

Consew 2206RB-14-7DD Instruction Manual
Model
2206RB-14-7DD
PARTS BOOK
AND
INSTRUCTION MANUAL
Revised 2020
CONSEW USA
© Consew USA - 2020
CONTENTS
)R
§
lYL~fm:fr-
L
±~ti#;r~~
2,
3Z*183:ffl:
3,
3Z*tJL~
4,
3Z*ll*t~9&.it
5,
i)ff]~fl*t~*jt
6,
7,
8,
9,
LUBRICATION
RUN-IN OPERATION
i~$
O'X
_,,,-,,_
iJlEJJJ
1fffl
BRIEF INTRODUCTION OF THE MACHINE
MAIN TECHNOLOGY SPECIFICATION
INSTALLATION OF THE OIL TRAY
INSTALLATION OF THE HEAD
INSTALLATION OF KNEE CONTROL DEVICE
ADJUST KNEE CONTROL DEVICE
······························
···
INSTALLATION OF THE NEEDLE
SETTING THE BOBBIN CASE···
WINDING THE BOBBIN THREAD
,~,~~-
BOTTOM THREAD
UPPER THREAD
ADJUSTING THE STITCH LENGTH
STITCHING AND REVERSE STITCHING
ADJUSTING THE THRESD TENSION
ADJUSTING THE PRESSURE OF THE PRESSER FOOT
ADJUSTING THE TAKE-UP SPRING
ADJUSTING THE PRESSER FOOT HEIGHT
··················································································
ADJUSTING THE LENGTH OF THE THREAD END
INSTRUCTION MANUAL
·····································································1
..............................
....................................
........................................................................
·····················
······
······
··················
···
···················································
......
...............................................................
··· ···
··· ···
··· ··· ··· ··· ··· ··· ···
••,•
··································································7
··········
............
·························································1
······
······
······--·······
·········
···
·······················
···
··· ···
······
......
··· ···
···
···
···
···
.........................................................
···························
..
············
········
...............
··················
···
···············
············
··· ··· ··· ···
···
··········
···················
···························
........................................
······
...............
···
···
.........................
················
············
···
······
···
··· ···
.....................
..........................
...........
············4
···
··················5
············5
··· ···
···
···
..............
...........
······
···5
···6
···
······9
10
1
2
2
3
3
6
7
g
8
9
ADJUSTING THE PRESSER FOOT HEIGHT · · · · · · · · · ·· · · · · ·· · ·· · ·· · · · ·
ADJUSTING THE DOG FEED HEIGHT
ADJUSTING THE DOG FEED ANGLE · · · · · · · · · ·· · · · · ·
t)ff]·tj·fi~t!'ii!H"J1Mt!
25,
26,
1
HOOK LUBRICATON ADJUSTMENT
::1;e;t;,;;·tts,,,r1
29,
_t;ziHMJ;J8{]t)ff]+~·
30,
13iMt[ljtx_f!:frtfLfz;JH"J'i)fi]1"j-
3L
tiB:]t!],
32,
-1g.
ADJUSTING THE OIL PUMP LUBRICATION
1j\[Js]i;J],\'~HU+:l:8{]1)fi]ff
1N::fs]t[]ltfrJ§}Tfwli'sJlt~B{]i)ff]ff
ADJUSTING THE THREAD TRIMMER DEVICE
CLEANING
...............
.....
· · · ·· · · · ·
... ·
···
···
······
············
······
···
······
ADJUSTING THE STITCH AND REVERSE STITCH LENGTH ERROR
ADJUSTING THE LOOSEN THREAD DEVICE OF THE TENSION DISCS
ADJUSTING SYNCHRONIZATION OF THE NEEDLE AND FEED DOG
······ ······
ADJUSTING SYNCHRONIZATION OF THE NEEDLE BAR HEIGHT AND
ADJUSTING THE TOP-FEEDING MACHNISM
ADJUSTING WALKING FOOT AND PRESSURE FOOT
ADJUSTING THE LIFTING AMOUT OF THE FOOT
ADJUSTING THE CLEARANCE BETWEEN THE FOOT
···············
············
······
...............
................................................
····························
·······················
······
············
······
······
· · · ·· · · · · · · · · · · · · · · · · · ·
·
..
······
·········
···
···············
.............
············ ············
······
···
DEVICE···
············
HOOK···l3
...........
...............
·· · · · ·
·········
·· · ·· ·
···
......
······11
···
......
······15
16~17
10
10
11
11
12
12
13
14
14
15
l8
§~CONTENTS
A.
:rJLnttlS5t
B.
t+f=f,
t3~~~-fffWt·/NEEDLE
..
J-"hl=l(A'-LI
C . . ,
D.
L*f4tt1H4
E.
Bs:.li!Pttl114
F.
J5JH1#[){L:j::
G.
H.
{!tilil11IJ11!'$14
1.
ff1jgj~fg:jr{q:
J.
{Wftt~14
K.
{fU§i#!H4
L.
~f~·f:j::
ACCESSORIES
~14-=f.:JID
MACHINE COVER ASM
BAR
FEED MECHANISM COMPONENTS
(9302
~ffl) /FEED MECHANISM(9302 SPECIAL-PURPOSE)
PRESSER FOOT ASM
ROTARY HOOK
THREAD
TRIMMER ASM
LUBRICATION
REVERSE
REVERSE
REVERSE
FEED
FEED
FEED
...
···
.........
MECHANISM
··································
AND
THREAD TAKE-UP MECHANISM
···
······
··· ···
...
···
· ··
···
....................................................................................
COMPONENTS ;;;
COMPONENTS
COMPONENTS
··· ··· ··· ··· ... ···
PARTS
..................................................................
·········
·············
· ·· · ·· ·· · · · · ·· · ·· · · ·· · ·· ·· · ·· · · ·· ·
······
···
···
BOOK
...............................................
.................................
·························
··· ··· ···
·····················
.....................................................
.....................
......................................................
···
···
···
···
··· ··· ··· ···
······
···
·········
···
···
···
···
··· ··· ··· ··· ··· ... ···
···
············
..
· · · · · · · · · · · · · ·· ·· · ·· · · ··
.........................
···
......
···
.........
··· ···
·········35
··· ···
··· ...
··· ···
···
··· ... ··· ··· ...
........
;;;;:45
···47
···47
19
23
27
31
37
·· ·39
43
49
m•*ffll
1.
BRIEF INTRODUCTION OF THE MACHINE
~~-~~~~~~~~~MWM§M~~f~m*ffl~ff~~M-~ffm~m~-~~~~-%~
*tJL*ffHlM1~§iJJifiJ1t,
ttnL
301
:;{ff,
~~~~ITT~~-~tt~-~tt~~~.
Direct drive heavy duty computer controlled top and bottom
feed auto trimmer lockstitch machine with single straight
adopts link take-up to feed, link thread take-up
needle.
structure, rotating hook to form stitch 301. The machine adopts
the auto-lubrication oil pump. Free and smooth operation, low
noise, little vibration, applied to sewing leather, canvas, heavy
duty decoration, ribbon type fabric, such as bag, tents, sofa etc.
trimmer, needle stitch count and positioned.
It
precise with functions
is
It
.±~tt*
2.
~n~t'i'§,,
;fit
~
1~$~~-
iEl!t~111·,
computer controlled thread
of
nt~1~-
iYbZ~o
~iJJ1J\,
t~3}1J~ffl-t-fft1JEl.i¥,
~if'L:;fff,
MAIN TECHNOLOGY SPECIFICATION
)IH,~
MATERIAL
iiU-'l-1
THE
~tlf:l£/
~
~:kHIBe
BIGGEST
THE
ti-fHrl~U
*J=!HJL4t/
LI~tfl1Jl1:H
PRESSER
LIFT
*fflm~
HOOK
NEEDLE
NEEDLE
~
FOOT
HEIGHT
TYPE
1;ltm37'J:rt
LUBRICATION
i=§.t)lJ)J.$/
HIGHEST
LENGTH
STITCH
sTRoKE
BAR
TYPE
+1~
fit
HAND
H~H~
KNEE
TYPE
MOTOR POWER
S.P.M
CONTROL
CONTROL
"t1
HEAVY
AND
MIDDLE
2000r/min
8111111
37mm
ffl
111]
i)J
§i)J1;ltmJ
18#-23#
j(jjJEf&
DP xJ7
6mm
13mm
§
AUTO-LUBRICATION
~
AUTO-LUBRICATION
750W
MATERIAL
HOOK
BIG
1
1)
rm
7E4t:'fi
tfl
c
tru:itt11Effi:CDfiJJ:fB{Jm
CWD
1ruill)mffi:CDJB1JITTm
CM°)
0
!S'fRB{JtlfJL
JJ>CA
:i:@
gasket®
gasket®
into the table groove horizontally.
bushes®
chain
pq
pq
ti
Qil
tliU'.1{]
IS'
(two) into front angle
(two into behind angle
into the table groove.
o
(FIGl)
0
pq
o
pq
*~¥lil~
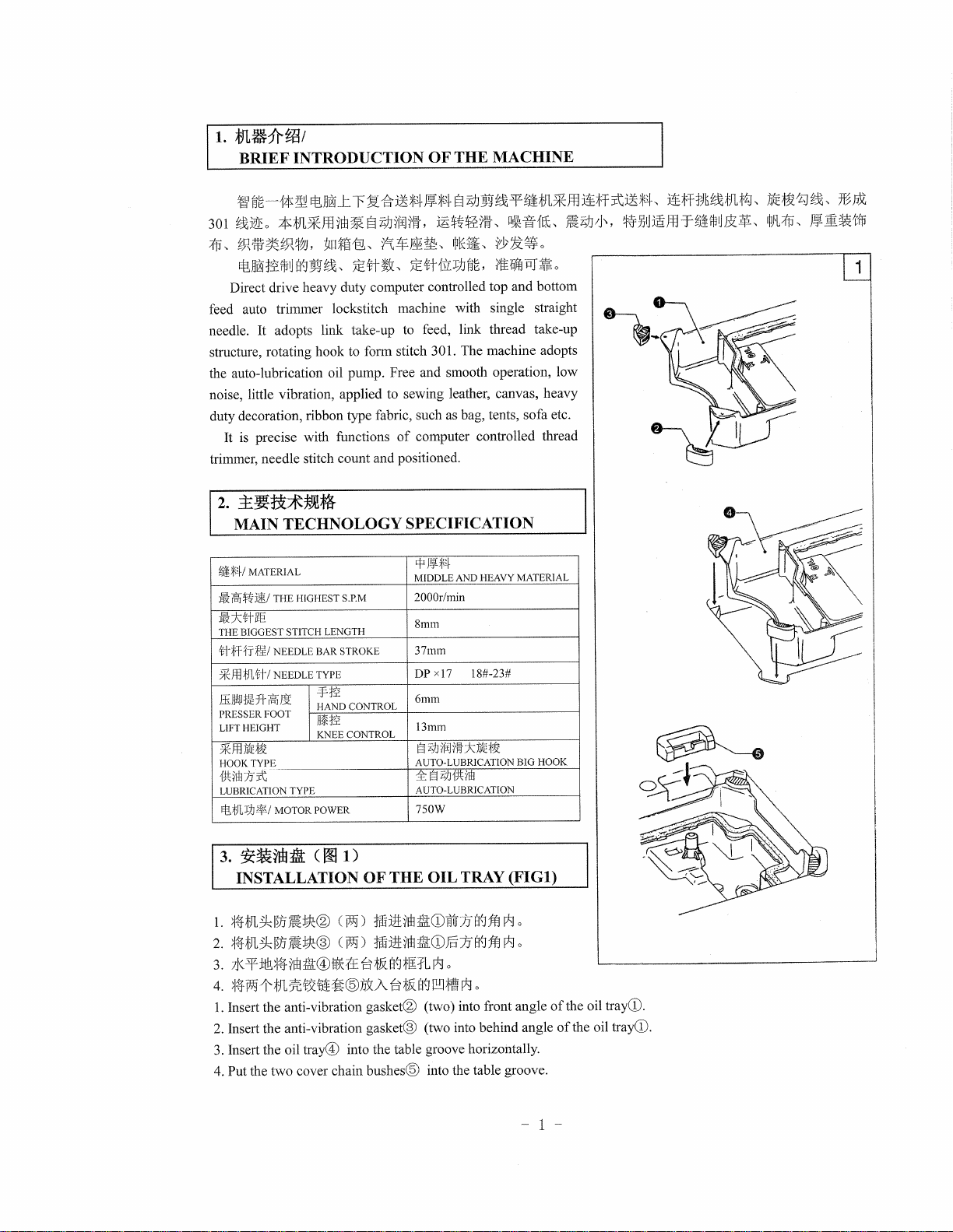
3.
INSTALLATION OF THE OIL TRAY
itH:JL~~;lt~®
1.
i~t:JL~~n;lt~®
2.
;J(-Sf±ihi~Jmffl:®wd±
3.
1"
M
i~
4.
Insert the anti-vibration
1.
Insert the anti-vibration
2.
Insert the oil tray@
3.
4. Put the two cover
1
of
of
the oil
the oil
tray(D.
tray(D.
14.
1(~m~
(00
2)
/INSTALLATION
OF THE HEAD(FIG2)
2
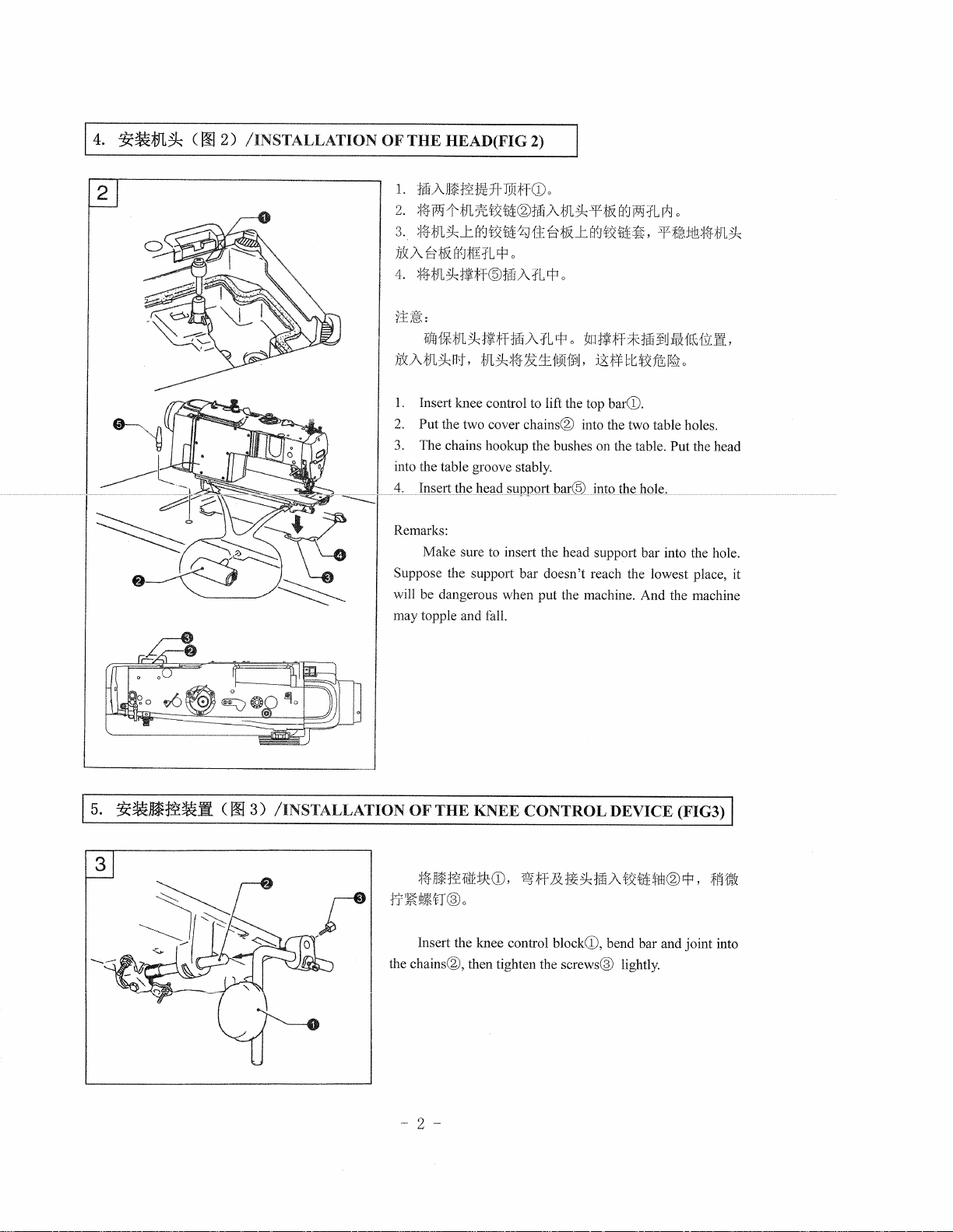
1.
2.
itM1'ifLJ1Hxtr!®tffiAtfL!k:5ftJzs<J~HL1:fg
3.
iti:ll~J:R<Jtx:trJ!,1t-;:i{i
JJ:lA
EJ
fR
4.
1.
Insert knee control to lift the top
2.
Put the two cover
3.
The chains hookup the bushes on the table. Put the head
into the table groove stably.
InE>~rt:the
Remarks:
Make sure to insert the head support bar into the hole.
Suppose the support bar doesn't reach the lowest place, it
will be dangerous when put the machine. And the machine
may topple and fall.
s<rt[ffL
he<1d
1
=r
o
chains®
E>upport
barCD.
into the two table holes.
bgir@
...
intQthe
0
hole.
,
5.
*~~t£~.11.
C
00
3)
/INSTALLATION
OF
THE
KNEE
CONTROL
3
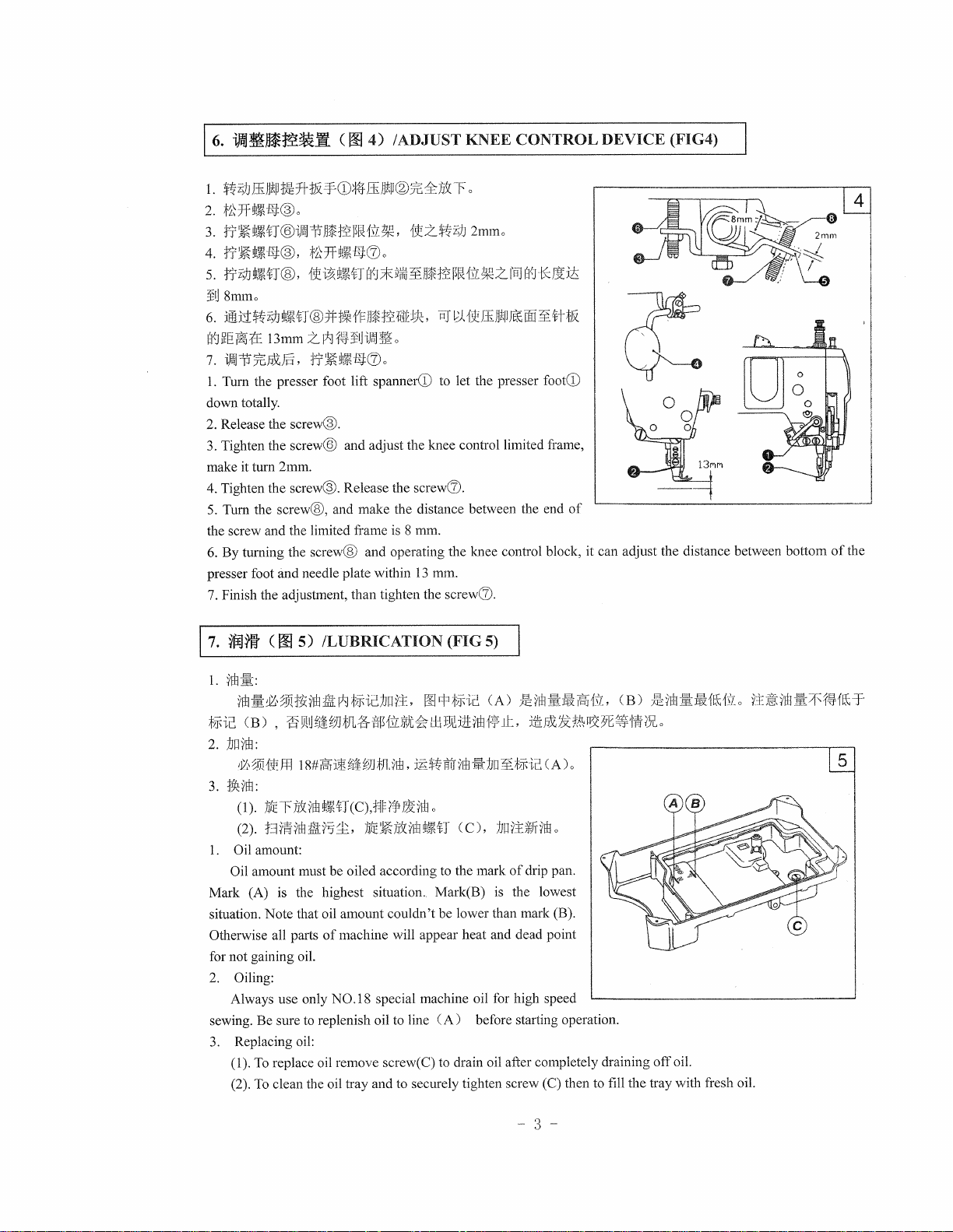
Insert the knee control
the
chains®,
-
2
then tighten the
block.CD,
screws®
DEVICE (FIG3)
bend bar and joint into
lightly.
I
iJ.I!f}Jl~~J1.
6.
,
(00
/ADJUST KNEE
4)
CONTROL
DEVICE
(FIG4)
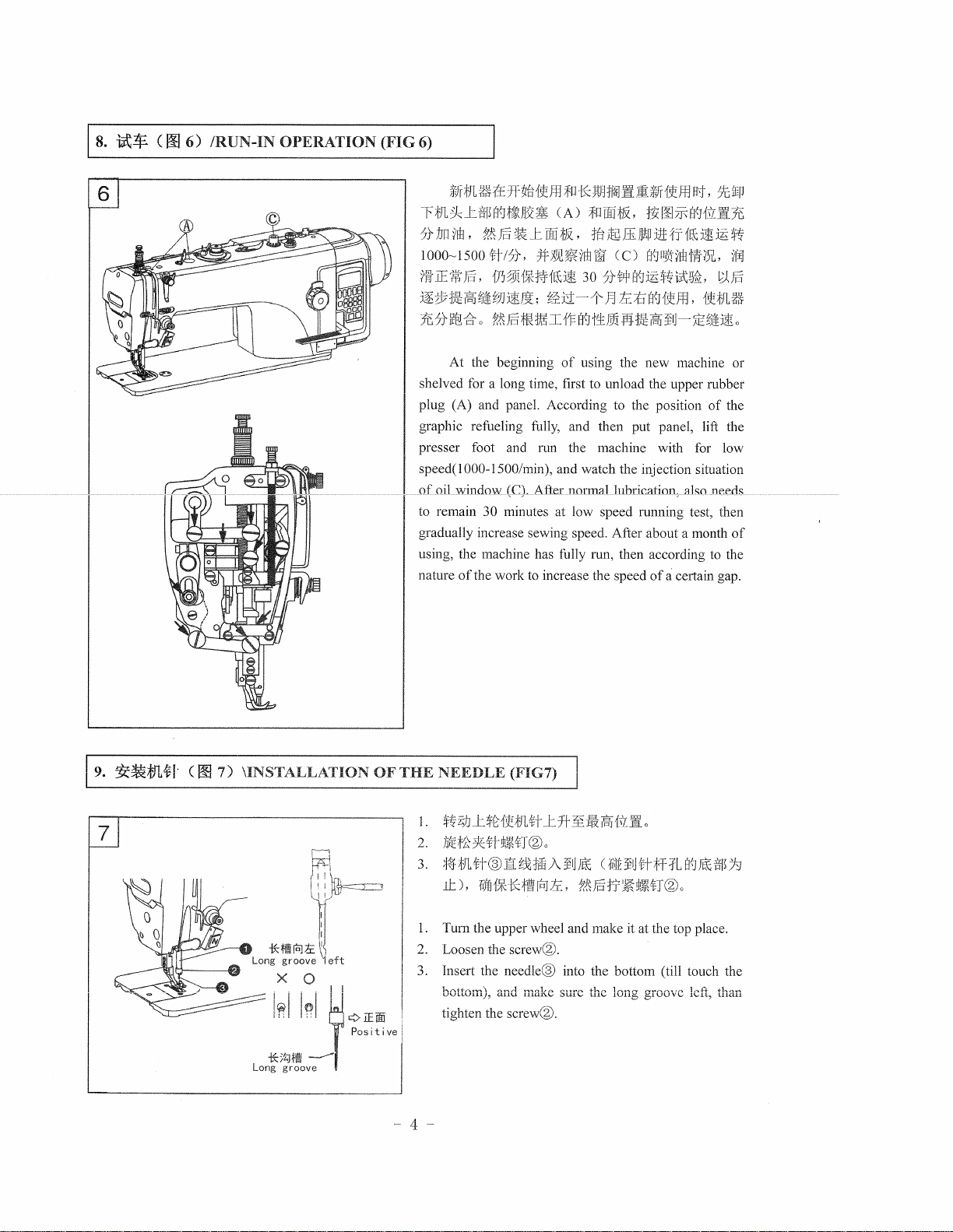
1.
ti~3HJ-&J:®o
2.
1rtJJtUT®,
5.
8mmo
iU
6.
iftilff%mJ0,
1.
Turn the presser foot lift
1.
down totally.
Release the screw®.
2.
3. Tighten the screw@ and adjust the knee control limited frame,
make it turn 2mm.
4. Tighten the screw®. Release the
Turn the screw@, and make the distance between the end
5.
the screw and the limited frame
By turning the screw@ and operating the knee control block, it can adjust the distance between bottom
6.
presser foot and
Finish the adjustment, than tighten the
7.
needle plate within
spannerCD
is
to let the presser
screw(7).
8 mm.
mm.
13
screw(7).
footCD
of
of
4
the
5)
J2f
line
18.l
(FIG
o
CC),
the mark
to
(A)
of
the lowest
is
before starting operation.
drip pan.
/LUBRICATION
5)
00
(
wJfit
11.
£,ivHse:m
t~1m:
3.
(1).
c2).
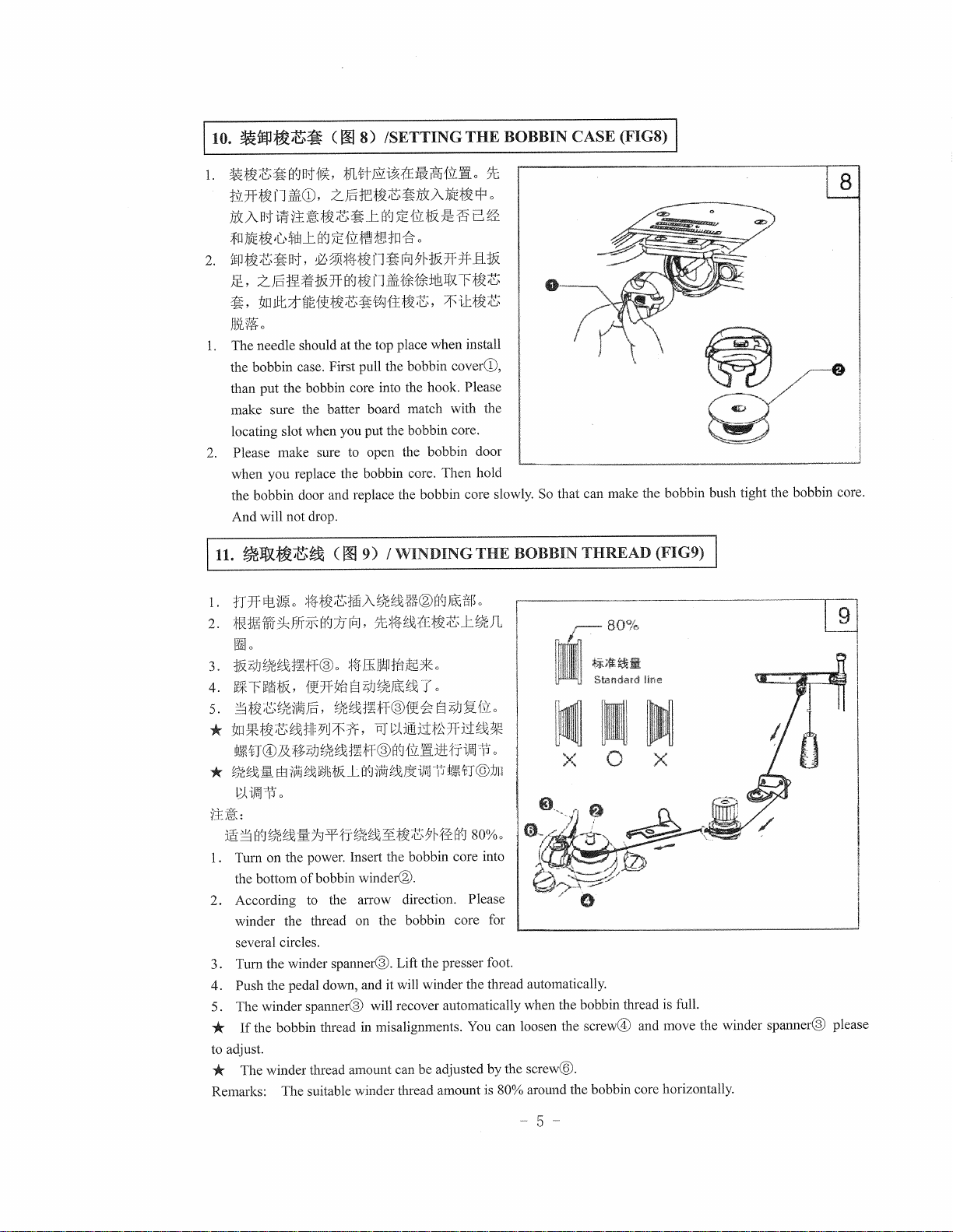
Oil amount:
1.
Oil amount must be oiled according
Mark (A)
situation. Note that oil amount couldn't be lower than mark (B).
Otherwise all parts
for not gaining oil.
Oiling:
2.
Always use only
sewing. Be sure
3. Replacing oil:
).
(1
(2).
1s#~J1fitm;um,
C)J4nJt
(
t~VH
1m
JJJ:
»JCF
1ai~1mffl:1'5~,
the highest situation. Mark(B)
is
machine will appear heat and dead point
of
special machine oil for high speed
N0.18
replenish oil
to
replace oil remove screw(C) to drain oil after completely draining off oil.
To
clean the oil tray and to securely tighten screw (C) then to fill the tray with fresh oil.
To
to
5
3 -
18.
6
Y-\$
(
00
6)
/RUN-IN OPERATION
(FIG
6)
At
the beginning
shelved for a long time, first to unload the upper rubber
plug
(A) and panel. According to the position
graphic refueling fully, and then put panel,
presser foot and run the machine with for low
speed(l
000-1500/min ), and watch the injection situation
of
oil
window
to remain 30 minutes at low speed running test, then
gradually increase sewing speed. After about a month
using, the machine has fully run, then according to the
nature
of
(C:).
the work to increase the speed
Afrer
of
using the
norm:il
new
luhrication,
of
machine
of
lift
ako
a
certain gap.
or
the
the
nf.f.ds
of
9.
*~;fntt
7
(
00
7)
\INSTALLATION
OF
¢
iErni
Positive
THE
NEEDLE
1.
2.
3.
1.
Turn the upper wheel and make it at the top place.
2. Loosen the
3. Insert the
botto1n),
tighten the
(FIG7)
screw®.
needle®
and
111ak.e
screw®.
4
into the bottom ( till touch the
sure
the
loi1g
groove
left,
tl1an
JJJEJi
A
THE
T
~ifL~~~
110.
~~~ff~~~.m#@~a•~~~o~
1.
~A~~tt•~~ffL~~~~~~B~
{,,tril
:nJEti
□
l
iliPti~~ffn1,
2.
ZJ§
Jr:,
.~~~~~~~ff~tt~~.~il~~
(
Z
~
s{J
L
&,im~tt~nff
~1R7T
tffi
1E
J§
t!
1:v:
~
s{J
JJ,£
ff
ti~~
o
it
JJHi=i
r~1Hi3f#
1;1~1;1dili.Ifx
.ffir
!']
/SETTING
8)
00
fl5U1L
The needle should at the top place when install
1.
the bobbin case. First pull the bobbin
than put the bobbin core into the hook. Please
make sure the batter board match with the
locating slot when you put the bobbin core.
Please make sure to open the bobbin door
2.
when you replace the bobbin core. Then hold
the bobbin door and replace the bobbin core slowly.
And will not drop.
/WINDING
9)
~lf>ttt~~
111.
(00
coverCD,
BOBBIN CASE (FIGS)
o
r:p
1L1Jft.
ti~~
that can make the bobbin bush tight the bobbin core.
So
BOBBIN THREAD (FIG9)
THE
I
8
1.
2.
110
3.
4.
5.
*
*
1 . Turn on the power. Insert the bobbin core into
2. According to the arrow direction. Please
3. Turn the winder spanner®. Lift the presser foot.
4. Push the pedal down, and it will winder the thread automatically.
5. The winder spanner® will recover automatically when the bobbin thread
*
to adjust.
*
Remarks: The suitable winder thread amount is 80% around the bobbin core horizontally.
0
~-t)~"1fj
1
O
80%
_L..'l')Cjl'LJ\,-ll'A<-~·
~';[1-'"'1,c"-q.A~
of
;(,-
bobbin
winder®.
misalignments.
in
'Z-'43/:+C-•-,;:-J-'-fL.
Kl
the bottom
winder the thread on the bobbin core for
several circles.
the bobbin thread
If
The winder thread amount can be adjusted by the screw®.
1-1,
You
can loosen the
screw@
full.
is
and move the winder spanner® please
9
5 -
i
12.
!;3!~~
1.
$ti
rJJ
2.
~~itfizJ::11=ittt~,
1
3.
t
IPttt~11Jt
1:vAlU!Hn
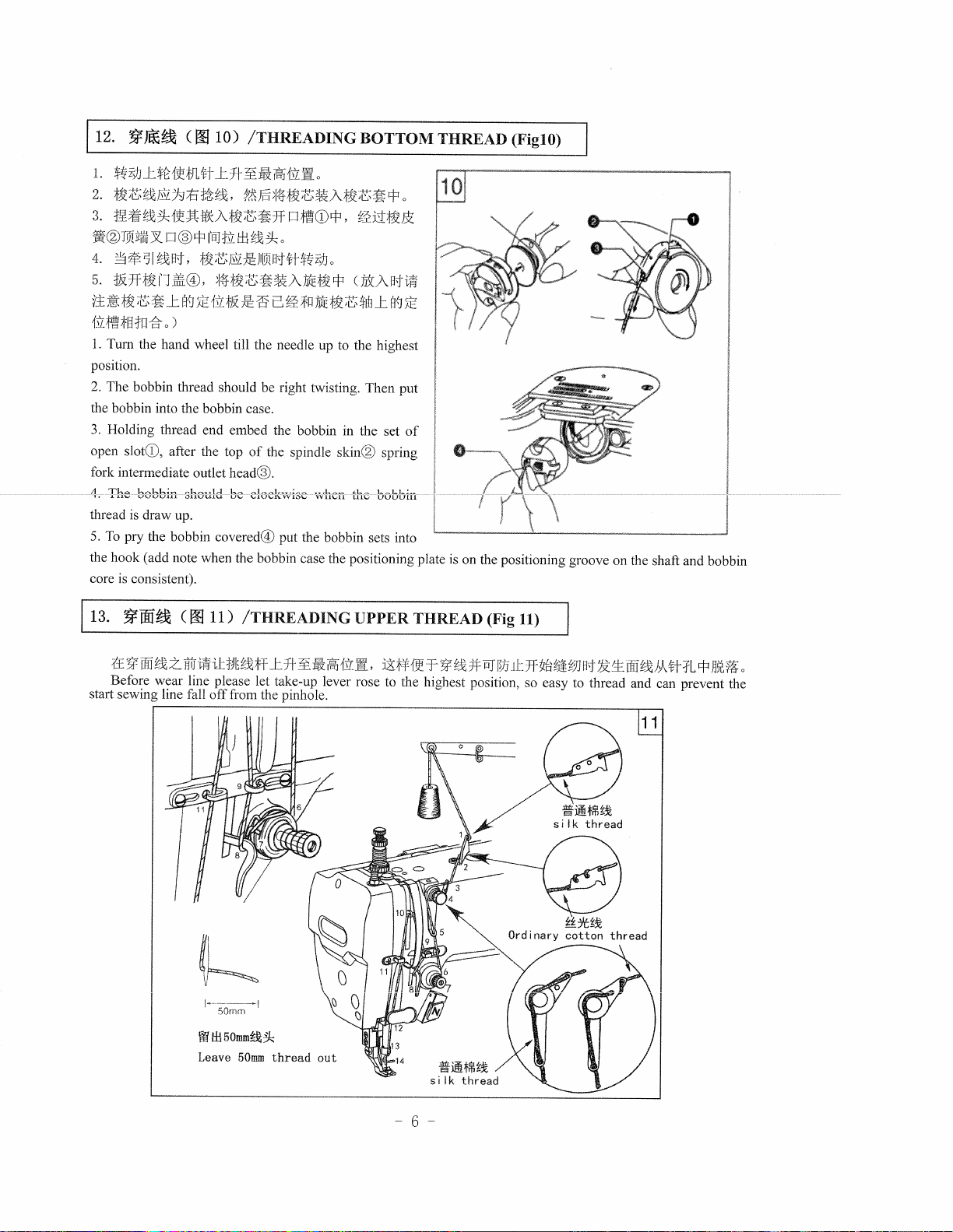
1.
Turn the hand wheel till the needle up to the highest
position.
2. The bobbin thread should be right twisting. Then put
the bobbin into the bobbin case.
3. Holding thread end embed the bobbin
open
slotCD,
fork intermediate outlet
1
L
The
bobbh1
thread
is
5.
To
pry the bobbin covered@ put the bobbin sets into
the hook (add note when the bobbin case the positioning plate is on the positioning groove on the shaft and bobbin
core
is
consistent).
-1J~
11
17
@9=1j'§]
it
O )
after the top
draw up.
(0010)
;JJUt
/THREADINGBOTTOMTHREAD(FiglO)
-1~
fl-
wcAttrt~~3f
1ft
ili
~!
ti
~c'i~
J.5Y
fi!:
~~
1~
:t;~
of
head®.
should.
be
clock:vvisc
::k
0
J11Jn
n1·
H
$=!¥
~*A
nfE
i3
~
tP
the spindle
r)J
o
t~
r=p
JifE
t~
in
skin®
v\rl1cn
~c'i~
$1i1
the set
tl1c
J:.
of
spring
bob·bin
113.
!;j!ffi~
Before wear line please let take-up lever rose to the highest position, so easy to thread and can prevent the
start sewing line fall
(
00
11)
/THREADING UPPER THREAD (Fig
off
from the pinhole.
11)
11
50mm
ffl
ltl50mm~:¼
Leave
50mm
thread
out
~imt*ii
s
i
I k
thread
- 6
114.
~~ttffi
(
III
ADJUSTING THE
/
12)
STIITCH
LENGTH
(FIG12)
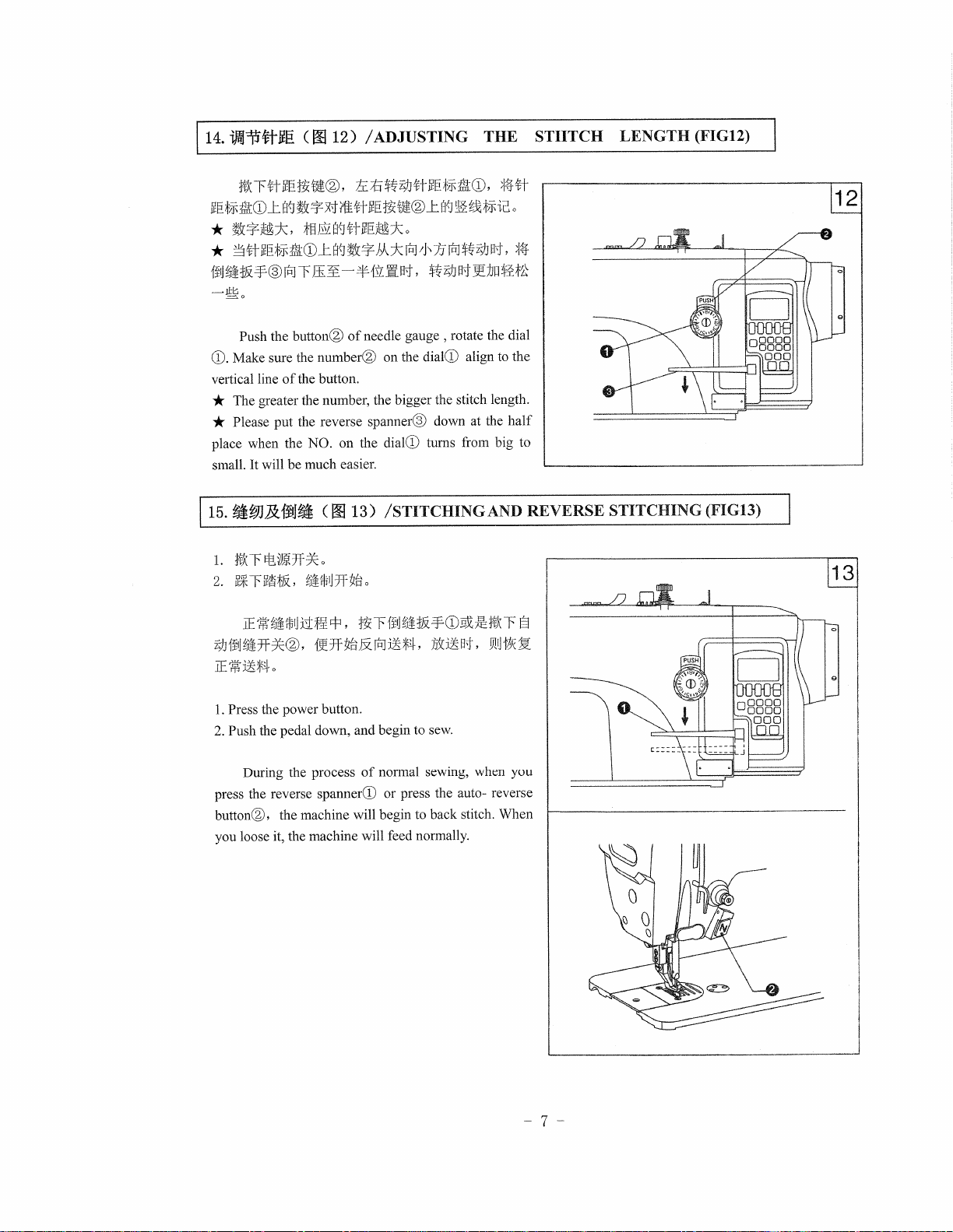
~Ttt~~•®·
~~AQ)L~~*~mtt~~-®L~~~~fil◊
tB
~*,
i!t=r:
*
3ttieiiAWL
*
{futJiiJf¥®itu
Push the
Make sure the
Q).
vertical line
The greater the number, the bigger the stitch length.
*
Please put the reverse spanner® down at the
*
place when the NO. on the
small.
~mBdJIJ~
15.
j
~r
i.
R*T&{Mlz,
2.
rr$-~tt~~,
iJ1fWi7f*®·
rr$~)f~-◊
button®
the button.
of
will be much easier.
It
fjif#IJ3ltzt
~~~~tt~~AQ),
tt!fe~:k
<J
□
J§Z
Mt*J,A:k1tJ
□
of
number®
13)
III
(
o
1
J\1JitD$tfJJa~·'
l{i)Ja1J~JP$H~
,
needle gauge , rotate the dial
on the diaIQ)
turns from big to
dialQ)
/STITCHING
0
~Tffl-~¥Q)~~~T~
1JJHEI&itD~f~·,
ffitt
~~
the
to
align
half
AND REVERSE STITCHING (FIG13)
!TIH~~
,
12
13
Press the power button.
1.
Push the pedal down, and begin to
2.
normal sewing, when you
During the process
press the reverse
button®,
you loose it, the machine
the machine will begin to back stitch. When
of
spannerQ) or press the auto- reverse
will
sew.
feed normally.
- 7 -
j
16.
iJ~fi!f~1¥HlUJ
(
00
14)
/ADJUST THE THREAD TENSION(Pic14)
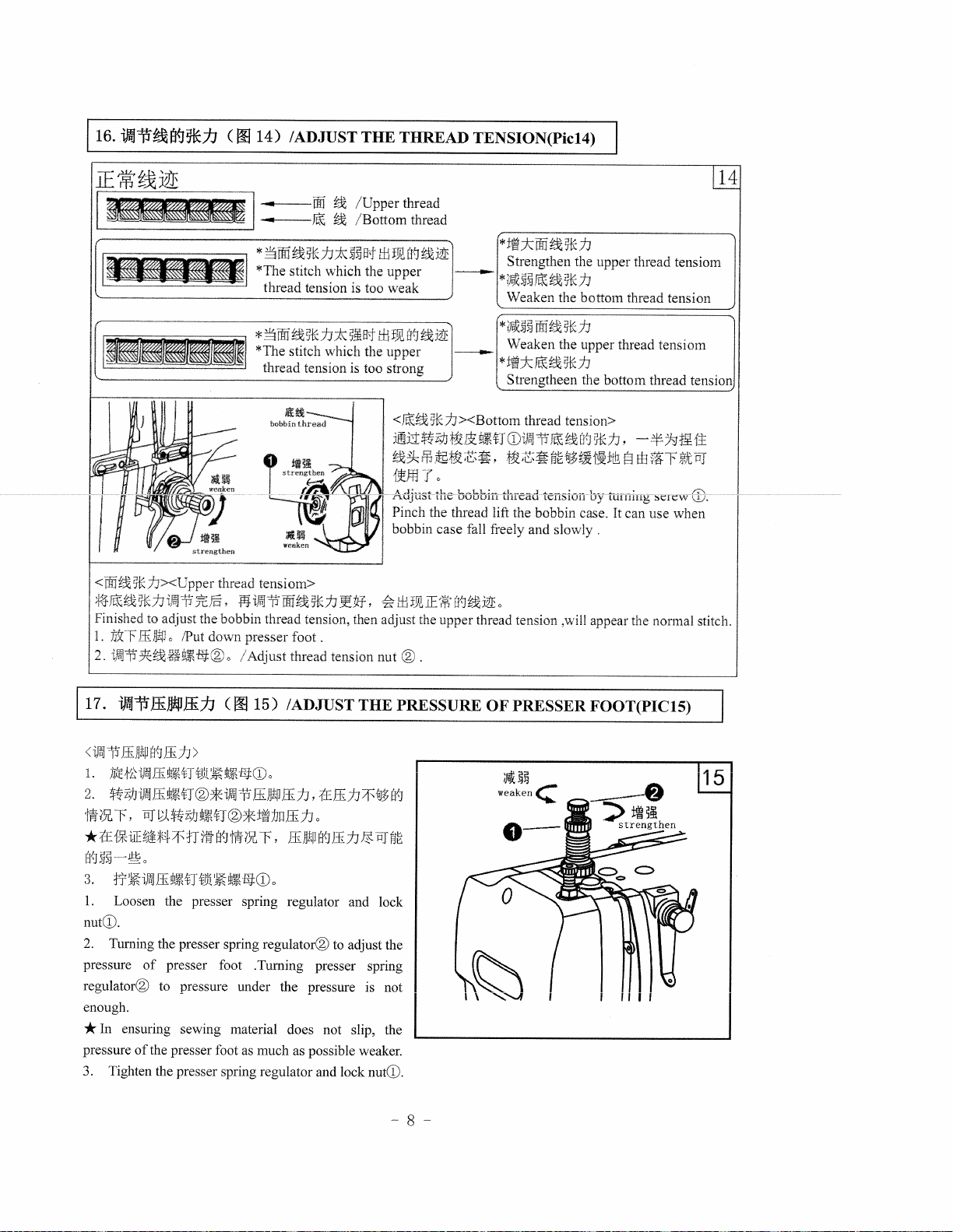
/Upper
/Bottom
thread
thread
14
Finished to adjust
I
.
2.
117.
iffiJT-f
thread
the
bobbin
o
/Put
dmvn
&J14J£KiJ
(
*The
stitch
\vhich
the
thread
tension
is too
tensiom>
thread tension, then adjust the
presser
/Adjust
00
foot
.
thread
tension
15)
/ADJUST THE PRESSURE OF PRESSER FOOT(PIC15)
'-z:;:
nut
A
a{Jf~j:21
upper
strong
<~~
Pinch
bobbin
5-K
the
case
upper
---
7J
thread
Strengthen
><Bottom
lift
the
fall freely
thread tension
thread
bobbin
and
the
tension>
case. It
slowly
,1,:vill
upper
thread
can
.
appear the
tensiom
use
when
nonnal
stitch.
<
ift-0
·,ri
lli
flt/J
B<J
J±
;J
>
1.
»JE
tt
ift-0
lli
tUT
i1t~
tJ
BJ:CD
o
2.
tti)JiJ~llimlH®*i?i-OTf
m~T,
~~~~•n®*~~lliJJo
*~~fil~~~nm~m~T,
lj<J
~~
·-··
lfJ2
o
3.
rr
~i~
lli
ti
1n~tJ~JJ
I . Loosen the presser spring regulator and lock
nutCD.
2. Turning the presser spring
pressure
regulator©
enough.
*
pressure
3. Tighten the presser spring regulator and lock
of
presser foot . Turning presser spring
to pressure
In ensuring sewing material does not slip, the
of
the presser foot as
llifl!PlliJJ,
£J:CD
o
regulator©
under
much
1£lli;J~ttB<J
rr~~ffnff~~
to adjust the
the
pressure is not
as possible weaker.
nutCD.
15
.~
8 -
-ij~f:W~~JR~~l¥1*1t
18.
LENGTH
ADJUEST
THE
C
OF
16)
00
THREAD
THE
AFTER
TRIMMING
(Figl6)
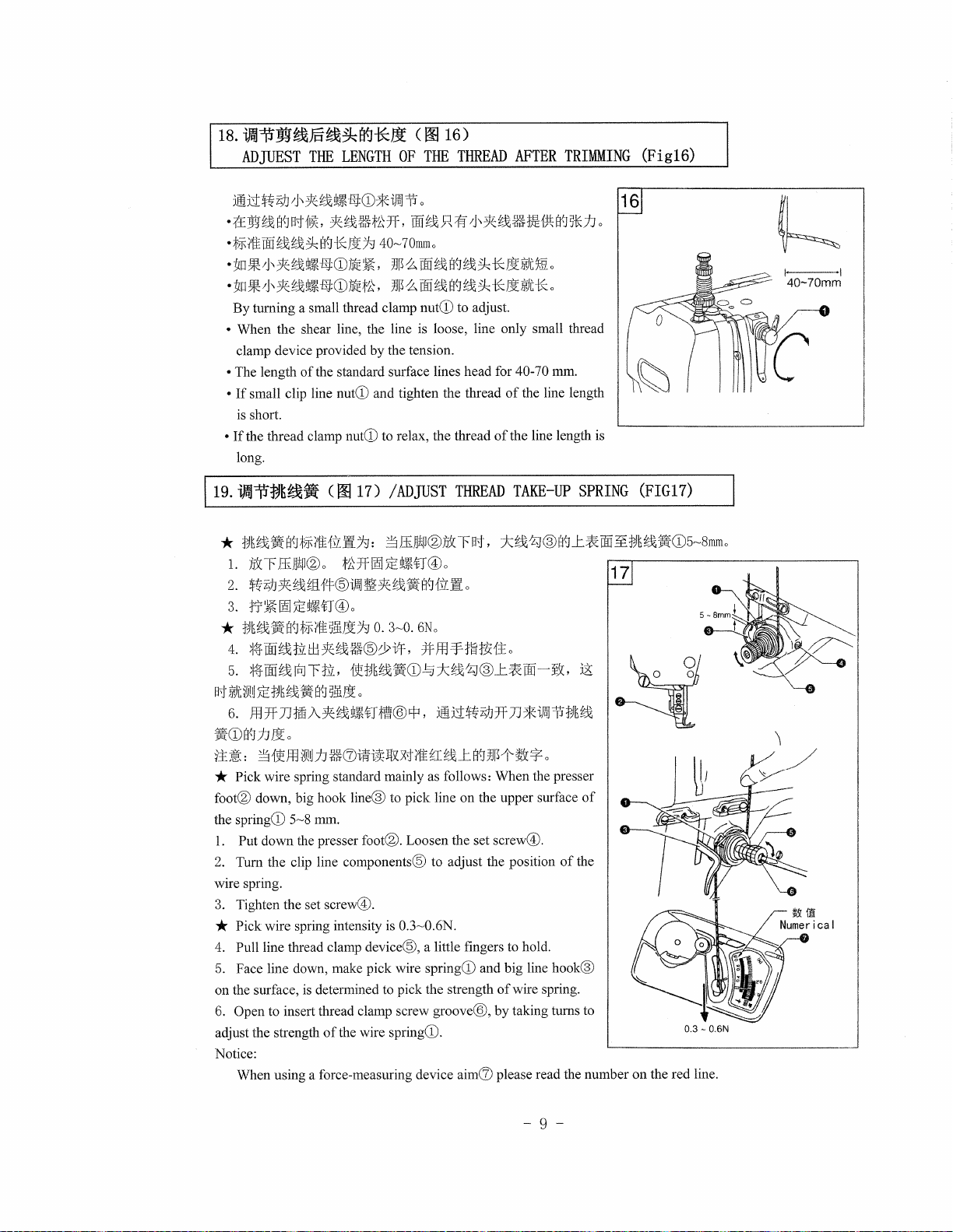
~Mtt~~~~--HJ:CD*~~
<:1s~·11j,
•1£J~tl(
•
•
•
• When the shear line, the line is loose, line only small thread
• The length
•
•
19.
I
*
1.
2.
3.
*
4.
5.
mt
s·,J
6.
➔
ti
ffi
It
TJF
~tUJ-HJ:G)JJJE~,
5JVJ\
~□
~tliliJ
:ll!H\
□
-ti
turning a small thread clamp
By
clamp device provided by the tension.
small clip line
If
short.
is
the thread clamp
If
long.
~-=p~~~-
1JEt~JfB11jftl1:frI75J:
EsJtll®o
n5CF
tt~~~ffl#®~-~~-B<J&Io
rr~~JE~IH®o
1M~JfB<JTJF1UJi£751
~[fi~~~~~fl:@~~'
~oo~~~~.
t:J~t~
;E
iY1~
mffnffiA~~•nM®~,
~ttfl:Kff,
751
fi
81-Lt
tlt~k
JJJEH;,
£JG)
the standard surface lines head for
of
nutG)
nutCD
17)
00
(
flff~JEiliJH®o
~m~•CD~:k~¼J®J:*OO-~.
o
sliJt
s<J
•
0
1
ffi~U~f=f
0mm
7
40~
ffi
¾
]~
ffi
¾
]~
nutCD
and tighten the thread
to relax, the thread
/ADJUST
J\~t~~1Rd~B151UJ
o
s<J~l~KJ!tmt~fl
t~
~
~~
$l~
tl
to adjust.
THREAD
i3£Ulll®Ji!CFBJ,
6No
3~0.
o.
#ffl~ffi~fto
~tttt~Hn*~~m~
KJ!tmt-lL
70 mm.
40-
the line length
of
the line length is
of
TAKE-UP
:ki~¼J@8<JJ:*ffiIHJEt~•G)5~8mmo
•G)s{])JJ!to
~CT)ifif
fJ
i~~
i31tffl
=
Pick wire spring standard mainly as follows: When the presser
*
down, big hook line@ to pick line on the upper surface
foot®
springG)
the
Put down the presser
1.
2. Tum the clip line components® to adjust the position
wire spring.
3. Tighten the set
Pick wire spring intensity is 0.3~0.6N.
*
Pull line thread clamp
4.
Face line down, make pick wire spring(])
5.
on the surface, is determined to pick the strength
6. Open to insert thread clamp screw
adjust the strength
Notice:
When using a force-measuring device
5~8 mm.
screw®.
of
the wire
If>lx~·
foot®.
device®,
spring(]).
Loosen the set
a little fingers to hold.
groove®,
screw@.
and big line hook@
of
by
please read the number on the red line.
aim(I)
JJ~1-lY:¥
s1
trt~J:
;it
o
wire spring.
taking
o
SPRING
~
the
of
turns
of
to
o
16
17
(FIGl
7)
0.3
~
0.6N
1+----1
- 40~70mm
-
9
I
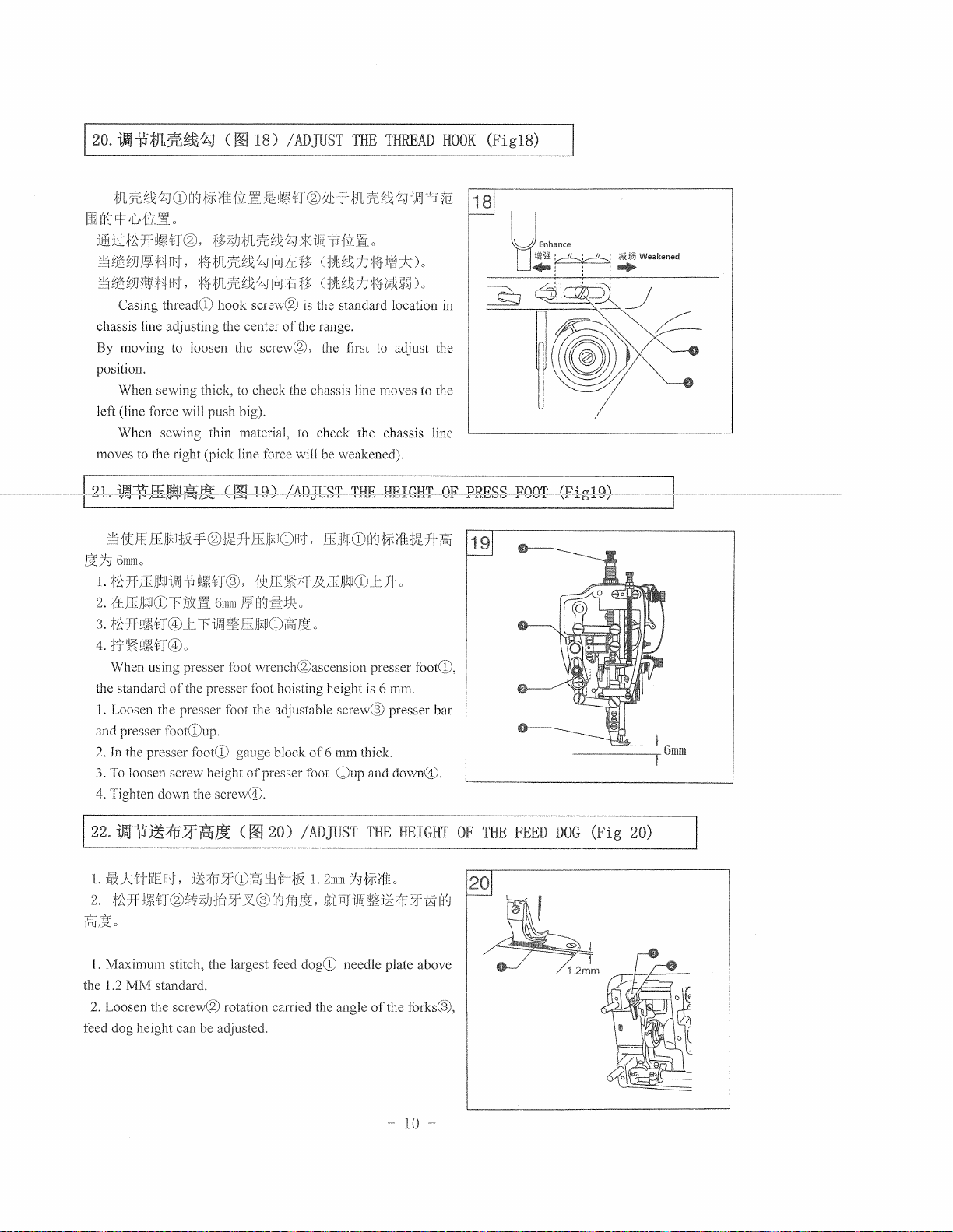
20.
iJ.J"'Tf:tf1'.Jt~'4J
a::i1Lt~~tm2:
to loosen
position.
When
6rnrno
1.
2.
3.
4.
the standard
1.
and
2. In the
3. To loosen
4.
1
/r'1.'·/l·IJl~
'!'
When
Loosen the
presser
presser
of
presser
,_,~.,v./,,,,
screw
presser
the
presser
footG-)
(
00
18) /
the center
the
to
check
foot
"·--e1-1e:n''\.
foot
foot
the
gauge
ADJUST
is the standard location in
of
the range.
the chassis line
to
'L'.,J,1sc1ens1on
uu1u.~,.«u,..,
block
THE
the first to adjust the
moves
check
the
chassis line
presser
...,,-rP"'1'·''
of 6 mm
foot
thick.
and
THREAD
to the
fi.)ot0),
presser bar
down@.
HOOK
(Figl8)
__
L6
mm
THE
1.
Maximum
the 1.2
2. Loosen
feed
dog
MM
standard.
the
can
feed
rotation carried the
be
ad1usted.
needle
of
HEIGHT
the
forks@,
above
OF
THE
FEED
10
DOG
HEIGHT
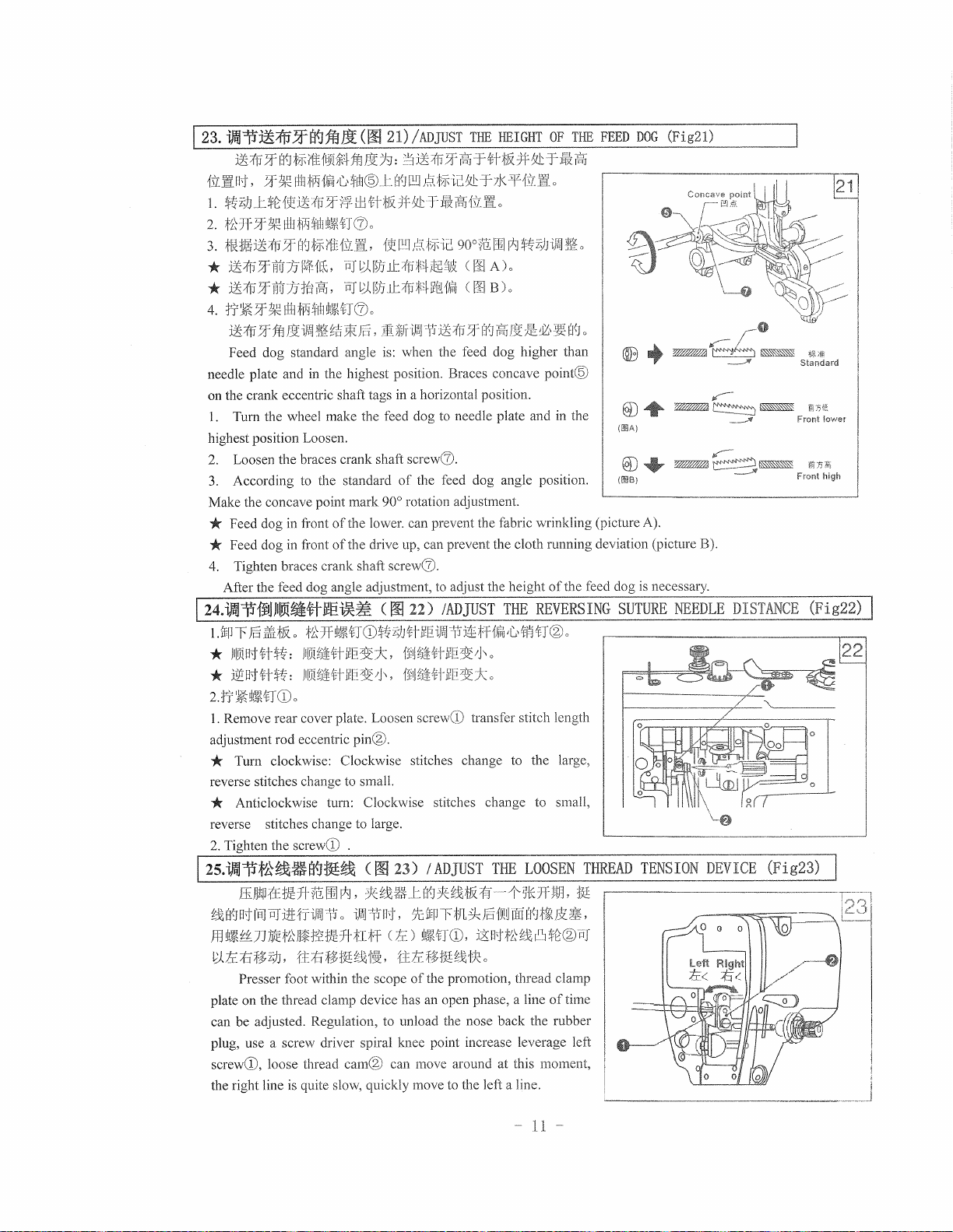
iJJl'l~;fff;fe<JjgJl
23.
j
4.
Feed dog standard angle is: when the feed dog higher than
in
in
in
to
front
front
needle plate and
on the crank eccentric shaft tags
Turn the wheel make the feed dog
1.
highest position Loosen.
Loosen the braces crank shaft
2.
According
3.
Make the concave point mark 90° rotation adjustment.
Feed dog
*
Feed dog
*
Tighten braces crank shaft
4.
After the feed dog angle adjustment,
(00
the highest position. Braces concave
a horizontal position.
in
screw(J).
the feed dog angle position.
the standard
the lower. can prevent the fabric wrinkling
of
the drive up, can prevent the cloth running deviation
of
of
ADJUST
21) /
THE
needle plate and
to
adjust the height
to
THE
OF
point@
the
in
the feed dog
of
FEED
(Fig21)
DOG
necessary.
is
Remove rear cover plate. Loosen
1.
adjustment rod eccentric
Turn clockwise: Clockwise stitches change to the large,
*
reverse stitches change to small.
Anticlockwise turn: Clockwise stitches change to small,
*
reverse stitches change to large.
Tighten the
2.
Presser foot within the scope
plate on the thread clamp device has an open a line
can be adjusted. Regulation, to unload the nose back the rubber
plug, use a screw driver spiral knee point increase left
screwCD,
the right line
screwCD
loose thread can move around at this moment,
quite slow, move
is
pin@.
.
of
transfer stitch
the promotion, thread clamp
time
of
the left a line.
to
-
11
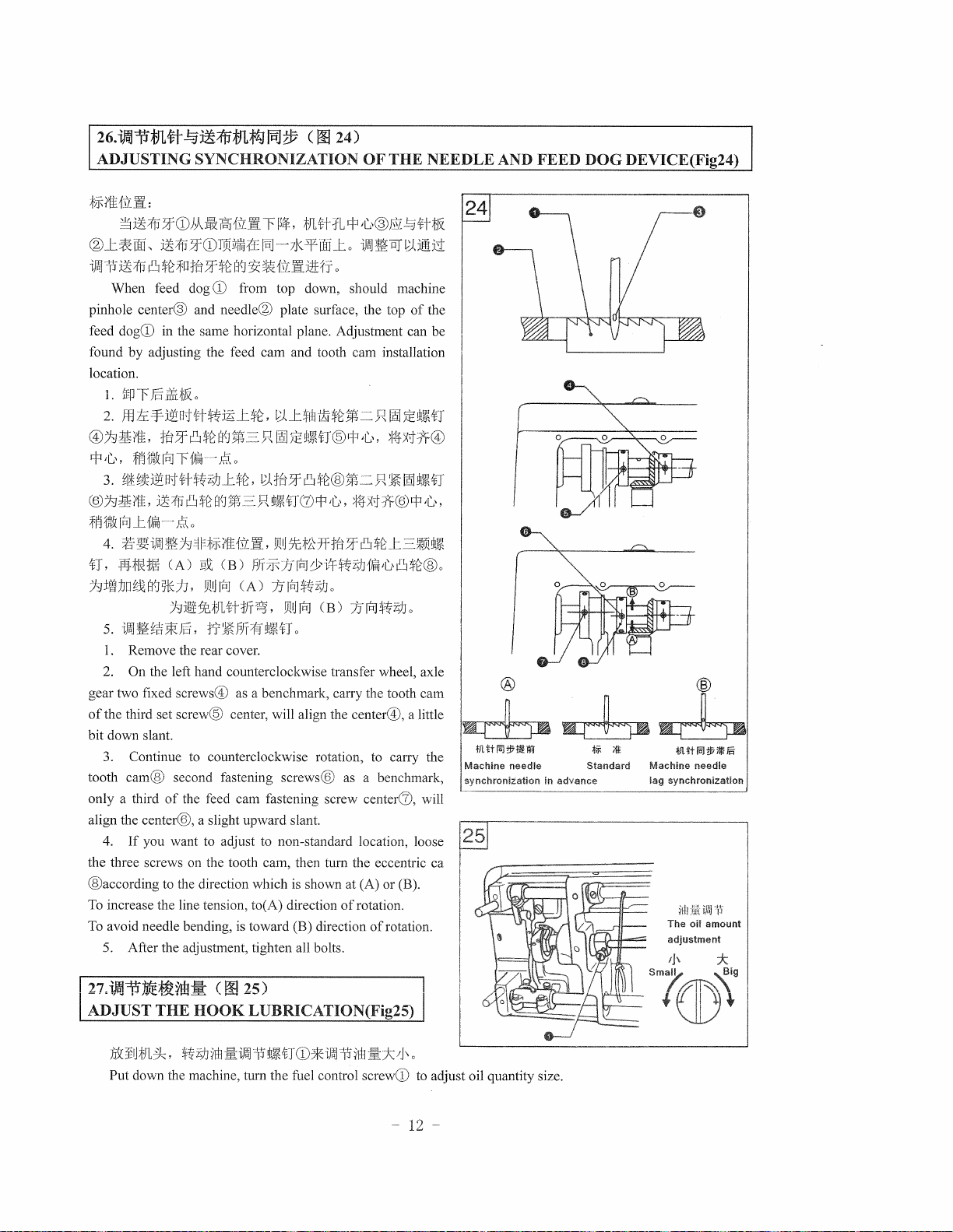
26.iffl11mtt
ADJUSTING
~~;;{ffmfij!AJzv
coo
SYNCHRONIZATION
24)
OF THE NEEDLE AND FEED DOG DEVICE(Fig24)
24
When feed dog
pinhole
feed
found by adjusting the feed cam and tooth cam installation
location.
center®
dog(D
in the same horizontal plane. Adjustment can be
;g±~h~tU<JsKJJ,
5.
1.
Remove the rear cover.
2.
On the left hand counterclockwise transfer wheel, axle
gear two fixed
of
the third set screw@
bit down slant.
3. Continue
tooth
cam@
only a third
align the center®, a slight upward slant.
4.
the three screws on the tooth cam, then turn the eccentric ca
@according to the direction which
To
increase the line tension, to(A) direction
To
avoid needle bending,
5.
of
If
you want to adjust to non-standard location, loose
After
the adjustment, tighten all bolts.
CD
from top down, should machine
and
needle@ plate surface, the top
CB)
J3/r~}iftrJd>ilttz;JJ1ffiH,,8$2@o
v1urtu
CA)
scn~w1,~'±J
to
second fastening screws@ as a benchmark,
the feed cam fastening screw
as a benchmark, carry the tooth cam
center, will align the
counterclockwise rotation,
is
shown at (A) or (B).
is
toward (B) direction
center®,
centerC:V,
of
rotation.
to
carry the
of
rotation.
of
the
a little
will
fJl
H
FaJ
:!fH,li!litJ
Machine needle
synchro11iiatio11 in advance
ti;
il
f}Htfaltirr.fila
Machine needle
synchronization
i1I11,.:;
u~
oil
-ri
amount
The
12
7.
i/1!1
l'f
MEi'&
11!!
it
(
00
25
ADJUST
THE
HOOK
)
LUBRICATION(Fig25)
I
!iUUifL:'k,
Put down the machine, turn the fuel control
screwCD
to
adjust oil quantity size.
12
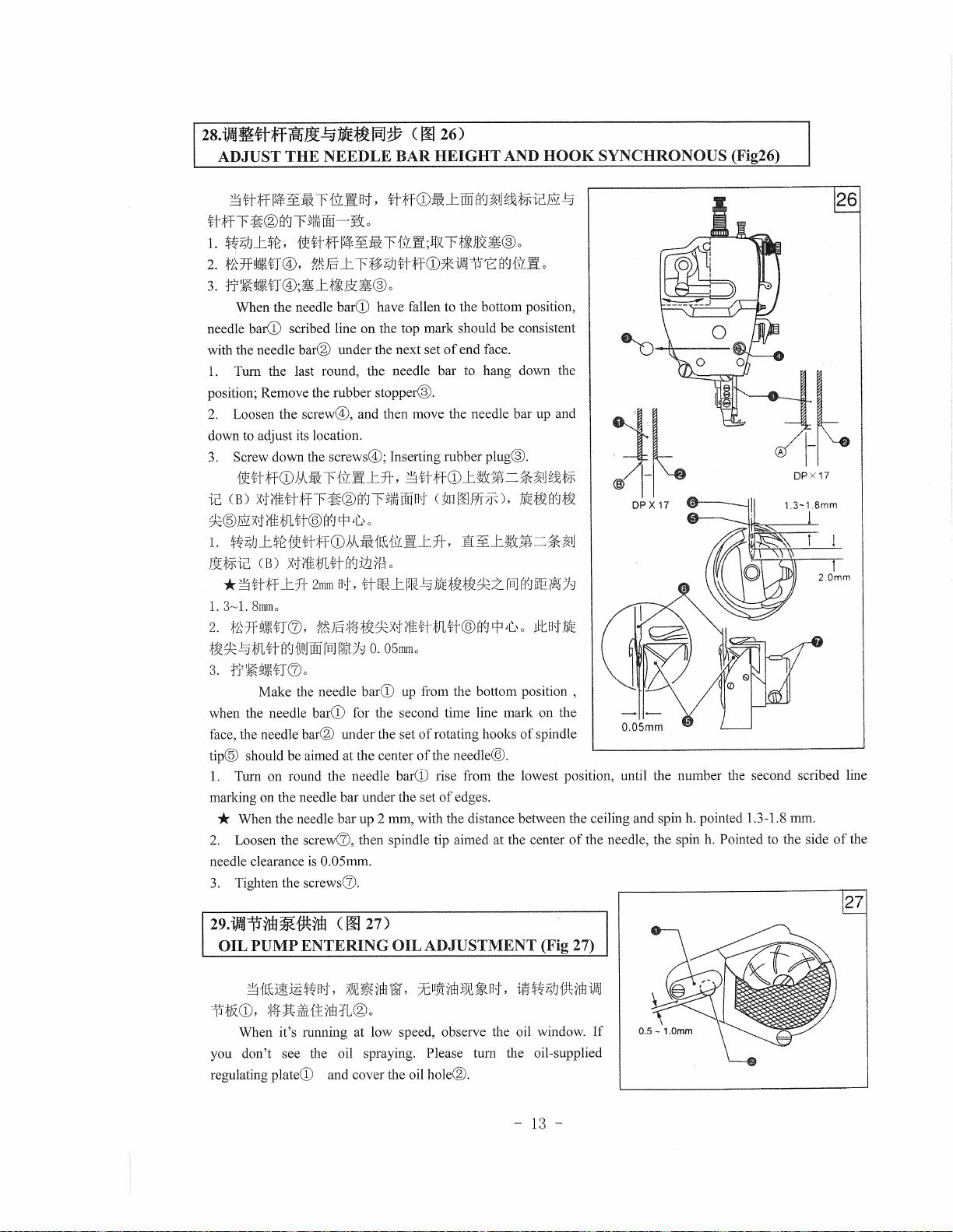
2s.iMJtEttffiWill!§J1E~raJzv
ADJUST THE NEEDLE
coo
BAR
26)
HEIGHT AND
HOOK
SYNCHRONOUS (Fig26)
i:\HtH~$~:i:-F 1iIIBt,
OO-Jt
r!!fm
RS
~®
r
tHf
ni}Jl:.~t,
1.
tlff~JH®,
2.
rr~~JH@;£J::.ttEl£®o
3.
When
barG)
needle
with the needle
Tum
1.
position; Remove the rubber
Loosen the
2.
down to adjust its location.
3. Screw
1ftHH$~:ii:r1iII;l+xrtifl1£®o
J::.
PtJB
barG)
needle
the
scribed line
under the next set
bar®
the last round, the needle
screw®,
screws®;
the
down
ttHG)JiJ::.ffis<Jt1JtUiid$J=j
0
rlii,MHfG)*i%JfS't1j<J1irlio
have fallen to the bottom position,
the top mark should be consistent
on
face.
end
of
to hang down the
bar
stopper®.
and then move the needle bar up and
Inserting rubber plug@.
~
8:1
I~
®1-
CB)
·i2
o
,C,,
r:p
liS
tt®
;R:@$xt
1.
mrn~·ic,
1.
2.
t~;R:
3.
when the needle
face, the needle
tip@
1.
marking on
*
2.
needle clearance
3.
29.iMJilab~t#~ab
OIL
11.LtJL
0
Y!HMH{]
xt
(B)
J::.f+
3tfff
*
Smmo
3~1.
CT),
3HUJ
ti~
ITiH§J
19W
Jj{]
tMt
_Lj
Make the needle
bar®
should be aimed at the center
Tum on round the needle
needle bar under the set
the
When the needle bar up 2 mm, with the distance between the ceiling and spin h. pointed 1.3-1.8 mm.
Loosen the
Tighten the
PUMP
screw(]),
is
screws(]).
ENTERING
:iiJ}f\-
IN,
2mm
1JLH@8{]
1fHi·
t~;R:x~·
izJ·
J§
Pt
o
5mm
o
o.
J9
!rrlt
up from the bottom position ,
barG)
for the second time line mark on the
barG)
rotating hooks
under the set
then spindle tip aimed at the center
0.05mm.
27)
00
(
of
needle®.
the
of
rise from the lowest position, until the number the second scribed line
barG)
edges.
of
ADJUSTMENT
OIL
r:p
,G,
o
spindle
of
the needle, the spin h. Pointed to the side
of
27)
(Fig
DPX
0.05mm
17
A
1-~
DP><
26
17
1
2.0mm
of
the
27
frtRG),
When it's running at low speed, observe the oil window.
see the oil spraying. Please turn the oil-supplied
don't
you
regulating
plate(])
and cover the oil
hole®.
13
-
If
-
I
30.1:~~-kfJL~
1¥Ji)Wj-='p
(
00
28)
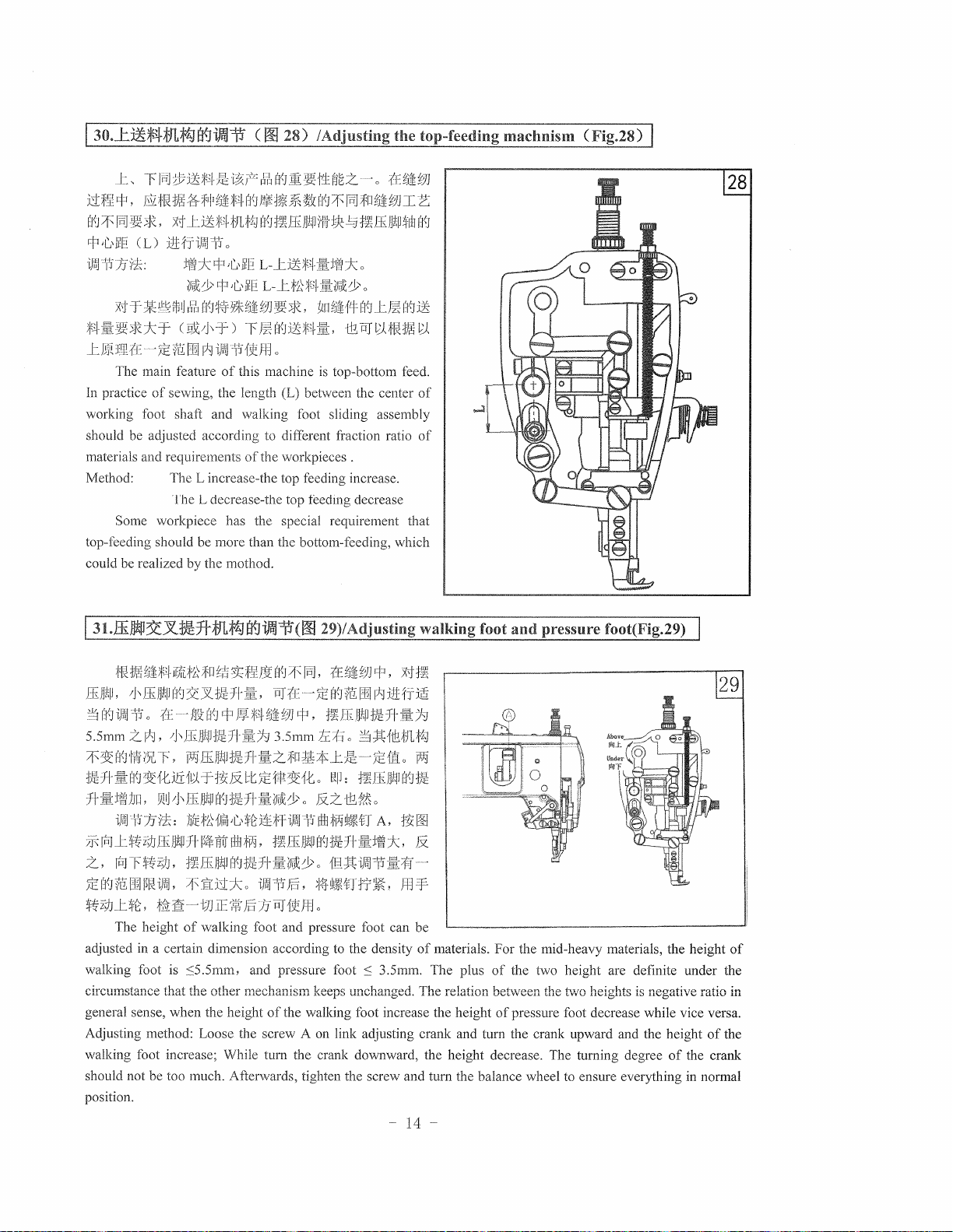
/ Adjusting the top-feeding machnism (
Fig.28)
28
The main feature
In
working foot foot sliding assembly
should be
Method: The L increase-the top feeding increase.
top-feeding should be more than the bottom-feeding, which
could be realized by the mothod.
I
3LffJJ!J3'l:Xt%3ttJ1~1¥Ji)Wj-='µ(00
Some
of
act11ustt;(1
The L decrease-the top decrease
wo,rkf)Ie(~e
of
this machine
the between the center
a,:::ccirct1111g
to different fraction ratio
has the requirement that
is
top-bottom feed.
29)/Adjusting walking foot
of
of
and
pressure
foot(Fig.29)
29
The height
adjusted
walking foot is
circu1nstance
general sense, when the height
Adjusting method: Loose the screw A on link adjusting crank and turn the crank upward and the height
walking foot
should not be too much. Afterwards, tighten the screw and turn the balance wheel to ensure everything
position.
of
walking foot and pressure foot can be
in
a certain dimension according to the density
:S5.5mm,
that
the
'"'".,.,~,,c•p•
and pressure foot
other
1necha11is1n
of
the walking foot increase the height
While turn the crank downward, the height decrease. The turning degree
:S
uncha11ged.
of
materials. For the mid-heavy materials, the height
3.5mm. The plus
The
relation
of
the two height are definite under the
betv·veen
of
pressure foot decrease while vice versa.
14
the
tv10
l1eigl1ts
is
negative
of
the crank
in
of
ratio
of
the
normal
in
 Loading...
Loading...