


Verdrahtungstechnik


3
Inhalt
Seite
Wire-Wrap Verdrahtungstechnik 4-10
Wire-Wrap Werkzeuge 11-19
Elektro-Werkzeuge 11-13
Batterie-Werkzeuge 14
Druckluft-Werkzeuge 15
Handbetriebene Werkzeuge 16
Hand-Wickelwerkzeuge 17-19
Wickeleinsätze und Führungshülsen 20-24
Entdrahtungswerkzeuge 25-28
Batteriebetriebene Entdrahtungswerkzeuge 25
Handbetriebene Entdrahtungswerkzeuge 26
Hand-Entdrahtungswerkzeuge 27-28
Zubehör 29-31
Prüfblatt 32
Explozeichnungen / Ersatzteile 33-36
Index 37-38
Bitte beachten:
Wickeleinsätze und Führungshülsen müssen bei allen Wire-Wrap
Werkzeugen gesondert bestellt werden.
Arbeiten mit der Wire-Wrap Technik wird von vielen internationalen
Normen abgedeckt.
Beispiele:
DIN EN 60352-1 Deutschland/Europa
N.F.C. 93021 Frankreich
I.E.F. Std. 5949 England
R.R.E. 33185 British Ministry of Defence
EIA Std. RS. 280-B USA
Mil. Std. 1130-B US Army
Navord 10001-WS 6119 US Navy

Wire-Wrap Verdrahtungstechnik
VERDRAHTUNGSTECHNIK
Wire-Wrap Verdrahtungstechnik
Diese Drahtwickelverbindungstechnik begrenzt die elektrische Verbindung auf die beiden mechanischen Elemente:
Anzuschließender Leiter und Wickelstift (Anschlusselement
des Bauteils).
Das Drahtwickelwerkzeug besteht aus dem eigentlichen
Werkzeug, einem Wickeleinsatz und der passenden Führungshülse. Das Werkzeug wickelt den massiven, runden
Kupferleiter unter mechanischer Spannung in mehreren
Windungen stramm um den kantigen Wickelstift. Hierbei
entsteht an den Kanten des Wickelstifts eine korrosionssichere und gasdichte Verbindung.
Es werden drei Arten von Wickeleinsätzen unterschieden:
Modifizierte, Standard- und K.A.A.-Wickeleinsätze
(bitte beachten Sie hierzu Seite 6).
Damit bestimmen die Art der Wickelverbindung, die
Größe und Abstände der Wickelstifte sowie der Durchmesser des verwendeten Leiters, welcher Wickeleinsatz und
welche Führungshülse benötigt werden.
Leiter
Für Wire-Wrap Verbindungen wird ein massiver, runder
Leiter verwendet. Mit handgeführten Werkzeugen werden
üblicherweise Leiter zwischen 0,25 mm - 1,0 mm Durchmesser (AWG 30 - AWG 18) verdrahtet. Wegen der mechanischen Spannungen, die beim Wickelvorgang auftreten,
muss der Leiterwerkstoff eine genügend hohe Bruchdehnung aufweisen, d.h. bei einem Leiter-Nenndurchmesser
bis zu 0,5 mm mindestens 15% und bei größeren Durchmessern mindestens 20%. Beim Leitermaterial für die
K.A.A.-Wickeleinsätze muss die Bruchdehnung mindestens
20% betragen. Handelsübliche Kupferleiter, z.B. aus Leitungskupfer E-Cu58F21 nach DIN 40500 Blatt 4 oder OFHCKupfer, werden diesen Anforderungen
gerecht. Bitte beachten Sie hierzu
die weiteren Informationen auf
Seite 24.
Die meist verwendeten
Isolierungsarten sind: PVC,
Kynar, Milene, Teflon und Tefzel.
Für die K.A.A.- Wire-Wrap Technik
sollte der Leiter ein Kunststoffisolie-
rungsmaterial aufweisen, das sich mit
Messerschneiden einkerben und abreißen
läßt. Die Isolierung selbst muss leicht-
haftend auf dem Leiter angebracht sein
und darf die vorgeschriebenen Abstreif-
werte laut der Tabelle auf Seite 24 nicht
überschreiten. Ebenfalls muss die Dehnbar-
keit der Isolierung so gross sein, dass bei
einer Modifizierten Wickelverbindung
keine Risse an der Isolation der unter-
sten isolierten Windung auftreten.
Wickelstifte
In den meisten Fällen sind die Wickelstifte durch die verwendeten Bauteile
vorgegeben (Steckverbinder, Sockel,
Schalter, usw.). Zur Anpassung von Wickeleinsatz zum Wikkelstift muss dessen Breite, Tiefe und Höhe bekannt sein.
Die Windungszahl des blanken Leiters ist so ausgelegt,
dass die Summe der Einzelkontaktflächen größer ist als die
Querschnittsfläche des Drahtes aus Leitungskupfer. Der
günstigste Härtebereich der Oberfläche des Wickelstiftes
liegt bei der Vickershärte HV5=150 ...220kp/mm2.
Auf den Katalogseiten 20 - 24 finden Sie Auswahltabellen
für Wickeleinsätze und Führungshülsen in Abhängigkeit
von Leiter, Wickelstift und Art der Wickelverbindung.
Fertigungsüberwachung
Das Werkzeug, mit dem die Wire-Wrap Verbindungen
hergestellt werden, schaltet den Einfluss der menschlichen
Arbeitskraft weitgehend aus. Reibungskräfte können
jedoch die Oberfläche des Wickeleinsatzes abschleifen
oder aufrauen. Die mechanische Spannung im Leiter wird
dadurch niedriger oder höher und die Verbindung weniger fest oder der Draht zu sehr gedehnt. Zwei einfache
mechanische Prüfungen sichern gleichbleibende Qualität:
Bei der Abzugskraftprüfung müssen die Wickelstifte fest
eingespannt sein. Das Abzugskraftwerkzeug besteht aus
einer Federwaage mit Maximal-Kraftanzeige und Abzugshaken. Die Backen des Hakens bilden eine flache Oberfläche, auf der die Wickelverbindung am unteren Drahtende
beiderseits des Wickelstiftes aufliegt. Der Haken greift entlang den Längsseiten des Stiftes, wobei dessen Backen
nicht auf dem Wickelstift klemmen dürfen. Die Abzugskraft muss langsam und stetig eingeleitet werden, so dass
keine Trägheitskräfte auftreten. Die größte Abzugsgeschwindigkeit liegt bei 250 mm pro Minute. Ein Wickelstift
darf nur einmal für die Abzugsprüfung verwendet werden. Lötfreie Wickelverbindungen auf vierkantigen Stiften
müssen die Mindestabzugskraft erreichen oder überschreiten, bevor sich die Wickel auf den Stiften verschieben.
Die Abwickelprüfung testet die Sprödigkeit des Leiters.
Das Abwickeln gewickelter Wire-Wrap Verbindungen ist
notwendig, um zu prüfen, ob die Leiter während des Wikkelvorgangs zu sehr gedehnt wurden. Diese Prüfung
erfolgt mit einem Entdrahtungswerkzeug, welches über
den Wickelstift geschoben und vorsichtig entgegen der
Wicklungsrichtung der Verbindung gedreht wird. Hierbei
muss der Leiter einer Wickelverbindung völlig vom Stift
abgewickelt werden können, ohne innerhalb des Wickelbereichs zu brechen.
Es empfiehlt sich, die Ergebnisse der Abzugskraftprüfung
und Abwickelprüfung in ein Prüfblatt einzutragen (siehe
Seite 32). Ein Vergleich der Summenwerte gibt Aufschluss
über den Abnutzungsgrad des Wickeleinsatzes:
Abnehmende Werte deuten auf lose werdende Wickel hin,
stark zunehmende Werte in Verbindung mit Leiterbrüchen
deuten auf ein Überdehnen des Leiters hin.
Bei Sichtprüfung der Wickelverbindungen ist darauf zu
achten, dass keine Verdrahtungsfehler laut Seite 8 vorhanden sind.
Wichtig: Es empfiehlt sich, die Abzugskraftprüfung und
Abwickelprüfung täglich durchzuführen.
4

5
Wire-Wrap Verdrahtungstechnik
VERDRAHTUNGSTECHNIK
Wie erzeugt der Wickeleinsatz die mechanische
Spannung in dem anzuschließenden Leiter?
Während der Wickeleinsatz um den Wickelstift gedreht
wird, zieht er den Leiter aus der Drahtrille und biegt ihn
um die Wickelkante. Anschließend wird der Leiter wieder
gestreckt und zum Schluss, geführt durch die Wickelmulde,
um die Kanten des Wickelstiftes gelegt.
Dieser kombinierte Biege- und Reibungsprozess erzeugt
die Wickelspannung, wobei der Leiter definiert gedehnt
wird.
Radius, Wanddicke, Oberflächenbeschaffenheit der drahtführenden Bereiche des Wickeleinsatzes und das Biegemoment des Leiters sind für die Kontrolle der Wickelspannung von entscheidender Bedeutung.
Die Wickelspannung ist weitestgehend unabhängig von
der Drehgeschwindigkeit des Wickeleinsatzes, wodurch die
Möglichkeit gegeben ist, ihn sowohl motorisch als auch
manuell anzutreiben, ohne dass die Qualität der Verbindung dadurch beeinflusst wird.
Beispiel:
Wickelkraft bei einer Wickelspannung von
20 kp/mm
2
:
Leiter-Ø Wickelkraft
mm AWG kp ca. N
0,25 30 1 10
0,32 28 1,6 16
0,4 26 2,5 25
0,5 24 4,1 41
0,65 22 6,5 65
0,8 20 10,4 104
1,0 18 15,8 158
Gegenkraft
Wickeleinsatz,
drehend
Führungshülse,
meistens
feststehend
Bohrung für
den Wickelstift
Wickelmulde
mit Radius Rw2
Reibung M
Wickelkante mit
Radius Rw1
Reibung M
Wickelstift
Modifizierte
Wire-Wrap
Verbindung
Gw = f(Rw 1+2, W, M, Md)
Gw = # f(n)
Leiterrille im
Wickeleinsatz
Biegekurve des
Leiters (Biegemoment Md)
Wickelspannung
Rw
1
Rw
2
Führungshülse
(mit Trichter für die
Einführung des
Leiters)
Wanddicke W
Wickelmulde
(Hufeisenform)
Aussparung
Wickeleinsatz
Wickelspannung Gw
Wickelstift

Es gibt verschiedene Arten von Wickeleinsätzen:
Für den Modifizierten und den Standard Wickeleinsatz
das Leiterende vorher abisolieren.
Bei einem K.A.A. Wickeleinsatz das Leiterende nicht
abisolieren.
Vorgehensweise
6
Wire-Wrap Verdrahtungstechnik
VERDRAHTUNGSTECHNIK
Mittelbohrung
Leiterrille
Wickeleinsatz
Mittelbohrung
für den Wickelstift
Führungshülse (feststehend)
Vereinfachte Führungshülse (mitdrehend)
Wire-Wrap Werkzeug
(druckluft-, elektrisch- oder handbetrieben)
Wire-Wrap Handwickelwerkzeug
Aussparung
Mittelbohrung
Vorgehensweise der Drahtverlegung
Eine dauerhafte, elektrische Verbindung entsteht, wenn
ein runder massiver Leiter mit Hilfe eines Wickeleinsatzes
und einer Führungshülse mit mehreren Windungen
1. Leiter abschneiden und abisolieren.
Je nach Art des Wickeleinsatzes wird das Leiterende entweder vorher manuell abisoliert oder es wird während des
Wickelns durch den Wickeleinsatz selbst abisoliert.
Abisoliermesser Abschneidekante Nicht abisoliertes Leiterende
stramm um einen kantigen Wickelstift gewickelt wird.
Für Massivleiter und Wickelstift genügen handelsübliche
Qualitäten (entsprechend DIN EN 60352-1, etc.).
Modifizierter Wickeleinsatz
Standard Wickeleinsatz
Kombiniert Abschneidender und Abisolierender
Modifizierter Wickeleinsatz

7
VERDRAHTUNGSTECHNIK
Wire-Wrap Verdrahtungstechnik
Beim Modifizierten und beim Standard Wickeleinsatz
Leiterende einschieben bis die Isolation anstößt.
Beim K.A.A. Wickeleinsatz Leiterende voll durchschieben.
Bei den vereinfachten Führungshülsen der Hand-Wickelwerkzeuge entfallen die Aussparungen. Der Leiter wird
nur festgehalten.
2. Leiterende in die Leiterrille einführen, in eine Aussparung der Führungshülse hineinbiegen und festhalten.
4. Wickeln
• Während des Wickelns das Werkzeug leicht andrücken.
• Die Windungen müssen dicht nebeneinander liegen.
• Nicht wegziehen.
3. Werkzeug mit der Mittelbohrung über den Wickelstift schieben.

Windungen bei Durchmesser
des Leiters des Leiters
8 0,25 mm (30 AWG*)
7 0,32 mm (28 AWG)
6 0,4 mm (32 AWG)
5 0,5 mm (24 AWG)
4 0,65 mm (22 AWG)
4 0,8 mm (20 AWG)
4 1,2 mm (18 AWG)
* AWG = American Wire Gauge ist eine international verwendete Verhältniszahl für die Leiterabmessungen
8
Wire-Wrap Verdrahtungstechnik
VERDRAHTUNGSTECHNIK
Grundregeln der Drahtverlegung
Fehlerhafte Wickelverbindungen
Arten von Wickelverbindungen
Der Standard Wickeleinsatz wickelt nur den
blanken Leiter um den
Wickelstift.
Der Modifizierte Wickel-
einsatz wickelt zusätzlich
zum blanken Leiter etwa
eine Windung mit der Isolierung um den Wickelstift.
(Die Isolierung der Verbindung der Verdrahtungsebene 2 darf die letzte Leiter-
1. Nur zwei Wicklungen auf einen Wickelstift
(Ebene 3 ist Reserve).
2. Beide Wicklungen eines Leiters in der gleichen
Verdrahtungsebene anbringen.
3. Lange Leiter zuerst verdrahten.
4. Für den Fall, dass Verbindungen gelöst werden müssen,
den Leiter einfach abwickeln. Das abgewickelte Leiterende nicht mehr verwenden!
Falsche Leiterverlegung.
Der Draht ist gespannt.
Überwicklung:
Zu stark gedrückt oder
schlecht angepasster
Wickeleinsatz.
Auseinandergezogene
Wicklung:
Werkzeug beim Wickeln
weggezogen.
Ungenügende Isolation
für eine Modifizierte
Wickelverbindung:
Der Leiter wurde nicht weit
genug in den Wickeleinsatz
hineingeschoben.
Zu großes „Schweineschwänzchen“ am Ende
der Wicklung:
Beschädigter Wickeleinsatz
oder ungünstiges Verhältnis
zwischen Breite und Länge
des Stiftquerschnittes.
Ebene 3
Ebene 2
Ebene 1
windung der Verbindung in
der Ebene 1 überlappen).
Bei einem Modifizierten
K.A.A. Wickeleinsatz wird
das Drahtende in einem
Arbeitsgang abgeschnitten,
abisoliert und gewickelt.
Richtige Leiterverlegung
um den Umlenkpunkt.

9
Kontaktdruck
VERDRAHTUNGSTECHNIKVERDRAHTUNGSTECHNIK
Der Kontaktwiderstand setzt sich aus der Summe des
Engewiderstandes und des Fremdschichtwiderstandes
zusammen. Ein kleiner Kontaktwiderstand wird erreicht,
indem mittels hohem Kontaktdruck der Engewiderstand
durch viele, großflächige Kontaktzonen und der Fremdschichtwiderstand durch metallisch blanke Kontaktzonen
gesenkt wird.
Wenn der Leiter mit hoher Zugspannung um den scharfkantigen Stift gewickelt wird, drücken sich die Kanten des
Wickelstiftes in den weichen Kupferdraht. Durch die Zugspannung wird der Leiter sowohl elastisch als auch plastisch gedehnt und dabei um die Kanten des Wickelstiftes
gezogen.
Etwa vorhandene Oxydschichten an den Oberflächen –
sowohl auf dem Leiter als auch auf den Kanten des Stiftes
– reißen dadurch zunächst auf und werden beim Eindrükken der Wickelstiftkanten weggeschabt und durchgedrückt. Eine neue Oxydschicht kann in der kurzen Zeit
des Wickelvorganges nicht entstehen, da bei Raumtemperatur gearbeitet wird. Deshalb benötigt man auch
kein Flussmittel.
So bilden sich großflächige, festgefügte, gasdichte, metallisch blanke Kontaktzonen hohen Druckes aus. Eine Drahtwickelverbindung besteht aus einer großen Zahl solcher
Ist der Kontaktdruck hoch, wenn der Leiter unter mechanischer Spannung um die Kanten eines Wickelanschlussstiftes gewickelt wird?
Kontaktzonen, die durch ihre Parallelschaltung einen nur
sehr kleinen Widerstand ergeben. Bei einem vierkantigen
Wickelstift und 5 Windungen des blanken Leiters entstehen 20 parallelgeschaltete Kontaktzonen. Dabei ist die
gesamte Kontaktfläche größer als der Drahtquerschnitt.
Jeder einzelne Leiterabschnitt (Bereich einer Windung zwischen zwei Wickelstiftkanten) presst sich mit beiden Enden
gegen die Kanten des Wickelstiftes. Der ganze Wickel
wirkt so wie eine Schlingfeder. Der Leiter wird beim Wikkeln nicht überdehnt und hat immer noch eine Elastizitätsreserve. Auch der Wickelstift selbst wird etwas zusammen
gedrückt und steht unter elastischer Drehspannung. So
bleibt auch nach einer gewissen Entspannung des Leiters,
die nach dem Wickelvorgang auftritt, genügend Elastizität
im Wickel gespeichert, um völlige Zuverlässigkeit zu
sichern.
Intensive Alterungsuntersuchungen zeigten für die geforderte Lebensdauer von 40 Jahren bei 57° C ein Nachlassen
der Spannung im Leiter und damit des Kontaktdruckes auf
knapp 50% der Werte, die eine Woche nach dem Wickelvorgang vorhanden waren.
Der Kontaktwiderstand erhöht sich aber nur unwesentlich,
weil zur Aufrechterhaltung des einmal erreichten niedrigen
Wertes die Kontaktfläche weitgehend gleichbleibend sein
muss, nicht aber unbedingt der Kontaktdruck. Die metallisch blanken Kontaktzonen bleiben auch dann erhalten
(und damit der kleine Enge- und Fremdschichtwiderstand),
wenn der Kontaktdruck in relativ weiten Grenzen
abnimmt. Diese Untersuchungen wurden durch weitergehende Messungen in den U.S. Naval Avionics Facility
Indianapolis (NAFI) an Leitern mit 0,25 mm Durchmesser
(AWG 30) und 0,4 mm Durchmesser (AWG 26) bestätigt.
Zonen gleicher Dehnung
Maximaler Druck
Maximale Dehnung
Neutrale Zone
Kontaktzone

10
VERDRAHTUNGSTECHNIK
Wire-Wrap Verdrahtungstechnik
Auswahlkriterien für Wire-Wrap Werkzeuge
Achten Sie bei der Auswahl und beim Einsatz Ihres Werkzeuges auf:
1) das Kopfstück
2) die Indexierung
3) die Wartungsfreundlichkeit
„A“-Kopfstück „C“-Kopfstück
Die Indexierung
Hochachse
(Pistolengriff des Werkzeuges)
Druck-
ausgleichs-
feder
Führungshülse
Wickeleinsatz
1) Kopfstück
„A“-Kopfstück
Der Wickeleinsatz ist in seiner Längsrichtung fest in das
Werkzeug eingespannt. Deshalb wird das Werkzeug während des Wickelns zurückgeschoben und man drückt es –
je nach verwendetem Leiterdurchmesser – leicht an.
Vorteil: Werkzeuge mit „A“-Kopfstücken können beliebig
mit Wickeleinsätzen für verschiedene Leiterdurchmesser
bestückt werden.
„C“-Kopfstück
Der Wickeleinsatz wird während des Wickelns gegen die
Druckausgleichsfeder zurückgeschoben. Das Werkzeug
wird nur noch gegengehalten.
Vorteil: Werkzeuge mit „C“-Kopfstücken können dort
eingesetzt werden, wo dünne Drähte von völlig ungeübten Arbeitskräften angeschlossen werden sollen.
Achtung: In Werkzeugen mit „C“-Kopfstück können
keine K.A.A. Wickeleinsätze verwendet werden.
2) Indexierung
Die Kopfstücke der Wire-Wrap Werkzeuge sind mit einer
Indexeinrichtung für den Wickeleinsatz und die Führungshülse versehen. Dadurch rastet der Wickeleinsatz nach
jedem Wickelvorgang in seiner Ausgangsstellung ein.
Ab Fabrik ist die Leiterrille auf „12-Uhr-Position“ eingestellt. Die Fertigungswerkzeuge der Elektroserien 14YB3,
14R3G und der Druckluftserie 14YP1 können auf einen
beliebigen Winkel (über 360°) verändert werden. Dadurch
kann das Werkzeug der Handhaltung und der Abgangsrichtung der Drähte entsprechend griffgünstig angepasst
werden.
3) Wartungsfreundlichkeit
Wire-Wrap Werkzeuge sind auch nach jahrelangem
Einsatz nicht am Ende ihrer Lebensdauer. Wartung und
Instandsetzung der Werkzeuge können anhand der Wartungsanleitung selbst vorgenommen werden oder Sie
schicken das Werkzeug an die nächste Cooper Hand Tools
Niederlassung.
Wir empfehlen, eine Anzahl von Ersatzteilen in Ihrem Betrieb zu halten. Ersatzteile sind von unserem Werk oder Ihrer
zuständigen Vertretung erhältlich. Ersatzteillisten liegen
allen Werkzeugen bei, fordern Sie bei Bedarf weitere an.
Bitte die Ersatzteillisten (Explo-Zeichnungen) aufbewahren!

11
WERKZEUGE
Elektro-Werkzeuge
14G1 Elektro-Werkzeug für Micro
und Mini Wire-Wrap Anwendungen
• Superleichtes Niederspannungswerkzeug (Gewicht 250g),
rechtsdrehend
• Für Micro und Mini Wire-Wrap
Anwendungen
• Schutztrafo für den Anschluss an die
Netzspannung
• Gehäuse besteht aus schlagfestem
Kunststoff
• Schutzklasse 3
• Geeignet für K.A.A. Wickeleinsätze
• Werkzeuge sind für 230 V, 50/60 Hz
ausgelegt
• Die passenden Wickeleinsätze und
Führungshülsen finden Sie auf den
Seiten 22-23
Wenn Arbeitsplätze nicht ortsgebunden
sind oder Druckluft nicht vorhanden ist,
werden die Wire-Wrap Elektro-Werkzeuge eingesetzt. Ihre wartungsarme
Konstruktion ist auf eine lange Lebensdauer ausgelegt.
Diese Werkzeuge sind sowohl für die
Fertigung als auch für Wartungsarbeiten gleichermaßen geeignet.
Wickelbare Leiter-Ø Werkzeug
mm AWG Gewicht g Kopfstück Modell Best.-Nr.
0,16 - 0,5 34 - 24 250 A 14G1A-230 Volt 0099407625
0,16 - 0,5 34 - 24 250 A 14G1A-12 Volt 0099407661

12
Elektro-Werkzeuge
WERKZEUGE
Spezifikationen
Leitergröße: AWG 34
Leiterdurchmesser: 0,16 mm, Legierung 134 oder OFHC
Drahtdurchmesser: 0,254 mm + 0,012 mm (gebräuchlichste Isolierungs-
arten wie sie bei AWG 30 verwendet werden)
Wickelstiftabmessungen: 0,3 x 0,3 mm
Wickelstiftmaterial: Phosphor-Bronze oder Beryllium-Kupfer
(gleiche Kriterien wie bei AWG 30)
Wickelstiftkantenradius: 0,025 mm max.
Wickelstiftlänge: 8,12 mm wrapbare Länge für drei Verbindungen
Verbindungen: Mindestanzahl von Windungen
des blanken Leiters: 7-8
mit isoliertem Leiter: 1
1
/2 Windungen
Mindestabziehkraft: 0,679 kg = 6,7 N
Empfehlungen:
• Werden AWG 34 Verdrahtungen
ohne Hilfe eines Teilautomaten
verrichtet, ist es empfehlenswert,
eine feststehende Vergrößerungslupe
mit eingebauter Beleuchtung einzusetzen. Vergrößerung: 2 - 3-fach.
• Bessere Resultate sind zu erreichen,
wenn der Anwender beim WrapVorgang die Ellbogen auflegen kann.
• Das zu verdrahtende Paneel wenn
möglich in eine Aufnahmevorrichtung einspannen. Hierbei sollte der
Neigungswinkel für das Bedienungspersonal einstellbar sein.
• Sollen eine Vielzahl von Drähten in
verschiedenen Längen abgelängt
und abisoliert werden, empfiehlt es
sich, eine automatische Abschneidund Abisoliermaschine einzusetzen.
• Das 14G1 Elektro-Werkzeug erlaubt
Verdrahtungen mit Leiter-Durchmesser:
0,16 mm / AWG 34.
• Speziell entwickelt für Verdrahtungen
mit hoher Verdrahtungsdichte in einem
Raster von 1,27 mm (0,5”).
• Ideal zum Fertigen von Prototypen,
Kleinserien, Labormustern und
besonders, wenn Schaltungsänderungen
erwartet werden.
• Auch in den hochentwickelten
miniaturisierten elektronischen
Geräten kann es von Vorteil sein,
die integrierten Bauteile mit Hilfe
von Leitern zu kontaktieren.
• Jede Gefahr der Zerstörung von
temperaturemfindlichen integrierten
Bauteilen scheidet aus.
Leiter-Ø Draht-Ø Wickelstift Raster Mittel- Wickel- Führungshülse Handent- Abisolierlänge Empfohlene
bohrungs- einsatz (feststehend) drahter des Windungen
tiefe Leiters des blanken
Leiters
mm (AWG) mm mm mm mm Best.-Nr. Best.-Nr. Best.-Nr. mm
0,16 (34) 0,25 0,6 x 0,6 2,54 10 990967 511274 505084 25 7 - 8 davon
0,25 0,3 x 0,3 1,25 10 990876 990877 990204 10 1 mit Isolation
Micro Wire-Wrap Technik

13
Elektro-Werkzeuge
WERKZEUGE
14YB3 Elektro-Werkzeug für
Wire-Wrap Anwendungen
• Leichtes und geräuscharmes
Fertigungswerkzeug, rechtsdrehend
• Geeignet für Verdrahtungsaufgaben
in der Serienfertigung als auch für
Wartungsarbeiten im Labor
• Indexierungspunkt ohne Hilfswerkzeug
in 45°-Schritten einstellbar
• Mit dem „A“-Kopfstück sind K.A.A.Wickeleinsätze bis zu einem Leiterdurchmesser von 0,6 mm einsetzbar
• Gehäuse aus schlagfestem Kunststoff
• Schutzisoliert nach VDE 0740
(Die Prüfung selbst erfolgte nach
den harmonisierten Vorschriften
EN 60395-2-45 und EN 55014. Somit
entspricht diese Werkzeugtype den
EG-Bestimmungen 72/23 EWG,
89/336 EWG und hat das CE und
CCA-Zeichen).
• Der Funkentstörgrad beträgt
N-12 dB. Das Werkzeug kann ohne
weiteres bei Verdrahtungsarbeiten
an Telekommunikationsanlagen eingesetzt werden.
• 14YB3-230/C mit Druckausgleich
• Werkzeuge sind für 230 V, 50/60 Hz
ausgelegt
• Die passenden Wickeleinsätze und
Führungshülsen finden Sie auf den
Seiten 22-23.
Wickelbare Leiter-Ø Werkzeug
mm AWG Gewicht g Kopfstück Modell Best.-Nr.
0,25 - 1,0 30 - 18 450 A 14YB3-230/A 0090293153
0,25 - 1,0 30 - 18 450 A 14YB3-230/A SEV 0090293154
0,25 - 1,0 30 - 18 450 A 14YB3-230/A UK 0090293155
0,25 - 0,6 30 - 22 450 C 14YB3-230/C 0090293178
0,25 - 0,6 30 - 22 450 C 14YB3-230/C SEV 0090293179

14
Batterie-Werkzeuge
WERKZEUGE
14R3G Batterie-Werkzeug
• Geeignet für Verdrahtungs- und
Entdrahtungsarbeiten
• K.A.A. Wickeleinsätze einsetzbar
• Drehrichtungsänderung erfolgt durch
die Umkehrung des Batteriehandgriffes
• Aufladbare Ni-Cd Batterie im Handgriff
• Batteriezellen leicht austauschbar
• Ladegerät im Lieferumfang enthalten
• Schnell-Ladegerät ermöglicht Batterieaufladung innerhalb 1 Stunde
• Mit einer Ladung lassen sich 1000 und
mehr Verbindungen herstellen
• Indexierungspunkt von außen auf einen
beliebigen Winkel (über 360°) einstellbar
• Die passenden Wickeleinsätze und
Führungshülsen finden Sie auf Sie
auf den Seiten 22-23.
Unabhängig von einer fremden
Energiequelle am Arbeitsplatz:
Der Einsatzbereich dieser idealen
Wartungs- und Kleinserienwerkzeuge
ist der „Technische Außendienst“,
sowie die Entwicklungs- und Vorserienwerkstatt.
Wickelbare Leiter-Ø Werkzeug
mm AWG Gewicht g Kopfstück Modell Best.-Nr.
0,25 - 0,65 32 - 22 390 A 14R3G 0090296503
Zubehör
Ladetrafo für 230 V, 50 Hz 0090520101
Ladegerät ohne Trafo 990650WW

15
Druckluft-Werkzeuge
WERKZEUGE
14YP1 Druckluft-Werkzeug
• Rechtsdrehend
• Besonders leiser, vibrationsarmer Lauf
• Sehr geringes Gewicht
• Gehäuse besteht aus schlagfestem
Kunststoff
• Werkzeug wird mit einem ca. 1,8 m
langen, flexiblen Schlauch geliefert
• Luftdruck: 5 - 7 bar
• Luftverbrauch: bei 20% ED 23 l/min
• 14YP1A für K.A.A. Wickeleinsätze
geeignet
• Die passenden Wickeleinsätze und
Führungshülsen finden Sie auf auf
den Seiten 22-23.
Die Vorteile druckluftbetriebener
Werkzeuge machen sich bei den
Wire-Wrap Werkzeugen besonders
bemerkbar:
• Geringes Gewicht
• Ruhiger Lauf
• Robuste Konstruktion
• Wartungsarmer Betrieb
Mit diesen Fertigungswerkzeugen
kann schnell und weitgehend ermüdungsfrei gearbeitet werden.
Druckluftzubehör wählen Sie bitte
entsprechend den Angaben auf
Seite 29 aus.
Wickelbare Leiter-Ø Werkzeug
mm AWG Gewicht g Kopfstück Modell Best.-Nr.
0,25 - 0,65 30 - 22 260 A / rechtsdrehend 14YP1A 26100AA5
0,25 - 0,65 30 - 22 260 C / rechtsdrehend 14YP1C 26110AA4

16
Handbetriebene Werkzeuge
WERKZEUGE
14 HP1C Handbetriebenes rechtsdrehendes Verdrahtungswerkzeug
• Besteht aus einem stabilen, leichten
Kunststoffrahmen mit eingebautem
Getriebe.
• Der Wickeleinsatz wird durch Betätigen
des Griffhebels angetrieben. Einmal
durchziehen ergibt eine Wickelverbindung.
• Das Werkzeug ist mit einem
„A“-Kopfstück ausgestattet.
• Die passenden Wickeleinsätze und
Führungshülsen finden Sie auf den
Seiten 22-23.
Ohne irgendeine fremde Energiequelle – betrieben nur mit geringem
Kraftaufwand der Hand – sind diese
Werkzeuge jederzeit zum Einsatz
bereit. Die leichten und bequem zu
handhabenden Werkzeuge haben in
jedem Service-Koffer Platz.
Handbetriebene Werkzeuge sind hervorragend geeignet für Arbeitsplätze
mit gelegentlichen Verdrahtungsaufgaben.
Wickelbare Leiter-Ø Werkzeug
mm AWG Gewicht g Kopfstück Modell Best.-Nr.
0,25 - 0,65 30 - 22 260 A / rechtsdrehend 14HP1C 28000AC1

17
Hand-Wickelwerkzeuge
WERKZEUGE
Zusammenstellung eines Hand-Wickelwerkzeuges
Handgriff Wickeleinsatz vereinfachte Führungshülse entspricht der Führungshülse
für das Hand-Wickelwerkzeug (feststehend) auf den Seite 22
Best.-Nr. Best.-Nr. Best.-Nr.
517219 Auswahl anhand 517231 18840
der Tabelle auf Seite 22 517232 26245
517229 502129
517230 506999
517228 507100
517230 512056
Beispiel: Hand-Wickelwerkzeug für Leiter-Ø 0,25 mm (AWG 30) und Wickelstift 0,6 x 0,6 mm im Rastermaß 2,54 mm besteht aus:
Handgriff 517219 + Wickeleinsatz 507063 + vereinfachte Führungshülse 517228 (entspricht der feststehenden Führungshülse 507100)
++
=
Die Hand-Wickelwerkzeuge sind
kleiner und leichter als mancher
Schraubendreher. Zusammen mit
einem Entdrahtungswerkzeug können schnell und problemlos Verdrahtungsänderungen vorgenommen
werden. Der Draht wird durch Drehen des Werkzeuges im Uhrzeigersinn um den Wickelstift gewickelt.
Kombinierbare Hand-Wickelwerkzeuge
• Diese Hand-Wickelwerkzeuge bestehen aus einem Handgriff aus Kunststoff, einem Wickeleinsatz und einer vereinfachten Führungshülse.
• Der Draht wird durch Drehen des Werkzeuges im Uhrzeigersinn um den Wickelstift gewickelt.
• Die passenden Wickeleinsätze finden Sie auf Seite 22. Die dort angegebenen Führungshülsen können für HandWickelwerkzeuge jedoch nicht verwendet werden. Die entsprechenden vereinfachten Führungshülsen ersehen
Sie aus der nachfolgenden Tabelle.

18
Hand-Wickelwerkzeuge
WERKZEUGE
WRAP 3 F 30 Universal Hand-Wickelwerkzeug
• Werkzeug erfüllt mehrere Funktionen
in einem: Draht abisolieren, Draht
wickeln und entdrahten
• Besonders geeignet für Verdrahtungsänderungen
• Fest montierter Kunststoffgriff
Wickelbare Leiter-Ø Wickelstiftdiagonale Draht-Ø Best.-Nr.
Bezeichnung mm AWG mm mm
Universal Hand-Wickelwerkzeug 0,25 30 0,81 - 0,94 1,0 WRAP3F30

19
Hand-Wickelwerkzeuge
WERKZEUGE
WRAPECO Hand-Wickelwerkzeug Serie
• Die Werkzeuge sind bestens geeignet für kleine Wicklungen im Reparaturbereich und Kundendienst
• Fest montierter Kunststoffgriff
Wickelbare Leiter-Ø Wickelstiftdiagonale Draht-Ø Best.-Nr.
Bezeichnung mm AWG mm mm
Hand-Wickelwerkzeug Maxi 0,8 - 0,9 20 0,81 - 0,94 1,0 WRAPECOMAXI
Wickelbare Leiter-Ø Wickelstiftdiagonale Draht-Ø Best.-Nr.
Bezeichnung mm AWG mm mm
Hand-Wickelwerkzeug Midi 0,4 - 0,6 26 - 22 1,4 - 1,8 1,9 WRAPECOMIDI
Wickelbare Leiter-Ø Wickelstiftdiagonale Draht-Ø Best.-Nr.
Bezeichnung mm AWG mm mm
Hand-Wickelwerkzeug Mini 0,25 - 0,4 30 - 24 1,4 - 1,8 1,9 WRAPECOMINI

20
Wickeleinsätze und Führungshülsen
WICKELEINSÄTZE UND FÜHRUNGSHÜLSEN
Auswahl des Wickeleinsatzes und der Führungshülse
Den Wickeleinsatz und die passende Führungshülse
ermittelt man anhand der Tabelle auf Seite 22
„Auswahltabelle Wickeleinsätze und Führungshülsen“
per Ausschlussverfahren.
Notwendige Angaben:
• Wicklungsart
• Drahtdurchmesser
• Leiterdurchmesser
• Wickelstiftabmessungen
• Rastermaß
Beispiel für Modifizierte Wicklung:
• Leiterdurchmesser = 0,25 mm, AWG 30
• Drahtdurchmesser = 0,55 mm
• Wickelstift mit den Seiten a x b = 0,75 mm x 0,5 mm
Wickelstiftlänge = 13,5 mm
• Rastermaß = 2,54 mm
Lösung anhand der „Auswahltabelle Wickeleinsätze
und Führungshülsen“ (Seite 22):
(1) Leiter-Ø = 0,25 mm, (AWG 30)
(2) Art des Wickeleinsatzes = MOD. (Modifiziert)
MOD. = MODIFIZIERT
Ein MODIFIZIERTER Wickeleinsatz wickelt
zuerst ungefähr eine Windung des isolierten Leiters um den Wickelstift und
danach den abisolierten Leiter. Dadurch
wird die Rüttelfestigkeit der Verbindung
wesentlich erhöht.
STD. = STANDARD
Ein STANDARD Wickeleinsatz wickelt
nur den abisolierten Leiter um den
Wickelstift. Dadurch können Leiter mit
größerem Leiterdurchmesser in einem
gegebenem Rastermaß kontaktiert
werden (Stromversorgung).
(3) Wickelstift Diagonale bestimmen
Auf Nomogramm (siehe S. 21) „Seite a“ (0,75 mm)
und „Seite b“ (0,5 mm) mit Lineal verbinden und die
„rechnerische Diagonale“ (0,9 mm) ablesen.
Die tatsächliche Diagonale ist aufgrund der abgerunde-
ten Ecken der Wickelstifte geringer:
0,9 mm – 0,04 mm = 0,86 mm, d.h. Wickelstift Diagonale
= 0,86 mm.
Dieses Maß liegt im Bereich des Wickeleinsatzes 507 573
mit der Wickelstift Diagonale 0,84 – 0,92 mm und der
dazugehörigen Führungshülse 507 100.
(4) Mittelbohrungstiefe prüfen
Wickelstiftlänge = 13,5 mm
Bohrungstiefe des Wickelstiftes 507 573 = 19 mm,
also ausreichend.
(5) Max. Isolations-Ø bei Modifizierter Wicklung
beachten
Der Drahtdurchmesser beträgt 0,55 mm. Für den Wickeleinsatz 507 573 ist ein max. Isolationsdurchmesser von
0,6 mm zulässig.
(6) Größter Radius R
Anhand folgender Formel wird der tatsächliche Radius
errechnet und mit dem Rastermaß verglichen:
R + Draht-Ø + a/2< Rastermaß
Für den Wickeleinsatz 507 573 ist der größte Radius mit
1,55 mm angegeben. Der zu bewickelnde Wickelstift sollte
in diesem Umkreis freistehen.
1,55 + 0,55 + 0,75/2 < 2,54
2,47 < 2,54
(7) Abisolierlänge
Die Abisolierlänge durch einen Versuch genau bestimmen.
Sie ergibt, abhängig vom Leiterdurchmesser und Wickelstiftabmessungen, die Empfohlene Windungszahl des
Leiters (8).
Rastermaß
Halbe Seite des
Wickelstiftes
Leiter Ø (für STD.)
Isolations Ø (für MOD.)
= Draht Ø

21
Wickeleinsätze und Führungshülsen
WICKELEINSÄTZE UND FÜHRUNGSHÜLSEN
Tatsächliche
Diagonale
Wickelstift
Rechnerische
Diagonale
Nomogramm zur Bestimmung der Wickelstift-Diagonale
Seite a
Seite bRechnerische
Diagonale
AWG-Abmessungen
Abmessungen von Drähten nach AWG
AWG Massivleiter Querschnitt
Größe Durchmesser mm mm
2
34 0,16 0,021
32 0,202 0,032
31 0,227 0,040
30 0,2555 0,050
29 0,286 0,064
28 0,321 0,080
27 0,361 0,102
26 0,405 0,128
25 0,455 0,163
24 0,511 0,205
23 0,573 0,259
22 0,644 0,325
21 0,723 0,412
20 0,813 0,519
19 0,912 0,652
18 1,024 0,826
17 1,151 1,039
16 1,290 1,309
15 1,450 1,652
14 1,628 2,084
13 1,829 2,627
12 2,053 3,308
11 2,304 4,168
10 2,588 5,262

22
Pointed Tips Straight
WICKELEINSÄTZE UND FÜHRUNGSHÜLSEN
Wickeleinsätze und Führungshülsen für rechtsdrehende Werkzeuge
Auswahltabelle Wickeleinsätze und Führungshülsen
Mit Wire-Wrap Wickeleinsätzen werden Drahtwickelverbindungen
gefertigt, die den internationalen Normen entsprechen. (DIN 60325-1)
Tiefe
STD.
MOD.
(1) (2) (3) (4) (5) (6) (7/8)
Leiter-Ø Art der Wickelstift Wickel- Führungs- Mittel- Max. Größter Mittlere Abiso- DIN Abmessungen
Wickel- Diagonale einsatz hülse (fest- bohrungs- Isola- Radius lierlänge für EN der Wickelstifte
verbindung stehend) tiefe tions-Ø >R< empf. Windung- 60352-1
mm / AWG MOD./STD.* mm Best.-Nr. Best.-Nr. mm mm mm en des Leiters mm
mm
0,25 / 30 MOD. 0,59 - 0,64 990891 511274 15 0,49 1,21 20 0,45 x 0,46
MOD. 0,67 - 0,77 501097 507100 19 0,68 1,67 23 / 8 MINI 0,5 x 0,5
MOD. 0,78 - 0,87 507063 507100 19 0,60 1,55 25 / 8 MINI 0,6 x 0,6 / 0,635 x 0,635
MOD. 0,78 - 0,87 990734 507100 28 0,60 1,55 25 0,6 x 0,6 / 0,635 x 0,635
MOD. 0,79 - 0,95 519936 507100 19 0,70 1,72 0,6 x 0,6
MOD. 0,84 - 0,92 507573 507100 19 0,60 1,55 25 0,6 x 0,6 / 0,635 x 0,635 / 0,75 x 0,5
MOD. 1,04 - 1,12 507502 507100 19 0,68 1,8 30 / 8 MINI 0,56 x 0,91
MOD. 1,35 - 1,45 508105 502129 25 0,68 2,36 38 1,0 x 1,0
MOD. 1,52 - 1,62 501381 512056 25 0,68 2,72 43 1,14 x 1,14
STD. 0,69 - 0,77 500352 507100 19 - 1,69 23 / 8
0,3 / 28 MOD. 0,78 - 0,87 509278 507100 19 0,76 1,7 23 / 7 MINI 0,6 x 0,6 / 0,635 x 0,635
MOD. 0,84 - 0,92 501389 502129 19 0,91 2,2 25 0,6 x 0,6 / 0,635 x 0,635
0,4 / 26 MOD. 0,59 - 0,98 506445 507100 19 0,79 1,88 23 / 6 MINI 0,6 x 0,6 / 0,635 x 0,635
MOD. 0,78 - 0,87 507063 507100 19 0,6 1,55 25 / 6 0,6 x 0,6 / 0,635 x 0,635
MOD. 0,79 - 0,91 511250 507100 19 1,09 1,88 23 0,6 x 0,6 / 0,635 x 0,635
MOD. 0,87 - 1,28 509405 502129 25 0,86 2,18 25 0,91 x 0,56
MOD. 1,22 - 1,42 517104 512056 25 1,04 2,54 31 / 6 MIDI 1,0 x 1,0
MOD. 1,22 - 1,42 511439 502129 25 1,04 2,41 31 1,0 x 1,0
MOD. 1,35 - 1,76 502118 512056 25 1,04 2,82 35 / 6 MIDI 0,8 x 1,4 / 0,91 x 1,22 / 1,0 x 1,0
MOD. 1,60 - 1,86 506781 512056 25 1,04 2,84 38 0,8 x 1,6 / 1,14 x 1,14
MOD. 1,37 - 1,88 519070 18840 28,7 1,17 2,97 38 0,8 x 1,6 / 1,14 x 1,14
STD. 1,47 - 1,86 504910 512056 25 - 2,66 38
0,5 / 24 MOD. 0,61 - 1,10 505415 502129 25 1,12 2,49 20 / 5 0,56 x 0,91 / 0,6 x 0,6 /
0,635 x 0,635
MOD. 1,19 - 1,69 506991 506999 25 1,04 2,54 28 0,8 x 1,4 / 0,91 x 1,22 / 1,0 x 1,0 /
1,14 x 1,14
MOD. 1,25 - 1,74 504155 18840 28 1,27 3,02 28 / 5 MIDI 0,8 x 1,4 / 0,91 x 1,22 / 1,0 x 1,0 /
1,14 x 1,14
MOD. 1,37 - 1,86 26263 18840 28 1,17 2,97 38 / 5 MIDI 0,8 x 1,4 / 0,8 x 1,6 / 0,91 x 1,22 /
1,0 x 1,0 / 1,14 x 1,14
MOD. 1,37 - 1,88 519070 18840 28,7 1,17 2,97 38
STD. 0,61 - 1,10 502134 502129 25 - 2,12 20 / 5
STD. 1,38 - 1,88 512058 512056 25 - 2,65 30
0,65 / 22 MOD. 1,25 - 1,86 504939 18840 25 1,32 3,35 28 / 4 MIDI 0,8 x 1,4 / 0,8 x 1,6 / 0,91 x 1,22 /
1,0 x 1,0
STD. 1,25 - 1,86 505413 18840 25 - 3,0 28 / 4
STD. 1,55 - 2,17 18632 18840 25 - 3,16 30
STD. 2,49 - 3,11 18635 18640 25 - 3,6 36
0,8 / 20 MOD. 1,07 - 1,86 26495 26245 25 1,5 3,81 28 / 4 MAXI 0,8 x 1,4 / 0,8 x 1,6 / 0,91 x 1,22 /
1,0 x 1,0 / 1,14 x 1,14
STD. 1,07 - 1,68 507356 18840 25 - 3,06 28 / 4
STD. 1,50 - 2,30 18633 26245 25 - 3,74 32
STD. 2,31 - 3,11 18637 18640 25 - 3,81 36
1,0 / 18 MOD. 1,55 - 1,86 504908 18640 25 1,78 3,83 30 / 4 MAXI 1,14 x 1,14
STD. 1,55 - 1,86 504222 26245 25 - 3,81 30 / 4
* MOD. = Modifiziert / STD. = Standard (Arten von Wickelverbindungen siehe Seite 20)
d
1

23
Übersicht
Wickeleinsätze und Führungshülsen für rechtsdrehende Werkzeuge
WICKELEINSÄTZE UND FÜHRUNGSHÜLSEN
Auswahltabelle K.A.A. Wickeleinsätze und Führungshülsen
Vorgehensweise zur Auswahl der Wickeleinsätze und Führungshülsen siehe Seite 20.
Achtung:
Für K.A.A. Wickeleinsätze dürfen nur Werkzeuge mit
„A“-Kopfstück und Drähte mit leichthaftender Isolation
verwendet werden (siehe Seite 24).
K.A.A. Wickeleinsätze und Führungshülsen passen in
folgende Wire-Wrap Werkzeuge:
14G1A Elektro-Werkzeug
14YB3-230/A Elektro-Werkzeug
14R3G Batterie-Werkzeug
14YP1A Druckluft-Werkzeug
14HP1CLU Handbetriebenes Werkzeug
Führungshülse mit Abschneidekante
K.A.A. Wickeleinsatz
Abisoliermesser Abschneidefenster
Nicht isoliertes Leiterende
Führungshülse Wickeleinsatz
K.A.A. (C.S.W.) Verdrahtungstechnik für Modifizierte Wickelverbindungen
Bei dieser Technik wird der isolierte Leiter in einem Arbeitsgang abgeschnitten, auf die richtige Länge abisoliert und
um den Wickelstift gewickelt. (K.A.A.: kombiniert Abschneiden und Abisolieren / C.S.W.: Cut - Strip - Wrap)
(1) (3) (4) (5) (6) (8)
Leiter-Ø Wickelstift K.A.A. K.A.A. Mittel- Isolations-Ø Größter Windungen Abmessungen
Diagonale Wickeleinsatz Führungshülse Bohrungs Radius des der Wickelstifte
tiefe >R< Leiters
mm AWG mm Best.-Nr. Best.-Nr. mm mm mm mm
0,25 30 0,76 - 0,86 990764 990765 25,4 0,48 - 0,55 1,65 7 0,6 x 0,6 / 0,635 x 0,635
0,76 - 0,86 990841 990765 28,2 0,48 - 0,52 1,65 7 0,6 x 06, / 0,635 x 0,635
0,76 - 0,86 990063WW 990064WW 25,4 0,51 - 0,56 1,79 7 0,6 x 0,6 / 0,635 x 0,635
0,40 26 0,76 - 0,86 527812 527813 25,4 0,64 - 0,71 2,08 7 0,6 x 0,6 / 0,635 x 0,635
0,76 - 0,86 990995 527813 25,4 0,70 - 0,79 2,08 7 0,6 x 0,6 / 0,635 x 0,635
1,65 - 1,75 522205 522204 25,4 0,64 - 0,74 2,95 7 0,8 x 1,6
1,50 - 1,60 522203 522204 25,4 0,64 - 0,74 2,85 7 1,0 x 1,0 / 1,14 x 1,14
1,50 - 1,83 522202 522201 25,4 0,79 - 0,89 3,25 7 0,8 x 1,6
1,37 - 1,47 521105 521116 25,4 0,86 - 0,99 3,25 6 1,0 x 1,0
1,37 - 1,47 521105 990435 25,4 0,97 - 1,03 3,25 6 1,0 x 1,0
1,37 - 1,47 519926 519927 25,4 0,66 - 0,74 2,82 6 1,0 x 1,0
1,37 - 1,47 990681 990435 25,4 0,97 - 1,05 3,35 6 1,0 x 1,0
1,37 - 1,44 990846 990847 25,4 0,75 - 0,85 2,82 6 1,0 x 1,0 / 1,3 x 0,6
0,40- 0,50 26 - 24 1,37 - 1,47 990996 990997 25,4 0,76 - 0,91 2,78 7 0,6 x 1,3 / 1,0 x 1,0
0,50 24 1,37 - 1,47 990753 519929 25,4 0,74 - 0,85 3,25 6 1,0 x 1,0
1,50 - 1,83 519066 522201 25,4 0,86 - 0,99 3,38 6 1,0 x 1,0 / 0,8x1,6
1,68 - 1,78 521198 521199 25,4 1,02 - 1,14 3,48 6 0,8 x 1,6
1,50 - 1,88 990046 522201 25,4 0,81 - 0,89 3,28 6 0,8 x 1,6
1,50 - 1,83 518910 518911 25,4 1,02 - 1,14 3,38 6 0,8 x 1,4
1,50 - 1,83 518910 519929 25,4 0,81 - 0,94 3,25 6 0,8 x 1,4 / 1,0 x 1,0
1,37 - 1,47 990561 990562 25,4 1,02 - 1,09 3,35 5,5 1,0 x 1,0 / 0,91 x 1,22
1,37 - 1,47 519928 519929 25,4 0,84 - 0,91 3,23 5,5 1,0 x 1,0 / 0,91 x 1,22
1,50 - 1,83 519066 519067 25,4 1,02 - 1,14 3,38 6 1,0 x 1,0 / 0,80 x 1,60
1,37 - 1,47 990579 522212 25,4 1,31 - 1,39 3,28 5 1,0 x 1,0
0,50 - 0,60 24 - 22 1,75 - 1,83 518931 518932 25,4 1,14 - 1,27 3,38 6 0,8 x 1,6
0,60 22 1,37 - 1,47 990646 522212 25,4 1,16 - 1,25 3,38 5 1,0 x 1,0
1,50 - 1,60 522211 522212 25,4 1,14 - 1,27 3,28 5 1,14 x 1,14 / 0,8 x 1,4
1,37 - 1,47 990563 990562 25,4 0,94 - 1,02 3,48 5 1,0 x 1,0
1,37 - 1,47 990779 990780 25,4 1,04 - 1,12 3,38 5 1,0 x 1,0
d
1
Tiefe

Beim Abisolieren durch K.A.A. Wickeleinsätze darf sich
der Leiter durch die Haftkraft der Isolierhülle nicht in
unzulässiger Weise dehnen. Die nachstehenden Abstreifkräfte sollten deshalb nicht überschritten werden.
Bitte machen Sie vor dem Beginn Ihrer Verdrahtungsarbeit Abstreifkraft- und Abwickelprüfungen.
Diese Prüfungen sind besonders wichtig, wenn die
Werte Ihres Drahtes von den hier angegebenen Werten abweichen.
So einfach geht es:
Der Draht wird in das Werkzeug eingeführt. Durch die
feste Position der Abschneidekante in der Führungshülse
erhält man grundsätzlich eine exakte Abisolierlänge.
K.A.A.-Wickeleinsätze sind einfach zu bedienen und bieten
die Möglichkeit, auf engstem Raster damit zu verdrahten.
1. Leiter einführen
2. Wickeleinsatz über den Wickelstift positionieren
3. Leiter wird auf die erforderliche Abisolierlänge
abgeschnitten
4. Leiter wird abgeschnitten und gleichzeitig kontaktiert
5. Fertige Modifizierte Wire-Wrap Verbindung
24
K.A.A. (C.S.W.) Verdrahtungstechnik
WICKELEINSÄTZE UND FÜHRUNGSHÜLSEN
Leiter
Isolierung
Abstreifkraft
Lochblech:
Bohrungs-ø=
Leiter-Nennø+0,05mm
Leiter-Ø Abstreifkraft
mm AWG N max.
0,25 30 3,4
0,4 26 4,5
0,5 24 5,5
0,65 22 8,0
Leiterspezifikationen:
Leitermaterial:
• Leitungskupfer E-Cu 58F21, 20%,
Mindestbruchdehnung bei = 100
Oberfläche:
• Versilbert oder verzinnt, minimale Rauigkeit
Konzentrizität:
• Prozentuales Verhältnis der kleinsten zur größten
Wanddicke, gemessen vom Leiter Außendurchmesser
der Isolierung gleich 80%
Isolierungsmaterial:
• Kunststoffe, die sich mit geradlinigen Messerschneiden
einkerben und abreißen lassen, z.B. Schaltdrähte
mit leichthaftender FEP + Polyamidisolierung oder PVCSemirigid, Milene®(eingetragenes Warenzeichen der
Firma W. L. Gore), Kynar, Tefzel (nicht: PTFE-Teflon).
• Bruchdehnung:
Min. 125%, Max. 250%.
• Ausführliche Tests haben gezeigt, dass Draht mit ETFETefzel-Isolierung gute Resultate erzielt
Leiter für die K.A.A. Verdrahtungstechnik
Für einen einwandfreien Arbeitsablauf der K.A.A.-Wickeleinsätze ist es erforderlich, dass der Leiter mit seinem
Isolierungsdurchmesser und Isolierungshaftsitz genau
auf die K.A.A.-Wickeleinsätze abgestimmt ist. Die kleinste
Toleranzabweichung kann hier schon von Bedeutung sein.

25
ENTDRAHTUNGS-WERKZEUGE
Batteriebetriebene Entdrahtungswerkzeuge
14R3G Batteriebetriebenes
Entdrahtungswerkzeug
• Geeignet für Verdrahtungs- und Entdrahtungsarbeiten
• Drehrichtungsänderung erfolgt durch
die Umkehrung des Batteriehandgriffes
• Aufladbare Ni-Cd Batterie im Handgriff
• Ladegerät im Lieferumfang enthalten
• Schnell-Ladegerät ermöglicht Batterieaufladung innerhalb 1 Stunde
• Mit einer Ladung lassen sich 1000 und
mehr Verbindungen herstellen
• Indexierungspunkt von außen auf einen
beliebigen Winkel (über 360°) einstellbar
• Werkzeug für 230 V, 50/60 Hz ausgelegt
• Die passenden Entdrahtungseinsätze
mit Führungshülsen finden Sie in untenstehender Tabelle
Entdrahtungseinsätze mit Führungshülsen für Entdrahtungswerkzeuge 14R3G und 14HP1CLU
Leiter-Ø Bohrungs-Ø / Außen-Ø des Best.-Nr.
Bohrungstiefe Entdrahtungseinsatzes
mm AWG mm mm
Zum Entdrahten von rechtsgewickelten Verbindungen
0,25 - 0,40 30 - 26 1,02 x 25 2,36 990 420
0,40 - 0,60 26 - 22 1,78 x 25 3,18 990 421
0,40 - 0,60 26 - 22 1,78 x 25 3,96 990 422
Zum Entdrahten von linksgewickelten Verbindungen
0,25 - 0,40 30 - 36 1,02 x 25 2,36 990 423
0,40 - 0,60 26 - 22 1,78 x 25 3,18 990 424
Wickelbare Leiter-Ø Werkzeug
mm AWG Gewicht g Kopfstück Modell Best.-Nr.
0,25 - 0,65 32 - 22 390 A 14R3G 0090296503
Zubehör
Ladetrafo für 230 V, 50 Hz 0090520101
Ladegerät ohne Trafo 990650WW

26
Handbetriebene Entdrahtungswerkzeuge
ENTDRAHTUNGS-WERKZEUGE
14HP1CLU Handbetriebenes, linksdrehendes Entdrahtungswerkzeug
• Das 14HP1CLU Werkzeug (linksdrehend)
kann zum Entdrahten von rechtsgewickelten Wire-Wrap Verbindungen eingesetzt
werden.
• Besteht aus einem stabilen, leichten Kunststoffrahmen mit eingebautem Getriebe.
• Der Wickeleinsatz wird durch das Betätigen
des Griffhebels angetrieben.
• Einmal Durchziehen ergibt eine Wickelverbindung.
Wickelbare Leiter-Ø Werkzeug
mm AWG Gewicht g Kopfstück Modell Best.-Nr.
0,25 - 0,65 30 - 22 260 A / linksdrehend 14HP1CLU 28000AB2
Entdrahtungseinsätze mit Führungshülsen für Entdrahtungswerkzeuge 14R3G und 14HP1CLU
Leiter-Ø Bohrungs-Ø / Außen-Ø des Best.-Nr.
Bohrungstiefe Entdrahtungseinsatzes
mm AWG mm mm
Zum Entdrahten von rechtsgewickelten Verbindungen
0,25 - 0,40 30 - 26 1,02 x 25 2,36 990 420
0,40 - 0,60 26 - 22 1,78 x 25 3,18 990 421
0,40 - 0,60 26 - 22 1,78 x 25 3,96 990 422
Zum Entdrahten von linksgewickelten Verbindungen
0,25 - 0,40 30 - 36 1,02 x 25 2,36 990 423
0,40 - 0,60 26 - 22 1,78 x 25 3,18 990 424

27
Hand-Entdrahtungswerkzeuge
ENTDRAHTUNGS-WERKZEUGE
Die Hand-Entdrahtungswerkzeuge dienen zum schnellen Lösen von
Wicklungen bei Verdrahtungsänderungen. Diese Werkzeuge können
auch für die Abwickelprüfung verwendet werden.
Leiter-Ø Wickelstift Bohrungs-Ø Best.-Nr.
Bezeichnung mm AWG mm mm
Hand-Entdrahtungswerkzeug 0,2 - 0,4 32 - 26 0,5 x 0,5 0,9 509436
Linksabwicklung 0,6 x 0,6 1,0 505084
0,25 - 0,5 30 - 24 0,56 x 0,91 1,3 509489
0,4 - 0,8 26 - 20 1,0 x 1,0 1,8 504769
0,91 x 1,22 1,8 504769
0,8 x 1,4 / 0,8 x 1,6 1,8 515716
0,5 - 1,0 24 - 18 1,14 x 1,14 1,8 A31478
Leiter-Ø Wickelstift Bohrungs-Ø Best.-Nr.
Bezeichnung mm AWG mm mm
Hand-Entdrahtungswerkzeug 0,2 - 0,4 32 - 26 0,5 x 0,5 0,9 511203
Links- und Rechtsabwicklung 0,6 x 0,6 1,0 505244
0,4 - 0,8 26 - 20 1,0 x 1,0 / 0,91 x 1,22 / 0,8 x 1,4 / 0,8 x 1,6 1,8 A26664
0,5 - 1,0 24 - 18 1,14 x 1,14 1,8 500130
L = Linksabwicklung R = Rechtsabwicklung

28
Hand-Entdrahtungswerkzeuge
ENTDRAHTUNGS-WERKZEUGE
Leiter-Ø Wickelstift Best.-Nr.
Bezeichnung mm AWG mm
Universal Hand-Entdrahtungswerkzeug 0,4 - 0,8 20 - 26 1,0 x 1,0 / 0,8 x 1,6 420E
WRAP 3 F 30 Universal Hand-Wickelwerkzeug
• Werkzeug erfüllt mehrere Funktionen in einem:
Draht abisolieren, Draht wickeln und entdrahten
• Besonders geeignet für Verdrahtungsänderungen
• Fest montierter Kunststoffgriff
420 E Universal Hand-Entdrahtungswerkzeug
• Zwei-Weg Entdrahtung
• Mit federnder und isolierter Führungshülse
Wickelbare Leiter-Ø
Bezeichnung mm AWG Best.-Nr.
Universal Hand-Wickelwerkzeug 0,25 30 WRAP3F30

29
Wartungseinheit (Filter-Regler-Mehrbereichsöler)
ZUBEHÖR
Wartungseinheit
(Filter-Regler-Mehrbereichsöler)
• Für die vorbeugende Wartung Ihres
Druckluft-Werkzeuges ist es unbedingt
erforderlich, eine Wartungseinheit vor
zuschalten.
• Sie sorgt für saubere, geregelte und
geölte Luft.
• Die Wartungseinheit pflegt somit Ihr
Druckluft-Werkzeug.
Luftanschluß Bester Wirkungs- Modell Best.-Nr.
(Rohrgewinde) bereich m3/min
R1/8“ 0,03 - 0,4 FRL018 0099404288
Sonderausrüstung: Befestigungswinkel H15024
Werkzeugkoffer für Werkzeugtyp 14YB3
Werkzeugkoffer für Werkzeugtyp 14YB3
• Der kleine handliche Werkzeugkoffer
dient zur Aufbewahrung des Werkzeugtyps 14YB3, der Wickeleinsätze, Führungshülsen und Hand-Entdrahtungswerkzeuge.
Beschreibung Abmessungen Best.-Nr.
Werkzeugkoffer leer 330 x 240 x 85 mm 0090000013

30
Abzugskraft-Prüfwerkzeug
ZUBEHÖR
Abzugskraft-Prüfwerkzeug
• Federwaage mit Schleppanzeige.
• Die beiden serienmäßigen Abzugshaken passen für die genormten
Wickelstifte.
• Es ist unerlässlich, regelmäßig die
Abzugskraft der Wire-Wrap
Verbindungen zu prüfen.
Meßbereich Skaleneinteilung Gewicht
kg (N*) g (N*) g Best.-Nr.
10 100 100 1 370 0090912968
Abzugshaken Midi 0090914414
Abzugshaken Mini 0090914415
*1N= ~0,1 kg, Toleranz +/- 5 %

31
ZUBEHÖR
502E30 Kombinations - Abisolierzange für Wire-Wrap Drähte
• Seitliches Abisolieren, dadurch keine
Begrenzung der Abisolierlänge
• Zum Schneiden, Biegen und Halten
• Auswechselbare Klingen
Draht-Ø mm AWG Länge mm Modell Best.-Nr.
0,25 30 120 502E30 520E30
0,4 26 120 502E26 520E26
0,5 24 120 502E24 520E24
520E Spezial - Abisolierzange für Wire-Wrap Drähte
• Gleichzeitiges Abisolieren von
mehreren Drähten
• Drahtdurchmesser wird mittels einer
Schraube eingestellt
Abisolier-Zangen
520E
502E30
Draht-Ø mm AWG Länge mm Modell Best.-Nr.
0,25 - 1,3 30-16 120 520 E 520 E
Abisolierzange 519 E
• Mit Längenanschlag für Abisolierung auf Anfrage
Abisolier-Zangen
• Spezial Abisolierzangen aus Werkzeugstahl gefertigt
• Mit reflektionsfreier Oberfläche
• Sehr präzise und EGB-sicher
• Für das Abisolieren von Wire-Wrap Drähten

32
PRÜFBLATT
Name: Firma:
Abteilung:
Werkzeug: Bestell-Nr.:
Wickeleinsatz: Führungshülse:
Nur Prüfdaten des selben Wickeleinsatzes eintragen
Jahr: Abzugskraftprüfung Abwickelprüfung
Monat: (Werte in kg oder N) Kein Leiterbruch: V
Lfd. Nr. Leiterbruch: O
Tag: 12345678910Summe* 12345
Durchmesser Mindest- Windungszahl Wickelstift: Leiter:
des Leiters abziehkraft des Leiters (Hersteller, Bezeichnung (Hersteller, Bezeichnung, Maße,
Maße, Material, Härte) Material, Mindestbruchdehnung L=100)
mm AWG kg N**
0,25 30 1,5 15 8
0,32 28 2 20 7
0,4 26 2,5 25 6
0,5 24 3 30 5
0,65 22 3,5 35 4
0,8 20 4 40 4
1,0 18 5 50 4
**1N= ~0,1 kg
* Ein Vergleich der Summenwerte gibt Aufschluß über den Abnutzungsgrad des Wickeleinsatzes.
Abnehmende Werte deuten auf ein Losewerden der Wickel hin. Stark zunehmende Werte in
Verbindung mit Drahtbrüchen bei der Abwickelprüfung lassen auf ein Überdehnen des Drahtes
schließen.
Prüfblatt
33
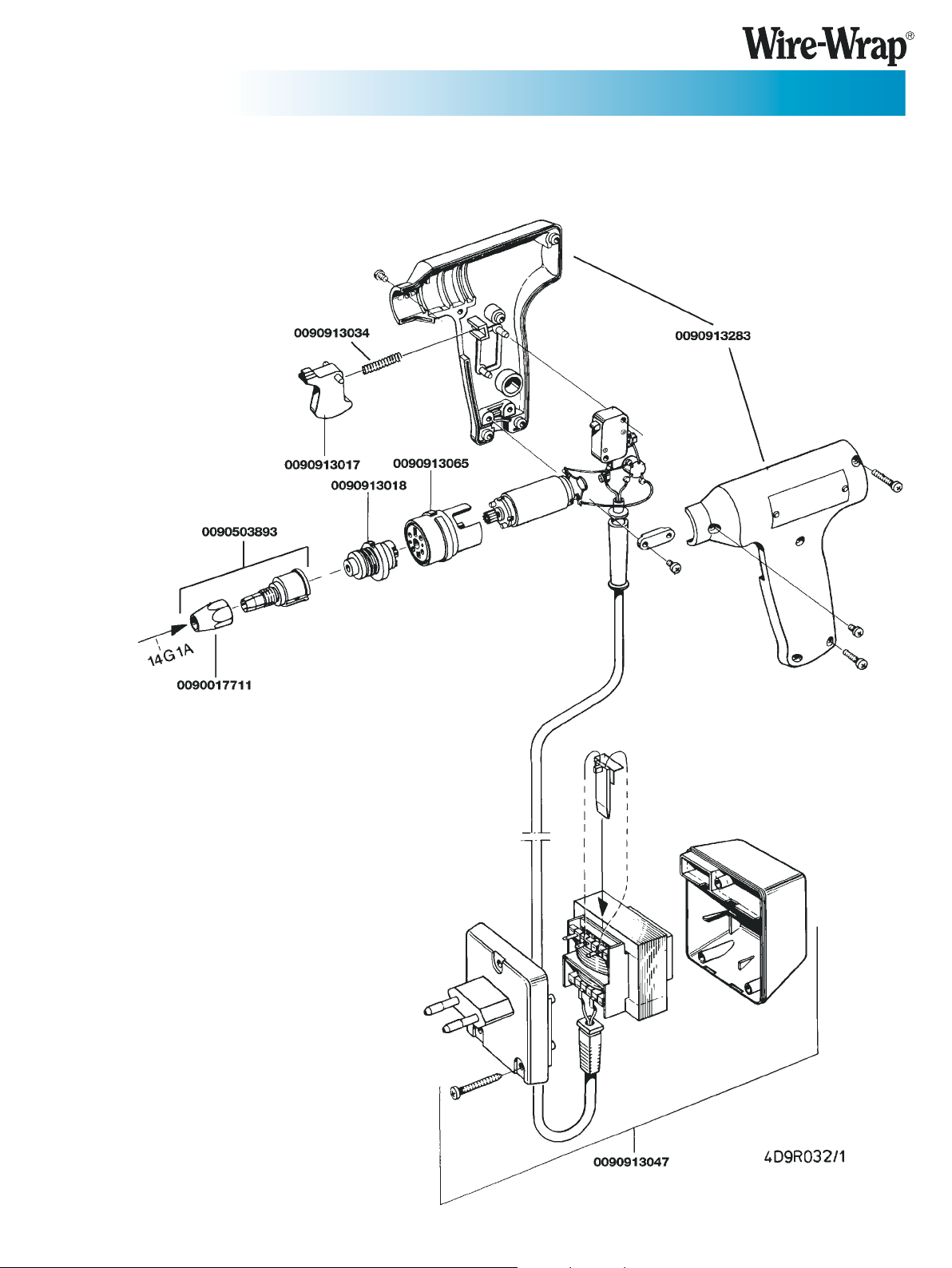
14G1
EXPLO-ZEICHNUNGEN / ERSATZTEILE

34
EXPLO-ZEICHNUNGEN / ERSATZTEILE
14YB3

EXPLO-ZEICHNUNGEN / ERSATZTEILE
14R3
35

36
14YP1
EXPLO-ZEICHNUNGEN / ERSATZTEILE

37
Index Werkzeuge
INDEX
Tools
Werkzeuge
Bestellnummer Beschreibung Modell Seite
0090000013 Werkzeugkoffer leer 29
0090293153 Elektro-Werkzeug für Wire-Wrap-Anwendungen 14YB3-230/A 13
0090293154 Elektro-Werkzeug für Wire-Wrap-Anwendungen 14YB3-230/A SEV 13
0090293155 Elektro-Werkzeug für Wire-Wrap-Anwendungen 14YB3-230/A UK 13
0090293178 Elektro-Werkzeug für Wire-Wrap-Anwendungen 14YB3-230/C 13
0090293179 Elektro-Werkzeug für Wire-Wrap-Anwendungen 14YB3-230/C SEV 13
0090296503 Batterie-Werkzeug 14R3G 14, 25
0090520101 Ladegerät 230 V 14, 25
0090912968 Abzugskraft-Prüfwerkzeug 30
0090914414 Abzugshaken midi 30
0090914415 Abzugshaken mini 30
0099404288 Wartungseinheit FRL018 29
0099407625 Elektro-Werkzeug für Micro und Mini Wire-Wrap-Anwendungen 14G1A-230V 11
0099407661 Elektro-Werkzeug für Micro und Mini Wire-Wrap-Anwendungen 14G1A-12V 11
26100AA5 Druckluft-Werkzeug 14YP1A 15
26110AA4 Druckluft-Werkzeug 14YP1C 15
28000AB2 Handbetriebenes Verdrahtungswerkzeug, linksdrehend 14HP1CLU 26
28000AC1 Handbetriebenes Verdrahtungswerkzeug, rechtsdrehend 14HP1C 16
420E Universal Hand-Entdrahtungswerkzeug 28
500130 Handentdrahtungswerkzeug, Links- und Rechtsabwicklung 27
504769 Handentdrahtungswerkzeug, Linksabwicklung 27
505084 Handentdrahtungswerkzeug, Linksabwicklung 27
505244 Handentdrahtungswerkzeug, Links- und Rechtsabwicklung 27
509436 Handentdrahtungswerkzeug, Linksabwicklung 27
509489 Handentdrahtungswerkzeug, Linksabwicklung 27
511203 Handentdrahtungswerkzeug, Links- und Rechtsabwicklung 27
515716 Handentdrahtungswerkzeug, Linksabwicklung 27
517219 Handgriff 17
519E Abisolierzange mit Längenanschlag 519E 31
520E Spezial-Abisolierzange 520E 31
520E24 Kombinations-Abisolierzange 520E24 31
520E26 Kombinations-Abisolierzange 520E26 31
520E30 Kombinations-Abisolierzange 520E30 31
990420 Entdrahtungseinsatz mit Führungshülse 25, 26
990650WW Ladegerät ohne Trafo 14, 25
991421 Entdrahtungseinsatz mit Führungshülse 25, 26
991423 Entdrahtungseinsatz mit Führungshülse 25, 26
992422 Entdrahtungseinsatz mit Führungshülse 25, 26
992424 Entdrahtungseinsatz mit Führungshülse 25, 26
A26664 Handentdrahtungswerkzeug, Links- und Rechtsabwicklung 27
A31478 Handentdrahtungswerkzeug, Linksabwicklung 27
WRAP3F30 Universal Hand-Wickelwerkzeug WRAP3F30 18, 28
WRAPECOMAXI Hand-Wickelwerkzeug Maxi WRAPECOMAXI 19
WRAPECOMIDI Hand-Wickelwerkzeug Midi WRAPECOMIDI 19
WRAPECOMINI Hand-Wickelwerkzeug Mini WRAPECOMINI 19

38
Index Wickelstifte und Führungshülsen
INDEX
990579 ............................23
990646 ............................23
990681 ............................23
990734 ............................22
990753 ............................23
990764 ............................23
990779 ............................23
990841 ............................23
990846 ............................23
990876 ............................12
990891 ............................22
990967 ............................12
990995 ............................23
990996 ............................23
Bestellnummer Seite
Führungshülsen (vereinfacht)
Bestellnummer Seite
517228 ............................17
517229 ............................17
517230 ............................17
517231 ............................17
517232 ............................17
Wickelstifte
Bestellnummer Seite
18632 ..............................22
18633 ..............................22
18635 ..............................22
18637 ..............................22
26263 ..............................22
26495 ..............................22
500352 ............................22
501097 ............................22
501381 ............................22
501389 ............................22
502118 ............................22
502134 ............................22
504155 ............................22
504222 ............................22
504908 ............................22
504910 ............................22
504939 ............................22
505413 ............................22
505415 ............................22
506445 ............................22
506781 ............................22
506991 ............................22
507063 ............................22
507356 ............................22
507502 ............................22
507573 ............................22
508105 ............................22
509278 ............................22
509405 ............................22
511250 ............................22
511439 ............................22
512058 ............................22
517104 ............................22
518910 ............................23
518931 ............................23
519066 ............................23
519070 ............................22
519070 ............................22
519926 ............................23
519928 ............................23
519936 ............................22
521105 ............................23
522202 ............................23
522203 ............................23
522205 ............................23
522211 ............................23
527812 ............................23
990046 ............................23
990063WW ....................23
990561 ............................23
990563 ............................23
Führungshülsen (feststehend)
Bestellnummer Seite
18640 ..............................22
18840 ..............................17, 22
26245 ..............................17, 22
502129 ............................17, 22
506999 ............................17, 22
507100 ............................17, 22
511274 ............................12, 22
512056 ............................17, 22
518911 ............................23
518932 ............................23
519067 ............................23
519927 ............................23
519929 ............................23
521116 ............................23
521199 ............................23
522201 ............................23
522204 ............................23
522212 ............................23
527813 ............................23
990064WW ....................23
990435 ............................23
990562 ............................23
990765 ............................23
990780 ............................23
990847 ............................23
990877 ............................12
990997 ............................23


© 2004, Cooper Industries, Inc.
Specifications subject to change without notice.
GERMANY GREAT BRITAIN
Cooper Tools GmbH Cooper Tools Ltd.
Carl-Benz-Str. 2 Suite 15, Coniston House
74354 Besigheim Town Centre
Tel: (07143) 580-0 Washington, Tyne & Wear
Fax: (07143) 580-108 NE38 7RN
Tel: (0191) 419 7700
Fax: (0191) 417 9421
FRANCE ITALY SWITZERLAND
Cooper Tools S.A.S. Cooper Italia S.p.A. Erem S.A.
25 Rue Maurice Chevalier BP 46 Viale Europa 80 Rue de la Roselière 8
77832 Ozoir-la-Ferrière Cedex 20090 Cusago (MI) 1400 Yverdon les Bains
Tel: (01) 60.18.55.40 Tel: (02) 9033101 Tel: (024) 426 12 06
Fax: (01) 64.40.33.05 Fax: (02) 90394231 Fax: (024) 425 09 77
005 56 856 00 / 10.04
Vertrieb durch:
 Loading...
Loading...