsmessung wird als
Qualität ssic herun gsmaßnahme genutzt
und auf dem hauseigenen Prüfstand
durchgeführt.
Der zu mess ende Rahmen wird hierbei
an Hinterbau und Steuerrohr fi xiert.
Dann wird der Tretlagerbereich mittels
eines pneumatischen Zylinder mit einer
definierten Kraft seitlich ausgelenkt. Als
zweiter Schritt folgt die Steifigkeistmessung des Steuerrohrs durch gezielte
Verwindung (Torsion) des Steuerkopfes
zum Rahmen. Die Steifigkeitswerte
ergeben sich aus dem Verhältnis von
eingeleiteter Kraft und der resultierenden Auslenkgun g der Rahmenbereiche
und sind auf dem Prüfaukleber in der
mitgelieferten Bedienungsanleitung
dokumentiert.
Page 14
12 . steiFigkeitsPrüFung cArbon
8.— Steifigkeitsprüfung Carbon
Die nachfolgenden Daten sind für eventuelle Garantie- oder
Gewährleistungsansprüche und bei einem Austausch im Rahmen
unseres Crash Replacement Programms wichtig. Das Datenblatt
bitte in jedem Fall sicher aufbewahren.
Messergebnis Rahmen bzw. Vollcarbongabeln:
Page 15
13 . montAgehinWeise
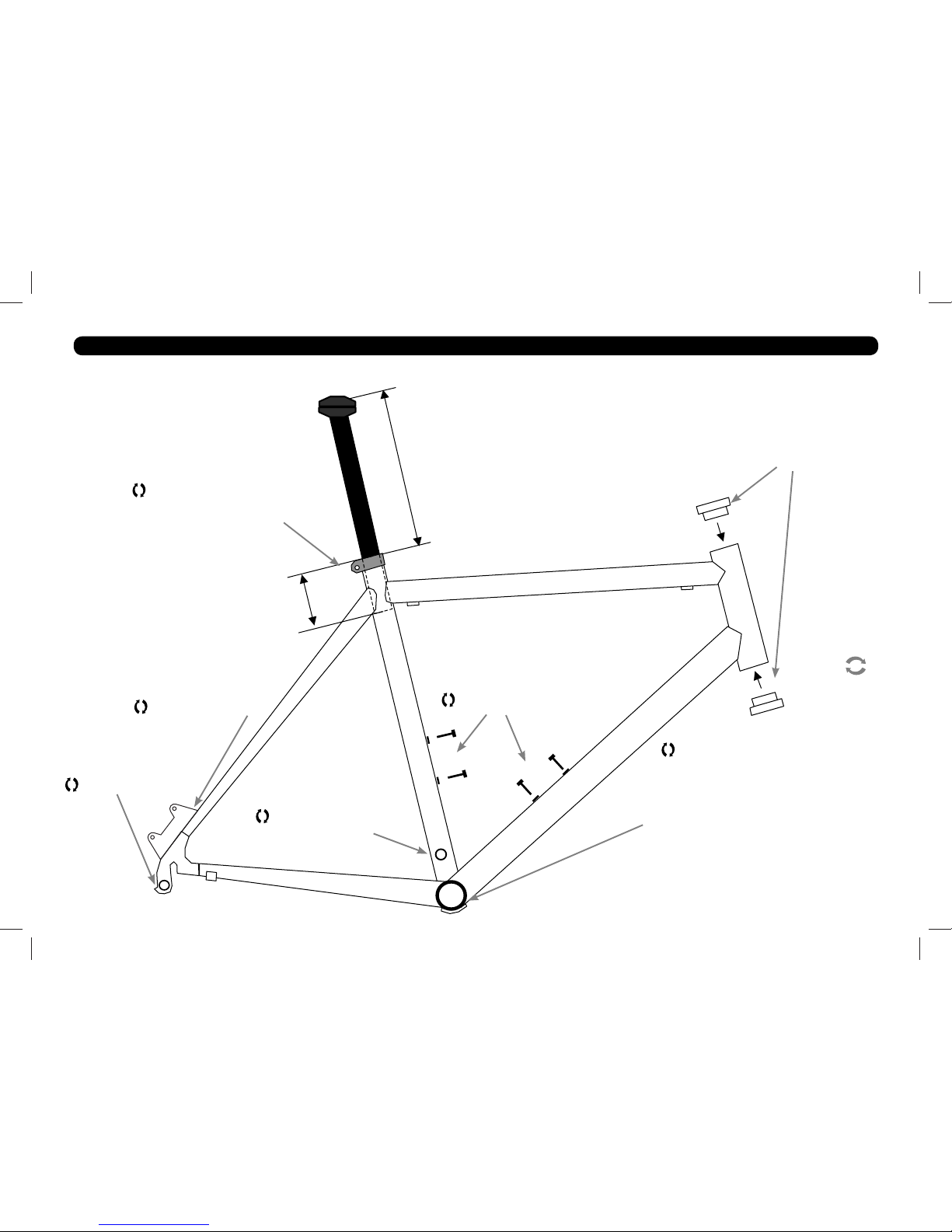
9.—Montagehinweise
9.1. —MTB Rahmen
Max. 6 Nm | Min. 5 Nm
Nur mitgelieferte Original-Sattelklemmschelle verwenden!
= Anzugsmoment
Max. 4 Nm | Min. 3 Nm
E-Type Umwerfer
Befestigungsschraube
Schaltwerkbefestigung
Max. 8 Nm | Min. 6 Nm
Max. 50 Nm zulässig
(Herstellerangaben beachten!)
Bei Rahmen mit Tr etlagergewinde nur
Innenlager vom Ty p „BSA“ verwenden,
Gewinde gut fe tt en. Bei Rahmen mit
„Pressfit“ Tretlageraufnahme bitte entsprechende Innenlager verwenden.
Geeignetes Werkzeug zum Innenlagereinbau verwenden.
Flaschenhalterbefestigung
Nur Schrauben M5 verwenden
Max. 5 Nm | Min. 4 Nm
Steuersatz integriert/semiintegriert
Geeignetes Werkzeug verwenden
Es darf kein Fett zum Einpressen
verwendet werden!
Sattelstützüberstand:
Angabe auf Stütze beachten
Es darf kein Fett zum Einbau der
Sattelstütze verwendet werden!
Stattdessen spezielle Montagepaste,
z.B. von Dynamix oder Syntac e.
Mindesteinstecktiefe
der Sattelstüt ze: 100 mm
Bremssattelbefestigung
Max. 8 Nm | Min. 7 Nm
Page 16

14 . montAgehinWeise
9.2. —Rennrad Rahmen
Max. 6 Nm | Min. 5 Nm
Nur mitgelieferte OriginalSattelklemmschelle verwenden!
Bremsenbefestigung
Max. 8 Nm | Min. 7 Nm
Max. 5 Nm | Min. 4 Nm
(stufenweise)
Anlötsockel bz w.
Umwerferklemmschelle
Schaltwerkbefestigung
Max. 8 Nm | Min. 7 Nm
Flaschenhalterbefestigung
Nur Schrauben M5 verwenden
Zugführung Ma x. 1,5 Nm
Max. 5 Nm | Min. 4 Nm
Steuersatz integriert/semiintegriert
Geeignetes Werkzeug verwenden
Es darf kein Fett zum Einpressen
verwendet werden!
Sattelstützüberstand:
Angabe auf Stütze beachten
Es darf kein Fett zum Einbau der
Sattelstütze verwendet werden!
Stattdessen spezielle Montagepaste,
z. B. von Dynamix oder Syntac e.
Mindesteinstecktiefe der
Sattelstütze: 90mm
= Anzugsmoment
Max. 50 Nm zulässig
(Herstellerangaben beachten!)
Bei Rahmen mit Tr etlagergewinde nur
Innenlager vom Ty p „BSA“ verwenden,
Gewinde gut fe tt en. Bei Rahmen mit
„Pressfit“ Tretlageraufnahme bitte entsprechende Innenlager verwenden.
Geeignetes Werkzeug zum Innenlagereinbau verwenden.
Page 17

Additional operating instructions:
Cube Carbon frame Super HPC, HPC + GTC
and (full) carbon forks
SUPER HPC | HPC | GTC
Page 18

These instructions relate to
the following models:
Cube Litening Super HPC
Cube Agree GTC
Cube Aerium HPC
Cube Reaction GTC
Cube Elite Super HPC
Cube Sting Super HP C
Cube Stereo Super HPC
Cube AMS HPC
Cube AMS Super HP C
Page 19
3 . generAl notes
Important Notes!
CUBE Super HPC, HPC + GTC
This document must be read carefully prior to assembly
and use of the frame/entire bike and should be observed
accordingly.
These instructions are additional operating instructions for the Super
HPC, HPC and GTC Series and (full) carbon forks. Please also observe
the main Instruction Manual! If you do not have this please request
it fr om the dealer.
Picture 1: (top)
Cube Reaction GTC SL 2010
Picture 2: (bottom)
Cube Litening Super HPC Di2 2010
Page 20
4 .
1. General Notes . 3
2. Manufacturing process . 4
2.1. Road racing . 4
2.2. Seat clamp/seat post . 4
2.3. Derailleur fitting. . 5
2.4. Headset
. 5
2.5. Bottom bearing / crank inside bearing system . 5
2.6. Rear assembly. . 5
2.7. Drop outs . 6
2.8. Bottle holder in serts . 6
2.9. Roller training. . 6
2.10. Tran sportation . 6
3. (Full) carbon forks . 7
4. Care instructions . 8
5. Guarantee and special ex gratia settlements . 8
6. Liability . 9
7. Quality Assurance and rigidity te sting . 9
8. Carbon Rigidity Test
. 10
9. Assembly Instructions . 11
9. 1. MTB frame . 11
9. 2. The racing bike frame . 12
Tabl e of Contents
Page 21
5 . generAl notes
1.— General Notes
Carbon frames and (full) carbon forks
are lightweight construction components which are manufactured in several
production step s using modern manufacturing procedures. The light weight
is achieved mainly by using high-performance fibre composite materials in
conjunction with an appropriate method
of fibre construction.
Component safety and rigidity, in addition to low mass were imp or tant cr iteria
in the design of the carbon frames and
forks. Unavoidable irregularities in the
fibre orientation arising during manual
procedures and small air inclusions in
the resin coating layer or surface unevennesses are purely visual in nature
and have no influenc e on the qual ity and
performance of the frame. Differences in
finish and “blemishes” do not constitute
grounds for complaint.
• Our carbon frames and int egral
(full) carbon fork s are approved for
a maximum rider weight of 115 kg
system weight (rider + complete
bike + luggage). Loadings deviating
from the purpo se of use intended
(e.g. jumps) may lead to damage
and constitute a risk to the us er.
We accept no liability for damage
arising from improper use.
It is not permissible to fit additional
components to any frame or fork tubing
which is attached by means of clamping to the tubing in question. Undefined
stresses in the circumferential direction
of the tubing considerable can occur in
this way which may cause damage and
which may drastically reduce the service life, and may also lead to a risk to
the safety of the user.
Basically every frame including forks
must be given a thorough examin ation
at regular intervals in respect of damage (e.g. cracks, visible delamination,
discolouration etc .). Shock and impact
stresses may cause damage not visible
externally such as delamination (separation of fibres from the surrounding
plastic matrix) in the bottom laminate
layers causing a drastic reduction in
performance and consequently safety
as well. After any accident, crash or
other defined or uncontrolled mechanical stresses the frame and forks mu st
not be ridden for re asons of safety and
should be sent to us for examination
(see also Guarantee).
With regard to accessories used the
instructions for use and user guide
provided by the manufacturer concerned
must be followed!
Page 22
6 . mAnuFActuring Process
2.— Manufacturing proc ess
Monocoque
Twin Mold Technology
In this process any folding jeopardising
the safety of the product is elimin ated
by continuous monitorin g of the carbon
fibres during the curing process. By
additionally using rigid inner formers
at int er section points the proportion
of resin is considerably reduced and
the fibres bonded more tightly one to
another. The result is increased product
safety and improved rigidity levels.
Advanced Twin Mold
In this process any folding endangering
the safety of the product is elimin ated
by continuous monitorin g of the carbon
fibres during the heat curing process.
This is guaranteed by an inner former
which gives the perfect frame shap e
earlier in the layup process. Hence
every individual fibre remains in its exact
position during the curing process. This
method of manufacture makes it possible to increase the carbon fibre content
within the frame structure to match
the design stresses. The increased
composite content mean s that for the
same stability there is less weight in
the form of resin and that the frame
has greater rigidity for less weight. The
positive side-effect of this method of
manufacture – perfect processing.
2.1. —Road racing
Our frames are designed for extreme
riding stresses. However during road
racing stresses greater than those
occurring during actual riding may arise
as a result of collision with objects
or other riders. These stre sses cannot possibly be foreseen and allowed
for in the construction and design of a
frame or forks. We therefore accept no
liability for any damage resulting from
use other than that intended. Frame
and fork s must be examined particularly carefully for damage (e.g. cracks,
delamination, discolouration etc.) before
and after each instance of use in racing.
After serious crashes or accidents the
frame and forks must not be ridden. The
surface of the frame and forks mu st
not be damaged. This includes indentations and large deep scratches which
penetrate beyond the first clear coat of
lacquer. In case of doubt the frame and
forks must be sent in for checking.
2.2. —Seat clamp/seat post
When tightening the seat clamp bolt
(see Diag. 1) a maximum torque of 6 Nm
must not be exceeded. (min. 5 Nm). Sead
post and seat tube must not be greased!
Only seat posts with the correct ex ternal diam eter may be used. Seat posts of
any other diameter must not be ridden.
The seat tube must not be filed out or
mechanically modified in any other manner. The maximum permitted seat post
extension (measured from the upper
edge of the seat tube to the upper edge
of the seat post ) is 270 mm. The minimum insertion depth for the seat post is
100mm (see pages 11/12)
2.3. —Derailleur fitting.
Racing bike frames are designed for
either a solder-on socket derailleur
mounting or for a classic derailleur
clamp fitting with a 34.9mm clamp - MTB
frames have either a cl assic 34.9 mm
derailleur cl amp or an E-type derailleur
Page 23
7 . mAnuFActuring Process
fitting. No other derailleur mountings
may be used.
Maximum torque for fitting the derailleur clamp collar on the seat tube is
4Nm and must be fitted in intermediate
steps. When fitting a torque wrench it is
important to avoid deformation of the
seat tube in the vicinity of the clamp.
• Damage to the seat tube in the
vicinity of the derailleur clamp by
excessive tightening or incor rect
size of cl amp collar may lead to
safety-related deformat ion and
damage and must be avoided.
2.4. —Headset
Fully or semi-integrated head sets are
used in carbon frames for optimum rigidity values and optimum distribution of
forces and high levels of security.
• Unauthorised milling work is not
permissible and will result in the
guarantee being invalidated.
Delivery is with headset installed. Any
change of headset must be agreed with
the manufacturing company. Pressfitting the headset shell bear ings must
be performed using a specially de signed
tool. Press fitting must be performed
with caution and it must be ensured
that the shell bear in gs do not twist. The
shell bearin gs must not be greased at
points where they are in contact with
the frame. The side facing the bearing
should be greased to ensure long life
of the headset
2.5. —Bottom bearing / crank
inside bearing system
The bottom bearing must be fitted using
a tool specially designed for the task.
Only bottom bearing and crank inside
bearing systems designed for “BSA” or
„Pressfit“ type s may be used. The inner
bearing thread should be rethreaded
with a suitable threading die and be
thoroughly greased. When fitting the
inner bearing it must be ensured that on
the right hand side seen from the direction of travel there is a left-hand thread
in the bottom bracket (the inner bearing
element is screwed in anticlockwise). On
the left side seen from the direction
of travel the bottom bracket bush has
a right-hand thread (the inner bearing
element is screwed in clockwise). The
torque stipulated by the relevant manufacturer should be observed and the
maximum inner bearing torque is 50Nm
(min. 45Nm) (see Pages 11/12). The Pressfit inner bearing must only be pressfitted using the tool specially designed
for the purpose.
2.6. —Rear assembly.
Your carbon frame rear assembly has
been designed and built for a hub width
of 130 mm (racing bike) and 135 mm (MTB
Hardtail) and 135/14 2 mm (MTB-Fully).
On the rear assembly only hubs of
130mm (racing bike) and 135 mm (MTBhardtail) and a quick-release mechanism
must be used. For the Fully models
135mm a quick-release mechanism and
a 14 2 mm Syntace X12 axle.
The use of hu bs with other dim ensions
and/or without quick-release mechanism
may result in stress and distension
conditions, which can lead to serious
damage and therefore present a risk to
safety. The rear assembly is designed
Page 24
8 . mAnuFActuring Process
for standard racing bike brakes (or disc
brakes in the case of the MTB). The
maximum permissible torque when fitting
brakes is 8Nm (min. 7 Nm). The maximum
permissible rear wheel disc size for the
carbon hardtail frame is 160 mmand that
for the carbon Fully frame is 180 mm, or
160 mmfor the AMS Super HPC.
2.7. — Dropout
The maximum torque for fitting the
gears to the derailleur hanger is 8 Nm
(min. 7 Nm (see Pages 11/12).
2.8. —Bottle holder inserts
The threaded inserts on your carbon
frame are designed for fi xing standard
bottle holder s with an M5 thread and
other thread sizes are impermissible.
The maximum torque of bottle holder
fixing screws is 5 Nm (min. 4 Nm) (see
Pages 11/12). Carbon frames are approved
for bottle holder s which can take a
750ml capacity bottle.
2.9. —Roller training.
Your carbon frame is a high-performance lightweight as sembly.
• The carbon frame must NO T be
used for roller training on so-called
fixed roller s (Tacx, Elite, etc.).
The fixed loading of the dropouts and
quick-release axle differs greatly from
the stress occurring du ring riding and
can lead to damage in the vicinity of the
dropouts/rear assembly.
Use on a loose roller without any fixed
tensioning of the frame is permissible.
2.10. —Transportation
When transporting your carbon frame
and (full) carbon fo rk s particular care
is required, as this can give rise to
stresses which never occur when riding
and which could therefore damage your
frame. The following should therefore
be noted:
• Transporting your carbon frame
with carrier syst ems which use
clamping elements for fixing and
retaining the frame tubes is impermissible as the cl amping forces
of the fi xing elements can cause
damage to the frame/forks tubing
• During transportation do not place
any objects on the frame and forks
and stow so that they cannot slip.
• When transporting with the front
or rear wheel removed it is recommended that a distance piece
is inserted instead of the hub in
the rear assembly (racing bike
130mm, MTB 135mm) and in the
forks (100mm ) in order to prevent
damage.
• When travelling by air or on jour-
neys where the “bicycle“ luggage
item is not checked with regard to
damage-free stowage, adequate
protection of the frame and forks
must be ensured (e.g. by using
suitable hard-top cases etc.)
8.—
Page 25
9 . (Full) cArbon Forks
3.— (full) carbon fork s
The (full) carbon forks which ar e
installed as well as carbon forks with a
upper shaf t part made out of aluminium
are fork s with a tapered steerer. This
has an external diameter of 1.5“ in the
area of the lower control bearing and
tapers towards the top to the clamping ar ea of the handlebar stem to 1 1/8“.
Only handlebar stems and headsets
compatible with this shaft diameter may
be used an d which are ap proved by the
bike manufacturer.
• If the headset bearing lower cone
ring is driven into the bearing seat
with massive force there is a danger of damaging the forks. Fitting
a headset must be carried out by
a specialist technician. The shaft
tube external diameter in the vicinity of the stem is designed for front
extensions with a clamp diameter
of 1 1/8”. Only the handlebar st ems
with corresponding internal dimensions and cl eanly finished int erior
surfaces may be used. The fitted
stem may project no more than a
maximum of 2 mmabove the edge
of the shaft tube end.
The front brake is fitted to the fork s
using the special screws supplied by
the manufacturer with an M6 thread
with an internal hexagon (Allen screw®)
head. (SW 5mm). The external diameter
of the nuts mu st not exceed 8 mm and
the maximum torque of the nuts is 8 Nm
(min. 7 Nm)
• For carbon fork s with a upper shaft
part made out of aluminium socalled “ahead cl aws” be driven in
to adjust the control bearing. Under no circumstances may this be
done for a (full) carbon fork. The
supplied insert for int ernal clamping should always be us ed to do
that or the screw insert for models with an internal thread used
in the carbon shaft. Use of the
“ahead claws” (full) carbon fork s
can cause considerable damage
to the shaft tube and dangerous
total failure of the assembly may
even occur! The shaft length must
only be adjusted or modified by a
specialist technician.
Ideally a metal saw with low abrasion
rate or a metal circular saw with a
diamond saw blade and water cool in g
should be used. In the event of dry
trimming adequate protection from dust
inhalation produced should be ensured.
Inhalation protection with a fine dust
filter and safety glasses are recommended.
4.— Care in structions
Your carbon frame and your (full) carbon
forks should be cleaned regularly. Ordinary paint care products with or without
silicon addit ive and cold to lukewarm
water to which may be added ordinary
detergent may be used. To be avoided
are solvents of any descrip tion, alcohols (e.g. ethanol or isopropanol), hot
water with alkaline additives or cleaning
with steam jets and pressure washers.
Page 26
10 . guArAntee And sPeciAl ex grAtiA settlements
5.— Guarantee and special ex
gratia settlements
Services under the guarantee are
provided only in the event of faul ty
materials or manufacture and never in
the event of fatigue or overload stress
damage. We provide a two-year gu arantee on our frames and forks and we
also of fe r special ex gratia services.
• If you discover damage to your
frame and/or forks you may send
the damaged frame and/or forks to
us for assessment and an estimate
of possible repair costs via your
dealer
• Transport costs in every case are
borne by the customer. Following
assessment of repair costs the
repair is carried out either free of
charge or you will receive an advance estimate of repair costs due
(see CCR Service).
• The decision as to whether a repair
is to be carried out free of charge
rests solely with the manufacturing
company and in no circumst ances
is there any claim to cost-free
repair.
• The special ex gratia provisions
only apply to the first ow ner
• Only cleaned frames or forks are
accepted for guarantee work !
In the event of frame or fork complaint
claims we reserve the right to apply a
reduction in value based on the duration
of use.
• The guarantee is rendered invalid
in the case of damage, which is
attributable to incorrect assembly,
misuse, unauthorised modifications
or mechanical work ing of frames
and fork components (drilling, milling, filing, sawing etc, on frames or
forks manufactured by us. The final
decision as to what extent a cl aim
under the guarantee exists is a
matter for the management of the
manufacturing company.
Page 27
11 . liAbility
6.— Liability
The manufacturin g company accept s no
liability for accident damage or consequential loss. The user bears the
risk in the event of personal injury an d
material damage. The manufacturing
company accepts no liabil ity for damage
or accidents caused by improper use of
the frame and failure to comply with the
stipulations indicated here
Quality Assurance and rigidity
testing
• Every carbon frame ready for de-
livery and every set of (full) carbon
forks are subjected to a rigidity
test. For each frame height and
each set of fork s a rigidity tolerance range is defined in preliminary testing. Only frames and forks
which come within this tolerance
range leav e the factor y.
The rigidity te st is used as a Quality
Assurance measure and is performed
on the company’s ow n test rig. To do
this the frame to be measured is fixed
in pl ace at the rear assembly and the
steering tube. Then the gear crank area
is deflected to one side using a defined
force delivered by a pneumatic cylinder.
As a second step rigidity measurement
of the steering pipe occurs through targeted torsion of the steering head to
the frame. The rigidity values arise from
the ratio of the applied force and the
resulting deflection of the frame area
and are documented on the te st sticker
in the operating instructions enclosed.
Page 28

12 . cArbon rigidity test
7. — Carbon Rigidity Test
The following data ar e of importance for any possible guarantee or warranty claim s in the event of an exchange frame in the
context of our Crash Replacement Program. Please keep the
datasheet in a safe place.
Frame or (full) carbon forks measurement result:
Page 29

13 . Assembly instructions
9.—Assembly Instructions
9.1. —MTB frame
Max. 6 Nm | Min. 5 Nm
Use only original seat clamp collar!
= To rque
Max. 4 Nm | Min. 3 Nm
E-Type derailleur
Derailleur gear mount
Max. 8 Nm | Min. 6 Nm
Max. 50 Nm permissible
(follow manufacturer’s instructions!)
On frames with a bottom bracket thread
use only „BSA“ type inner bearings.
Grease thread well On frames with
„Pressfit“ bottom bracket fitting please
use appropriate inner bearings
Use suitable tool to fit inner bearings!
Bottle holder mount
Use only M5 screws
Max. 5 Nm | Min. 4 Nm
Integrated / semi-integrated headset
Use suitable tool
Do not us e any grease when
pressing in!
Seat po st projection
Note mark on po st
Do not us e any grease when
fitting the saddle post!
Seat po st minimum insertion depth: 100 mm
brake caliper mounting
Max. 8 Nm | Min. 7 Nm
Page 30

14 . Assembly instructions
9.2. —The racing bike frame
Max. 6 Nm | Min. 5 Nm
Use only original
seat cl amp collar!
Brake caliper mounting
Max. 8 Nm | Min. 7 Nm
Max. 5 Nm | Min. 4 Nm
(gradually)
Solder-on socket or
derailleur clamp collar
Derailleur gear mount
Max. 8 Nm | Min. 7 Nm
Bottle holder mount
Use only M5 screws
Max. 5 Nm | Min. 4 Nm
Integrated / semiintegrated headset
Use suitable tool
Do not us e any grease
when pressing in!
Seat po st projection
Note mark on po st
Do not us e any grease
when fitting the saddle post!
Seat po st minimum
insertion depth: 90 mm
= To rque
Max. 50 Nm permissible
(follow manufacturer’s instructions!)
On frames with a bottom bracket thread
use only „BSA“ type inner bearings.
Grease thread well. On frames with
„Pressfit“ bottom bracket fitting please
use appropriate inner bearings.
Use suitable tool to fit inner bearings!
Page 31

SUPER HPC | HPC | GTC
Complément au mode d‘emploi pour
cadres en carbone Cube Super HPC,
HPC + GTC & fourches en carbone et tout carbone
Page 32

Le mode d‘emploi se réfère
aux mo dèles suivants :
Cube Litening Super HPC
Cube Agree GTC
Cube Aerium HPC
Cube Reaction GTC
Cube Elite Super HPC
Cube Sting Super HP C
Cube Stereo Super HPC
Cube AMS HPC
Cube AMS Super HP C
Page 33

3 . remArQues imPortAntes
Remarques
importantes !
CUBE Super HPC, HPC + GTC
Lire attentivement et entièrement les présentes instructions avant le montage et l‘utilisation du cadre/de la roue
complète et les re specter.
Ces instructions complètent le mode d‘emploi pour les cadres de
la série Super HPC, HPC et GTC et les fourches en carbone et tout
carbone. Veuillez également tenir compte du mode d‘emploi général !
Si celui-ci n‘est pas en votre possession, veuillez- vous le procurer
auprès de votre revendeur.
Bild 1: (oben)
Roue complète Cube Reaction GTC SL 2010
Bild 2: (rechts)
Roue complète Cube Litening Super HP C DI2 2010
Page 34

4 .
1. Remarques générales . 3
2. Processus de fabric at ion . 4
2.1. Utilisation en compétition . 4
2.2. Collier de serrage de selle/tige de selle . 5
2.3. Fixation du dérailleur arrière . 5
2.4. Jeu de direction
. 5
2.5. Boîtier de pédalier /
système manivelle & boîtier de pédalier . 5
2.6. Tr iangle ar rière . 6
2.7. Pattes . 6
2.8. Garnitures pour porte-bidons . 6
2.9. Home-training . 6
2.10. Tran sport . 7
3. Fourches en carbone et tout carbone . 7
4. Consignes d‘entretien . 8
5. Garant ie et dédommagements spéciaux
après expiration de la garantie . 8
6. Responsabilité . 9
7. Assurance de la qualité/mesure de la rigidité
. 9
8. Contrôle de rigidité carbone . 10
9. Instructions de mont age . 11
9. 1. Cadre MTB . 11
9. 2. Cadre de vélo de course . 12
Sommaire :
Page 35

5 . remArQues générAles
1.— Remarques générales
Les cadres en carbone et les fourches
tout carbone sont des pièces de
construction légère réalisées en plusieurs ét ap es et en ut il is ant des processus de fabrication mo derne s. Le faible
poids est obtenu essentiellement grâce
à l‘utilis ation de matériaux composites
haute performance à base de fibres en
association avec une construction adaptée aux fibres. Outre un poids réduit, la
sécurité et la rigidité de s pièces étaient
des critères importants lors du développement des cadres en carbone et
fourches.
Des irrégularités de la contexture des
fibres, de petites inclusions d‘air à la
surface de la résine de recouvrement ou
des inégalités de la surface, justifiées
par le processus de fabricat ion utilisé
et inév it ables avec un travail manuel,
sont de nature purement visuelle et
n‘ont aucune influence sur la qualité
et les performances des cadres. Des
différences de finition et de « petites
imperfections » ne sont pas un motif de
réclamation.
• Nos cadres en carbone et four ches
en carbone et tout carbone montées sont homologués pour un
poids du cycliste de 115 kg maximum (poids du système, c.-à-d.
cycliste+roue complète+ bagages).
Les sollicitations divergeant de
l‘utilisation prévue (p. ex. des
sauts) peuvent provoquer de s
dommages et représenter un
danger pour l‘utilisateur. Nou s dé clinons toute responsabilité pour
tous les dommages résultant d‘une
utilisation inadéquate.
Il est interdit de monter des pièces
supplémentaires sur tous les tubes de
cadre et fourche qui sont fixés avec des
brides sur les tubes respectifs. Cela
peut provoquer de s dommages considérables par des sollic it at ions indéfinies
dans la direction circonférentielle du
tube, qui rédu iraient nettement la durée
de vie et mettraient en danger la sécurité de l‘util is ateur.
Par principe, chaqu e cadre, fourche
comprise, doit être soumis à intervalles
réguliers à un contrôle minutieux quant
à d‘éventuelles détériorations (p. ex.
fissures, délaminations visibles, décolorations, etc.).
Les coup s et choc s peuvent causer
des dommages généralement invisibles
de l‘extérieur tels que délaminations
(séparation des fibres de la matrice
en matière plastique avoi sinante) des
couches de laminé inférieures avec
réduction considérable de s performances et , donc, également de la
sécurité. Après un accident, une chute
ou toute autre sollicitation mécanique
indéfinie ou incontrôlée, pour des raisons de sécurité, on ne doit plus rouler
avec le cadre et la fourche, mais nous
les envoyer pour contrôle (voir aussi
garantie).
Pour les pièces rapportées, il convient
de respect er les instructions d‘utilisation et/ou les modes d‘emploi des
fabricants respectifs!
Page 36

6 . Processus de FAbricAtion
2.— Processus de fabric at ion
Monocoque Twin Mold Technology
Ce processus permet d‘exclure la
formation de plis dangereuse pour la
sécurité du produit grâce à un contrôle
continu des fibres de carbone pendant
la cuisson. De par l‘utilisation de formes
intérieures fixes aux points de jonction,
la part de résine est en outre considérablement réduite et la liaison des fibres
est plus dense. Avec pour résultat une
sécurité accrue du produit et de s valeurs
de rigidité améliorées.
Advanced Twin Mold
Ce processus permet d‘exclure toute
formation de plis dangereuse pour la
sécurité du produit grâce à un contrôle
continu des fibres de carbone pendant
la cuisson. Ceci est garanti par une
forme intérieure qui, dès la superposition des couches, fournit la forme de
cadre parfaite. Chaque fibre reste ainsi
exactement à sa position pendant la
cuisson. Cette méthode de fabrication
permet d‘augmenter la part de fibres
de carbone à l‘ intérieur de la structure
du cadre conformément aux contraintes
escomptées. Le taux de matériau composite majoré a pour conséquence un
poids plus faible grâce à la réduction de
la résine tout en garantissant la même
stabilité et un cadre plus léger d‘une
grande rigidité. Effet secondaire positif de
cette méthode de fabrication: une finition
parfaite.
2.1. —Utilisation en compétit ion
Nos cadres sont conçus pour supporter
des sollicitat ions extrêmes en conduite.
Mais il peut cependant se produire en
compétition des sollicitations autres
que celles de la conduite, suite à une
collision avec des objets ou d‘autres
cyclistes, de chutes, etc. Il n‘est pas
possible de prévoir ni de tenir compte de
ces sollicitations lors de la conception
et de la fabrication d‘un cadre et d‘une
fourche. Nous déclinons donc toute responsabilité pour les domm ages résultant d‘une utilisation autre que celle
prévue. Le contrôle de détériorations
éventuelles du cadre et de la fourche
(p. ex. fissures, délaminations, décolorations, etc.) avant et aprè s chaque course
doit être particulièrement minut ieux.
Après des chutes ou accidents graves,
on ne doit plus rouler avec le cadre
et la fourche. La surface du cadre et
de la fourche ne doit pas présenter de
dommages. Par domm ages, on entend
notamment entailles et grandes rayures
profondes transperçant la première
couche de vernis. En cas de doute, nous
envoyer le cadre et la fourche afin que
nous les examinion s.
2.2. —Collier de serrage de selle/
tige de selle
Lors du serrage de la vis du coll ier de
selle (v oir illustr. 1), ne pas dépasser un
couple de serrage de 6 Nm maximum
(5 Nm min.). La tige de selle et le tube
de selle ne doivent pas être graissés !
Utiliser uni quem ent des tiges de selle
de diamètre extérieur correct. Ne pas
rouler avec des tiges de selle d‘un
autre diamètre ! Le tu be de selle ne
doit ni être alésé ni subir aucun autre
usinage. La tige de selle ne doit pas
dépasser de plus de 270 mm (mesuré du
bord supérieur du tube de selle jusqu‘au
bord supérieur du tube porte-selle). La
profondeur d‘insertion minimum de la tige
de selle est de 90mm (v oir pages 11/12)
Page 37

7 . Processus de FAbricAtion
2.3. — Fixation du dérail leur
arrière
Les cadres de vélos de course sont
préparés soit pour le montage d‘un
dérailleur arrière avec patte soudée soit
pour un serrage de dérailleur arrière
classique avec une bride de 34,9 mm
– les cadres MTB pour un serrage de
dérailleur arrière clas sique avec une
bride de 34,9 mm ou une fixation de
dérailleur arrière de type E. D‘autres
fixations de dérailleur ne doivent pas
être util is ées.
Le couple ma ximum pour la fixation du
collier de serrage du dérailleur arrière
sur le tu be de selle est de 4 Nm et doit
être ajusté par paliers. Lors de l‘aju st age
du couple, veiller à ne pas déformer le
tube de selle dans la zone de serrage.
Avec la gamme Reaction GTC, seule
l’util is ation d’un dérailleur arrière Top
Swing est autorisée. Les dérailleurs
arrière Down Swing serrent le tube de
selle dans un domaine qui n’est pas
conçu pour cela et peuvent causer des
dommages dangereux au matériau.
• Les détériorations du tube de selle
dues à un serrage excessif du collier de dérailleur arrière ou à l‘utilisation de collier s de dérailleur
d‘autres dimensions que celles
prescrites peuvent entraîner des
déformations et des dommages
nuisant à la sécurité et doivent
donc être absolument évitées.
2.4. — Jeu de direction
Dans les cadres en carbone, des jeux de
direction entièrement ou semi-intégrés
sont utilisés, garantissant d‘excellentes
valeurs de rigidité, un fl ux de force optimal et une sécurité élevée.
• Vous n‘êtes pas autorisé à procé-
der vous-même à des opérations
de fraisage : la garantie en serait
annulée.
Le produit est livré avec jeu de direction
monté. Le montage d‘un autre modèle
de jeu de direction requiert l‘accord du
fabricant. L‘ in sertion des cuvettes du
jeu de direct ion doit être exécutée avec
un outil spéc ial prévu à cet effet. Les
cuvettes doivent être montées avec
précaution, en veillant à ne pas les
insérer de travers. Ne pas graisser les
cuvettes au x points où elles sont en
contact av ec le cadre. Le côté dirigé
vers le roulement doit être graissé afin
de garantir la longévité du jeu de direction utilis é.
2.5. —Boîtier de pédalier /
système manivelle & boîtier de
pédalier
Le montage du boîtier de pédalier doit
être exécuté avec un outil spéc ial prévu
à cet effet. Utiliser uniquement des
boîtiers de pédalier ou des systèmes
manivelle & boîtier de pédalier pour
le boîtier de pédalier de type « BSA »
ou « Pressfit ». Avant le montage du
boîtier de pédalier, son filetage doit
être taraudé avec un ou til approprié et
bien graissé. Lors du montage du boîtier
de pédalier, il convient de veiller à ce
qu‘un filetage à gauche se trouve dans
la douille du pédalier à droite dans le
sens de la marche (l‘élément du boîtier
de pédalier est tourné dans le sens
contraire des aiguil les d‘une montre). À
gauche dans le sens de la marche, la
douille du pédalier comporte un filetage
Page 38

8 . Processus de FAbricAtion
à droite (l‘élément du boîtier de pédalier
est tourné dans le sens des aiguilles
d‘une montre). Le couple de serrage
indiqué par le fabricant respectif doit
être respecté, le couple de serrage
maximum du boîtier de pédalier est de
50Nm (45Nm min., voir pages 11/12). Les
boîtiers de pédalier Pressfit ne doivent
être insérés qu‘avec l‘outil de montage
spécial prév u à cet effet.
2.6. —Triangle arrière
Le triangl e arrière de votre cadre en
carbone a été conçu et fabriqué pour
une largeur de moyeu de 130 mm (vélo
de cour se), 135 mm(MTB-Hardtail) et
135/142 mm(MTB-Fully).
• Sur le triangle arrière, seuls des
moyeux d‘une largeur de 130 mm
(vélo de cour se) ou 135mm (MTBHardtail) et un méc anisme de
serrage rapide peuvent être utilisés. Pour les modèles MTB-Fully:
mécanisme de serrage rapide de
135mm ou axe Syntace X12 de
142 mm. L‘util is ation de moyeu x
d‘autres dimensions et /ou sans
mécanisme de serrage rapide peut
entraîner des tensions ou dilatations qui peuvent causer de s dommages graves et représentent donc
un risque pour la sécurité.
Le triangle arrière est prévu pour des
freins de vélo de course courants (ou
des freins à disque avec les MTB). Le
couple maximum au torisé pour la fixation des freins est de 8Nm (7Nm min.).
La taille de rondelle de roue arrière
maximale autorisée pour le s cadres
Carbon Hardtail est de 160 mm, et de
180mm pour les cadres Carbon Fully ou
de 160 mmavec AMS Super HP C.
2.7. — Pattes
Le couple de serrage maximum pour le
montage du dérailleur avant sur la patte
de dérailleur est de 8Nm (7 Nm min., voir
pages 11/12).
2.8. —Garnitures pour portebidons
Les filetages sur votre cadre en carbone
sont pr évus pour la fixation de portebidons de filetage M5 vendus dans le
commerce, les filetages d‘autres dimen-
sions ne sont pas autorisés. Le couple
de serrage maximum de s vis pour la
fixation des porte-bidons est de 5 Nm
(4Nm min., voir pages 11/12). Les cadres
en carbone sont homologués pour des
porte-bidons pouvant contenir au maximum un bidon d‘une capacité de 750 ml.
2.9. —Home-training
Votre cadre en carbone est une pièce
haut de gamme de construction légère.
• Le cadre en carbone ne doit PAS
être utilisé pour le home -training
sur des rouleaux fixes (Tacx, Elit e,
etc.).
Le serrage fixe des pattes ou de l‘axe
de serrage rapide diverge nettement par
rapport à la sollicitation en conduite et
peut entraîner des domm ages au niveau
des pattes/du triangle arrière.
L‘utilisation sur un rouleau mobile sans
serrage fixe du cadre est autorisée.
Page 39

9 . Fourches en cArbone et tout cArbone
2.10. —Transport
Soyez particulièrement précautionneux
lorsque vous transportez votre cadre
en carbone et fourche tout carbone :
des contraintes sont alors possibles
qui ne se produisent jamais en conduite
et peuvent donc endommager votre
cadre. Veuillez respecter de ce fait les
consignes suivantes :
• Le transport de votre cadre en
carbone sur des supports équipés
d‘éléments de serrage pour la
fixation et le blocage des tubes
de cadre est interdit, les forces de
serrage des éléments de fixation
pouvant endommager les tubes de
cadre/fourche.
• Ne pas poser d‘objets sur le cadre
ni sur la fourche lors du transport
et arrimer le cadre de manière à ce
qu‘il ne puisse pas glisser.
• Lors d’un transport avec roue ar-
rière et /ou avant démontée, il est
conseillé de remplacer le moyeu
dans le triangle arrière (vélo de
course 13 0 mm, MTB-Hardtail 135
mm, MTB-Ful ly 135/14 2 mm) et dans
la four che (100 mm) par une pièce
d’écartement correspondante afin
d’éviter tout dommage.
• Pour les voyages en avion et tous
les voyages en général, durant
lesquels vous ne pouvez contrôler
que votre bagage « vélo » est
bien arrimé et ne subira pas de
dommages, veillez à prot éger suffisamment le cadre et la fourche
pour leur transport (p. ex. en utilisant une va lise à coque rigide
appropriée, etc. ).
3.— Fourches en carbone et
tout carbone
Les fourches tout carbone montées
ainsi que les fourches en carbone avec
partie supérieure de la tige en aluminium sont des fourches à tube de tige
conique (« tapered steerer »). Celui-ci
possède au niveau de la cuvette fixe
inférieure un diamètre ex térieur de 1,5»
et se rétrécit à 1 1/8» vers le haut en
direction de la zone de serrage de la
potence. Seul s des potences et jeux de
direction correspondant à ce diamètre
de tige et autorisés par le fabricant du
vélo peuvent êt re utilisés.
• Si la bague conique du roulement
de jeu de direction inférieur exerce
une force massive sur le logement
du roulement, la fourche risque
d‘être endommagée. Le montage
d‘un jeu de direction doit être exécuté par un spécialiste. Le diamètre
extérieur du tube de tige dans la
zone de serrage pour la potence
est concu pour des potences avec
cote de serrage 1 1/8“. Seules des
potences de dimensions intérieures correspondantes et parois
intérieures traitées proprement
peuvent être util isée s. Dans sa
position finale, la potence montée
doit dépasser de 2 mm maximum
au-dessus du bord de l‘extrémité
du tube de tige.
Le frein avant est fixé sur la fourche
avec les écrous spéciaux livrés par le
fabricant respectif, d‘une taille de filetage de M6 à six pans creux (ouverture
de clé : 5mm). Le diam èt re extérieur des
écrous ne doit pas dépasser 8mm et le
Page 40

10 . consignes d‘entretien
couple de serrage maximum des éc rous
est de 8 Nm (7 Nm min.).
• Avec les fourches en carbone à
partie supérieure de la tige en aluminium, on peut enfoncer ce que
l’on appelle une « grif fe Ahead »
pour ajuster la cu vette fixe. Ceci
est absolument int erdit avec une
fourche tout carbone. Ut il iser ici
dans tous les cas la garniture livrée pour le serrage intérieur et/
ou la garniture de vissage pour les
modèles avec filet intérieur dans la
tige en carbone. L’ utilis ation d’une
« griffe Ahead » avec les four ches
tout carbone endommagerait non
seulement considérablement le
tube de tige, mais entraînerait
aussi une défaillance totale de la
pièce! La longueur de tige doit être
ajustée uniquement par un spécialiste.
La longueur de tige doit être aju stée et/
ou modif ié e uniquement par un spécialiste.
L‘idéal est d‘utiliser pour raccourcir la
tige une scie à métaux à faible usure ou
une scie à métaux circulair e avec lame
en di amant et refroidissement par eau.
En cas de raccou rcissement à sec, il
convient de veiller à une protection suffisante des voies respiratoires contre la
poussière de sciage produite. Une protection respiratoire munie d‘un filtre fin
et le port de lunettes sont cons eillés.
4.— Consignes d‘entretien
Votre cadre en carbone et votre fourche
en carbone ou tout carbone doivent
être nettoyés régulièrement. Utilisez
pour cela des produits d‘entretien pour
vernis courants avec ou sans silicone et
de l‘eau froide à tiède, à laquelle vous
pouvez également mélanger un produit
vaisselle cl assique. Évit ez les solvants
en tout genre, les alcools (p. ex. éthanol ou isopropanol) et l‘eau chaude avec
additifs alcalins ainsi qu e le nettoyage
par jet de vapeur et haute pression.
5.— Garantie et dédommage-
ments spéciaux aprè s expiration de la garantie
La garantie s‘applique uniqu ement aux
défauts de matériaux ou de fabrication
et jamais aux dommages de fatigue ou
de contrainte s excessives. Nos cadres
et fourches sont garantis pour la durée
de 2 an s et nous offrons en plus des
dédommagements spéciaux après expiration de la garantie.
• Si vous constatez des détériora-
tions de votre cadre et/ou fourche,
vous pouvez nous les envoyer par
l‘intermédiaire de votre revendeur
afin que nou s les examinions et
estimions s‘il est po ssible de les
réparer.
• Les frais de transport sont dans
tous les cas à la charge du client.
Après estimation des frais de ré paration, celle-ci est ex écutée soit
gratuitement soit vous recevez un
devis sur les coût s de réparation
échus (voir Service CCR).
• La décision d‘exécuter ou non gra-
tuitement une réparation incombe
uniquement au fabric ant, un droit
à réparation gratuite est dans tous
les cas excl u.
Page 41

11 . resPonsAbilité
• Les dédommagements spéciaux
après expiration de la garantie
sont valables uniquement pour les
propriétaires d‘origine.
• Seuls de s cadres ou fourches
nettoyés sont acceptés pour le
traitement de la garantie !
En cas de réclamation s relatives aux
cadres et/ou fourches, nou s nou s
réservons le droit d‘enregistrer une
diminution de valeur en raison de la
durée d‘utilis ation .
• La garantie est annul ée en cas
de domm ages des cadres et/
ou fourches fabriqués par nous
résultant d‘un assemblage incorrect, d‘abus, de modifications
illicites ou d‘usinage des éléments
composant le cadre ou la fourche
(alésage, fraisage, limage, sciage,
etc.).La décision définitive quant à
l‘application ou non de la garantie
incombe à la direction du fabricant.
6.— Responsabilité
Le fabric ant décline toute responsabilité en cas de domm ages d‘accident
et consécutifs. L‘util is ateur assume le
risque pour les domm ages de personne
et de matériel. Le fabricant ne peut être
tenu pour responsable des dommages
ou des accidents résultant d‘un usage
impropre du cadre et d‘un non-respect
des présentes consignes.
7. — Assurance de la qualité
et mesure de la rigidité
• Chaque cadre en carbone et
chaque fourche tout carbone préparés pour livraison sont soumis à
une mesure de rigidité.
Pour chaque hauteur de cadre et pour
chaque fourche, le seuil de tolérance
de rigidité a été fixé lors d‘essais préliminaires.
Seuls les cadres et fourches respectant ce seuil de tolérance sont livrés. La
mesure de la rigidité est utilis ée en tant
que mesure d‘assurance de la qual it é et
exécutée sur notre propre banc d’essai.
Le cadre à mesurer est alors fixé au
niveau du triangle arrière et du tube
de direction. Puis la zone du boîtier de
pédalier est déviée latéralement au
moyen d’un cylindre pneum at ique avec
une force définie. La deuxième ét ap e
consiste à mesurer la rigidité du tube
de direction par une torsion ciblée de
la tête de dir ection vers le cadre. Les
valeurs de rigidité sont le ré sultat du
rapport entre la force introduite et la
déviation des zones du cadre en résultant et sont documentées sur l’autocollant de test contenu dans le mode
d’emploi fourni.
Page 42

12 . contrôle de rigidité cArbone
8.— Contrôle de rigidité carbone
Les donnée s suivantes sont impor tantes pour la garantie et
les recour s en garantie éventuels et en cas d‘éc hange dans le
cadre de notre « Crash Replacement Program ». Veuillez dans
tous les cas cons erver soigneusement la fiche technique.
Résultat de mesure des cadres et/ou fourches tout carbone :
Page 43

13 . instructions de montAge
9.—Instructions de montage
9.1. —Cadre MTB
6Nm max. | 5 Nm min.
Utiliser uniquement le collier de
serrage de selle original fourni !
moment d´un couple
4Nm max. | 3 Nm min.
Dérailleur arrière de type E
Vis de fixation
Fixation du dérailleur avant
8Nm max. | 6 Nm min.
50 Nm max. autorisés
(tenir compte des indications
du fabricant !)
Pour les cadres avec filetage de pédalier, utiliser uniquement des boîtiers de
pédalier de type « BSA ». Bien graisser
le filetage. Pour les cadres avec support
de pédalier « Pressfit », utiliser les
boîtiers de pédalier correspondants.
Utiliser un outil approprié pour le montage du boîtier de pédalier !
Fixation des porte-bidons
Utiliser uniquement des vis M5
5Nm max. | 4 Nm min.
Jeu de direction inté gré / semi-intégré
Utiliser un outil approprié
Ne pas utiliser de graisse pour
l‘insertion !
Dépassement de tige de selle
Tenir compte de l‘ indication sur la tige
Ne pas utiliser de graisse pour
le montage de la tige de selle!
Utiliser à la place une pâte de
montage spéciale, p. ex . de
Dynamix ou Syntace.
Profondeur d‘insertion minimum de la tige de selle :
100 mm
Fixation de l‘ ét rier de frein
8Nm max. | 7 Nm min.
Page 44

14 . instructions de montAge
50 Nm max. autorisés
(tenir compte des indications
du fabricant !)
Pour les cadres avec filetage de pédalier, utiliser uniquement des boîtiers de
pédalier de type « BSA ». Bien graisser
le filetage. Pour les cadres avec support
de pédalier « Pressfit », utiliser les
boîtiers de pédalier correspondants.
Utiliser un outil approprié pour le montage du boîtier de pédalier !
9.2. —Cadre de vélo de course :
6Nm max. | 5 Nm min.
Utiliser uniquement le collier de
serrage de selle original fourni !
Bremsenbefestigung
8Nm max. | 7 Nm min.
5Nm max.
| 4 Nm min.
(par paliers)
Patte soudée ou collier
de serrage du dérailleur
arrière
Fixation du dérailleur avant
8Nm max | 7 Nm min.
Fixation des porte-bidons
Utiliser uniquement des vis M5
5Nm max. | 4 Nm min.
Jeu de direction inté gré / semi-intégré
Utiliser un outil approprié
Ne pas utiliser de graisse pour l‘insertion !
Dépassement de tige de selle
Tenir compte de l‘ indication sur la tige
Ne pas utiliser de graisse pour
le montage de la tige de selle!
Stattdessen spezielle Montagepaste, z.B.
von Dynamix oder Syntace.
Profondeur d‘insertion minimum
de la tige de selle : 90 mm
moment d´un couple
Guide câble 1,5 Nm max.
Page 45

SUPER HPC | HPC | GTC
Manuale d’uso aggiuntivo:
Telaio in carbonio Cube Super HPC, HPC + GTC
& forcelle (interamente) in carbonio
Page 46

Il manuale è riferito
ai seguenti modelli:
Cube Litening Super HPC
Cube Agree GTC
Cube Aerium HPC
Cube Reaction GTC
Cube Elite Super HPC
Cube Sting Super HP C
Cube Stereo Super HPC
Cube AMS HPC
Cube AMS Super HP C
Page 47

3 . indicAzioni generAli
Avve rt enze
importanti!
CUBE Super HPC, HPC + GTC
Leggere attentamente e osservare scrupolosamente le
indicazioni cont enute nel presente manuale prima del montaggio e dell’utilizzo del telaio/della bicicletta completa.
Il presente documento è un manuale aggiuntivo per i telai della
serie Super HP C, HPC e GTC e per la forcella in carbonio. Leggere
attentamente anche il manuale d’uso generale! Nel caso in cui no n si
dovesse disporre di un a copia, rivolgersi al rivenditore.
Figura 1: (in alto)
Bici completa Cube Reaction GTC SL 2010
Figura 2: (in basso)
Bici completa Cube Litening Super HPC DI2 2010
Page 48

4 .
1. Indicazioni generali . 3
2. Processo costruttivo . 4
2.1. Utilizzo in corsa . 4
2.2. Fascetta bloccasella/Reggisella . 5
2.3. Fissaggio del deragliatore . 5
2.4. Serie sterzo
. 5
2.5. Cuscinetti interni /
Sistema di supporto interno pedivella . 6
2.6. Tr iangolo posteriore . 6
2.7. Portamozzo . 6
2.8. Attacco per portab orraccia . 6
2.9. Allenamento su rulli . 7
2.10. Traspor to . 7
3. Forcelle (interamente) in carbonio . 7
4. Consigli per la manutenzione . 8
5. Garanzia e accordi speciali . 8
6. Responsabilità . 9
7. Assicurazione qualità/Misurazione della rigidità . 9
8. Test di rigidità del carbonio
. 10
9. Consigli per il mont aggio . 11
9. 1. Telaio MTB: . 11
9. 2. Telaio da corsa: . 12
Indice
Page 49

5 . indicAzioni generAli
1.— In dicazioni generali
I telai in carbonio e le forcelle (interamente) in carbonio sono pezzi di costruzione leggera, prodotti con più fasi di
lavorazione e con l’ut il iz zo di moderni
processi produttivi. Un peso così ridotto
è ottenuto principalmente grazie all’utilizzo di materiali in fibre composite ad
altissime prestazioni in combinazione
con un adeguato processo costruttivo.
La sicurezza e la rigidità dei componenti,
insieme a una massa ridotta, sono stati
considerati come criteri importanti nello
sviluppo dei telai e delle forcelle in
carbonio.
Le irregolarit à della trama originatesi
durante il processo produttivo e piccole
bolle d’aria vicino alla superfiácie nello
strato di copertura in resina o irregolarità della superficie, in ev iátabili per
via della lavorazione a mano, hanno
un carattere puramente visivo e non
influenzano in alcun modo la qual ità e
la prestazione del telaio. Le differenze
nella finitura e le piccole imperfezioni
non rappresentano alcuna base per
eventuali reclami.
• I nostri telai in carbonio e le for-
celle (interamente) in carbonio da
noi ut iliz zate sono progettate per
un peso massimo complessivo di
115 kg (ciclista + bicicletta completa + bagagl io). Qualsiasi utilizzo
diverso da qu ello previsto (ad es.
per compiere dei salti) può provocare danni e comportare un pericolo per l’utilizzatore. Decliniamo
ogni responsabilità per qualsiasi
danno originatosi a seguito di un
utilizzo improprio.
È proibito montare sui tubi del telaio
o della forcella pezzi aggiuntivi fissati
mediante fascette al rispettivo tu bo. In
tal caso possono originarsi danni anche
gravi a causa di sollecitazioni indefinite
nella direzione del passo del tubo, che
riducono notevolmente la vita utile
e comportano rischi per la sicurezza
dell’utilizzatore.
Di norma qual siasi telaio, comp reso di
forcella, deve essere sottoposto ad
intervalli regolari a un esame approfondito per quanto riguar da eventuali
danni (ad es. fenditure, delaminazione,
scolorimenti, ecc.).
Sollecitazioni do vute a urti o colpi
possono provocare danni di solito non
visibili dall’esterno quali delaminazione
(separazione delle fibre dalla matrice
circostante) negli strati di laminato più
bassi con una drastica riduzione delle
prestazioni e, di conseguenza, della
sicurezza. In seguito a incidenti, cadute
o altre sollecitazioni di tipo meccanico
non definite o controllate, per motivi
di sicurezza i telai e le forcelle non
possono essere più utilizzati e devono
essere inviati a noi per una perizia
(vedere anche garanzia).
Per i componenti di montaggio utilizzati,
osservare le indicazioni contenute nel
libretti d’istruzione o nei manuali d’uso
del rispettivo costruttore!
Page 50

6 . Processo costruttivo
2.— Processo costruttivo
MonocoqueTwin Mold Technology
Con questo procedimento si esclude
la creazione di pieghe, pericolosa per
la sicurezza del prodotto, grazie a uno
scrupoloso controllo delle fibre di
carbonio durante il processo di cottura.
Grazie all’utilizzo di stampi interni rigidi
nei punti dove sono presenti dei nodi
viene inoltre ridotto notevolmente la
quantità di re sina e le fibre si legano tra
loro in maniera più salda. Il risultato è
una maggiore sicurezza del prodotto e
una maggiore rigidità.
Advanced Twin Mold
Con questo procedimento si esclude la
creazione di pieghe, pericolosa per la
sicurezza del prodotto, grazie a uno controllo generale delle fibre di carbonio
durante il processo di cottura. Qu esto è
garantito mediante uno stampo interno,
che già durante la fase di stesura genera
la forma perfetta del telaio. In questo
modo, ogni singola fibra rimane esattamente in posizione durante la fase
di cottura. Questo metodo produttivo
permette di aumentare la componente
di fibra di carbonio nella struttura del
telaio, a seconda delle sollecitazioni
previste per la struttura. L’aumento del
composito comporta due vantaggi: a
parità di stabilità, il peso dovuto all’uso
della re sina è inferiore e i telai hanno
maggiore rigidità, pur pesando meno.
Effetto collaterale positi vo di questo
metodo produttivo – un’elaborazione
perfetta.
2.1. —Utiliz zo in corsa
Durante il normale utiliz zo, i nostri
telai sono sottoposti a sollecitazioni
estreme. Tuttav ia, durante una corsa è
possibile che i telai siano sottoposti a
sollecitazioni ulteriori rispetto a quelle
previste durante il normale utiliz zo, per
via di collisioni con oggetti o altri partecipanti alla corsa, cadute, ecc.
Queste sollecitazioni non possono
essere previste né considerate in fase
di costruzione e messa a punto di un
telaio e di una forcella. Pertanto, decliniamo ogni responsabilità per qual siasi
danno originatosi in seguito ad un utilizzo
diverso da quello previsto. Eseguire un
controllo particolarmente accurato di
eventuali danni al telaio e alla forcella
(ad es. fenditure, delaminazione, scolorimenti, ecc.) prima e dopo l’utilizzo della
bicicletta per un a corsa. In seguito a
gravi cadute o incidenti, i telai e le forcelle non possono più essere utilizzati.
La superficie del telaio e della forcella
non deve essere danneggiata. Tra i danni
sono comprese anche incisioni e grandi
graffi profondi, che trapassino il primo
strato di vernice trasparente. In caso di
dubbio, spedire il telaio e la forcella per
un controllo.
2.2. —Fascetta bloccasella/
Reggisella
Per il serraggio della vite della fascetta
bloccasella (vedere Fig. 1), non superare
la coppia di serraggio massima di 6Nm
(min. 5 Nm). Il reggisella e il tubo piantone non devono essere ingrassati! Utilizzare esclusivamente reggisella con
un adeguato diam etro esterno. L’utiliz zo
di reggisella con diametro diverso non
è consentito. Il tubo piantone non deve
essere alesato o sottoposto ad altre
lavorazioni meccaniche. La sporgenza
massima consentita del reggisella
Page 51

7 . Processo costruttivo
(misurata dal bordo superiore del tubo
piantone al bordo superiore del tubo
reggisella) è di 270mm. La profondità di
inserimento minima per il reggisella è di
90mm (vedi Pag. 11/12).
2.3. —Fissaggio del deragliatore
I telai delle bici da corsa sono predisáposti per il montaggio di deragliatori
da saldare o con classico fissaggio a
fascetta con Clamp da 34,9 mm – i telai
delle MTB sono predisposti per il clasásico fissaggio a fascetta con Clamp da
34,9 mm o per il fissaggio di deragliatori
e-type. Non sono consentiti altri metodi
di fissaggio per i deragliatori.
La coppia massima per il serraggio
della fascetta del deragliatore sul tubo
piaántone è di 4 Nm; eseguire il serraggio gradualmente a più riprese. In fase
di fissaggio, fare attenzione ad eventuali
deformazioni del tubo piantone attorno
alla fascetta.
• Danni al tubo piantone nella zona
di fissaggio della fascetta del
deragliatore causati da fascette
eccessivamente serrate o di misura
non adeguata possono provocare
danni e deformazioni compromettenti la sicurezza e sono pertanto
da evitare.
2.4. —Serie sterzo
Nei telai in carbonio sono impiegate
delle serie sterzo completamente o
parzialmente integrate per ottenere una
rigidità ottimale e un a migl io re trasmissione della forza, aumentando però la
sicurezza.
• È vietato eseguire arbitrariamente
qualsiasi operazione di fresatura,
pena la perdita di validità della
garanzia.
La fornitura av viene con serie sterzo
installata. Un’eventual e sostituzione del
modello di serie sterzo deve essere
concordata con l’azienda costruttrice.
Il serraggio delle fascette di sostegno
della serie sterzo deve essere eseguito
con un attrezzo speciale appositamente
previsto per tale operazione. Il processo di serraggio deve essere eseguito
delicatamente, ed è necessario fare
attenzione che le fascette di supporto
non si an gol ino. Nelle aree in cui sono
a contatto con il telaio, le fascette non
devono essere in grassate (vedi Fig. 2).
Per prolungare la vite ut il e della serie
sterzo impiegata, l’area dedicata al
sistema di supporto dovrebbe essere
ingrassata.
2.5. —Cuscinetti interni / Sistema
di supporto interno pedi vella
L’installazione del cuscinetto interno
deve essere eseguita con un attrezzo
speciale appositamente previsto per
tale operazione. Possono essere
utilizzati esclusivamente cuscinetti
interni o sistemi di supporto interno
della pedivella adat ti a cu scinett i
interni di tipo “BSA” o “Pressfit”. Prima
dell’installazione, ripassare il filetto
del cuscinetto interno con un apposito
attrezzo e ingrassarlo accuratamente. In
fase di montaggio del cuscinetto interno,
prestare attenzione che in direzione di
marcia destra si trovi un filetto sinistrorso nella scatola del cuscinett o
(l’elemento del cuscinetto ruota in
senso antiorario). In direzione di marcia
sinistra la scatola del cuscinetto presenta un filetto destrorso (l’elemento
Page 52

8 . Processo costruttivo
del cuscinetto ruota in senso orario).
Rispettare la coppia indicata dal rispettivo costruttore, la coppia di serraggio
massima per il cuscinetto interno è di
50Nm (min. 45 Nm) (vedi Pagg. 11/12). I
cuscinetti interni di tipo Pressfit possono
essere installati esclusivamente utilizzando l’at trezzo speciale appositamente
previsto per tale operazione.
2.6. —Triangolo post eriore
Il vostro telaio in carbonio è stato
costruito e messo a punto per un mozzo
largo 130 mm (bici da corsa) e 135mm
(MTB) e 135/142 mm (MTB Fully).
• Nel triangolo posteriore possono
essere instal lati esclusivamente
mozzi con una larghezza di 130mm
(bici da corsa) o 135 mm (MTBHardtail) insieme a un mecc anismo
di fissaggio rapido. Per i modelli
Fully meccanismo di fissaggio
rapido 135mm o mozzo da 142 mm
Syntace X12. L’utiliz zo di mozzi di
altre dimensioni e/o senza meccanismo di fissaggio rapido può
causare tensioni o allungamenti,
che possono provocare gravi danni
e comportare pert anto un rischio
per la sicurezza.
Il triangolo posteriore è predisposto
per freni da corsa (o freni a disco per
le MTB) normalmente reperibili in commercio. La coppia massima di serraggio
dei freni è di 8 Nm (min. 7Nm). La dimensione massima dei dischi per il triangol o
posteriore per i telai in carbonio Hardtail
è di 160 mm, ment re quella per i telai in
carbonio Fully è di 180 mm ad eccezione
della AMS Super HPC che è di 160 mm.
2.7. — Portamozzo
La coppia massima di serraggio per il
montaggio del cambio nel forcellino è di
8Nm (min. 7 Nm) (vedi Pagg. 11/12).
2.8. —Attacco per portaborraccia
Gli attacchi filettati sul vostro telaio in
carbonio sono predisposti per l’ in stallazione di portab orraccia normalmente
reperibili in commercio con una filettatura M5; non sono consentite filettature
di di verse dimensioni. La coppia massima
di serraggio delle viti per il fissaggio del
portaborraccia è di 5 Nm (min. 4 Nm) (vedi
Pagg. 11/12). Sui telai in carbonio è consentito il montaggio di portaborraccia
adatti a borracce di capacità massima
pari a 750 ml .
2.9. —Allenamento su rulli
Il vostro telaio in carbonio è un componente di alta qualit à a costruzione
leggera.
• NON è consentito utilizzare il telaio
in carbonio per l’allenamento su
rulli sui cosiddetti rulli fissi (Tacx,
Elite, ecc.).
L’ancoraggio fisso dei portamozzi o del
mozzo a fissaggio rapido provoca sollecitazioni sensibilmente di verse da quelle
previste per la marcia e può provocare
danni nella zon a dei portamozzi/nel
triangolo po steriore.
È consentito l’utilizzo su rullo libero
senza ancoraggio fisso del telaio.
2.10. —Trasporto
Durante il trasporto del vostro telaio
in carbonio e della forcella (intera-
Page 53

9 . Forcelle (interAmente) in cArbonio
mente) in carbonio, occorre prestare
particolare attenzione, perché telaio e
forcella potrebbero essere sottoposti
a sollecitazioni diverse da quelle che
si verificano normalmente durante la
marcia e, di conseguenza, potrebbero
danneggiarsi. Fa re pertanto attenzione a
quanto segue:
• È vietato il trasporto del telaio
in carbonio mediante sistemi di
supporto che impieghino elementi
di serraggio per il fissaggio e l’ancoraggio dei tubi del telaio, poiché
la forz a esercitata dagli elementi
di fissaggio potrebbe provocare
danni ai tubi del telaio/della forcella.
• Durante il trasporto, non posi-
zionare alcun oggetto sul telaio
e sulla forcella, e posizionare il
telaio in modo che non possa scivolare.
• Durante il trasporto con ruota po-
steriore o anteriore smontata si
consiglia di inserire un adeguato
distanziale al posto del mozzo nel
triangolo posteriore (130 mm per
bici da corsa, 135/14 2 mm per Fully
MTB) e nella forcella (100 mm ), al
fine di evit are danneggiamenti.
• In caso di trasporto aereo e in
generale in caso di op erazioni
di trasporto durante le quali il
bagaglio “bicicletta” non sia sottoposto a controllo o non possa
essere stoccato in maniera esente
da possibili danni, fare attenzione
a fornire al telaio e alla forcella
una protezione sufficiente durante
il trasporto (ad es. mediante l’impiego di un’apposita valigia rigida,
ecc.)
3.— Forcelle (interamente) in
carbonio
Le forcelle (interamente) in carbonio
sono forcelle con un diametro esterno
dello stelo di 1 1/8”. È consentito l’utilizzo di attacchi o serie sterzo ad atti
a tale diametro stelo autorizzati dal
costruttore della bicicletta.
• Nel caso in cui l’anello conico del
cuscinetto inferiore dell a serie
sterzo sia inserito con eccessiva
violenza nella sede del cu scinetto,
si corre il rischio di danneggiare la
forcella. Il montaggio della serie
sterzo deve essere eseguito da un
tecnico specializzato. Il diametro
esterno del tubo stelo nella zona
di fissaggio dell’attacco è adatto
ad attacchi con una dimensione di
fissaggio pari a 1 1/8”. È consentito
esclusivamente l’utiliz zo di attacchi con un adeguati diametri interni
e superfici interne correttamente
lavorate. L’attacco montato in posizione finale non deve sporgere
più di 2 mm dall’estremità del tubo
stelo.
Il fissaggio del freno anteriore alla
forcella è eseguito mediante i dadi speciali, forniti dal rispettivo costruttore,
con filettatura M6 con esagono interno
(SW 5 mm). Il diametro esterno del dado
non deve superare gli 8 mm e la coppia
massima di serraggio del dado è di 8 Nm
(min. 7 Nm).
• Per l’installazione dell’attac co
sterzo, utilizzare esclusivamente
i componenti di fissaggio in dotazione per il serraggio interno nel
Page 54

10 . consigli Per lA mAnutenzione
tubo stelo. È vietato inserire i cosiddetti attacchi “Ahead” nel tubo
stelo, poiché si rischia di provocare
gravi danni al tubo stelo, fino ad
una pericolosa totale mancanza
di funz ionalit à del componente. La
lunghezza dello stelo può essere
regolata o modificata esclusivamente da un tecnico specializzato.
Si consiglia l’utiliz zo di una sega da
metallo poco usurata o una sega circolare da metallo con lama in diamante
e raffreddamento ad acqu a. In caso di
taglio a secco, proteggere ade guat amente le vie respiratorie dalla polvere
prodotta durante l’operazione di taglio.
Si consiglia di indossare una protezione
delle vie respiratorie con filtro per le
polveri fini e occhiali protettivi.
4.— Consigli per la manuten-
zione
Il vostro telaio in carbonio e la vostra
forcella (interamente) in carbonio
devono essere puliti regolar mente.
Sono adatti allo scopo i comuni prodotti
per la pulizia dello smalto con o senza
aggiunta di silicone e acqua fredda o tie-
pida, che possano essere rimossi anche
con normal i detersivi. Evitare l’utilizzo di
solventi di qualsiasi genere, alcool (ad
es. Et anolo o isop ropanolo), acqua calda
con additivi al calini così come la pulizia
con getto di vapore o idropulitrici.
5.— Garanzia e accordi
speáciali
La garanzia copre esclusivamente i difetti
di materiale o di lavorazione e mai danni
derivanti da sollecitazioni eccessive o
sovraccarichi. I nostri telai in carbonio
hanno garanzia di 2 anni ma sono offerti
ulteriori accordi speciali aggiunt ivi sui
telai e anche sulle forcelle in carbonio.
• Nel caso in cui doveste rilevare
danni al proprio telaio e/o alla
forcella, potrete farci inviare dal
vostro rivenditore il telaio e/o
la forc ella danneggiata per una
perizia e per la valutazione della
riparabilità.
• I costi di trasporto sono in ogni
caso a carico del cliente. In seguito
alla valutazione dell’ent it à della
riparazione, questa viene eseguita
gratuitamente o riceverete un
preventivo dei costi di riparazione
(vedi Servizio CCR).
• La decisione in merito alla gratu-
ità della riparazione è prerogativa
esclusiva dell’azienda costruttiva,
non sussiste in al cun caso il diritto ad ottenere una riparazione
gratuita.
• Gli accordi speciali sono validi
esclusivamente per il primo pr oprietario.
• Si accettano esclusivamente telai
o forcelle pulite per le operazioni
in garanzia!
In caso di reclami riguardant i il telaio
e la forcella ci riserviamo il diritto di
effettuare una detrazione in caso di
riduzione del valore dovuta al la durata
di util iz zo.
• La garanzia non è valida in caso
di danni ai telai e alle forcelle
da noi prodotte riconducibili a
montaggio errato, uso improprio,
modifiche non autoriz zate o lavo-
Page 55

11 . resPonsAbilità
razioni meccaniche del telaio o dei
componenti della forcella (perforazioni, fresat ure, limature, tagli o
altro). La decisione in merito a se
e in quale entità sussista il diritto
alla prestazione in garanzia è prerogativa della direzione dell a ditta
costruttrice.
6.— Responsabilità
La ditta costruttrice non assume alcuna
responsabilità per eventuali danni der ivanti da incident i o conseguenti. L’utilizzatore si assume qualsiasi responsabilità
per eventuali danni a persone o cose. La
ditta costruttrice non si assume alcuna
responsabilità per danni o incidenti provocati dall’utilizzo improprio del telaio o
dall’inosservanza dell e istruzioni contenute nel presente manual e.
7. — Assicurazione qualità e
misurazione dell a rigidità
• Tutti i telai in carbonio e tutte le
forcelle (interamente) in carbonio
pronti per la consegna vengono
sottoposti a un test per la misurazione della rigidità.
Per ciascuna altezza del telaio e per
ciascuna forcella sono state stabil it e
delle tolleranze di rigidità nel corso di
analisi precedenti.
Solo i telai e le forcell e che rientrano
in tali intervalli di tolleranza vengono
messi sul mercat o. La mi surazione della
rigidità viene imp ie gata come misura per
l’assicurazione della qualità ed eseguita
mediante il metodo “tou r”.
Il telaio da misurare viene fissato saldamente con il triangolo posteriore o
con i portamozzi nel dispositivo di misurazione. Mediante un’ast a di mi surazione
il tubo di ster zo viene torto sull’asse di
lunghezza del telaio mediante l’applicazione di una forza F (10 kg). In seguito a
questo momento si verifica un abbassamento della massa applic ata, che
viene misurato mediante un sistema di
misurazione della corsa. Per ciascuna
forcella (interamente) in carbonio viene
misurata la rigidità laterale.
Page 56

12 . test di rigidità del cArbonio
8.—Test di rigidità del carbonio
I dati seguenti sono importanti per eventuali rivendicazioni di
garanzia e in caso di sostituzione nell’ambito del no st ro programma Crash Replacement. Conser vare accuratamente la
scheda dati per qual siasi evenienza.
Risultato della misurazione telaio e forcella (interamente) in
carbonio:
Page 57

13 . consigli Per il montAggio
9.—Consigli per il montaggio
9.1. —Telaio MTB:
Max. 6 Nm | Min. 5 Nm
Utilizzare esclusivamente la fascetta
bloccasella originale in dotazione!
= Coppia di serraggio
Max. 4 Nm | Min. 3 Nm
Vite di fissaggio
deragliatore e-type
Fissaggio cambio
Max. 8 Nm | Min. 6 Nm
Max. consentito 50 Nm
(rispettare le indicazioni del Costruttore!)
Per i telai con cuscinetto filettato, utilizzare esclusivamente cuscinetti interni
di tipo “BSA”. Ingrassare accuratamente
il filetto. Per telai con predi sposizione
per cuscinetto “Pressfit” utilizzare un
cuscinetto interno corrispondente.
Utilizzare un attrezzo appropriato per
l’in stallazione del cuscinetto interno!
Fissaggio del portaborraccia
Utilizzare esclusivamente viti M5
Max. 5 Nm | Min. 4 Nm
Serie ster zo integrata / semi-integrata
Utilizzare un attrezzo appropriato
È vietato l’impiego di grasso
per l’installazione!
Sporgenza del reggisella:
osservare l’indicazione sul reggisella
È vietato l’impiego di grasso
per il montaggio del reggis ella!
Profondità di inserimento
minima del reggisella:
90 mm
Piastra di supporto fr eno
Max. 8 Nm | Min. 7 Nm
Page 58

14 . consigli Per il montAggio
Max. consentito 50 Nm
(rispettare le indicazioni del Costruttore!)
Per i telai con cuscinetto filettato, utilizzare esclusivamente cuscinetti interni
di tipo “BSA”. Ingrassare accuratamente
il filetto. Per telai con predi sposizione
per cuscinetto “Pressfit” utilizzare un
cuscinetto interno corrispondente.
Utilizzare un attrezzo appropriato per
l’in stallazione del cuscinetto interno!
9.2. —Telaio da corsa:
Max. 6 Nm | Min. 5 Nm
Utilizzare esclusivamente la fascetta
bloccasella originale in dotazione!
Supporto freno
Max. 8 Nm | Min. 7 Nm
Max. 5 Nm | Min. 4 Nm
(progressivamente)
Predisposizione per deragliatore a saldare o con
fissaggio a fascetta
Fissaggio cambio
Max. 8 Nm | Min. 7 Nm
Fissaggio del portaborraccia
Utilizzare esclusivamente viti M5
Max. 5 Nm | Min. 4 Nm
Serie ster zo integrata / semi-integrata
Utilizzare un attrezzo appropriato
È vietato l’impiego di grasso
per l’installazione!
Sporgenza del reggisella:
osservare l’indicazione sul reggisella
È vietato l’impiego di grasso
per il montaggio del reggis ella!
Profondità di inserimento
minima del reggisella:
90 mm
= Coppia di serraggio
max. 1,5 Nm
Page 59

SUPER HPC | HPC | GTC
Aanvullende gebruikshandleiding voor
carbonframes Cube Super HPC, HPC + GTC
en volcarbonvorken
Page 60

De handleiding heeft betrekking
op de volgende mo dellen:
Cube Litening Super HPC
Cube Agree GTC
Cube Aerium HPC
Cube Reaction GTC
Cube Elite Super HPC
Cube Sting Super HP C
Cube Stereo Super HPC
Cube AMS HPC
Cube AMS Super HP C
Page 61

3 . belAngriJke oPmerkingen
Belangrijke
opmerkingen!
CUBE Super HPC, HPC + GTC
Deze documentatie moet vóór de montage en het gebruik
van het frame/de complete fiets zorgvuldig worden gelezen
en altijd in acht worden genomen.
Deze handleiding is een aanvullende gebruik saanwijzing voor de
frames van de Super HPC-, HPC- en GTC-serie en voor volcarbonvorken. Raadplee g ook de algemene gebruiksaanwij zing! Als u deze niet
hebt, kunt u ze bij uw dealer opvragen.
Afbeelding 1: (boven)
complete fiets Cube Reaction GTC SL 2010
Afbeelding 2: (rechts)
complete fiets Cube Litening Super HPC DI2 2010
Page 62

4 .
1. Algemene opmerkingen . 3
2. Productie . 4
2.1. Wedstrijdgebruik . 4
2.2. Zadelklem/zadelpen . 5
2.3. Bevestiging voorderailleur . 5
2.4. Balhoofdstel
. 5
2.5. Binnenlager/crank-binnenlagersysteem . 5
2.6. Ac ht erbouw . 6
2.7. Uitvaleinden . 6
2.8. Busjes voor bidonhouder . 6
2.9. Fietstrainer . 6
2.10. Tran sport . 7
3. (Vol)carbonvorken . 7
4. Onderhoud . 8
5. Garant ie en bijzondere coulanceregelingen . 8
6. Aansprakelijkheid . 9
7. Kwaliteitsborging en stijfheidmeting . 9
8. Stijfheidcontrole carbon
. 10
9. Montage-instructies . 11
9. 1. MTB-frame . 11
9. 2. Racefietsframe . 12
Inhoudsopgave:
Page 63

5 . Algemene oPmerkingen
1.— Algemene opmerkingen
Carbonframes en volcarbonvorken
zijn lichte onderdelen die in meerdere
stappen en met behulp van moderne
productietechnieken worden vervaardigd.
Het lage gewicht wordt voornamelijk
bereikt door het gebruik van hoogwaardige vezelversterkte kunststoffen in
combinatie met een speciale constructie. Behalve het lage gewicht zijn ook de
veiligheid en stijfheid van de onderdelen
belangrijke criteria bij de ontwikkeling
van on ze carbonframes en vorken.
Bij de productie kunnen onregelmatigheden in het materiaalverloop, kleine
oppervlakkige luchtbellen in de harslaag of oneffenheden in het oppervlak
optreden, die ook door handwerk niet
te vermijden zijn. Deze zijn echter puur
esthetisch van aard en hebben geen
invloed op de kwaliteit en prestatie van
het frame. Verschillen in afwerkin g en
‘schoonheidsfoutjes’ zijn geen reden tot
reclamatie.
• Onze carbonframes en ingebouwde
volcarbonvorken zijn toegestaan
voor een maximaal systeemge-
wicht van 115 kg (bestuurder +
complete fiets + bagage). Van het
beoogde gebruik afwijkende belastingen (bijv. sprongen) kunnen tot
schade leiden en een risico voor
de gebruiker vormen. Voor schade
die uit onjuist gebruik voortvloeit,
aanvaarden wij geen enkele aansprakelijkheid.
Het is niet toegestaan om extra onderdelen met behulp van klemmen op de
frame- of vorkbuizen te bevestigen.
Hierdoor treden ongedefinieerde belastingen op de omtrek van de buis op, die
tot aanzienlijke schade kunnen leiden,
met een enorme verkorting van de
levensduur en een veiligheidsrisico voor
de gebruiker tot ge volg.
Elk frame incl. vork moet regelmatig
grondig worden gecontroleerd op eventuele schade (bijv. scheuren, zichtbare
delaminatie, verkleuring enz.).
Stoten of schokken kunnen schade
veroorzaken die van buitenaf meestal
niet zichtbaar is, zoals delaminatie
(loskomen van vezels uit de omgevende
kunststofmatrix) in de onder ste lami-
naatlagen, met een drastische vermindering va n de prestatie en dus veiligheidsrisico’s tot ge volg. Na een ongeluk,
valpartij of andere ongedefinieerde en
ongecontroleerde mechanische belastingen mo gen frame en vork vanwege
veiligheidsredenen niet meer worden
gebruikt; ze moeten in zo’n geval eerst
ter cont role naar on s worden verstuurd
(zie ook garantie).
Voor eventueel gebruikte acce ssoires
dienen de gebruiksaanwijzingen of handleidingen van de betreffende fabrikanten
in acht te worden genomen!
Page 64

6 . Productie
2.— Productie
Monocoque
Twin Mold Technology
Bij deze productiemethode wordt plooivorming, die de veiligheid van het product
in gevaar brengt, uitgeslot en door een
volledige controle van de carbonvezels
tijdens het bakproces. Door het gebruik
van vaste binnenvormen op de knooppunten wordt bovendien het harsgehalte
aanzienlijk gereduceerd en de vezels
dichter aan elkaar gebonden. Het resultaat is een hogere productveiligheid en
betere stijfheid.
Advanced Twin Mold
Bij deze productiemethode wordt plooivorming, die de veiligheid van het product
in gevaar brengt, uitgeslot en door een
algemene controle van de carbonvezels tijdens het bakproces. Dit wordt
gegarandeerd door het gebruik van een
binnenvorm, die al bij de lay-up voor
de perfecte framevorm zorgt. Hierdoor
blijft elke afzonderlijke vezel tijdens
het bakproces exact op zijn plaats. Met
dit productiemethode kan het gehalte
carbonvezels binnen de frameconstructie worden verhoogd volgens de
te verwachten belastingen. Het grotere
aandeel aan composiet heeft tot gevolg
dat bij dezelfde stabiliteit min der gewicht
ontstaat in de vorm van hars en dat de
frames bij een laag gewicht een hoge
stijfheid vertonen. Een positief neveneffect van deze productiemethode is de
perfecte afwerking.
2.1. —Wedstrijdgebruik
Onze frames zijn berekend op extreme
belasting tijdens het rijden. Bij wedstrijdgebruik kan het echter tot belastingen
buiten het eigenlijke rijden komen, bijv.
door botsingen met voorwerpen of
andere wielrenners, valpartijen en z.
Deze belastingen zijn bij het ontwerpen
en construeren van een frame en vork
niet te voorzien en de onderdelen kunnen er dan ook niet op worden afgestemd. Daarom aanvaarden wij geen
enkele aansprakelijkheid voor schade
die is ontstaan door toepassing buiten
het beoogde gebruik. Voor en na elk
wedstrijdgebruik dienen het frame en
de vork bijzonder zorgvuldig te worden
gecontroleerd op schade (bijv. scheuren,
delaminatie, verkleuring enz.). Na een
zware val of een ongeluk mogen frame
en vork niet meer worden gebruikt. Het
oppervlak van het frame en de vork mag
niet worden beschadigd. Hiertoe behoren
inkervingen en grote, diep e krassen die
door de eerste vernislaag dringen. Bij
twijfel moet en het frame en de vork
voor controle naar de fabrik ant worden
gestuurd.
2.2. —Zadelklem/zadelpen
Bij het aandraaien van de schroef van de
zadelklem (zie afb. 1) mag een maximaal
aandraaimoment van 6 Nm niet worden
overschreden (min. 5 Nm). Zadelpen en
zitstang mo gen niet worden ingevet!
Er mo gen uitsluitend zadelpennen
met de juiste buitendiameter worden
gebruikt. Zadelpennen met een andere
diameter mogen niet worden gebruikt.
De zitstang mag niet uitgeboord of op
een andere manier mechanisch worden
bewerkt. Het uitstekende gedeelte van
de zadelpen (gemeten van de bovenkant
van de zitstang tot de bovenkant van de
zadelpenstang) mag maximaal 270 mm
bedragen. De minimale insteekdiepte
Page 65

7 . Productie
voor de zadelpen bedraagt 100 mm (zie
pagina’s 11/12).
2.3. —Bevestiging voorderailleur
De raceframes zijn ofwel voor een
gesoldeerde voorderailleurmontage met
sokkel, ofwel voor een klassieke voorderailleurmontage met 34,9mm-klem
voorbereid. De MTB-frame s zijn ofwel
voor een klassieke voorderailleurbevestiging met 34,9mm-klem, ofwel voor
voorderailleurbevestiging van het E-type
voorbereid. Een andere voorderailleurklemming mag niet worden gebruikt.
Het maximale draaimoment voor bevestiging van de voorderailleurklem op de
zitstang bedraagt 4 Nm. De montage
dient met tussenstappen te gebeuren.
Bij het uitoefenen van het draaimoment
dient op vervormingen van de zitstang in
het klembereik te worden gelet.
Bij de modelreeks Reaction GTC is
alleen het gebr uik van een topswingvoorderailleur toegestaan. Downswingvoorderailleurs klemmen de zitstang in
een gedeelte dat daar niet op berekend
is en kunnen gevaarlijke beschadigingen
aan het materiaal veroorzaken.
• Beschadigingen van de zitstang in
het klembereik van de voorderailleur door te strak aangedraaide of
niet-passende derailleurklemmen
kunnen tot veiligheidsrelevante
vervormingen en schade leiden en
moeten worden vermeden.
2.4. —Balhoofdstel
In de carbonframes worden volledig
of semigeïntegreerde balhoofdstellen
ingezet voor een optimale stijfheid en de
beste krachtstroom bij ho ge veiligheid.
• Eigenmachtige freeswerkzaamhe-
den zijn niet toegestaan en leiden
tot een verval van de garantie.
De levering gebeurt met ingebouwd balhoofdstel. Een vervanging van het balhoofdstel door een ander model dient
met de fabrikant te worden overlegd.
Het inpersen van de lagerschalen van
het balhoofdstel dient met een speciaal
hiervoor bedoeld werktuig te gebeuren.
Het persproces moet voorzichtig worden
uitgevoerd, wa arbij men erop moet letten dat de lagerschalen niet kantelen.
De lagerschalen mogen op de plekken
waar ze contact hebben met het frame,
niet worden inge vet. De naar de lagering
gerichte zijde dient met het oog op de
duurzaamheid van het gebruikte balhoofdstel worden ingevet.
2.5. —Binnenlager/crank-binnenlagersysteem
De inbouw va n het binnenlager dient met
een speciaal hier voor bedoel d werktuig
te gebeuren. Er mogen uit sluitend binnenlagers resp. crank-binnenlagersystemen voor het binnenlagertype BSA of
pressfit worden gebruikt. De schroefdraad van het binnenlager moet vóór de
binnenlagermontage met een geschikte
schroefdraadsnijder bijgesneden en goed
ingevet worden. Bij de inbouw van het
binnenlager dient erop te worden gelet
dat zich in rijric ht in g rechts een linkse
draad in de traplagerhuls bevindt (het
binnenlagerelement wordt tegen de klok
in ingedraaid). In rijrichting links dient de
traplagerhuls een rechtse draad te
hebben (het binnenlagerelement wordt
met de klok mee ingedraaid). Het door
Page 66

8 . Productie
de betreffende fabrikant aangegeven
aandraaimoment dient in acht te worden
genomen, het maximale aandraaimoment van het binnenlager bedraagt
50Nm (min. 45 Nm) (zie pagina’s 11/12). De
pressfit-binnenlagers mogen alleen met
het speciaal hiervoor bedoelde montagegereedschap worden ingeperst.
2.6. —Achterbouw
Uw carbonframe is aan de achterbouw
geconstrueerd en vervaardigd voor
een naafbreedte van 130mm (racefiets),
135mm (MTB-hardtail ) en 135/142 mm
(MTB-fully).
• Er mogen aan de achterbouw uits-
luitend naven met een breedt e
van 130mm (racefiets) of 135mm
(MTB-hardtail) en een snelspanmechanisme worden gebruikt.
Voor de MTB-fullymodellen een
135mm-snelspanmechanisme of
een Syntace X12-as van 142 mm.
Het gebruik van naven met andere
afmetingen en/of zonder snelspanmechanisme kan spannings- en
rektoestanden tot gevolg hebben,
die tot ernstige schade kunnen
leiden en zo een veiligheidsrisico
kunnen vormen.
De acht erbouw is geschikt voor de
gebruikelijke racefietsremmen (resp.
schijfremmen bij MTB). Het maximaal
toelaatbare aandraaimoment van de
rembevestiging bedraagt 8 Nm (min.
7Nm). De maximaal toegestane achterwielschijfgrootte voor de hardtailcarbonframes bedraagt 16 0 mm, voor de
fully-carbonframes 180 mm resp. 160 mm
bij AMS Super HPC.
2.7. — Uitvaleinden
Het maximale aandraaimoment bij de
montage van de derailleur op het derailleuroog bedraagt 8Nm (min. 7 Nm) (zie
pagina’s 11/12).
2.8. —Busjes voor bidonhouder
De schroefdraadbusjes aan uw carbonframe zijn bedoeld voor de bevestiging
van gebruikelijke bidonhouders met een
draadgrootte van M5, andere draadgroottes zijn niet toegestaan. Het maximale
aandraaimoment van de bevestigingsschroeven van de bidonhouder bedraagt
5Nm (min. 4Nm) (zie pagina’s 11/12). De
carbonframes zijn goedgekeurd voor
bidonhouders die maximaal een 750mlbidon kunnen bevatten.
2.9. —Fietstrainer
Uw carbonframe is een hoogwaardig
onderdeel met een lichte constructie.
Het carbonframe mag NIET voor training
op zogeheten vaste rollen (Tacx, Elite
enz.) worden gebruikt.
• De vaste inspanning van de uit-
valeinden resp. de snelspanas
wijkt aanzienl ijk af van de belasting tijdens het rijden en kan tot
schade aan de uitvaleinden/achterbouw leiden.
Het gebruik op een losse rol zonder
vaste inspanning van het frame is wel
toegestaan.
2.10. —Transport
Bij het transport van uw carbonframe en
volcarbonvork is bijzonder zorgvuldigheid geboden, omdat hier belastingen
Page 67

9 . (vol)cArbonvorken
kunnen optreden die tijdens het rijden
nooit voorkomen en uw frame zouden
kunnen beschadigen. Daarom dient het
volgende in acht te worden genomen:
• Het transport van uw carbonframe
met dragers die klemelementen
gebruiken voor het bevestigen en
vastzetten van de framebuizen, is
niet toegestaan, omdat door de
klemkracht van de bevestigingselementen schade aan de frame-/
vorkbuizen kan ontstaan.
• Tijdens het transport mogen ge en
voorwerpen op het frame en de
vork liggen. Het frame dient slipvast te worden vastgemaakt.
• Bij transport met een ge demon-
teerd achter- of voorwiel wordt
geadviseerd om in de pl aats van
de wielnaaf een overeenkomstig
afstandstuk aan de achterbouw
(130mm bij racefiets, 13 5 mm bij
MTB-hardtail, 135/142 mm bij MTBfully) en in de vork (100 mm) te
plaatsen, om schade te voorkomen.
• Bij vliegreizen en in het algemeen
bij reizen wa arbij het bagagestuk
‘fiets’ niet te cont roleren of schadevrije op te bergen valt, moet
voor voldoende bescherming van
het frame en de vork tijdens het
transport worden gezorgd (bijv.
door het gebruik van een geschikte
harde koffer enz. ).
3.— (Vol)carbonvorken
De gebr uikte volcarbonvorken en carbonvorken met schachtbovendeel van
aluminium zijn vorken met een conische
schachtbuis (tap ered steerer). Deze buis
heeft aan het onderste balhoofdlager
een buitendiameter van 1,5” en versmalt
naar boven tot 1 1/8” aan het klembereik
van de voorbouw. Er mogen uit sluitend
voorbouwen en balhoofdstellen worden gebruikt die op deze buisdiameter
afgestemd en door de fietsfabrikant
goedgekeurd zijn.
• Als de conusring van het onderste
balhoofdlager met veel geweld op
de lagerzitting wordt geplaatst,
bestaat risico op beschadiging
van de vork . Het inbouwen van
een balhoofdstel dient door een
vakkundige te gebeuren. De buitendiameter van de schachtbuis is
aan de klemming voor de voorbouw
berekend op voorbouwen met
klemmaat 1 1/8”. Er mogen uitsluitend voorbouwen met overeenkomstige binnenmaten en schone
binnenvlakken worden gebruikt. De
gemonteerde voorbouw mag in zijn
eindpositie maximaal 2mm boven
de rand van het schachtbuiseinde
uitsteken.
De bevestiging van de voorrem aan de
vork gebeurt met de door de betreffende fabrikant bijgeleverde speciale
moeren met schroefdraad M6 met binnenzeskant (SW 5 mm ). De buitendiam eter
van de moeren mag niet groter zijn dan
8mm en het maximale aandraaimoment
van de moer en bedraagt 8 Nm (min. 7 Nm).
• Bij carbonvorken met een schacht-
bovendeel van aluminium kan voor
het instellen va n het balhoofdlager een zogenoemde ‘ahead
stem’ worden ingeklopt. Bij een
volcarbonvork mag dit echt er in
geen geval gebeuren. Hier dient
Page 68

10 . onderhoud
onvoorwaardelijk het bijgeleverde
inzetstuk voor binnenklemming
of het schroefinzetstuk voor
modellen met binnendraad in de
carbonschacht te worden gebruikt.
Het gebruik van een ‘ahe ad stem’
bij volcarbonvorken leidt tot een
aanzienlijke beschadiging van
de schachtbuis en kan zelfs een
gevaarlijk totaal defect van het
onderdeel tot gevolg hebben! De
schachtlengte mag uit sluitend door
een vakkundige worden ingesteld.
Idealiter wordt voor het afkorten een
metaalzaag met geringe slijtage of een
metaalcirkelzaag met diamantzaagblad
en waterkoeling gebruikt.
In het geval van droog afkorten moet
voor een voldoende bescherming va n de
luchtwegen tegen het geproduceerde
zaagstof worden gezorgd. Een adembescherming met fijnstoffilter en het
dragen van een veiligheidsbril worden
aanbevolen.
4.— Onderhoud
Uw carbonframe en volcarbonvor k moeten regelmatig worden gereinigd. Dit kan
gebeuren met gewone lakonderhoudsmiddelen met of zonder siliconentoevoeging en koud tot lauwwarm water,
dat ook met toevoeging van een ge woon
afwasmiddel kan worden gebruikt. Alle
soorten oplo smiddelen, alcohol (bijv.
ethanol of isopropanol), heet water met
alkalische additieven en de reiniging met
stoomapparaten en hogedrukreinigers
zijn te vermijden.
5.— Garantie en bijzondere
coulanceregelingen
Garantie is uit sluitend van toepassing bij
materiaal- en fabricagefouten en nooit
bij schade doo r materiaalmoeheid of
overbelasting.
Wij geven op onze frames en vorken een
garantie van 2 jaar en bieden aanvullend
bijzondere coulanceregel ingen aan.
• Als u aan uw frame en/of vork
schade hebt ontdekt, kunt u ons
via uw dealer het beschadigde
frame en /of de vork ter cont role en
inschatting va n de reparatiemogelijkheden toesturen.
• De transportkosten zijn in elk ge-
val voor rekening van de klant. Na
inschatting va n de reparatiemogelijkheden wordt de reparatie ofwel
gratis uitgevoerd, of ontvangt u
een offerte voor de betreffende
reparatiekosten (zie CCR-ser vice).
• De beslissing of een reparatie
gratis wordt uit gevoerd, ligt uitsluitend bij de producent. Er bestaat
in ge en geval recht op een gratis
reparatie.
• De bijzondere coul anceregelingen
gelden uitsluit end voor eerste eigenaren.
• Uitsluitend ger einigde frames en
vorken worden geaccepteerd voor
een bewerking onder garantie!
Bij reclamaties over frames en vorken
behouden wij ons het recht voor een
waardevermindering op basis van de
gebruiksduur in mindering te brengen.
Page 69

11 . AAnsPrAkeliJkheid
• De garantie wordt ongeldig bij
schade die te wijten is aan een
onvakkundige as semblage, misbruik, ont oelaatbare wijzigingen
of een mechanische bewerking
(boren, frezen, vijlen, zagen enz.)
van onderdelen van de door ons
vervaardigde frames of vorken. De
uiteindelijke beslissing in hoeverre
recht op garantie bestaat, ligt bij
de bedrijfsleiding van de producent.
6.— Aansprakelijkheid
De producent is niet aansprakelijk voor
ongeval- en gevolgschade. De gebruiker
draagt het risico bij personen- en zaakschade. De producent aanvaardt geen
aansprakelijkheid voor beschadigingen
of onge vallen die werden veroorzaakt
door onvakkundig gebruik van het frame
en door ni et-naleving van de hier gegeven instructies.
7. — Kwaliteitsborging en stijfheidsmeting
• Alle voor levering beschikbaar
gestelde carbonframes en volcar-
bonvorken worden aan een stijfheidsmeting onderworpen.
Voor elke framehoogte en elke vork werd
vooraf in proeven een stijfheidstolerantiegebied vastgel egd. Alleen frames en
vorken di e binnen deze tolerantie liggen,
worden geleverd. De stijf heidsmetin g
wordt gebruikt als maatregel voor de
kwaliteitsborging en op onze eigen testbank uitgevoerd.
Het te meten frame wordt hierbij aan
de ac ht erbouw en stuurstang va stgezet.
Dan wordt het traplagergedeelte met
behulp van een pneumatische cilinder
met een gedefinieerde kracht naar opzij
afgebogen. Al s tweede stap vindt de
stijfheidsmeting van de stuurstang plaats
door een gerichte verdraaiing (torsie) van
de stuurkop ten opzichte van het frame.
De stijfheidswaarden volgen dan uit de
verhouding van de uitgeoefende kracht
en de resulterende afbuiging van het
framegedeelte. Deze wa arden worden
vermeld op de keuringsstic ker in de
bijgeleverde handleiding.
Page 70

12 . stiJFheidcontrole cArbon
8.— Stijfheidcontrole carbon
Onderstaande gegevens zijn belangrijk voor eventuele garantierechten en bij een vervanging in het kader van ons Crash
Replacement-programma. Het gege vensblad moet goed worden
bewaard.
Meetresultaat frame en volcarbonvorken:
Page 71

13 . montAge-instructies
9.—Montage-instructies
9.1. —MTB-frame
Max. 6 Nm | Min. 5 Nm
Uitsluitend bijgeleverde or iginele
zadelklem gebruik en!
= aandraaimoment
Max. 4 Nm | Min. 3 Nm
Voorderailleur E-type
bevestigingsschroef
Bevestiging derailleur
Max. 8 Nm | Min. 6 Nm
Max. 50 Nm toegestaan
(Gegevens van fabrikant in acht nemen!)
Bij frames met een traplagerdraad,
alleen binnenlagers van het type BSA
gebruiken. De draad goed invetten. Bij
frames met een traplagerhouder van het
type pressfit , hi er voor geschikte binnenlagers gebruiken.
Geschikt gereedschap voor het monteren
van de binnenlagers gebruiken!
Bevestiging bidonhouder
uitsluitend schroeven M5 gebruiken
Max. 5 Nm | Min. 4 Nm
Balhoofdstel geïntegreerd/semigeïntegreerd
Geschikt gereedschap gebruiken
Er mag geen vet worden gebruikt voor
het in druk ken.
Uitstekend gedeelte zadelpen:
markering op pen in acht nemen
Er mag geen vet worden gebruikt
bij het monteren van de zadelpen!
In pl aats hierva n een speciale montagepasta gebruiken, bijv. va n Dynamix
of Synt ace.
Minimale insteekdiepte van
de zadelpen: 100 mm
Bevestiging remzadel
Max. 8 Nm | Min. 7 Nm
Page 72

14 . montAge-instructies
9.2. —Racefietsframe:
Max. 6 Nm | Min. 5 Nm
Uitsluitend bijgeleverde or iginele
zadelklem gebruik en!
Bevestiging rem
Max. 8 Nm | Min. 7 Nm
Max. 5 Nm | Min. 4 Nm
(trapsgewijs)
Soldeersokkel of voorderailleurklem
Bevestiging derailleur
Max. 8 Nm | Min. 7 Nm
Bevestiging bidonhouder
Uitsluitend schroeven M5 gebruiken
Max. 5 Nm | Min. 4 Nm
Balhoofdstel geïntegreerd/semigeïntegreerd
Geschikt gereedschap gebruiken
Er mag geen vet worden gebruikt voor het
indrukken.
Uitstekend gedeelte zadelpen:
markering op pen in acht nemen
Er mag geen vet worden gebruikt bij
het monteren va n de zadelpen!
In pl aats hierva n een speciale montagepasta gebruiken, bijv. va n Dynamix
of Synt ace.
Minimale insteekdiepte van
de zadelpen: 90 mm
= aandraaimoment
Max. 50 Nm toegestaan
(Gegevens van fabrikant in acht nemen!)
Bij frames met een traplagerdraad,
alleen binnenlagers van het type BSA
gebruiken. De draad goed invetten. Bij
frames met een traplagerhouder van het
type pressfit , hi er voor geschikte binnenlagers gebruiken.
Geschikt gereedschap voor het monteren
van de binnenlagers gebruiken!
Kabelgeleiding ma x. 1,5 Nm
Page 73

SUPER HPC | HPC | GTC
Manual de instrucciones adicional
para cuadros de carbono Cube Super HPC, HPC + GTC
y horquillas de carbono macizo
Page 74

Estas instrucciones hacen referencia
a los siguient es mo delos:
Cube Litening Super HPC
Cube Agree GTC
Cube Aerium HPC
Cube Reaction GTC
Cube Elite HPC
Cube Sting Super HP C
Cube Stereo HPC
Cube AMS HPC
Page 75

3 . indicAciones generAles
Indicaciones
importantes:
CUBE Super HPC, HPC + GTC
Este manual deberá leerse detenidamente y tomarse en
cuenta antes de mont ar y utiliz ar el cuadro y la bicicleta
completa.
Este manual constituye un conjunto complementario de instrucciones
de uso para los cuadros de la serie Super HPC, HPC y GT C y las ho rquillas de carbono macizo. ¡Por favor siga también las instrucciones
de uso generales! En caso de que no disponga de es as in strucciones,
solicítelas al distribuidor.
Foto 1: (arriba)
Bicicleta completa Cube Reaction GTC SL 2010
Foto 2: (derecha)
Bicicleta completa Cube Litening Super HPC DI 2 2010
Page 76

4 .
1. Indicaciones generales . 3
2. Método de fabric ac ión . 4
2.1. Uso como biciclet a de carrera . 4
2.2. Abrazadera de sujeción del sillín / Tija del sillín . 5
2.3. Sujeción del de sviador . 5
2.4. Juego de dirección
. 5
2.5. Rodamiento interior /
sistema de biel a con rodamiento interior . 6
2.6. Estructura trasera . 6
2.7. Punjera de cambio . 6
2.8. Puntos de in serción para el
soporte del bidon . 6
2.9. Entrenamiento sobre rodillo . 7
2.10. Tran sporte . 7
3. Horquillas de carbono macizo . 7
4. Indicaciones de mantenimi ento . 8
5. Garant ía e indemnizaciones especiales . 8
6. Responsabilidad por daños . 9
7. Aseguramiento de la calidad y
medición de rigidez
. 9
8. Comprobación de la rigidez del carbono . 10
9. Instrucciones para el montaje . 11
9. 1. Cuadros MTB . 11
9. 2. Cuadros para bicicletas de carrera . 12
Índice:
Page 77

5 . indicAciones generAles
1.— In dicaciones generales
Los cuadros de carbono y las horquillas
de carbono macizo son componentes
de construcción ligera qu e se fabrican
siguiendo una serie de pasos indu striales y utilizando un moderno método de
fabricac ión. El pequeño peso de estos
componentes se logra principalmente
mediante el empleo de materiales compuestos de fibras de gran rendimiento
en combinación con un proceso de fabricación acorde al empleo de fibras. La
seguridad y rigidez de los componentes
fueron criterios importantes junto con
las pequeñas dimensiones de la masa
en el desarrollo de cuadros y horquillas de carbono.
Las inevit able s irregularidades en la
contextura del tejido, originadas en el
proceso de fabricación, que no pueden
corregirse manualmente, las pequeñas
bolsas de aire superficiales en la resina
de la capa de cubrición o los defectos
en la superficie tienen un carácter puramente óptico y no influyen de ninguna
manera en la calidad y las prestaciones
de estos cuadros. Las diferencias en
acabado y los “defectos de estética” no
constituirán un a razón para presentar
reclamaciones.
• Nuestros cuadros de carbono y
las horquillas de carbono macizo
montadas en esos cuadros están
homologados para resistir un peso
máximo de 115 kilos en todo el
sistema (ciclista + bicicleta completa + equipaje). Las solicitaciones resultantes de la utilización
de la bicicleta fuera de la finalidad
de uso prevista (por ejemplo, para
saltos) pueden provocar daños y
peligros para el usuario. No aceptamos responsabilidad alguna por
daños resultantes de la utilización
indebida.
Se prohíbe la instalación de componentes suplementarios en lo s cuadros
o tubos de horquilla mediante ab razaderas sujetas a los respectivos tubos.
Instalando esos componentes se pueden causar considerables daños por las
solicitaciones indefinidas en el sentido
circunferencial del tubo que reducen
de manera impor tante la vida útil y se
puede poner en gran peligro la seguridad del usuario.
En particular se deberá revisar regular y periódicamente cada cuadro con
su horquilla para detect ar señales de
deterioro (por ejemplo, grietas, deslaminaciones visibles, decoloraciones, etc.).
Los imp acto s y golpes pueden causar
daños que no son visibles en su mayor
parte desde fuera como, por ejemplo,
deslaminaciones (desprendimiento de
fibras de la matriz de pl ástico envolvente) en las capas de laminado inferiores, lo que provoca drásticas reducciones de la resistencia del material, lo
cual incide también negativamente en la
seguridad. Después de un accidente o
caída u ot ras solicitaciones mecánicas
indefinidas e incontroladas se prohíbe
volver a utilizar los cuadros y horquillas por razones de seguridad y se
recomienda enviarlos al fabricante para
efectuar una evaluación de peritaje (v er
también la garantía).
Para las piezas de montaje utilizadas
deberán seguirse las indicac iones del
manual de instrucciones o las instrucciones de uso de la respectiva empres a
fabricante.
Page 78

6 . métodos de FAbricAción
2.— Métodos de fabric ación
Tecnología
Monocasco Twin Mold
En este proceso se ev it a la formación
de pliegues, que es peligrosa para la
seguridad del producto, mediante el
exhaustivo cont rol de las fibras de carbono durante el proceso de horneado.
Además, gracias a la utilizac ión de
formas internas firmes en los punt os
de unión se reduce considerablemente
el porcentaje de resina y se unen las
fibras con mayor densidad entre sí. El
resultado de esta tecnología es una
mayor seguridad del producto y mejores
valores de rigidez.
Advanced Twin Mold
Gracias a este proceso también se evita
la formación de pliegues, que es peligrosa para la seguridad del producto,
mediante el control continuo de las
fibras de carbono durant e el proceso de
horneado. Estas ventajas se garantizan
gracias a una forma interna que permite
fabricar un cuadro de formas perfectas ya durante el proceso de layup o
apilamiento de capas. De este modo,
cada fibra individual permanece exac tamente en su sitio durante el proceso
de horneado. Este método de fabricación
permite elevar el porcentaje de fibras
de carbono dentro de la estructura del
cuadro con arreglo a las cargas mecánicas previstas. El mayor porcentaje de
fibras compuestas tiene como beneficio
el logro del mismo grado de estabilidad
con menor peso en forma de resina y la
obtención de una mayor rigidez también
con menos peso. El efecto secundario
positivo de este método de fabr icac ión
es un procesamiento perfecto de los
materiales.
2.1. —Uso como biciclet a de
carrera
Nuestros cuadros están diseñados
para resistir las solicitaciones más
extremas durante la conducción de la
bicicleta. No ob st ante, en condiciones
de carrera pueden ocurrir solicitaciones
que están fuera de los límites propios
de la conducción normal de la bicicleta debido a colisiones con objetos
u ot ros corredores, caídas, etc. Estas
solicitaciones extraordinarias no pueden
preverse ni tomarse en cuenta du rante
el diseño y la construcción del cuadro
y la horquilla. Por tanto, no aceptamos
responsabilidad al guna por los daño s
resultantes de ut il izar el cuadro y la
horquilla fuera de su finalidad de uso
prevista. Es indispensable efectuar una
revisión sumamente detenida del cuadro
y la horquilla para detectar daño s (por
ejemplo, gr ietas, deslaminaciones, decoloraciones, etc.) antes y después de
cada carrera. Asimismo, se deberá dejar
de utilizar el cuadro y la horquilla de spués de graves caídas o accidentes. La
superficie del cuadro y la horquilla no
deberá estar dañada. Entre esos daños
están las muescas y los arañazos
extensos y profundos qu e atraviesen la
primera capa de pintura transparente. En
caso de duda, será preciso someter el
cuadro y la horquilla a un a revisión a
cargo de un ex perto.
2.2. —Abrazadera de sujeción del
sillín / Tija del sillín
Al apretar el tornillo de la abrazadera
de sujeción del sillín (ver Fig. 1) no se
deberá sobrepasar el límite má ximo
de 6 Nm en el par de apriete. (El límite
mínimo es 5Nm.) ¡No se deberá engrasar
la tija del sillín ni el tubo del sillín! Sólo
deberán utilizar se tijas de sillín que
Page 79

7 . métodos de FAbricAción
tengan el diámetro exterior correcto.
No se deberá util izar la bicicleta si se
le ha instalado una tija que tenga otro
diámetro. El tubo del sillín no deberá
ser escariado ni modificado mediante
ningún otro procedimiento mecánico. El
saliente máximo admisible de la tija del
sillín (medido desde el borde superior
del tubo del sillín hasta el borde superior del tubo) es 270 mm.
La profundidad de inserción mínima de la
tija del sillín es 100 mm(ver las páginas
11/12).
2.3. —Sujeción del desviador
Los cuadros de las bicicletas de carrera
están preparados para el montaje del
desviador con patilla soldada o para la
instalación de la clásica sujeción del
desviador con una abrazadera de 34,9
mm. Por otra parte, los cuadros de
bicicletas MTB están prep arados para la
clásica sujeción del desviador con una
abrazadera de 34,9 mmo un elemento
de sujeción del desviador del tipo E. No
deberán emplearse ot ros mecanismos
para la sujeción del desviador.
El par de torsión máximo para la sujeción de la abrazadera del de sviador en
el tubo del sillín es 4 Nm y deberá aplicarse en forma de pasos intermedios.
Al aplicar el par de torsión se deberá
tener cuidado para ev it ar deformaciones
en la zona de apriete del tubo del sillín.
En las bicicletas de la serie Reaction
GTC se permite exclusivamente el uso
de un desviador Top Swing. Los desviadores Down Swing sujetan el tubo del
sillín en una zon a que no está diseñada
para esa finalidad y pueden provocar
daños peligrosos en el material.
• Los daños del tubo del sillín en
la zona de apriete de la abrazadera del desviador causados
por aprietes excesivos o el uso
de abrazaderas que no tengan
las dimensiones exactas pueden
provocar deformacione s y ot ros
daños que son importantes para
la seguridad y, por tanto, deberán
evitarse.
2.4. —Juego de dirección
En los cuadros de carbono se utilizan
juegos de dirección semiintegrados o
totalmente integrados para lograr óptimos valores de rigidez y el mejor flujo
de fuerzas, manteniendo a la vez un
elevado ni vel de seguridad.
• Se prohíbe efectuar trabajos arbi-
trarios de mecanización que ac arrearán la pérdida de la garantía.
Estos cuadros se entregan con un juego
de dir ección ya montado. El cambio de
modelo del juego de dirección deberá
acordarse con la empresa fabricante. La
inserción a presión de los semicojinetes
del juego de dirección deberá realiz arse
con la herramienta especial prevista
para ese fin. El proceso de inserción
a presión deberá efectuarse con gran
cautela prestando atención para evitar
el bloqueo de los semicojinetes. No se
deberán engrasar los semicojinetes en
los puntos en los que hacen contacto
con el cuadro. El lado que queda hacia
el rodamiento debería engrasarse para
asegurar la larga vida út il del juego de
dirección empleado.
Page 80

8 . métodos de FAbricAción
2.5. —Rodamiento interior /
Sistema de biela con rodamiento interior
El montaje del rodamiento interior
deberá efectuarse con una herramienta
prevista especialmente para ese fin y
sólo deberán utilizar se rodamientos
interiores o sistemas de biela con rodamiento interior para los rodamientos
interiores del tipo “BSA” o “Pressfit”. La
rosca del rodamiento interior debería
terrajarse con una herramienta roscadora adecuada y engrasarse bien ante s
de montar el rodamiento. En el montaje del rodamiento interior se deberá
tener en cuenta que en el sentido de la
marcha a la derecha se encuentra una
rosca a la izquierda en la cazoleta de
los rodamientos del pedalier (el elemento del rodamiento interior se hace
girar hacia la izquierda). En el sentido
de la marcha a la izquierda la cazol et a
de los rodamientos del pedalier tiene
una rosca a la derecha (el rodamiento
interior se hace girar hacia la derecha).
Se deberá respetar el par de apriete
indicado por el respectivo fabricante; el
par de apriete máximo del rodamiento
interior es 50Nm (mínimo: 45 Nm) (ver las
páginas 11/12). Los rodamientos interiores
del tipo Pressfit deberán insertarse utilizando sólo la herramienta de montaje
prevista especialmente para ese fin.
2.6. —Estructura trasera
Su cuadro de carbono está diseñado y
construido en su estructura trasera para
una anchura de cubo de 130 mm(bicicleta
de carrera), 135 mm(bicicletas MTB
con parte trasera sin suspensión) y
135/142 mm(bicicletas MTB con dob le
suspensión).
• En la estructura trasera deberán
utilizarse solamente cubos que
tengan 130mmde anchura (bicicletas de carrera) o 135 mm(bicicletas
MTB con parte trasera sin suspensión) y mecanismo de cie rre rápido.
Para los modelos MTB con doble
suspensión se emplea un mecanismo de cierre rápido de 135 mmo
un eje Syntace X12 de 142 mm . La
utilización de cubos qu e tengan
otras dimensiones y/o no tengan
un mecanismo de cierre rápido
puede traer consigo tensiones y
estiramientos que podrían causar
daños de graves consecuencias y
representan, por tanto, un riesgo
para la seguridad.
La estructura trasera está diseñada
para el uso de los frenos de bicicleta
de carrera que se venden habitualmente
en el mercado (o frenos de disco en
el caso de bicicletas MTB). El par de
torsión máximo admisible del mecanismo de sujeción de los frenos es
8Nm (mínimo: 7 Nm). El tamaño de disco
máximo admisible para la rueda trasera
en el caso de cuadros de carbono con
parte trasera sin suspensión es 160 mmy
en el caso de cuadros de carbono con
doble suspensión es 180 mmo 160 mmen
cuadros AM S Super HPC.
2.7. — Puntera de cambio
El par de apriete má ximo en el montaje
del sistema de cambios en la patilla
de cambio es 8Nm (mínimo: 7 Nm) (ver
páginas 11/12).
2.8. —Puntos de inserción para
el soporte del bidón
Los puntos de inserción ro scados en su
cuadro de carbono sirven para instal ar
los soportes del bidón que se venden
Page 81

9 . métodos de FAbricAción
habitualmente en el mercado y tienen
un tamaño de rosca M5. No se admiten
otras dimensiones de rosca. El par de
apriete máximo de los tornillos para la
sujeción de los soportes de bidón es
5Nm (mínimo: 4 Nm) (ver páginas 11/12).
En los cuadros de carbono se permite
utilizar soportes de bidón que puedan
sujetar como máximo un bidón de 750
ml de capacidad.
2.9. —Entrenamiento sobre
rodillo
Su cuadro de carbono es un componente
de gran valor y construcción ligera.
• El cuadro de carbono NO PUEDE
ser ut iliz ado para el entrenamiento
sobre rodillo con rodillos de tipo
fijo (Tacx, Elite, etc.).
La sujeción fija de las punteras de cambio
o del eje de cierre rápido es sumamente
diferente a las solicitaciones a las que
está sometida típicamente la bicicleta
durante su uso normal y puede provocar daño s en la zona de las punteras de
cambio o la estructura trasera.
Se permite el empleo del cu adro de
carbono sobre un rodillo suelto sin
sujeción fija.
2.10. —Transporte
Durante el transporte de su cuadro de
carbono y horquillas de carbono macizo
se deberá actuar con particular cautel a,
ya que pueden ocurrir esfuerzos mecánicos a los que nunca está sometida la
bicicleta durante su uso normal y qu e
podrían dañar su cu adro. Por tanto, se
deberá prestar atención a las siguientes
precauciones:
• No se permite transportar el cuadro
de carbono con sistemas portaequipajes qu e util iz an elementos de
fijación para sujetar y asegurar los
tubos del cuadro, ya que la fuerza
de sujeción de los elementos de
fijación puede causar daños en los
tubos del cuadro y la horquilla.
• No deberán colocarse objetos
sobre el cuadro y la horquilla
durante el transporte. Además, el
cuadro deberá guardarse tomando
precauciones para evitar su deslizamiento.
• Durante el transporte de la bi-
cicleta sin la rueda trasera o sin
la rueda delantera se recomienda
insertar una pieza distanciadora
que cubra el cubo de la estructura
trasera (130mmen bicicletas de
carrera; 135 mmen bicicletas MTB
sin suspensión y 135/142 mmen bicicletas MTB con doble suspensión
) y en la horquilla (100 mm ), para
evitar el deterioro del cuadro.
• En vuelos de avión y en general
en viajes en los cuales la biciclet a
como “objeto de equipaje” no está
sujeta a vigilancia ni se le prot ege
contra daños, se deberá asegurar
una protección suficiente para el
cuadro y la horquilla durante el
transporte (por ejemplo, mediante
el empleo de una maleta de cobertura dura, etc.)
Page 82

10 . horQuillAs de cArbono mAcizo
3.— Horquillas de carbono
macizo
En las horquillas de carbono macizo
montadas, así como en las horquillas de
carbono con parte superior del tubo de
aluminio se trata de horquillas con tubo
de dirección cónico (“tapered steerer”).
En la zona del rodamiento de dirección
inferior, este tubo tiene un diámetro
exterior de 1,5 pulgadas y se estrecha
más arriba hasta la zona de apriete de
la abrazadera de la tija del manillar
quedando en 1-1/8 pulgadas. Con ese
diámetro de tu bo se deberán emplear
únicamente determinadas tijas de manillar y juegos de dirección que cuenten
con la autorización del fabricante de la
bicicleta.
• Es posible que la horquilla pu-
eda dañarse, si el anillo cónico
del rodamiento inferior del juego
de dirección se empuja con gran
fuerza contra el asiento del rodamiento. El juego de dirección deberá ser instalado por un experto.
El diámetro exterior del tubo de
dirección en la zona de sujeción
para la tija del manillar está diseñado para tijas con dimensiones
de cierre de 1-1/8 pulgadas. Sólo
deberán util iz arse tijas de manillar
que tengan las dimensiones internas correspondientes y superficies
internas limpiamente trabajadas.
En su posición final, la tija de
manillar montada pue de sobresalir
2mm(como máximo) sobre el borde
del extremo del tubo de dirección.
La fijación de los frenos delanteros en
la horquilla se efectúa utilizando las
tuercas especiales con dim ensiones de
rosca M6 con hexágono interior (SW 5
mm). Estas tuercas son suministradas
por el respect ivo fabric ante. El diámetro exterior de la tuerc a no deberá
sobrepasar el límite de 8mmy el par de
apriete máximo de la tu erc a será 8 Nm
(mínimo: 7 Nm).
• En el caso de horquillas de car-
bono que tienen la parte superior
del tubo de aluminio, se puede
instalar el llamado “tornillo con
tuerca de araña” para el ajuste
del rodamiento de dirección. Pero
se prohíbe expresamente esa
instalación en horquillas de carbono macizo. En esas horquillas
se debe utilizar exclusivamente la
pieza suministrada para la sujeción
interna o la pieza roscada para
modelos con rosca interior en el
tubo de carbono. ¡La utiliz ación de
un “tornillo con tuerca de araña”
en horquil las de carbono macizo
causará daños considerables en
el tubo de dirección que pueden
provocar incluso un a peligrosa
avería total en este componente!
La longitud del tubo sólo deberá
ser ajustada por expertos.
Lo ideal sería utilizar una sierra metálica
que no esté desgastada o una sierra
circular metálica con disco diamantado
y enfriamiento con agua.
En caso de que el corte se realice sin
aplicar agua para enfriar la piez a, se
deberá disponer de un a protección suficiente para las vías respiratorias contra
el polvo que se genera con el corte. Se
recomienda usar un filtro de polvo fino
para proteger las vías respiratorias y
gafas protectoras.
Page 83

11 . indicAciones de mAntenimiento
4.— Indicaciones de mantenimiento
Su cuadro de carbono y su horquilla
de carbono macizo deberán limpiarse
regularmente. Para esta limpieza se
recomienda utilizar los productos habituales para el cuidado de pinturas con
o sin complemento de silicona y agua
fría o tibia mezclada con algún producto
lavavajilla de uso corrient e. Deberá evitarse el empleo de disolventes de todo
tipo, alcoholes (por ejemplo, etanol o
isopropanol), agua caliente con aditivos
alcalinos, así como la limpieza con chorros de vapor o agua a alta presión.
5.— Garantía e indemnizaciones especiales
Los servicios de garantía sólo se prestarán en caso de defectos en materiales
o fabricación y nunca en caso de daños
por fatiga de materiales o sobrecargas.
Nuestros cuadros y horquillas tienen
una garantía de 2 años y ofrecemos
otras indemnizaciones especiales.
Si usted detecta algún daño en su cuadro y/o su horquilla, puede enviarnos el
cuadro y/o la horquilla dañados para
que podamos efectuar una evaluación
de peritaje y estimar la posibilidad de
reparación a través de su distribuidor.
• Los costes de transporte deberán
ser pagados por el cliente en todos los casos. Tras la estimación
del coste de reparación, ésta se
ejecutará en forma gratuita o usted
recibirá un presupue sto indicando
el importe de la reparación (ver
nuestro servicio CCR ).
• La decisión acerca del carácter
gratuito de la reparación será
tomada exclusivamente por la
empresa fabricante. El cliente no
tendrá derecho automát icam ente a
una reparación gratuita en ningún
caso.
• Las indemnizaciones especiales se
aplicarán únicamente al pr opietario original.
• En el servicio de garantía sólo se
aceptarán cuadros y horquil las que
estén limpios!
En el caso de reclamac iones relacionadas con cuadros y horquillas nos
reservamos el derecho de aplicar un a
reducción del valor para tomar en
cuenta la duración de uso.
• La garantía será anulada en el caso
de daños que puedan atribuirse al
montaje inadecuado, uso indebido,
modificaciones no autorizadas o
trabajos mecánicos en los componentes del cuadro o la horquilla
(perforaciones, fresados, limados,
cortes con sierra, entre otros) fabricados por nosotros. La decisión
final acerca de si hay derecho a
recibir los servicios de garantía
será tomada por la dirección de la
empresa fabricante.
6.— Responsabilidad por
daños
La empresa fabricante no asumirá responsabilidad por daños causados por
accidentes ni daño s consecuenciales.
El usuario asumirá el riesgo de daños
personales y daños materiales. La
empresa fabricante no aceptará ninguna
responsabilidad por daños o accidentes
que sean causados por el us o in ade-
Page 84

12 . AsegurAmiento de lA cAlidAd y medición de rigidez
cuado del cuadro o por la falta de
atención a las indic acion es incluidas en
este manual.
7. — Aseguramiento de la calidad y medición de rigidez
• Todos los cuadros de carbono y
todas las horquillas de carbono
macizo preparados para su entrega
al cl iente son sometidos a una
medición de rigidez .
Para cada altu ra de cuadro y para cada
horquilla se establece una zona de
tolerancia de rigidez mediante ensayos
preliminares. Sólo se entregarán a los
clientes los cuadros y horquillas que
estén dentro de ese margen de tolerancia. La medición de rigidez se utiliza
como una medida de aseguramiento de
la calidad y se ejecuta en los bancos de
pruebas propiedad de nuestra empresa.
El cu adro a medir se coloca en un
dispositivo de me dición sujetándolo
firmemente por la estructura trasera y
el tubo frontal de dir ección. Entonces
se de svía lateralmente la zona del cojinete de la biela aplicando una fuerza
definida mediante un cilindro neumático.
El segundo paso consiste en la medición de la rigidez del tubo frontal de
dirección a través de una determinada
torsión del tubo portahorquilla hacia el
cuadro. Los valores de rigidez se obtienen a partir de la relación de la fuer za
aplicada y el desvío resultante de la
zona del cuadro y se documentan en
la et iqueta adhesi va de pruebas que se
incluye en el manual de instrucciones
suministrado.
Page 85

13 . comProbAción de lA rigidez del cArbono
8.— Comprobación de la rigidez del carbono
Los siguient es datos son importantes
para eventuales reclamaciones de
garantía y en caso de recambio del
cuadro conforme a nuestro Programa de
Reemplazo Crash Replacement Program.
Rogamos conservar siempre la hoja de
datos técnicos en un lugar seguro.
Resultado de medición de cuadros u
horquillas de carbono macizo:
Page 86

14 . instrucciones PArA el montAJe
9.—Instrucciones para el
montaje
9.1. —Cuadros MTB:
Par de apriete má ximo 6 Nm | mínimo 5 Nm
Utilizar sólo con la ab ra zadera de sujeción de sillín
original que viene con el cuadro.
= Pa r de apriete
Max. 4 Nm | Min. 3 Nm
Tornillo de sujeción del
desviador tipo E
Sujeción del sistema de cambios
Max. 8 Nm | Min. 6 Nm
Se permite un má x. de 50 Nm
(respetar las indic aciones del fabricante)
En el caso de cuadros con rosca
de rodamientos del pedalier utilizar
únicamente rodamientos interiores del
tipo “BSA”. Engrasar bien la rosc a.
En el caso de cuadros con asiento
de rodamientos del pedalier del tipo
“Pressfit” utilizar el rodamiento interior
correspondiente.
Utilizar la herramienta apropiada para el
montaje del rodamiento interior.
Sujeción del soporte de botella.
Utilizar sólo tornillos M5
Max. 5 Nm | Min. 4 Nm
Juego de dirección integrado / semiintegrado
Utilizar la herramienta adecuada
No se debe emplear grasa para la
inserción a presión!
Saliente de la tija del sillín
Respetar la in dicac ión grabada en la tija
No debe emplearse grasa
en el montaje de la tija del sillín!
Profundidad mínim a de
inserción: 100 mm
Sujeción de la pinza portapastillas
Max. 8 Nm | Min. 7 Nm
Page 87

15 . instrucciones PArA el montAJe
9.2. —Cuadros para bicicletas de
carrera:
Par de apriete má ximo 6 Nm|mínimo 5 Nm
Utilizar sólo con la ab ra zadera de sujeción de
sillín or iginal que viene con el cuadro.
Bremsenbefestigung
Max. 8 Nm | Min. 7 Nm
Max. 5 Nm | Min. 4 Nm
(por etap as)
Patilla soldada o abrazadera del desviador
Sujeción del sistema de cambios
Max. 8 Nm | Min. 7 Nm
Sujeción del soporte de botella.
Utilizar sólo tornillos M5
Max. 5 Nm | Min. 4 Nm
Juego de dirección integrado / semiintegrado
Utilizar la herramienta adecuada
No se debe emplear grasa para la inserción a presión!
Saliente de la tija del sillín
Respetar la in dicac ión grabada en la
tija
No debe emplearse grasa en el
montaje de la tija del sillín!
Profundidad mínim a de
inserción: 100 mm
= Pa r de apriete
Se permite un má x. de 50 Nm
(respetar las indic aciones del fabricante)
En el caso de cuadros con rosca
de rodamientos del pedalier utilizar
únicamente rodamientos interiores del
tipo “BSA”. Engrasar bien la rosc a.
En el caso de cuadros con asiento
de rodamientos del pedalier del tipo
“Pressfit” utilizar el rodamiento interior
correspondiente.
Utilizar la herramienta apropiada para el
montaje del rodamiento interior.
max. 1,5 Nm
Page 88

Pending System Gmbh & Co KG
Ludwig-Hüttner-Str. 5-7
95679 Waldershof
FON +49 9231 97 007 80
FAX +49 9231 97 007 60
info@cube.eu
www.cube.eu
 Loading...
Loading...