

Page 1

© 2016 CLEMCO INDUSTRIES CORP.
One Cable Car Dr.
Washington, MO 63090
Phone (636) 239-4300
(800) 726-7559
Fax
Email: info@clemcoindustries.com
www.clemcoindustries.com
BNP 65P and 220P
Pressure Blast Cabinets
O. M. 21278
DATE OF ISSUE: 11/94
REVISION: H, 08/16
NOTICE TO PURCHASERS AND USERS OF OUR
PRODUCTS AND THIS INFORMATIONAL MATERIAL
Clemco proudly provides products for the abrasive blast industry
and is confident that industry professionals will use their knowledge
and expertise for the safe and efficient use of these products.
The products described in this material, and the information
relating to these products, are intended for knowledgeable,
experienced users. It is the responsibility of the user to insure that
proper training of operators has been performed and a safe work
environment is provided.
No representation is intended or made as to: the suitability of the
products described here for any purpose or application, or to the
efficiency, production rate, or useful life of these products. All
estimates regarding production rates or finishes are the
responsibility of the user and must be derived solely from the user’s
experience and expertise, not from information contained in this
material.
It is possible that the products described in this material may be
combined with other products by the user for purposes determined
solely by the user. No representations are intended or made as to
the suitability of or engineering balance of or compliance with
regulations or standard practice of any such combination of products
or components the user may employ.
This equipment is only one component of a cabinet blasting
operation. Other products, such as air compressors, air filters and
receivers, abrasives, equipment for ventilating, dehumidifying, or
other equipment, even if offered by Clemco, may have been
manufactured or supplied by others. The information Clemco
provides is intended to support the products Clemco manufactures.
Users must contact each manufacturer and supplier of products
used in the blast operation for warnings, information, training, and
instruction relating to the proper and safe use of their equipment.
Page 2
BNP 65P and 220P PRESSURE BLAST CABINETS Page 1
W
1.0 INTRODUCTION
1.1 Scope of Manual
1.1.1 These instructions cover set-up, operation,
maintenance, troubleshooting, optional accessories, and
replacement parts for the following BNP 65 and 220
series pressure blast cabinets:
BNP-65P Conventional (stand-up model)
BNP-65PE Ergonomic, (sit-down model)
BNP-220P Conventional, (stand-up model)
BNP-220PE Ergonomic, (sit-down model)
The instructions cover the operation of all pull-thru
reclaimers and the installation of the dust collector. One
of the following supplemental manuals is provided with
the dust collector Refer to the appropriate manual for
operation and maintenance of the collector.
CDC-1 Dust collectors, manual stock no. ... 28225
RPC-2 Dust collector, manual stock no. ...... 22788
RPH Dust collectors, manual stock no. ....... 21449
A supplemental manual is provided for the Sentinel
media metering valve.
1.1.2 The instructions contain important information
required for safe operation of the cabinet. Before using
this equipment, all personnel associated with the blast
cabinet operation must read this entire manual, and all
accessory manuals to become familiar with the
operation, parts and terminology.
1.2 Safety Alerts
1.2.1 Clemco uses safety alert signal words, based
on ANSI Z535.4-2011, to alert the user of a potentially
hazardous situation that may be encountered while
operating this equipment. ANSI's definitions of the signal
words are as follows:
This is the safety alert symbol. It is
used to alert you to potential physical
injury hazards. Obey all safety
messages that follow this symbol to
avoid possible injury or death.
NOTICE
Notice indicates information that is considered
important, but not hazard-related, if not
avoided, could result in property damage.
Caution indicates a hazardous situation that, if
not avoided, could result in minor or moderate
injury.
Warning indicates a hazardous situation that, if
not avoided, could result in death or serious
injury.
DANGER
Danger indicates a hazardous situation that, if
not avoided, will result in death or serious
injury.
1.3 General Description
1.3.1 BNP blast cabinets enclose the blasting
environment to provide efficient blasting while
maintaining a clean surrounding work area. Production
rates are influenced by size of nozzle, compressor
output, working pressure, type and size of media, angle
and distance of the nozzle from the blast surface. BNP
pressure cabinets consist of four major components:
1. Cabinet Enclosure
2. Reclaimer
3. Blast Machine
4. Dust Collector
1.3.2 Cabinet Enclosure: This manual covers two
BNP cabinet sizes. Each is available as a conventional,
stand-up model and ergonomic, sit-down model; totaling
four separate cabinet models.
BNP 65 Approximate work chamber dimensions:
36" wide x 35" deep x 37" high.
BNP 220 Approximate work chamber dimensions:
50" wide x 39" deep x 43" high.
NOTE: The extended front on ergonomic models
provides approximately 12-inches additional depth from
the arm-port and above, and is approximately 3-inches
narrower than the widths shown above.
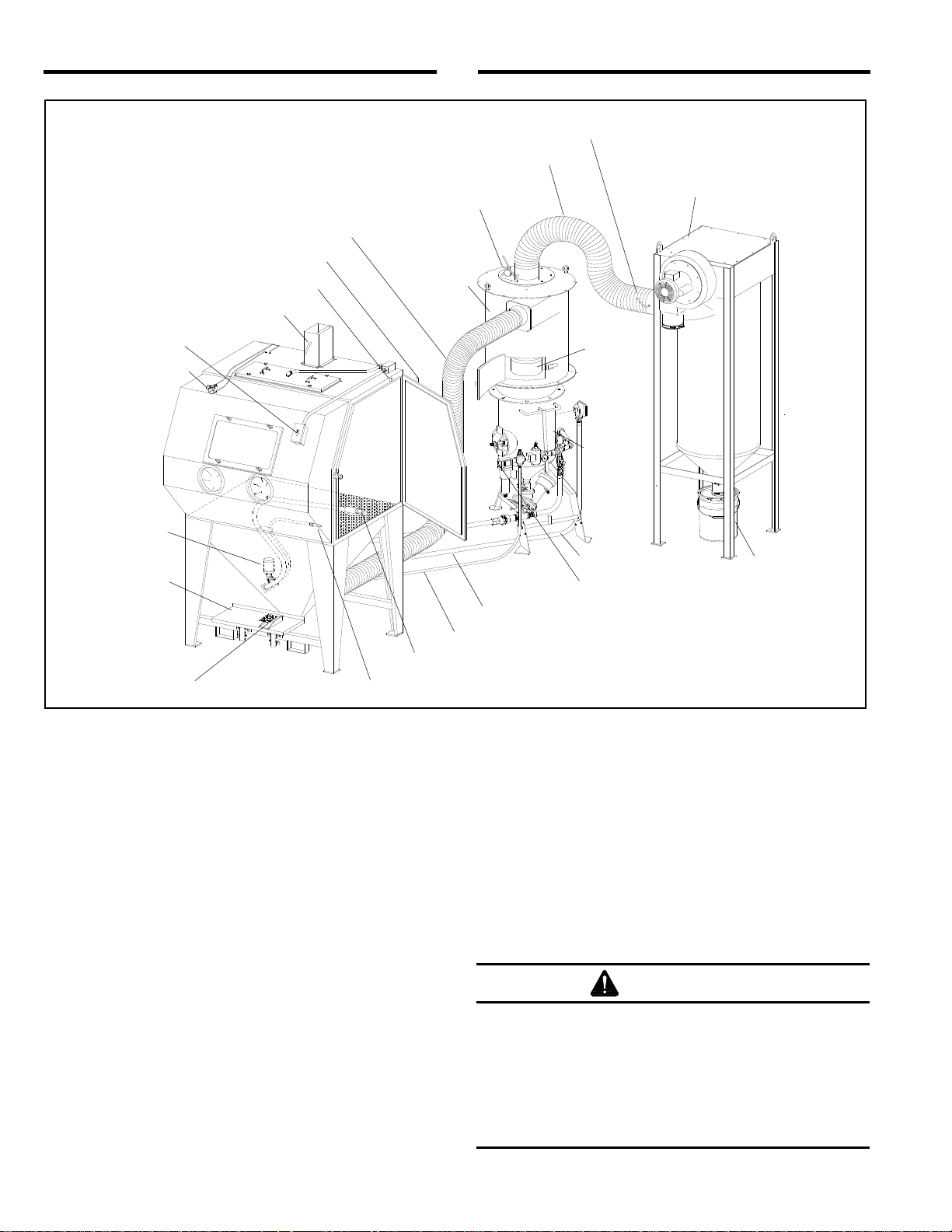
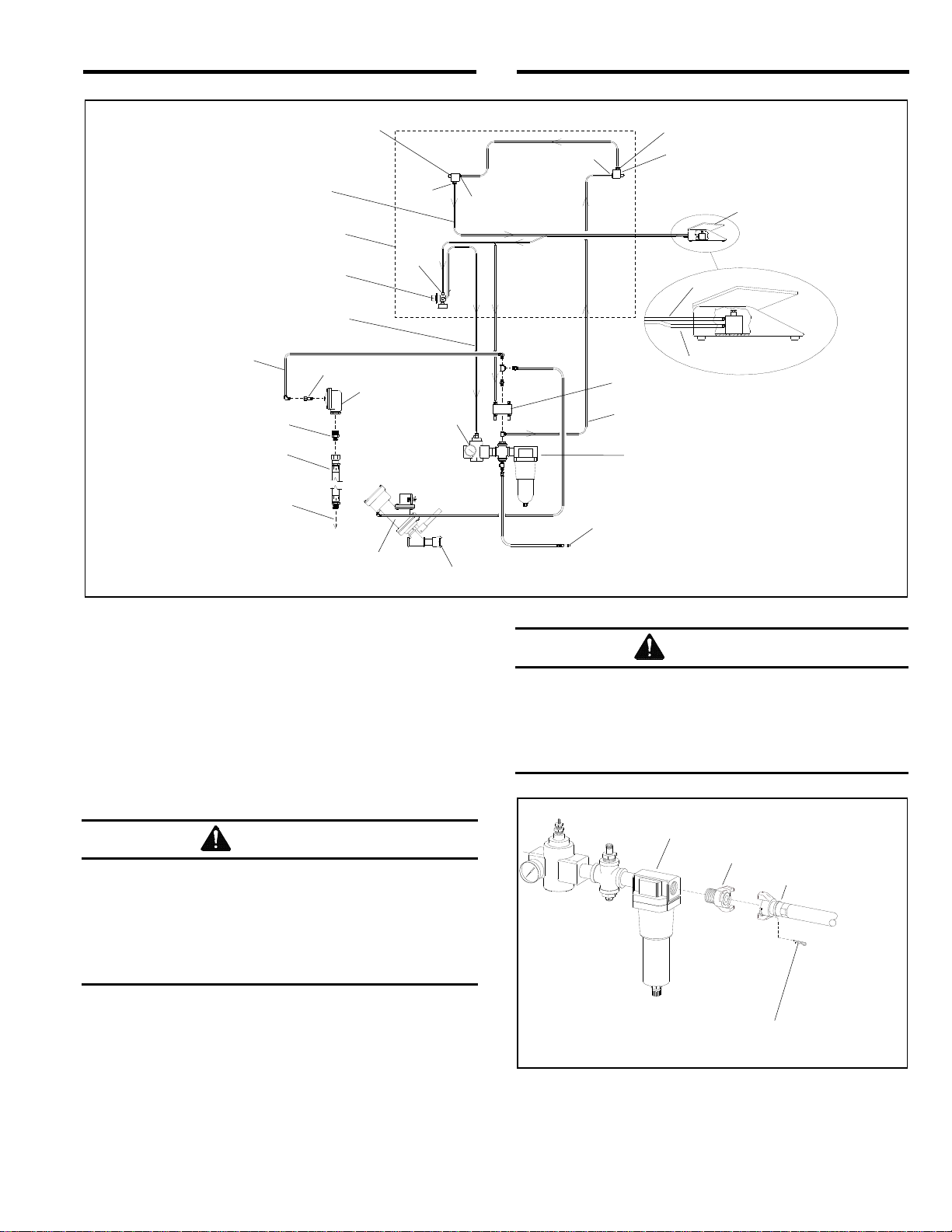
Refer to Figure 1 for arrangement of components with a
CDC-1 dust collector. Figure 2 shows the arrangement
with a RPC-2 reverse-pulse dust collector with
dust
drawer. The optional RPH-2 is set up the same way
CAUTION
ARNING
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 3
BNP 65P and 220P PRESSURE BLAST CABINETS Page 2
On-Off Switch
Pilot Regulator
(Optional on system with CDC-1 Dust Collector)
Light-Lined Flex Hose
Door Interlock Actuator
Door Interlock Valve
Air-Inlet Damper
Externally Adjustable Vortex
Reclaimer
Dust Collector Damper
Unlined Flex Hose
CDC-1 Dust Collector
Debris
Screen
Blast
Machine
Exhaust muffler
Adjustable
Foot Shelf
Ergo Models Only
Blast Nozzle
Figure 1
Foot Pedal
Blow-off Nozzle
Blast Hose
Blow-off Hose
Exhaust Hose
Compressed-Air Filter
Attachment for compressed air supply.
Shown with Ergo Front
Dust Drum
as the RPC, but includes a hopper for additional dust
storage, and empties into a drum. The overall height of
the RPH is approximately 10-feet, 6-inches, and 12-ft
when the top access door is open. An upgraded, RPC or
RPH collector may be added at any time.
1.4 Theory of Operation
1.4.1 Once the components are correctly setup and
turned on, the cabinet is ready for operation by
actuation of the foot pedal. Fully depressing the foot
pedal pressurizes the blast machine, causing the media
to be propelled through the blast hose and out the
nozzle. After striking the object being blasted, the blast
media, fines, dust, and by-products generated by
blasting, fall through the mesh worktable into the cabinet
hoppers. These particles are then drawn into the
reclaimer for separation. Lightweight dust and fines
remain airborne and are drawn out to the dust collector.
Heavier reusable media fall through the screen into the
reclaimer hopper for reuse. The dust collector traps dust
and fines and discharges clean air. When the foot pedal is
released, blasting stops.
1.5 Blast Machine and Controls
1.5.1 Clemco blast machines (pressure vessels) are
certified to conform to the ASME (American Society of
Mechanical Engineers) Boiler and Pressure Vessel
Code, Section VIII, Division 1. It is the owner’s
responsibility to maintain the integrity of the vessel in
accordance with the requirements of state regulations.
Regulations may include regular inspection and
hydrostatic testing as described in National Board
inspection code and jurisdictional regulations and /or
Laws.
WARNING
Welding, grinding, or drilling on the blast
machine could weaken the vessel. Compressed
air pressure could cause a weakened blast
machine to rupture, resulting in death or
serious injury. Welding, grinding, or drilling on
the vessel, without a National Board R stamp,
voids the Clemco ASME certification.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 4
BNP 65P and 220P PRESSURE BLAST CABINETS Page 3
1.5.2 All welding repairs to the vessel must be
performed by certified welders at shops holding a
National Board R Stamp. Welding performed by any
welder not properly qualified per the ASME code voids
the Clemco ASME certification.
1.5.3 Do not exceed the maximum working pressure
rating (PSI) of the blast machine. The maximum
pressure rating is stamped into ASME nameplate which
is welded to the side of the vessel.
WARNING
Excessive compressed air pressure could
cause a blast machine to rupture. To prevent
serious injury or death, do not exceed the rated
pressure of the blast machine.
1.5.4 OSHA does not require pressure relief valves
on blast machines when air compressors supplying air
(1)
to the blast machines are built to ASME
comply with OSHA
(2)
regulations. OSHA regulation
code and
1910.169 refers to the ASME code when describing the
necessity of pressure relief valves on compressed air
equipment. DO NOT operate blast machines with air
compressors that are not equipped with properlyfunctioning pressure relief valves.
(1)
American Society of Mechanical Engineers, Boiler and Pressure
Vessel Code, Section VIII, Division 1,
(2)
Occupational Safety and Health Administration, 29 CFR 1910, 169.
1.5.5 When the cabinet is setup, the blast machine is
ready to blast by actuating the foot pedal. Pressing the
foot pedal opens the normally closed main inlet
regulator, and closes the normally open outlet valve.
The incoming air pressurizes the blast machine, and
blasting begins. When pressure on the foot pedal is
released, the blast machine depressurizes, and blasting
stops.
1.6 Dust Collector Options
WARNING
Prolonged exposure to any dust could result in
serious lung disease and death. Short term
ingestion of toxic materials, such as lead dust
or dust from other heavy metals and
corrosives, could cause serious respiratory
injury or death. Identify all materials that are to
be removed by blasting. Use reverse-pulse dust
collectors with HEPA after-filters if lead coating
or any other toxic materials are being removed
by the blasting process. Do not use dry filter
dust collectors for those applications.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
1.6.1 CDC-1 Dust Collectors: Shown in Figure 1, the
collector is available in 600, and 900 cfm models. The
single filter cartridge is cleaned by using a manuallycontrolled pulse of compressed air. CDC-1 dust
collectors are standard with BNP cabinets unless an
optional RPC-2 or RPH dust collector is ordered at time
of purchase. Refer to manual number 28225.
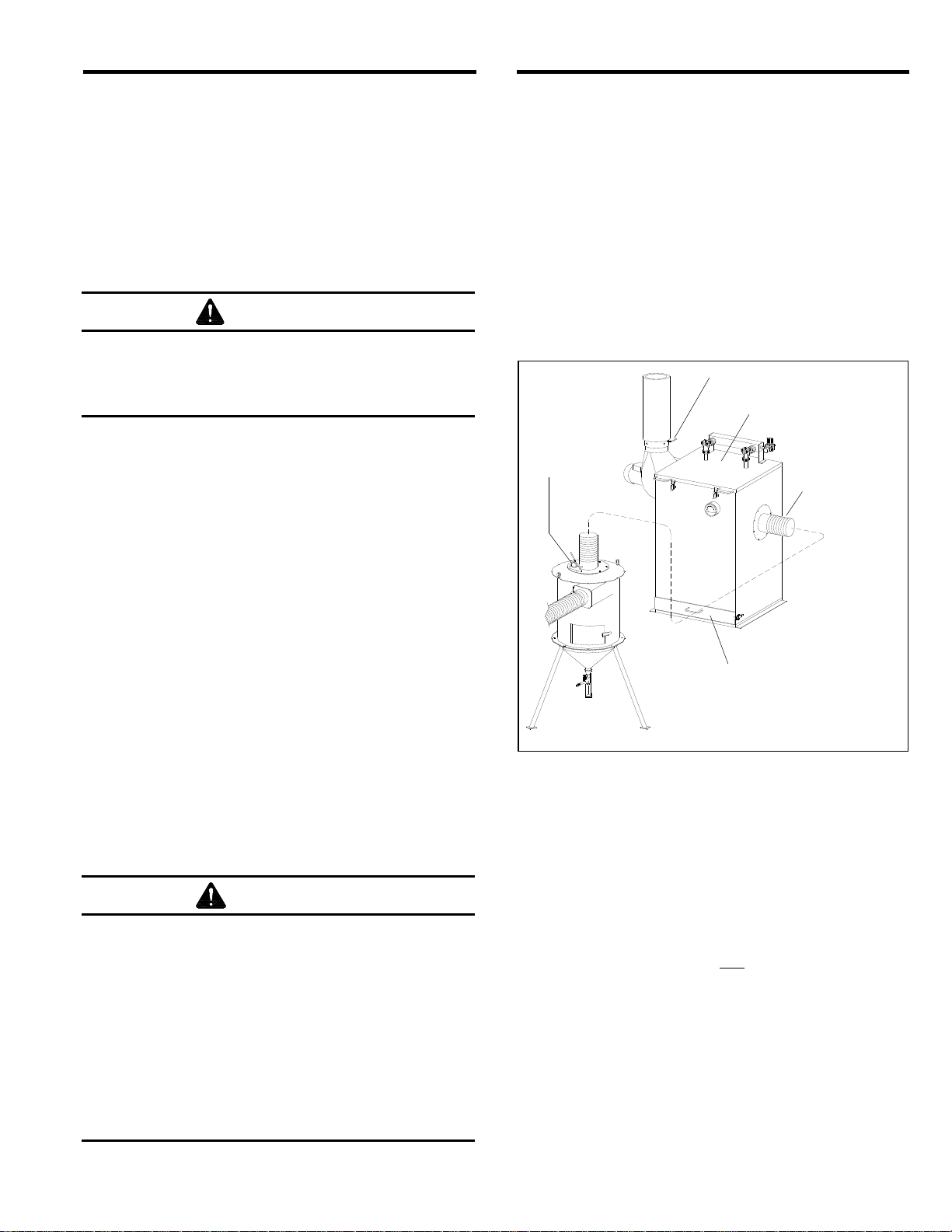
1.6.2 RPC-2 Dust Collectors: Shown in Figure 2,
this collector is available in 600 cfm and 900 cfm
models. Dual filter cartridges are automatically cleaned
by a timed, periodic pulse of compressed air. Dust
collects in the drawer and must be frequently emptied.
Refer to manual number 22788.
Dust Collector Damper
RPC-2 Dust Collector
Adjustable
Vortex
Dust Drawer
Duct Inlet
Figure 2
1.6.3 RPH-2 Dust Collector: The RPH-2 is available
in 600 cfm and 900 cfm models. It is set up and
operates the same as the RPC-2, as shown in Figure 2,
but instead of a dust drawer, the collector sits atop a
hopper, which provides additional dust storage, and
empties into a drum. Refer to manual number 21449.
1.6.4 HEPA (high-efficiency particulate air) Filter:
HEPA after-filters provide additional filtration and must
be used with a reverse-pulse cartridge collectors when
removing lead coatings or any other toxic materials.
HEPA filters are listed under Optional Accessories in
Section 9.1.
1.7 Reclaimer Options
1.7.1 Replaceable rubber reclaimer liners prolong
service life of the reclaimer, and should be installed
when using silicon carbide, aluminum oxide, or other
aggressive media as noted in Section 1.10.4. Rubber
liners are available for 600 and 900 cfm reclaimers that
Page 5

BNP 65P and 220P PRESSURE BLAST CABINETS Page 4
have a removable top and are designed to accept liners.
Reclaimer liners are shown in Section 9.1, Figure 30.
1.8 Nozzle Options
1.8.1 Unless otherwise specified at the time of
purchase, cabinets are shipped with a 3/16" orifice
tungsten carbide nozzle. Optional 1/8" orifice nozzles are
available for use with all cabinets, and 1/4" orifice nozzles
are for use with 900 cfm reclaimers only.
1.8.2 Nozzles with an orifice larger than those
recommended could cause air leakage from the cabinet
and impair recovery from the cabinet hopper.
1.8.3 Use boron carbide nozzles when blasting with
aggressive media, as noted in Section 1.10.4. Nozzles
lined with boron carbide extend nozzle wear life. Refer to
Optional Accessories in Section 9.1.
1.9 Metering Valve Options
1.9.1 Unless specified at the time purchase, cabinets
are supplied with a fine-mesh Sentinel metering valve.
The valve is for use with 50-mesh and finer media, and
#10 and finer glass bead. The optional Sentinel
metering valve is recommended when using media
coarser than 50-mesh. Conversions kits listed in Section
9.1 easily convert the valves.
1.10 Blasting Media
WARNING
Obtain Safety Data Sheets (SDS) for the blast
abrasive. Abrasive blasting with sands
containing crystalline (free) silica can lead to
serious or fatal respiratory disease. As NIOSH
recommends, do not use abrasives containing
more than trace amounts (more than one
percent) free silica.
NOTE: Use only abrasives specifically manufactured for
blast cleaning which are compatible with the surface
being blasted. Abrasive produced for other applications
may be inconsistent in size and shape, contain particles
that could jam the abrasive metering valve, or cause
irregular wear.
1.10.1 ZERO pressure blast cabinets utilize most
common reusable media, with the appropriate metering
valve as noted in Paragraph 1.9, specifically
manufactured for dry blasting. Media sizes listed are
guidelines only, based on standard 3/16 orifice nozzle
and average conditions, such as blast pressure, media/air
mixture, visibility inside the cabinet, humidity, and
reclaimer cleaning rate. Refer to the table in Figure 3.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Several factors affecting the reclaimer cleaning rate
include: reclaimer size (cfm), blast pressure, media/air
mixture, media friability, contamination of parts being
cleaned, damper setting (static pressure), and dust
collector filter loading (differential pressure across the
filter cartridge(s).
As a rule, larger nozzles deliver more media, thus
requiring more performance from the reclaimer. When
using larger nozzles, the maximum mesh size of media
will be smaller than those normally recommended.
Using media that is finer than those recommended may
decrease visibility and, at some point, carryover to the
dust collector. Media coarser than those recommended
may be too dense for the reclaimer to recover from the
cabinet hopper.
1.10.2 Steel and Shot: Standard cabinet models
configured for steel media use are available. They include
appropriately sized conveying hose and rubber curtains to
protect the cabinet walls from peening and rapid wear.
Using steel media requires a smaller diameter conveying
hose (usually reduced one size from standard) and a 900
cfm or larger reclaimers. Rubber curtains should be used
to protect the cabinet walls from peening and rapid wear.
NOTE: Steel grit or shot is too heavy to use with cabinets
equipped this 300 and 600 cfm reclaimers.
1.10.3 Sand and Slag: Sand should NEVER be used
for abrasive blasting because of the respiratory hazards
associated with media containing free silica. Slags are
not recommended because they rapidly breakdown and
are not recyclable, making them unsuitable for cabinet
applications.
1.10.4 Silicon Carbide, Aluminum Oxide, and
Garnet: These are the most aggressive of the
commonly-used media. Aggressive media may be used,
but the service life of any components exposed to the
media will be reduced. To avoid unscheduled down
time, periodically inspect the reclaimer wear plate, blast
hose, and nozzle for wear.
When using aggressive media only occasionally, install
an optional aluminum oxide kit. The kit includes rubber
curtains for the cabinet interior and a boron carbide-lined
nozzle. When using aggressive media on a regular basis,
install the aluminum oxide kit and a fully-rubber-lined
reclaimer. NOTE Rubber-lined reclaimers are available as
factory-installed items and can be field installed on
reclaimers if they have removable tops and designed to
accept liners. Nozzles lined with boron carbide extend
nozzle wear life. See Optional Accessories in Section 9.1.
1.10.5 Glass Bead: Most beads are treated to ensure
free-flow operation even in environments of moderately
high humidity. Glass beads subjected to excessive
moisture may be reused only after thorough drying and
breaking up any clumps.
Page 6
BNP 65P and 220P PRESSURE BLAST CABINETS Page 5
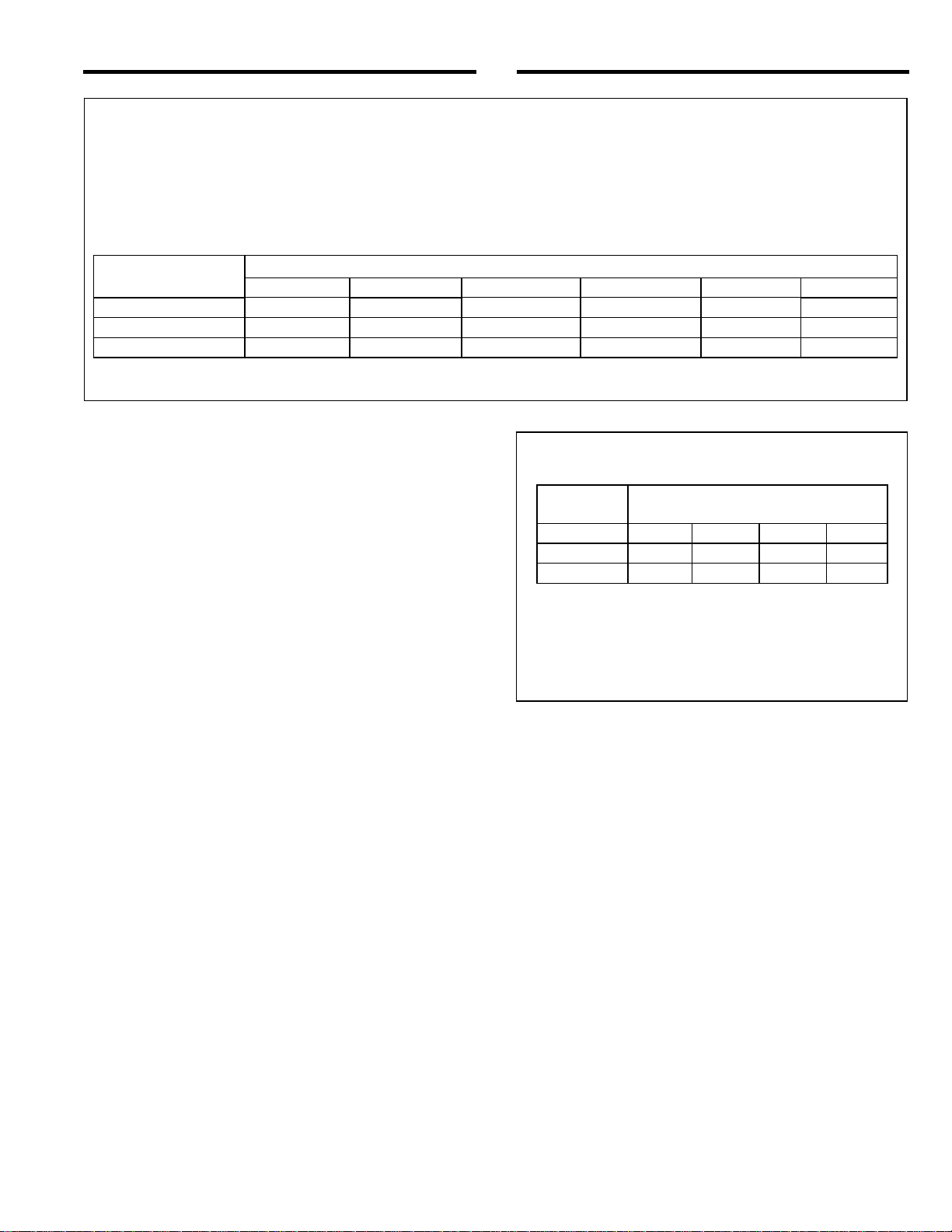
This table offers a guideline to media selection based on standard 3/16” orifice nozzle (3/8” with plastic and
similar weight media blasting at low pressure) and average conditions, such as air pressure, media/air mixture,
visibility, contamination of parts being blasted, humidity, media friability, reclaimer cleaning rate, etc. As a rule,
larger nozzles deliver more media, requiring higher performance from the reclaimer. Larger nozzles decrease the
maximum mesh size of media from those recommended. Media that is finer than those recommended may
decrease visibility and carryover to the dust collector. Media coarser than those recommended may be too dense
for the reclaimer to recover from the cabinet hopper
RECLAIMER SIZE STEEL GRIT STEEL SHOT GLASS BEAD ALUM. OXIDE FINE MESH PLASTIC
*600 cfm w/5" inlet Do not use Do not use No. 8 to No. 12 80 to 150 mesh See 1.10.6 See 1.10.8
900 cfm w/6" inlet 50 to 120 S170 to S70 No. 4 to No. 8 46 to 100 mesh Do not use Do not use
900 cfm w/7" inlet Do not use Do not use No. 8 to No. 12 54 to 180 mesh See 1.10.6 See 1.10.8
* Available with BNP-65 only
Figure 3
1.10.6 Lightweight and Fine-mesh Media: When
using lightweight (such as agricultural) media or fine
mesh (180-mesh and finer) media, the reclaimer inlet
baffle may need to be removed to retain media and
avoid carryover. On reclaimer models with bolt-on
removable topes, baffle removal and replacement is
easily accomplished. Reclaimers with welded-on tops
require grinding to remove the baffle and once it is
removed it cannot be replaced.
1.10.7 Plastic Media: Plastic and similar media
requires a blast machine with a 60 degree conical
bottom. Refer to Clemco’s AEROLYTE cabinet brand.
1.10.8 Bicarbonate of Soda: Bicarbonate of soda is
not recommended for use in standard cabinets. Bicarb is
a one-use media usually used and will quickly saturate
the filter cartridge(s). Refer to Clemco’s AEROLYTE
cabinet line for cabinets that are specifically designed for
use with bicarbonate of soda.
1.11 Compressed Air Requirements
1.11.1 The size of the compressor required to operate
the cabinet depends on the size of the nozzle and
blasting pressure. Unless otherwise specified, cabinets
are supplied with a 3/16" orifice nozzle. The table in
Figure 4 shows air consumption of nozzles when new. It
does not show the recommended compressor size. As
nozzles wear, they will consume up to 70% to 80% more
air. Consult with a compressor supplier for a suggested
compressor size based on the air consumption.
NOTE: A separate air line is required for the reversepulse dust collector.
MEDIA TYPE
Compressed Air Consumption *(cfm)
Nozzle Air Pressure (psi)
size 50 60 70 80
1/8" 11 13 15 17
3/16" 26 30 33 38
1/4" 47 54 61 68
* Figures are approximate and for reference only,
and may vary for different working conditions.
Several variables, including media flow and nozzle
wear affect cfm consumption.
Figure 4
1.11.2 The air filter at the blast machine inlet removes
condensed water from the compressed air. The filter
automatically drains when moisture fills the bowl to a
certain level. Its use is especially important in areas of
high humidity, or when fine-mesh media are used.
Moisture causes media to clump and inhibits free flow
through the metering valve. If the filter does not remove
enough moisture to keep media dry and flowing, it may
be necessary to install an air dryer or aftercooler in the
air supply line.
1.12 Electrical Requirements
All wiring external to the cabinet is provided by the user
to comply with local electrical codes.
1.12.1 Electrical requirements depend on the size and
phase of the dust collector exhauster motor. NOTE: Full
load amps (FLA) shown below are for the motor only;
the lights draw less than one amp. Standard cabinets
are supplied as follows:
600 cfm: 1 HP, 115/230V, 1-PH, 60 HZ
115, FLA 115/12, 208/6.6, 230/6.2.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 7
BNP 65P and 220P PRESSURE BLAST CABINETS Page 6
900 cfm: 2 HP, 208/230/460V, 3-PH, 60 HZ
Supplied with 230-volt control panel unless 460-volt is
specified at the time the order is placed.
FLA 208/5.5, 230/5.6, 460/2.8.
Additional wiring information is in Section 2.11.
2.0 INSTALLATION
2.1 General Installation Notes
2.1.1 Refer to Figure 1 (and Figure 2 for optional
reverse-pulse collector) for the general arrangement and
Figure 5 for the control line schematic. Select a location
where compressed air and electrical service are available.
The cabinet location must comply with OSHA and local
safety codes. Allow for full access to all doors and service
areas and for efficient handling of large parts. Provide
enough clearance in front of the dust collector to remove
the dust drawer without tipping. Ideally, locate the blast
machine directly behind the cabinet with the blast hose
connection toward the cabinet. The reclaimer may be
rotated on the blast machine to make hose connections
with as few bends as possible. Determine the best
location for all components and position them before
making compressed air connections, electrical
connections, and attaching flex hose.
2.1.2 Refer to the dust collector owner’s manual to set
up the dust collector and prepare it for operation.
2.2 Assemble Blast Machine and Reclaimer
2.2.1 Apply adhesive-backed strip gasket to the top of
the flange on the blast machine. Punch out an opening
at each bolt hole.
2.2.2 If the optional storage segment is used, place it
on the blast machine. The access door should be on the
bottom, and rotated to allow access to the door. Bolt into
place. Apply adhesive-backed gasket to the top flange
as described in Section 2.2.1.
2.2.3 Use a lift, raise the reclaimer over the blast
machine assembly, and lower it in place. Attach with
fasteners provided.
WARNING
Do not work under the reclaimer while it is
hanging from the lifting device. Severe injury or
death could occur if the reclaimer is released
before it is secured to the blast machine.
2.3 Support the Blast Machine
2.3.1 Use chains cables or other means to temporarily
support the blast machine and reclaimer during final
assembly.
2.4 Connect Conveying Hose
2.4.1 Connect the smaller diameter, light-lined, flexible
conveying hose between the cabinet hopper transition and
reclaimer inlet adaptor, and connect the larger diameter
hose between the reclaimer outlet and dust collector inlet.
It is easier to slip the hose over the adaptor and create a
tighter seal if the first two or three inches of wire are
removed from the inside of the hose. Use care not to
damage the hose. Clamp flex hose securely in position
with worm clamps provided. NOTE: The wire helps
dissipate static electricity in the conveying hose, and also
helps ground each segment. In order for the hose wire to
dissipate static electricity, the wire must touch the metal of
each segment.
2.5 Connect Blow-Off Hose
2.5.1 Attach the 1/2" blow-off hose coming from the
cabinet hopper, to the compatible fitting on the blast
machine piping, between the air filter and pressure
regulator. Refer to the schematic in Figure 5.
2.6 Connect Blast Hose
WARNING
Hose disconnection while under pressure could
cause serious injury or death. Use safety lockpins and safety cables on all coupling
connections to help prevent hose couplings
from accidental disconnection while under
pressure. Lock-pins and safety cables are listed
under Optional Accessories in Section 9.1.
2.6.1 Connect the blast hose from the cabinet hopper
to the coupling at the bottom of the blast machine. Make
sure coupling gaskets are in place and couplings are
secured with safety lock-pins.
2.7 Attach Blast Machine Exhaust Hose
2.7.1 Screw the male end of the exhaust hose into the
1" coupling in the hose adaptor plate, located on the
cabinet hopper, turning the hose as required. Connect
the female swivel end to the male adaptor on the blast
machine outlet valve.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 8
BNP 65P and 220P PRESSURE BLAST CABINETS Page 7
Door Interlock Valve
Out
In
Door Interlock Valve
Out
In
Out
Pressure
Regulator
Blast Hose Connection
Area within broken lines is
mounted on the cabinet
3/8 Ply Tubing
To the 1" coupling in hose
adaptor plate, located on
1/8 Urethane Tubing
Pilot Regulator
1/8 Urethane Tubing
Control-Line Filer
Outlet Valve
Male Adaptor
Exhaust Hose
Assembly
cabinet hopper
Sentinel-R Metering Valve
Figure 5
2.8 Connect Urethane Control Tubing
2.8.1 Uncoil the 1/8" urethane control tubing. The end
of each tubing is numbered 1, 2 or 3. Connect the tubing
to the adaptor with the corresponding number on the
pressure regulator, piping, and 4-way air valve. Refer to
the schematic in Figure 5 to confirm the connections.
2.9 Connect Compressed Air Supply Line(s)
WARNING
Failure to observe the following before
connecting the equipment to the compressed
air source could cause serious injury or death
from the sudden release of compressed air.
• Lockout and tagout the compressed air supply.
• Bleed the compressed air supply line.
2.9.1 Apply thread sealant to the male threads of an
air fitting that is compatible with the air supply hose
fitting, as noted in Section 2.9.2, and install it onto the 1-
NPT air filter located at the blast machine inlet, as
shown in Figure 6. Note that the style of connection
shown in Figure 6 is for reference only.
In
Foot Pedal
In
Out
4-Way Valve
1/8 Urethane Tubing
Air Filter
Compressed Air Inlet
Blow-off Nozzle
WARNING
If twist-on type air hose couplings are used,
they must be secured by safety pins or wires to
prevent accidental disconnection while under
pressure. Hose disconnection while under
pressure could cause serious injury.
1-NPT Air Filter
Air Fitting
Air Supply Hose
Figure 6
Use safety lock-pins to
secure twist-on couplings
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 9
BNP 65P and 220P PRESSURE BLAST CABINETS Page 8
To avoid the risk of injury from compressed air,
install an isolation valve and bleed-off valve
where the air supply is tapped into the
compressed air system. This enables
depressurization of the compressed-air lines
before performing maintenance.
2.9.2 Install an isolation valve at the air source to
enable depressurization for service, and connect a 1" ID
or larger air line from the air source to the air filter on the
blast machine. A smaller diameter hose may reduce
blasting efficiency.
2.9.3 Refer to the dust collector owner’s manual and
connect a compressed-air line to the pulse manifold.
2.10 Ground Cabinet
2.10.1 To prevent static electricity build up, attach an
external grounded wire from an earth ground to the
grounding lug on the left rear of the cabinet.
2.11 Connect Electrical Service
Shorting electrical components could result in
serious electrical shocks, or equipment
damage. Electrical power must be locked out
and tagged out before performing any electrical
work. All electrical work or any work done
inside a control panel or junction box must be
performed by a qualified electrician, and
comply with applicable codes.
WARNING
WARNING
All wiring external to the cabinet is provided by the user
to comply with local electrical codes.
2.11.1 Single-Phase Wiring
2.11.1.1 Standard 300 cfm 600 cfm cabinets and dust
collectors are 115-volt single phase. Incoming power to
the cabinet is supplied by a U-ground plug; plug it into a
115-volt outlet.
WARNING
Do not use electrical adaptors that eliminate
the ground prong on 115 volt plugs. Doing so
could cause electric shock and equipment
damage.
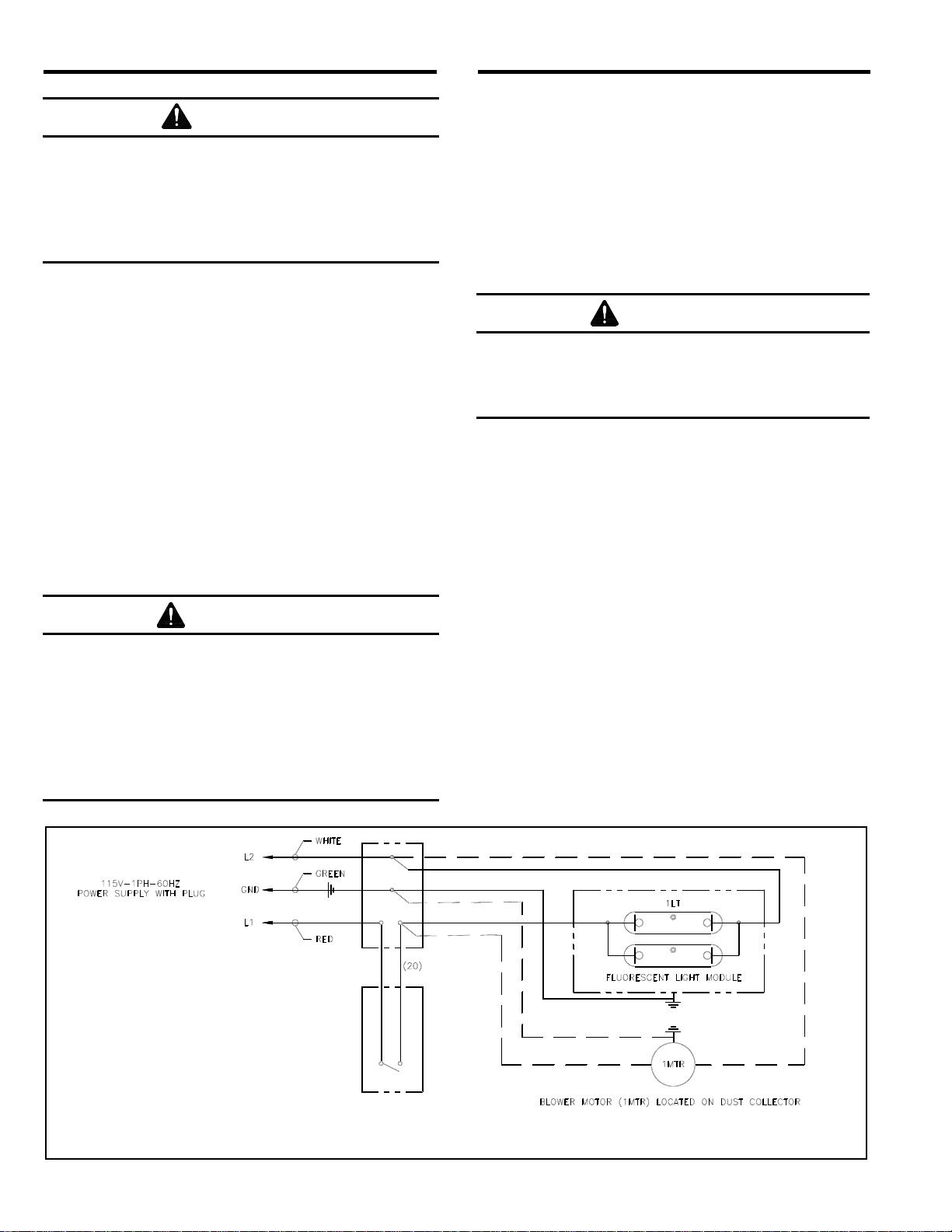
2.11.1.2 Refer to the wiring schematic in Figure 7 and
wire the dust collector motor per instruction on the motor
data-plate, to the junction box mounted on the cabinet.
When wired as noted in Figure 7, the dust collector
exhauster motor will start when the cabinet light switch
is turned ON, and stop when the switch is turned OFF.
2.11.2 Three-Phase Wiring
NOTE: a wiring schematic is packed inside the cabinet’s
control panel. After wiring is completed, keep a copy of
the schematic with the manual for future reference and
for electrical replacement parts.
2.11.2.1 Refer to the wiring schematic stowed inside the
control panel mounted on the cabinet and wire from the
users disconnect to the panel and from the panel to the
dust collector motor, per instruction on the motor dataplate.
Figure 7
115 VOLT, 1PH WIRING FOR CABINET AND DUST COLLECTOR MOTOR
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 10
BNP 65P and 220P PRESSURE BLAST CABINETS Page 9
2.11.2.2 Check the amperage on initial start up; if the
motor draws excessive amperage, gradually close the
dust collector damper, located on the inlet on CDC dust
collectors, and on the exhauster outlet on RPC and RPH
dust collectors, until the amperage is within the
specifications shown on the motor plate.
2.11.3 Check Motor Rotation
2.11.3.1 After wiring is completed, observe the warning
that follows and check the motor rotation. To check
rotation, turn the On-Off switch ON and quickly turn it
OFF, causing the motor to rotate slowly. Look through the
slots in the motor fan housing where rotation of the fan
can easily be observed. Proper rotation is indicated by
the arrow on the exhauster housing; the fan should
rotate toward the exhauster outlet. If it rotates in reverse,
change the wires as noted on the motor plate to reverse
rotation.
WARNING
Do not look into the exhauster outlet while the
paddle wheel is turning. Injury to the eye or
face could occur from objects being ejected
from the exhauster.
2.12 Anchor Blast Machine
2.12.1 Anchor holes are located in the blast machine
leg pads. When all the components are in their
permanent position, remove the temporary supports and
anchor through the holes to secure the machine to the
floor.
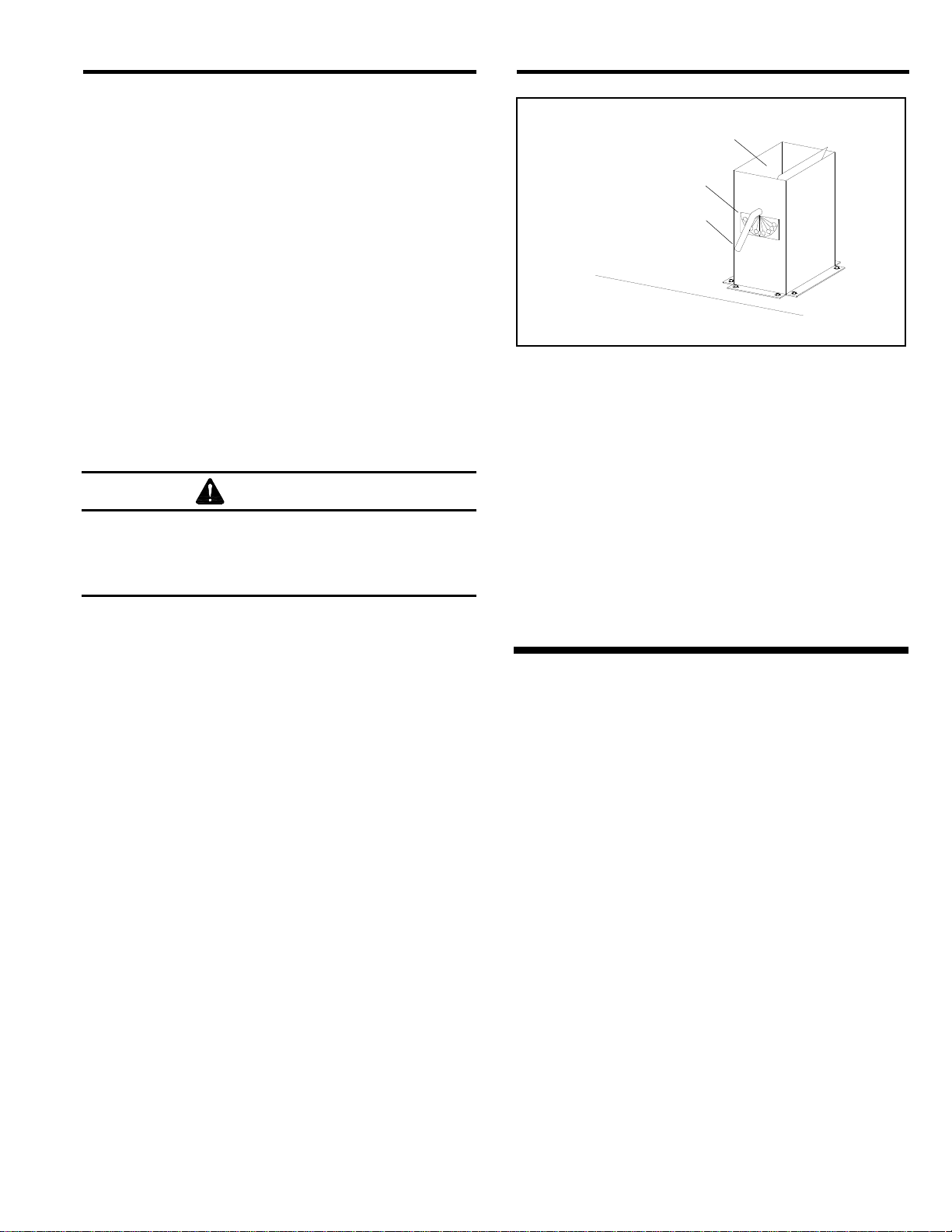
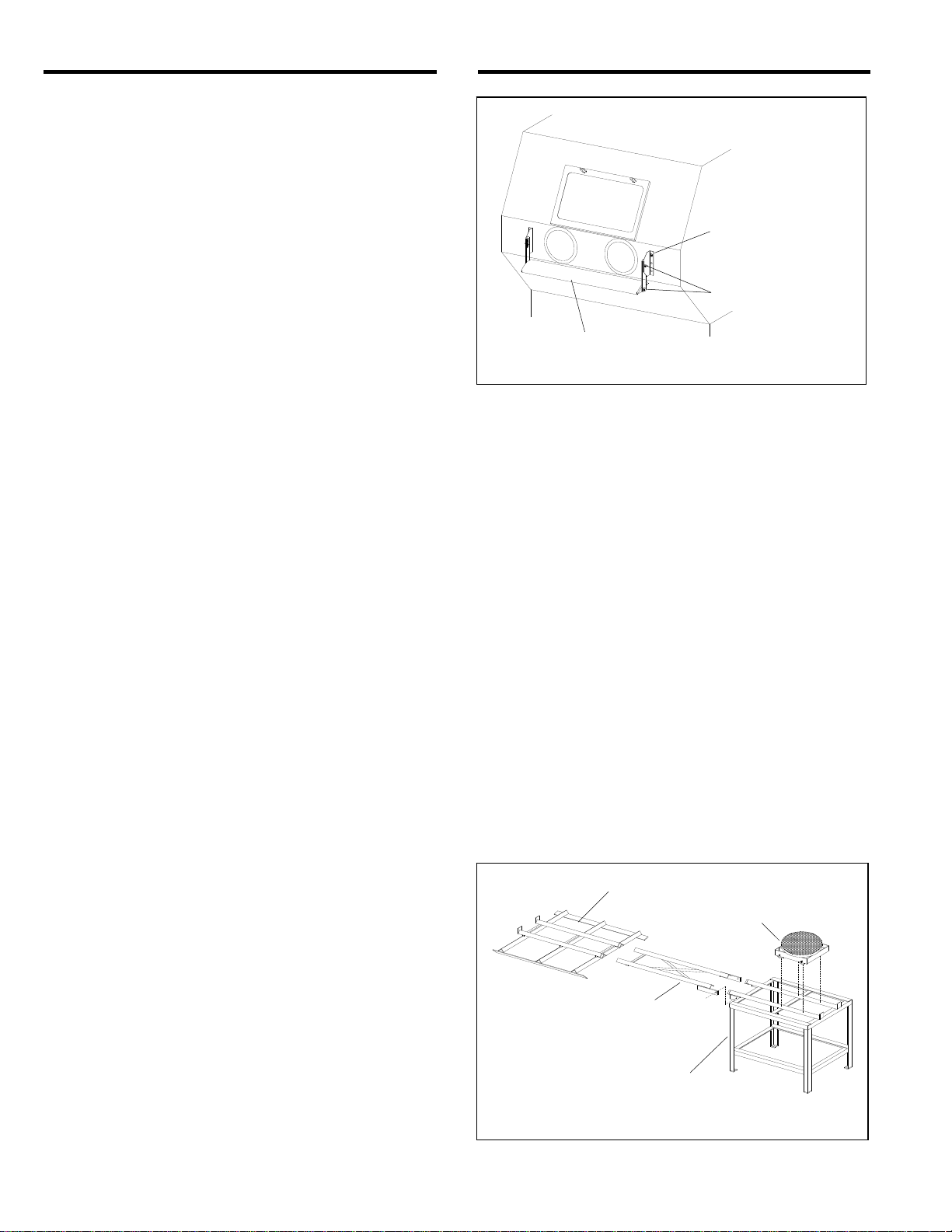
2.13 Cabinet Air-Inlet Damper, Refer to Figure 8
2.13.1 The air-inlet damper is located on the top of the
cabinet and must be set to match the cabinet
dimensions and reclaimer size. The air-damper was
preset prior to shipment; confirm the initial setting as
noted below.
2.13.2 The label on the damper show the settings in
degrees. The initial setting should align the handle as
noted below.
65 w/ 600 .......................... align handle to 30 degrees
65 w/ 900 ............ align handle to 0 degree (full open)
220 w/ 600 ........................ align handle to 30 degrees
220 w/ 900 .......... align handle to 0 degree (full open)
2.13.3 Loosen the lock nuts and align the damper
handle as noted. When correctly positioned, tighten the
lock nuts to maintain the setting. Refer to Section 5.6 for
adjustment procedure.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Air-Inlet Damper
Degrees Label
Damper Handle
Align handle to degrees as
noted in Section 2.13.2.
Figure 8
2.14 Final Assembly
2.14.1 Insert a section of 3/8 tubing into the automatic
drain at the bottom of the compressed-air filter and place
the other end into a pail. When the filter automatically
drains, the water will drain into the pail.
2.14.2 Position the foot pedal on the floor at the front of
the cabinet or on the foot shelf on ergonomic models.
2.14.3 A package of five view-window cover-lenses is
supplied with the cabinet. Install a cover lens per
Section 7.2. When the cover lens becomes pitted or
frosted, replace it.
3.0 FIELD INSTALLED ACCESSORIES
3.1 Aluminum Oxide Kit
3.1.1 An optional aluminum oxide kit is available
factory installed or may be field installed later.
Filed-installed (or replacement factory installed) kits
consist of black rubber curtains with grommets, curtain
hardware, boron carbide nozzle and light-lined flex
hose. If the existing flex hose is in good condition,
reserve the new hose for future replacement.
3.2 Curtain Installation
3.2.1 Match curtains to corresponding wall and doors.
3.2.2 Front and rear walls: Position the curtain on
the wall to be protected. Using the curtains as
templates, mark each mounting point through the
grommet holes along the upper edge of the curtain.
NOTE: When laying out the attachment points, the
upper edge of the rear curtain should be below the
bottom edge of the air duct partition. Remove the
curtains, and drill a .187" (3/16") diameter hole at each
point marked. Install the curtains using the fasteners
Page 11
BNP 65P and 220P PRESSURE BLAST CABINETS Page 10
est
provided (machine screw, 11/16 OD flat washer, lock
washer and nut) at each grommet. The flat washer is
used between the screw head and the rubber curtain
grommet on all curtains.
3.2.3 Doors: Using protectors against the curtains
and outer doors, clamp the door curtains in place.
NOTE: When laying out the attachment points, the
upper edges of the door curtains should be even with
the outer edges of the door’s sound proofing panel.
Insert a #10 self-drilling screw with an 11/16 OD flat
washer through the grommet holes. Use a screw gun
with a 5/16" socket to drill and thread the screws
through the door’s inner wall at each grommet.
3.2.4 Ergo Side Extensions: Position the curtain on
the wall to be protected. Use the curtain as a template
and mark the top mounting point through the grommet.
Remove the curtain, and drill a .187" (3/16") diameter
hole at each point marked. Install the curtains using the
fasteners provided (machine screw, 11/16 OD flat
washer, lock washer and nut) at each grommet. The flat
washer is used between the screw head and the rubber
curtain grommet on all curtains. After the curtain is hung,
mark and drill the cabinet and attach the lower
grommets in like manner.
3.3 Manometer
The optional manometer kit is listed in Section 9.1.
3.3.1 Consistent static pressure is necessary for
precise media separation, as the reclaimer's efficiency is
achieved by a centrifugal balance of air flow, particle
weight, and size. The manometer measures static
pressure. Reclaimer static pressure is set by adjusting
the dust collector damper. Refer to Section 5.3 to adjust
static pressure. Refer to Section 5.7 for manometer
instructions.
3.4 Armrest
3.4.1 Assemble the armrest and mounting brackets as
shown in Figure 9.
3.4.2 Position the assembly so the armrest is about
even with the bottom of the arm-port opening. Mark one
hole location on the front of the cabinet at each
mounting bracket.
3.4.3 Drill a 3/8" hole at both locations and mount the
armrest using 5/16 cap screw, washers and nuts. Install
the bolts from inside the cabinet to protect the threads
from abrasion, should the armrest need to be removed
at a later date.
5/16 x 1" Cap Screw,
Flat Washer, Lock
Washer and Nut
3/8 x 1" Cap Screw
and Lock Washer
Armr
Figure 9
3.4.4 Match drill the remaining four bracket holes and
install the remaining fasteners.
3.4.5 Loosen the fasteners on the slotted bracket and
raise or lower the armrest to a comfortable position.
3.5 Turntable with Workcar and Track
3.5.1 Components of the turntable and track
assembly are shown in Figure 10. The assembly
consists of:
1. The inside track assembly, which is placed inside
the cabinet.
2. The hinged track extension attaches to the support
table, and swings up to clear the door.
3. The track support table.
4. Turntable and workcar assembly.
NOTE: The track may be placed on either side of the
cabinet, allowing entry through either door. When
installing the inside track, place it so the stops are
opposite the entry door.
Hinged Track Extension
Track Support Table
Inside Track
Turntable and
Workcar
Figure 10
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 12

BNP 65P and 220P PRESSURE BLAST CABINETS Page 11
3.5.2 Place the inside track in the cabinet over the
existing grate as shown in Figure 11.
Entry Door
Stops
Grate
Figure 11
3.5.3 Position the track support table and extension
as shown in Figure 12. When the hinged extension is
lowered, the extension tracks must rest on the angled
locating supports welded to the bottom of the inside
tracks, and butt against the inside tracks.
The hinged extension must
rest on the inside track
support angles when lowered.
Extension
Support Angles
4.0 OPERATION
4.1 Media Loading and Unloading
4.1.1 Media Capacity: Media capacity depends on
the reclaimer size. Media capacity of 600 cfm units is
approximately 1.6 cu. ft. Full capacity will be below the
opening of the pop-up valve. Capacity of 900 cfm units
is approximately 2.0 cu. ft. Full capacity is when media
is at level of the pop-up valve.
4.1.2 Media Loading: With the exhauster OFF, add
clean dry media by pouring it into the reclaimer hopper
through the reclaimer door. Do not pour media directly
into the cabinet hopper, as over filling may occur.
Overfilling will result in media carryover to the dust
collector and possible blockage in the conveying hose.
Refill only after all media has been recovered from the
cabinet.
4.1.3 Media Unloading: To empty the cabinet and
blast machine of media, turn the exhauster ON and
blow-off the cabinet interior until all media is recovered
from the cabinet. Reduce pressure to 40 psi. Place an
empty container, such as a bucket, on the cabinet grate.
Remove nozzle and nozzle washer, close the door,
close the choke valve and press the foot pedal. Direct
media flow into the container. Empty the container when
full or before it is too heavy to handle, and repeat the
process until the machine is empty. Return the choke
valve to the full open position. Clean the nozzle holder
threads and inspect the threads on the nozzle and
nozzle holder before reinstalling the nozzle washer and
nozzle. If complete purging of media is required, use a
vacuum to clean media residue in cabinet hopper and
blast machine head.
4.2 Loading and Unloading Parts
Figure 12
3.5.4 Holes are provided on the track table leg pads
to permit anchoring when needed.
3.5.5 Raise the track extension to allow opening and
closing of the door.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
WARNING
Use solid fixturing to hold heavy parts in place.
Do not remove lift equipment until the part is
adequately supported to prevent movement.
Moving heavy, unsupported parts may cause
them to shift or topple, and cause severe injury.
This is especially important with the use of
turntables and turntables with tracks.
4.2.1 Load and unload parts through either door.
4.2.2 Parts must be free of oil, water, grease, or other
contaminants that will clump media or clog filters.
4.2.3 When blasting small parts or objects having
small pieces that could become dislodged and fall off,
Page 13

BNP 65P and 220P PRESSURE BLAST CABINETS Page 12
place an appropriately-sized screen over the grate (or
under the grate when frequently blasting small parts) to
prevent parts from falling into the hopper.
4.2.4 Close door; the door interlock system will
prevent blasting if either door is open.
4.3 Blasting Operation
CAUTION
Always close cabinet, reclaimer and dust
collector doors before blasting. Keep all
doors closed during blasting.
Always wear blast gloves.
Avoid pointing the blast nozzle toward the
view window.
Use the blow-off nozzle to blow media off
parts before opening doors.
After blasting, keep doors closed and
exhauster running until the cabinet is clear
of all airborne dust.
Stop blasting immediately if dust leaks are
detected.
4.3.1 Slowly open the air valve on the air supply hose
to the blast machine. Check for air leaks on the initial
start up and periodically thereafter.
4.3.2 Turn ON the lights and exhauster. The on/off
switch performs both functions.
4.3.3 Load parts.
4.3.4 Close door; the door interlock system will
prevent blasting if either door is open.
WARNING
Shut down the cabinet immediately if dust leaks
from the dust collector or cabinet. Make sure the
dust collector filters a re correctly seated and
not worn or damaged. Prolonged breathing of
any dust could result in serious lung disease or
death. Short term ingestion of toxic dust such
as lead, poses an immediate danger to health.
Toxicity and health risk vary with dust
generated by blasting. Identify all material
being removed by blasting, and obtain Safety
Data Sheets (SDS) for the media.
4.3.5 Insert hands into rubber gloves.
4.3.6 To blast, hold the nozzle holder or hose just
behind the nozzle holder, point the nozzle toward the
object to be blasted, and apply pressure to the foot
pedal. Blasting will begin almost immediately.
4.3.7 Adjust the pilot pressure regulator to the
required blasting pressure, per Section 5.1. The
regulator is located on the top, left side of the cabinet.
NOTE: Pressure registers on the gauge only while
blasting.
NOTE When blasting parts off the grate, use a solid
conductive back rest to support the part. Without this
assist, especially with longer blasting operations, the
operator will tire easily from resisting blast pressure, and
static electricity could build up in the ungrounded part
and cause static shocks. Whenever possible avoid
holding small parts that require blasting into the glove.
4.3.8 If an object should fall through the grate, stop
blasting immediately and retrieve it.
4.4 Stop Blasting
4.4.1 To stop blasting, remove pressure from the foot
pedal. The blast machine will depressurize each time
the foot pedal is released.
4.4.2 The blast machine refills with media stored in
the reclaimer each time the foot pedal is released.
Refilling takes approximately 15 seconds.
4.4.3 Use the blow-off nozzle to blow media off
cleaned parts.
4.4.4 Keep doors closed and exhauster running until
the cabinet is clear of all airborne dust.
4.4.5 Unload parts. Shut off the air supply valve, and
switch OFF the lights and exhauster.
4.5 Blasting Technique
4.5.1 Blasting technique is similar to spray painting
technique. Smooth continuous strokes are most
effective. The distance from the part affects size of blast
pattern. Under normal conditions, hold the nozzle
approximately 6" from the surface of the part.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 14

BNP 65P and 220P PRESSURE BLAST CABINETS Page 13
w
5.0 ADJUSTMENTS
5.1 Blasting Pressure
5.1.1 The pilot pressure regulator, located on the top,
left side of the cabinet, enables the user to adjust
blasting pressure to suit the application. The suitable
pressure for most purposes is about 80 psi. Lower
pressures may be required on delicate substrates, and
will reduce media breakdown. Higher pressure may be
required for difficult blasting jobs on durable substrates,
but will increase media breakdown. Optimal production
can only be achieved when pressure is carefully
monitored.
5.1.2 If the application requires blasting below 40 psi,
first pressurize the blast machine at 40 psi, and then
turn the pressure to the required setting before blasting
the part. If the initial pressure is below 40 psi, the pop-up
valve may not seal.
5.1.3 Pressure registers on the gauge only while
blasting. While holding the nozzle securely, adjust air
pressure at the pilot regulator located on the top, left
side of the cabinet.
5.1.4 To adjust pressure, unlock the knob by pulling it
out as shown in Figure 13, and turn it clockwise to
increase pressure or counter-clockwise to decrease
pressure. Once operating pressure is set, push in on the
knob to lock it and maintain the setting.
Pull knob out to unlock
Push knob in to lock
When viewed from the knob end,
turn clockwise to increase pressure
turn counterclockwise to decrease pressure
Blast Pressure Regulator
Located on top left
side of cabinet
Adjustment Knob
Figure 13
5.2 Media Metering
These instructions and the illustration in Figure 14 are
for a standard cabinet with Sentinel Metering Valve.
Optional metering valves may function differently, but
the process is similar. Refer to the metering valve
owner’s manual for the operation of the valve provided.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
5.2.1 Adjust media flow using the metering valve
located at the bottom of the blast machine. The valve is
closed when the handle is fully to the right. To adjust,
begin with the valve closed, press the foot pedal and
have someone slowly move the handle to the left to
increase media flow. Allow time for the flow to stabilize
before further adjusting. The valve is fully open when the
handle is at the full left position. The optimum flow rate
depends on the type and size of media and blasting
pressure, and can best be determined by experience.
Use as little media as possible to do the job while
maintaining the best cleaning rate. Generally, with the
correct mixture, abrasive can be seen as light
discoloration as it exits the nozzle.
Move handle to
the left to increase
abrasive flo
N
E
P
O
Control Handle
Move handle to the
right to decrease
abrasive flow
C
L
O
S
E
Some items are
removed for clarity
Figure 14
5.3 Reclaimer Static Pressure
5.3.1 Correct static pressure varies with the size of
reclaimer and the size, weight and type of media.
5.3.2 Adjust static pressure by opening (handle inline
with air flow) or closing (handle perpendicular to air flow)
the dust collector damper. Refer to the dust collector
owner’s manual, the damper is located on the inlet on
CDC-1 dust collectors, and on the exhauster outlet RPC2 and RPH dust collectors. If the damper is not opened far
enough, the reclaimer will not remove fines, resulting in
dusty media, poor visibility, and possible media blockage
in the conveying hose. If the damper is opened too far, it
may cause carryover (usable media carried into the dust
collector) and result in excessive media consumption.
Open only as far as necessary to obtain a balance of
dust removal without media carryover.
5.3.3 A manometer is useful when adjusting or
monitoring static pressure. The optional manometer kit
is listed under Optional Accessories in Section 9.1.
Refer to Section 5.7 for operation. The following are
Page 15

BNP 65P and 220P PRESSURE BLAST CABINETS Page 14
static pressure starting points for given media. Static
pressure may need to be lower with finer media and
higher with coarser media. Run the media through
several blast cycles allowing the reclaimer to function
with these settings. Inspect the media in the reclaimer
and fines in the dust collector as noted in Paragraph
5.3.2. Continue adjusting static pressure until optimum
media cleaning without carryover is attained.
Glass Bead No. 4 to 7 ................................. 3" to 3-1/2"
Glass Bead No. 8 to 13 ................................... 2-1/2 - 3"
Alox. 60 & coarser ................................................ 4 - 5"
Alox. 80 & finer ............................................... 2-1/2 - 3"
Steel Grit .............................................................. 6 - 7"
5.3.4 If the damper has been adjusted and carryover
or excessive dust in the media continues, the optional
adjustable vortex cylinder may help by fine-tuning
media separation. The vortex cylinder is usually required
only when using 180-mesh and finer media, or
lightweight media. Refer to Section 5.4, and Accessories
in Section 9.1.
5.4 Optional Externally-Adjustable Vortex Cylinder
NOTE: The externally adjustable vortex is an option
when the cabinet is provided with a CDC-1 Dust
collector. The vortex is standard with reclaimers when
the cabinet is provided from the factory with an RPC or
RPH dust collector.
The vortex cylinder fine-tunes media separation. Before
adjusting the cylinder, adjust the damper on the dust
collector to increase or decrease static pressure per
Section 5.4. Once the damper is adjusted, adjust the
cylinder.
5.4.1 The vortex cylinder is located atop the reclaimer
where the flex hose connects. Adjustments are made by
loosening the handle's tensioning knob and moving the
handle to achieve the correct setting. When the correct
setting is established, tighten the locking knob to prevent
movement. Start with the lever slightly to the right (about
one o’clock as shown in Figure 15) of the vertical position.
5.4.2 To Remove More Fines: (Too much dust in
media) Raise the cylinder by moving the lever left
toward "COARSE", in 1/4" increments at the indicator
plate. Allow the media to go through several blast cycles
before determining if further adjustment is needed.
5.4.3 To Remove Less Fines: (Excessive usable
media is carried to the dust collector) Lower the vortex
cylinder by moving the lever right toward "FINE", in 1/4"
increments at the indicator plate. NOTE: If the cylinder is
lowered too far, the reclaimer will again begin to allow
usable media to be carried over, and cause abnormally
high static pressure.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
5.4.4 When using media finer than 180-mesh, the
inlet baffle of the reclaimer may need to be removed.
Refer to Section 1.10.6.
Remove more fines
from media by
moving the handle
farther to the left
Remove less
fines by moving
the handle farther
to the right
Tensioning Knob
Figure 15
5.5 Door Interlocks, Figure 16
WARNING
Never attempt to override the interlock system.
Doing so could result in injury from unexpected
blasting.
5.5.1 The door interlocks disable the blasting
control circuit when either door is open. To enable
blasting, the door interlock switch must be engaged
when the doors are closed. The interlocks are set at
the factory and do not normally require field
adjustment unless parts are replaced. When
adjustment is required, proceed as follows.
5.5.2 Close cabinet doors.
5.5.3 Loosen the actuator bracket screws and
adjusting screw nut. Move the actuator bracket up or
down, and the screw sideways, to center the screw on
the over-travel stop. Tighten the bracket screws.
5.5.4 Turn the adjusting screw in or out as required to
engage the switch without applying excessive pressure
on it. Tighten the adjusting screw nuts.
5.5.5 Test the operation with the doors open and then
again closed. Point the nozzle away from the door during
the tests, and open the door only enough to disengage
the interlock switch. The interlocks should stop the
blasting when the doors are opened, and permit blasting
when the doors are closed. NOTE: Negative pressure
inside the cabinet may cause the doors to flex inward.
Tests should be performed with the exhauster running.
Page 16

BNP 65P and 220P PRESSURE BLAST CABINETS Page 15
Detent Sleeve
Over-travel Stop
Adjusting Screw Nut
Loosen both nuts and move
screw sideways as needed to
center adjusting screw-head
on the over-travel stop.
Adjust the screw to depress
the over-travel stop when
door is closed.
Actuator Bracket
Bracket Screws
Loosen bracket screws and
move bracket up or down as
needed to center adjusting
screw-head on the overtravel stop.
Cabinet Door
Figure 16
5.6 Cabinet Air-Inlet Damper (cabinet static
pressure)
5.6.1 Once the inlet is initially set per Section 2.13, it
seldom requires readjustment. The initial setting
produces approximately 0.5" to 0.75" of static pressure
in the cabinet enclosure Do not confuse cabinet static
pressure with reclaimer static pressure, which is
controlled by the dust collector damper as noted in
Section 5.3. Reclaimer pressure must be set before
cabinet pressure.
5.6.2 Using a manometer (as noted in Section 5.7 and
listed in Section 9.1) is the most accurate method of
monitoring and adjusting cabinet pressure. Following the
instructions packed with the manometer, start the
exhauster and insert the needle into a glove, and adjust
pressure using the inlet damper. Open the damper
farther to decrease static pressure or close it farther to
increase pressure.
5.6.3 If a manometer is not available, use the gloves
as an indicator. With the exhauster running, the gloves
should be inflated, but not elevated off the grate.
5.7 Optional Manometer
NOTE: These instructions show several methods of
taking static pressure readings (negative pressure) on
cabinet reclaimers using a flexible tube manometer. Use
the method best suited for the application. The
instruction explains the processes for taking periodic
readings and shows how to permanently install the
manometer for taking frequent readings. Permanent
fittings should be installed when rigid ducting is used, or
when the manometer installation is permanent. Use
silicone sealer or other sealant to seal around the fitting
to prevent leaks. The fitting should be capable of being
capped when the manometer tube is removed. Capping
the fitting will prevent leaks that alter the reclaimer’s
separation efficiency. The readings are reference points
so it doesn’t matter where the readings are taken as
long as they are always taken at the same location.
Taking readings at different locations could produce
different results. Static pressure readings at the door are
generally 0.5" to 1" lower than those taken above the
reclaimer.
5.7.1 Refer to directions packed with the manometer
for preparation and operating instructions for the
manometer.
5.7.2 Connect one end of the 3/16" ID tubing to one of
the tubing connectors (elbow) at the top of the
manometer by pushing it over the barbed adaptor.
5.7.3 Leave the needle protector on the needle and
insert the needle into the other end of the tubing. The
ends of the tubing must fit tight on the manometer and
needle; leaks will give inaccurate readings.
5.7.4 Open both manometer valves (elbows) per the
instructions provided with the manometer.
5.7.5 Magnets on the manometer hold it in position on
the reclaimer body. The manometer must be verticallyplumb so the fluid is level on both sides.
5.7.6 Adjust the slide rule to align the zero with the
fluid level. Refer to Figure 18
5.7.7 Needle placement: Ref. Figure 17.
5.7.7.1 Taking readings in the flex hose: Remove the
needle protector, and insert the needle into the flex hose
approximately 8" from the top of the reclaimer.
5.7.7.2 Taking readings at the reclaimer door: Open
the reclaimer fill door, remove the needle protector and
place the needle so the point is inside the door opening.
Carefully close the door on the needle. The side of the
needle will embed into the rubber, creating an airtight
seal.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 17

BNP 65P and 220P PRESSURE BLAST CABINETS Page 16
Pull-thru reclaimers only.
Insert the needle into
straight section of flex
hose, about 8-inches
above the top of the
reclaimer.
Place the needle so the
point is inside the door
opening. Carefully close
the door on the needle.
For taking frequent readings,
install a permanent fitting in
the reclaimer wall, just below
the inner cone as shown.
8
The manometer must be vertical when
taking pressure readings.
With the exhauster OFF,
slide the rule to align the
zero with the fluid level.
To obtain the pressure reading: With
the exhauster ON, add the number
of inches the fluid travels up one
column, to the inches the fluid travels
down the other column. The total is
the static pressure reading.
Reclaimers are for reference and
may differ from those shown.
Figure 17
In the example shown, fluid traveled up
the right column 1-3/4 inch,
and down the left column 1-3/4 inch.
Static pressure is determined by adding
the columns together. In the example,
the static pressure is 3-1/2 inches.
5.7.8 Turn the exhauster ON. The negative (static)
pressure will move fluid in the tube.
NOTE: Readings must be taken with the cabinet
doors open, and with the exhauster running.
5.7.9 To find the static pressure, add the number of
inches the fluid travels up one column to the inches the
fluid travels down the other column. Refer to the
example in Figure 18.
5.7.10 After the readings are taken, replace the needle
protector. Close the manometer valves and store the
manometer in the original container in a clean area.
NOTE: If the manometer installation is permanent, the
manometer may remain on the reclaimer body after the
Figure 18
5.8 Foot Shelf, Ergonomic models only
5.8.1 Raise the shelf to remove pressure from the
locating pins, and remove the pins. Adjust the shelf
height and insert the pins.
valves are closed.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 18

BNP 65P and 220P PRESSURE BLAST CABINETS Page 17
6.0 PREVENTIVE MAINTENANCE
NOTE: To avoid unscheduled downtime, establish an
inspection schedule. Inspect all parts subjected to media
contact, including; nozzle, media hose, flex hose, in
addition to all items covered in this section. Adjust
frequency of inspections as needed based on usage,
type of media, and condition of parts being blasted.
6.1 Daily
6.1.1 Check media level in reclaimer and refill as
necessary.
6.1.2 Check reclaimer debris screen for debris. The
screen is accessible through the reclaimer door. With
the exhauster OFF, remove the screen and empty it
daily or when loading media. Empty the screen more
often if part blasted causes excessive debris. Do not
operate the machine without the screen in place,
oversized byproduct from blasting could plug the nozzle.
6.1.3 Empty the compressed-air filter drain pail at
least once a day, and more often if needed. Moist air
inhibits the flow of media. Drain the air line and receiver
tank regularly. If the filter does not remove enough
moisture to keep media dry and flowing, it may be
necessary to install an air dryer or aftercooler in the
compressed-air supply line.
6.1.4 Refer to the dust collector owner’s manual and
empty dust containers. Adjust intervals based on filling
rate.
6.1.5 Refer to the dust collector owner’s manual and
drain the pulse manifold at the end of each shift.
6.1.6 Refer to the CDC-1 dust collector manual for
pulsing instructions and pulse the cartridge at least
every half hour of blasting and before turning OFF the
exhauster. Dusty blasting conditions will require more
frequent pulsing. RPC and RPH dust collectors are
automatically pulsed at timed intervals.
6.2 Weekly
6.2.1 Make sure that couplings are secure and lock
pins and safety cables are in place.
6.2.2 Check coupling gaskets, couplings, and nozzle
holders for leaks and wear. Replace as necessary.
6.2.3 Inspect nozzle for wear. Replace when orifice
diameter is worn 1/16” larger than original size. Replace
the nozzle washer when worn.
6.2.4 While blasting have someone inspect all
external piping, hoses, valves, and couplings for air
leaks. If leaks are found repair immediately.
6.2.5 While blasting have someone check the blast
machine for air leaks. If leaks are found around the popup valve, inspection door, or pipe fittings at the bottom of
the cone, stop blasting immediately and repair or
replace worn parts. If leaks are not identified and
corrected, abrasive erosion could cause irreparable
damage to the blast machine.
6.2.6 Inspect the blast hose for wear and thin spots by
pinching it every 6 to 12 inches. Soft spots mean the
hose is worn. The first sign of wear is usually along the
outside radius where the hose bend just behind the
nozzle holder. Replace the hose as soon as soft spots
are noted. Couplings will not safely grip worn hose,
and may detach under pressure.
6.2.7 Inspect gloves for wear. The first sign of
deterioration may be excessive static shocks. Replace
as needed per Section 7.1.
6.2.8 Inspect flex hoses for wear.
6.2.9 Inspect outlet valve diaphragm: Remove the cap
four screws and inspect the diaphragm. Replace the
diaphragm if worn or cracked. Continued use with a
warn diaphragm will quickly wear the valve casting.
6.2.10 Inspect view window cover lens, Replace as
needed per Section 7.2.
6.2.11 During operation, inspect cabinet door seals for
media leaks.
6.3 Monthly
6.3.1 Inspect reclaimer wear plate or rubber liners for
wear. Replace as necessary per section 7.10 or 7.11.
6.3.2 Inspect reclaimer door gasket for damage.
6.4 Dust Collector
Reverse-pulse dust collectors are covered in a separate
manual. Refer to Section 1.1.1.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 19

BNP 65P and 220P PRESSURE BLAST CABINETS Page 18
7.0 SERVICE MAINTENANCE
7.1 Gloves
7.1.1 Special static-dissipating gloves are provided for
operator comfort. It will be necessary to change gloves
periodically as they wear. The first sign of deterioration
may be excessive static shocks.
7.1.2 Band-clamp type: Band-clamp type gloves are
held in place by metal band-clamps on the inside of the
cabinet. To replace, loosen the clamps with a
screwdriver, replace the gloves, and tighten the clamps.
7.1.3 Quick-Change type, clampless installation:
Quick-change gloves are held in place using spring rings
sewn into to the attachment end of the glove. To install,
insert the glove into the arm port, so one spring is on the
inside of the port and the other is on the outside,
sandwiching the arm port between both spring rings.
7.2 View Window Cover Lens
7.2.1 Rapid frosting of the view window can be
avoided by directing ricocheting media away from the
window, and by installing a cover lens on the inside
surface of the window. Using cover lenses prolongs the
life of the view window.
Coupling Screws
7.2.2 The best way to install a cover lens is to remove
the window from the cabinet. If, for some reason, it is not
practical to remove the window, the lens may be applied
with the window glass in place.
7.2.3 To install a cover lens, carefully remove the
adhesive backing making sure the adhesive remains on
the lens, and apply the lens to the clean, dry, inner
surface of the view window. When the cover lens
becomes pitted or frosted, replace it.
7.3 Blast Hose and Nozzle, Refer to Figure 19
7.3.1 When replacing blast hose make sure the hose
is square cut and that it is fully inserted into the nozzle
holder and coupling until it seats tightly against the
shoulder in the holder and coupling, as shown in Figure
19. Make sure correctly sized screws are used to secure
the nozzle holder and blast hose coupling. Screws
should not penetrate the inside of the blast hose.
7.3.2 Replace the nozzle when its inside diameter has
increased by 1/16", or sooner if pressure diminishes
noticeably. Make sure the nozzle washer is in good
condition and in place before screwing the nozzle into
the nozzle holder. Make sure the nozzle is screwed
tightly into the nozzle holder; if nozzle is not tight against
the nozzle washer, thread erosion will occur and nozzle
will fuse to nozzle holder.
Blast Hose
Make sure end of blast hose
is squarely cut like this,
not like this
Nozzle Holder
Nozzle Washer
Make sure hose is fully
seated against nozzle
holder and coupling
Nozzle
Make sure nozzle washer is in
good condition and is in place
Screw nozzle tightly into nozzle holder.
Make sure nozzle compresses the
washer to create tight seal
Make sure coupling screws are secure but
do not penetrate the inner tube of the hose
Figure 19
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 20

BNP 65P and 220P PRESSURE BLAST CABINETS Page 19
7.4 View Window Replacement
5/16 x 3/4 Gasket
WARNING
Do not use plate glass for replacement view
windows. Plate glass shatters on impact and
could cause severe injury. Use only genuine
replacement parts.
7.4.1 Remove the two window frame nuts located on
the upper edge of the window frame, and swing the
window frame open. NOTE Ergo models are not
hinged; they are held by four frame nuts. If the frame
is to remain open, for cleaning or other reasons, remove
it per Section 7.6.
7.4.2 Remove the old window.
7.4.3 Inspect the window frame gaskets, on both the
window frame and on the cabinet. If either gasket is
damaged, replace it per section 7.5.
7.4.4 Install optional view window cover lens per
Section 7.3.
7.4.5 Set the new window (cover lens down) squarely
over the window opening, making sure that all edges of
the window are centered and overlapping the window
gasket, and that the window is resting on the window
support tabs..
7.4.6 Swing the window frame into place and tighten
the frame nuts.
7.5 Window Gasket Replacement, Figure 20
7.5.1 Inspect the gaskets when changing the view
window. Replace the window frame gasket and cabinet
window opening gasket at the first sign of media leakage
around the view window, or if gaskets are worn or
otherwise damaged.
7.5.2 Remove the window and window frame per
Section 7.6.
7.5.3 Remove all the old gasket material and clean
the surfaces of the cabinet and window frame.
7.5.4 Peel a short section of adhesive backing from
the 5/16-thick strip gasket, and adhere the gasket to
the center of the top edge of the window opening, as
shown in Figure 20. Peel additional backing as needed,
and work the strip around the radius of each corner,
pressing it firmly to bond. Trim the gasket to fit and
compress the ends to seal.
Cabinet Front
5/32 x 3/4 Gasket
Window Frame
Figure 20
7.5.5 Using 5/32-thick strip gasket, repeat the
process on the underside of the window frame.
7.5.6 Trim around window frame bolts slots, as needed.
7.6 Window Frame Removal, Figure 21
7.6.1 Remove the two window frame nuts located on
the upper edge of the window frame, and swing the
window frame open. NOTE: Ergo models are not
hinged; they are held by four frame nuts.
7.6.2 Remove the window to prevent breakage.
7.6.3 Pivot the window frame up or down until tension
is off the frame hinges.
7.6.4 Slide the frame to the right, to remove. The
hinges separate as shown in Figure 21
Support Tabs
Pivot the frame up or down
until tension is removed
from the hinges.
Slide the frame to the right
to separate the hinges.
NOTE: Ergo models are not hinged.
Figure 21
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 21

BNP 65P and 220P PRESSURE BLAST CABINETS Page 20
7.6.5 Replace the frame in reverse order. Align the
top bolt holes with the bolts; slide the frame as
necessary.
7.6.6 Set the new window squarely over the window
opening, making sure that all edges of the window are
centered and overlapping the window gasket, and that
the window is resting on the window support tabs.
7.6.7 Swing the window frame into place and tighten
the frame nuts.
7.7 Light Assembly
7.7.3 Lens and Tube Replacement
7.7.3.1 Remove the four wing nuts holding the light
fixture to the cabinet, and use the handles to lift the
fixture off the cabinet.
7.7.3.2 Flip the fixture over to access the lens screws,
ref. Figure 23.
Lens Screws (4)
Lens
NOTICE
Use an approved step ladder when servicing
the light assembly. Do not climb on top of the
cabinet. The cabinet top will not support the
weight of a person.
7.7.1 Shut OFF electrical power.
7.7.2 Gasket Replacement
7.7.2.1 Remove the four wing nuts holding the light
fixture to the cabinet, and use the handles to lift the
fixture off the cabinet, as shown in Figure 22.
Handle
Light Assembly
Wing nut
Gasket
Figure 22
7.7.2.2 Remove all the old gasket material and clean
the surfaces of the cabinet.
7.7.2.3 Lay a section of strip gasket next to the opening,
and cut to length, allowing 3/4 overlap on each end.
Peel a short section of adhesive backing and adhere the
strip gasket to the top edge of the light opening, as
shown in Figure 22. Press the gasket tightly to bond.
Repeat the process for each side, compressing the ends
to seal.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Figure 23
7.7.3.3 Remove the four lens screws and remove the
lens.
7.7.3.4 Replace the lens or tubes as required.
7.7.3.5 Inspect the gasket, and replace when worn or
damaged.
7.7.3.6 Reassemble in reverse order.
7.8 Pop-up Valve Replacement, Figure 24
7.8.1 Empty the machine of media as described in
Section 4.1.3.
7.8.2 Depressurize the blast machine, and lockout
and tagout the compressed-air supply.
WARNING
Failure to observe the following procedure
before performing any maintenance could
cause serious injury or death from the sudden
release of compressed air.
Depressurize the blast machine.
Lockout and tagout the compressed air
supply.
Bleed the air supply line to the blast
machine.
Tubes
Page 22

BNP 65P and 220P PRESSURE BLAST CABINETS Page 21
7.8.3 To gain access to the pop-up valve, remove the
inspection door assembly.
7.8.4 Use a short pipe wrench to unscrew the pop-up
valve guide as shown in Figure 24, by turning it
counterclockwise. Remove the pop-up valve and guide
from the machine.
7.8.5 Slide the new pop-up valve over the guide, and
then screw the valve guide (with the pop-up valve on it)
into position inside the machine. Tighten the guide
wrench-snug, but not wrench-tight. Over-tightening the
guide will make it difficult to remove next time the popup valve needs replacement.
Pop-up Valve
Tighten
Pop-up Guide
Loosen
Figure 24
7.8.6 Put a new gasket on the inspection door, then
bolt the door onto the machine.
7.9 Pop-up Valve Seat Replacement
7.9.1 The easiest method to replace the rubber pop-up
seat is through the reclaimer access door. If for some
reason replacement cannot be made through the
reclaimer, observe the warning in Section 7.8, and empty
the machine and bleed the air supply line. Remove the
inspection door assembly and work through the opening.
7.9.2 Remove the old seat by using a finger,
screwdriver, or similar object, to work the seat out of the
retainer groove.
7.9.3 Push the new seat all the way through the port
and then fit it into the groove. For the last few inches, pull
up on the seat and allow it to "pop" into position.
7.10 Reclaimer Wear Plate Replacement
7.10.1 Remove the reclaimer inlet adaptor and old
wear plate. The wear plate is held in place with screws
attached from the outside of the reclaimer; remove the
screws and pull out the wear plate from the reclaimer
inlet.
7.10.2 Angle the new wear plate into reclaimer inlet
until it is in position with the straight end at the inlet.
Using a board or similar object as leverage, pry the wear
plate against the inner wall of the reclaimer. While
forcing the wear plate against the reclaimer, install sheet
metal screws through the old screw holes to secure.
Caulk seems between the wear plate and reclaimer to
prevent rapid wear in those areas.
7.11 Replacing or Field Installing Optional
Reclaimer Rubber Liners, Figure 25. The reclaimer
must be designed to accept liners and have a removable
top.
7.11.1 Remove the flex hoses from the reclaimer inlet
and outlet.
7.11.2 Remove the bolts and nuts, securing the
reclaimer top, and then remove the top.
7.11.3 If the reclaimer is currently unlined, proceed to
the installation note preceding Paragraph 7.11.10.
7.11.4 Remove the top liner and tube liner. NOTE: 900
cfm only (600 cfm reclaimers do not have a tube liner):
Grind the tack welds from the bottom of the tube liner
that secures the tube liner to the tube, then slide the
liner off the inner tube.
7.11.5 Remove the bolts located along the side of the
inlet, and remove the inlet baffle.
7.11.6 To remove the inlet-top liner, remove the self-
drilling screws securing it to the top of the inlet. NOTE:
600 reclaimers do not have an inlet-top liner.
7.11.7 Wall liner and inlet-side liner are held in place
with self-drilling screws. NOTE: The inlet side-liner for a
600 reclaimer is part of the wall liner, fold the strait
section for side liner inward enough to remove the liner
through the reclaimer top. From the outside of the
reclaimer, remove the screws, and remove the liner.
7.11.8 Inner cone liners and cone-ring liners are glued
onto the inner cone. Pull off the liners to remove them.
7.11.9 Remove old caulking and adhesive from the
weldment.
Installation Notes: The numbers in parentheses (-)
shown in Figure 25 and the applicable paragraphs,
show the recommended order of installation. When
installing the liners, make sure that seams are aligned.
The final assembly must be smooth and free of
protrusions, edges, and gaps. Any edges will disrupt the
air flow, causing wear, and affect the reclaimer’s media
cleaning efficiency.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 23

BNP 65P and 220P PRESSURE BLAST CABINETS Page 22
600 cfm only. The inlet-side and wall liner are one-
piece. To remove the wall liner the straight inlet section
must be folded inward enough to remove the liner through
the top of the reclaimer. The new liner must be folded
inward enough to insert it through the reclaimer top. There
are no inlet-top liner or tube liner on 600 reclaimers.
7.11.10 (1st) Place the cone-ring liner on the inside of
the cone-ring; check fit and trim if needed. Apply
medium-set contact cement to the fabric side and install
the liner. NOTE: Follow the instructions provided with
the adhesive. Some adhesives require it to be applied to
both contact surfaces. Smooth out the liner to eliminate
air pockets.
7.11.11 (2nd) Place the cone liner in the cone with the
fabric side down, and check the fit, trim if necessary.
Follow the instructions provided with the adhesive and
apply medium-set contact cement to the fabric side, and
install the cone liner. Smooth out the liner to eliminate
air pockets.
*Tube Liner (7th)
Inlet Baffle (5th)
Bolts enter from inside
*Inlet-Top Liner
(3
*Inlet-Side
Liner (3
rd
Cone-Ring Liner (1st)
Top Liner (6
Note seam location
The baffle and tube on
900 reclaimers are two
piece. Tubes liners are
rd
)
)
not used with 600 cfm.
Wall Liner (4th)
Self-Drilling
Screws
Cone Liner (2nd)
th)
* Ref 600 liners: Inlet-side liner is part of wall liner.
Inlet-top liner and tube liner are not used.
Figure 25
rd
7.11.12 (3
) Position the inlet-side liner and inlet-top
liner to make sure they fit; trimming is occasionally
required. Align the inlet-side liner and inlet-top liner and
clamp them in place. Use a self-drilling screw at each
hole location in the weldment to secure replacement
liners. NOTE: To field install new, first-time inlet-side
liner and inlet-top liners, after clamping the liners, use
self-drilling screws at each liner corner to secure them.
th
7.11.13 (4
) Clamp the wall liner in place, making sure it
is flush with the top of the reclaimer body and that the
cutout is aligned with the reclaimer inlet. Mark the wall
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
liner at the three bolt-hole locations for the inlet baffle.
Remove the liner and drill the bolt holes. Reinstall the
wall liner. Align the three bolt holes and temporarily
place bolts through the holes to hold it in place. Clamp
the liner, and while pushing the liner against the
weldment, secure replacement liners, with self-drilling
screws at each existing hole location. NOTE: To field
install a new, first-time wall liner, use self-drilling screws
to secure it at the seam and an inch or two from the top
and bottom at each quadrant. Remove the temporary
inlet baffle bolts after the liner is secured.
7.11.14 Apply silicone caulking to seal seams around the
inlet-side liner and reclaimer weldment, and between the
inlet-top liner and wall liner seam. Apply caulking at the
seams of the cone-ring liner and cone liner and between
the cone liner and wall liner. Wipe the caulking smooth.
NOTICE
All seams between each liner must be sealed,
and all seams between the liners and reclaimer
weldment must be sealed. Voids will cause
premature wear.
7.11.15 (5
edge of the inlet baffle that will fit against the inner tube.
Install the inlet baffle; bolts should be installed from the
inside of the reclaimer to attach nuts from the outside.
7.11.16 (6
align the holes in the liner with those in the top. Note
that the holes around the inlet are spaced differently
from the others. Temporarily install a couple of bolts to
keep the alignment.
7.11.17 (7
use worm clamps to temporarily clamp the liner to the
tube. NOTE: 600 cfm reclaimers do not have a tube
liner. Align it so the seam is on the backside of the
baffle, as shown in Figure 25. Make sure the tube liner is
tight against the top liner, then tack it to the bottom of
the inner tube in three or four places. Remove the
clamps when the tube liner is secured.
7.11.18 Apply caulking to the seam on the tube liner,
and between the tube liner and top liner.
7.11.19 Apply caulking around the top edge of the wall
liner and inlet-top liner.
7.11.20 Align the reclaimer top assembly and lower it
into place being careful not to smear the caulking.
Secure the top bolts and inlet baffle bolts.
7.11.21 Working through the reclaimer inlet, wipe the
caulking seal smooth. Apply additional caulking to the
th
) Apply adhesive-backed strip gasket to the
th
) Slide the top liner over the inner tube and
th
) Place the tube liner over the inner tube, and
Page 24

BNP 65P and 220P PRESSURE BLAST CABINETS Page 23
seam between the baffle and wall liner. Recaulk any
voids.
7.11.22 Install flex hoses.
7.11.23 Allow time for the caulking to cure before putting
the reclaimer in service.
7.12 Sentinel Metering Valve
7.12.1 Refer to the Sentinel media metering valve
owners’ manual no. 20951 for service and replacement
parts.
7.13 Reverse-pulse Dust Collector
Reverse-pulse dust collectors are covered in a separate
manual.
8.0 TROUBLESHOOTING
WARNING
To avoid serious injury, observe the following
when troubleshooting.
Turn OFF compressed air, and lockout and
tagout the air supply.
If checking the controls requires air, always
enlist the aid of another person to:
• Hold the nozzle securely.
• Operate the foot pedal.
Never bypass the foot pedal or wedge it in
the operating position.
Never override the door interlock system.
8.1 Poor visibility
8.1.1 Dirty filter cartridge(s). Pulse cartridge and
empty dust container regularly. When using an RPC or
RPH, refer to the reverse-pulse dust collector manual to
adjust pulse pressure and pulse sequence.
8.1.2 Exhauster motor not operating. Check voltage to
motor and motor wiring.
8.1.3 Check rotation of exhauster motor; the motor
should rotate as indicated by the arrow on the housing.
If it does not rotate in the proper direction, lockout and
tagout electrical power and switch the motor leads as
shown on the motor plate. Refer to Section 2.11.
8.1.4 Using friable media that rapidly breaks down, or
using media that is too fine or worn out.
8.1.5 Dust collector damper closed too far restricting
air movement through the cabinet. Adjust static pressure
per Section 5.3.
8.1.6 Cabinet air-inlet damper closed too far restricting
air movement through the cabinet. Adjust damper per
Section 2.13 and 5.6.
8.1.7 Reclaimer door open.
8.1.8 Hole worn in flex hose between cabinet hopper
and reclaimer inlet or between the reclaimer and dust
collector. Replace hose and route it with as few bends
as possible to prevent wear.
8.1.9 Obstruction in flex hose between the cabinet
hopper and reclaimer inlet.
8.1.10 Nozzle worn. Replace the nozzle when its orifice
diameter has increased by 1/16".
8.2 Abnormally high media consumption
8.2.1 Door on reclaimer open or worn door gasket. Air
entering reclaimer around the door will cause media
carryover to the dust collector. DO NOT operate unless
all doors are closed.
8.2.2 Dust collector damper open too far. Adjust static
pressure per Section 5.3.
8.2.3 Media may be too fine or worn-out.
8.2.4 Using friable media that rapidly breaks down.
8.2.5 Blast pressure too high for the media, causing
media to break down.
8.2.6 Hole worn in reclaimer, or leak in reclaimer
seams. Check entire reclaimer for negative-pressure
leaks.
8.2.7 Outlet valve not sealing. Inspect diaphragm.
8.2.8 Metering valve requires adjustment. Adjust
media flow per Section 5.2.
8.2.9 When using media finer than 180-mesh, the
reclaimer inlet baffle may need to be removed. Refer to
Section 1.10.6.
8.2.10 Optional externally-adjustable vortex cylinder
requires adjustment, refer to Section 5.4.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 25

BNP 65P and 220P PRESSURE BLAST CABINETS Page 24
8.3 Reduction in blast cleaning rate
8.3.1 Low media level. Check media level and refill if
low.
8.3.2 Media/air mixture out of adjustment. Adjust per
Section 5.2.
8.3.3 Reduced air pressure. This may be caused by a
malfunctioning regulator, a dirty filter element in air filter,
partially-closed air valve, leaking air line, or other air
tools in use.
8.3.4 Blockage in nozzle. Blockage may occur as a
result of a missing debris screen.
8.3.5 Moist media. Frequent bridging or blockage in
the area of the metering valve can be caused by
moisture. See Section 8.5.
8.3.6 Air leaking through the outlet valve, reducing
blast pressure and control pressure to media metering
valve. Inspect diaphragm and outlet valve body.
8.4 Plugged nozzle
8.4.1 A damaged or missing reclaimer screen will
allow large particles to pass and block the nozzle.
Replace or re-install as necessary.
8.5 Media bridging
8.5.1 Frequent bridging or blockage in the media
metering valve can be caused by damp media. Media
becomes damp by blasting parts that are slightly oily, from
moisture in the compressed-air line, or from absorption
from ambient air.
8.5.2 To avoid contaminating media from the
workpiece, all parts put into the cabinet should be clean
and dry. If parts are oily or greasy, degrease and dry
them prior to blasting.
8.5.3 Moist compressed air may be due to a faulty
compressor that overheats, or pumps oil or moisture into
the air line, too long an air line permitting moisture to
condense on the inside, and from high humidity. Drain
filters and receiver tank regularly. Ongoing problems
with moist air may require the installation of an air dryer
or aftercooler in the air supply line.
8.5.4 Absorption. Some media types tend to absorb
moisture from the air, especially fine-mesh media in
areas of high humidity. Empty the media and store it in
an airtight container when cabinet is not in use.
8.5.5 A vibrator mounted either on the blast machine
leg or on a bolt on the media metering valve may help to
prevent bridging of fine-mesh media. NOTE: To avoid
the possibility of compressing media, a vibrator should
be setup to start only when the foot pedal is pressed.
8.6 Neither media nor air comes out the nozzle
when the foot pedal is pressed
8.6.1 Depressurize the blast machine, and check the
nozzle to see if it is plugged. See Section 8.4.
8.6.2 Make sure the blast machine pressurizes when
the foot pedal is pressed. If it does not pressurize, refer
to Section 8.7.
8.6.3 Make sure the media metering valve and the
choke valve are open.
8.7 Blast machine does not pressurize
8.7.1 Make sure the air compressor is operating and
air supply valves are open.
8.7.2 Make sure the pressure regulator is not set too
low of OFF. Minimum pressure is 40 psi. See Section
5.1.
8.7.3 Door interlocks not engaging. Check door
interlock adjustment per Section 5.5.
8.7.4 Inadequate air supply. Refer to the cfm air
consumption table in Figure 4.
8.7.5 Inspect diaphragm in the outlet valve for wear.
8.7.6 Inspect pop-up valve and seat for wear and
alignment.
8.7.7 Blocked or leaking control line. Check all fittings
and urethane tubing for blockage or leaks.
8.7.8 Foot pedal valve malfunction. Check foot pedal
for alignment, and inlet and outlet lines for pressure.
8.7.9 Make sure the lines are not reversed on the foot
pedal or pilot regulator. Refer to the schematic in Figure 5.
8.7.10 Check the 4-way valve per Paragraphs 8.11.5
and 8.11.6.
8. 7.11 Inspect the check valve for obstruction or
broken flap.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 26

BNP 65P and 220P PRESSURE BLAST CABINETS Page 25
8.8 Blast machine does not depressurize or
depressurizes too slowly
8.8.1 Check for blockage in the 4-way valve mufflers.
8.8.2 Make sure the 3-way valve in the foot pedal
exhausts air when the pedal is released. If it does not
exhaust, check the inbound air line for blockage, if no
blockage, replace the valve.
8.8.3 Inspect brass control-line filter attached to
diaphragm outlet valve for media blockage. If media is
present, inspect outlet valve diaphragm for damage.
8.8.4 Check the outlet muffler that is located inside
the cabinet, for blockage.
8.8.5 Check 4-way air valve for jamming per
Paragraphs 8.11.5 and 8.11.6.
8.9 Heavy media flow
8.9.1 Make sure the choke valve is open.
8.9.2 Media metering valve open too far. Adjust per
Section 5.2. If adjusting the media valve does not
regulate media flow, empty the machine, depressurize
the machine, and inspect the internal parts of the valve
for wear.
8.10 Media surge: A small amount of surge is
normal at start-up.
8.10.1 Heavy media flow. Adjust per Section 5.2
8.10.2 Empty the blast machine, depressurize the blast
machine, and inspect the internal parts of the metering
valve for wear. Refer to the Sentinel Media Metering
Valve manual number 20951.
8.11 Air only (no media) comes out the nozzle
8.11.1 Make sure the machine contains media.
8.11.2 Make sure the media metering valve is not
closed. Adjust media flow per Section 5.2.
8.11.3 Make sure the media metering valve opens
when foot pedal is pressed. Refer to the metering valve
owner’s manual.
8.11.4 Check for minor blockage in the media metering
valve by fully opening the metering valve, and closing
the choke valve. Activate the foot pedal to blow out
obstructions. If this procedure fails, depressurize the
machine, open the metering valve clean out cap and
check for foreign objects.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
8.11.5 Check the muffler on the 4-way air valve. Air
should exhaust from the muffler when the foot pedal is
pressed. If air does not exhaust, remove the muffler and
try again. If air exhausts now, the muffler is blocked. If
air still does not exhaust, the 4-way valve may be faulty,
refer to Paragraph 8.10.6 to check the 4-way valve.
8.11.6 Check the 4-way valve as follows: Depressurize
the air supply line. Remove the tubing leading to either
the media metering valve or diaphragm outlet valve.
Pressurize the air supply line. No air should exhaust
from the tube adaptor. Press the foot pedal, air should
start exhausting at the adaptor, and stop when pressure
on the pedal is released. If it does not operate
accordingly, the 4-way valve is faulty or air supply is
insufficient.
8.11.7 Outlet valve not sealing. Inspect diaphragm
8.11.8 Metering valve requires service. Refer to the
media metering valve manual.
8.12 Media buildup in cabinet hopper, does not
convey to reclaimer
NOTE: Do not pour media directly into the cabinet
hopper, as overfilling may occur. Overfilling will result
in media carryover to the dust collector and possible
blockage in the conveying hose.
8.12.1 Exhauster motor rotating backwards. The motor
should rotate as indicated by the arrow on the exhauster
housing. If it does not rotate in the proper direction,
lockout and tagout electrical power and switch the
motor leads as shown on the motor plate. Refer to the
system’s wiring schematic. Refer to Sections 2.11.
8.12.2 Dust collector damper closed too far restricting
air movement through cabinet. Adjust static pressure per
Section 5.3.
8.12.3 Dust collector filter cartridge(s) clogged. Refer to
the dust collector owner’s manual.
8.12.4 Hole worn in flex hose between cabinet hopper
and reclaimer inlet or between the reclaimer outlet and
dust collector inlet. Replace hoses and route them with
as few bends as possible to prevent wear.
8.12.5 Reclaimer door open. DO NOT operate unless
door is closed.
8.12.6 Obstruction in flex hose. Remove hoses and
check for blockage.
Page 27

BNP 65P and 220P PRESSURE BLAST CABINETS Page 26
8.13 Static shocks
8.13.1 Cabinet and/or operator not grounded. Abrasive
blasting creates static electricity. The cabinet must be
grounded to prevent static build-up. See Sections 2.10
and 2.4.1. If shocks persist, the operator may be
building up static. Attach a small ground wire, such as a
wrist strap, from the operator to the cabinet.
8.13.2 Gloves wearing thin. Inspect gloves and replace
them as needed.
8.13.3 Avoid holding parts off the grate. Static will
build-up in the part if not dissipated through the metal
cabinet.
8.14 Dust leaking from cabinet
8.14.1 Refer to Section 8.12.
8.15 Dust leaking from dust collector
8.15.1 Damaged or loose filters. Inspect filters, replace
as needed.
Refer to the dust collector owner’s manual to service
reverse-pulse dust collectors.
9.0 ACCESSORIES AND REPLACEMENT
PARTS
9.1 Optional Accessories
Conversion kits to convert from push-thru reclaimer
with dry filter to pull-thru for use with reverse pulse
dust collector
Description Stock No.
To convert from dry filter to CDC-1 dust collector
Kit includes outlet adaptor pipe, gasket, and fasteners.
for 600 cfm reclaimer ...................................... 28963
for 900 cfm reclaimer ...................................... 28964
To convert from dry filter to RPC or RPH dust collector.
(optional for CDC-1 for use with fine mesh media)
Kit includes pull-thru adjustable vortex, gasket,
and fasteners
for 600 cfm reclaimer ...................................... 28629
for 900 cfm reclaimer ...................................... 28630
Conversion kits, Sentinel metering valve
To convert from fine mesh media to coarse ..... 22848
To convert from coarse mesh media to fine ..... 22849
Time delay door locks ............................................ 24163
Lock pins (pkg of 25) for twist-on hose couplings .. 11203
Safety cable, 1/2" OD to 1-1/4" OD blast hose ...... 15012
Manometer kit ........................................................ 12528
Noise-reduction arm port covers, pair .................... 24885
Anti-fatigue floor-mat, for front of cabinet .............. 24744
Armrest assembly .................................................. 24900
Abrasive trap .......................................................... 02011
Aluminum oxide kit, factory-installed: Includes #3 boron
carbide nozzle, black rubber wall curtains with
grommets and curtain hardware. Does not include
rubber reclaimer liners.
for BNP 65 conventional ...................................... 28898
for BNP 65 Ergo .................................................. 25008
for BNP 220 conventional ................................... 28899
for BNP 220 Ergo ................................................ 28900
Aluminum oxide kit, field-installed: Filed-installed kits
consists of the items noted above for factory kits but
also include light-lined flex hose. Does not include
rubber reclaimer liners.
for BNP 65 conventional, 600 cfm ...................... 13536
for BNP 65 Ergo model, 600 cfm ........................ 25074
for BNP 220 conventional, 900 cfm .................... 13474
for BNP 220 Ergo model, 900 cfm ...................... 25076
Boron carbide nozzle
CTB-2, 1/8" orifice ........................................... 21090
CTB-3, 3/16" orifice ......................................... 21091
CTB-4, 1/4" orifice ........................................... 21092
Rubber curtains, black
Curtain set
for conventional 65 series ............................ 23531
for conventional 220 series .......................... 23532
for Ergo 65 series ......................................... 25086
for Ergo 220 series ....................................... 25087
Back curtain
for 65 series .................................................. 14243
for 220 series ................................................ 14247
Front curtain
for 65 series .................................................. 14242
for 220 series ................................................ 14246
Door curtain, 2 required
for 65 series .................................................. 14244
for 220 series ................................................ 14245
Ergo side extension curtain, each (2 required)
for 65 series .................................................. 24682
for 220 series ................................................ 24683
Rubber curtains, white
Curtain set
for conventional 65 series ............................ 23541
for conventional 220 series .......................... 23542
for Ergo 65 series ......................................... 25088
for Ergo 220 series ....................................... 25089
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 28

BNP 65P and 220P PRESSURE BLAST CABINETS Page 27
HEPA Filter, for use with reverse-pulse dust collectors
600 cfm free stranding .................................... 23625
900 cfm free standing ...................................... 23626
Vortex cylinder assembly, adjustable
for pull-thru reclaimer
600 cfm ........................................................ 19080
900 cfm ........................................................ 23046
Pass-thru door, with 15-inch square cut-out
Right door
for 65 series ................................................. 23610
for 220 series ............................................... 23612
Left door
for 65 series ................................................. 23611
for 220 series ............................................... 23613
Supa hose, 3/4" ID x 25 feet, uncoupled ............... 21121
NOTE: Supa hose requires the use of the following
coupling, contractor thread nozzle holder and nozzle.
Nozzle holder, NHP-3/4 w/contractor thread ......... 11398
Coupling, CQPS-3/4 for 3/4" Supa hose ............... 11395
Gasket, CQGP-1, for 11395-3/4" Supa hose coupling
pack of 10 ......................................................... 08852
Nozzle, short venturi for use with 3/4" ID Supa hose
TYP-3, 3/16" orifice ........................................... 23501
TYP-4, 1/4" orifice ............................................. 23502
Flex hose, heavy-lined, for heavy usage with
aluminum oxide. Available in 15 ft. lengths only
5" ID ................................................................ 12465
6" ID ................................................................ 12457
Turntables and Turntables with Tracks
WARNING
Turntable capacities are based on concentric
loading. Use solid fixturing to hold heavy parts
in place. Do not remove lift equipment until the
part is adequately supported to prevent
movement. Moving or rotating heavy,
unsupported or off-centered parts may cause
them to shift or topple, and cause severe injury.
Fixed-base Turntable without Bearing
Description Stock No.
20" diameter 25 lb capacity ................................... 12412
Fixed-base Turntable with Bearing, 500 lb. Capacity,
Figure 26
Item Description Stock No.
(-) 20" dia. assembly, 500 lb. capacity .......... 12411
(-) 30" dia. assembly, 500 lb. capacity .......... 14138
1. Turntable, replacement
20" diameter 500 lb. capacity ................ 18329
30" diameter 500 lb. capacity ................ 21390
2. Bearing, 1-1/2" bore .................................. 11517
3. Protector, bearing ..................................... 13479
4. Screw, 1/2-NC x 1-1/2" cap ...................... 03454
5. Washer, 1/2" lock ...................................... 03516
6. Nut, 1/2-NC hex ........................................ 03511
1
3
6
5
4
2
Figure 26
Turntable with Workcar and Track, 500 lb. Capacity,
Figure 27
Item Description Stock No.
(-) 20" diameter turntable and track assembly
for 65 series ........................................... 13530
for 220 series ......................................... 12835
(-) 30" diameter turntable and track assembly
for 220 series ......................................... 24045
(-) Turntable & workcar assembly replacement
20" diameter .......................................... 24205
30" diameter .......................................... 24086
1. Turntable replacement
20" diameter .......................................... 18329
30" diameter .......................................... 21390
2. Bearing, 1-1/2" bore .................................. 11517
3. Protector, bearing ..................................... 13479
4. Screw, 1/2-NC x 1-1/2" cap ...................... 03454
5. Washer, 1/2" lock ...................................... 03516
6. Nut, 1/2-NC hex ........................................ 03511
7. Caster, 4" V groove ................................... 11594
All other track items are special order. Contact
distributor for price and availability.
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 29
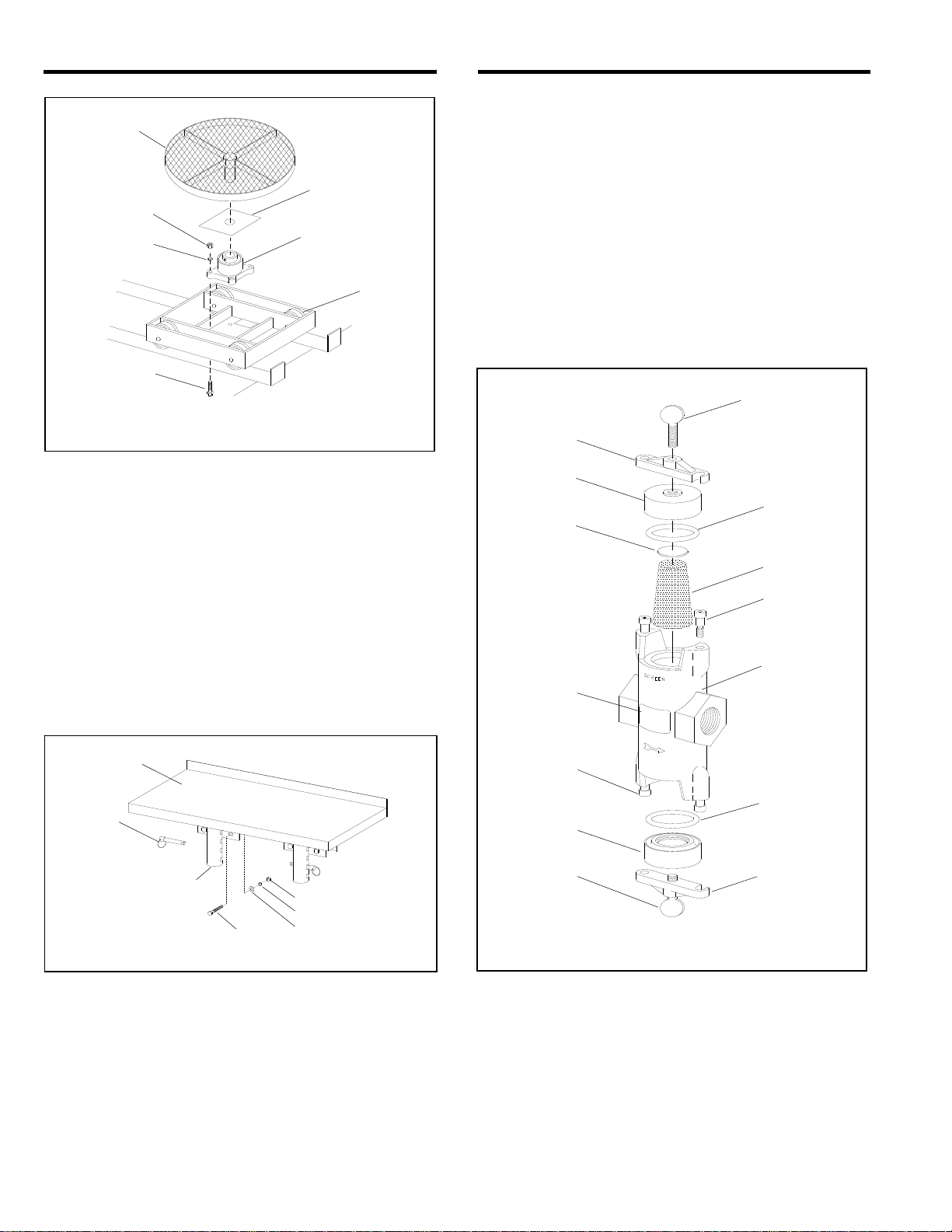
BNP 65P and 220P PRESSURE BLAST CABINETS Page 28
1
3
6
5
4
2
7
Figure 27
Foot-Shelf Assembly, Figure 28
Used on ergonomic models only
Item Description Stock No.
(-) Shelf assembly ......................................... 24835
1. Shelf, foot .................................................. 27599
2. Pin, quick release, 1/2" x 2" ...................... 24838
3. Screw, 1/4-NC x 3" hex head cap ............ 24434
4. Nut, 1/4-NC Hex ....................................... 03111
5. Washer, 1/4 lock ....................................... 03117
6. Washer, 1/4 flat ......................................... 03116
7. Bracket, foot-shelf mount, each ................ 27600
1
Abrasive Trap, Figure 29
Item Description Stock No.
(-) Abrasive trap, complete ............................ 02011
1. Screen ....................................................... 02012
2. O-Ring ....................................................... 02013
3. Cap ............................................................ 02014
4. Body .......................................................... 02015
5. Lock bar .................................................... 02016
6. Screw, 3/8" x 1" thumb .............................. 03289
7. Shoulder screw, 3/8" x 3/8" ....................... 03291
8. Gasket, screen .......................................... 02434
9. Decal ......................................................... 02129
(-) Service kit (items 1, 2, 8 & 9) .................... 01925
6
5
3
2
8
1
7
4
9
7
2
7
4
5
3
Figure 28
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
6
Figure 29
3
6
2
5
Page 30

BNP 65P and 220P PRESSURE BLAST CABINETS Page 29
Reclaimer Liners, Figure 30
Reclaimer must be designed to accept liners
and have a removable top.
Item Description Stock No.
(-) Rubber liner sets
600 cfm .................................................. 23150
900 cfm .................................................. 23151
1. Top liner
600 cfm .................................................. 22733
900 cfm .................................................. 23059
2. Baffle, lined
600 cfm (tube liner not used) ................ 22730
900 cfm (2-pc. includes tube liner) ........ 23416
3. Wall liner, reclaimer body
600 cfm .................................................. 22731
900 cfm .................................................. 17008
4. Inlet side liner
600 cfm ....................................... Part of Item 3
900 cfm .................................................. 12830
5. Cone liner
600 cfm .................................................. 22732
900 cfm .................................................. 16070
6. Inlet top
600 cfm .................. not used on 600 reclaimer
900 cfm .................................................. 22827
7. Screw, self-drilling, 10-16 x 3/4" ............... 12722
6
4
1
2
3
7
Armrest, Figure 31
Item Description Stock No.
(-) Armrest assembly for one station ............. 24900
1. Armrest, replacement ............................... 24899
2. Bracket, armrest cabinet, each ................. 24896
3. Support bar, adjustable, each ................... 24895
4. Cap screw, 3/8-NC x 1" ............................ 03252
5. Washer, 3/8 lock ....................................... 03318
6. Cap screw, 5/16-NC x 1" .......................... 03152
7. Nut, 5/16-NC hex ...................................... 03211
8. Washer, 5/16 flat ....................................... 03216
9. Washer, 5/16 lock ..................................... 03217
Armrest Installed
Cabinet shown for reference
3
2
4
5
Figure 31
5
4
1
8
6
9
7
5
Figure 30
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 31

BNP 65P and 220P PRESSURE BLAST CABINETS Page 30
9.2 Cabinet Replacement Parts, Figure 32
Item Description Stock No.
1. Gasket, 5/16" x 1" adhesive-backed,
per foot, specify feet required
BNP 65 door, 11 ft. per door ................. 00187
BNP 220 door, 13 ft. per door ............... 00187
Light assembly, 7 ft. required ................ 00187
Air-inlet damper, 3 ft. required ............... 00187
BNP 65 Ergo front, 13 ft. required ......... 00187
BNP 220 Ergo front, 16 ft. required ....... 00187
2. Light assembly w/ cover ........................... 23255
3. Door assembly, left
for 65 series ........................................... 20070
for 220 series ......................................... 20074
4. Door assembly, right
for 65 series ........................................... 20071
for 220 series ......................................... 20075
5. Grate
for 65 series ........................................... 11811
for 220 series ......................................... 11810
6. Latch kit, door ........................................... 20064
7. Glove set
Band-clamp attachment ........................ 11215
Quick-change (clampless) attachment ... 28820
8. Glove, left hand only
Band-clamp attachment ........................ 12710
Quick-change (clampless) attachment ... 28638
9. Glove, right hand only
Band-clamp attachment ........................ 12711
Quick-change (clampless) attachment ... 28639
10. Clamp, glove ............................................. 11576
2
22
1
28
10
25
23
24
8
7
7
8
9
9
25
11. Clamp, flex hose
5-1/2", for 65 .......................................... 11578
6-1/2", for 220 ........................................ 00750
12. Hose, bulk flex, specify length required
5" ID light-lined for 65, 9 ft. required ...... 12467
6" ID light-lined for 220, 9 ft. required .... 12468
13. Grommet, blow-off hose ............................ 11798
14. Grommet, blast hose ................................. 00184
15. Adaptor pipe universal, flex hose
5" for 600 cfm or 900 w/ steel media ..... 23296
6" for 900 cfm ......................................... 23297
16. Gasket, flex hose adaptor pipe
5" for 600 cfm or 900 w/ steel media ..... 23259
6" for 900 cfm ......................................... 23291
17. Muffler, outlet ............................................ 05068
18. Foot pedal assembly,
less tubing .............................................. 20483
with tubing, 14 feet ................................. 20195
19. Actuator bracket, door interlock ................ 19152
20. Over-travel stop, door interlock ................. 20004
21. Detent sleeve, door interlock .................... 15042
22. Air valve, 3 way door interlock .................. 12202
23. Regulator, 1/8" NPT pilot pressure ........... 12715
24. Gauge, pressure, 1/8" cbm ....................... 01908
25. Fitting, 1/8" NPT elbow x 1/8" barb ........... 11733
26. Gasket, hopper plate adaptor ................... 20247
27. Plate, hopper hose adaptor ....................... 21657
28. Switch, toggle (single phase only) ............ 12127
29. Damper. air-inlet ....................................... 23156
30. Brace, leg
BNP 65 ................................................... 24443
BNP 220 ................................................. 24445
20
21
29
19
1
4
1
Ergo front shown
for reference
1
3
6
17
26
27
5
18
30
16
15
11
12
13
14
Figure 32
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 32

BNP 65P and 220P PRESSURE BLAST CABINETS Page 31
9.3 View Window Assembly, Figure 33
Item Description Stock No.
1. Window glass, 12.5" x 19.5" laminated .... 12212
2. Gasket, 5/16" x 3/4", applied to cabinet
per foot, 6-feet required ......................... 00189
3. Gasket, 5/32" x 3/4", applied to window frame
per foot, 6-feet required ......................... 00192
4. Cover lens, pkg. of 5 ................................. 06190
5. Nut, plastic, window frame,
2 required on conventional, 4 on ergo .... 23035
6. Window frame, quick change
for conventional model cabinet ............. 22826
for ergo model cabinet ........................... 25429
5
2
1
4
3
9.5 Foot Pedal Assembly, Figure 35
Item Description Stock No.
(-) Foot pedal assembly,
less tubing, item 10 ................................ 20483
with tubing, 14 feet Item 10 ................... 20195
1. Foot pedal casting set, top and base ........ 28379
2. Valve, 10-32, 3 way n/c ............................. 20026
3. Drive pin, grooved ..................................... 20109
4. Screw, sh 1/4 NF x 3/4" ............................ 03086
5. Screw, 10-32 x 1/2" fh ............................... 19571
6. Adaptor, 10-32 thrd. x 1/8 barb ................. 11731
7. Spring, 1-1/4" x 3-1/2" ............................... 20121
8. Screw, 8-32 x 3/8 thread cutting ............. 11389
9. Bumper, rubber (feet) ............................... 21522
10. Tubing, 1/8" ID twin, specify ft. required ..... 19577
1
7
4
3
6
2
10
6
6
Figure 33
9.4 Light Assembly, Figure 34
Item Description Stock No.
(-) Light assembly w/ cover ........................... 23255
1. Light fixture
(does not include cover or tubes) .......... 24740
2. Reflector lens ............................................ 23253
3. Tube, fluorescent, 17w ............................. 24741
Cover
Figure 35
9.6 1" Diaphragm Outlet Valve, Figure 36
Item Description Stock No.
(-) 1" Diaphragm outlet valve, complete ........ 03371
1. Nipple, 1" x close ...................................... 01701
2. Diaphragm, outlet valve ............................ 06149
3. Washer, 1/4" lock ...................................... 03117
4. Screw, 1/4"x 1" HH Cap ............................ 03053
5. Cap, diaphragm outlet .............................. 03393
6. Body, diaphragm outlet ............................. 06135
9
8
5
7. Bushing, 1-1/4" x 1" .................................. 01804
1
3
1
6
2
1
5
2
Figure 34
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
4
7
3
Figure 36
Page 33

BNP 65P and 220P PRESSURE BLAST CABINETS Page 32
9.7 Plumbing and Air Schematic, Figure 37
Item Description Stock No.
1. Valve, 3-way ............................................. 12202
2. Fitting, straight,1/8" NPT x 1/8" barb ........ 11732
3. Tubing, 1/8" ID urethane, specify ft reqd. ... 12475
4. Tubing, 1/8" ID twin urethane
specify feet required .............................. 19577
5. Fitting, straight 1/4" MNPT x 3/8" tube ..... 11736
6. Tubing, 3/8" OD poly, specify ft. required ... 12478
7. Tee, 1/8" tube barb ................................... 11734
8. Metering valve, Sentinel
for 50-mesh and finer media, standard ... 21439
for media coarser than 50-mesh ........... 20608
9. Tee, 1/4" brass .......................................... 02025
10. Valve, 4-way air ........................................ 12203
11. Fitting, elbow 1/4" M-NPT x 3/8" tube ....... 11685
12. Valve, 1" diaphragm outlet ........................ 03371
13. Nipple, 1/4" Hex ........................................ 02808
IN
14. Filter, 1" w/ auto drain ............................... 22425
15. Bushing 1/4" x 1/8" NPT ........................... 02010
16. Hose assembly, 1" x 10’ exhaust .............. 23915
17. Muffler, 1/4" bronze ................................... 03988
18. Adaptor, 1/2" NPT x 1/2" male flare .......... 11351
19. Hose end, 1/2" barb x 1/2" female swivel ... 15002
20. Hose end, 1/2" barb x 3/8" M-NPT ............ 06369
21. Blow-off nozzle .......................................... 06368
22. Hose, 1/2" ID air, bulk, specify ft. reqd. ...... 12472
23. Regulator, 1/8" NPT pilot pressure ............ 12715
24. Gauge, pressure, 1/8" cbm ....................... 01908
25. Fitting, 1/8" NPT elbow x 1/8" barb ........... 11733
26. Foot pedal assembly,
less tubing .............................................. 20483
with tubing, 14 feet item 4 ...................... 20195
27. Regulator, 1" pilot operated w/ gauge ....... 12052
28. Gauge, 1/4" cbm ....................................... 11830
29. Adaptor, 1" male NPT x 1" male flare ....... 11720
30. Filter, 1/4" NPT male/female inline ........... 27618
31. Plug, 1/4-NPT ............................................ 01950
3
2
OUT
11
To "IN" on valve
To "OUT" on valve
11
9
13
31
17
15
21
26
5
6
10
2
3
23
11
30
16
To cabinet hopper
24
12
29
11
25
15
OUT
3
3
6
2
28
27
8
2
4
7
3
3
3
2
13
9
13
18
19
6
14
Compressed Air Inlet
22
20
Figure 37
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 34

BNP 65P and 220P PRESSURE BLAST CABINETS Page 33
9.8 Blast Machine, Figure 38
Item Description Stock No.
(-) Blast machine assembly,
16" dia., 2 cu. ft. capacity ....................... 21135
1. Ball valve, 1" with handle (choke valve) ... 02396
2. Handle, 1" ball valve ................................. 22531
3. Leg pad, right for 1642 ............................. 20735
4. Leg pad, left for 1642 ................................ 20736
5. Adaptor, 1" male NPT x 1" male flare ....... 11720
6. Hose assembly, 1" x 21" pusher line ........ 22508
7. CF Coupling 1-1/4" NPT ........................... 00551
8. Media metering valve, Sentinel
for 50-mesh and finer media, standard ... 21439
for 50-mesh and coarser media ............ 20608
9. Inspection door assembly, 6" x 8" ............ 02377
10. Gasket, 6" x 8" inspection door ................ 02369
11. Pop-up valve with external sleeve ............ 03699
12. Guide, pop-up, 1-1/4" x 6-1/2" toe nipple ... 01754
13. Seat, pop-up valve .................................... 02325
14. Valve, 1" diaphragm outlet ....................... 03371
30
26
15. Regulator, 1" pilot operated w/ gauge ...... 12052
16. Gauge, 1/4" cbm ....................................... 11830
17. Filter, 1" w/ auto drain ............................... 22425
18. Check valve, 1" swing ............................... 12187
19. Valve, 4-way air ........................................ 12203
20. Gasket, CQG, pkg of 10 ........................... 00850
21. Coupling, 1/2" ID hose, CQA-1/2 .............. 00599
22. Nozzle holder, CHE-1/2 ............................ 00577
23. Blast hose, 1/2" ID x 16 ft. coupled,
includes items 21 & 22 .......................... 01251
24. Nozzle, tungsten carbide
CT-2, 1/8" orifice .................................... 01351
CT-3, 3/16" orifice, standard .................. 01352
CT-4, 1/4" orifice .................................... 01353
25. Nozzle washer, NW-1, pkg. of 10 ............. 21580
26. Fitting, elbow 1/4" M-NPT x 3/8" tube ....... 11685
27. Fitting, straight 1/4" M-NPT x 3/8" tube ...... 11736
28. Muffler, 1/4" bronze ................................... 03988
29. Hose assembly, 1" x 10’ exhaust .............. 23915
30. Filter, 1/4" NPT male/female inline ........... 27618
31. Lock pin, coupling (package of 25) ........... 11203
13
11
26
27
19
14
12
5
1, 2
29
5
6
26
3
10
22
17
24
9
18
16
8
4
31
15
21
28
23
To cabinet hopper
7
20
25
Figure 38
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
Page 35

BNP 65P and 220P PRESSURE BLAST CABINETS Page 34
9.9 Sentinel Valve Replacement Parts
Refer to the Sentinel valve owner’s manual for
replacement parts.
9.10 Reclaimer, for 16 Dia. Blast Machine
Figure 39
NOTE: Flex hose, clamps and lower adhesive-backed
gasket are not supplied with replacement reclaimers.
Item Description Stock No.
(-) Reclaimer assembly, pull-thru type
600 cfm w/outlet pipe adaptor ............... 28968
900 cfm w/outlet pipe adaptor ............... 28969
600 cfm w/external adjustable vortex .... 21292
900 cfm w/external adjustable vortex .... 21293
1. Gasket, 5/16" x 1" adhesive-backed,
specify feet required .............................. 00187
2. Inlet pipe adaptor
600 cfm, 5" ............................................. 12361
600 cfm, 5", for rubber-lined reclaimer .... 25065
900 cfm, 6" ............................................. 12363
900 cfm, 5" for steel media .................... 14411
3. Gasket, inlet adaptor
600 cfm 5" .............................................. 11779
900 cfm 6" .............................................. 11759
4. Wear plate, rubber-lined w/mntg screws
600 cfm .................................................. 13011
900 cfm with bolt-on top ........................ 25071
*20
*19
Ref Item 19
Optional Externally-adjustable vortex,
provided on cabinets purchased with
RPC or RPH dust collectors.
12
5. Screen assembly, 8-mesh ........................ 21265
6. Door assembly, w/gasket and latch .......... 14271
7. Gasket, door .............................................. 11745
8. Spring latch assembly ............................... 12263
9. Gasket, 2" adhesive-backed, per foot,
specify ft. required ................................. 13089
10. Adaptor, outlet pipe
600 cfm, 6" ............................................. 20344
900 cfm, 7" ............................................. 16832
11. Top assembly, 900 cfm ............................. 23040
12. Eyebolt 3/8-NC .......................................... 00430
13. Adaptor, 16″ dia. blast machine, 900 cfm ... 23043
14. Body section with door and wear plate
for reclaimers with bolt-on top only ........ 27465
*15. Body section with rubber liners
and bolt on top ....................................... 27466
*16. Hose, light-lined flex, specify feet required
5" ID for 600 cfm .................................... 12467
6" ID for 900 cfm .................................... 12468
*17. Clamp, hose
For 600 cfm, 5-1/2" ................................ 11578
For 900 cfm, 6-1/2" ................................ 00750
*18. Hose support inlet, optional for 900 cfm only
5", for use with steel media, w/5" hose .... 22324
6", standard use ..................................... 16887
*19. Vortex cylinder assembly, adjustable,
600 cfm .................................................. 19080
900 cfm .................................................. 23046
*20. Hose support, 7" outlet, option for 900 .... 20619
10
1
Ref Item 1
4 ft. required for 600 cfm reclaimer
5 ft. required for 900 cfm reclaimer
11
9
*18
*16
14, *15
3
2
*17
7
6
13
4
5
8
9
9
900 reclaimer body shown
600 body differs slightly.
Parts rotated for clarity.
*These items are not included
with replacement reclaimer.
Order separately if needed.
Figure 39
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 21278, Rev. H, 08/16
 Loading...
Loading...