


CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
Prima dell'installazione, leggere attentamente le seguenti istruzioni�
ATTENZIONE
La sicurezza del personale e dell'impianto spesso
dipende dal corretto funzionamento della valvola
di scarico pressione. Di conseguenza, si consiglia
di mantenere pulite le valvole e di testarle e
ricondizionarle periodicamente.
AVVERTENZA
L'idoneità dei materiali e dei prodotti per l'uso
previsto dall'acquirente è di sola responsabilità
dell'acquirente stesso. Questo vale anche per
lo stoccaggio, l'installazione e il corretto uso e
applicazione delle valvole. Emerson declina ogni
responsabilità derivante da un uso improprio dei
prodotti.
Installazione, manutenzione, regolazione,
riparazione e collaudo delle valvole di scarico
pressione devono essere eseguiti in accordo
ai requisiti di tutti gli standard e i codici
applicabili, in base ai quali, al personale addetto
all'esecuzione di tali operazioni è richiesta
un'adeguata autorizzazione concessa da autorità
governative appropriate.
SOMMARIO
1 Introduction ��������������������������������������������������� 4
2 Stoccaggio e movimentazione ���������������������� 4
3 Installation ����������������������������������������������������� 4
4 Prove di pressione idrostatiche �������������������� 5
5 Impostazione, prove e regolazioni ��������������� 6
6 Manutenzione valvole ���������������������������������� 10
7 Variazioni di tipo ������������������������������������������ 21
8 Registri di assistenza ���������������������������������� 21
9 Parti di ricambio ������������������������������������������ 21
10 Risoluzione dei problemi delle valvole di
scarico pressione ���������������������������������������� 21
11 Assistenza in campo Emerson e
Programmi di riparazione �������������������������� 22
Nessun intervento di riparazione, assemblaggio
e collaudo eseguito da personale non autorizzato
da Emerson sarà coperto dalla garanzia estesa da
Emerson ai propri clienti. L'acquirente si assume
piena responsabilità del proprio operato. Durante
la manutenzione e la riparazione dei prodotti
Crosby, utilizzare solo componenti originali
Emerson. Nel caso sia necessaria assistenza per
gli interventi da effettuare sul campo, rivolgersi
all'ufficio vendite Emerson più vicino.
Emerson.com/FinalControl
Documento di progetto #IS-V3137B
© 2017 Emerson� All Rights Reserved� VCIOM-06208-EN 19/05

34
2
10
CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
FIGURA 1
6A
6B
5
3
27
22
21
15
6C
4
1
40
24
25
34
41
Vite di
regolazione
19
NOTA
Questo sfiato
deve rimanere
sempre aperto
nei modelli
20
18
19
JBS-E e JLTJBS-E
16
17
28
9
8
29
34
27
40
24
25
34
41
19
20
26
18
19
21
22
15
8
16
17
28
9
5
3
4
1
2
5
Tipo JLT
Costruzione orifizio D-N
9
8
9
8
13
(L'orifizio P-T è
dotato di viti di
serraggio)
12
12
11
11
10
Tipo JOS-E
Tipo JBS-E
ELENCO COMPONENTI
N. Nome parte Note
1 Corpo
2 Ugello
3 Anello dell'ugello 3
4 Vite di regolazione
4A Vite di regolazione 3, (orifizio M-T)
4B Asta vite di regolazione 3, (orifizio M-T)
4C Perno vite di regolazione 3, (orifizio M-T)
5 Supporto disco 2
6A Estremità soffietto 2
6B A soffietto 2
6C Flangia soffietti 2
8 Inserto disco 1
9 Clip di ritenzione 1
10 O-ring 1
11 Fermo o-ring 2
12 Viti di serraggio 2
Vite di serraggio dell'anello
13
dell'ugello
14 Maschio vite di regolazione Orifizio P-T del tipo JLT (non illustrato)
15 Guida 3
3, fatta eccezione per l'orifizio P-T del
tipo JLT
Orifizio P-T del tipo JLT
Sede morbida
N. Nome parte Note
16 Stelo 3
17 Spina chiavetta stelo 1 (orifizio L-T)
18 Molla 3
19 Rondelle elastiche 3
20 Bonnet
21 Prigioniero bonnet
22 Dado prigioniero bonnet
24 Prigioniero regolazione
25 Dado prigioniero regolazione
26 Tappo tubazione
Guarnizione vite di
27
regolazione
28 Guarnizione guida 2
29 Guarnizione estremità 1
34 Sigillo e cavo
35 Clip tenuta (non illustrata)
36 Targhetta (non illustrata)
40 Tappo filettato
41 Guarnizione tappo 1
Kit guarnizione 1, 4
1
NOTE
1� Parti di ricambio di consumo: componenti della valvola da sostituire durante
il disassemblaggio, così come disco e inserti disco da sostituire in caso di
danneggiamento delle sedi�
2� Parti di ricambio di riparazione: componenti della valvola esposti all'usura e/o
alla corrosione durante il normale funzionamento� Tali componenti si trovano
spesso nel percorso di passaggio del fluido e devono essere sostituiti durante
la riparazione della valvola�
3� Parti di ricambio di sicurezza: componenti della valvola esposti all'usura
e/o alla corrosione di processo e ambientale che possono essere sostituiti
durante importanti interventi di riparazione della valvola� Emerson consiglia di
mantenere a magazzino una scorta di parti di ricambio sufficiente a soddisfare
le esigenze di processo� Per garantire prestazioni e affidabilità ottimali,
utilizzare solo parti di ricambio originali Emerson�
4� Contiene una serie completa di guarnizioni per tutti i tipi di valvole�
2

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
Targhetta di esempio dopo il 2014
Targhetta sollevamento limitato
FIGURA 2 - Targhetta di esempio
Ordinazione delle parti di ricambio
Durante l'ordinazione di parti di ricambio,
indicare il DN della valvola, il tipo, il
numero di serie, così come la pressione
di regolazione, nome del componente e
numero di riferimento riportato a pagina2� Il
numero di serie della valvola è riportato sulla
targhetta in corrispondenza del 'Numero di
officina'� Le parti di ricambio possono essere
ordinate presso un qualsiasi ufficio vendite o
rappresentante regionale Emerson�
Precauzioni di sicurezza
Per garantire il funzionamento sicuro
e affidabile di qualsiasi dispositivo di
scarico pressione, è necessario utilizzare
particolare attenzione durante le operazioni
di movimentazione, stoccaggio, installazione,
manutenzione e manovra�
In questo documento sono riportati una serie di
messaggi di precauzione d'uso nella forma di
avvertenze, avvisi e note, al fine di enfatizzare
fasi cruciali o di particolare importanza�
Esempi:
AVVERTENZA
Procedura operativa o istruzione che, se non
osservata con attenzione, può provocare serie
lesioni al personale.
ATTENZIONE
Procedura operativa o istruzione che, se non
osservata con attenzione, può provocare gravi
danni alle apparecchiature.
Queste precauzioni d'uso non devono
considerarsi in alcun modo esaustive�
Non ci si può aspettare che Emerson
conosca, valuti e consigli i clienti su
tutte le possibili applicazioni e condizioni
operative dei suoi prodotti o sulle possibili
conseguenze pericolose che possono derivare
dall'applicazione o dall'uso improprio di tali
prodotti�
Di conseguenza, la movimentazione,
lo stoccaggio, l'installazione, l'uso o la
manutenzione impropria di qualsiasi
prodotto Emerson da parte di personale
non appartenente a Emerson può invalidare
qualsiasi garanzia offerta da Emerson in
relazione a tale prodotto�
Il personale addetto alla manutenzione/
azionamento dei prodotti Emerson deve
essere opportunamente istruito e conoscere
perfettamente il contenuto dei manuali di
istruzione appropriati�
Emerson non può valutare tutte le condizioni di
utilizzo dei prodotti�
Tuttavia, Emerson fornisce i seguenti
suggerimenti di sicurezza di carattere
generale:
• Non sottoporre mai le valvole a forti impatti�
Un'errata movimentazione della valvola
(colpi, urti, cadute, ecc�) potrebbe alterare
l'impostazione di pressione, deformarne i
componenti e compromettere la tenuta della
sede e le prestazioni generali della valvola
stessa� Colpire una valvola sotto pressione
può causare un azionamento prematuro�
• Quando si sposta una valvola, non utilizzare
mai la leva di sollevamento per sollevarla�
• Abbassare sem pre la pressione dell'impianto
al livello specificato nelle istruzioni prima di
effettuare qualsiasi regolazione della valvola�
Inoltre, installare sempre un apposito stelo di
collaudo per bloccare una valvola installata
prima di effettuare qualsiasi regolazione
dell'anello sulla valvola�
• Quando si lavora con valvole sotto pressione,
è necessario indossare le apposite protezioni
per occhi e orecchie�
• Non sostare di fronte al foro di drenaggio
di una valvola di scarico pressione sotto
pressione�
• Posizionarsi sempre lateralmente e a
distanza di sicurezza dallo scarico della
valvola e prestare la massima attenzione
quando si osserva una valvola per individuare
eventuali perdite�
Le precauzioni e i suggerimenti di cui sopra non
sono affatto esaustivi e l'utente deve sempre
prestare la massima attenzione quando si
avvicina a qualsiasi valvola di scarico pressione
e la utilizza�
Le istruzioni per il funzionamento,
l'installazione e la sicurezza sono disponibili su
Emerson�com/FinalControl o presso l'ufficio
vendite regionale o un rappresentante Emerson
locale�
3

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
1 INTRODUZIONE
Le valvole di scarico pressione Crosby
Tipo JOS-E/JBS-E sono state selezionate
per le loro straordinarie caratteristiche di
affidabilità, elevate prestazioni esemplicità di
manutenzione�
Per garantire la massima sicurezza e durata
di servizio della valvola, seguire attentamente
le procedure di installazione e manutenzione
specificate nel presente documento� Le
valvole Crosby tipo JOS-E, JBS-E e JLT-E sono
prodotte in conformità con i requisiti della
Sezione VIII "Serbatoi in pressione", del Codice
ASME per caldaie e recipienti in pressione�
Il tipo JOS-E è una valvola convenzionale a
bonnet chiuso� Il tipo JBS-E ha un soffietto
bilanciato per ridurre al minimo l'effetto della
contropressione�
Il tipo JLT-E è una valvola ad alte prestazioni
progettata specificamente per il servizio con
liquidi� La JLT-E è dotata di un trim per liquidi
sagomato brevettato in un involucro standard
JOS-E/JBS-E�
2 STOCCAGGIO E MOVIMENTAZIONE
Spesso, le valvole vengono stoccate presso
lo stabilimento mesi prima dell'installazione�
Se le valvole non vengono adeguatamente
stoccate e protette, le loro prestazioni possono
risentirne�
Lo sporco e un'errata movimentazione
delle valvole potrebbero danneggiarle o
provocare un disallineamento dei componenti�
Si raccomanda di lasciare le valvole nei
contenitori di spedizione originali fino al
momento dell'utilizzo e di conservarle
all'interno di un magazzino o, per lo meno,
su una superficie asciutta e coperte da una
protezione�
3 INSTALLAZIONE
3.1 Cura nella movimentazione
Le valvole di scarico pressione devono
essere maneggiate con estrema cura e non
devono subire impatti� Non devono essere
colpite, urtate o fatte cadere� Un'errata
movimentazione della valvola potrebbe alterare
l'impostazione di pressione, deformarne i
componenti e compromettere la tenuta della
sede e le prestazioni generali della valvola
stessa�
Nel caso sia necessario utilizzare un paranco,
fare passare una catena o un'imbracatura
attorno al corpo e al bonnet della valvola, in
modo che rimanga in posizione verticale, per
facilitarne l'installazione� La valvola non deve
mai essere sollevata o movimentata utilizzando
la leva di sollevamento, e le protezioni di
ingresso e uscita devono rimanere in posizione
fino a quando la valvola non è pronta per essere
installata sul sistema�
3.2 Ispezione
Le valvole di scarico pressione devono
essere ispezionate visivamente prima
dell'installazione, per verificare che non
abbiano subito danni durante il trasporto o lo
stoccaggio�
Rimuovere tutte le protezioni, i tappi delle
tenute e qualsiasi altro materiale estraneo alla
valvola posto all'interno del corpo o dell'ugello�
Verificare la targhetta della valvola ed eventuali
altre etichette identificative per assicurarsi
che la valvola venga installata nella posizione
corretta�
Le tenute della valvola che proteggono molla
e anello di regolazione devono essere intatti�
In caso contrario, la valvola deve essere
nuovamente sottoposta a ispezione e collaudo
e devono essere installate nuove tenute di
protezione�
3.3 Tubazioni di ingresso
Montare le valvole di scarico pressione in
posizione verticale, direttamente su un ugello
della vasca di pressione o su un raccordo di
connessione che consenta un passaggio di
flusso diretto e senza ostruzioni tra la vasca
e la valvola� L'installazione di una valvola di
scarico pressione in una posizione diversa
da quella consigliata potrebbe influire
negativamente sul suo funzionamento� Nel
caso in cui non sia possibile prevedere uscite
arrotondate o smussate davanti alla valvola,
si raccomanda di utilizzare un ugello o un
raccordo di dimensioni maggiori� Non installare
una valvola su un raccordo che presenta
un diametro interno di dimensioni inferiori
al diametro della connessione di ingresso
dellavalvola�
Le tubazioni di ingresso (ugelli) devono essere
progettate in modo da sopportare la somma
delle forze risultanti dallo scarico della valvola
alla massima pressione accumulata e i carichi
previsti sulla tubazione stessa� L'entità del
momento flettente esercitato sulla tubazione
di ingresso dipende dalla configurazione e dal
metodo di supporto della tubazione di uscita�
Molte valvole vengono danneggiate durante
la messa in servizio, a causa di una mancata
o errata pulizia delle connessioni in fase
di installazione� L'ingresso della valvola di
sicurezza, il serbatoio e la linea sulla quale
la valvola viene montata devono essere
accuratamente puliti, al fine di eliminare
ogni possibile corpo estraneo� I bulloni o i
prigionieri dei raccordi di ingresso devono
essere tirati verso il basso in modo uniforme
per evitare di affaticare il corpo valvola con
possibile distorsione della flangia o della base
dell'ugello�
4
CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
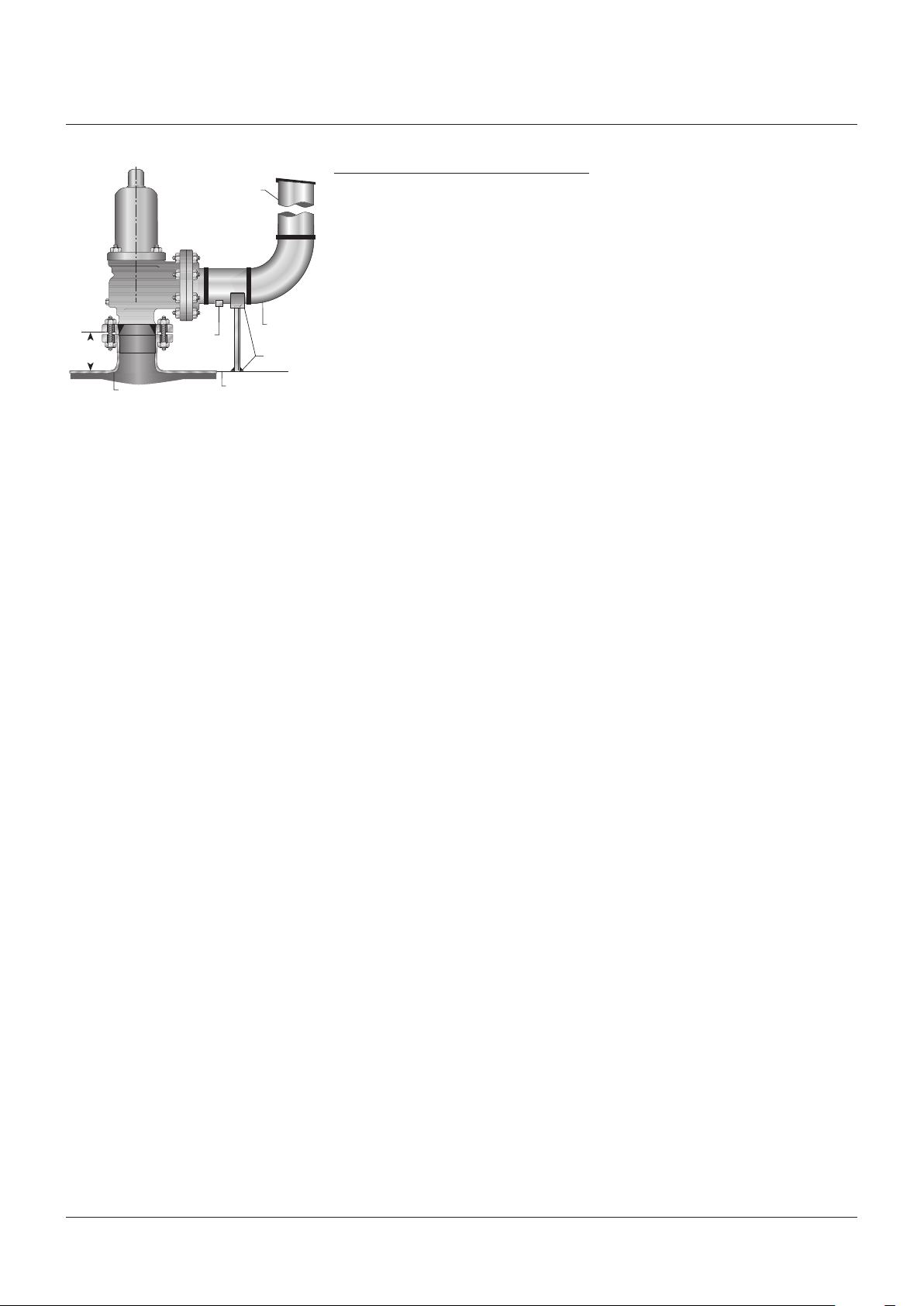
Coperchio
Tubo di scarico
Gomito
a raggio
Più
brevepossibile
Scarico a
punto basso
Uscita arrotondata
Parte superiore del
Supporto
gratuito
recipiente
lungo
FIGURA 3 - Installazione consigliata per lo
scarico in atmosfera
3.4 Tubazioni di uscita
La tubazione di scarico deve essere semplice
e il più diretta possibile� Ove possibile, per i
fluidi non pericolosi, si consiglia di utilizzare
un tubo discarico corto o una colonna verticale
collegata in atmosfera attraverso uno sfiato a
gomito a raggio lungo� Tale tubazione discarico
deve avere almeno le stesse dimensioni
dell'uscita della valvola�
La tubazione discarico deve scorrere nella
maniera più diretta possibile fino al punto di
rilascio finale� Gli effluenti della valvola devono
essere scaricati in un'area di smaltimento
sicura�
Se la tubazione discarico è lunga, si deve
tenere in debita considerazione l'uso di
gomiti a raggio lungo e la riduzione delle
sollecitazioni eccessive della linea attraverso
l'uso di giunti di dilatazione e mezzi di
supporto adeguati per ridurre al minimo
l'oscillazione della linea e le vibrazioni nelle
condizioni operative� È necessario un adeguato
drenaggio per evitare che fluidi corrosivi si
raccolgano nel lato discarico della valvola
di scarico pressione� Se necessario, devono
essere previsti scarichi a punto basso nella
tubazione di drenaggio� Fare in modo che le
tubazioni di drenaggio scarichino in un'area
di smaltimento sicura� Nelle installazioni in
cui la valvola discarico pressione drena in un
sistema chiuso, occorre assicurarsi che la
contropressione accumulata e sovrapposta
sia stata calcolata correttamente, specificata
e tenuta in considerazione al momento del
dimensionamento e della scelta della valvola�
Se si prevede che la contropressione
accumulata superi il 10% della pressione
di regolazione o se la contropressione
sovrapposta è variabile, è necessaria una
valvola a soffietto�
4 PROVE DI PRESSIONE IDROSTATICA
4.1 Prova idrostatica della recipiente o del
sistema
Quando un recipiente in pressione o un sistema
deve essere sottoposto a prova idrostatica, si
raccomanda di rimuovere la valvola di scarico
pressione e di installare una flangia cieca al
suo posto� Questa pratica esclude la possibilità
di danni alla valvola di scarico pressione�
Steli piegati e sedi della valvola danneggiate
sono problemi che possono essere causati da
procedure di prova idrostatica inappropriate�
Al termine del collaudo, rimuovere le flange
cieche e installare la valvola di scarico
pressione prima di mettere in servizio il
serbatoio a pressione�
Quando la prova idrostatica deve essere
eseguita con la valvola in posizione, si può
usare un blocco di prova� Le valvole Crosby tipo
JOS-E/JBS-E sono progettate per adattarsi al
blocco di prova da utilizzare con ogni tipo di
tappo� Nel caso del tappo di tipo C con leva di
sollevamento, il gruppo leva di sollevamento
deve essere sostituito con un tappo di prova
idrostatica e uno stelo di collaudo prima
della prova idrostatica� Se si utilizzano steli
di collaudo, fare attenzione a non serrarli
eccessivamente, per evitare di danneggiare lo
stelo e le sedi della valvola� Generalmente, uno
stelo di collaudo serrato manualmente esercita
una forza sufficiente a mantenere la valvola
chiusa�
Dopo la prova idrostatica, rimuovere lo stelo di
collaudo (blocco) e sostituirlo con un tappo o
coperchio privo di stelo di collaudo�
4.2 Prova idrostatica del sistema di scarico
Quando si deve eseguire una prova idrostatica
sul sistema di tubazioni di scarico con
la valvola in posizione, occorre prestare
particolare attenzione a non superare i limiti
di pressione di progetto del lato a valle della
valvola di scarico pressione� Il lato di uscita di
una valvola di scarico pressione è noto come
zona di pressione secondaria� Questa zona è
normalmente progettata per una pressione
nominale inferiore a quella dell'ingresso
e spesso è progettata per una pressione
nominale inferiore a quella della flangia di
uscita� Questo vale in particolare nel caso di
modelli a soffietto bilanciato e nelle valvole di
dimensioni maggiori�
Consult arele specifiche di prodotto
pertinenti per i limiti di progettazione della
contropressione delle valvole JOS-E/JBS-E o
JLT-E�
5

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
5 IMPOSTAZIONE, PROVE E REGOLAZIONI
5.1 Nuove valvole
Ogni nuova valvola di scarico pressione Crosby
serie J viene collaudata completamente e
sigillata prima della spedizione� I punti di
regolazione esterni di ogni valvola sono sigillati
per garantire che non siano state apportate
modifiche alla valvola dopo la spedizione e che
la valvola non sia stata smontata o manomessa�
I sigilli e le targhette sono la garanzia che la
valvola è stata costruita e testata secondo i
codici e gli standard applicabili e sono la prova
fisica della nostra garanzia sul prodotto�
Tutte le nuove valvole Crosby serie J vengono
completamente collaudate prima della
spedizione sul mezzo di prova appropriato,
quindi non è necessario pre-testare la valvola
prima dell'installazione� Se sono necessarie
prove preliminari, per mantenere la garanzia
del prodotto, è necessario contattare un centro
di assistenza autorizzato Crosby per eseguire
il collaudo� Contattare il rappresentante di
vendita locale o visitare il nostro sito Web
per individuare l'organizzazione di assistenza
autorizzata più vicina alla vostra sede�
Scegliendo un'organizzazione di assistenza
autorizzata per l'esecuzione delle prove, si può
essere certi di seguire la corretta procedura di
collaudo, il che consente di risparmiare tempo
e costi, evitando possibili danni alle valvole
causati da metodi di prova inadeguati�
In ogni caso, se devono essere eseguite prove
preliminari, è necessario osservare alcune
important i precauzioni�
In primo luogo, è fondamentale che sia
utilizzato il fluido di prova appropriato per
testare qualsiasi valvola� Vedere Sezione 5�5�
Ciò garantisce l'accuratezza dei risultati delle
prove ed evita possibili danni alla valvola�
Tutte le valvole Crosby serie J vengono
collaudate per verificare la tenuta della sede
dopo la prova del set point finale e prima della
spedizione dalla fabbrica� Se sono necessari
ulteriori test di tenuta della sede prima
dell'installazione, si raccomanda di eseguirle
prima di qualsiasi prova di verifica del set point�
Ripetute prove di pressione di una valvola a
sede metallica possono causare danni alle
superfici di tenuta con conseguente perdita di
tenuta della sede
Il collaudo su un banco prova a basso volume
richiede tecniche di collaudo specifiche per
garantire risultati accurati ed evitare danni alle
superfici di tenuta della valvola� In molti casi ciò
richiede una regolazione temporanea dell'anello
dell'ugello durante la prova come descritto nella
Sezione 5�8 e in particolare nella Sezione 5�8�1�
Per le valvole con set point superiori a 500 psig
(3447 kPa), si raccomanda che, quando si esegue
la prova su un banco di prova a basso volume,
il sollevamento sia temporaneamente limitato
dall'uso di un blocco o di un altro dispositivo
idoneo�
Tuttavia, è buona norma ispezionare la valvola
prima dell'installazione�
Questa ispezione determina qualsiasi danno
che può essersi verificato a causa di una
movimentazione approssimativa durante il
trasporto o lo stoccaggio e avvia le opportune
registrazioni di assistenza�
5.2 Valvole ricondizionate
Anche le valvole che non sono state in servizio
per periodi prolungati a causa di arresto
dell'impianto o stoccaggio a lungo termine, o le
valvole che sono state riparate o ricondizionate,
devono essere testate prima di essere messe
in funzione�
ATTENZIONE
Prove errate possono causare danni alla valvola e
perdite nella sede.
5.3 Valvole rimosse dal servizio
Le valvole che vengono rimosse dal servizio
devono essere testate su un banco prova
in officina prima di essere smontate per
determinare la pressione di regolazione e la
tenuta della sede� Questa è una fase importante
della routine di manutenzione e i risultati delle
prove devono essere registrati per la revisione
e la determinazione delle azioni correttive
necessarie�
La condizione 'così come ricevuta dal servizio'
di una valvola di scarico pressione è uno
strumento molto utile per stabilire il corretto
intervallo di tempo tra le ispezioni�
5.4 Il banco di prova
La qualità e le condizioni del banco prova in
officina sono fondamentali per ottenere risultati
di prova adeguati� Il banco di prova deve essere
privo di perdite e il fluido di prova deve essere
pulito� Solidi o altro materiale estraneo nel
mezzo di prova danneggiano le superfici di
tenuta della valvola di scarico pressione�
Il manometro di prova deve essere calibrato
e avere una gamma adeguata al livello di
pressione della taratura della valvola� La
pressione di regolazione deve rientrare nel
terzo medio del campo di regolazione del
manometro di prova� Il banco di prova fornisce
una funzione precisa e conveniente per
determinare la pressione di regolazione della
valvola e la tenuta della sede� Non duplica tutte
le condizioni a cui sarà esposta una valvola
di scarico pressione in servizio� Non è pratico
tentare di misurare la portata di alleggerimento
o di riduzione della pressione utilizzando un
banco di prova�
5.5 Fluidi di prova - prova di pressione di
regolazione
Il fluido di prova deve essere aria o azoto per le
valvole utilizzate per il servizio con gas e vapore
e acqua per le valvole utilizzate per il servizio
con liquidi� Le valvole per il servizio a vapore
devono essere testate a vapore� Potrebbe
essere necessario apportare una correzione
alla pressione di regolazione impostata per
compensare la differenza di temperatura dei
fluidi di prova (vedere le relative istruzioni)�
6

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
5.6 Funzionamento della valvola
Le valvole Crosby tipo JOS-E/JBS-E des tinate
al servizio di fluido comprimibile e testate
con aria o vapore si apriranno con una netta e
chiara azione di apertura al set point� Le valvole
per servizio con liquidi testate con acqua
sono considerate aperte quando c'è un flusso
continuo e ininterrotto di liquido che fluisce
Spostandosi verso a sinistra sull'anello
dell'ugello si abbassa l'anello stesso�
Sostituire la vite di regolazione dell'anello
dell'ugello prima di ogni prova della
pressione regolata� La vite di regolazione
deve innestarsi in una delle tacche
dell'anello, facendo attenzione che non
appoggi sulla parte superiore di un dente�
dalla valvola�
5.8.2 Rimuovere il tappo o la leva di
5.7 Variazioni della pressione di regolazione
Le variazioni della pressione di regolazione
oltre la gamma di molle specificata richiedono
una modifica del gruppo molla della valvola
costituito dalla molla e da due rondelle
elastiche assemblate� La nuova molla e le
nuove rondelle devono essere ottenute da
Emerson, la valvola deve essere ripristinata e la
targhetta deve essere ristampata da un centro
di riparazione valvole autorizzato�
sollevamento seguendo le istruzioni
per il disassemblaggio della valvola
(vedereparagrafo 6)�
5.8.3 Allentare il dado del prigioniero di
regolazione e ruotare in senso orario il
prigioniero di regolazione per aumentare
la pressione di regolazione oppure in
senso antiorario per ridurla�
5.8.4 Serrare il dado del prigioniero di
regolazione dopo ogni regolazione�
5.8.5 Sono necessarie due o tre aperture
5.8 Impostazione pressione di regolazione
Prima di effettuare qualsiasi regolazione,
ridurre la pressione sotto la sede della valvola
ad almeno il 10% al di sotto della pressione
di apertura stampigliata� In questo modo si
previene il danneggiamento della sede a causa
della rotazione del disco sulla sede dell'ugello
e si riduce al minimo il rischio di un'apertura
involontaria della valvola� Una posizione forte
(alta) dell'anello è necessaria per ottenere
un'azione di apertura buona e pulita della
valvola su aria o gas con il volume limitato
disponibile sul banco di prova�
5.8.1
(Non richiesto per la prova su liquido)�
Rimuovere la vite di regolazione dell'anello
dell'ugello e sollevare l'anello dell'ugello
fino a quando tocca il supporto disco,
quindi abbassarlo di due (2) tacche�
Prestare attenzione nel conteggio del
numero di tacche spostate in modo che
l'anello possa essere riportato nella
posizione corretta dopo la prova�
consecutive della valvola alla stessa
pressione per verificare accuratamente la
pressione di apertura�
5.8.6 La tolleranza della pressione di apertura
deve essere conforme ad ASME Sezione
VIII Divisione 1 UG-136 (d) (1) come
riportato qui sotto� Si possono usare
anche altre tolleranze a condizione che
soddisfino i requisiti ASME:
La tolleranza della pressione di
regolazione per le valvole di scarico
pressione non deve superare ±2 psi
(15 kPa) per pressioni fino a 70 psi (500
kPa) e ±3% per pressioni superiori a 70
psi (500 kPa)
5.8.7 Una volta stabilita la pressione di
regolazione, abbassare l'anello
dell'ugello nella posizione dell'anello
installato come indicato nella Tabella 1 e
sostituirela vite di regolazione dell'anello
dell'ugello come descritto sopra� Sigillare
il prigioniero di regolazione e la vite
dell'anello di regolazione con le apposite
tenute�
TABELLA 1
Crescita Dim. orifizio
Impostazioni consigliate per l'anello dell'ugello della valvola di scarico pressione tipo JOS-E/JBS-E
Vapore e gas
Da D a J -5
Da K a N -10
Da P a T -15
Regolazione dell'anello dell'ugello (sotto la
posizione di blocco più alta)
5.9 Impostazioni dell'anello dell'ugello
La regolazione dell'anello dell'ugello viene
eseguita presso lo stabilimento e raramente
sono necessarie ulteriori regolazioni durante
il servizio� Nel caso sia necessario modificare
il livello di depressurizzazione o ridurre il
simmering della valvola, l'anello dell'ugello
può essere regolato come segue: (vedere il
paragrafo successivo per gli orifizi P, Q, R e T
tipo JLT)�
ATTENZIONE
Per modificare la regolazione con la valvola
installata su un sistema pressurizzato, è
necessario bloccare la valvola durante le
regolazioni dell'anello.
Impostazioni consigliate per l'anello dell'ugello della valvola di scarico pressione tipo JLT-E
Liquidi e gas
NOTA
Il segno meno indica il numero di tacche dell'anello al di sotto della posizione iniziale dell'anello dell'ugello che
è la posizione più alta con la valvola chiusa (contatto con il supporto disco)�
D, E ed F -2
G, H e J -3
K e L -5
M e N -10
P e Q (vedere Tabella 2)
R e T (vedere Tabella 2)
7

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
TABELLA 2
Dimensione dell'orifizio
JLT-E
P e Q ¾ rivoluzione
R e T 1 rivoluzione
TABELLA 4 - (SOLO TIPO JOS/JOS-E)
Dim. orifizio Pressione di regolazione vapore saturo (max), psig (kPa)
D, E, F, G, H, J, K, L 1500 (10342)
M 1100 (7584)
N, P 1000 (6895)
Q 600 (4137)
R, T, T2 300 (2068)
TABELLA 5 - SERVIZIO VAPORE SATURO
Fattori di correzione della pressione di regolazione dell'aria atemperatura ambiente
Pressione di regolazione (psig) % di aumento della pressione di regolazione della molla
15 to 400 psig (103 to 2758 kPa) 3%
401 to1000 psig (2765 to 6895 kPa) 4%
1001 to 1500 psig (6902 to 10,342 kPa) 5%
Impostazione dell'anello dell'ugello - Giri totali al di sotto della posizione di
blocco più alta
TABELLA 3
Temperatura di esercizio
0 to 150°F (-18 to 65°C) 151 to 600°F (66 to 315°C) 1%
601 to 800°F (316 to 430°C) 2%
801 to 1000°F (431 to 540°C) 3%
% pressione in
eccesso
5.9.1
Rimuovere la vite di regolazione dell'anello
dell'ugello e inserire un cacciavite per
innestare le tacche dell'anello�
5.9.2 Ruotandolo verso destra, l'anello si
alza e il livello di depressurizzazione
aumenta� Se invece viene ruotato verso
sinistra, l'anello si abbassa e il livello di
depressurizzazione scende�
5.9.3 Non abbassare l'anello dell'ugello fino
al punto in cui la valvola inizia a esibire
fenomeni di simmering eccessivi�
L'innalzamento dell'anello riduceil punto
di simmering�
5.9.4 L'anello dell'ugello non deve essere
spostato più di due tacche prima di
ripetere il test� Quando si effettuano
regolazioni, tenere sempre conto del
numero di tacche e della direzione in cui
l'anello dell'ugello viene spostato� Questo
permette di ripristinare la posizione
originale in caso di errore�
5.9.5 Tipo JLT
Il tipo JLT nelle dimensioni degli orifizi
P, Q, R e T è preimpostato in fabbrica e
non può essere regolato esternamente
sul campo, poiché lo speciale profilo
sagomato del supporto disco impedisce
l'innesto della vite di regolazione
nell'anello dell'ugello� Di conseguenza
l'anello dell'ugello non è scanalato e
viene tenuto in posizione da tre viti di
regolazione� La posizione dell'anello
dell'ugello deve essere regolata come
segue prima dell'assemblaggio della
valvola:
A� S
errare l'anello dell'ugello (3)
sull'ugello� La parte superiore
dell'anello dell'ugello dovrebbe essere
al di sotto della superficie di tenuta
dell'ugello�
B� Installare la clip di ritenzione
dell'inserto disco (9) sull'inserto disco�
Montare l'inserto disco (8) e il supporto
disco (5)� L'inserto disco deve scattare
in posizione usando la sola forza
manuale�
C� Abbassare il supporto disco e l'inserto
disco sull'ugello con cautela�
D� Raggiungere l'ugello attraverso
l'uscita del corpo valvola e ruotare
l'anello dell'ugello fino a che non tocca
leggermente il supporto disco� Questa
è la posizione di blocco più alta�
E� Rimuovere con cautela il supporto
disco e l'inserto disco dalla valvola�
F� Abbassare l'anello dell'ugello (girare a
sinistra) il numero totale di giri indicato
nella Tabella 2�
G� Serrare con attenzione ciascuna delle
viti di regolazione sull'anello dell'ugello
per mantenere l'anello in posizione�
5.10 Regolazioni della pressione differenziale
di prova a freddo
Quando una valvola di scarico pressione si trova
su un banco di prova a temperatura ambiente e
pressione atmosferica, e deve essere installata
su un sistema funzionante ad una temperatura
e/o contropressione superiore, è necessaria
una regolazione di compensazione� La
pressione di prova necessaria per far aprire la
valvola alla pressione di regolazione desiderata
in condizioni di servizio effettive è nota come
pressione differenziale di prova a freddo�
5.10.1
Correzione della temperatura
Quando una valvola Crosby tipo JOS-E/
JBS-E o JLT-E viene impostata su
aria o acqua a temperatura ambiente
e poi utilizzata a una temperatura di
esercizio più elevata, la pressione di
prova deve essere corretta per superare
la pressione di regolazione utilizzando
la correzione della temperatura indicata
nella Tabella 3�
Nota: Questa tabella non è applicabile
alle valvole di servizio del vapore�
5.10.2
Correzione della contropressione
Le valvole convenzionali senza soffietto di
bilanciamento regolate con pressione
atmosferica all'uscita e destinate
ad essere utilizzate in condizioni di
contropressione elevata e costante
devono essere regolate in modo che la
pressione di prova sia pari alla pressione
di regolazione meno la contropressione
prevista� Vedere esempio sotto:
Pressione di regolazione 100 psi (689 kPa)
Contropressione costante 10 psi (69 kPa)
Pressione differenziale di prova a freddo 90 psi
(621 kPa)
In ogni caso, la molla deve essere scelta in
base alla pressione differenziale di prova a
freddo; nell'esempio precedente, 90 psi (621
kPa)� Vedere la targhetta a pagina 3 che mostra
come vengono indicate la temperatura e la
contropressione�
5.10.3 Fattori di correzione del vapore saturo
Le valvole di scarico pressione Crosby
tipo JOS e JOS-E utilizzate per il servizio
con vapore saturo e che rientrano nei
limiti di pressione stabiliti nella Tabella
4 possono essere impostate sull'aria
a temperatura ambiente, a condizione
che i fattori di correzione di cui alla
Tabella 5 siano applicati alla pressione di
regolazione della valvola�
8

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
FIGURA 4
Disposizione tipica di prova
NOTA
La piastra di copertura deve
essere dotata di un dispositivo
idoneo a scaricare la pressione
del corpo in caso di apertura
accidentale della valvola
Ricevitore d'aria
5
/
Tubo da
16” di O�D� x 0,035”di
parete [7,9 mm di O�D� x 0,89
mmdi parete]
Piastra di copertura
5.11 Prove delle perdite dalla sede
Per descrivere la tenuta delle sedi talvolta si
usano termini ambigui come 'a tenuta di bolle',
'a tenuta di gocce', 'zero perdite' e 'tenuta
commerciale'� Tuttavia, questi termini mancano
di una definizione uniforme e di un vero
significato pratico�
• La norma API 527 fornisce uno standard per
la cosiddetta tenuta 'commerciale' ed è stata
adottata dall'industria e dagli utilizzatori
per chiarire i metodi di prova e i criteri di
tenuta� Questa norma si applica alle valvole
di scarico pressione del tipo con ugello di
ingresso flangiato�
• Apparecchiatura di prova
La figura 4 mostra una tipica disposizione di
prova per determinare la tenuta della sede
per le valvole di scarico pressione secondo
la norma API 527� Le perdite sono misurate
5
utilizzando un tubo con OD del valore di
/
16 in�
(7,9 mm) con parete da 0,035 in� (0,89 mm)�
L'estremità del tubo è tagliata squadrata e
liscia, in modo che sia parallela a e ½ pollice
(12,7 mm) sotto la superficie dell'acqua� È
disponibile un morsetto di prova a scatto
come mostrato in Figura 5�
FIGURA 5
Apparecchio di tenuta della sede per uscite da 150 e 300 libbre� (68 e 136 kg�) in dimensioni da
1” a 10”
NOTA
Il tubo deve essere piegato in modo che il
serbatoio scorra parallelamente alla faccia
della piastra di copertura
• Procedura
Con la valvola montata verticalmente, il tasso
di perdita in bolle al minuto deve essere
determinato con la pressione all'ingresso
della valvola di scarico pressione sollevata
e mantenuta al 90 percento della pressione
di regolazione (o pressione differenziale di
prova a freddo - CDTP) immediatamente dopo
lo schiocco� Ciò vale sempre, ad eccezione
delle valvole regolate a 50 psig (345 kPa) o
valori inferiori, nel qual caso la pressione deve
essere mantenuta a 5 psig
(34 kPa) al di sotto della pressione di
regolazione immediatamente dopo lo
schiocco� La pressione di prova deve essere
• Standard di ermeticità
Valvole a insediamentometallo su metallo
Il tasso di perdita in bolle al minuto deve
essere osservato per almeno un minuto e non
deve superare i valori indicati nella Tabella 6�
Valvole con sede morbida
Per le valvole a sede morbida non deve
esserci alcuna perdita per un minuto (zero
bolle per un minuto)�
• Valvole per servizio con liquidi standard con
sede a tenuta Crosby (tipo JLT-E)
Le valvole di scarico pressione per servizio
con liquidi Crosby vengono controllate per
verificare la tenuta della sede mediante una
prova quantitativa di tenuta della sede�
applicata per almeno un minuto per le valvole
di ingresso di dimensioni comprese tra2”;
due minuti per le dimensioni 2½”, 3” e 4”;
cinque minuti per le dimensioni 6” e 8”� Come
mezzo di pressione deve essere utilizzata aria
(o azoto) approssimativamente a temperatura
ambiente�
TABELLA 6 - MASSIMO TASSO DI PERDITA DELLA SEDE - VALVOLE DI SCARICO DI PRESSIONE A SEDE METALLICA
Dimensioni effettive degli orifizi D, E ed F di dimensioni 0,307 In2 [198
Pressione di
regolazione
psig (kPa)
15-1000 (103-6895) 40 0�6 0�017 20 0�30 0�0085
1500 (10,342) 60 0�9 0�026 30 0�45 0�0130
2000 (13,790) 80 1�2 0�034 40 0�60 0�0170
2500 (17,237) 100 1�5 0�043 50 0�75 0�0210
3000 (20,684) 100 1�5 0�043 60 0�90 0�0260
4000 (27,579) 100 1�5 0�043 80 1�20 0�0340
5000 (34,474) 100 1�5 0�043 100 1�50 0�0430
6000 (41,369) 100 1�5 0�043 100 1�50 0�0430
Max. bolle al
minuto
mm2] e minori
Tasso di perdita approssimato per 24 ore Max. bolle
Piede cubo standard Metri cubi standard Piede cubo standard Metri cubi standard
Dimensioni effettive degli orifizi G di dimensioni 0,307 In2 [198 mm2] e
maggiori
Tasso di perdita approssimato per 24 ore
al minuto
9

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
Tutto il fluido di prova che passa attraverso una
valvola assemblata viene raccolto e misurato
secondo la seguente procedura di prova:
1� La pressione di ingresso viene regolata
ad una pressione di prova che è pari al
90% della pressione differenziale di prova
a freddo� Le valvole regolate al di sotto
di 50 psig (345 kPa) vengono provate a
5psig (34 kPa) al di sotto della pressione
differenziale di prova a freddo�
2� La pressione di prova viene mantenuta per
un periodo non inferiore a dieci minuti�
• Tasso di perdita ammissibile
Il massimo tasso di perdita ammissibile non
dovrebbe superare i 10 centimetri cubi all'ora
per pollice di diametro della dimensione
nominale della valvola in ingresso� Per valvole
di dimensioni nominali pari o inferiori a 1
pollice, il tasso di perdita non deve superare
i 10 centimetri cubi all'ora� Per le valvole
a sede morbida non ci deve essere alcuna
perdita per un minuto�
• Valvole con sede morbida
Per chi desidera una tenuta della sede
davvero eccezionale, è disponibile una sede
morbida con O-ring� Vedere la Figura 15�
Il design a sede morbida Crosby fornisce una
valvola senza perdite visibili ad una pressione
di prova del 90% della pressione di regolazione
o della pressione differenziale di prova a
freddo� Le valvole a sede morbida sono testate
utilizzando la stessa procedura di prova
utilizzata per le valvole a sede metallica�
6 MANUTENZIONE VALVOLA
ATTENZIONE
LE VALVOLE IN SERVIZIO CON
fluidi
pericolosi e qualsiasi altro materiale classificato
come pericoloso devono essere neutralizzate
immediatamente dopo la rimozione dal servizio.
6.1 Ispezione visiva e neutralizzazione
Un'ispezione visiva deve essere effettuata
quando le valvole sono rimosse per la prima
volta dal servizio� La presenza di depositi o
prodotti corrosivi nella valvola e nelle tubazioni
deve essere registrata e le valvole devono
essere pulite per quanto possibile prima del
disassemblaggio� Controllare lo stato delle
superfici esterne per verificare che non vi siano
segni di aggressione atmosferica corrosiva o
segni di danni meccanici�
6.2 Disassemblaggio
Le valvole
Crosby JOS-E/JBS-E devono essere
smontate come descritto di seguito� Per
l'
identificazione dei vari componenti, vedere la
Figura 1 a pagina2�
Le parti di ciascuna valvola
devono essere adeguatamente contrassegnate
e separate per tenerle separate dalle parti
utilizzate nelle altre valvole�
6.2.1
Rimuovere il tappo (40) e la guarnizione
del tappo (41)� Se la valvola è dotata di
un dispositivo di sollevamento a leva,
seguire le istruzioni della Sezione 6�7�
6.2.2 Rimuovere la vite di regolazione
dell'anello dell'ugello (4) e la relativa
guarnizione (27)� Registrare la posizione
dell'anello dell'ugello (3) rispetto al
supporto disco (5) contando il numero di
tacche necessarie per sollevare l'anello
fino a quando tocca appena il supporto
disco� Queste informazioni saranno
nuovamente necessarie al momento del
riassemblaggio della valvola� (Misurare i
giri per gli orifizi P, Q, R e T del tipo JLT�
Vedere Tabella 2)�
6.2.3 Allentare il dado del prigioniero di
regolazione (25)� Prima di rilasciare il
carico della molla, annotare la profondità
del prigioniero di regolazione nel bonnet
e contare il numero di giri necessari
per rimuovere il carico della molla�
Questa informazione sarà utile in fase di
riassemblaggio della valvola
�
6.2.4 Rilasciare completamente il carico
della molla ruotando il prigioniero di
regolazione (24) in senso antiorario�
6.2.5 Rimuovere i dadi dei prigionieri del
bonnet (22)�
6.2.6 Sollevare lentamente il bonnet (20)
in direzione verticale per liberare lo
stelo (16) e la molla (18) della valvola�
Eseguire questa operazione con estrema
attenzione, in quanto, una volta rimosso
il bonnet, la molla e lo stelo possono
cadere�
6.2.7
A questo punto è possibile sollevare molle
e rondelle elastiche (19) dallo stelo (16)�
Molla e rondelle elastiche sono assemblate
insieme e devono essere mantenute tali�
Le rondelle elastiche delle due estremità
della molla non sono intercambiabili�
FIGURA 6
Prigioniero
Rimuovere l'inserto disco estraendo il bullone
Bullone
a barra
rettangolare
Prigioniero
Rimuovere l'inserto disco ruotando il dado con la
chiave
FIGURA 7
Rondella
Dado
TABELLA 7 - DIMENSIONI DEL FORO FILETTATO DELL'INSERTO DISCO JOS-E / JBS-E
Dim. orifizio Dim. filettatura (UNC)
D, E # 10 - 24
F, G, H ¼ - 20
J, K, L ¼ - 20
M, N, P, Q, R, T ⅜ - 16
Prigioniero
Rimuovere l'inserto disco estraendo il bullone
10

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
FIGURA 8
Supporto
disco
Ganasce di
fissaggio
A soffietto
Estremità
Guarnizione
estremità
6.2.8 Rimuovere lo stelo, la guida (15), il
supporto disco e l'inserto disco (8)� Per
le valvole a soffietto bilanciate (tipo
JBS-E e JLT-JBS-E) si deve prestare
particolare attenzione a non danneggiare
il sottogruppo del soffietto (6)� Se le
parti sono difficili da rimuovere, a causa
della presenza di materiali corrosivi
o estranei, può essere necessaria
un'immersione in un solvente adeguato�
6.2.9 Rimuovere lo stelo dal supporto disco�
6.2.10 Sollevare la guida dal supporto disco�
6.2.11 Rimozione dell'inserto disco
Nota: per la rimozione degli inserti
filettati forniti con le valvole JOS/JBS,
vedere IS-V3137A�
• Dimensioni degli orifizi da D a M (sedi
metalliche)
Avvitare un bullone standard nel foro
filettato (vedere Tabella 7) nella parte
anteriore dell'inserto disco� Estrarre
direttamente il bullone con le mani�
L'inserto disco con la clip di ritenzione
(9) deve uscire usando una forza
moderata� Se la valvola è stata in servizio
sporco, può essere necessario utilizzare
un solvente adatto per facilitare la
rimozione� Se è necessaria una forza
di estrazione supplementare, si può
usare un bullone con impugnatura a T�
Se necessario, si può usare il metodo
descritto di seguito per gli orifizi di
dimensioni da N a T�
• Dimensioni degli orifizi da N a T (sedi
metalliche)
Quando si sollevano o trasportano
parti pesanti si dovre bbero seguire le
precauzioni di sicurezza� La caduta del
gruppo supporto disco può causare lo
spostamento dell'inserto� La rimozione
dell'inserto viene effettuata utilizzando
un utensile come mostrato nella Figura
6� Questo utensile è costituito da una
barra rettangolare in acciaio che copre
il diametro esterno del supporto disco
con un foro centrale attraverso il quale
è possibile inserire il bullone standard
prima di avvitare l'inserto disco� Sono
necessari anche un dado e una rondella,
come mostrato in figura� Serrando il
dado con una chiave, si esercita una
forza di trazione sull'inserto disco e lo si
rimuove dal supporto disco�
• Dimensioni degli orifizi da D a K (sedi
dell'O-ring)
Il design della sede dell'O-ring per gli
orifizi di dimensioni da D a K ha una
vite di fissaggio al centro dell'inserto
disco� Al centro della vite di fissaggio è
presente un foro forato e filettato (4-40
UNC) per la rimozione dell'inserto disco
(Figura 7)� Avvitare un bullone standard
nel foro della vite di fissaggio� Estrarre
direttamente il bullone con le mani�
L'inserto disco con la molla di ritenzione
deve uscire usando una forza moderata�
• Dimensioni dell'orifizio da L a T (sedi
dell'O-ring)
Quando si sollevano o trasportano
parti pesanti si dovre bbero seguire le
precauzioni di sicurezza� La caduta del
supporto disco può causare il distacco
dell'inserto� Rimuovere le tre viti di
fissaggio dall'inserto� Rimuovere il
fermo e la sede dell'O-ring� Nell'inserto
disco è presente un foro filettato
(fare riferimento alla Tabella 7) per
l'inserimento di un bullone di rimozione�
Seguire le istruzioni per la rimozione
dell'inserto con sede metallica�
6.2.12 Per le sole valvole a soffietto, inserire
il supporto disco in una morsa (le
dimensioni maggiori possono richiedere
una morsa a 3 ganasce) come mostrato
nella
Figura8�
Utilizzando una chiave
adatta svitare l'estremità e il soffietto dal
supporto disco
�
6.2.13 Rimuovere l'anello dell'ugello (3)
dall'ugello (2)�
6.2.14 Se necessario, rimuovere l'ugello (2)
dal corpo della valvola (1)� A meno che
la sede della valvola sull'ugello non sia
stata danneggiata
meccanicamente o
presenti segni di aggressione corrosiva,
non sarà necessario rimuovere l'ugello�
Nella maggior parte dei casi l'ugello
può essere ricondizionato senza
doverlo rimuovere dal corpo valvola�
Per rimuovere l'ugello, ruotare il
corpo valvola facendo attenzione a non
danneggiare i prigionieri del bonnet
(21)� Ruotare l'ugello in senso antiorario
utilizzando la chiave piatta sulla flangia
dell'ugello o una chiave progettata
appositamente per fissarsi sulla flangia
dell'ugello�
6.3 Pulizia
Le parti esterne come il corpo della valvola,
il bonnet e il tappo devono essere pulite per
immersione in un bagno come la soluzione di
Oakite calda o equivalente� Queste parti esterne
possono essere pulite con spazzole metalliche,
a condizione che le spazzole utilizzate non
danneggino o contaminino i metalli di base�
Sui componenti in acciaio inossidabile devono
essere utilizzate solo spazzole in acciaio
inossidabile pulite�
Le parti interne, come la guida, il supporto
disco, l'inserto disco, l'anello dell'ugello
e lo stelo devono essere pulite mediante
immersione in un detergente alcalino ad alto
contenuto commerciale�
Le superfici di guida sul supporto disco e la
guida possono essere lucidate con un panno
smerigliato fine� I soffietti e le altre parti
metalliche possono essere puliti con acetone
o alcool, quindi risciacquati con acqua di
rubinetto pulita e asciugati�
11

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
6.4 Ispezione
Controllare tutte le parti della valvola per
verificare che non siano usurate e corrose�
Si devono esaminare le sedi delle valvole,
sia sull'ugello che sull'inserto disco, per
determinare se sono state danneggiate� Il più
delle volte, la lappatura delle sedi delle valvole è
l'unica operazione necessaria per riportarle allo
stato originale�
Se l'ispezione mostra che le sedi delle valvole
sono danneggiate gravemente, sarà necessaria
una nuova lavorazione oppure può essere
preferibile sostituire queste parti� Quando
l'elemento tempo è un fattore determinante,
può essere vantaggioso sostituire i pezzi
danneggiati prelevandoli dalle scorte di ricambi�
Questo permette di controllare e rilavorare il
pezzo sostituito a piacimento� (Vedere Figura
10 e Tabella 8 per le dimensioni critiche)� La
molla della valvola (18) deve essere ispezionata
per verificare l'eventuale presenza di cricche,
vaiolatura o deformazione� Il soffietto (6B) di
una valvola di tipo JBS-E e JLT-JBS-E deve
essere ispezionato per verificare se vi siano
segni di fessurazione, vaiolatura o deformazione
che potrebbero trasformarsi in una perdita� Le
superfici d'appoggio della guida e del supporto
disco devono essere controllate per verificare
la presenza di residui di prodotto e di eventuali
segni di rigature� L'ispezione dei componenti
è fondamentale per garantire il corretto
funzionamento della valvola� I componenti
danneggiati devono essere riparati o sostituiti�
I gruppi stelo devono essere controllati
per verificare che non vi sia un'eccentricità
eccessiva� Per l'orifizio da D a K, l'eccentricità
totale tra la punta dello stelo e la parte superiore
dell'asta dello stelo deve essere inferiore a 0,015
pollici� (0,38 mm)� Per l'orifizio L e di dimensioni
maggiori dovrebbe essere inferiore a 0,030 in�
(0,80 mm)�
Controllare e controllare che tutte le guarnizioni
non presentino segni di danni (pieghe, sgorbi,
tagli) o corrosione� Le guarnizioni metalliche
possono essere riutilizzate se non danneggiate�
Tutte le guarnizioni in fibra organica o morbide
devono essere sostituite�
6.5 Ricondizionamento delle sedi delle valvole
La tenuta di una valvola e il suo corretto
funzionamento dipendono direttamente dalle
condizioni delle sedi� Molti problemi delle valvole
di scarico pressione sono dovuti a sedi erose o
danneggiate�
La valvola standard Crosby tipo JOS-E/JBS-E/
JBS-E/JLT-E è costruita con una sede piana
metallo-metallo� È importante che le superfici di
tenuta siano rimesse a nuovo in modo corretto
mediante lappatura con una lastra di ghisa piana
rivestita con la giusta mescola lappante�
6.5.1 Procedure di lappatura
Se la sede non è stata gravemente
danneggiata da residui di sporco o altre
particelle, un intervento di lappatura
può ripristinarne la condizione originale�
Non lappare l'inserto disco contro
l'ugello� Lappare ciascun componente
separatamente tramite un blocco di
lappatura in ghisa del formato appropriato�
Questi blocchi trattengono il composto di
lappatura all'interno della superficie porosa
e devono essere sostituiti frequentemente�
Lappare il blocco contro la sede� Non
ruotare il blocco con un movimento
continuo, ma oscillatorio� Prestare estrema
attenzione durante l'operazione per fare
in modo che la sede risulti perfettamente
piana� Se è necessaria una lappatura
consistente, cospargere il blocco con un
sottile strato di composto di lappatura
medio-grezzo� Dopouna prima lappatura
con il composto medio grezzo, eseguirne
una seconda con un composto di grado
medio� Se non è necessaria una lappatura
consistente, è possibile omettere la prima
fase� Infine, eseguire un'ultima lappatura
con un composto fine� Una volta rimossi
tutti i graffi e le tracce, rimuovere il
composto dal blocco e dalla sede� Applicare
composto lucidante su un nuovo blocco e
lappare la sede�
Quando sulla superficie del blocco rimane
solo il composto trattenuto dai pori significa
che la procedura di lappatura volge al
termine� In questo modo si dovrebbe
ottenere una finitura estremamente
omogenea� Se dovessero comparire graffi,
significa che il composto di lappatura è
sporco� Per rimuovere i graffi, utilizzare un
composto privo di corpi estranei�
Gli inserti disco devono essere lappati
esattamente come gli ugelli� Prima
di lappare l'inserto disco, rimuoverlo
dal supporto� Prima di riposizionare
l'inserto disco sul supporto, rimuovere
accuratamente ogni corpo estraneo da
entrambe le superfici� L'inserto deve essere
libero quando si trova nel supporto� Se
l'inserto è stato gravemente danneggiato,
non può essere riparato tramite una
lappatura, ma deve essere sostituito�
Si sconsiglia di rilavorare l'inserto del disco,
in quanto verrebbero modificate alcune
importanti dimensioni che influenzerebbero
negativamente il funzionamento della
valvola�
• Blocchi di lappatura
I blocchi di lappatura sono realizzati in un
particolare grado di ghisa temperata� Esiste
un blocco per ogni dimensione di orifizio�
N. composto grit Descrizione
320 Medio grezzo
400 Medio
600 Fine
900 Lucidante
Ogni blocco presenta due lati di lavorazione
perfettamente piani ed è fondamentale che
tale grado di perfezione venga mantenuto
per produrre una superficie di tenuta
altrettanto piana su inserto disco o ugello�
Prima di utilizzare i blocchi di lappatura,
verificarne la superficie per assicurarsi
che sia perfettamente piana e, dopo averlo
utilizzato, levigarlo con un'apposita piastra
di lappatura� Il blocco deve essere lappato
con un movimento a otto, applicando una
pressione uniforme mentre lo si fa ruotare
contro lapiastra, come indicato nella Figura
9�
• Composti di lappatura
L'esperienza ha dimostrato che composti
di lappatura medio-grezzi, medi, fini
e lucidanti consentono di riparare
correttamente le sedi danneggiate delle
valvole di scarico pressione, eccetto nei
casi in cui il danno è particolarmente grave
ed è necessario eseguire una rilavorazione
della sede� Si consiglia di utilizzare i
seguenti composti o i rispettivi equivalenti
commerciali:
FIGURA 9
Movimento
indicato dalle linee
tratteggiate
Superficie ruvida
inferiore� Da non
utilizzare
Piastra di ricondizionamento blocchi di lappatura
Blocco di lappatura
Superficie di
lappatura superiore
Superficie ruvida
inferiore� Da non
utilizzare
12

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
TABELLA 8 - DIMENSIONI DELL'UGELLO MINIMO PER LE DIMENSIONI DELLA SEDE (VEDERE FIGURA 10)
Tipo di valvola
Orifizio 12, 14, 15, 16 22, 24, 25, 26 32, 34, 35, 36, 37 47 42, 44, 45, 46 57 55, 56 64, 65, 66, 67 75, 76, 77
in. mm in. mm in. mm in. mm in. mm in. mm in. mm in. mm in. mm
D 3�453 87�7 3�453 87�7 3�453 87�7 3�453 87�7 3�453 87�7 3�675 93�3 3�675 93�3 3�675 93�3 4�796 121�8
E 3�453 87�7 3�453 87�7 3�453 87�7 3�453 87�7 3�453 87�7 3�675 93�3 3�675 93�3 3�675 93�3 4�796 121�8
F 4�013 101�9 4�013 101�9 4�013 101�9 4�013 101�9 4�013 101�9 4�013 101�9 4�013 101�9 4�013 101�9 4�633 117�7
G 3�763 95�6 3�763 95�6 3�763 95�6 3�763 95�6 3�763 95�6 3�763 95�6 3�763 95�6 4�763 121�0 4�763 121�0
H 3�889 98�8 3�889 98�8 3�889 98�8 3�889 98�8 4�826 122�6 4�826 122�6 4�826 122�6 4�826 122�6 - 2J3 4�326 109�9 4�326 109�9 - - - - - - - - - - 2½J4 - - - - 4�357 110�7 4�357 110�7 5�107 129�7 5�107 129�7 - - - - 3J4 - - - - 6�232 158�3 6�232 158�3 6�232 158�3 6�232 158�3 6�441 163�6 6�441 163�6 - K 4�701 119�4 4�701 119�4 4�701 119�4 4�701 119�4 5�826 148�0 5�826 148�0 7�013 178�1 7�013 178�1 - L 5�045 128�1 5�045 128�1 5�263 133�7 5�263 133�7 5�263 133�7 6�236 158�4 6�236 158�4 6�236 158�4 - M 5�576 141�6 5�576 141�6 5�576 141�6 5�576 141�6 5�576 141�6 6�389 162�3 6�389 162�3 - - - N 6�117 155�4 6�117 155�4 6�117 155�4 6�117 155�4 6�117 155�4 - - - - - - - P 5�857 148�8 5�857 148�8 7�607 193�2 7�607 193�2 7�607 193�2 - - - - - - - Q 7�732 196�4 7�732 196�4 7�732 196�4 7�732 196�4 7�732 196�4 - - - - - - - R 8�117 206�2 8�117 206�2 8�117 206�2 8�117 206�2 8�117 206�2 - - - - - - - T, T2 9�576 243�2 9�576 243�2 9�576 243�2 - - *9�576 *243�2 - - - - - - - -
* Tipo 42, 44 non disponibile
TABELLA 9 - ALTEZZE MINIME SEDE INSERTO DISCO
Orifizio
'A'
'B'
6.5.2
Se è necessario sottoporre le sedi
Se i componenti non vengono lavorati
D ed E
in. mm
0�332 8�4 0�370 9�4 0�369 9�4 0�398 10�1 0�429 10�9 0�531 13�5 0�546 13�9 0�605 15�4 0�632 16�1 0�692 17�6 0�783 19�9 0�781 19�8 0�839 21�3
0�021 0�5 0�025 0�6 0�030 0�8 0�036 0�9 0�044 1�1 0�051 1�3 0�063 1�6 0�070 1�8 0�076 1�9 0�091 2�3 0�118 3�0 0�139 3�5 0�176 4�5
0�023 0�6 0�027 0�7 0�032 0�8 0�038 1�0 0�046 1�2 0�053 1�3 0�065 1�7 0�072 1�8 0�078 2�0 0�093 2�4 0�120 3�0 0�141 3�6 0�178 4�5
Lavorazione delle sedi degli ugelli
dell'ugello a lavorazione o ad altri drastici
interventi di riparazione, si consiglia di
consegnare la valvola a una struttura
autorizzata Emerson� Tutti i componenti
devono infatti essere accuratamente
lavorati in base alle specifiche Emerson�
in modo appropriato, la valvola di
scarico pressione non avrà una tenuta
adeguata e, quindi, non potrà funzionare
correttamente� Il metodo più efficace per
lavorare un ugello è quello di rimuoverlo
dal corpo della valvola� Tuttavia, è
possibile lavorarlo anche assemblato al
corpo� In ogni caso, è di vitale importanza
che le superfici di tenuta vengano
lavorate con estrema precisione prima
della lavorazione�
F G H J K L M N P Q R T
in. mm in. mm in. mm in. mm in. mm in. mm in. mm in. mm in. mm in. mm in. mm in. mm
Le dimensioni di lavorazione per le
valvole Crosby tipo JOS-E/JBS-E
FIGURA 10
Dimensioni critiche sede ugello
con sedi ugelli metallo-metallo sono
mostrate nella Figura 10 e nella Tabella
8� Rimuovere unicamente la parte di
metallo necessaria a ripristinare la
condizione originale della superficie�
Una finitura il più possibile omogenea
facilita l'operazione di lappatura�
Scartamento
minimo
superficiesede, fare
riferimento
alla Tabella 8
Se viene raggiunto lo scartamento
minimo da superficie a sede, l'ugello
deve essere sostituito� Questa
dimensione di importanza critica è
riportata nella Tabella 8�
6.5.3 Lavorazione delle sedi degli inserti disco
Quando il danneggiamento della sede
dell'inserto disco è troppo grave per
essere rimosso con la lappatura,
l'inserto disco può essere lavorato e
Sede
15°
0�004 dopo lappatura
Superfici
correlate
45°
lappato, a condizione che sia mantenuta
l'altezza minima della s
ede (Figura 11 e
Tabella 9)�
Superficie di tenuta
rialzata
0,010-0,014
lavorato
0�008 min dopo
lappatura
FIGURA 11
Altezza minima della sede dell'inserto disco
(Tabella 9)
'A' min�
dopo lappatura
'B' lavorato
13

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
6.6 Assemblaggio
Assicurarsi che tutti i componenti siano
perfettamente puliti� Prima di assemblare i
seguenti componenti, lubrificarli con nichel
puro 'Never-Seez'�
• Filettature dell'ugello e del corpo
• Superficie di tenuta dell'ugello e del corpo
• Tutte le filettature dei prigionieri e dei dadi
• Stelo e filettature
• Filettature vite di regolazione
• Smussi rondella elastica
• Filettature del prigioniero di regolazione e del
bonnet
• Tappo del tubo del bonnet
• Filettature del tappo
• Tutte le guarnizioni metalliche
• Filettature boccola albero dentato
• Filettature supporto disco (solo valvole a
soffietto)
Lubrificare il cuscinetto reggispinta del punto di
rotazione dello stelo e il cuscinetto dell'inserto
disco con nichel puro 'Never-Seez'� Particolare
attenzione deve essere prestata alle superfici
di guida, alle superfici dei cuscinetti e alle
superfici delle guarnizioni per garantire che
siano pulite, non danneggiate e pronte per
l'assemblaggio (Figura 12)�
Per l'identificazione dei vari componenti, vedere
la Figura 1�
6.6.1 Prima di installare l'ugello (2), applicare
il lubrificante alla superficie della flangia
a contatto con il corpo della valvola (1)
e sul corpo nelle filettature dell'ugello�
Montare l'ugello (2) nel corpo (1) della
valvola e serrarlo per mezzo di una
chiave apposita�
6.6.2
Avvitare l'anello dell'ugello (3) all'ugello (2)�
Nota: la parte superiore dell'anello
dell'ugello si deve trovare sopra la
superficie di tenuta dell'ugello� Per gli
orifizi P, Q, R e T tipo JLT, posizionare
l'anello dell'ugello come da Tabella 2�
6.6.3 Per le sole valvole a soffietto, posizionare
il supporto disco in una morsa (per
dimensioni maggiori potrebbe essere
necessaria una morsa a 3 ganasce)
come mostrato in Figura 8� Montare la
guarnizione dell'estremità (29)�
Avvitare il gruppo soffietti nel supporto
disco� Serrare con una chiave adatta�
6.6.4 Montare l'inserto disco (8) e il supporto
disco (5)� (Vedere la
gruppo della sede morbida dell'O-ring)�
Installare la clip di ritenzione dell'inserto
disco (9) sull'inserto disco vero e proprio�
Installare l'inserto disco nel supporto
disco� L'inserto disco deve scattare in
posizione usando la sola forza manuale�
Quando si sollevano o trasportano
parti pesanti si dovre bbero seguire le
precauzioni di sicurezza�
La caduta del gruppo supporto disco può
causare il distacco dell'inserto�
Figura 14 per il
6.6.5
Montare il supporto disco (5) e la guida
(15) facendo scorrere la guida sul supporto
disco�
Nota: la guida per le valvole di orifizio D
ed E sporge verso l'alto nel bonnet della
valvola�
6.6.6 Installare le due guarnizioni di guida (28),
una sopra e una sotto la guida�
Nota: durante il montaggio delle valvole
a soffietto, la flangia del soffietto elimina
la necessità di una guarnizione di guida
inferiore�
6.6.7
Tenendo la parte superiore del supporto
disco, installare la guida nel corpo�
Allineare il foro della guida con l'uscita
del corpo� Una volta insediata la guida, è
possibile abbassare il supporto disco e
l'inserto disco sull'ugello�
Nota: abbassare l'anello dell'ugello
sotto le sedi in modo che si muova
liberamente�
6.6.8 Posizionare la molla (18) e le rondelle
(19) sullo stelo (16) e montare lo stelo sul
supporto disco (5) con le spine chiavetta
stelo�
Nota: nelle dimensioni degli orifizi da D a
K non sono necessari perni di sicurezza;
tutte le altre dimensioni degli orifizi
utilizzano due perni di sicurezza�
6.6.9
Posizionare il bonnet (20) sopra lo stelo
e il gruppo molla, in corrispondenza
dei prigionieri del bonnet (21) fissati al
corpo� Posizionare il foro opposto del
bonnet sul diametro esterno della guida
e appoggiare il bonnet sopra la guida�
6.6.10 Avvitare i dadi (22) ai prigionieri del
bonnet e serrarli in modo uniforme per
evitare errati allineamenti e tensioni�
6.6.11 Avvitare il prigioniero di regolazione
(24) e il relativo dado (25) alla parte
superiore del bonnet per applicare
la forza alla molla� (Per ripristinare
approssimativamente la pressione di
regolazione originale è possibile avvitare
il prigioniero di regolazione fino a
raggiungere l'altezza della misurazione
predeterminata)�
6.6.12 Alzare l'anello dell'ugello fino a
fargli toccare il supporto disco quindi
abbassarlo di due tacche� Questa è solo
un'impostazione per il banco prova�
6.6.13 Posizionare la guarnizione della vite
di regolazione (27) sulla vite stessa (4)
e avvitare la vite nel corpo inserendo
l'anello dell'ugello� Una volta serrate le
viti di regolazione, l'anello dell'ugello
deve potersi muovere leggermente in
avanti e indietro�
6.6.14 La valvola è pronta per il collaudo�
Una volta eseguito il collaudo, adottare
le seguenti misure:
• Verificare che il dado del prigioniero di
regolazione (25) sia bloccato�
FIGURA 12
Punti di lubrificazione consigliati
• Riportare l'anello dell'ugello nella
posizione originale registrata o nella
posizione raccomandata indicata nella
Tabella 1�
• Installare il tappo o il dispositivo di
sollevamento� Vedere laFigura 14 per il
gruppo leva di sollevamento�
• Sigillare il tappo o il dispositivo di leva
di sollevamento e la vite di regolazione
dell'anello dell'ugello per evitare
manomissioni�
14

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
6.7 Valvole a sollevamento limitato
Le valvole di scarico pressione Crosby JOS-E
e JLT-JOS- E sono disponibili in versione a
sollevamento limitato� Tutte le varianti della
serie J, compresa la JBS e tutti i mezzi di
servizio, possono essere forniti in versione a
sollevamento limitato� Lo scopo di una valvola
a sollevamento limitato è quello di abbinare più
strettamente la portata richiesta del recipiente
o del tubo protetto con le portate effettive e
nominali della valvola di sicurezza che fornisce
la protezione dalla sovrapressione�
Le versioni a sollevamento limitato (RL) della
serie J possono essere costruite da uno
stabilimento di produzione certificato Emerson
o da un assemblatore certificato ASME con la
certificazione richiesta specifica per la versione
RL (certificati del National Board 01045 e
01382)� Tutte le valvole RL marcate ASME
possono essere riparate da un'organizzazione
di riparazione certificata secondo il programma
di riparazione VR del National Board VR� Le
versioni non a sollevamento limitato della serie
J esistenti possono essere convertite in versioni
a sollevamento limitato da parte dei detentori
del certificato VR� Inoltre, nelle versioni RL
esistenti si può modificare il sollevamento
utilizzando le stesse procedure�
6.7.3 Misurare il sollevamento della valvola.
• Installare il distanziale limite (vedere
Figura 13) con lo smusso verso il basso
e rimontare la valvola come descritto
nei punti da 6�6�1 a 6�6�10�
Nota: installare il soffietto sul supporto
disco per la valvola dell'orifizio JBS F,
quindi installare il distanziale�
•
Misurare il sollevamento della valvola
e confrontarla con il sollevamento
richiesto come indicato sulla targhetta
tenendo conto della tolleranza (-0,020
in�, +0,020 in�
[-0,50 mm, +0,50 mm])�
• In base ai risultati, se il sollevamento
non rientra nella tollera
Se il sollevamento effettivo è inferiore a
quello richiesto, lavorare il distanziale limite
secondo necessità per ottenere il sollevamento
richiesto� (Smussare, sbavare e lucidare prima
dell'installazione nella valvola)�
Se il sollevamento effettivo è maggiore del
necessario, ottenere un nuovo distanziale
limite più alto, smontare la valvola e tornare al
paragrafo 6�7�3� (Smussare, sbavare e lucidare
prima dell'installazione nella valvola)�
nza:
6.7.4 Assemblaggio
Le valvole devono essere assemblate
come da sezione 6�6�
6.7.5 Targhetta sollevamento limitato
Per le nuove valvole a sollevamento
limitato, utilizzare la targhetta del
sollevamento limitato (vedere Figura 2)�
Se una valvola a sollevamento non
limitato della
in una versione RL, o se la funzione a
sollevamento limitato viene cambiata
su una valvola versione RL, seguire
la seguente procedura relativa alle
targhette�
• Le informazioni sulla targhetta
originale ASME che viene modificata
dalla conversione, come il numero del
modello, la portata e il sollevamento
limitato, devono essere asportate�
• Le informazioni modificate per
conversione della valvola o per
modifica del sollevamento limitato
devono essere incluse sulla
targhetta aggiornata per registrare
la conversione e il suo effetto sulle
prestazioni del PRV�
serie J PRV viene convertita
NOTA
Le valvole a sollevamento limitato possono essere
identificate dalla targhetta mediante il numero di
modello con suffisso “-RL"�
6.7.1
Le valvole a sollevamento limitato hanno
un distanziale limite che impedisce al
disco e al supporto disco di sollevare
i propri limiti� Queste valvole possono
essere limitate ad un sollevamento
limitato del 30% della portata piena
nominale o 0,080 in (2,03 mm)� È
importante controllare il sollevamento
su tutte le valvole a sollevamento limitato
per garantire la precisione della portata
indicata sulla targhetta� Ai fini della
produzione i distanziali sono pretagliati
con incrementi del 10%� Incrementi del
5% possono essere aggiunti per orifizi K e
superiori�
6.7.2 Determinazione della corretta altezza
limite del distanziale
• La portata della targhetta deve essere
quella specificata sulla targhetta o un
val
ore determinato per calcolo (vedere
esempio a pagina 18)�
• Anche il sollevamento richiesto
deve essere quello specificato sulla
targhetta o un valore determinato per
calcolo (vedere esempio a pagina 18)�
• Selezionare i distanziali
limite all'altezza richiesta
(vedere Tabella 10 e 11)�
• Una volta ottenuto il corretto
sollevamento, smontare la valvola�
•
Assicurarsi che il distanziale limite sia
stato smussato per adattarsi al raggio
del supporto disco� Il distanziale limite
deve essere installato in modo che
l'estremità smussata sia accoppiata
con la faccia posteriore del supporto
disco e non sia insediato sul raggio del
supporto disco�
• Prima dell'assemblaggio, verificare il
sollevamento di ogni
ATTENZIONE
Non scambiare parti interne o utilizzare un ugello
diverso dopo che una serie di parti è stata adattata
su misura.
valvola�
Distanziale a
sollevamento
limitato
Figura 13
Distanziale a sollevamento limitato
15

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
TABELLA 10- DISTANZIALE A SOLLEVAMENTO LIMITATO SS316 JOS/JBS/DISTANZIALE SS316 J_S-RL
Numero di
parte
Orifizio
30% della portata piena 40% della portata piena 50% della portata piena 60% della portata piena
D 1-4() N/A N/A N/A N/A N/A N/A N/A N/A
JOS D 5-7() N/A N/A N/A N/A N/A N/A N/A N/A
E 1-4() N/A N/A N/A N/A 11408429 0�117 (3) 11408440 0�100 (2�5)
F 1-4() N/A N/A 11408542 0�161 (4�1) 11408554 0�141 (3�6) 11408535 0�120 (3�0)
F 5-7() N/A N/A 11408542 0�161 (4�1) 11408554 0�141 (3�6) 11408535 0�120 (3�0)
G 11408534 0�225 (5�7) 11408818 0�199 (5�1) 11408819 0�173 (4�4) 11408536 0�146 (3�7)
H 11277099 0�274 (7�0) 11408828 0�241 (6�1) 11408829 0�208 (5�3) 11408830 0�174 (4�4)
J 11408532 0�342 (8�7) 11408839 0�299 (7�6) 11408840 0�257 (6�5) 11408842 0�215 (5�5)
K 11408854 0�407 (10�3) 11408855 0�356 (9�0) 11408856 0�306 (7�8) 11408858 0�255 (6�5)
L 1-4() 11408387 0�501 (12�7) 11408539 0�438 (11�1) 11408388 0�375 (9�5) 11408389 0�311 (7�9)
L 5-6() 11408401 0�514 (13�1) 11408402 0�451 (11�5) 11408403 0�388 (9�9) 11408404 0�324 (8�2)
M 11408410 0�560 (14�2) 11408417 0�486 (12�3) 11408419 0�416 (10�6) 11408420 0�345 (8�8)
N 11408434 0�608 (15�4) 11408435 0�530 (13�5) 11408436 0�453 (11�5) 11408437 0�375 (9�5)
P 11408452 0�735 (18�7) 11408453 0�640 (16�3) 11408454 0�546 (13�9) 11408455 0�451 (11�5)
Q 11408469 0�961 (24�4) 11408485 0�829 (21�1) 11408482 0�708 (18) 11408480 0�583 (14�8)
R 11408486 1�128 (28�7) 11408483 0�979 (24�9) 11408485 0�829 (21�1) 11408481 0�679 (17�2)
T 11408505 1�455 (37) 11408506 1�264 (32�1) 11408508 1�074 (27�3) 11408509 0�883 (22�4)
T2 11408488 1�435 (36�4) 11408489 1�237 (31�4) 11408490 1�040 (26�4) 11408491 0�843 (21�4)
V 11408514 1�772 (45) 11408515 1�528 (38�8) 11408516 1�285 (32�6) 11408517 1�041 (26�4)
W 11408523 2�246 (57) 11408524 1�935 (49�1) 11408526 1�624 (41�2) 11408527 1�312 (33�3)
Orifizio 70% della portata piena 80% della portata piena 90% della portata piena
D 1-4() 11408396 0�114 (2�9) 11408407 0�102 (2�6) 11408418 0�090 (2�3)
JOS D 5-7() 11408808 0�114 (2�9) 11408680 0�102 (2�6) 11408798 0�090 (2�3)
E 1-4() 11408451 0�084 (2�1) 11408462 0�067 (1�7) 11408473 0�051 (1�3)
JOS E 5-7() 11408786 0�084 (2�1) 11408775 0�067 (1�7) 11408750 0�051 (1�3)
F 1-4() 11408566 0�099 (2�5) 11408577 0�078 (2�0) 11408588 0�058 (1�5)
F 5-7() 11408566 0�099 (2�5) 11408577 0�078 (2�0) 11408588 0�058 (1�5)
G 11408820 0�120 (3�0) 11408821 0�093 (2�4) 11408823 0�066 (1�7)
H 11408831 0�141 (3�6) 11408832 0�108 (2�7) 11408834 0�075 (1�9)
J 11408844 0�172 (4�4) 11408845 0�130 (3�3) 11408847 0�087 (2�2)
K 11408859 0�204 (5�2) 11408860 0�153 (3�9) 11408861 0�103 (2�6)
L 1-4() 11408390 0�248 (6�3) 11408391 0�185 (4�7) 11408392 0�122 (3�1)
L 5-6() 11408405 0�261 (6�6) 11408406 0�198 (5�0) 11408408 0�135 (3�4)
M 11408421 0�274 (7�0) 11408422 0�203 (5�2) 11408423 0�132 (3�4)
N 11408438 0�297 (7�5) 11408439 0�219 (5�6) 11408441 0�141 (3�6)
P 11408456 0�357 (9�1) 11408537 0�262 (6�7) 11408457 0�168 (4�3)
Q 11408478 0�459 (11�7) 11408476 0�335 (8�5) 11408474 0�210 (5�3)
R 11408479 0�530 (13�5) 11408477 0�380 (9�7) 11408475 0�231 (5�9)
T 11408511 0�692 (17�6) 11408538 0�501 (12�7) 11408512 0�311 (7�9)
T2 11408492 0�645 (16�4) 11408493 0�448 (11�4) 11408494 0�250 (6�4)
V 11408518 0�798 (20�3) 11408520 0�554 (14�1) 11408521 0�310 (7�9)
W 11408528 1�001 (25�4) 11408529 0�690 (17�5) 11408530 0�379 (9�6)
Orifizio 5% di incremento
D Thru J N/A N/A
K 11408853 0�025 (0�6)
L 1-4() 11408386 0�032 (0�8)
L 5-6() 11408386 0�032 (0�8)
M 11408416 0�035 (0�9)
N 11408433 0�039 (1�0)
P 11408450 0�047 (1�2)
Q 11408471 0�062 (1�6)
R 11408472 0�075 (1�9)
T 11408504 0�095 (2�4)
T2 11408487 0�099 (2�5)
V 11408513 0�122 (3�1)
W 11408522 0�156 (4�0)
[1]
Altezza
in. (mm) Numero di parte Altezza
[1]
in. (mm) Numero di parte Altezza
[1]
in. (mm) Numero di parte Altezza
[1]
in. (mm)
NOTA
1� La tolleranza dell'altezza del distanziale è di +/-0,005 in�
(+/-0,13 mm)
2� N/A = Non applicabile, non esiste�
16

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
TABELLA 11 - DISTANZIALE SS316 A SOLLEVAMENTO LIMITATO JLT/DISTANZIALE SS316 JLT-J, S-RL
Numero di parte Altezza
Orifizio
D 1-4() N/A N/A N/A N/A 11408383 0�137 (3�5)
JLT-JOS D 5-7() N/A N/A N/A N/A 11408808 0�113 (2�9)
E 1-4() 11408810 0�146 (3�7) 11408822 0�126 (3�2) 11408833 0�105 (2�7)
JLT-JOS E 5-7() 11408702 0�122 (3�1) 11408680 0�102 (2�6) 11408669 0�081 (2�1)
F 1-4() 11408533 0�182 (4�6) 11408484 0�157 (4�0) 11408496 0�131 (3�3)
F 5-7() 11408737 0�182 (4�6) 11408726 0�157 (4�0) 11408714 0�131 (3�3)
G 11408534 0�225 (5�7) 11408814 0�192 (4�9) 11408815 0�159 (4�0)
H 11277099 0�274 (7�0) 11408824 0�233 (5�9) 11408825 0�192 (4�9)
J 11408532 0�342 (8�7) 11408835 0�291 (7�4) 11408836 0�238 (6�0)
K 11408854 0�407 (10�3) 11408849 0�343 (8�7) 11408850 0�28 (7�1)
L 1-4() 11408387 0�501 (12�7) 11408863 0�424 (10�8) 11408864 0�346 (8�8)
L 5-6() 11408401 0�514 (13�1) 11408394 0�437 (11�1) 11408395 0�359 (9�1)
M 11408410 0�56 (14�2) 11408411 0�472 (12) 11408412 0�384 (9�8)
N 11408426 0�611 (15�5) 11408427 0�515 (13�1) 11408428 0�419 (10�6)
P 11408444 0�739 (18�8) 11408445 0�623 (15�8) 11408446 0�506 (12�9)
Q 11408469 0�961 (24�4) 11408468 0�808 (20�5) 11408466 0�654 (16�6)
R 11408470 1�149 (29�2) 11408469 0�961 (24�4) 11408467 0�779 (19�8)
T 11408498 1�511 (38�4) 11408499 1�275 (32�4) 11408500 1�038 (26�4)
Orifizio
D 1-4() 11408495 0�122 (3�1) 11408611 0�107 (2�7) 11408725 0�092 (2�3)
JLT-JOS D 5-7() 11408807 0�098 (2�5) 11408786 0�084 (2�1) 11408646 0�068 (1�7)
E 1-4() 11408846 0�085 (2�2) 11408857 0�064 (1�6) 11408385 0�044 (1�1)
JLT-JOS E 5-7() 11408635 0�061 (1�5) 11408612 0�04 (1�0) 11408599 0�02 (0�5)
F 1-4() 11408507 0�105 (2�7) 11408577 0�078 (2�0) 11408519 0�054 (1�4)
F 5-7() 11408691 0�105 (2�7) 11408657 0�079 (2�0) 11408623 0�054 (1�4)
G 11408816 0�126 (3�2) 11408821 0�093 (2�4) 11408817 0�061 (1�5)
H 11408826 0�151 (3�8) 11408832 0�108 (2�7) 11408827 0�069 (1�8)
J 11408837 0�186 (4�7) 11408838 0�133 (3�4) 11408540 0�081 (2�1)
K 11408851 0�217 (5�5) 11408860 0�153 (3�9) 11408852 0�092 (2�3)
L 1-4() 11408865 0�268 (6�8) 11408866 0�189 (4�8) 11408867 0�111 (2�8)
L 5-6() 11408397 0�281 (7�1) 11408398 0�202 (5�1) 11408399 0�124 (3�1)
M 11408413 0�296 (7�5) 11408414 0�209 (5�3) 11408415 0�121 (3�1)
N 11408430 0�322 (8�2) 11408431 0�226 (5�7) 11408432 0�129 (3�3)
P 11408447 0�389 (9�9) 11408448 0�272 (6�9) 11408449 0�155 (3�9)
Q 11408464 0�5 (12�8) 11408461 0�346 (8�8) 11408459 0�192 (4�9)
R 11408465 0�594 (15�1) 11408463 0�408 (10�4) 11408460 0�223 (5�7)
Orifizio 5% di incremento
D thru J N/A N/A
K 11408848 0�031 (0�8)
L 1-4() 11408862 0�039 (1�0)
L 5-6() 11408862 0�039 (1�0)
M 11408409 0�044 (1�1)
N 11408425 0�048 (1�2)
P 11408443 0�058 (1�5)
Q 11408472 0�075 (1�9)
R 11408458 0�093 (2�4)
T 11408497 0�118 (3�0)
T2 11408487 0�099 (2�5)
V 11408513 0�122 (3�1)
W 11408522 0�156 (4�0)
40% della portata piena 50% della portata piena 60% della portata piena
70% della portata piena 80% della portata piena 90% della portata piena
[1]
in. (mm) Numero di parte Altezza
[1]
in. (mm) Numero di parte Altezza
[1]
in. (mm)
NOTA
1� La tolleranza dell'altezza del distanziale è di +/-0,005 in�
(+/-0,13 mm)
2� N/A = Non applicabile, non esiste�
17

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
Esempi
Numero modello valvola: JBS
Dimensioni e orifizio: 6 Q 8
Pressione di regolazione: 600 psig (4137 kPa)
Contropressione: 100 psig (689 kPa)
Temperatura di esercizio: 350 °F (177°C)
Temperatura di progetto: 450 °F (232°C)
Temperature in uscita: 100 °F (38°C)
Materiale corpo/bonnet: Acciaio al carbonio
Sollevamento completo: 1,243 in (31,6 mm)
Portata massima nominale a sollevamento completo: 374,860 lbs/hr (170 kg/hr)
CASO 1
Portata richiesta: 250,000 lbs/hr (113 kg/hr)
Selezione 1
Portata massima, non superiore a quella nominale indicata in targhetta (il 110% della portata richiesta):
275,000 lbs/hr (125 kg/hr)
Valore richiesto rispetto alla portata piena: 250,000 / 374,860 = 67%
Sollevamento richiesto: 67%×1,243 pollici = 0,833 in� (21,2 mm)
Scegliere un distanziale del 70% della portata piena nella Tabella 10: 11408478
Sollevamento limitato indicato in targhetta: 1,243×70%=0,870 in� (22,1 mm)
Portata indicata in targhetta: 374,860 lbs/hr ×70% = 262,402 lbs/hr (119 kg/hr)
NOTE
La portata indicata in targhetta deve essere maggiore della portata richiesta di 250,000 lbs/hr (113 kg/hr) e inferiore al massimo di 275,000 lbs/hr (125 kg/hr)�
CASO 2
Portata richiesta: 165,000 lbs/hr (74,84 kg/hr)
Selezione 2
Portata massima, non superiore a quella nominale indicata in targhetta (il 110% della portata richiesta):
181,500 lbs/hr (82,32 kg/hr)
Valore richiesto rispetto alla portata piena: 165,000 / 374,860 = 44%
Sollevamento richiesto: 44%×1,243 pollici = 0,547 in� (13,9 mm)
Scegliere due distanziali pari al 50% della portata piena e al 5% di riduzione in Tabella 10: 11408482 e
11408471
Sollevamento limitato indicato in targhetta: 1,243×45%=0,559 in� (14,2 mm)
Portata indicata in targhetta: 374,860 lbs/hr ×45% = 168,687 lbs/hr (76,51 kg/hr)
NOTE
La portata indicata in targhetta deve essere superiore alla portata richiesta di 165,000 lbs/hr (74,84 kg/hr) e inferiore al massimo di
181�500 lbs/hr (82,32 kg/hr)
18

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
6.8 Assemblaggio del tappo e dei dispositivi
delle leve di sollevamento
Le valvole di scarico pressione tipo JOS-E,
JBS-E e JLT-E sono dotate di diversi tappi e
dispositivi di sollevamento� Di seguito viene
descritto l'assemblaggio dei tipi di costruzione
dei tappi disponibili�
(Il disassemblaggio è l'inverso
dell'assemblaggio)� Per l'identificazione dei vari
componenti, vedere la Figura 14�
• Tipo A e J
Installare la guarnizione del tappo e avvitare
il tappo sopra il bonnet� Serrare il tappo per
mezzo di una chiave a nastro�
• Tipo B e K
Installare la guarnizione del tappo e avvitare
il tappo sopra il bonnet� Serrare il tappo per
mezzo di una chiave a nastro� Installare la
guarnizione del maschio del tappo e avvitare
il maschio sul tappo� Lo stelo di collaudo deve
essere installato unicamente durante la prova
idrostatica del sistema� Non installare mai
lo stelo di collaudo se non si esegue la prova
idrostatica del sistema�
• Tipo C
Avvitare il dado dello stelo sullo stelo�
Posizionare il tappo sul bonnet� Installare la
leva a forcella e la relativa spina� Collegare
la leva al tappo tramite la spina e fissare la
spina tramite la relativa chiavetta�
Regolare il dado dello stelo fino a che la leva
a forcella poggia sulla leva e si raggiunge un
1
gioco minimo di
/
16 in� (1,58mm) tra la leva
a forcella e il dado dello stelo� Per regolare
il dado dello stelo, rimuovere la spina della
leva a forcella, la leva a forcella e il tappo�
Una volta regolato correttamente il dado
dello stelo, fissarlo installando l'apposita
chiavetta� Rimettere in posizione il tappo e la
leva a forcella e installare la relativa spina e
chiavetta�
Posizionare la leva in direzione opposta
rispetto al foro di uscita della valvola,
installare le quattro (4) viti di regolazione
e serrarle contro le rondelle nella parte
superiore del bonnet�
• Tipo D
Installare la guarnizione del tappo sul
bonnet� Avvitare il dado dello stelo sullo
stelo� Posizionare il dispositivo di manovra
all'interno del tappo e installare l'albero
del dispositivo di manovra in modo che
quest'ultimo si trovi in posizione orizzontale
e che il quadrato all'estremità dell'albero del
dispositivo di manovra presenti un angolo
rivolto verso l'alto� Con l'albero del dispositivo
di manovra in questa posizione, tracciare una
linea orizzontale sull'estremità dell'albero�
Questa linea dovrà essere orizzontale quando
la leva di sollevamento verrà installata
sulla valvola� Installare l'o-ring dell'albero
del dispositivo di manovra all'interno della
boccola dell'albero, seguito dalla guarnizione�
Avvitare la boccola dell'albero del dispositivo
di manovra all'interno del tappo� Ruotare
l'albero in modo che il dis positivo di manovra
punti verso il basso, quindi installare il tappo
sul bonnet� Ruotare l'albero in modo che il
dispositivo di manovra entri in contatto con
il dado dello stelo� Con la linea di cui sopra
in posizione orizzontale, rimuovere il gruppo
assemblato e regolare la posizione del dado
dello stelo� Ripetere la procedura fino a
quando la linea tracciata è orizzontale nel
momento in cui il dispositivo di manovra tocca
lo stelo� Rimuovere il gruppo assemblato e
installare la chiavetta del dado dello stelo�
Installare la leva di sollevamento sul bonnet e
fissarla con prigionieri e dadi�
Per leve di sollevamento di tipo D che
presentano tappi in due parti (tappo e parte
superiore del tappo), la procedura di cui
sopra viene ottenuta con maggiore facilità�
Una volta fissato il tappo al bonnet, il
posizionamento dell'albero del dispositivo di
manovra viene eseguito come indicato, con
la sola differenza che la regolazione del dado
dello stelo viene eseguita in ultima istanza
attraverso l'estremità aperta del tappo�
Con il dispositivo di manovra in posizione
orizzontale, avvitare il dado dello stelo sullo
stelo fino a fargli toccare il dispositivo di
manovra� Installare la chiavetta del dado dello
stelo, la guarnizione della parte superiore del
tappo e avvitare quest'ultima al tappo�
• Tipo E
La procedura di assemblaggio della leva di
sollevamento di tipo E è identica a quella
utilizzata per la leva ditipo D, con la sola
aggiunta del maschio del tappo e della
relativa guarnizione� Lo stelo di collaudo
deve essere installato unicamente durante la
prova idrostatica del sistema� Mai installare
lo stelo di collaudo se non si esegue la prova
idrostatica del sistema�
• Tipo G ed L
Installare i prigionieri del tappo sulla
parte superiore del bonnet� Posizionare la
guarnizione del tappo sul bonnet e il tappo
sui prigionieri del tappo� Installare e serrare i
dadi dei prigionieri del tappo�
• Tipo H ed M
La procedura di assemblaggio dei tipi H ed M
è identica a quella utilizzata per i tipi G ed L,
con la sola aggiunta del maschio del tappo e
della relativa guarnizione� Lo stelo di collaudo
deve essere installato unicamente durante la
prova idrostatica del sistema� Mai installare
lo stelo di collaudo se non si esegue la prova
idrostatica del sistema�
6.9 Costruzione a sede morbida
Rivestire l'O-ring con 'Parker Super O-Lube'
e posizionare una piccola quantità di Loctite
242 (o un sigillante per filettature rimovibile
equivalente) sulla vite di fissaggio prima
dell'assemblaggio� Serrare saldamente le viti
di fissaggio�
• Sedi morbide con O-ring
Le valvole di scarico pressione a sede
metallica Crosby tipo JOS-E/JBS-E possono
essere convertite in valvole a sede morbida
con O-ring sostituendo l'inserto disco e
l'ugello standard con le parti progettate per
alloggiare la sede morbida dell'O-ring o vice
versa�
19

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
FIGURA 14 - Tappo e leve di sollevamento
Coperchio
Stelo
Coperchio
Manicotto premistoppa
Dado premistoppa
Albero disp�
manovra
Packing
Dado leva
Rondella blocco dado
leva
Leva
Premistoppa
packing
Guarnizione
albero disp�
manovra
Sigillo e cavo
Coperchio
Prigioniero
tappo
Tappo filettato
Tipo A
Tappo avvitato
Tipo G
Tipo J
(standard)
Tipo L
(standard)
Guarnizione tappo
Guarnizione
maschio tappo
Coperchio
Stelo
Dado prigioniero
tappo
Sigillo e cavo
Maschio tappo
Tappo e stelo di collaudo
Tipo B - tappo a vite
Tipo E - Leva di sollevamento sigillata
Tipo H - tappo imbullonato
Tipo K - tappo a vite (standard)
Tipo M - tappo imbullonato (standard)
Stelo di
collaudo
Tappo
o parte
superiore
tappo
Stelo
Leva di sollevamento sigillata Tipo D
(costruzione packing vista dall'alto, utilizzata per
Rondella di blocco
Boccola albero disp�
Guarnizione
Leva di sollevamento sigillata Tipo D
materiali speciali)
Dado leva
manovra
(Vista dall'alto)
Leva
Albero disp�
manovra
O-ring
Coperchio
Disp� di manovra a
gancio
Stelo valvola
Dado stelo
Leva a forcella
Chiavetta
Perno
Leva
Leva di sollevamento standard
Tipo C
Coperchio
Chiavetta
Perno
Vite reg� tappo
Parte superiore
Dado stelo
Coperchio
Prigioniero
Dado prigioniero
tappo
tappo
tappo
Guarnizione
tappo
Leva di sollevamento sigillata Tipo D
Chiavetta
Guarnizione parte
superiore tappo
Disp� di manovra a
gancio
Albero disp�
manovra
Stelo
Prigioniero
regolazione
Dado
prigioniero
regolazione
Sigillo e cavo
20

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
7 VARIAZIONI DI TIPO
La valvola di scarico pressione Crosby tipo
JOS-E è stata progettata pensando alla
flessibilità e all'intercambiabilità� Il retrofitting
da convenzional e a soffietto bilanciato con trim
per liquidi ad alte prestazioni o design morbido
della sede è realizzato con un numero minimo
di parti nuove� Questi retrofit possono essere
realizzati al minor costo possibile�
• Soffietto bilanciato
Una valvola di scarico pressione
convenzionale non a soffietto Crosby JOS-E
può essere convertita in una valvola a soffietto
bilanciato stile JBS-E semplicemente
aggiungendo il gruppo soffietto e la
guarnizione dell'estremità�
• Guarnizione liquida JLT
Le valvole di scarico pressione Crosby tipo
JOS-E/JBS-E nelle dimensioni degli orifizi
da D a N possono essere convertite in una
versione per liquidi ad alte prestazioni JLT
semplicemente sostituendo il supporto
disco standard con un supporto disco JLT o
vice versa� Per le dimensioni degli orifizi da
P a T, è necessario anche un nuovo anello
dell'ugello�
• Design a sede morbida con O-ring
Le valvole di scarico pressione Crosby tipo
JOS-E e JBS-E in tutte le dimensioni degli
orifizi possono essere convertite dalle sedi
standard metallo-metallo a una sede morbida
di eccezionale ermeticità� Questa conversione
di tipo può essere realizzata sostituendo
l'inserto disco e l'ugello standard con parti
adattate al design della sede morbida�
Il design della sede morbida utilizza O-ring di
dimensioni standard ed è in grado di gestire
pressioni fino a 1480 psig (10�204 kPa)� I
materiali standard per gli O-ring includono
NBR, EPR, FKM, Kalrez
®
,
Silicone e PTFE
(vedere Figura 15 e Tabella 12)�
8 REGISTRI DI ASSISTENZA
Completare i registri di assistenza prima
di restituire la valvola allo stabilimento per
la manutenzione� Tali registrazioni sono
particolarmente importanti, in quanto
consentono di stabilire la frequenza di
manutenzione e forniscono un resoconto dei
vari interventi di riparazione effettuati e delle
condizioni di servizio della valvola� Registri
accuratamente compilati sono fondamentali
per prevedere il momento in cui le valvole
devono essere ritirate dal servizio e per
stabilire quali parti di ricambio è necessario
avere a disposizione per garantire un
funzionamento ininterrotto dell'impianto
�
9 PARTI DI RICAMBIO
Durante l'ordinazione di parti di ricambio,
indicare il numero di officina della valvola,
il numero di gruppo o il numero di serie,
unitamente alla pressione di regolazione, al
nome del componente e al numero di articolo,
alla dimensione e al tipo della valvola� Sulla
targhetta della valvola, il numero del gruppo
valvola è indicato come numero di fabbrica�
Le parti di ricambio possono essere
ordinate presso un qualsiasi ufficio vendite o
rappresentante regionale Emerson�
10 RISOLUZIONE DEI PROBLEMI DELLE
VALVOLE DI SCARICO PRESSIONE
I problemi incontrati con le valvole di scarico
pressione possono influenzare in modo vitale
la durata e le prestazioni della valvola e devono
essere corretti alla prima occasione possibile�
Il malfunzionamento di una valvola di scarico
pressione può provocare la rottura di una
linea o di un recipiente, mettendo in pericolo
la sicurezza del personale e causando danni
a cose e attrezzature� Alcuni dei problemi
più comuni e le misure correttive consigliate
vengono discussi nei paragrafi seguenti�
10.1 Perdite dalla sede
Tra tutti i problemi incontrati per le valvole di
scarico pressione, la perdita di tenuta della
sede è il più comune e il più dannoso� Una
valvola che perde permette ai fluidi di circolare
nella zona di pressione secondaria della
valvola, dove possono causare la corrosione
della guida e della molla della valvola�
Quando un problema di perdita della valvola
non viene affrontato immediatamente, la
perdita stessa contribuirà a danneggiare
ulteriormente la sede mediante l'erosione
(trafilatura)�
10.1.1 Sedi danneggiate da corpi estranei
Le superfici delle sedi possono essere
danneggiate quando particelle estranee
dure come incrostazioni, spruzzi di
saldatura, coke e sporcizia rimangono
intrappolate tra le sedi� Sebbene questo
tipo di danno si verifichi di solito mentre
la valvola è in servizio, può accadere
anche in officina� È necessario prendere
tutte le precauzioni necessarie per pulire
l'impianto di processo prima di installare
una valvola di scarico pressione e per
testare la valvola utilizzando solo fluidi
puliti�
Generalmente, le superfici di seduta
danneggiate vengono ricondizionate
mediante lappatura� Nella maggior
parte dei casi, piccole vaiolature e graffi
possono essere rimossi con la sola
lappatura� Danni più estesi richiedono
anche una rilavorazione prima della
lappatura�
FIGURA 15
O-ring JLT-E
Sede morbida
O-ring JOS-E/JBS-E
Sede morbida
TABELLA 12 - Dimensioni degli O-ring per
sedi morbide
Orifizio Dimensione O-ring
D, E *2-013
** 2-014
F 2-113
G 2-116
H 2-120
J 2-125
K 2-130
L 2-226
M 2-228
N 2-230
P 2-337
Q 2-346
R 2-352
T, T2 2-438
* Tutti gli elastomeri
** Solo PTFE
In alcuni casi, la costruzione della valvola
può essere modificata per ridurre gli
effetti delle perdite della sede� L'uso di
una sede morbida con O-ring, quando
applicabile, riduce al minimo le perdite e
quindi eliminerà i problemi di corrosione
ed erosione associati� Se non è possibile
utilizzare una valvola a sede morbida,
o se il fluido corrosivo è presente
nell'impianto di scarico, la conversione in
una valvola a soffietto di tipo JBS isola e
protegge le guide e la molla della valvola
da eventuali fluidi corrosivi�
21

CROSBY VALVOLE TIPO JOS-E, JBS-E, JLT*-JBS-E, JLT*-JOS-E
ISTRUZIONI DI INSTALLAZIONE E MANUTENZIONE
10.1.2 Distorsione da deformazioni delle tubazioni
I corpi valvola possono essere distorti
da carichi eccessivi delle tubazioni che
causano perdite nella sede� Le tubazioni
di ingresso e discarico devono essere
supportate correttamente e ancorate in
modo da non trasmette al corpo della
valvola carichi di flessione elevati�
10.1.3 Pressione di esercizio troppo vicina alla
pressione di regolazione
Una valvola a sede metallica
accuratamente lappata sarà a tenuta
commerciale ad una pressione di circa il
10% sotto la pressione di regolazione o di
5 psi (34 kPa), a seconda di quale dei due
valori sia maggiore� Di conseguenza, si
dovrebbe mantenere questo differenziale
di pressione minimo tra il valore della
pressione di taratura e quello della
pressione di esercizio per evitare
problemi di perdita di tenuta della sede�
10.1.4 Vibrazioni
Valvole sovradimensionate, eccessiva
caduta di pressione nelle linee di
ingresso, restrizioni nella linea di
ingresso, un eccessivo accumulo di
contropressione o una pressione pulsante
di ingresso possono causare instabilità
alla valvola di scarico pressione� In tali
installazioni, la pressione sotto il disco
della valvola può essere abbastanza
grande da causare l'apertura della valvola
ma, non appena si stabilisce il flusso, le
perdite di carico permettono alla valvola
di chiudersi immediatamente� A volte
questo ciclo di apertura e chiusura si
verifica ad altissima frequenza, causando
alla sede danni gravi o irreparabili�
La corretta scelta della valvola e
le tecniche di installazione sono di
fondamentale importanza per ottenere
prestazioni affidabili della valvola�
10.1.5 Regolazione errata del dispositivo di
sollevamento
Si dovrebbe sempre lasciare uno spazio
1
/
di
16 in� (1,58 mm) tra il dispositivo di
sollevamento e il dado di sollevamento
dello stelo� Il mancato rispetto di una
distanza sufficiente può provocare un
contatto involontario che causa una
leggera variazione della pressione di
apertura�
10.1.6 Altre cause di perdite della sede
Un errato allineamento dello stelo, un
gioco eccessivo tra la molla della valvola
e le rondelle elastiche, o un contatto
improprio dei cuscinetti tra il prigioniero
di regolazione e le rondelle elastiche, tra
lo stelo e il supporto disco o tra lo stelo
e la rondella elastica inferiore possono
causare problemi di perdite della sede�
Gli steli devono essere controllati per
verificare la rettilineità e le molle e
le rondelle elastiche devono essere
montate correttamente e tenute insieme
come un gruppo di molle
�
10.1.7 Corrosione
La corrosione può provocare la
vaiolatura delle parti della valvola,
il guasto di varie parti della valvola,
l'accumulo di prodotti corrosivi e il
deterioramento generale dei materiali
della valvola�
Generalmente, l'aggressione di sostanze
corrosive è controllato attraverso la
selezione di materiali adatti o utilizzando
una tenuta a soffietto per isolare la
molla della valvola, il prigioniero di
regolazione, lo stelo e le superfici di
guida dall'aggressione corrosiva del
fluido di processo�
La corrosione ambientale attacca tutte le
superfici esposte, compresi perni e dadi�
In generale, i materiali necessari per un
particolare servizio sono dettati dalla
temperatura, dalla pressione e dal grado
di resistenza alla corrosione richiesta�
11 PROGRAMMI DI ASSISTENZA E
RIPARAZIONE SUL CAMPO EMERSON
L'assistenza sul campo Emerson offre capacità
di collaudo e riparazione in loco, in linea,
per tutti i tipi di dispositivi di scarico della
pressione
�
11.1 Ricambi e componenti
Grazie al supporto dei centri di produzione e
distribuzione Emerson, sarà possibile stabilire
il giusto equilibrio di parti di ricambio da
conservare a magazzino�
11.2 Formazione
Emerson è in grado di offrire un'ampia scelta
di seminari, da tenersi presso le proprie
sedi o direttamente in loco, finalizzati a
perfezionare le capacità degli tecnici addetti
alla manutenzione e all'uso delle valvole�
11.3 Prove
Emerson ha la capacità di valutare l'operatività
delle valvole di scarico pressione in campo
o in vari impianti Emerson� Presso i labor
atori Emerson è inoltre possibile eseguire
programmi di qualificazione particolari�
11.4 Gestione contratti
Emerson è in grado di offrire pacchetti di servizi
personalizzati per soddisfare qualsiasi tipo di
esigenza di manutenzione�
AVVERTENZA
Il prodotto è un componente di sicurezza
destinato ad applicazioni critiche. Un'applicazione,
installazione o manutenzione non corretta del
prodotto o l'impiego di parti o componenti non
originali può essere causa di guasti. Prima di
utilizzare il prodotto è necessario richiedere la
consulenza di un tecnico qualificato.
Qualsiasi intervento di installazione,
manutenzione, regolazione, riparazione o collaudo
da eseguire sul prodotto deve essere effettuato
in accordo a quanto indicato nei requisiti di tutti i
codici e gli standard applicabili.
Le informazioni, le specifiche e i dati tecnici (le
'Specifiche') contenuti nel presente documento
possono essere modificati senza preavviso.
Emerson non garantisce la correttezza delle
Specifiche e non si assume alcuna responsabilità
per l'impiego, corretto o errato, delle stesse.
È responsabilità dell'acquirente verificare che non
siano state apportate modifiche alle Specifiche,
prima di utilizzare il prodotto.
Né Emerson, Emerson Automation Solutions, né le rispettive entità affiliate potranno essere ritenute responsabili per la selezione, l'uso o la manutenzione di qualsiasi
prodotto� La responsabilità relativa alla selezione, all'uso e alla manutenzione dei prodotti è a carico esclusivamente dell'acquirente o dell'utilizzatore finale�
Crosby è un marchio di proprietà di una delle società di Emerson Automation Solutions, una business unit di Emerson Electric Co� Emerson Automation Solutions,
Emerson e il logo Emerson sono marchi o marchi di servizi di Emerson Electric Co� Tutti gli altri marchi sono di proprietà dei rispettivi titolari�
Il contenuto di questa pubblicazione è presentato a solo scopo informativo; benché l'azienda faccia il possibile per garantirne l'accuratezza, le informazioni qui riportate
non devono essere considerate come garanzie, esplicite o implicite, relative ai prodotti o ai servizi qui descritti, al loro utilizzo o alla loro applicabilità� Tutte le vendite sono
soggette ai nostri termini e condizioni commerciali, disponibili su richiesta� L'azienda si riserva il diritto di modificare o migliorare iprogetti o le specifiche dei prodotti in
qualsiasi momento senza obbligo di preavviso�
Emerson�com/FinalControl
22
 Loading...
Loading...