

Cube AMS Super HPC, Sting Super HPC, Reaction GTC, Aerium HPC, Litening Super HPC User Manual [es]
...
SUPER HPC | HPC | GTC

Zusätzliche Bedienungsanleitung
für Cube Carbonrahmen Super HPC, HPC +GTC
und (Voll-)Carbongabeln
SUPER HPC | HPC | GTC

Die Anleitung bezieht sich
auf folgende Mo delle:
Cube Litening Super HPC
Cube Agree GT C
Cube Aerium HPC
Cube Reaction GTC
Cube Elite Super HPC
Cube Sting Super HPC
Cube Stereo Super HP C
Cube AMS HPC
Cube AMS Super HPC

3 . Wichtige hinWeise
Bild 1: (oben)
Komplettrad Cube Reaction GTC SL 2010
Wichtige Hinweise!
CUBE Super HPC, HPC + GTC
Dieses Schreiben ist vor Aufbau und Gebrauch des Rahmens/
Komplettrades sorgfältig durchzulesen und entsprechend
zu beachten.
Bei dieser Anleitung handelt es sich um eine zusätzliche Bedienungsanweisung für die Rahmen der Super HPC-, HPC- un d GTC-Serie und
(Voll-)Carbongabeln. Bitte beachten Sie auch die allgemeine Bedienungsanleitung! Falls Ihnen diese nicht vorliegt, bitte beim Händler
nachfragen.
Bild 2: (rechts)
Komplettrad Cube Litening Super HPC Di 2 20 10

4 .
Inhaltsverzeichnis
1. Allgemeine Hinweise . 3
2. Fertigungsverfahren . 4
2.1. Rennbetrieb . 4
2.2. Sattelklemmschelle/Sattelstütze . 5
2.3. Umwerferbefestigung . 5
2.4. Steuersatz
. 5
2.5. Innenlager/ Kurbel-Innenlagersystem . 5
2.6. Hinterbau . 6
2.7. Ausfallende . 6
2.8. Flaschenhaltereinsätze . 6
2.9. Rollentraining . 6
2.10. Transport . 7
3. (Voll-) Carbongabeln . 7
4. Pflegehinweise . 8
5. Garant ie und besondere Kulanzregelungen . 8
6. Haftung . 9
7. Qualit ätssicherung und Steifigkeitsmessung . 9
8. Steifigkeit sprüfung Carbon
. 10
9. Montagehinweise . 11
9. 1. MTB Rahmen . 11
9. 2. Rennrad Rahmen . 12
5 . Allgemeine hinWeise
1.—Allgemeine Hinweise
Bei Carbon-Rahmen und Vollcarbongabeln handelt es sich um Bauteile
in Leichtbauweise, die in mehreren
Arbeitsschritten und unter Benutzung
moderner Fertigungsverfahren hergestellt werden. Erreicht wird das
geringe Gewicht hauptsächlich durch
den Einsatz von Hochleistungs-Faserverbundwerkstoffen in Verbindung mit
fasergerechter Bauweise. Bauteilsicherheit und -steifigkeit waren neben einer
geringen Masse wichtige Kriterien bei
der Entwicklung der Carbonrahmen und
Gabeln.
Im Herstellungsverfahren begründete
und durch Handarbeit nicht zu vermeidende Unregelmäßigkeiten im Gewebeverlauf, oberflächennahe kleinere
Lufteinschlüsse im Deckschichtharz
oder Unebenheiten der Ob er fläche sind
rein optischer Art und nehmen keinerlei
Einfluss auf die Qualität und Leistungsfähigkeit der Rahmen. Unterschiede im
Finish und „Schönheitsfehler“ stellen
keinen Reklamationsgrund dar.
• Unsere Carbonrahmen und verbau-
ten (Voll-)Carbongabeln sind für ein
maximales Fahrergewicht von 115
Kg Systemgewicht (Fahrer+ Komplettrad + Gepäck) zugelassen.
Vom vorgesehenen Einsatzzweck
abweichende Beanspruchungen
(z.B. Sprünge) können zu Schäden
führen und eine Gefahr für den
Benutzer darstellen. Für alle Schäden, die sich aus un sachgemäßer
Benutzung ergeb en, lehnen wir
jegliche Haftung ab.
Nicht zulässig ist das Anbringen von
Zusatzbauteilen an jeglichen Rahmenbzw. Gabelrohren, die durch Klemmen an
den jeweiligen Rohren befestigt werden.
Hierdurch können durch undefinierte
Beanspruchungen in Umfangsrichtung
des Rohres erhebliche Schädigungen
erzeugt werden, die die Lebensdauer
deutlich herabsetzen und zu einer
sicherheitsrelevanten Gefährdung des
Benutzers führen können.
Grundsätzlic h muss jeder Rahmen
inkl. Gabel in regelmäßigen Abständen
einer gründl ic hen Prüfung hinsichtlich
Beschädigungen (z.B. Rissen, sichtbare
Delaminationen, Verfärbungen, etc.)
unterzogen werden.
Stoß- oder Schlagbelastungen können
von außen meist nicht sichtbare Schädigungen wie Delaminationen (Ablösen der
Fasern von der umgebenden Kunststoffmatrix) in unteren Laminatschichten mit
drastischer Reduzierung der Leistungsfähigkeit und damit auch der Sicherheit
zur Folge haben. Nach Unfall, Sturz oder
sonstigen undefinierten und unkontrollierten mechanischen Beanspruchungen dürfen Rahmen und Gabel aus
Sicherheitsgründen nicht mehr gefahren
werden und sollten zur Begutachtung
an uns gesendet werden (siehe auch
Garantie).
Für die verwendeten Anbauteile sind
die Gebrauchsanweisungen bz w. Bedienungsanleitungen der jeweiligen Hersteller zu befolgen!
6 . FertigungsverFAhren
2.— Fertigungsverfahren
Monocoque
Twin Mold Technology
Bei diesem Verfahren wird die für die
Produktsicherheit gefährliche Faltenbildung durch eine lückenlos e Kontrolle
der Carbonfasern während des Backvorgangs ausgeschlossen. Durch die
Verwendung von festen Innenformen an
Knotenpunkten wird außerdem der Harzanteil erheblich reduziert und die Fa sern
dichter aneinander gebunden. Ergebnis
sind erhöhte Produktsicherheit und verbesserte Steifigkeitswer te.
Advanced Twin Mold
Bei diesem Verfahren wird eine für die
Produktsicherheit gefährliche Faltenbildung durch eine durchgängige Kontrolle
der Carbonfasern während des Backvorgangs ausgeschlossen. Dies wird
durch eine Innenform gewährleistet, die
bereits beim Layup Vorgang die perfekte
Rahmenform bereitstellt . Somit bleibt
jede einzelne Faser beim Backvorgang
genau an ihrer Position. Diese Fertigungsmethode erlaubt die Erhöhung des
Carbonfaseranteils innerhalb des Rahmengefüges entsprechend der zu erwartenden Belastungen. Der gestiegene
Anteil des Composite hat zur Folge, dass
bei gleicher Stabilit ät weniger Gewicht in
Form von Harz zufällt und die Rahmen
bei hoher Steifigkeit weniger Gewicht
aufweisen. Positiver Nebeneffekt dieser
Fertigungsmethode – eine perfekte Verarbeitung.
2.1. —Rennbetrieb
Unsere Rahmen sind auf extreme Beanspruchungen im Fa hrbetrieb ausgelegt.
Allerdings kann es im Rennbetrieb zu
Beanspruchungen außerhalb des eigentlichen Fahrbetriebs durch Kollision mit
Gegenständen oder anderen Rennteilnehmern, Stürze usw. kommen. Diese
Beanspruchungen können bei der Konstruktion und Auslegung eines Rahmens
und einer Gabel nicht vorhergesehen und
berücksichtigt werden. Wir lehnen daher
sämtliche Haftung für Schäden, die aus
einer Nutzung außerhalb des vorgesehenen Einsatzzweckes resultieren ab. Die
Prüfung des Rahmens un d der Gabel auf
Beschädigungen (z.B. Risse, Delaminationen, Verfärbungen, etc.) vor und nach
jedem Renneinsatz muss besonder s
sorgfältig durchgeführt werden. Nach
schweren Stürzen oder Unfällen dürfen
Rahmen und Gabel nicht mehr gefahren
werden. Die Oberfläc he de s Rahmens
und der Gabel dürfen nicht beschädigt
werden. Hier zu zählen Einkerbungen und
große, tiefe Kratzer, welche durch die
erste Klarlackschicht hindurchgehen.
Im Zweifelsfall sind der Rahmen und die
Gabel zur Kontrolle einzuschicken.
2.2. —Sattelklemmschelle/
Sattelstütze
Beim Anziehen der Schraube der Sattelklemmschelle (siehe Abb. 1) darf ein
maximales Anzugmoment von 6 Nm nicht
überschritten werden. (min. 5 Nm) Sattelstütze und Sitzrohr dürfen nicht gefettet
werden! Es dürfen nur Sattelstüt zen
mit dem korrekten Außendurchmesser
verwendet werden. Sattelstützen mit
anderem Durchmesser dürfen nicht
gefahren werden. Das Sitzrohr darf nicht
ausgerieben oder anderweitig mechanisch bearbeitet werden. Der maximal
zulässige Überstand der Sattelstütze
(gemessen von Oberkante Sitzrohr bis
Oberkante Sattelstützrohr) beträgt 270.
7 . FertigungsverFAhren
Die Mindesteinstecktiefe für die Sattelstütze beträgt 100 (siehe Seiten 11/12).
2.3. —Umwerferbefestigung
Die Rennradrahmen sind entweder für
Anlöt Sockel -Umwerfermontage vorbereitet, oder fü r kl assische Umwerferklemmung mit einer 34,9mm Clamp - die
MTB Rahmen entweder für klassische
Umwerferklemmung mit einer 34,9 mm
Clamp, oder einer E-Type Umwerferbefestigung. An dere Umwerferklemmungen
dürfen nicht verwendet werden.
Das maximale Drehmoment zur Befestigung der Umwerferklemmschelle am
Sitzrohr beträgt 4 Nm und ist in Zwischenschritten aufzubringen. Bei der
Drehmomentaufbringung ist auf Verformungen des Sitzrohrs im Klemmbereich
zu achten.
Bei der Modellreihe Reaction GTC ist
lediglich die Verwendung eines Top
Swing Umwerfers zulässig. Do wn Swin g
Umwerfer klemmen das Sitzrohr in
einem Bereich, der nicht dafü r ausgelegt
ist und können gefährliche Beschädigungen des Materials verursachen.
• Beschädigungen des Sitzrohrs im
Klemmbereich der Umwerferklemmung durch zu fest angezogene
oder nicht maßhaltige Umwerferklemmschellen können zu sicherheitsrelevanten Deformat ionen und
Beschädigungen führen und sind
zu vermeiden.
2.4. —Steuersatz
In den Carbonrahmen finden voll odersemiintegrierte Steuer sätze Verwendung
für optimale Steifigkeitswerte und besten Kraftfluss bei hoher Sicherheit.
• Eigenmächtige Fräsar beiten sind
nicht zulässig und ziehen den Verlust der Garantie nach sich.
Die Auslieferung erfolgt mit eingebautem Steuersatz. Ein Steuersatzmodellwechsel ist mit der Herstellerfirma
abzustimmen. Das Einpre ssen der Lagerschalen des Steuersatzes ist mit einem
speziell dafür vorgesehenen Werkzeug
durchzuführen. Der Einpressvorgang
ist behutsam durchzuführen und es ist
darauf zu achten, dass di e Lagerschalen
nicht verkanten. Die Lagerschalen dür-
fen an den Stellen, wo sie Kontakt zum
Rahmen haben nicht gefettet werden. Die
der Lagerung zugewandte Seite sollte im
Sinne der Langlebigkeit des verwendeten
Steuersatzes gefettet werden.
2.5.—Innenlager/ Kurbel-Innenlagersystem
Der Einbau des Innenlagers hat mit
einem speziell dafü r vorgesehenen
Werkzeug zu erfolgen. Es sind au sschließlich Innenlager bzw. KurbelInnenlager-Systeme für den Innenlager
Typ „BSA“ oder „P ressfit“ zu verwenden.
Das Gewinde des Innenlagers sollte vor
der Innenlagermontage mit einem geeigneten Gewindeschneidwerkzeug nachgeschnitten und gut gefettet werden. Beim
Einbau des Innenlagers ist darauf zu
achten, dass sich in Fahrtrichtung rechts
ein Link sgewinde in der Tretlagerhülse
befindet (gegen den Uhrzeigersinn wird
das Innenlagerelement eingedreht). In
Fahr trichtung links weist die Tretlagerhülse ein Rechtsgewinde auf (im Uhrzeigersinn wird das Innenlagerelement
eingedreht). Das angegebene Anzugmoment des jeweiligen Herstellers ist zu
beachten, das ma ximale An zugmoment
8 . FertigungsverFAhren
des Innenlagers beträgt 50 Nm (Min.
45Nm) (siehe Seiten 11/12). Die Pressfit
Innenlager dürfen nu r mit dem speziell
dafür vorgesehenen Montagewerkzeug
eingepresst werden.
2.6. —Hinterbau
Ihr Carbon-Rahmen ist am Hinterbau
für eine Nabenbreite von 130 (Rennrad),
135mm (MTB-Har dt ail) und 135/14 2 mm
(MTB-Fully) konstruiert und gefertigt
worden.
• Es dürfen am Hint erbau aus-
schließlich Naben mit 130 Breite
(Rennrad) bzw. 135 (MTB-Hardtail)
und Schnellspann-Mechanismus
verwendet werden. Für die MTBFullymodelle 135mm SchnellspannMechanismus bzw. 14 2 mm Syntace
X12 Achse. Das Verwenden von Naben mit anderen Abmaßen und/oder
ohne Schnellspann-Mechanismus
kann Spannungs- und Dehnungszustände zur Folge haben, die zu
schwerwiegenden Schädigungen
führen können un d damit ein Sicherheitsrisiko darstellen.
Der Hinterbau ist für marktübliche Rennradbremsen (bzw. Scheibenbremsen bei
MTB) vorgesehen. Das ma ximal zulässige Drehmoment der Bremsbefestigung
beträgt 8 Nm (min 7Nm). Di e maximal
zulässige Hinterrad-Scheibengröße für
die Carbon Hardtail Rahmen beträgt
160mm, und die der Carbon Fully Rahmen
180mm, bzw 160 mm bei AMS Super HP C.
2.7. — Ausfallende
Das maximale Anzugmoment bei der
Montage des Schaltwerk s am Schaltauge beträgt 8Nm (min 7 Nm) (siehe
Seiten 11/12).
2.8.—Flaschenhaltereinsät ze
Die Gewindeeinsätze an Ihrem CarbonRahmen sind zur Befestigung von handelsüblichen Flaschenhaltern mit der
Gewindegröße M5 vorgesehen, andere
Gewindegrößen sind unzulässig. Das
maximale Anzugmoment der Schrauben
zur Befestigung der Flaschenhalter
beträgt 5Nm (min 4Nm) (siehe Seiten 11/12)
Carbon Rahmen sind für Flaschenhalter
freigegeben, die ma ximal eine Flasche
mit 750 ml Inhalt fassen können.
2.9. —Rollentraining
Bei Ihrem Carbon-Rahmen handelt es
sich um ein hochwer tige s Bauteil in
Leichtbauweise.
• Der Carbon-Rahmen darf NICH T
zum Rollentraining auf sog. fe sten
Rollen (Tacx, Elite, etc.) eingesetzt
werden.
Die feste Einspannung der Ausfallenden
bzw. der Schnellsp annachs e weicht
deutlich von der Beanspruchung im Fahrbetrieb ab und kann zu Schädigungen im
Bereich Ausfallenden/Hinterbau führen.
Der Einsatz auf einer lo sen Rolle ohne
feste Einspannung des Rahmens ist
zulässig.
2.10. —Transport
Beim Tran spor t ihres Carbon-Rahmens
und Vollc arbongabel ist besondere
Sorgfalt geboten, da hier Belastungen
auftreten können, die im Fahrbetrieb
niemals vorkommen und somit Ihren
Rahmen schädigen können. Folgendes
ist daher zu beachten:

9 . (voll-) cArbongAbeln
• Der Tran sport ihres Carbon-Rah-
mens mit Trägersystemen, welche
Klemmelemente zur Fixierung und
Befestigung der Rahmenrohre einsetzen ist unzulässig, da es durch
die Klemmk räfte der Befestigungselemente zu Schädigungen der
Rahmen-/Gabelrohre kommen kann.
• Keine Gegenstände beim Transport
auf den Rahmen und die Gabel legen und den Rahmen rutschsicher
verstauen.
• Beim Transport mit ausgebautem
Hinterrad bzw. Vorderrad wird empfohlen, ein entsprechendes Distanzstück anstelle der Nabe in den
Hinterbau (130 mm Rennrad, 135 mm
MTB-Hardtail, 135/142 mm MTBFully) und in die Gabel (100mm)
einzusetzen, um Schädigungen zu
vermeiden.
• Bei Flugreisen und allgemein bei
Reisen, bei denen das Gepäckstück „Fahrrad“ sich einer Kontrolle
bzgl. schädigungsfreier Lagerung
entzieht muss auf ausreichenden
Schutz des Rahmens und der Gabel
während des Transports geachtet
werden (z.B. durch den Einsatz
geeigneter Hartschalenkoffer, etc.)
3.— (Voll-)Carbongabel n
Bei den verbauten Vollcarbongabeln,
sowie bei Carbongabeln mit Schaftoberteil aus Aluminium handelt es sich
um Gabeln mit konischem Schaf trohr
(„tapered steerer“). Dieses besitzt im
Bereich des unteren Steuerlagers einen
Außendurchmesser von 1,5“ und verjüngt
sich nach oben hin zum Klemmbereich
des Vorb aus auf 1 1/8“. Es dürfen nur auf
diesen Schaftdurchmesser ab ge stimmte
Vorbauten und Steuersätze verwendet
werden, welche der Fahrradhersteller
freigeben hat.
• Wird der Konusring des unteren
Steuersatzlagers mit massiver
Gewalt auf den Lagersitz getrieben, besteht die Gefahr einer Gabelschädigung. Der Einbau eines
Steuersatzes muss von einem
Sachkundigen ausgeführt werden.
Der Schaftrohraußendurchmesser
im Bereich der Klemmung für den
Vorbau ist für Vorbauten mit dem
Klemmmaß 1 1/8“ ausgelegt. Es
dürfen nur Vorbauten mit entsprechenden Innenmaßen und sauber
gearbeiteten Innenflächen benutzt
werden. Der montierte Vorbau darf
in Endlage maximal 2 über den
Rand des Schaftrohrendes hinausragen.
Die Befestigung der Vorderbremse an
der Gabel erfolgt mit den vom jeweiligen
Hersteller mitgelieferten Spezialmuttern
der Gewindegröße M6 mit Innnens echskant (SW 5mm). Der Auß endurc hmesser
der Mutter darf 8mm nicht überschr eiten und das ma ximale Anzugmoment der
Mutter beträgt 8 Nm (min. 7 Nm).
• Bei Carbongabeln mit Schaftober-
teil aus Al uminium kann zum
Einstellen des Steuerlagers eine
sog. „Ahe adkralle“ eingeschlagen
werden. Keinesfalls darf dies bei
einer Vollcarbongabel durchgeführt
werden. Hier ist in jedem Fall der
mitgelieferte Einsatz zur Innenklemmung bzw. der Schraubeinsatz
für Modelle mit Innengewinde im
Carbonschaft zu verwenden. Eine
Verwendung einer „Aheadkralle“
10 . PFlegehinWeise
bei Vollcarbongabeln führt zu einer erheblichen Schädigung de s
Schaftrohrs bis hin zum gefählichen
Totalversagen des Bauteils! Die
Schaftlänge darf ausschließlich
nur durch Sachkundige eingestellt
werden.
Idealerweise wird zum Ablängen eine
Metallsäge mit ger ingem Verschleißzustand oder eine Metallkreissäge mit
Diamantsägeblatt und Wasserkühlung
eingesetzt.
Im Fall des trockenen Ablängens ist für
ausreichenden Schutz der Atemwege vor
dem anfallenden Sägestaub zu sorgen.
Ein Atemwegschutz mit Feinstaubf ilter
und das Tragen einer Schutzbrille werden empfohlen.
4.— Pflegehinweise
Ihr Carbon-Rahmen und Ihre (Voll-) Carbongabel sollten regelmäßig gereinigt
werden. Geeignet sind die üblichen Lackpflegemittel mit oder ohne Siliconzusatz
und kaltes bis lauwarmes Wasser, das
auch mit normalen Zusätzen üblicher
Spülmittel versetzt sein kann. Vermieden
werden müssen Lösungsmittel al ler Art,
Alkohole (z.B. Et hanol oder Isopropanol )
heißes Wasser mit alkalischen Zusätzen
sowie die Reinigung mit Dampfstrahlern
und Hochdruckreinigern.
5.— Garantie und besondere
Kulanzregelungen
Garantieleistungen werden nur bei
Fehlern in Material oder Verarbeitung
erbracht und niemals bei Ermüdungsoder Überlastungsschädigungen.
Wir gewähren auf unsere Rahmen und
Gabeln eine Garantie von 2 Jahren und
bieten zusätzlich besondere Kulanzregelungen an.
• Haben Sie an Ihr em Rahmen und/
oder der Gabel Beschädigungen
entdeckt, können Sie uns den
beschädigten Rahmen und/oder
die Gabel zur Begutachtung und
Abschätzung der Reparaturmöglichkeit über ihren Händler einschicken.
• Die Transportkosten werden in
jedem Fall vom Kunden getragen.
Nach Abschätzung de s Reparaturaufwands wird die Reparatur
entweder ko stenlos durchgeführt
oder Sie erhalten einen Kostenvoranschlag über die anfallenden Reparaturkosten (siehe CCR-Service).
• Die Entscheidung, ob eine Reparatur
kostenlos durchgeführt wird, liegt
allein bei der Herstellerfirma, es
besteht in keinem Fall der Anspruch
auf eine kostenlose Reparatur.
• Die besonderen Kulanzregelungen
gelten nur für Erstbesit zer.
• Es werden nur ger einigte Rahmen
bzw. Gabeln zur Garant iebearbeitung angenommen!
Bei Rahmen- und Gabelreklamationen
behalten wir un s vor, eine Wertminderung
aufgrund der Nutzungsdauer in Abzug zu
bringen.
• Die Garantie wird ungültig bei
Schäden, die auf unsachgemäßen Zusammenbau, Missbrauch,
unzulässige Ve ränderungen oder
mechanische Bearbeitung von
11 . hAFtung
Rahmen- bzw. Gabelbestandteilen
(bohren, fräsen, feilen, sägen o.ä. )
an den von uns hergestellten Rahmen bzw. Gabeln zurückzuführen
sind. Die endgültige Entscheidung,
inwiefern ein Anspruch auf Garantieleistung besteht, obliegt der Geschäftsleitung der Herstellerfirma.
6.— Haftung
Die Herstellerfirma haftet nicht für
Unfall- und Folgeschäden. Der Benutzer
trägt das Risiko bei Personen- und Sachschäden. Di e Herstellerfirma übernimmt
keine Haftung fü r Schäden oder Unfälle
die durch unsachgemäßen Gebrauch der
Rahmen un d unter Missachtung der hier
angegebenen Hinweise verursacht wurden.
7. — Qualitätssicherung und
Steifigkeitsmessung
• Jeder zur Auslieferung bereitge-
stellte Carbon-Rahmen und alle
Vollcarbongabeln werden einer
Steifigkeitsmessung unterzogen.
Für jede Rahmenhöhe und für jede
Gabel wurde in Vorversuchen ein Steifigkeitstoleranzbereich festgelegt. Nur
Rahmen und Gabeln die innerhalb dieses
Toleranzfeldes liegen werden ausgeliefert. Die Steifigkeitsmessung wird als
Qualität ssic herun gsmaßnahme genutzt
und auf dem hauseigenen Prüfstand
durchgeführt.
Der zu mess ende Rahmen wird hierbei
an Hinterbau und Steuerrohr fi xiert.
Dann wird der Tretlagerbereich mittels
eines pneumatischen Zylinder mit einer
definierten Kraft seitlich ausgelenkt. Als
zweiter Schritt folgt die Steifigkeistmessung des Steuerrohrs durch gezielte
Verwindung (Torsion) des Steuerkopfes
zum Rahmen. Die Steifigkeitswerte
ergeben sich aus dem Verhältnis von
eingeleiteter Kraft und der re sultierenden Auslenkgun g der Rahmenbereiche
und sind auf dem Prüfaukleber in der
mitgelieferten Bedienungsanleitung
dokumentiert.
12 . steiFigkeitsPrüFung cArbon
8.— Steifigkeitsprüfung Carbon
Die nachfolgenden Daten sind fü r eventuelle Garantie- oder
Gewährleistungsansprüche und bei einem Aust ausch im Rahmen
unseres Crash Replacement Programms wichtig. Das Datenblatt
bitte in je dem Fall sicher aufbewahren.
Messergebnis Rahmen bz w. Vollcar bongabeln:
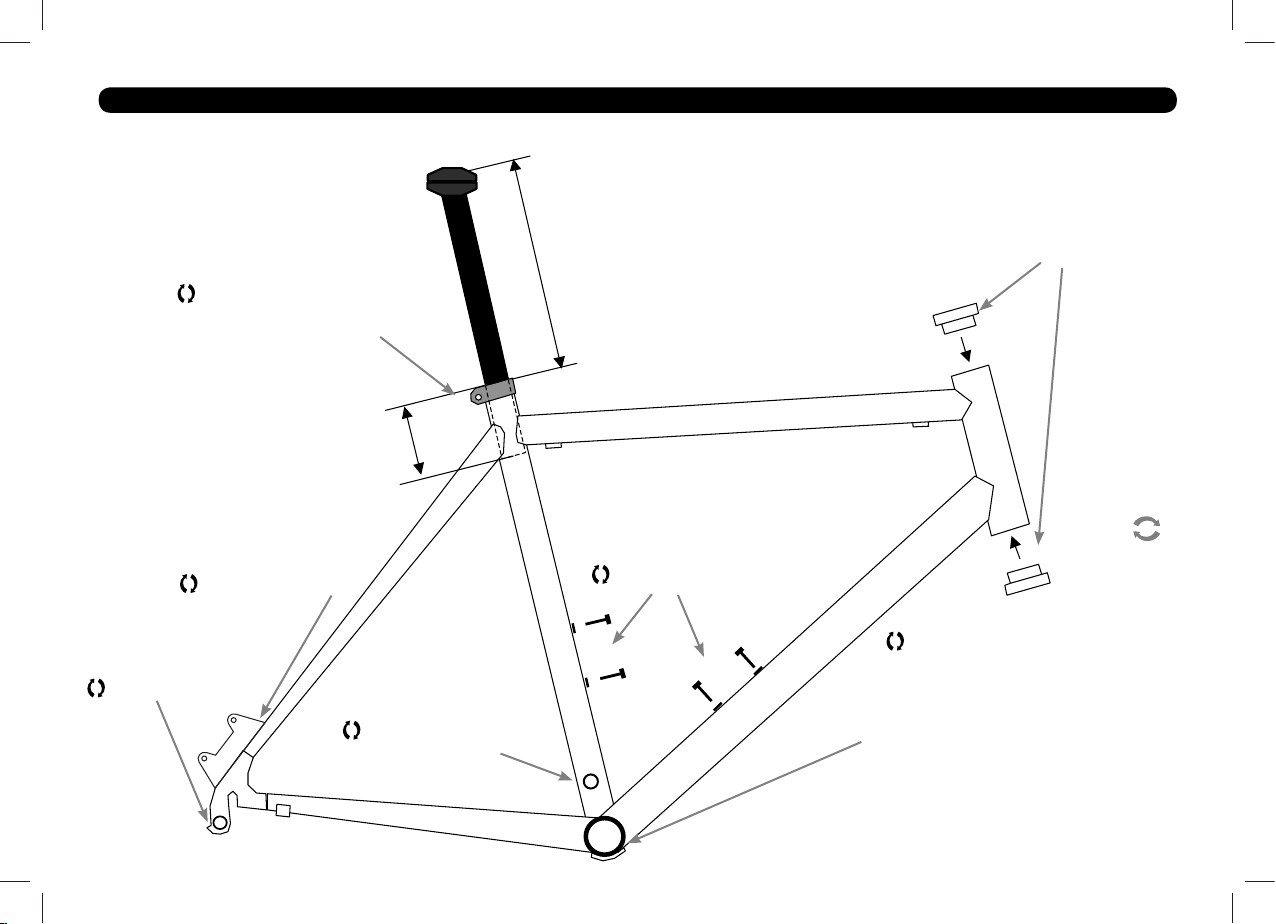
13 . montAgehinWeise
9.—Montagehinweise
9.1. —MTB Rahmen
Max. 6 Nm | Min. 5Nm
Nur mitgelieferte Original-Sattelklemmschelle verwenden!
Mindesteinstecktiefe
der Sattel stütze: 100 mm
Bremssattelbefestigung
Max. 8 Nm | Min. 7Nm
Schaltwerkbefestigung
Max. 8 Nm | Min. 6Nm
E-Type Umwerfer
Befestigungsschraube
Max. 4 Nm | Min. 3Nm
Sattelstützüberstand:
Angabe auf Stütze beachten
Es darf kein Fett zum Einbau der
Sattelstütze verwendet werden!
Stattdessen spezielle Montagepaste,
z.B. von Dynamix oder Syntace.
Flaschenhalterbefestigung
Nur Schrauben M5 verwenden
Max. 5 Nm | Min. 4Nm
Steuersatz integriert/semiintegriert
Geeignetes Werkzeug verwenden
Es darf kein Fett zum Einpressen
verwendet werden!
= Anzugsmoment
Max. 50 Nm zulässig
(Herstellerangaben beachten!)
Bei Rahmen mit Tretlagergewinde nur
Innenlager vom Typ „BSA“ verwenden,
Gewinde gut fetten. Bei Rahmen mit
„Pressfit“ Tretlageraufnahme bitte entsprechende Innenlager verwenden.
Geeignetes Werkzeug zum Innenlagereinbau verwenden.
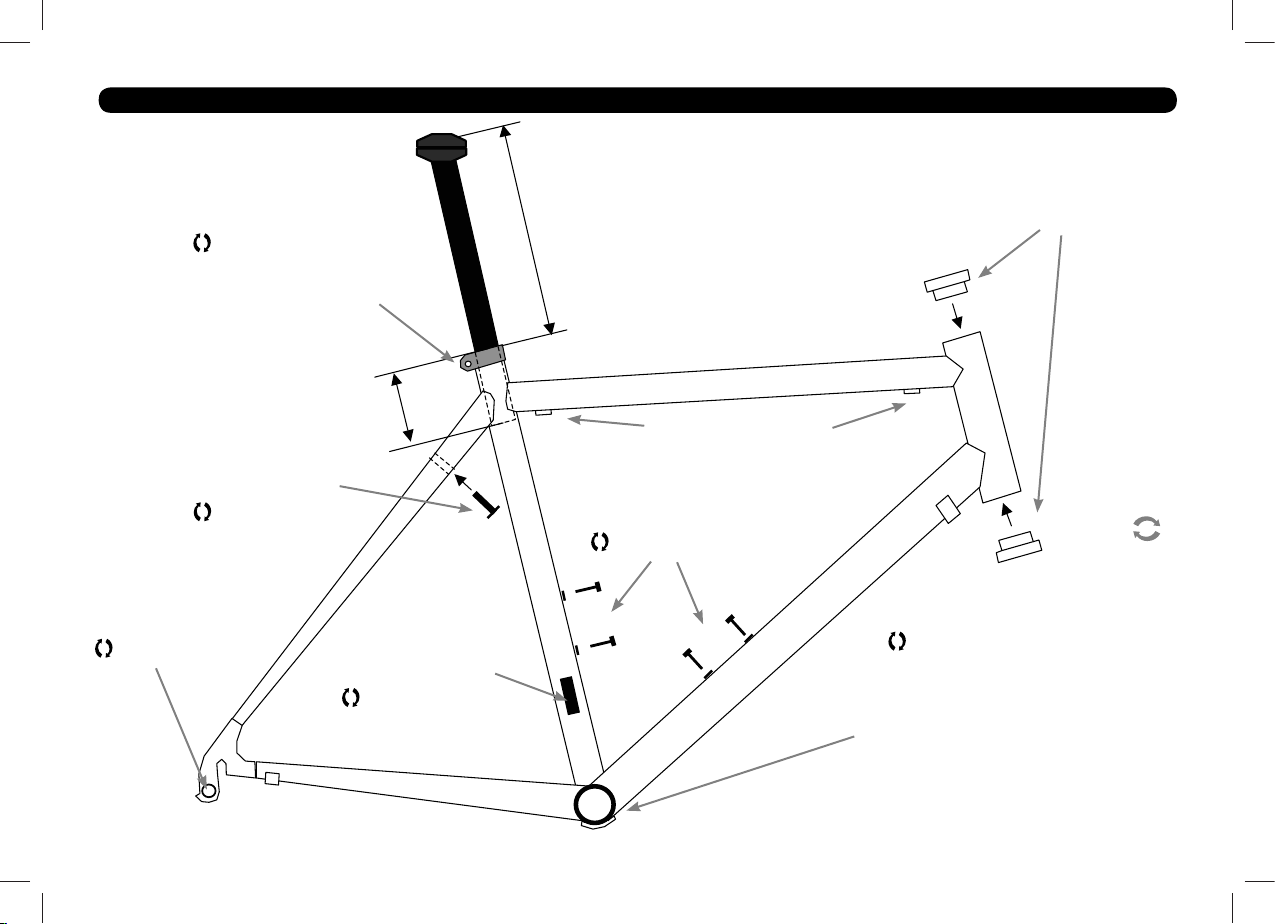
14 . montAgehinWeise
9.2. —Rennrad Rahmen
Max. 6 Nm | Min. 5Nm
Nur mitgelieferte OriginalSattelklemmschelle verwenden!
Mindesteinstecktiefe der
Sattelstütze: 90 mm
Bremsenbefestigung
Max. 8 Nm | Min. 7Nm
Schaltwerkbefestigung
Max. 8 Nm | Min. 7Nm
Anlötsockel bzw.
Umwerferklemmschelle
Max. 5 Nm | Min. 4Nm
(stufenweise)
Sattelstützüberstand:
Angabe auf Stütze beachten
Es darf kein Fett zum Einbau der
Sattelstütze verwendet werden!
Stattdessen spezielle Montagepaste,
z. B. von Dynamix oder Syntac e.
Zugführung Ma x. 1,5Nm
Flaschenhalterbefestigung
Nur Schrauben M5 verwenden
Max. 5 Nm | Min. 4Nm
Steuersatz integriert/semiintegriert
Geeignetes Werkzeug verwenden
Es darf kein Fett zum Einpressen
verwendet werden!
= Anzugsmoment
Max. 50 Nm zulässig
(Herstellerangaben beachten!)
Bei Rahmen mit Tretlagergewinde nur
Innenlager vom Typ „BSA“ verwenden,
Gewinde gut fetten. Bei Rahmen mit
„Pressfit“ Tretlageraufnahme bitte entsprechende Innenlager verwenden.
Geeignetes Werkzeug zum Innenlagereinbau verwenden.
Additional operating instructions:
Cube Carbon frame Super HPC, HPC + GTC
and (full) carbon forks
SUPER HPC | HPC | GTC

These instructions relate to
the following models:
Cube Litening Super HP C
Cube Agree GT C
Cube Aerium HPC
Cube Reaction GTC
Cube Elite Super HPC
Cube Sting Super HPC
Cube Stereo Super HP C
Cube AMS HPC
Cube AMS Super HPC

3 . generAl notes
Picture 1: (top)
Cube Reaction GTC SL 2010
Important Notes!
CUBE Super HPC, HPC + GTC
This document must be read carefully prior to assembly
and use of the frame/entire bike and should be observed
accordingly.
These instructions are addition al operating instructions for the Super
HPC, HP C and GTC Series and (full) carbon forks. Please also observe
the main Instruction Manual! If you do not have this please request
it fr om the dealer.
Picture 2: (bottom)
Cube Litening Super HPC Di2 20 10
4 .
Tabl e of Contents
1. General Notes . 3
2. Manufacturing process . 4
2.1. Road racing . 4
2.2. Seat clamp/seat post . 4
2.3. Derailleur fitting. . 5
2.4. Headset
. 5
2.5. Bottom bear ing / crank in side bearing system . 5
2.6. Rear assembly. . 5
2.7. Drop outs . 6
2.8. Bottle hol der inserts . 6
2.9. Roller training. . 6
2.10. Transportation . 6
3. (Full) carbon fork s . 7
4. Care instructions . 8
5. Guarantee and special ex gratia settlements . 8
6. Liability . 9
7. Quality Assurance an d rigidity testing . 9
8. Carbon Rigidity Te st
. 10
9. Assembly Instructions . 11
9. 1. MTB frame . 11
9. 2. The racing bike frame . 12
5 . generAl notes
1.—General Notes
Carbon frames and (full) carbon forks
are lightweight construction components which are manufactured in several
production step s using modern manufacturing procedures. The light weight
is achieved mainly by using high-performance fibre composite materials in
conjunction with an appropriate method
of fibre construction.
Component safety and rigidity, in addition to low mass were important criter ia
in the design of the carbon frames and
forks. Unavoidable irregularities in the
fibre orientation arising du ring manual
procedures and small air inclusions in
the re sin coatin g layer or surface unevennesses are purely visual in nature
and have no influence on the qual ity and
performance of the frame. Differences in
finish and “blemishes” do not constitute
grounds fo r complaint.
• Our carbon frames and integral
(full) carbon fork s are approved for
a maximum rider weight of 115 kg
system weight (rider + complete
bike + luggage). Loadings deviating
from the purpose of use intended
(e.g. jumps) may lead to damage
and constitute a risk to the us er.
We accept no liability for damage
arising from improper use.
It is not permissible to fit additional
components to any frame or fork tubing
which is attached by means of clamping to the tubing in question. Undefined
stresses in the circumferential direction
of the tubing considerable can occur in
this way which may cause damage and
which may drastically reduce the service life, and may also lead to a risk to
the safety of the user.
Basically every frame including forks
must be given a thorough examin at ion
at regular intervals in resp ect of damage (e.g. cracks, visible delamination,
discolouration etc .). Shock and impact
stresses may cause damage not visible
externally such as delamination (separation of fibres from the surrounding
plastic matrix) in the bottom laminate
layers causing a drastic reduction in
performance and consequently safety
as well. After any accident, crash or
other defined or uncontrolled mechanical stresses the frame and forks mu st
not be ridden for reasons of safety and
should be sent to us for examination
(see also Guarantee).
With regard to accessories used the
instructions for us e and user guide
provided by the manufacturer concerned
must be followed!
6 . mAnuFActuring Process
2.— Manufacturing proc ess
Monocoque
Twin Mold Technology
In this process any folding jeopardising
the safety of the product is elimin ated
by continuous monitorin g of the carbon
fibres during the curing process. By
additionally using rigid inner formers
at int er section points the proportion
of resin is considerably reduced and
the fibres bonded more tightly one to
another. The result is increased product
safety and imp roved rigidity levels.
Advanced Twin Mold
In this process any folding endangerin g
the safety of the product is elimin ated
by continuous monitorin g of the carbon
fibres during the heat curing process.
This is guaranteed by an inner former
which gives the perfect frame shap e
earlier in the layup process. Hence
every individual fibre remains in its exact
position during the curin g process. This
method of manufacture makes it possible to increase the carbon fibre content
within the frame structure to match
the design stresses. The increased
composite content me ans that for the
same stability there is less weight in
the form of resin and that the frame
has gr eater rigidity for le ss weight. The
positive side-effect of this method of
manufacture – perfect processing.
2.1. —Road racing
Our frames are designed for extreme
riding stress es. However du ring road
racing stresses greater than those
occurring during actual riding may arise
as a result of collision with objects
or other riders. These stre sses cannot possibly be foreseen and allowed
for in the construction and design of a
frame or forks. We therefore accept no
liability for any damage resulting from
use other than that intended. Frame
and fork s must be examined particularly carefully for damage (e.g. cracks,
delamination, discol ouration etc.) before
and after each instance of use in racing.
After serious crashes or accidents the
frame and fork s mu st not be ridden. The
surface of the frame and forks must
not be damaged. This includes indentations and large deep scratches which
penetrate beyond the first clear coat of
lacquer. In case of doubt the frame an d
forks must be sent in for checking.
2.2. —Seat clamp/seat post
When tightening the seat clamp bolt
(see Diag. 1) a maximum torque of 6 Nm
must not be exceeded. (min. 5Nm). Sead
post and seat tube must not be gr eased!
Only seat posts with the correct external di ameter may be used. Seat posts of
any other diamet er must not be ridden.
The seat tube must not be filed out or
mechanically modified in any other manner. The maximum permitted seat post
extension (measured from the upper
edge of the seat tube to the upper edge
of the seat post ) is 270 mm. The minimum insertion depth for the seat post is
100mm (see pages 11/12)
2.3. —Derailleur fitting.
Racing bike frames are designed for
either a solder-on socket derailleur
mounting or for a classic derailleur
clamp fitting with a 34.9mm clamp - MTB
frames have either a cl assic 34.9 mm
derailleur cl amp or an E-type derailleur
7 . mAnuFActuring Process
fitting. No other derailleur mountings
may be used.
Maximum torque for fitting the derailleur clamp collar on the seat tube is
4Nm and must be fitted in intermediate
steps. When fitting a torque wrenc h it is
important to avoid deformation of the
seat tube in the vicinity of the clamp.
• Damage to the seat tube in the
vicinity of the derail leur clamp by
excessive tightening or incor rect
size of cl amp coll ar may lead to
safety-related deformat ion and
damage and must be avoided.
2.4. —Headset
Fully or semi-integrated he adsets are
used in carbon frames for optimum rigidity values and optimum distribution of
forces an d high levels of security.
• Unauthorised milling work is not
permissible and will result in the
guarantee being invalidated.
Delivery is with headset installed. Any
change of headset must be agreed with
the manufacturing company. Pressfitting the headset shell bear ings must
be performed using a specially de signed
tool. Press fitting must be performed
with caution and it must be ensured
that the shell bearings do not twist. The
shell bearin gs must not be greased at
points where they are in contact with
the frame. The side facing the bearing
should be greased to ensure long life
of the he adset
2.5. —Bottom bearing / crank
inside bearing system
The bottom bearin g must be fitted using
a tool specially designed for the task.
Only bottom bearing and crank inside
bearing systems designed for “BSA” or
„Pressfit“ types may be used. The inner
bearing thread should be rethreaded
with a suitable threading di e and be
thoroughly greased. When fitting the
inner bearing it must be ensured that on
the right hand side seen from the direction of travel there is a left-hand thread
in the bottom bracket (the inn er bearing
element is screwed in anticlockwise). On
the left side seen from the direction
of travel the bottom bracket bush has
a right-hand thread (the inner bearing
element is screwed in clockwise). The
torque stipulated by the relevant manufacturer should be observed and the
maximum inner bearing torque is 50Nm
(min. 45Nm) (see Pages 11/12). The Pressfit inner bearing must only be pressfitted usin g the tool specially designed
for the purpose.
2.6. —Rear assembly.
Your carbon frame rear assembly has
been de signed and built for a hub width
of 130 mm (racing bike) and 135mm (MTB
Hardtail) and 135/142 mm (MTB-Fully).
On the re ar assembly only hubs of
130mm (racing bike) and 135 mm (MTBhardtail) and a quick-release mechanism
must be used. For the Fully models
135mm a quick-release mechanism and
a 142 mm Syntace X12 axle.
The use of hubs with other dimensions
and/or without quick-release mechanism
may result in stress and distension
conditions, which can lead to serious
damage and therefore pres ent a risk to
safety. The rear assembly is designed
8 . mAnuFActuring Process
for standard racing bike brakes (or disc
brakes in the case of the MTB). The
maximum permissible torque when fitting
brakes is 8 Nm (min. 7 Nm). The maximum
permissible rear wheel di sc size for the
carbon hardtail frame is 160 mmand that
for the carbon Fully frame is 180 mm, or
160 mmfor the AMS Super HPC.
2.7. — Dropout
The maximum torque for fitting the
gears to the derailleur hanger is 8 Nm
(min. 7 Nm (see Pages 11/12).
2.8. —Bottle holder inserts
The threaded inserts on your carbon
frame are designed for fixing stan dard
bottle holder s with an M5 thread and
other thread sizes are impermissible.
The maximum torque of bottle holder
fixing screws is 5 Nm (min. 4 Nm) (see
Pages 11/12). Carbon frames are approved
for bottle holder s which can take a
750ml capacity bottle.
2.9. —Roller training.
Your carbon frame is a high-performance lightweight assembly.
• The carbon frame must NOT be
used for roller training on so-called
fixed rollers (Tacx, Elite, etc.).
The fixed loading of the dropouts and
quick-release axle differs greatly from
the stress occurring during riding and
can lead to damage in the vicinity of the
dropouts/rear assembly.
Use on a loose roller without any fixed
tensioning of the frame is permissible.
2.10. —Transportation
When transporting your carbon frame
and (full) carbon forks particular care
is required, as this can give rise to
stresses which never occur when riding
and which could therefore damage your
frame. The following should therefore
be noted:
• Transporting your carbon frame
with carrier systems which use
clamping elements for fixing and
retaining the frame tubes is impermissible as the cl amping forces
of the fixing elements can cause
damage to the frame/forks tubing
• During transportation do not place
any objects on the frame and forks
and stow so that they cannot slip.
• When transporting with the front
or re ar wheel removed it is recommended that a distance piece
is inserted instead of the hub in
the rear assembly (racing bike
130mm, MTB 135mm) and in the
forks (100mm ) in order to prevent
damage.
• When travelling by air or on jour-
neys where the “bicycle“ luggage
item is not checked with regard to
damage-free stowage, adequate
protection of the frame and forks
must be ensured (e.g. by using
suitable hard-top cases etc. )
8.—
9 . (Full) cArbon Forks
3.— (full) carbon fork s
The (full) carbon forks which are
installed as well as carbon forks with a
upper shaft part made out of aluminium
are fork s with a tapered steerer. This
has an external diameter of 1.5“ in the
area of the lower control bearing and
tapers towards the top to the clamping area of the handlebar stem to 1 1/8“.
Only handlebar stems and headsets
compatible with this shaft diameter may
be used and which are appro ved by the
bike manufacturer.
• If the head set bearing lower cone
ring is driven into the bearing seat
with massive force there is a danger of damaging the forks. Fitting
a headset must be carried out by
a specialist technician. The shaft
tube external diameter in the vicinity of the stem is designed for front
extensions with a clamp diameter
of 1 1/8”. Only the handlebar stems
with corresponding internal dimensions and cl eanly finished interior
surfaces may be used. The fitted
stem may project no more than a
maximum of 2 mmabove the edge
of the shaft tube end.
The fr ont brake is fitted to the fork s
using the special screws supplied by
the manufacturer with an M6 thread
with an internal hexagon (Allen screw®)
head. (SW 5mm). The external diameter
of the nuts must not exceed 8mm and
the maximum torque of the nuts is 8 Nm
(min. 7 Nm)
• For carbon forks with a upper shaft
part made ou t of al uminium socalled “ahead cl aws” be driven in
to adjust the cont rol bearing. Under no circumstances may this be
done for a (full) carbon fork. The
supplied insert for internal clamping should always be us ed to do
that or the screw insert for models with an internal thread used
in the carbon shaft. Use of the
“ahead claws” (full) carbon fork s
can cause consid erable damage
to the shaft tube and dangerous
total failur e of the assembly may
even occur! The shaft length must
only be adjusted or modified by a
specialist technician.
Ideally a metal saw with low abrasion
rate or a metal circular saw with a
diamond saw blade and water cool in g
should be used. In the event of dry
trimming adequate protection from dust
inhalation produced should be ensured.
Inhalation protection with a fine dust
filter and safety glasses are recommended.
4.— Care in structions
Your carbon frame and your (full) carbon
forks should be cleaned regularly. Ordinary paint care products with or without
silicon additive and cold to lukewarm
water to which may be added ordinary
detergent may be used. To be avoided
are solvents of any descrip tion, alcohols (e.g. ethanol or isopropanol), hot
water with alkaline addit ives or cleaning
with steam jets and pressure wa sher s.

10 . guArAntee And sPeciAl ex grAtiA settlements
5.— Guarantee and special ex
gratia settlements
Services under the guarantee are
provided only in the event of faulty
materials or manufacture and never in
the event of fatigue or overload stress
damage. We provide a two-year gu arantee on our frames and forks and we
also offer special ex gratia services.
• If you discover damage to your
frame and/or forks you may send
the damaged frame and/or fork s to
us for assessment and an estimate
of possible repair costs via your
dealer
• Transport costs in every case are
borne by the customer. Following
assessment of repair costs the
repair is carried out either free of
charge or you will receive an advance estimate of repair costs due
(see CCR Service).
• The decision as to whether a repair
is to be carried out free of charge
rests solely with the manufacturing
company and in no circumst ances
is there any claim to cost-free
repair.
• The special ex gratia provisions
only apply to the first owner
• Only cleaned frames or forks are
accepted for guarantee work!
In the event of frame or fork complaint
claims we reserve the right to apply a
reduction in value based on the duration
of use.
• The guarantee is rendered in valid
in the case of damage, which is
attributable to incorrect assembly,
misuse, unauthorised modifications
or mechanical work ing of frames
and fork components (drilling, milling, filing, sawing etc, on frames or
forks manufactured by us. The final
decision as to what extent a claim
under the guarantee exists is a
matter for the management of the
manufacturing company.
11 . liAbility
6.— Liability
The manufactur ing company accept s no
liability for accident damage or consequential loss. The user bears the
risk in the event of personal injury and
material damage. The manufacturing
company accepts no liability for damage
or accidents caused by improper use of
the frame and failure to comply with the
stipulations indicated here
Quality Assurance and rigidity
testing
• Every carbon frame ready for de-
livery and every set of (full) carbon
forks are subjected to a rigidity
test. For each frame hei ght and
each set of fork s a rigidity tolerance range is defined in preliminary testing. Only frames and forks
which come within this tolerance
range leave the factory.
The rigidity te st is used as a Quality
Assurance measure and is performed
on the company’s ow n test rig. To do
this the frame to be measured is fixe d
in pl ace at the rear assembly and the
steering tube. Then the gear crank area
is deflected to one side using a defined
force delivered by a pneumatic cylinder.
As a second step rigidity measurement
of the steering pipe occurs through targeted torsion of the steering head to
the frame. The rigidity values arise from
the ratio of the applied force and the
resulting deflection of the frame area
and are documented on the test sticker
in the op erating instructions enclosed.
 Loading...
Loading...