

Page 1

LTW 652
TANK WEIGHING LOAD CELL
USER’S GUIDE
www.cooperinstruments.com
PH: 540-349-4746 • FAX: 540-347-4755
Page 2

CONTENTS
1.0 INTRODUCTION ....................................................................................................................3
2.0 MECHANICAL INSTALLATION ............................................................................................3
2.1 Installation Guidelines for Compression Weighing Assemblies................................................3
2.2 Installing the LTW 652 Mount ........................................................................................................4
3.0 LOAD CELL WIRING.............................................................................................................5
4.0 JUNCTION BOX CONNECTIONS, ADJUSTMENTS & CALIBRATION ...............................6
5.0 TROUBLESHOOTING ...........................................................................................................6
6.0 MAINTENANCE .....................................................................................................................7
7.0 WARRANTY REPAIR POLICY ............................................................................................10
CF 43 ii 10/6/00
Page 3
1.0 INTRODUCTION
Cooper Instruments LTW 652 Mini-Tank Assemblies provide an easy-to-use, cost-effective, and reliable method for
low capacity weighing applications. They are ideal for installations where checking requirements are low. The
flexible neoprene mounting system allows for bolting the units directly to the mounting surface without extra plates
or load buttons. The neoprene pad allows the vessel to expand/contract without restriction and provides a degree
of shock protection.
The LTW 652 Mini-Tank Weighing Assemblies are available from 50-250 lb. Capacities in zinc-plated or stainless
steel versions using cantilever beam load cells. In capacities from 500-2500 lb., the units use single-ended shearbeam load cells and are available in zinc-plated steel or stainless steel.
CAUTION! The installation should be planned by a qualified structural engineer. Each installation is unique, and
this manual is meant to serve only as a general guideline for installation.
2.0 MECHANICAL INSTALLATION
2.1 Installation Guidelines for Compression Weighing Assemblies
1. The mounting surface for the base plate and top plate must be level. After installation, the top and bottom
plates must be level within ±0.5°. If the mounting surfaces are not level, then shims and/or grout may be used
to level the mount.
If possible, check that the mount is level when the vessel is fully loaded because excessive deflections in legs
and supporting structures may cause additional side forces that greatly affect accuracy. Deflection of the
mount’s top or base plate due to loading should not exceed ±0.5°. Reinforcement of legs or support structure
may be necessary to correct this. Vessels with long legs should have cross bracing applied between adjacent
legs to keep them from spreading under loads.
2. Compression mounting systems use three, four, or more mounts. More than eight mount systems should be
avoided as even weight distribution becomes extremely difficult to achieve. The load on each mount assembly
should vary no more than 20%. Add shims where necessary to achieve correct load distribution.
3. If the actual load cells are used during installation, extreme care must be taken to prevent overload damage. A
tank or hopper weighing several tons can exert huge forces when dropped only a fraction of an inch. Dummy
load cells can be used during installation.
4. The neoprene mount of the LTW 652 compresses as load is applied, making the mount particularly suitable for
applications involving shock loading. However, it is not recommended for vessels with attached piping because
the added downward deflection of the vessel as it is loaded makes it difficult to design a piping system with the
required degree of flexibility.
5. Load cells should not be installed in the mounts until all welding is completed. The heat generated by welding
current passing through a load cell can damage the adhesive holding the strain gauge to the body. If possible,
use a dummy load cell when welding to maintain finished height. If welding is unavoidable after load cell
installation, connect the ground in such a way that the current does not flow through the load cell. For example,
Page 4

if welding on the mount top plate, the ground must be connected to the vessel, not to the mount base or
support structure. Also, protect the load cell and cable from weld splatter.
Note: The arrow on the load cell should point in the direction of the load.
6. Use only “hermetically sealed” load cells in wash down applications. “Environmentally protected” load cells are
not suitable for such applications and will be damaged. If tanks and surrounding equipment are frequently
steam cleaned, or if the load cell is subjected to direct wash down, a protective shroud for the weighing
assembly is recommended. Proper drainage is necessary so the weighing assembly is not standing in water.
7. All support points should be equally stiff so that they deflect the same amount as the vessel is loaded.
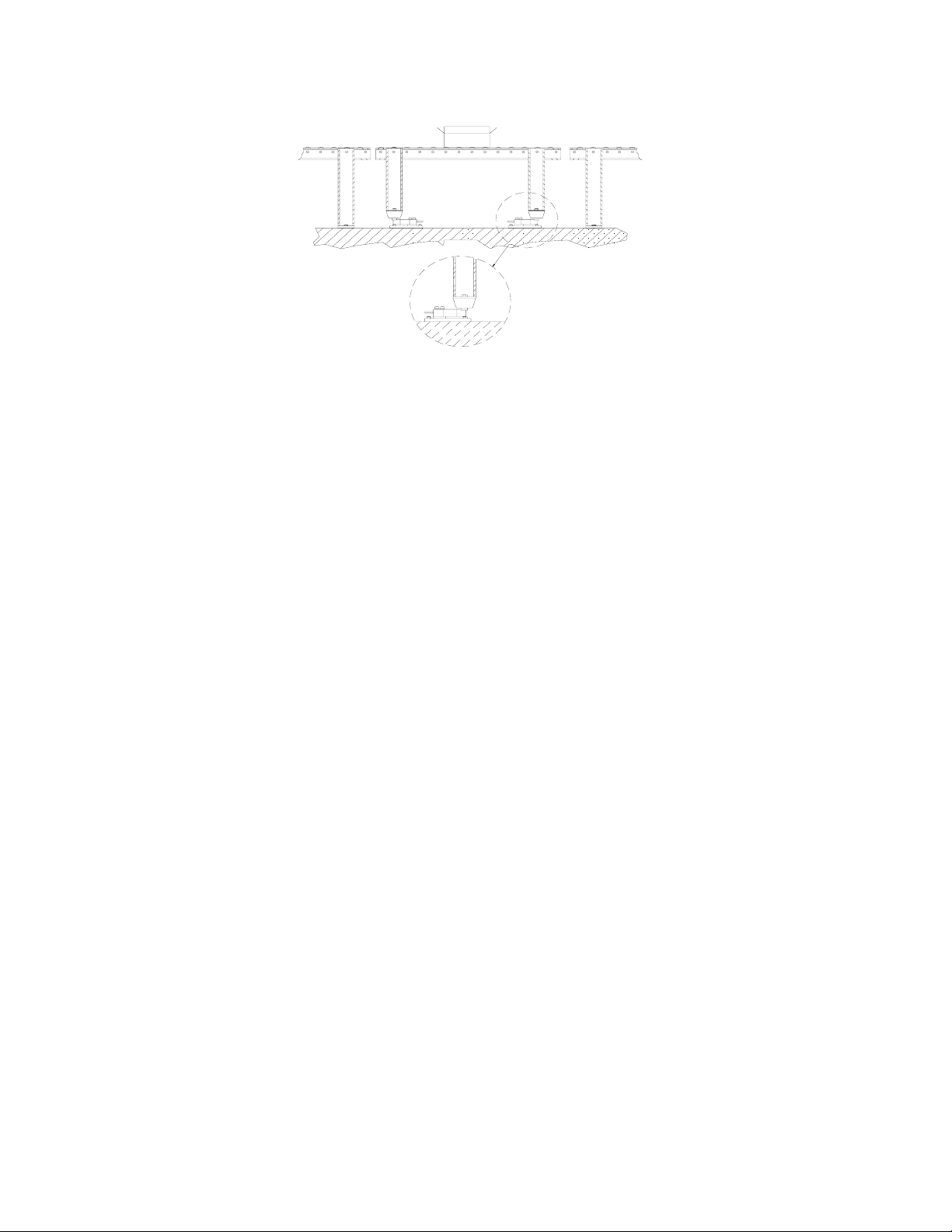
2.2 Installing the LTW 652 Mount
The LTW 652 load cell mount installation instructions are presented in the following paragraphs. Shown in the
figure below are typical load cell mount installations for the 50-250 and 500 lb configurations.
SOCKET HEAD
CAP SCREWS
NEOPRENE MOUNT
TYPE B
PLAIN WASHER
LOADING SPACER
FLEX LOCK NUT
BASE PLATE
SOCKET HEAD
CAP SCREWS
NEOPRENE MOUNT
TYPE B
PLAIN WASHER
LOADING SPACER
MACHINE SCREW
OVERLOAD STOP
LOCK WASHER
LOCK WASHER
TOP PLATE
SOCKET HEAD
LOAD CELL SCREWS
LOCK WASHER
DEFLECTION
SPACER
CANTILEVER BEAM LOAD CELL
TOP PLATE
SOCKET HEAD
LOAD CELL SCREWS
LOCK WASHER
FLAT WASHER
50-250 lb
500 lb
DEFLECTION
SPACER
SOCKET HEAD
SET SCREW
BASE PLATE
SHEAR BEAM LOAD CELL
The type of installation, vessel support structure, and the surface upon which the mount is to be placed determines
the method of locating, attaching, and assembling the LTW 652 Mounting Assembly. Carefully consider the
following three areas that commonly cause accuracy problems:
• Are the supporting legs adequately braced so they will not spread when the system if fully loaded?
• Does the supporting structure have the necessary strength to prevent excessive deflection when the
system is fully loaded?
• Is there attached equipment such as skirting, venting, or piping which is likely to cause binding or lack
of flexibility?
After considering any areas that may cause accuracy problems, follow these installation steps.
CF 43 4 10/6/00
Page 5

1. Determine where to position the mount and in which direction it should be oriented. The preferred mounting
orientation for single ended beams is with the longitudinal axis of the load cell pointing toward the center of the
vessel in circular mounting configurations as illustrated in Figures 1 and 2.
Figures 3 and 4 illustrate mounting configurations for square and rectangular vessels. For rectangular vessels,
the load cell’s longitudinal axis should be aligned along the vessel’s longest dimension as shown in Figure 4. In
any application where a recurring side force is present in one direction, such as in a conveyor belt or roller
platform, the longitudinal axis of the load cell should align with that force.
FIGURE 1
2. Lift and block the vessel to the same height as the assembled mounts.
3. Remove the block from one support point and slide a mount into position.
4. If the mount is being fitted under the leg of a vessel, verify that the center line of the leg passes through the
center of the neoprene mount (through the center of the load cell’s load hole).
5. Attach the top plate of the neoprene mount by bolting. Do not fully tighten, as shimming may be necessary to
level.
6. Repeat Steps 4,5, and 6 for the remaining mounts. The vessel should now be supported on the mounts alone.
7. If necessary, move the vessel to its final position. Verify that there is no initial misalignment between the base
plate and top plate by lifting the vessel slightly at each support point in turn. This will also indicate if the load is
evenly distributed on all mounts. Shim if necessary.
8. Attach the base plates to the foundation using anchors for concrete or by bolting or welding to a steel structure.
Verify that the base plates are no more than ±0.5° out of level. Shim as necessary.
9. Check that the top plates are no more than ±0.5° out of level. Shim if necessary and fully tighten the bolts.
10. The load distribution can be checked more accurately by exciting each load cell and measuring the output with
a voltmeter. The variation in load among the cells should be no more than 20%. Shim if necessary.
11. Check that the two screws securing the load cell to the base plate are tight. The torque values are listed in the
following table.
FIGURE 2 FIGURE 3
FIGURE 4
Load Cell Capacity (lb) Recommended Torque (ft-lb)
50-250 12
500-2500 70
3.0 LOAD CELL WIRING
1. Route the load cell cables so they will not be damaged or cut. Cable should not be routed near heat sources
greater than 150 °F. Do not shorten any load cell cable. The load cell is temperature compensated with the
supplied length of cable. Cutting the cable will affect temperature compensation. Coil excess cable and protect
it so it will not be mechanically damaged or be sitting in water.
2. Provide a drip loop in all cables so that water or other liquids will not run directly down the cables onto either
the load cells or the junction box. Attach load cell cable to the dead structure, not the vessel.
CF 43 5 10/6/00
Page 6

3. If conduit protection is necessary against mechanical or rodent damage to the load cell cables, use flexible
conduit and conduit adapters at the load cells.
4. Connect cables for LTW 652 load cells to the summing board in the junction box according to the guide shown
and the labels on the terminal strips of the junction box. To verify the wiring scheme, see the certification
shipped with the loads cell.
5. For better performance, use positive and negative remote sense lines if the wiring run from the junction box to
the indicator is longer than 25 feet.
DRIP
LOOP
LOAD CELL WIRE COLOR FUNCTION
Red
+EXC
Black -EXC
Green +SIG
White -SIG
Gray or Bare SHIELD
4.0 JUNCTION BOX CONNECTIONS, ADJUSTMENTS & CALIBRATION
• Refer to junction box manual for trimming details.
• Refer to the indicator manual for system calibration guidelines.
5.0 TROUBLESHOOTING
If the system powers up and gives some type of stable digital readout that varies with the load on the system, the
system problems are probably caused by factors other than the load cells. All too often, the load cells are blamed
for a malfunctioning system; 90% of the time, the problem lies elsewhere. Look for mechanical causes for your
problem first.
If the system can be calibrated but doesn’t return to zero, loses calibration, or demonstrates non-linearity or nonrepeatability, see the following chart for possible causes and refer to the following list of checks.
Symptom Possible Cause
Not returning to
zero
Non-linearity Thermal expansion or deflection under load causing binding or side load
Nonrepeatability
Lost calibration Out of level plumb; moisture problem; mechanical binding
Drifting readout Moisture in junction box, cables, or load cell; mechanical binding
1. Check load cell mount for debris restricting load cell movement or debris between scale and structure. Check
any overload stops for proper clearance.
2. Check that tank/vessel and mounts are plumb, level, and square at the critical areas.
Mechanical binding or debris in seals or under load cells; may have lost system
calibration
Loose load cell mount; drifting caused by moisture, load cell overload or shock damage;
mechanical binding
CF 43 6 10/6/00
Page 7

3. Check all piping and conduit for connections that restrict vessel movement.
4. If check rods are used, loosen all connections to finger tight only for testing.
5. Check load cell cables for physical or water damage.
6. Check all electrical connections, especially in the junction box.
If the problem still is not found:
7. Check possible indicator malfunction by using a load cell simulator to input a known good signal into the
indicator.
8. Disconnect each load cell’s signal leads at the junction box and check individual load cell outputs with a
multimeter. Then check input/output impedances for comparison with load cell manufacturer’s specifications.
If after all these checks the problem still cannot be isolated, reconnect all but one load cell. Replace the load
cell with a load cell simulator. Alternate so that each load cell is individually disconnected and replaced with a
simulator. If there is a problem with a particular load cell, the symptom should disappear when that load cell is
disconnected and replaced with the simulator.
6.0 MAINTENANCE
MILD STEEL LTW 652 50-250 LB. CAPACITY
No. Description Qty.
1 Vibration Mount 1
2 Socket Head Cap Screw 1
3 Plain Washer 1
4 Socket Hd. Load Cell Screws 2
5 ¼” Lock Washer 2
6 Deflection Spacer 1
7 Cantilever Beam Load Cell 1
8 Base Plate 1
9 Flex lock Nut 1
10 Loading Spacer 1
11 ¼” Type B Plain Washer 3
STAINLESS STEEL LTW 652 50-250LB. CAPACITY
No. Description Qty.
1 Vibration Mount 1
2 Socket Head Cap Screw 1
3 Plain Washer 1
4 Socket Hd. Load cell Screws 2
5 ¼” Lock Washer 2
6 Deflection Spacer 1
7 Cantilever Beam Load Cell 1
8 Base Plate 1
9 Flex Lock Nut 1
10 Loading Spacer 1
11 ¼” Type B Plain Washer 3
2
1
11
10
9
8
3
4
5
6
7
CF 43 7 10/6/00
Page 8

MILD STEEL LTW 652 500 LB. CAPACITY
No. Description Qty
1 Vibration Mount 1
2 Socket Head Cap Screw 1
3 Lock Washer 1
4 Socket Hd. Load Cell Bolts 2
5 ½” Lock Washer 2
6 Deflection Spacer 1
7 Shear Beam Load Cell 1
8 Base Plate 1
9 Nylon Plug 1
10 Socket Head Set Screw 1
11 Mach. Screw Overload Stop 1
12 Loading Spacer 1
13 ½” Flat Washer 3
STAINLESS STEEL LTW 652 500 LB. CAPACITY
No. Description Qty
2
1
13
12
11
3
4
5
13
6
1 Vibration Mount 1
2 Socket Head Cap Screw 1
3 Lock Washer 1
4 Socket Hd. Load Cell Bolts 2
5 ½” Lock Washer 2
6 Deflection Spacer 1
7 Shear Beam Load Cell 1
8 Base Plate 1
9 Nylon Plug 1
10 Socket Head Set Screw 1
11 Mach. Screw Overload Stop 1
12 Loading Spacer 1
13 ½” Flat Washer 3
10
9
8
7
CF 43 8 10/6/00
Page 9

MILD STEEL LTW 652 1,000 LB. – 2,500 LB.
CAPACITY
No. Description Qty.
1 ½” Flat Washer 3
2 Socket Head Cap Screw 2
3 Neoprene Mount 1
4 ½” Lock Washer 3
5 Shear Beam Load Cell 1
6 Deflection Spacer 1
7 Base Plate 1
8 Nylon Plug 1
9 Socket Head Set Screw 1
10 Mach. Screw Overload Stop 1
11 Loading Spacer 1
12 Socket Head Cap Screw 1
STAINLESS STEEL LTW 652 1,000 LB. – 2,500 LB.
CAPACITY
No. Description Qty.
1 ½” Flat Washer 3
2 Socket Head Cap Screw 2
3 Neoprene Mount 1
4 ½” Lock Washer 3
5 Shear Beam Load Cell 1
6 Deflection Spacer 1
7 Base Plate 1
8 Nylon Plug 1
9 Socket Head Set Screw 1
10 Mach. Screw Overload Stop 1
11 Loading Spacer 1
12 Socket Head Cap Screw 1
1
3
11
10
9
8
12
4
2
1
5
6
7
CF 43 9 10/6/00
Page 10

7.0 WARRANTY REPAIR POLICY
Limited Warranty On Products
Any Cooper Instruments product which, under normal operating conditions, proves defective in material or in
workmanship within one year of the date of shipment by Cooper will be repaired or replaced free of charge provided
that a return material authorization is obtained from Cooper and the defective product is sent, transportation
charges prepaid, with notice of the defect, and it is established that the product has been properly installed,
maintained, and operated within the limits of rated and normal usage. Replacement or repaired product will be
shipped F.O.B. from our plant. The terms of this warranty do not extend to any product or part thereof which, under
normal usage, has an inherently shorter useful life than one year. The replacement warranty detailed here is the
buyer’s exclusive remedy, and will satisfy all obligations of Cooper whether based on contract, negligence, or
otherwise. Cooper is not responsible for any incidental or consequential loss or damage which might result from a
failure of any and all other warranties, express or implied, including implied warranty of merchantability or fitness for
particular purpose. Any unauthorized disassembly or attempt to repair voids this warranty.
Obtaining Service Under Warranty
Advance authorization is required prior to the return to Cooper Instruments. Before returning the item, contact the
Repair Department c/o Cooper Instruments at (540) 349-4746 for a Return Material Authorization number.
Shipment to Cooper shall be at buyer’s expense and repaired or replacement items will be shipped F.O.B. from our
plant in Warrenton, Virginia. Non-verified problems or defects may be subject to a $100 evaluation charge. Please
return the original calibration data with the unit.
Repair Warranty
All repairs of Cooper products are warranted for a period of 90 days from date of shipment. This warranty applies
only to those items that were found defective and repaired; it does not apply to products in which no defect was
found and returned as is or merely recalibrated. It may be possible for out-of-warranty products to be returned to
the exact original specifications or dimensions.
* Technical description of the defect: In order to properly repair a product, it is absolutely necessary for Cooper to
receive information specifying the reason the product is being returned. Specific test data, written observations on
the failure and the specific corrective action you require are needed.
CF 43 10 10/6/00
 Loading...
Loading...