

Corken F291, F491, F91, 91, 291 Installation, Operation & Maintenance Manual
...
IE101H
Installation, Operation
& Maintenance Manual
Liquid Transfer-Vapor Recovery Compressors
Warning: (1) Periodic inspection and maintenance of Corken products is essential. (2) Inspection, maintenance and installation of Corken
products must be made only by experienced, trained and qualied personnel. (3) Maintenance, use and installation of Corken products
must comply with Corken instructions, applicable laws and safety standards (such as NFPA Pamphlet 58 for LP-Gas and ANSI K61.1-1972
for Anhydrous Ammonia). (4) Transfer of toxic, dangerous, ammable or explosive substances using Corken products is at user’s risk and
equipment should be operated only by qualied personnel according to applicable laws and safety standards.
Warning
Install, use and maintain this equipment according to Corken, Inc. instructions and all applicable federal, state, local
laws and codes, and NFPA Pamphlet 58 for LP-Gas or ANSI K61.1-1989 for Anhydrous Ammonia. Periodic inspection
and maintenance is essential.
Corken One Year Limited Warranty
Corken, Inc. warrants that its products will be free from defects in material and workmanship for a period of 12
months following date of purchase from Corken. Corken products which fail within the warranty period due to defects
in material or workmanship will be repaired or replaced at Corken’s option, when returned freight prepaid to Corken,
Inc., 3805 N.W. 36th Street, Oklahoma City, Oklahoma 73112.
Parts subject to wear or abuse, such as mechanical seals, blades, piston rings, valves, and packing, and other
parts showing signs of abuse are not covered by this limited warranty. Also, equipment, parts and accessories not
manufactured by Corken but furnished with Corken products are not covered by this limited warranty and purchaser
must look to the original manufacturer’s warranty, if any. This limited warranty is void if the Corken product has been
altered or repaired without the consent of Corken.
ALL IMPLIED WARRANTIES, INCLUDING ANY IMPLIED WA RRANTY OF MERCHANTABILITY OR FITNESS
FOR A PARTICULAR PURPOSE, ARE EXPRESSLY NEGATED TO THE EXTENT PERMITTED BY LAW AND
SHALL IN NO EVENT EXTEND BEYOND THE EXPRESSED WARRANTY PERIOD.
Corken disclaims any liability for consequential damages due to breach of any written or implied warranty on Corken
products. Transfer of toxic, dangerous, flammable or explosive substances using Corken products is at the user’s
risk. Such substances should be handled by experienced, trained personnel in compliance with governmental and
industrial safety standards.
Contacting The Factory
For your convenience, the model number and serial number are given on the compressor nameplate. Space is
provided below for you to keep a written record of this information.
ALWAYS INCLUDE THE MODEL NUMBER AND SERIAL NUMBER WHEN ORDERING PARTS.
Model No.
Serial No.
Date Purchased
Date Installed
Purchased From
Installed By
IMPORTANT NOTE TO CUSTOMERS!
CORKEN, INC. does not recommend ordering parts from general descriptions in this manual. To minimize
the possibility of receiving incorrect parts for your machine, Corken strongly recommends you order parts
according to part numbers in the Corken Service Manual and/or Installation, Operation, & Maintenance
(IOM) Manual. If you do not have the appropriate service manual pages, call or write Corken with model
number and serial number from the nameplate on your compressor.
2

Table of Contents
CHAPTER 1—INTRODUCTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . PAGE 4
1.1 Liquid Transfer by Vapor Differential Pressure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.2 Residual Vapor Recovery . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.3 Compressor Construction Features . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
CHAPTER 2—INSTALLING YOUR CORKEN COMPRESSOR .................................... PAGE 8
2.1 Location .................................................................................8
2.2 Foundation ...............................................................................8
2.3 Piping ...................................................................................8
2.4 Liquid Traps .............................................................................10
2.5 Driver Installation / Flywheels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.6 Crankcase Lubrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.7 Relief Valves . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.8 Truck Mounted Compressors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.9 Shutdown/Alarm Devices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
CHAPTER 3—STARTING UP YOUR CORKEN COMPRESSOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .PAGE 14
3.1 Inspection After Extended Storage ...........................................................14
3.2 Flywheel and V-belt Alignment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
3.3 Crankcase Oil Pressure Adjustment ..........................................................14
3.4 Startup Checklist .........................................................................15
CHAPTER 4—ROUTINE MAINTENANCE CHART . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .PAGE 16
CHAPTER 5—ROUTINE SERVICE AND REPAIR PROCEDURES .................................PAGE 17
5.1 Valves . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
5.2 Head . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
5.3 Piston Rings and Piston Ring Expanders ......................................................19
5.4 Pistons .................................................................................19
5.5 Piston Rod Packing Adjustment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
5.6 Cylinder and Packing Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
5.7 Bearing Replacement for Crankcase and Connecting Rod . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
5.7.1 Wrist Pin Bushing Replacement ........................................................22
5.7.2 Replacing Connecting Rod Bearings ....................................................22
5.7.3 Replacing Roller Bearings. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
5.8 Oil Pump Inspection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
5.9 Servicing the Four-Way Valve . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
CHAPTER 6—EXTENDED STORAGE PROCEDURES ......................................... PAGE 25
APPENDICES
A. Repair Kits and Gasket Sets .............................................................26–27
B. Model Number and Mounting Identification Code . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28–29
C. Operating and Material Specifications, Bolt Torque Values, Clearance and Dimensions . . . . . . . . . . . . . . 30–35
D. Compressor Selection
Mounting Selections .................................................................36
Butane ............................................................................37
Propane ...........................................................................38
Ammonia ..........................................................................39
E. Outline Dimensions ....................................................................40–50
F. Troubleshooting ..........................................................................51
G. Model 91 and F91 Parts Details . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52–59
H. Model 291 and F291 Parts Details . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60 – 67
I. Model 490, 491, and F491 Parts Details ....................................................68–75
J. Model 691 and F691 Parts Details . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76–83
K. Model D891 Parts Details . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84–93
3
Chapter 1—Introduction
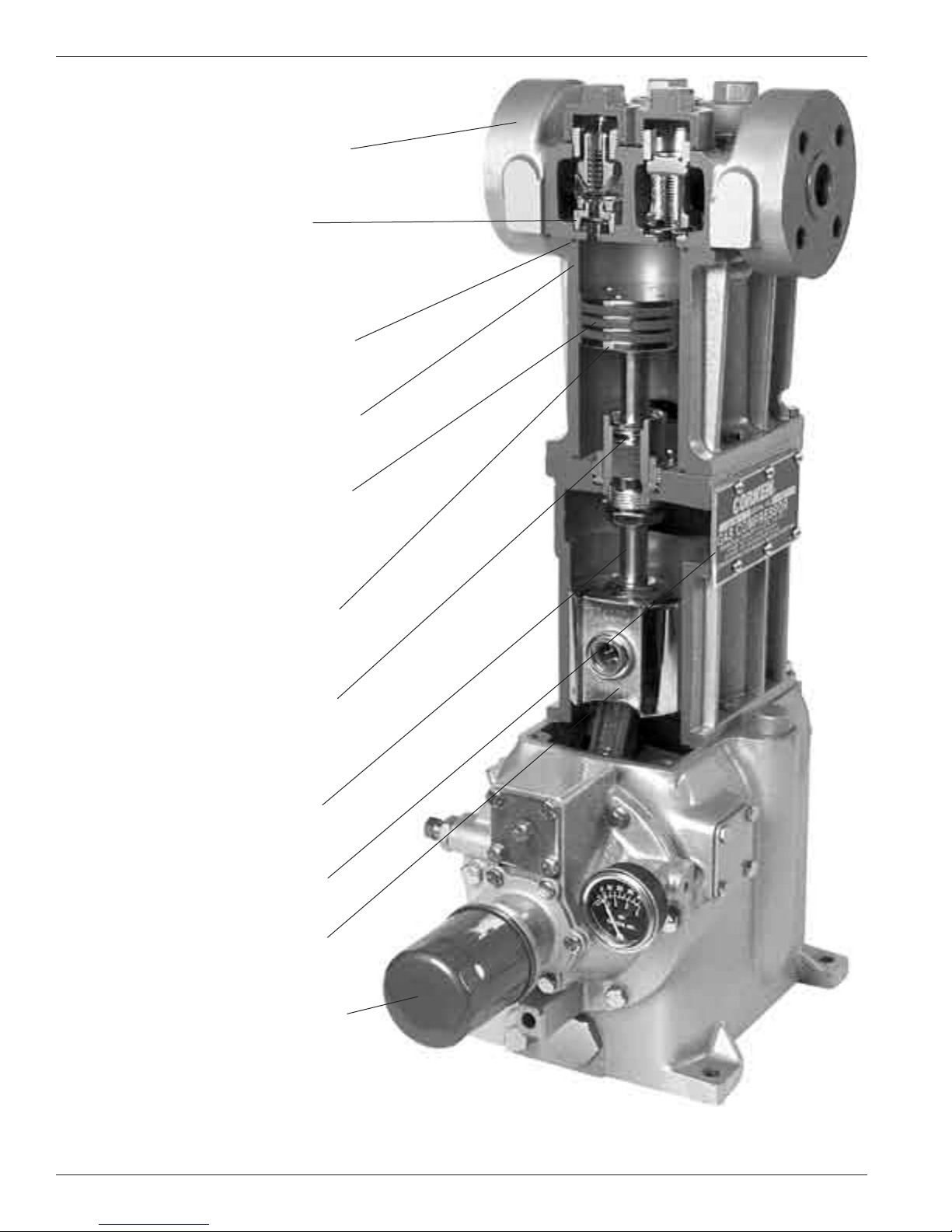
Threaded and ANSI flanges:
Compressors are available in either threaded NPT,
ANSI, or DIN flanged connections.
High-efficiency valves:
Corken valves offer quiet operation and high
durability in oil-free gas applications. Specially
designed suction valves which tolerate small
amounts of condensate are used in liquid transfervapor recovery compressors.
O-ring head gaskets:
Easy to install O-ring head gaskets providing highly
reliable seals.
Ductile iron construction:
All cylinders and heads are ductile iron for maximum
thermal shock endurance.
Self-lubricating PTFE piston rings:
Corken provides a variety of state-of-the-art piston
ring designs to provide the most cost-effective
operation of compressors for non-lube service. The
step-cut design provides higher efficiencies during
the entire life of the piston ring.
Positively locked pistons:
Simple piston design allows end clearance to be
precisely set to provide maximum efficiency and
long life.
Self-lubricating piston rod seals:
Seals constructed of PTFE incorporating special
fillers to ensure no oil carry over and maximize
leakage control. Spring loaded seal design self
adjusts to compensate for normal wear.
Nitride-coated piston rods:
Impregnated nitride coating provides superior
corrosion and wear resistance.
Nameplate:
Serves as packing adjusting screw cover (see
figure 1.1A).
Cast iron crossheads:
Durable cast iron crossheads provide superior
resistance to corrosion and galling.
Pressure-lubricated crankcase with filter:
Self-reversing oil pump ensures proper lubrication
regardless of directional rotation to main and
connecting rod bearings. Standard 10-micron filter
ensures long-lasting bearing life (not available on
Model 91).
Construction Details—Model F291 Compressor
4
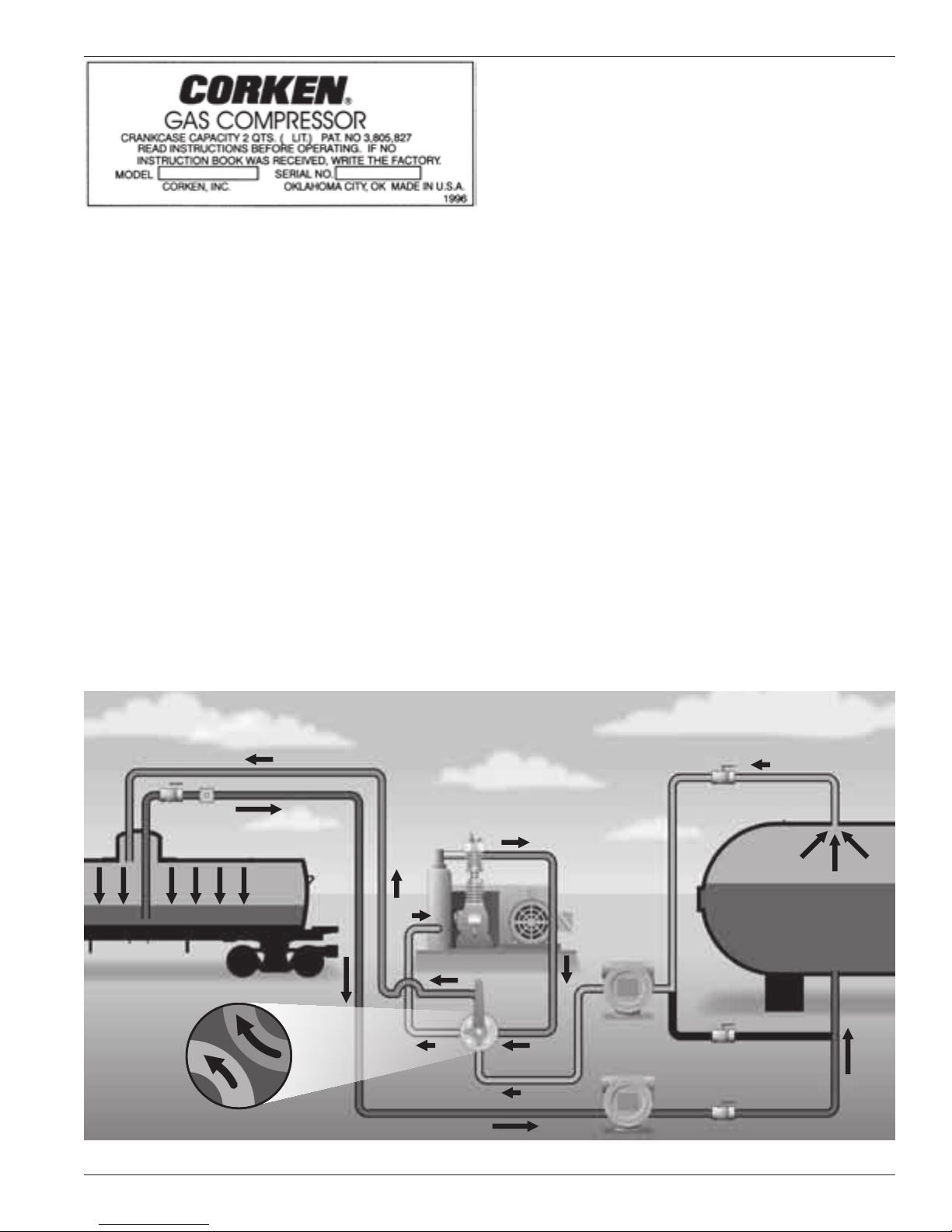
Compressor reduces
pressure in storage tank
by removing vapor
Compressor increases
pressure in tank car by
adding vapor
Pressure difference between
tanks causes liquid to flow out of
the tank car into the storage tank
Four Way Valve Position 1
Vapor Line
Vapor Line
Liquid Line
Figure 1.1A: Typical Nameplate
(Also Serves as the Packing Adjusting Screw Cover)
1.1 Liquid Transfer By Vapor
Differential Pressure
Corken LPG/NH3 com pres sors are designed to
transfer liquefied gases such as butane/propane
mixtures (liquefie d petrole um gas or LPG) and
Anhydrous Ammonia (NH3) from one tank to another.
Liquefied gases such as LPG & NH3 are stored in
closed containers where both the liquid and vapor
phases are present.
this by withdrawing vapors from the storage tank,
compressing them and then discharging into the tank
to be unloaded. This procedure slightly decreases the
storage tank pressure and increases the pressure in
the other tank, thereby causing the liquid to flow.
The process of compressing the gas also increases the
temperature, which aids in increasing the pressure in the
tank being unloaded.
1.2 Residual Vapor Recovery
The principle of residual vapor recovery is just the
opposite of liquid transfer. After the liquid has been
transferred, the four-way control valve (or alternate
valve manifolding) is reversed so that the vapors are
drawn from the tank just unloaded and discharged into
the receiving tank. Always discharge the recovered
vapors into the liquid section of the receiving tank.
This will allow the hot, compressed vapors to condense,
preventing an undesirable increase in tank pressure (see
figure 1.2A).
There is a piping connection between the vapor
sections of the storage tank and the tank being
unloaded, and there is a similar connection between the
liquid sections of the two tanks. If the connections are
opened, the liquid will seek its own level and then flow
will stop; however, by creating a pressure in the tank
being unloaded which is high enough to overcome pipe
friction and any static elevation difference between the
tanks, all the liquid will be forced into the storage tank
(see figure 1.1B). The gas compressor accomplishes
Residual vapor recovery is an essential part of the value
of a compressor. There is an economical limit to the
amount of vapors that should be recovered, however.
When the cost of operation equals the price of the product
being recovered, the operation should be stopped.
For most cases in LP Gas and Anhydrous Ammonia
services, this point is reached in the summer when the
compressor inlet pressure is 40 to 50 psig (3.8 to 4.5
bars). A good rule of thumb is not to operate beyond
Figure 1.1B: Liquid transfer by vapor differential pressure
5

Vapor is
bubbled
through liquid to
help cool and
recondense it
Removing vapor from
tank causes liquid heel
to boil into vapor
Liquid line is valved closed
during vapor recovery.
Four Way Valve Position 2
Liquid Heel
Vapor Line
Vapor Line
Figure 1.2A: Residual Vapor Recovery
the point at which the inlet pressure is one-fourth the
discharge pressure. Some liquids are so expensive that
further recovery may be profitable, but care should be
taken that the ratio of absolute discharge pressure to
absolute inlet pressure never exceeds 7 to 1. Further
excavation of very high value products would require a
Corken two-stage gas compressor.
Invariably, there is some liquid remaining in the tank
after the liquid transfer operation. This liquid “heel”
must be vaporized before it can be recovered, so do not
expect the pressure to drop immediately. Actually, more
vapor will be recovered during the first few minutes
while this liquid is being vaporized than that during the
same period of time later in the operation. Remember
that more than half of the economically recoverable
product is usually recovered during the first hour of
operation on properly sized equipment.
1.3 Compressor
Construction Features
The Corken liquid transfer-vapor recovery compressor
is a vertical single-stage, single-acting reciprocating
compressor designed to handle flammable gases like LPG
and toxic gases such as ammonia. Corken compressors
can handle these potentially dangerous gases because
the LPG/NH3 is confined in the compression chamber
and isolated from the crankcase and the atmosphere.
A typical liquid transfer-vapor recovery compressor
package is shown in figure 1.3A.
Figure 1.3A: 107-Style Compressor Mounting
Corken gas compressors are mounted on oil lubricated
crankcases that remain at atmospheric pressure.
Crankshafts are supported by heavy-duty roller bearings
and the connecting rods ride the crankshaft on journal
bearings. With the exception of the small size model 91
compressor, all compressor crankcases are lubricated by
an automotive type oil pressure system. An automatically
reversible gear type oil pump circulates oil through
6
Gasket
Adjusting
screw
Relief ball spring
Relief ball
Suction valve
seat
Valve plate
Spacers
Washer
Spacers
Washer
Valve spring
Suction valve
post
Suction valve
bumper
Valve gasket
Gasket
Bolt
Discharge valve
bumper
Valve spring
Valve plate
Discharge valve
seat
Valve gasket
Suction Valve
Spec 3
Discharge Valve
All Specs
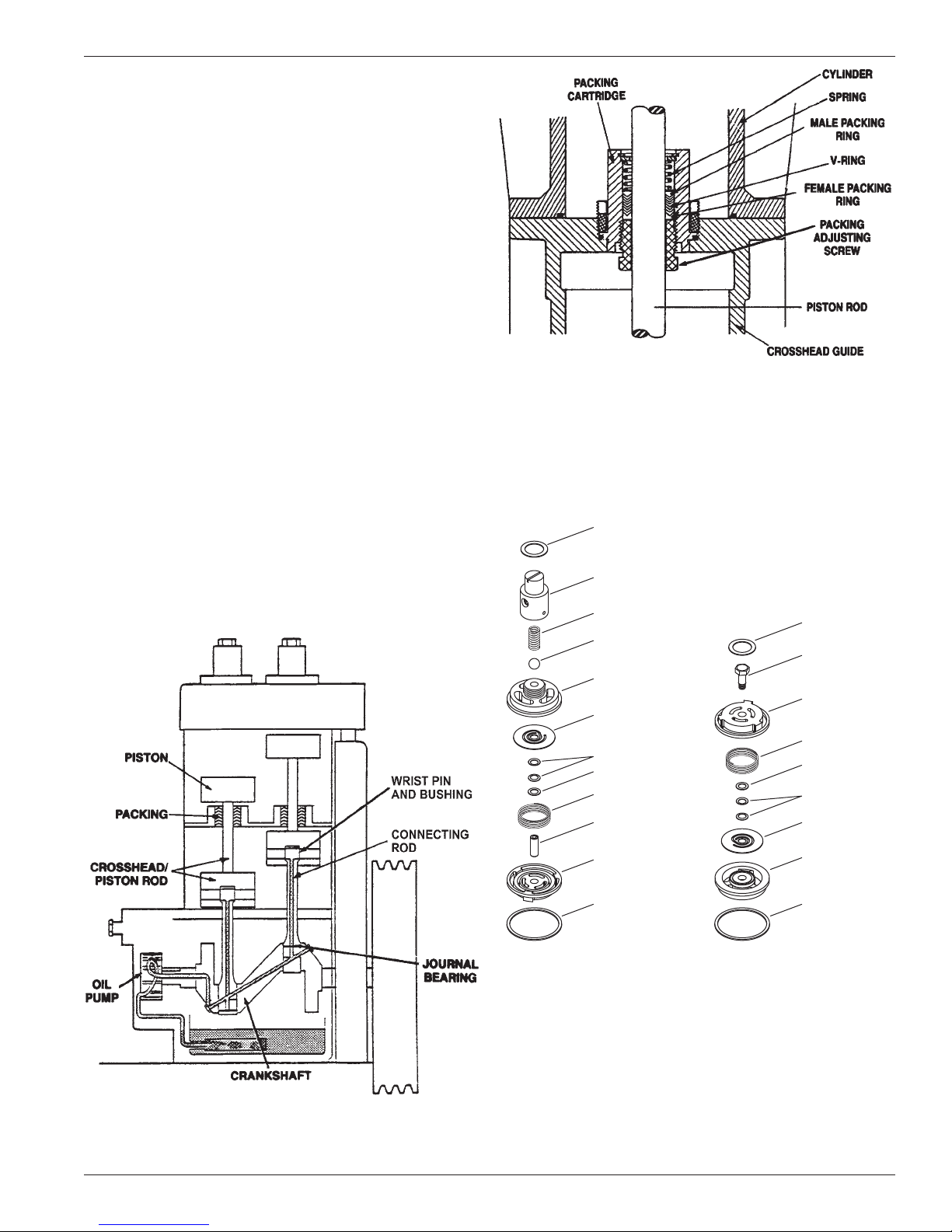
passages in the crankshaft and connection rod to
lubricate the journal bearings and wrist pins (see figure
1.3B). Sturdy iron crossheads transmit reciprocating
motion to the piston.
Corken’s automatically reversible oil pump design
allows the machine to function smoothly in either
direction of rotation.
Corken compressors use iron pistons that are locked
to the piston rod. The standard piston ring material is a
glass-filled PTFE polymer specially formulated for nonlubricated services. Piston ring expanders are placed
behind the rings to ensure that the piston rings seal
tightly against the cylinder wall.
Piston rod packing is used to seal the gas in the
compression chamber and prevent crankcase oil from
entering the compressor cylinder. The packing consists
of several PTFE V-rings sandwiched between a male and
female packing ring and held in place by a spring (see
figure 1.3C).
The typical Corken compressor valve consists of a seat,
bumper, one or more spring/s and one or more valve/s
discs or plates as shown in figure 1.3D. Special heattreated alloys are utilized to prolong life of the valve in
punishing non-lubricated services. The valve opens
whenever the pressure on the seat side exceeds the
pressure on the spring side.
Figure 1.3C: Compressor Sealing System
Figure 1.3B: Pressure Lubrication System
(Not Available on Model 91)
Figure 1.3D: Suction and Discharge Valves
7
Ground level
Concrete
foundation
Baseplate should be
a maximum of 4″ high
Grouted
baseplate
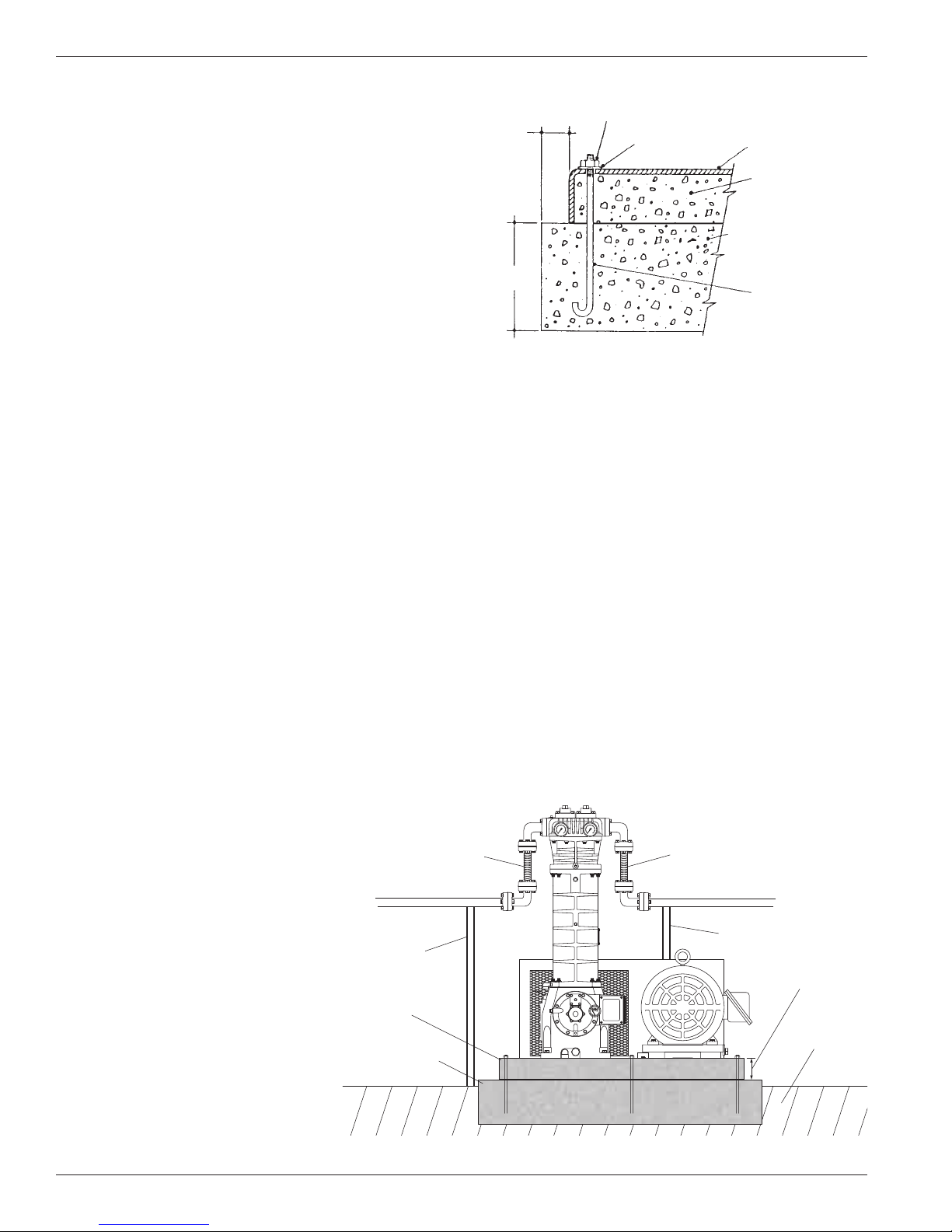
Pipe support
Pipe support
Flexible connections
Flexible connections
Chapter 2—Installing Your Corken Compressor
2.1 Location
NOTE: Compressor must be installed in a well
ventilated area.
Corken compressors are designed and manufactured for
outdoor dut y. For applications where the compress or will be
subjected to extreme conditions for extended periods such
as corrosive environments, arctic conditions, etc., consult
Corken. Check local safety regulations and building codes
to assure installation will meet local safety standards.
Corken compressors handling toxic or flammable gases such
as LPG/NH3 should be located outdoors. A minimum of 18
inches (45 cm) clearance between the compressor and the
nearest wall is advised to make it accessible from all sides
and to provide unrestricted air flow for adequate cooling.
NOISE. Corken vertical compressors sizes model 91
through 891 should not exceed an 85 DBA noise level
when properly installed.
2.2 Foundation
Proper foundations are essential for a smooth running
compression system. Corken recommends the compressor
be attached to a concrete slab at least 8 in. thick with a 2
in. skirt around the circumference of the baseplate. The
baseplate should be securely anchored into the foundation
by 1/2 in. diameter “J” bolts 12 in. long. Four bolts should
be used for models 91, 291, and 491. Six bolts should
be used for model 691. The total mass of the foundation
should be approximately twice the weight of the compressor
system (compressor, baseplate, motor, etc.).
After leveling and bolting down baseplate, the volume
beneath the channel iron baseplate must be grouted
to prevent flexing of the top portion
of the baseplate and the “J” bolt that
extends beyond the foundation. The
grout also improves the dampening
capabilities of the foundation by
creating a solid interface between the
compressor and foundation.
2” MIN.
ALL SIDES
8” MIN.
HEX NUT
WASHER
NOTE:
LOCATE “J” BOLTS PER
COMPRESSOR OUTLINE
DIMENSION DRAWINGS.
Figure 2.2A: Recommended Foundation Details
for Corken Compressors 91 - 691
COMPRESSOR
BASEPLATE
GROUT BENEATH
BASE
CONCRETE FOUNDATION
WITH REINFORCEMENTS
SHOULD BE USED ON ALL
MODELS
1/2” “J” BOLTS
12” LONG
smooth operation of the compressor. Improper piping
installation will result in undesirable transmission of
compressor vibration to the piping.
DO NOT SUPPORT PIPING WITH THE COMPRESSOR.
Unsupported piping is the most frequent cause of
vibration of the pipe. The best method to minimize
transmission of vibration from the compressor to the
piping is to use flexible connectors (see figure 2.3A).
Pipe must be adequately sized to prevent excessive pressure
drop between the suction source and the compressor as
well as between the compressor and the final discharge
point. In most cases, piping should be at least the same
diameter as the suction nozzle on the compressor. Typically,
LPG/NH
liquid transfer systems should be designed to
3
limit pressure drops to 20 psi (1.3 bar). Appendix D shows
recommended pipe sizes for each compressor for typical
LPG/NH3 installations.
On some of the longer baseplates, such
as with the 691–107, a 3 in. hole can be
cut in the baseplate for filling the middle
section of the baseplate with grout.
See ED410 (Compressor Foundation
Design).
2.3 Piping
Proper piping design and installation
is as important as the foundation is to
Figure 2.3A: On –107 mountings, the flexible
connectors should be located near the four way valve.
8
Care must be taken if a restrictive device such as a valve,
pressure regulator, or back-check valve is to be installed
in the compressor’s suction line. The suction line volume
between the restrictive device and the compressor
suction nozzle must be at least ten times the swept
cylinder volume.
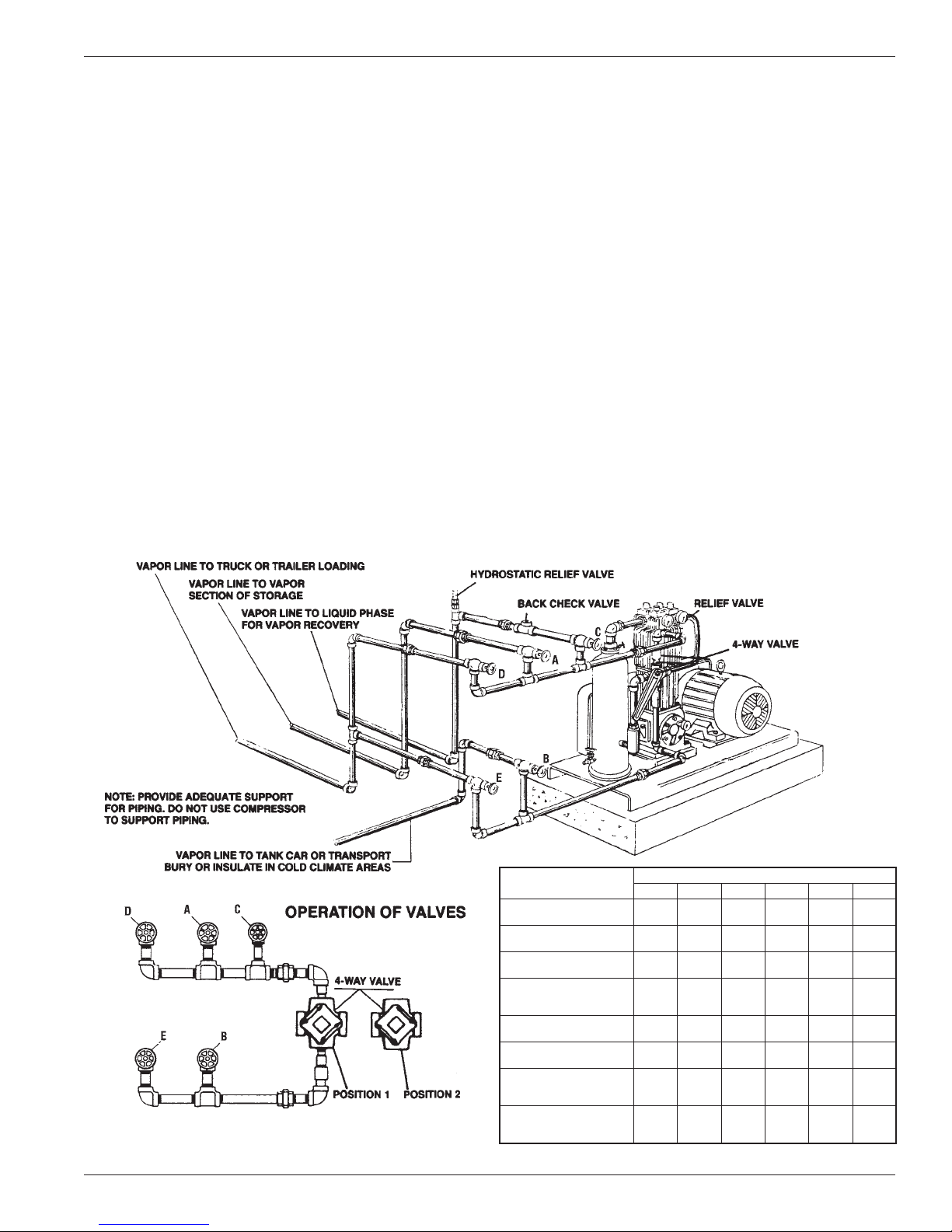
107 style compressors are usually connected using a fivevalve (figure 2.3B) or three-valve manifold (figure 2.3C).
The five-valve manifold allows the storage tank to be
both loaded and unloaded. The three-valve manifold only
allows the storage tank to be loaded. Adequate sizing of
the liquid and vapor lines is essential to limit the pressure
drop in the system to a reasonable level (20 psi or less).
The line size helps determine the plant capacity almost
as much as the size of the compressor, and liquid line
sizes are a bigger factor than vapor lines. If the pressure
gauges on the head indicate more than a 15 to 20 psi
(2.07 to 2.40 bars) differential between the inlet and outlet
pressures, the line sizes are too small or there is some
fitting or excess flow valve creating too much restriction.
The less restriction in the piping, the better the flow.
Appendix D shows recommended pipe sizes for typical
LPG/NH3 compressor installation.
A tank car unloading riser should have two liquid hoses
connected to the car liquid valves. If only one liquid hose
is used, the transfer rate will be slower and there is a good
possibility that the car’s excess flow valve may close.
Since the heat of compression plays an important part in
rapid liquid transfer, the vapor line from the compressor to
the tank car or other unloading container should be buried
or insulated to prevent the loss of heat and the compressor
should be located as near as possible to the tank being
emptied. In extremely cold climates, if the line from the
storage tank to the compressor is over 15 feet (4.6 meters)
long, it should be insulated to lessen the possibility of
vapors condensing as they flow to the compressor. The
vapor recovery discharge line is better not insulated.
Placing the compressor as close as possible to the tank
being unloaded will minimize heat loss from the discharge
line for the best liquid transfer rate.
Unloading stationary tanks with a compressor is quite
practical. Delivery trucks and other large containers can be
filled rapidly if the vapor system of the tank to be filled will
permit fast vapor withdrawal, and if the liquid piping system
is large enough. Many older trucks (and some new ones) are
not originally equipped with vapor excess flow valves large
SERVICE TO PERFORM
1. Unload Tank Car in to
Storage Tank
2. Recover Vapors from Tank
Car into Storage Tank
3. Unload Transport or Truck
into Storage Tank
4. Recover Vapors from
Transport or Truck into
Storage Tank
5. Load Truck or Field Tank
from Storage Tank
6. Load Truck or Field Tank
from Tank Car
7. Equalize Between Tank Car
and Storage Tank without
using Vapor Pump
8. Equalize Between Truck or
Field Tank and Storage Tank
without using Vapor Pump
Figure 2.3B: Five-Valve Manifold Piping System
9
VALVE POSITION
4- WAY A B C D E
Position
Position
Position
Position
Position
Position
Open Open Close Close Close
One
Close Open Open Close Close
Two
Open Close Close Close Open
One
Close Close Open Close Open
Two
Open Close Close Close Open
Two
Close Open Close Open Close
One
— Open Open Close Open Open
— Open Close Close Open Close
SERVICE TO PERFORM
1. Unload Tank Car into
Storage Tank
2. Recover Vapors from
Tank Car into Storage
Tan k
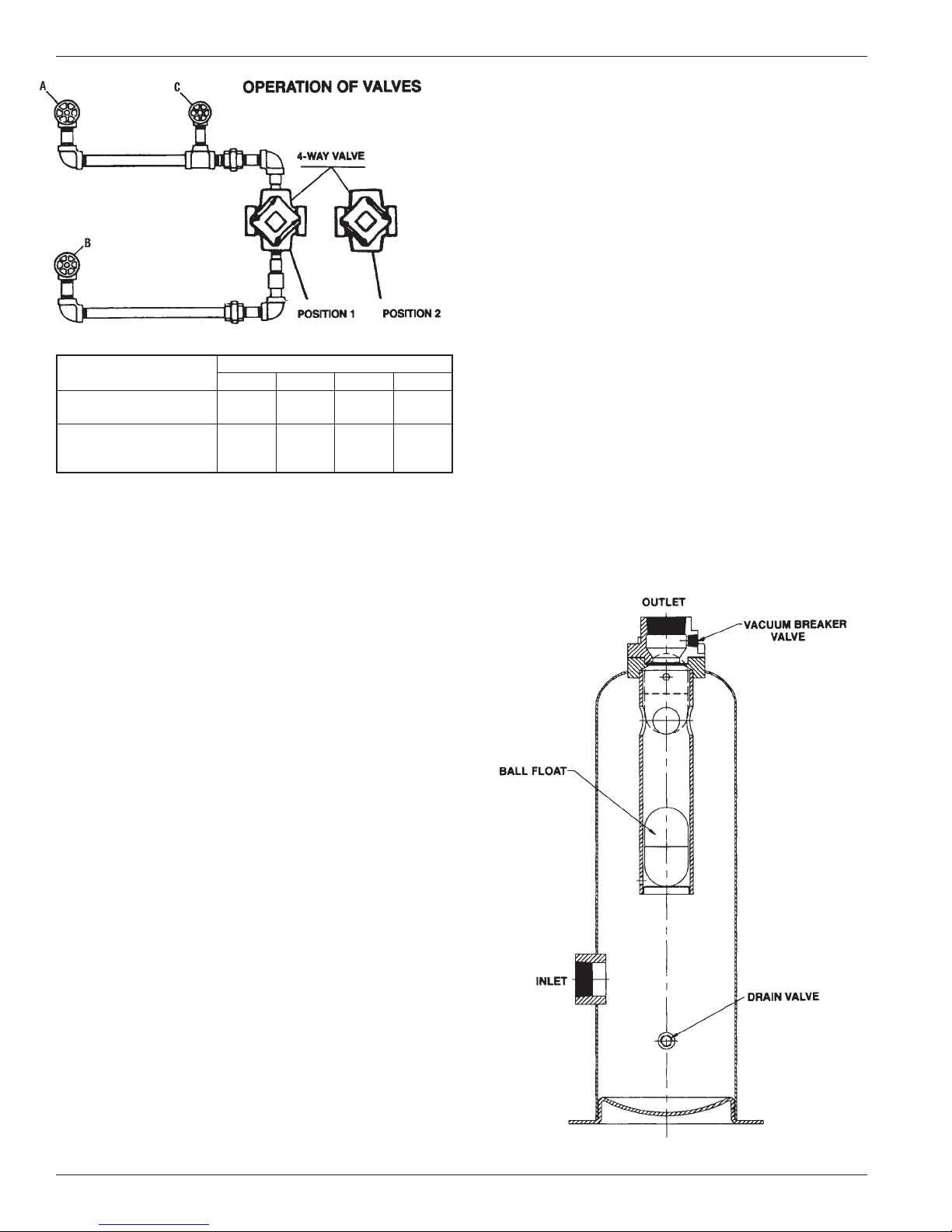
Figure 2.3C: Three-Valve Manifold Piping System
4-WAY A B C
Position
One
Position
Two
VALVE POSITION
Open Open Close
Close Open Open
enough to do a good job and these should be replaced
by a suitable size valve. The liquid discharge should be
connected to the tank truck pump inlet line rather than the
often oversized filler valve connection in the tank head.
2.4 Liquid Traps
Compressors are designed to pressurize gas, not to
pump liquids. The entry of even a small amount of
liquid into the compres sor will result in serious damage
to the compressor.
On liquefied gas applications, a liquid trap must be used
to prevent the entry of liquid into the compressor.
Corken offers three types of liquid traps for removal of
entrained liquids. The simplest is a mechanical float trap
(see figure 2.4A). As the liquid enters the trap the gas
velocity is greatly reduced, which allows the entrained
liquid to drop out. If the liquid level rises above the
inlet, the float will plug the compressor suction. The
compressor creates a vacuum in the inlet piping and
continues to operate until the operator manually shuts it
down. The trap must be drained and the vacuum-breaker
valve opened before restarting the compressor, to allow
the float to drop back. This type of trap is only appropriate
for use where the operator keeps the compressor under
fairly close observation. This trap is provided with the
109 and 107 compressor packages (see Appendix D for
details on standard Corken compressor packages).
When the compressor will not be under more-or-less
constant observation an automatic trap is recommended
It is of extreme importance to prevent the entry of
liquid into the compressor. The inlet of the compressor
should be protected from liquid entry by a liquid trap
(see section 2.4). It is of equal importance to protect
the discharge of the compressor from liquid. This may
be done by installing a check valve on the discharge
and designing the piping so liquid cannot gravitydrain back into the compressor. Make sure to install
a check valve on vapor lines discharging to the liquid
space of the tank.
All piping must be in accordance with the laws and codes
governing the service. In the United States, the following
codes apply:
For LP Gas – The National Fire Protection Association
Pamphlet No. 58, Standard for the Storage and Handling
of Liquefied Petroleum Gases.
For Ammonia – The American National Standards
Institute, Inc., K61.1-1989, Storage and Handling of
Anhydrous Ammonia.
Copies of these are available from NFPA, 60 Baterymarch
Street, Boston, Mass, 02110 and ANSI, 1430 Broadway,
New York, N.Y., 10018. Install, use and maintain this
equipment according to Corken instructions and all
applicable federal, state, and local laws and previously
mentioned codes.
Figure 2.4A: Mechanical Trap
10
(see figure 2.4B). The automatic trap replaces the float with
electrical float switches. If the liquid level should rise too
high, the level switch will open and disconnect the power
to the motor starter, stopping the compressor. This design
ensures the machine will be protected even when it is not
under close observation and is standard in the 109A and
107A mounting configurations.
If your compressor is equipped with a liquid trap
of other than Corken manufacture, make sure it is
of adequate size to thoroughly remove any liquid
entrained in the suction stream.
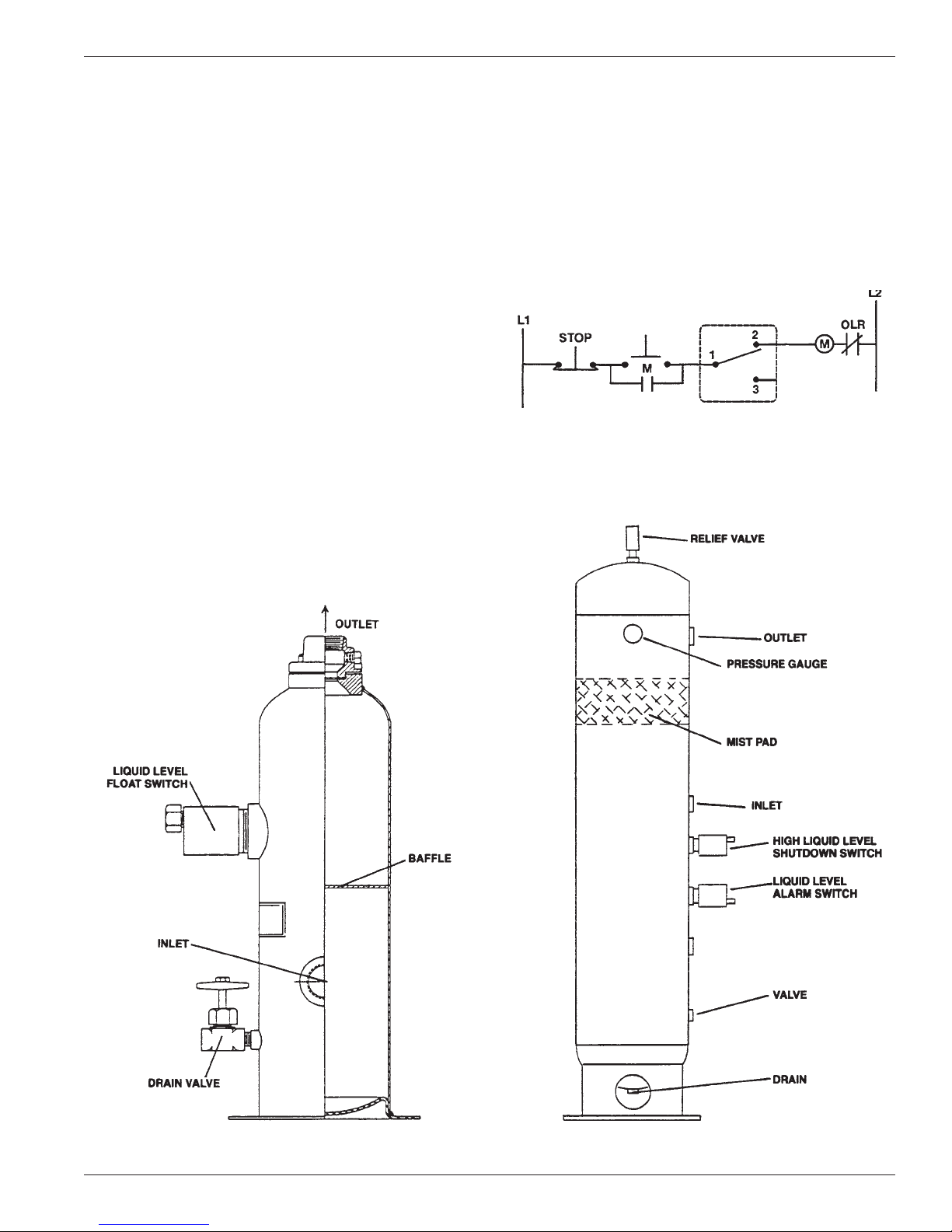
Corken’s most sophisticated trap provides the most
thorough liquid separation (see figure 2.4C). This trap is
larger and is ASME code stamped. It contains two level
switches, one for alarm and one for shutdown. In some
cases the alarm switch is used to activate a dump valve
(not included with trap) or sound an alarm for the trap
to be manually drained by the operator. This trap also
contains a mist pad. A mist pad is a mesh of interwoven
wire to disentrain fine liquid mists. The ASME code trap is
standard in the 109B and 107B mounting configurations.
A typical wiring diagram for the liquid level switch is
shown in figure 2.4D.
NOTE: The level switch MUST be removed from
the trap before grounding any welding devices to
the trap or associated piping! Failure to do so will
damage the switch contacts.
Typical Float Switch Wiring Diagram
(1) = Common, black
(2) = Normally closed, blue
(3) = Normally open, red
Figure 2.4D: Typical Float Switch Wiring Diagram
Figure 2.4B: Automatic Liquid Trap Figure 2.4C: ASME Automatic Liquid Trap
11
2.5 Driver Installation / Flywheels
Corken vertical compressors may be driven by either
electric motors or combustion engines (gasoline, diesel,
natural gas, etc.). Corken compressors are usually
V-belt driven but they are also suitable for direct drive
applications as well. Direct drive applications require an
extended crankshaft to allow the attachment of a rigid
metal coupling.
NOTE: Flexible couplings are not suitable for
reciprocating compressors. Never operate a
reciprocating compressor without a flywheel.
Drive rs shoul d b e s e l e c t e d s o the compressor oper ates
between 350 to 825 RPM. The unit must not be
operated without the flywheel or severe torsional
imbalances will result that could cause vibration and
high horsepower requirement. The flywheel should
never be replaced by another pulley unless it has a
higher wk2 value than the flywheel.
A humid climate can cause problems, particularly in
explosion proof motors. The normal breathing of the
motor, and alternating between being warm when running
and being cool when stopped, can cause moist air to be
drawn into the motor. This moist air will condense, and
may eventually add enough water inside the motor to
cause it to fail. To prevent this, make a practice of running
the motor at least once a week on a bright, dry day for an
hour or so without the V-belts. In this period of time the
motor will heat up and vaporize the condensed moisture,
driving it from the motor. No motor manufacturer will
guarantee their explosion proof or totally enclosed
(TEFC) motor against damage from moisture.
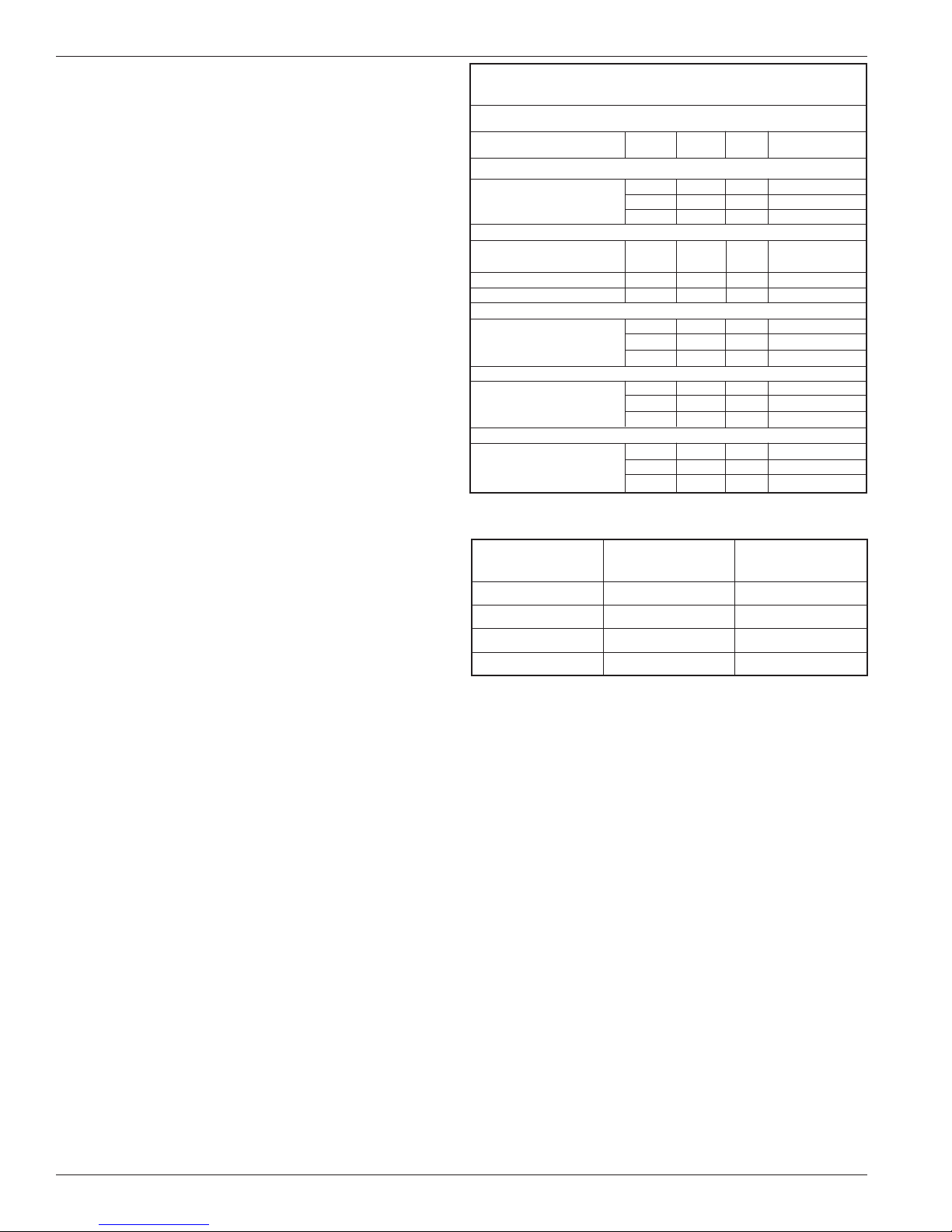
Acceptable Crankcase Oil Products for Corken
Compressors
Constant Weight - Non-Detergent - R&O Inhibited
Oil product ISO VI SAE Ambient Temp.
Exxon®
TERESSTIC 100 95 30 65° - 100° F
68 95 20+ 45° - 70° F
46 95 20 35° - 50° F
Mobil®
RARUS 427 Reciprocating 100 95 30 65° - 100° F
Compressor Oil
DTE Oil Heavy Medium 64 95 20+ 45° - 100° F
Dectol R&O Oil 44 95 20 35° - 50° F
Conoco®
Dectol R&O Oil 100 98 30 35° - 50° F
68 97 20+ 45° - 70° F
46 99 20 35° - 50° F
Texaco®
Regal R&O Oil 100 92 30 65° - 100° F
68 97 20+ 45° - 70° F
46 102 20 35° - 50° F
Sun®
SunVis 900 Oil 100 100 30 65° - 100° F
68 100 20+ 45° - 70° F
46 100 20 35° - 50° F
Figure 2.6A: Oil Selection Chart
Compressor
Model
Approximate
Quarts
Capacity Liters
91 0.9 0.8
291 1.5 1.4
491 3.0 2.8
691 7. 0 6.6
Figure 2.6B: Oil Capacity Chart
For installation with engine drivers, thoroughly review
instructions from the engine manufacturer to assure the
unit is properly installed.
2.6. Crankcase Lubrication
Non-detergent oil is recommended for Corken vertical
compressors. Detergent oils tend to keep wear particles
and debris suspended in the oil, whereas non-detergent
oils let them settle in the bottom of the crankcase.
When non-detergent oils are not available, detergent
oils may usually be successfully substituted, although
compressors handling ammonia, amine, or imine gases
are notable exceptions. These gases react with the
detergent and cause the crankcase oil to become
corrosive and contaminated. Figures 2.6A and 2.6B show
recommended oil viscosities and crankcase capacities.
Synthetic lubricants are generally not necessary. Please
consult your lubricate supplier if you are considering the
use of synthetic oil.
2.7 Relief Valves
An appropriate relief valve must be installed at the
compressor discharge. On Corken 107-style mounted
units a relief valve should be fitted in the piping
between the compressor discharge and the four-way
valve (see figure 1.3A). Relief valves should be made of
a material compatible with the gas being compressed.
Local codes and regulations should be checked for
specific relief valve requirements. Also, relief valves
may be required at other points in the compressor’s
system piping.
2.8 Truck Mounted Compressors
Corken compressors are may be mounted on trucks to
perform liquid transfer operations as described in section
1.1. The compressor should be mounted so the inspection
plate is accessible for packing adjustment. The compressor
must be protected against liquid as explained in section 2.4
and a relief valve must be installed in the discharge piping
before the first downstream shutoff valve.
12
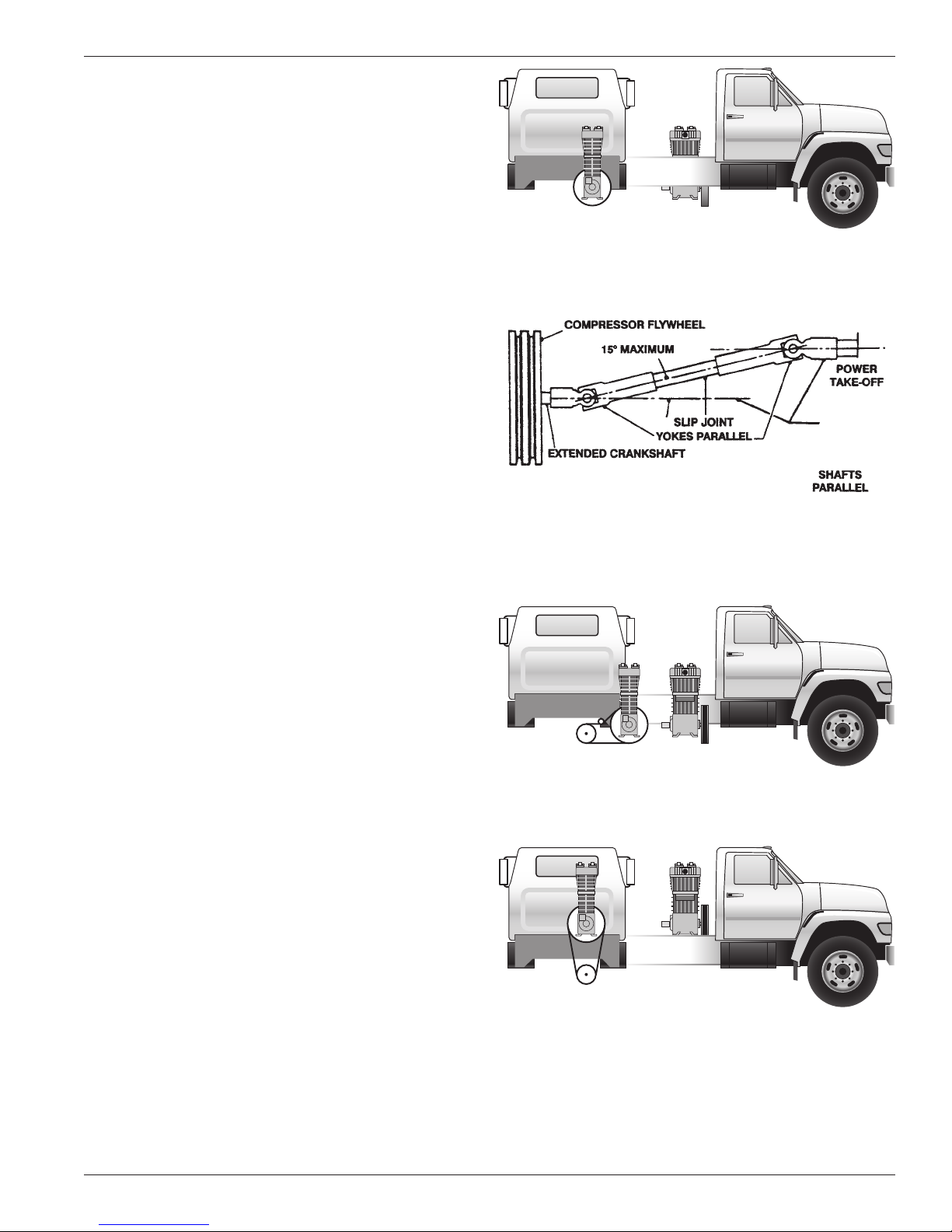
Three types of mountings are typically used. The inside
mounting (figure 2.8A) drives the compressor directly off
the PTO shaft. The PTO must be selected to drive the
compressor between 400 and 800 RPM. An extended
compressor crankshaft is required so the U-joint yoke
may connect to the compressor without removing the
flywheel. Do not operate the compressor without a
flywheel. Use a U-joint with a splined joint and make
sure the connections are parallel and in line. The U-joint
angle should be less than 15 degrees (see figure 2.8B).
Always use an even number of U-joints.
Depending on the truck design, the compressor may be
outside or top mounted as shown in figures 2.8C and
2.8D to be V-belt driven. Power is transmitted through
a U-joint drive shaft, jackshaft with two pillow block
bearings, V-belt sheave and V-belts. An idle pulley may
be used under the truck frame.
2.9 Shutdown/Alarm Devices
For many applications, shutdown/alarm switches will
provide worthwhile protection that may prevent serious
damage to your compressor system. All electronic devices
should be selected to meet local code requirements.
Shutdown/alarm devices typically used on Corken
compressors are:
Figure 2.8A: Inside Transport Mounting
Figure 2.8B: U-joint Drive for Compressor
Low Oil Pressure Switch: Shuts down the unit if crankcase
oil pressure falls below 12 psi due to oil pump failure or
low oil level in crankcase.
High Temperature Switch: Shuts down the unit if the
normal discharge temperature is exceeded. This is
strongly recommended for all applications. Typically,
the set point is about 30°F (-1°C) above the normal
discharge temperature.
Low Suction, High Discharge Pressure Switch: Shuts
down the unit if inlet or outlet pressures are not within
preset limits.
Vibration Switch : Shuts down the unit if vibration
becomes excessive. Recommended for units mounted
on portable skids.
Figure 2.8C: Outside Transport Mounting
Figure 2.8D: Top Transport Mounting
13

Chapter 3—Starting Up Your Corken Compressor
NOTE: Before initial startup of the compressor be
sure the principal of using a compressor for liquid
transfer by vapor differential pressure is understood
(see section 1.1). Read this entire chapter, then
proceed with the startup checklist.
3.1 Inspection After
Extended Storage
If your compressor has been out of service for a long
period of time, you should verify that the cylinder bore
and valve areas are free of rust and other debris (see
chapter 5 of this IOM manual for valve and/or cylinder
head removal instructions).
Drain the oil from the crankcase and remove the
nameplate and crankcase inspection plate. Inspect the
running gear for signs of rust and clean or replace parts
as necessary. Replace the crankcase inspection plate
and fill crankcase with the appropriate lubricant. Squirt
oil on the crossheads and rotate the crankshaft by hand
to ensure that all bearing surfaces are coated with oil.
Figure 3.2A: Flywheel Installation
Rotate unit manually to ensure running gear functions
properly. Replace nameplate and proceed with startup.
3.2 Flywheel and V-belt Alignment
Before working on the drive assembly, be sure that the
electric power is disconnected. When mounting new
belts, always make sure the driver and compressor are
close enough together to avoid forcing.
Improper belt tension and sheave alignment can cause
vibration, excessive belt wear and premature bearing
failures. Before operating your compressor, check alignment
of the V-grooves of the compressor flywheel and driver
sheave. Visual inspection often will indicate if the belts are
properly aligned, but use of a square is the best method.
The flywheel is mounted on the shaft via a split, tapered
bushing a nd three bolts. These bolts shou ld be tighte ned in
an even and progressive manner until torqued as specified
below. There must be a gap between the bushing flange
and the flywheel when installation is complete. Always
check the flywheel runout before startup and readjust
if it exceeds the value listed in Appendix C.
Bushing Size
SF 4.625 (11.7) 30 (4.1)
E 6.0 (15.2) 60 (8.3)
J 7.25 (18.4) 135 (18 .7 )
Diameter
In. (cm)
Bolt Torque
Ft.-lb. (kg-meter)
Figure 3.2B: Belt Tension
Tighten the belts so that they are taut, but not extremely
tight. Consult your V-belt supplier for specific tension
recommendations. Belts that are too tight may cause
premature bearing failure. Refer to figure 3.2B.
3.3 Crankcase Oil Pressure
Adjustment
Corken compressor models 291 through 891 are
equipped with an automatically reversible gear type oil
pump (if your compressor is the splash lubricated Model
91, proceed to section 3.4). It is essential to ensure
the pumping system is primed and the oil pressure is
properly adjusted in order to assure smooth operation.
Before starting your compressor, check and fill the
crankcase with the proper quantity of lubricating oil.
When the compressor is first started, observe the
crankcase oil pressure gauge. If the gauge fails to
indicate pressure within 30 seconds, stop the machine.
14

Remove the pressure gauge. Restart the compressor
Oil Pressure Gauge
Oil Level Bayonet
Lock Nut
Oil Pressure
Adjusting
Screw
+
-
Oil Pump Cover
and run it until oil comes out of the pressure gauge
opening. Reinstall the gauge.
The oil pressure should be about 20 psi (1.4 bars) minimum
for normal service. If the discharge pressure is above 200
psi (14.8 bars) the oil pressure must be maintained at a
minimum of 25 psi (1.7 bars). A spring-loaded relief valve
mounted on the bearing housing opposite the flywheel
regulates the oil pressure. As shown in figure 3.3A, turn
the adjusting screw clockwise to increase the oil pressure
and counterclockwise to lower it. Be sure to loosen the
adjusting screw locknut before trying to turn the screw and
tighten it after making any adjustment.
8. Check V-belt tension and alignment. Check drive
alignment on direct drive units.
9. Rotate unit by hand. Check flywheel for wobble or play.
10. Check crankcase oil level.
11. Drain all liquid traps, separators, etc.
12. Verify proper electrical supply to motor and panel.
13. Check that all gauges are at zero level reading.
14. Test piping system for leaks.
15. Purge unit of air before pressurizing with gas.
16. Carefully check for any loose connections or bolts.
17. Remove all stray objects (rags, tools, etc.) from vicinity
of unit.
18. Verify that all valves are open or closed as required.
19. Double-check all of the above.
Figure 3.3A: Oil Pressure Adjustment
3.4 Startup Check List
Please verify all of the items on this list before
starting your compressor! Failure to do so
may result in a costly (or dangerous) mistake.
Before Starting the Compressor
1. Become familiar with the function of all piping associated
with the compressor. Know each line’s use!
2. Verify that actual operating conditions will match the
anticipated conditions.
3. Ensure that line pressures are within cylinder
pressure ratings.
4. Clean out all piping.
After Starting Compressor
1. Verify and note proper oil pressure. Shut down and
correct any problem immediately.
2. Observe noise and vibration levels. Correct immediately
if excessive.
3. Verify proper compressor speed.
4. Examine entire system for gas, oil or water levels.
5. Note rotation direction.
6. Check start-up voltage drop, running amperage and
voltage at motor junction box (not at the starter).
7. Test each shutdown device and record set points.
8. Test all relief valves.
9. Check and record all temperatures, pressures and
volumes after 30 minutes and 1 hour.
10. After 1 hour running time, tighten all head bolts, valve
holddown bolts, and baseplate bolts. See Appendix C
for torque values.
5. Check all mounting shims, cylinder and piping
supports to ensure that no undue twisting forces exist
on the compressor.
6. Verify that strainer elements are in place and clean.
7. Verify that cylinder bore and valve areas are clean.
15
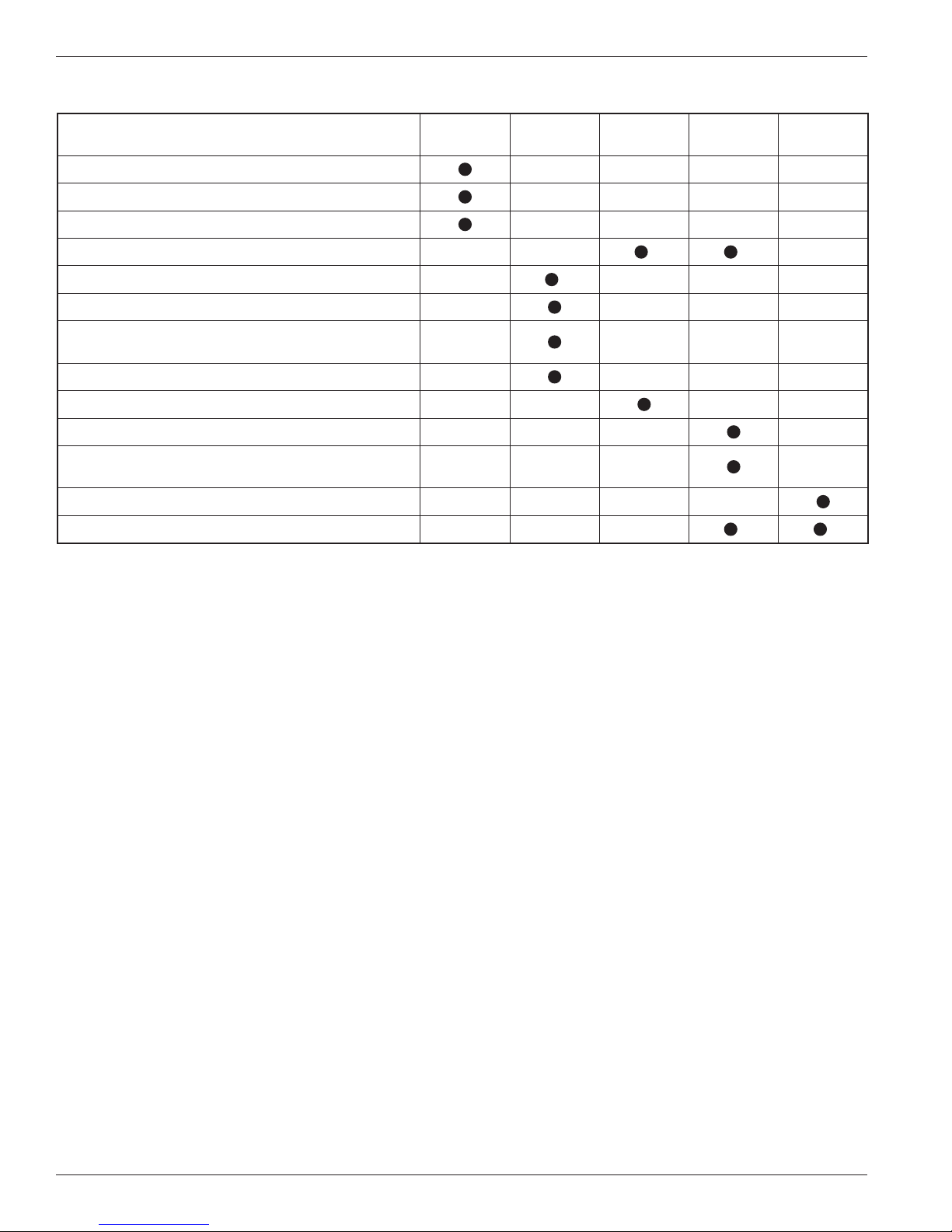
Chapter 4—Routine Maintenance Chart
Item to Check Daily Weekly Monthly
Six
Months
Yearly
Crankcase oil pressure
Compressor discharge pressure
Overall visual check
Crankcase oil level
Drain liquid from accumulation points
3
2 2
Drain distance pieces
Clean cooling surfaces on compressor and
intercooler (if any)
Lubricator supply tank level (if any)
Check belts for correct tension
1
Inspect valve assemblies
Lubricate motor bearings in accordance with
manufacturers' recommendations
Inspect motor starter contact points
Inspect piston rings
1
Piston ring life varies greatly, depending on application, gas, and operating pressures. Consult factory for additional recommendations for
your specific application.
2
Change oil every 2,200 hours of operation or every 6 months, whichever occurs first. If the oil is unusually dirty, change it as often as needed
to maintain a clean oil condition. Change replacement filter 4225 with every oil change.
3
Liquid traps should be drained prior to startup.
1
1 1
16

Chapter 5—Routine Service and Repair Procedures
CAUTION: Always relieve pressure in the unit before
attempting any repairs. After repair, the unit should
be pressure tested and checked for leaks at all joints
and gasket surfaces.
If routine maintenance is performed as listed in chapter
4, repair service on your Corken gas compressor is
generally limited to replacing valves or piston rings.
When it comes time to order replacement parts, be sure
to consult the part details appendix in the back of this
Installation, Operation & Maintenance (IOM) manual for a
complete list of part numbers and descriptions.
5.1 Valves
Test the compressor valves by closing the inlet piping valves
while the unit is running; however, do not allow the machine
to operate in this way very long. If the inlet pressure gauge
does not drop to zero almost immediately, one or more of
the valves is probably either damaged or dirty. It is possible,
of course, that the pressure gauge itself is faulty.
Inspect valves for breakage, corrosion, and scratches on
the valve disc and debris. In many cases, valves may simply
be cleaned and reinstalled. If the valves show any damage,
they should be repaired or replaced. Replacement is usually
preferable, although individual parts are available. If valve
discs are replaced, seats should also be lapped until they
are perfectly smooth. If more than .005 in. must be removed
to achieve a smooth surface, the valve should be discarded.
If discs are replaced without relapping the seat, rapid wear
and leakage may occur.
Valve Holddown Assemblies: Depending on your model
of compressor, the valve holddown assembly has all or a
combination of the following:
1. Valve cap
2. Valve cap O-ring
3. Holddown screw
4. Valve cover plate
5. Valve cover plate bolts
6. Valve cover plate O-ring
7. Valve spacer (model 491 only)
8. Valve cage
9. Valve assembly
10. Valve gasket
Valve Assemblies: Depending on your valve specification,
the valve assembly has all or a combination of the following:
1. Gasket
2. Adjusting screw
3. Relief ball spring
4. Relief ball
Each suction and/or discharge valve assembly is easily
removed as a unit for inspection. If any part of the valve
a s se m bl y i s b r ok e n , t h e va l v e a s s e mb ly s ho u l d b e re p l ac e d.
See valve assembly parts details in the appendices for a
complete list of part numbers and descriptions.
If a valve is leaking due to dirt or any other foreign
material that keeps the valve plate and seat from sealing,
the valve may be cleaned and reused. New gaskets and/
or O-rings should be used to assure a good seal.
The valve holddown assemblies and valve assemblies on
the following pages show the various specifications used
on models 91, 291, 491, 691 and 891 compressors. Since
more than one suction valve arrangement is available for
each model of compressor, it is necessary to know your
complete model number so you can identify the valve
type specification number (see example listed below).
In most cases for liquid transfer and/or vapor recovery
compressors, the valve type will be spec. 3.
Model number 491AM 3 FBANSNN
Valve type = spec 3
5. Valve seat
6. Valve plate
7. Spacers
8. Washer
9. Valve spring
10. Suction valve post
11. Valve bumper
12. Valve gasket
See valve holddown and valve assembly part details
in the appendix for a complete list of part numbers
and descriptions.
Valve Inspection and/or Replacement for Models 91
and 291 Compressors
Before removing and inspecting the valves, begin by
depressurizing and purging (if necessary) the unit.
17
Disassembly
1. Unscrew the valve cap and remove O-ring.
2. With the special wrench supplied with your compressor
at time of purchase, remove the holddown screw.
3. After the holddown screw has been removed, the
valve assembly and valve gasket can be lifted out.
the holddown screw has been secured with an impact
wrench at the factory, you will probably need to wait to
remove the holddown screw until after the cover plate
has been removed. At this point in time, the holddown
screw can be easily removed from the cover plate. The
holddown screw on model 691 and 891 is most easily
removed with the special wrench supplied with your
compressor at time of purchasing.
4. Carefully inspect for dirt or broken/damaged parts.
5. Inspect valves for breakage, corrosion, debris and
scratches on the valve disc or plate. In many cases,
valves may simply be cleaned and reinstalled. If the
valves show any damage, they should be repaired or
replaced. Replacement is usually preferable although
repair parts are available. If valve plates are replaced,
seats should also be lapped until they are perfectly
smooth. If more than .005 in. must be removed
to achieve a smooth surface, the valve should be
discarded. If plates are replaced without relapping the
seat, rapid wear and leakage may occur.
Assembly
1. Insert metal valve gasket into the suction and/or discharge
opening of the head. The metal valve gasket should
always be replaced when the valve is reinstalled.
2. Insert cleaned or new valve assembly. Make sure the
suction and discharge valves are in the proper suction and
discharge opening in the head. NOTE: The spec 3 suction
valves for a model 91 and 291 compressor are pre-set so
no adjustments to liquid relief pressure are necessary.
3. After the cover plate and O-ring have been removed,
the valve spacer (model 491 only), valve cage, valve
assembly and valve gasket can be lifted out.
4. Inspect valves for breakage, corrosion, debris and
scratches on the valve plate. In many cases, valves may
simply be cleaned and reinstalled. If the valves show
any damage, they should be repaired or replaced.
Replacement is usually preferable although repair
parts are available. If valve plates are replaced, seats
should also be lapped until they are perfectly smooth.
If more than .005 in. must be removed to achieve a
smooth surface, the valve should be discarded. If
plates are replaced without relapping the seat, rapid
wear and leakage may occur.
Assembly
1. Insert metal valve gasket into the suction and/or discharge
opening of the head. The metal valve gasket should
always be replaced when the valve is reinstalled.
2. Insert cleaned or new valve assembly. Make sure the
suction and discharge valves are in the proper suction
and discharge opening in the head.
3. Replace the holddown screw and tighten to the value
listed in Appendix C to ensure the valve gasket is
properly seated. NOTE: Gaskets and O-rings are not
normally reusable.
4. Replace the O-ring (or gasket) and valve cap and
tighten to the value listed in Appendix C. O-rings
sealing the valve caps should be replaced.
5. Check bolts and valve holddown screws after first
week of operation. Re-torque if necessary. See
Appendix C for torque values.
Valve Inspection and/or Replacement for Models
491, 691 and 891 Compressors
Before removing and inspecting the valves, begin by
depressurizing and purging (if necessary) the unit.
Disassembly
1. Unscrew the valve cap/nut and remove the gasket
from the coverplate.
2. Remove the valve cover plate, O-ring and holddown
screw by removing each of the four bolts. NOTE: Since
3. Insert the valve cage and valve spacer (NOTE: spacer
applies to model 491 compressor only).
4. Replace the O-ring and valve cover plate. Torque
bolts to the value listed in Appendix C. CAUTION: Be
sure the holddown screw has been removed.
5. Insert the holddown screw and tighten to the value
listed in Appendix C to ensure the valve gasket is
properly seated. NOTE: Gaskets and O-rings are not
normally reusable.
6. Replace the O-ring (or gasket) and valve cap/nut and
tighten to the value listed in Appendix C. O-rings sealing
the valve cap should be replaced if they show signs of
wear or damage. Valve caps sealed by flat metals
gaskets should be reinstalled with new gaskets.
7. NOTE: Spec 3 suction valves have an adjusting screw
to set the liquid relief pressure. To set the liquid relief
pressure, tighten the adjusting screw until it bottoms,
then back out 3/4 turn.
8. Check bolts and valve holddown screws after first
week of operation. Re-torque if necessary. See
Appendix C for torque values.
18
5.2 Heads
5.4 Pistons
A compressor head very seldom requires replacement if
the compressor is properly maintained. The primary cause
of damage to a head is corrosion and the entry of solid
debris or liquid into the compression chamber. Improper
storage can also result in corrosion damage to the head
(for proper storage instructions see chapter 6).
Many compressor repair operations require removal
of the head. While the compressor is disassembled,
special care should be taken to avoid damage or
corrosion to the head. If the compressor is to be left
open for more than a few hours, bare metal surfaces
should be coated with rust preventative.
When reassembling the compressor, make sure the bolts
are retightened as shown in Appendix C.
5.3 Piston Rings and
Piston Ring Expanders
1. To replace the pistons, depressurize the compressor
and purge if necessary.
2. Remove the compressor cylinder and head (see
section 5.2).
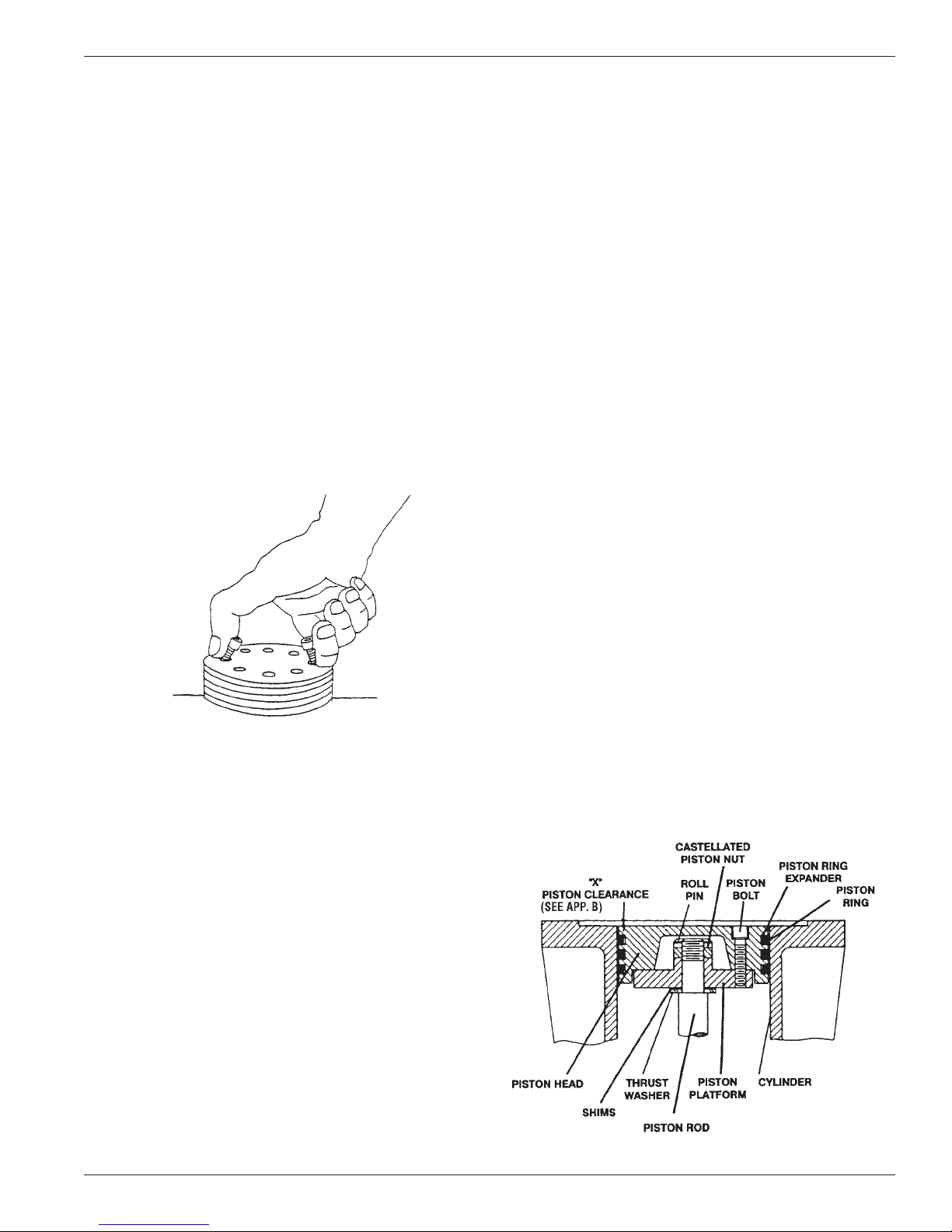
3. Remove the piston head by loosening and removing
the socket head bolts holding the piston head to the
piston platform (see figure 5.3A).
4. Next, remove the roll pin with a pair of needle nose
pliers. The castellated nut may then be removed and the
piston platform lifted off the end of the piston rod.
5. Check the thrust washer and shims for damage and
replace if necessary.
6. Before installing the new piston, measure the thickness
of the existing shims. For Models 91 through 491, the
shims are placed between the thrust washer and
piston platform. For model 691, the shims are placed
between the platform and piston head (see figures
5.4A and 5.4B).
7. Reinstall the piston platform with the same thickness
of shims as before, BUT DO NOT REINSTALL THE
ROLL PIN.
Figure 5.3A: Piston Removal
Piston ring life will vary considerably from application to
application. Ring life will improve dramatically at lower
speeds and temperatures.
1. To replace the piston rings, depressurize the
compressor and purge if necessary.
2. Remove the head to gain access to the compressor
cylinder.
3. Loosen the piston head bolts. Remove the piston
as shown in figure 5.3A by pinching two loose
bolts together.
4. Piston rings and expanders may then be easily
removed and replaced. Corken recommends
replacing expanders whenever rings are replaced.
To determine if rings should be replaced, measure
the radial thickness and compare it to the chart in
Appendix C.
8. Replace the cylinder and install the piston heads with
new piston rings and expanders.
9. Now measure dimension “X” shown in the illustration.
If this measurement does not fall within the tolerances
shown in Appendix C, remove the piston, adjust the
shims as necessary and remeasure the “X” dimension.
10. When the piston is properly shimmed, tighten the
castellated nut as shown in Appendix C.
11. Now install a new roll pin to lock the castellated piston
nut in place.
Figure 5.4A: Piston Cross Section
Model Sizes 91 Through 491
19

Figure 5.4B: Piston Cross Section
Model 691
ch amb er. Im pr op er s to ra ge ca n als o r es ul t in co rr os io n
damage to cylinder (for proper storage instructions
see chapter 6).
If the cylinder does become damaged or corroded, use
a hone to smooth the cylinder bore and then polish it
to the value shown in Appendix C. If more than .005
in. must be removed to smooth the bore, replace the
cylinder. Cylinder liners and oversized rings are not
available. OVERBORING THE CYLINDER WILL RESULT
IN GREATLY REDUCED RING LIFE.
Many compressor repair operations require removal of the
cylinder. While the compressor is disassembled, special
care should be taken to avoid damage or corrosion to
the cylinder. If the compressor is to be left open for more
than a few hours, bare metal surfaces should be coated
with rust preventative.
12. Install the piston head and tighten the socket head
bolts in an alternating sequence.
13. Reinstall the head (see section 5.2) and follow standard
startup procedure. (Note: Some compressors may
have self-locking nuts without roll pins.)
5.5 Piston Rod Packing Adjustment
Piston rod packing should be adjusted or replaced
whenever leakage becomes noticeable. Typically, it is
a good idea to replace piston rod packing and piston
rings at the same time. For instructions on adjusting and
replacing the piston rod packing, see section 5.6.
NOTE: Inspection of the rod packing is generally not
productive, since packing that cannot be adjusted to an
acceptable leakage rate should be replaced.
When reassembling the compressor, make sure the bolts
are retightened as shown in Appendix C.
Packing Replacement Instructions
Caution: Bleed all pressure from the compressor and piping,
and purge (if necessary), before starting to install new piston
rod packing. After repair, the unit should be pressure tested
and checked for leaks at all joints and gasket surfaces.
When the compressor is being used with toxic, dangerous,
flammable or explosive gases, this pressure and leak testing
should be done with air or a dry, inert gas such as nitrogen.
For simplicity, heads, pistons, and inspection plates are
not shown. For specific construction details and actual
part numbers, consult the appendix in the back of this
IOM manual. Use instructions below that apply to the
MODEL and SERIAL NUMBER of your compressor. Be
careful to arrange packing sets in the proper order.
Cleanliness:
Sealing a reciprocating piston rod is a very difficult
task. Keep all parts, tools and your hands clean during
installation. Your new packing needs every chance it can
get, so keep it clean.
Figure 5.5A: Packing Adjusting Nuts
5.6 Cylinder and
Packing Replacement
Cylinders very seldom require replacement if the
compressor is properly maintained. The primary
cause of damage to cylinders is corrosion and the
entry of solid debris or liquid into the compression
Workmanship:
Your Corken compressor is a precision piece of equipment
with very close tolerances. Treat it as such. Never beat
on it to get parts in or out.
Model 91 Compressor
(Refer to Appendix G for packing assembly details)
Disassembly of Packing
1. Depressurize and open the compressor.
2. Remove head, piston, cylinder, inspection plate and
crosshead guide.
20

3. Loosen adjusting screw and remove retainer ring,
washers, packing spring and old packing from
crosshead guide.
Assembly of Packing
1. Clean, then lightly oil, packing area inside the
crosshead guide.
2. Slightly thread in the adjusting screw into the
crosshead guide.
3. Install packing rings including male and female packing
rings one at a time as shown in Appendix G. Push
in each one completely before adding the next ring.
The quantity of packing rings required will vary due to
tolerances; a good rule of thumb is to put in as many as
are removed.
2. Slightly thread in adjusting screw.
3. Install packing rings including male and female
packing rings, one at a time, as shown in Appendix H
or I. Push in each one completely before adding the
next ring. The quantity of packing rings required will
vary due to tolerances; a good rule of thumb is to put
in as many as are removed.
4. Insert thin packing box washer, packing spring and
thicker washer.
5. Push down on washer and insert retainer ring.
6. Tighten adjusting screw until plastic locking device
engages the first thread in the packing box cartridge.
7. Oil piston rod and replace cartridge O-ring.
4. Insert thin packing box washer, packing spring and
thicker washer into the top of the crosshead guide.
5. Tighten adjusting screw until plastic locking device
engages the first thread in the crosshead guide.
6. Oil piston rod and install the packing installation cone
(part number 4005) over the threaded end of the
piston rod.
7. Carefully slip the crosshead guide over the piston
rod; otherwise, you may damage the lips of the
packing rings.
8. Remove packing installation cone.
9. Install the crosshead guide O-ring, cylinder, piston
and head.
Model 291 Compressor (serial no. SS55685 and later)
Model 491 Compressor (serial no. XC30633 and later)
(Refer to Appendix H or I for packing assembly details)
Disassembly of Packing
1. Depressurize and open the compressor.
8. Install packing installation cone part number 4005
over the threaded end of the piston rod.
9. Carefully slip the packing cartridge over the piston
rod; otherwise, you may damage the lips of the
packing rings.
10. Remove packing installation cone.
11. Install and tighten cartridge holddown screw with
special wrench.
12. Install cylinder O-ring, cylinder, pistons and head.
Model 691 Compressor
(Refer to Appendix J for packing assembly details)
Disassembly of Packing
1. Depressurize and open the compressor.
2. Remove head, pistons and cylinder.
3. Remove cartridge holddown screw with special
wrench supplied with the compressor and packing
box cartridge.
2. Remove head, pistons and cylinder.
3. Remove cartridge holddown screw with special
wrench supplied with the compressor and packing
box cartridge.
4. Loosen adjusting screw and remove retainer ring,
washers, packing spring and old packing from packing
box cartridge.
Assembly of Packing
1. Clean, and then lightly oil, packing area inside packing
box cartridge.
4. Loosen adjusting screw and remove retainer ring,
washers, packing spring and old packing from packing
box cartridge.
Assembly of Packing
1. Clean then lightly oil packing area inside packing box
cartridge.
2. Thread in adjusting screw until locking device is
engaged into first thread of the packing cartridge.
3. Install packing rings, including male and female packing
rings, one at a time, as shown in Appendix J. Push in
each one completely before adding the next ring.
21

4. Insert a packing washer, packing spring and another
packing washer.
removing the head, cylinder, piston, crosshead guide
and crosshead assembly.
5. Push down on washer and insert retainer ring.
6. Oil piston rod and replace cartridge O-ring.
7. Install packing installation cone part number 3905
over the threaded end of the piston rod.
8. Carefully slip the packing cartridge over the piston
rod; otherwise, you may damage the lips of the
packing rings.
9. Install and tighten cartridge holddown screw with
special wrench.
10. Replace cylinder O-ring, cylinder, pistons and head.
Model D891 Compressor
(Refer to Appendix K for packing assembly details)
Disassembly of Packing
1. Depressurize and open the compressor.
2. Remove the cylinder cap, heads, pistons and cylinder.
3. To remove the packing barrels, pry upward under
each one and lift entire barrel/cartridge assembly up
from piston rod.
4. Remove the four socket head screws that hold the
packing cartridge to the barrel.
Assembly of Packing
1. Replace packing as required. The segmented packing
and cups are in the barrel. The V-ring packing is in
the cartridge. Note the arrangement of the particular
packing set for the model machine you have.
2. Reattach the cartridges to the barrels using the four
socket head screws.
3. Install cartridge barrel assemblies, noting the
alignment of the barrels as they sit on the crosshead
guide. The valve scallops on the barrels must align
properly with the valves of the cylinder.
4. Replace cylinder, pistons, heads and cap. See piston
assembly details for proper clearance values.
5. Rotate unit by hand to ensure proper assembly.
5.7 Bearing Replacement for
2. Drain the crankcase and remove the inspection plate(s).
3. Before disassembly, choose and mark one connecting
rod and the corresponding connecting rod cap. DO
NOT MIX CONNECTING RODS AND CAPS. Loosen and
remove the connecting rod bolts in order to remove the
crosshead and connecting rod assembly.
5.7.1 Wrist Pin Bushing Replacement
1. To replace the wrist pin bushing, remove the retainer
rings that position the wrist pin in the crosshead.
2. Press out the wrist pin so the crosshead and
connecting rod may be separated. Inspect the wrist
pin for wear and damage and replace if necessary.
3. Press out the old wrist pin bushing and press a new
bushing into the connecting rod. DO NOT MACHINE THE
O.D. OR I.D. OF THE BUSHING BEFORE PRESSING
INTO CONNECTING ROD.
4. Make sure the lubrication hole in the bushing matches
the oil passage in the connecting rod. If the holes do
not align, drill out the bushing through the connecting
rod lubricant passage with a long drill. Bore the
wrist pin bushing I.D. as indicated on the respective
connecting rod assembly details. These pages are
located in the appendices. Over boring the bushing can
lead to premature failure of the wrist pin bushing.
5. Inspect the oil passage for debris and clean thoroughly
before proceeding.
6. Press the wrist pin back into the crosshead and
wrist pin and reinstall retainer rings. NOTE: The
fit between the wrist pin and bushing is tighter
than ordinary lubricated air compressors and
combustion engines.
5.7.2 Replacing Connecting Rod Bearings
Connecting rod bearings are easily replaced by removing
the semicircular bearings. Make sure the indentations
in the connecting rod bearing and connecting rod line
up when installing the new bearings. MAKE SURE THE
ARROW AND/OR ALIGNMENT NOTCH ON CONNECTING
ROD AND CAP ARE ALIGNED.
Before reinstalling the crosshead/connecting rod
assembly, make sure the crankshaft throw and bearing
surface are clean and lubricated. Tighten the connecting
rod bolts to the torques listed in Appendix C.
Crankcase and Connecting Rod
1. To replace the crankcase roller bearings, wrist pin
bushing and connecting rod bearings, begin by
5.7.3 Replacing Crankcase Roller Bearings
To inspect the roller bearings, remove the flywheel from
the crankshaft and then remove the bearing carrier and
crankshaft from the crankcase. If corrosion or pitting is
22
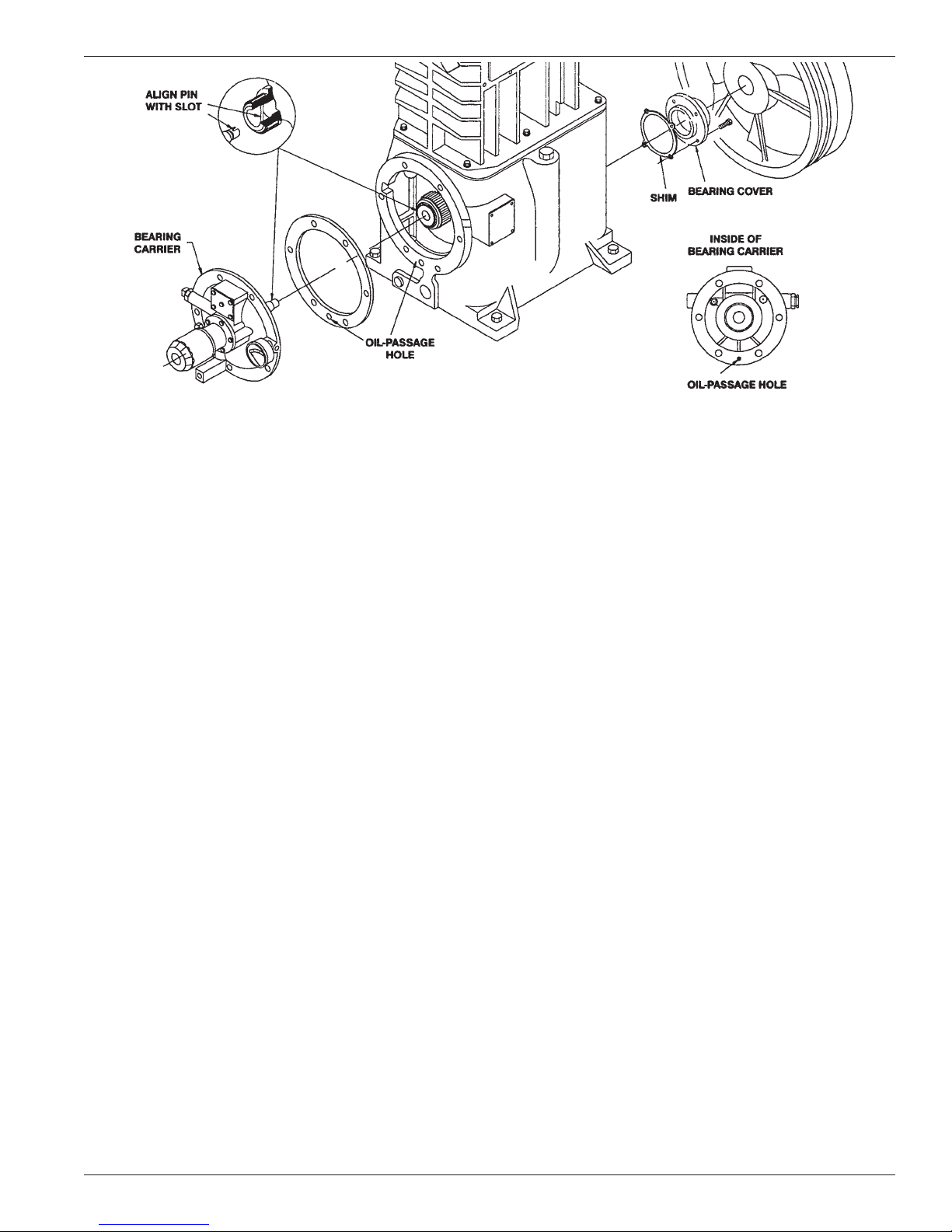
Figure 5.6.3A: Bearing Carrier Replacement
present, the roller bearings should be replaced. When
replacing roller bearings, always replace the entire bearing,
not just the cup or the cone.
1. To replace the bearings, press the cups out of the
crankcase and bearing carrier and press the cones off
the crankshaft.
2. Press the new bearings into position and reassemble
the crankshaft and bearing carrier to the crankcase.
When reinstalling the bearing carrier, make sure
the oil pump shaft slot is aligned with the pin in the
crankshaft. Make sure to install the bearing carrier
gasket so the oil passage hole is not blocked (see
figure 5.6.3A).
3. In order to check the crankshaft endplay, the oil pump
must first be removed (see section 5.8).
4. Press the end of crankshaft towards the crankcase; if
a clicking noise or motion is detected, the crankshaft
has too much endplay. See Appendix C.
5. To reduce endplay, remove the bearing cover and
remove a thin shim. Recheck the endplay after
replacing the bearing cover.
6. When there is no detectable endplay, the shaft must
still be able to rotate freely. If the crankshaft sticks
or becomes abnormally warm, then the crankshaft
bearings are too tight. If the crankshaft is too tight,
add more shims, but make sure not to over shim.
(Appendix C lists the proper crankshaft endplay).
When the crankshaft can be rotated freely by hand
with proper endplay, the rest of the compressor may
be reassembled. If the crankshaft roller bearings
are too tight or too loose, premature bearing failure
will result.
5.8 Oil Pump Inspection
If the compressor operates for a prolonged period with
dirty or contaminated crankcase oil, damage to the oil
pump may result.
1. To check the oil pump, unbolt the pump cover and
remove the oil pump, spring guide, spring and oil
pump shaft adapter as shown in figure 5.8A.
2. Inspect the gears in the oil pump for corrosion or
pitting and replace if necessary.
3. Check the oil pump shaft bushing in the bearing
carrier. If the bushing is corroded, pitted or worn, the
oil pump shaft bushing should be replaced.
4. Before reassembling the oil pump mechanism, replace
the O-rings in the oil pump cover and on the oil pump
adapter shaft (see figure 5.8A).
5. Rotate the drive pin in the crankshaft to a vertical
position for easiest reassembly.
6. Insert the shaft adapter so it engages the drive pin.
7. Next, insert the spring, spring guide and oil pump
assembly. The tang on the oil pump must align with
the slot in the shaft adapter.
8. Install the pump cover so the pin on the case is in the
opening on the oil pump assembly as shown in figure
5.8A. When you are sure the pin is properly aligned,
install the cover bolts finger tight.
9. Rotate the crankshaft by hand to ensure smooth
operation. Then rotate it in opposite directions,
listening for a click, which indicates proper alignment
of the oil pump’s pins and slots.
7. Reinstall the flywheel on the crankshaft and check the
run out as shown in Appendix C.
10. Finally, tighten the bolts in an alternating sequence. See
section 3.3 for directions on oil pressure adjustment.
23
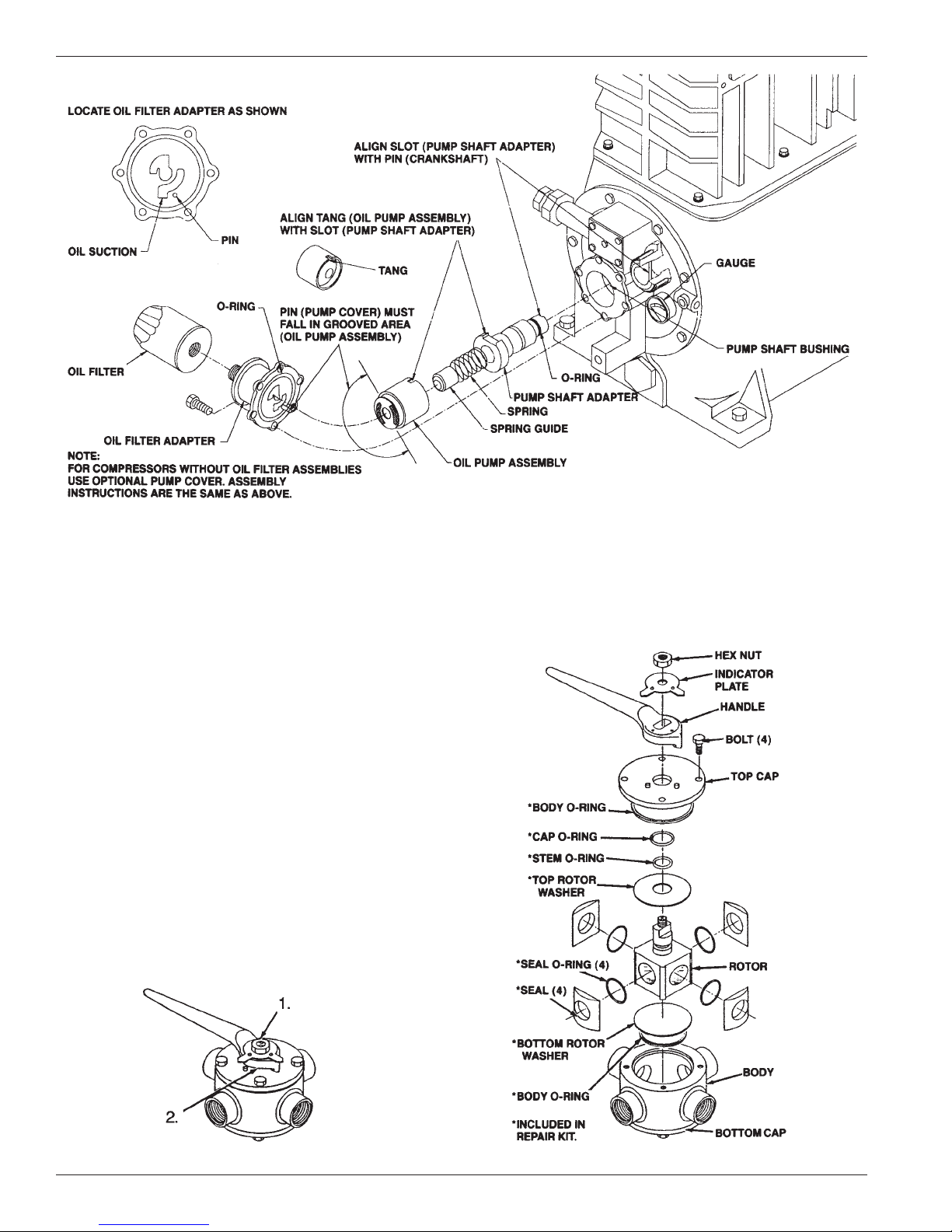
Figure 5.8A
5.9 Servicing the Four-Way Valve
Unlike older units, new Corken compressors mounted in
the –107 arr a nge m e nt a r e bei n g s upp l i e d w i t h a non - lub e
four-way valve. No maintenance is normally required on
this valve. If you have reason to disassemble the valve,
please follow the instructions below (see figures 5.9A
and 5.9B).
CAUTION: Always Relieve Pressure In The Unit
Before Attempting Any Repairs.
Before Disassembly:
1. Record the position marks on the end of the rotor shaft.
2. Record the positions of the handle stops on the cap.
NOTE: A small amount of silicone grease applied
to each part before assembly facilitates assembly
if allowed.
Disassembly
Refer to the drawing for item description.
1. Remove the hex nut, indicator plate and handle from
the rotor shaft.
2. Remove the four hex head bolts and the cap from the
body. The cap should be rotated until free; do not pry.
Inspect cap for wear and damage (see figure 5.9C).
Figure 5.9A
Figure 5.9B
24

Figure 5.9C
6. Assemble the new stem O-ring and the body O-ring
into their grooves in the rotor and body.
7. Place the cap over the rotor shaft.
8. Rotate the rotor so the position of the handle stops on
the cap is the same as recorded before disassembly.
9. Assemble the four hex head bolts through the cap
and into the body. Be sure that the body O-ring is in
the proper position and tighten the hex head bolts.
3. Remove the body O-ring, stem O-ring, cap O-ring,
and top rotor washer and discard.
4. Remove the rotor and four seals as a unit from the
body. IM P O R TA N T: Because of the close tolerance,
care must be taken to remove the rotor on its axis to
prevent damage to the rotor and body. Rotating the
handle with a lifting action will help remove the rotor
as shown in figure 5.9D.
Figure 5.9D
5. Discard the four seals. Inspect the rotor for wear
and damage.
6. Remove the bottom rotor washer and discard. Inspect
the body for wear and damage.
Assembly
Refer to figure 5.9B. Have the repair kit laid out.
1. Place the new bottom rotor washer into the body.
10. Reassemble the handle, indicator plate and hex nut.
Be sure that the handle is assembled so that the stop
on the handle mates with the stops on the cap.
Chapter 6
Extended Storage Procedures
Following a few simple procedures will greatly minimize the
risk of the unit becoming corroded and damaged. Corken
recommends the following precautions to protect the
compressor during storage:
1. Drain the crankcase oil and refill with rust inhibiting oil.
2. Operate for a few minutes while fogging oil into the
compressor suction.
3. Relieve V-belt tension.
4. Plug all openings to prevent entry of insects and
moisture. (The cylinders may also be protected by the
use of a vapor phase inhibitor, silica gel, or dry nitrogen
gas. If the silica gel is used, hang a tag on the unit
indicating that it must be removed before start-up.)
5. Store in a dry area, off the ground if possible.
6. Rotate the flywheel every two weeks if possible.
2. Assemble the four seals and O-rings onto the
appropriate surfaces of the rotor.
3. Assemble the rotor and seal assembly into the
body. IMPORTANT: Because of the close tolerance,
care must be taken to press the rotor on its axis
to prevent damage to the rotor and body. A ring
compressor is helpful. Be sure that the rotor is
bottomed in the body.
4. Rotate the rotor so that the position marks on the
end of the rotor shaft are the same as recorded
before disassembly.
5. Assemble the new top rotor washer and cap O-ring,
onto the shoulder of the rotor.
25
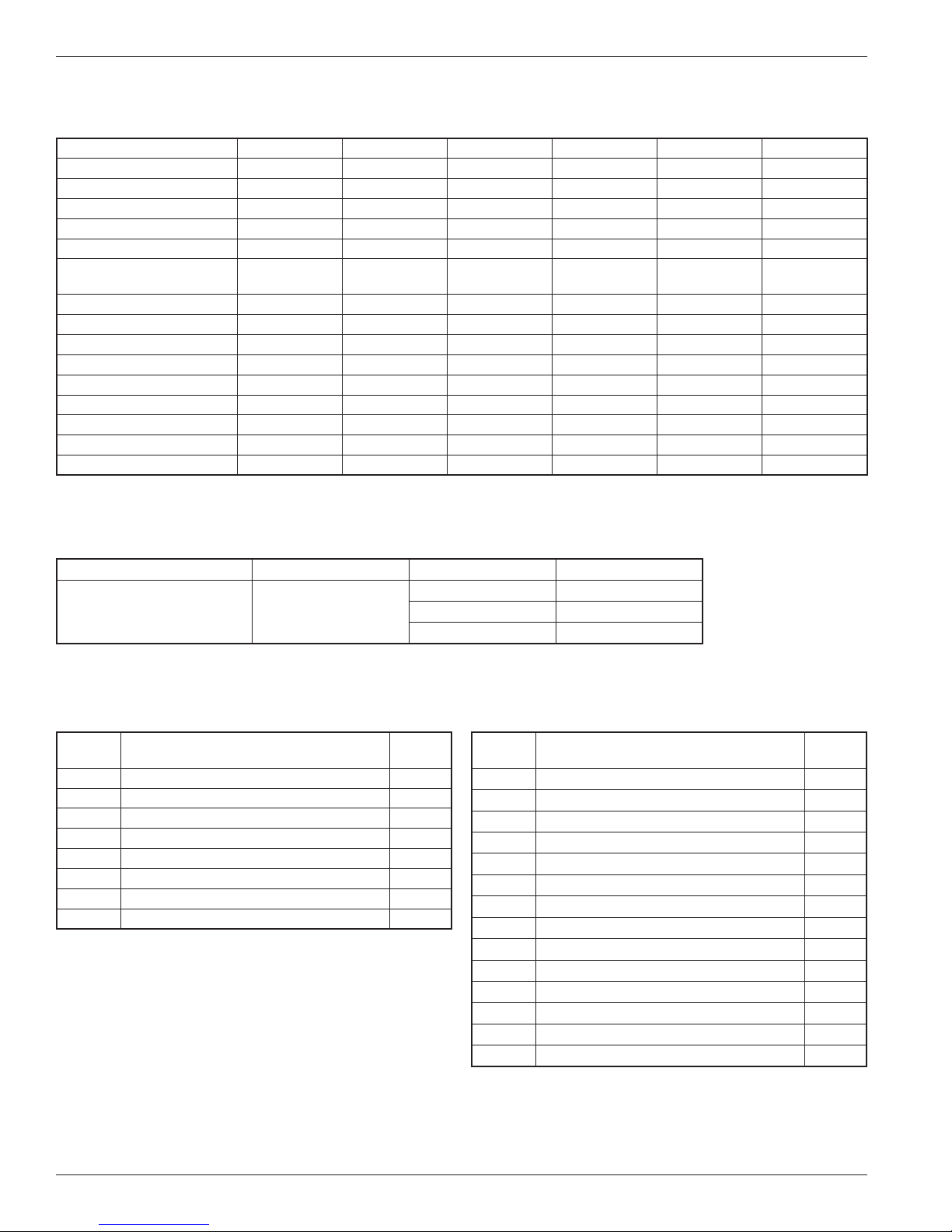
Appendix A—Repair Kits and Gasket Sets
Compressor Repair Kits
Part Number 3549-X1 3550-X1 3551-X1 3552-X1 3552-X2 5578-X2A
Model Number 90J3, 91J3 290K3, 291M3 490K3, 491M3 690K3, 690P3 690M3, 691M3 891M3
Suction valve assembly 3483-1X 3483-1X (2)
Discharge valve assembly 3485-X 3485-X (2)
Valve cage — — 2448 (4)
Connecting rod bearing (pair) 1367 1367 (2)2 1491 (2)
Packing set 1452-1X1 1452-1X1 (2)
Piston rings 1772 (3)
Ring expanders 1775 (3)
Gasket set
O-ring
O-ring
O-ring
1
1
1
1
2526-XA
— — — — 2-261A (2)
— — 2-242A (2)
— — 2-253A (2)
2
2
1
1772 (6)
1775 (6)
1281-XA
Oil seal 3259 1278 1507 (490 only) — 3526 3526
Oil seal — — 4438 (491 only) — — —
Adapter plate gasket — — 1486 — — —
1
All repair kits are furnished with Buna-N O-rings which are suitable for LPG and NH3 applications
2
Quantities larger than 1 are shown in parenthesis
2
2
2
2
2
1
2532-1X 3948-X (2)
2439-X (2)
1452-1X1 (2)
1773 (6)
1776 (6)
1481-X6A
2
2
2
2
1, 2
1, 2
2
2
1
3857-X (2)
2797 (4)
1719 (2)
1725-2X (2)
1739 (6)
1740 (6)
1744-X1A
2
2
2
2
2
2
1
2
3948-X (2)
3857-X (2)
2797 (4)
3542 (2)
1725-2X (2)
1739 (6)
1740 (6)
1744-X1A
2
2
2
2
1, 2
2
2
3732-X
3733-X
3542 (2)
2
1725-2X,
3810-X1
1739 (8)
1740 (8)
1
3970-X1A
— — —
— — —
—
—
2
2
2
Four-Way Valve Repair Kits
Description Trim Part Number Connection Sizes
3122-X 1"
Four-Way Valve Repair Kits PTFE and Buna-N trim
3123-X 1¼"
3130-X 2"
Gasket Sets
Model 91 Gasket Set (2526-XA)
Part
Number
2-235A O-ring, Buna-N 2
2526 Crankcase gasket 1
2717 Valve gasket, aluminum 2
2729 Crankcase inspection plate gas 1
2-031A O-ring, Buna-N 2
2244 Inspection plate gasket 1
2716 Valve cap gasket, aluminum 2
2725 Bearing carrier gasket 1
Description Quantity
Model 291 Gasket Set (1281-XA)
Part
Number
1281 Filter screen screw gasket 1
1651 Inspection plate gasket 1
2-113A O-ring, Buna-N 2
2-228A O-ring, Buna-N 1
2702 Crankcase gasket 1
2716 Valve cap gasket, aluminum 4
2732 Center headbolt gasket - steel 2
1190 Adapter plate gasket 2
1285 Bearing carrier gasket 1
2-031A O-ring, Buna-N 4
2-135A O-ring, Buna-N 2
2-235A O-ring, Buna-N 4
2713 Crankcase inspection plate gas 1
2717 Valve gasket, aluminum 4
Description Quantity
26
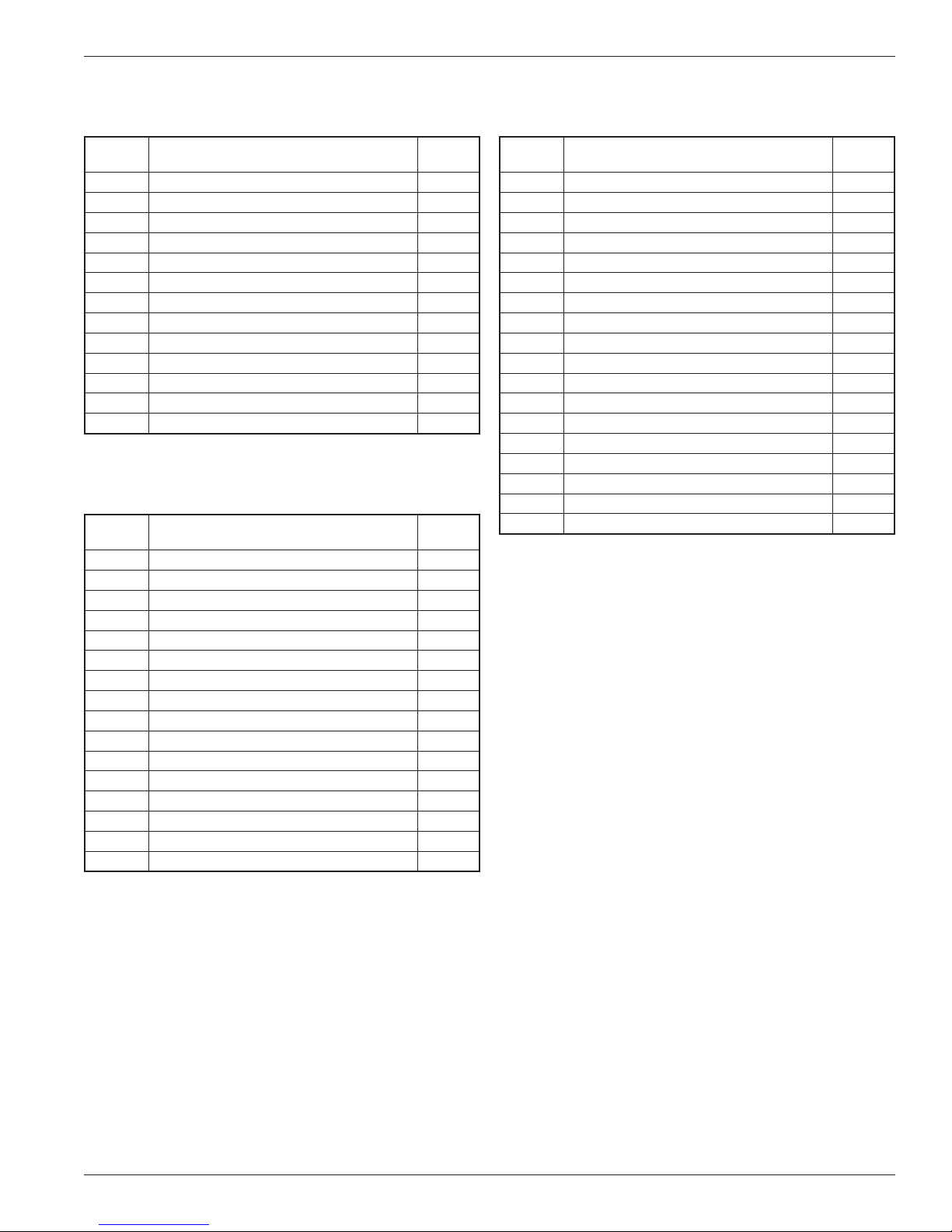
Appendix A—Repair Kits and Gasket Sets (continued)
Model 491 Gasket Set (1481-X6A) Model 691 Gasket Set (1744-X3A)
Part
Number
1418 Valve gasket, aluminum 4
1480 Center headbolt gasket - steel 2
1488 Inspection plate gasket 1
1511 Crankcase inspection plate gas 1
2-139A O-ring, Buna-N 2
2-228A O-ring, Buna-N 1
1281 Filter screen screw gasket 1
1478 Valve cap gasket, steel 4
1481 Head gasket 1
1489 Crankcase gasket 1
1513 Bearing carrier gasket 1
2-143A O-ring, Buna-N 4
2-243A O-ring, Buna-N 2
Description Quantity
Model 891 Gasket Set (3970-X1A)
Part
Number
1281 Filter screen screw gasket 1
1761 Crankcase gasket 1
2-036A O-ring, Buna-N 8
2-231A O-ring, Buna-N 4
2-238A O-ring, Buna-N 2
2114 Valve gasket, aluminum 8
2131 Bearing carrier gasket 1
4127 Lubricator gasket 1
1760 Inspection plate gasket 1
2-031A O-ring, Buna-N 8
2-228A O-ring, Buna-N 1
2-235A O-ring, Buna-N 8
2-246A O-ring, Buna-N 4
2123 Crankcase inspection plate gas 1
3874 Access cover gasket 2
3906 Gasket spiral wound 2
Description Quantity
Part
Number
1760 Inspection plate gasket 1
2-031A O-ring, Buna-N 4
2-231A O-ring, Buna-N 2
2-235A O-ring, Buna-N 4
2-261A O-ring, Buna-N 2
2123 Crankcase inspection plate gas 2
2131 Bearing carrier gasket 1
2716 Valve cap gasket, aluminum 4
4127 Lubricator gasket 1
1281 Filter screen screw gasket 1
1761 Crankcase gasket 1
2-228A O-ring, Buna-N 1
2-233A O-ring, Buna-N 2
2-247A O-ring, Buna-N 2
2114 Valve gasket, aluminum 4
2129 Oil inlet gasket 1
2177 Flange gasket 2
3874 Access cover gasket 2
Description Quantity
27
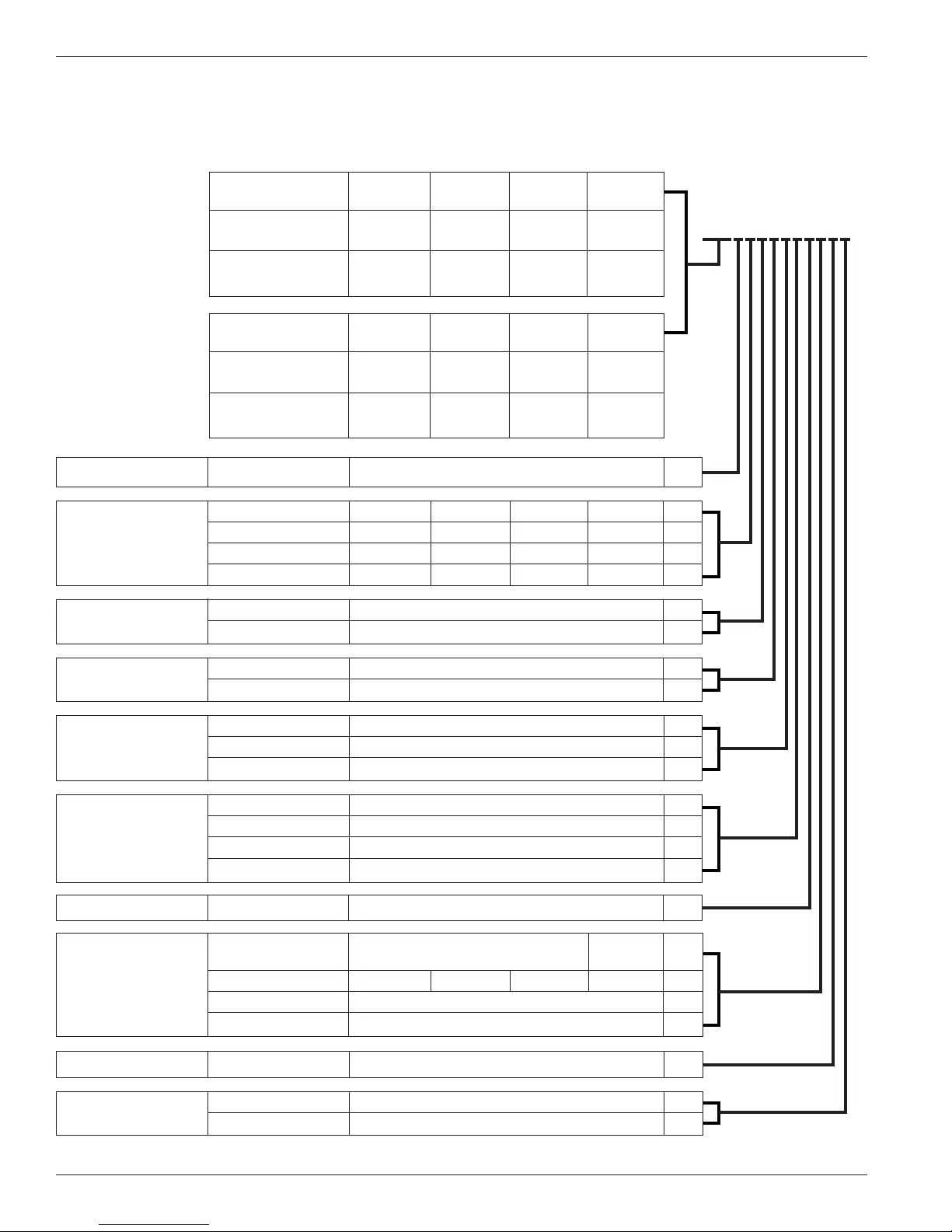
Appendix B
Vertical Single-Acting Model Number Identification Code
Base Model 91 291 491 691
Inlet 3/4" NPT 3/4" NPT 1-1/4" NPT 2" NPT
Outlet 3/4" NPT 3/4" NPT 1-1/4" NPT 1-1/2" NPT
Base Model F91 F291 F491 F691
Inlet 3/4" ANSI 3/4" ANSI 1-1/4" ANSI 2" ANSI
Outlet 3/4" ANSI 3/4" ANSI 1-1/4" ANSI 2" ANSI
Packing Arrangement Pressurized inlet Standard A
Splash lubricated Standard N/A N/A N/A J
Extended crankshaft Extra cost Extra cost Extra cost N/A E
Crankcase Style
Standard with heater N/A Extra cost Extra cost Extra cost MH
Pressure lubricated N/A Standard Standard Standard M
Model Number
Base X X X X X X X X X X
Liquid relief suction Standard 3
Valves
Standard valves No extra cost 4
Piston Rings and Packing
Alloy 50 Extra Cost G
Aluminum Standard B
Gasket Material Copper No extra cost C
Lead-iron No extra cost D
Buna-N Standard A
O-ring Material
Viton®1 Extra cost D
PTFE Extra cost E
Intercooler None N/A for single stage compressor N
14" fly wheel used with
extended crankshaft
Flywheel Heavy duty Extra cost Extra cost Extra cost Extra cost H
Neoprene®1 No extra cost B
PTFE Standard F
No charge N/A E
No flywheel No extra cost N
Standard flywheel Standard S
Protective Coating No coating Standard N
Piston Rod Coating
Chrome oxide Extra cost C
1
Registered trademark of the DuPont company.
See Appendix D for mounting options.
Nitrotec Standard N
28

Appendix B
Vertical Double-Acting Model Number Identification Code
Base Model Number D891
Inlet Connection 2" Weld
Outlet Connection 2" Weld
Ship Weight (lb) 900
Packing
Arrangement
Crankcase Pressure lubricated Standard M
Style
Standard with heater Extra cost MH
Standard suction and discharge valves Standard 4
Valves
Suction valve unloaders Extra cost 9
Piston Ring
and Packing PTFE Standard F
Material
Gasket Material Aluminum Standard B
O-ring Buna-N Standard A
Material
Neoprene®1 No charge B
Intercooler N/A for single stage compressor Standard N
Packing arranged for padding of distance piece Standard J
Model Number
Base X X X X X X X X X X
Flywheel No flywheel provided No charge N
Standard flywheel Standard S
Protective
Coating
Piston Rod
Coating
1
Registered trademark of the DuPont company.
None Standard N
Nitrotec Standard N
Mounting Selections
103 Mounting includes: Steel baseplate, adjustable driver slide base, V-belt drive and enclosed steel belt guard. Pressure gauges are
mounted on the compressor.
107 Mounting includes: Steel baseplate, mechanical liquid trap, non-lube 4-way valve, interconnecting piping, strainer, adjustable driver slide
base, V-belt drive and enclosed steel belt guard. Pressure gauges are mounted on the compressor.
107A Mounting includes: All items on the 107 replacing the mechanical float in the liquid trap with a NEMA 7 liquid level switch.
107B Mounting includes: All items on the 107 replacing the liquid trap with a larger ASME code liquid trap with 2 NEMA 7 liquid level
switches set for alarm and shutdown.
107TR Mounting includes: All items on the 107 set up to be used as a transport unit. Note that the compressor must have the optional 14”
flywheel and extended crankshaft to use this mounting.
109 Mounting includes: Steel baseplate, mechanical liquid trap, interconnecting piping, adjustable driver slide base, V-belt drive and
enclosed steel belt guard. Pressure gauges are mounted on the compressor.
109A Mounting includes: All items on the 109 replacing the mechanical float in the liquid trap with a NEMA7 liquid level switch.
109B Mounting includes: All items on the 109 replacing the liquid trap with a larger ASME code liquid trap with 2 NEMA 7 liquid level
switches set for alarm and shutdown.
109TR Mounting includes: All items on the 109 set up to be used as a transpor t unit. Note the compressor must have the optional 14”
flywheel and extended crankshaft to use this mounting.
2
Not suitable for 691 or D891.
3
Discharge relief valves are required but not included in these mountings.
3
2
3
3
3
2,3
29
 Loading...
Loading...