

Page 1
Tubular Heaters
Application Guidelines
Components
• Upto172"Lengths(Std.)
• 75-10,000Watts(Std.)
• 120,240and480Volt(Std.)
• 3-53W/In2(Std.)
• Max.SheathTemp.
• Copper—350°F
• Steel—750°F
• StainlessSteel—1200°F
• INCOLOY®—1600°F
Applications
Extremely Versatile Heat Source — Highly
adaptable, the tubular element, in its many
forms and as a component of Chromalox
packaged heaters and systems, has vastly
increased the scale of electric heating applications. The heaters' mechanical and electrical
flexibility are important to process engineers
and product designers alike, as heating
requirements can be matched accurately
by proper selection from a great variety of
element lengths, sheaths, diameters and watt
densities.
Product Uniformity — Electric tubular heating
elements provide a method of applying the
exact amount of heat required at a specific
area. When used with appropriate temperature
control, product repeatability is assured.
Increased Production — Adding heat to a
process often leads to increased production.
For example, drying time may be reduced by
heating the air or the product being dried.
Chemical and cleaning processes are often
more efficient when heated and a more consistent finished product results.
Less Down Time — Chromalox quality tubular
elements with properly applied watt density
and sheath material will provide long life, less
down time and little or no maintenance.
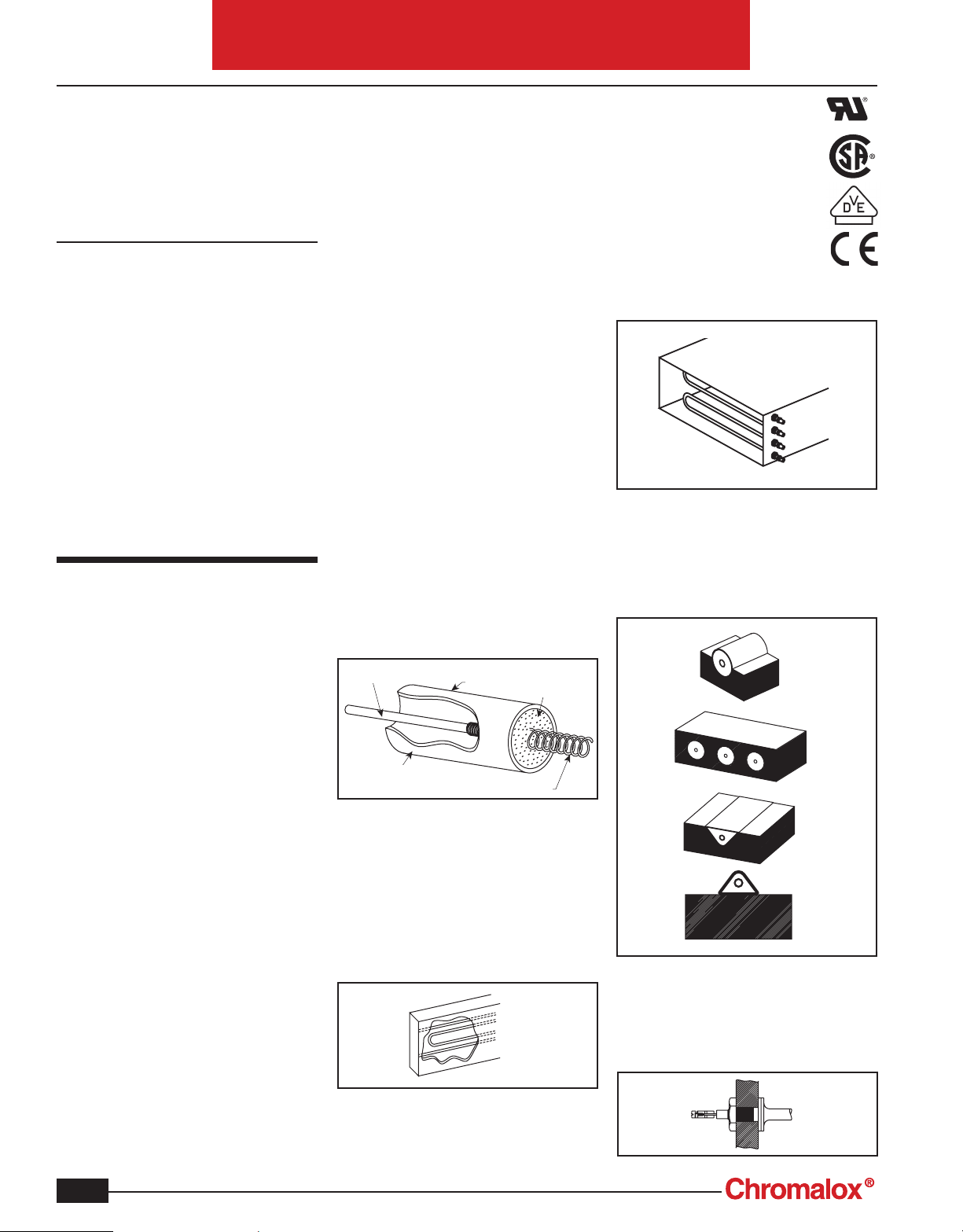
Construction
Chromalox tubular elements are used for practically the entire range of electric resistance
heating applications.
A metal sheath material is selected. The
proper size resistance wire for the heating
element is carefully selected and verified by
computer calculations to ensure the longest
service life possible. The high quality resistor
wire is carefully tested and inspected to meet
rigid specifications prior to being coiled. The
resistance wire is then welded to a terminal
pin to assure positive connection. The wire is
centered in a metal sheath and insulated with
high quality magnesium oxide which is highly
compacted around it and acts as an electrical insulator. This material readily conducts
the heat from the coiled resistor to the metal
sheath and puts the heat where it is required,
which results in maximum heater life.
The highly compacted magnesium oxide holds
the terminal pin securely allowing maximum
torque of eight inch pounds when tightening
terminal hardware
Terminal Pin
Cold Length
Helically Coiled Resistor Wire
Metal
Sheath
Compacted
Magnesium Oxide
Typical Installations
In Free Air — For applications like ovens and
drying cabinets, tubular elements are compact, rugged heat sources. Their formability
permits fitting around other oven components
and work protrusions, concentrating heat at
any point.
In Free Air
In Moving Air — Compression
fittings, factory mounted fittings or
brackets will mount a tubular element
in a duct or air heating chamber.
In Moving Air
In Transferring Heat to Metal Parts - Dies,
Molds, Platens — The available diameters,
lengths, ratings, watt densities, cross-sections, and maximum temperatures provide the
solution for a given job.
Transferring Heat to Metal
In Liquids — Tubular elements listed may be
mounted through the side wall of a tank with
compression fittings or by factory mounted
fittings.
In Liquids
A-4
Page 2
Tubular Heaters
Components
Application
Guidelines (cont’d.)
Liquid Heating
Direct Immersion — Water and water solutions can generally be heated to any desired
temperature. If liquid is under pressure,
temperatures should not exceed the maximum
sheath temperature of the element minus
100°F.
Note — Heated section of element must be
immersed at all times when energized. Longer
cold ends can be provided, if required.
Threaded fittings are available for mounting
through tank walls.
Oil Heating
Steel sheath elements can be used for heating
oils, heat transfer oils and other solutions not
corrosive to steel sheath.
Air & Gas Heating
Use watt densities compatible with work
temperatures. Refer to Technical section of
this catalog. Heaters mounted horizontally
must be supported to avoid sagging at high
temperatures.
Proper spacing of supports may vary with
application temperature, element diameter and
sheath material. Generally 12 to 18" spacing of
supports is adequate.
Max. Sheath Temperatures
To assure maximum life, tubular elements
should not be operated beyond the temperatures in this tabulation:
Max. Allowable
Sheath Material
Copper 350
Steel 750
®
MONEL
Stainless Steel 1200
INCOLOY
INCONEL
®
®
Metric Diameter Equivalents
Inches (±0.005) Millimeter
0.5 12.7
0.475 12.07
0.43 10.92
0.375 9.53
0.315 8
0.26 6.6
0.246 6.25
0.2 5.08
Sheath Temp. (°F)
900
1600
1600
Where air flowing over elements permits use
of higher watt densities, make sure air flow is
evenly distributed.
Allow approximately 1/8" per foot of element
length for expansion and contraction of elements (i.e., 24" long element could expand
1/4" when energized).
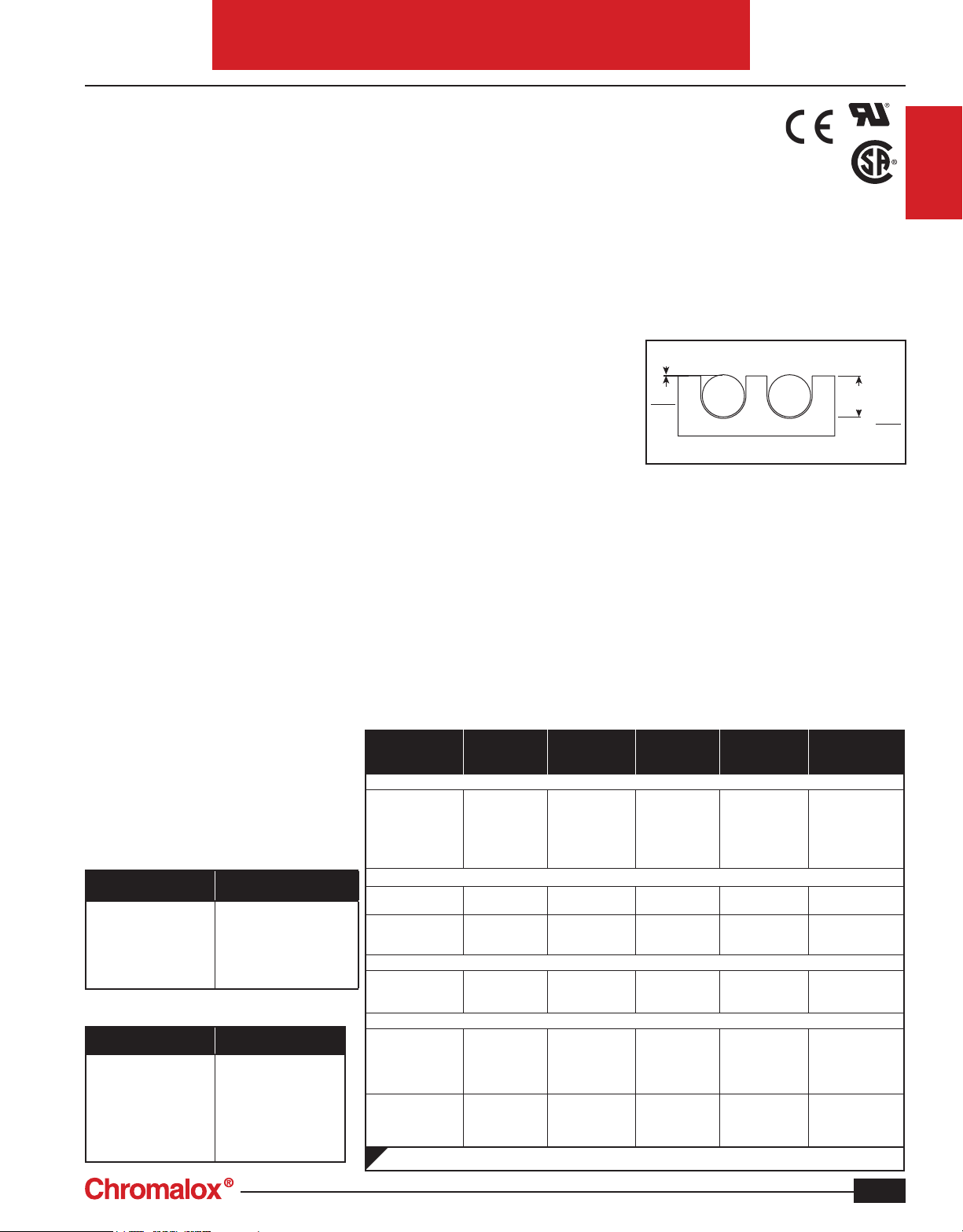
Note — Depth of groove should never exceed
element diameter to assure positive clamping.
Grooves should be machined to the following
tolerences:
Clamp-On Heating
Clamp-On Heating
Use watt densities compatible with work
temperatures. Refer to Application Guide for
Tubular Heating of Solids, Liquids, Air & Gas
or use curve G-175S in Technical section.
Heaters should be clamped tightly for good
heat transfer but should be allowed to expand
as they heat up. Heaters clamped too tightly
will bow away from the heated surface which
results in poor heating efficiency and possible
heater failure. It is generally best to tighten the
middle clamp first to hold the element. Other
clamps should be tightened enough to hold,
but back off 1/2 turn to allow for expansion
and contraction.
Heaters should be spaced on approximately
two inch centers minimum.
Heaters are commonly installed by clamping
into machined grooves for better heat transfer.
0.003
0.015
WARNING — When insulation is used over
elements, an air space must be provided between the elements and insulation. Insulation
should never be in direct contact with heated
section of elements.
Application Engineering
Is available from direct sales and engineering
representatives. The largest, most experienced
organization of field engineers in the country
is ready to help solve any heating problem.
Contact your Local Chromalox Sales office.
(See back of catalog.)
Tubular Heating Application Guidelines
Product To
Be Heated
Solids
Molds, Platens,
Dies, Pipes,
Tanks
Liquids
Water, Clean Up to 250
Water Solutions,
Mild Corrosion
Corrosive
Oil
Low Viscosity
Med. Viscosity
High Viscosity
Air&Gases
Moving, 9'/sec
Velocity
Still Up to 1500 Ovens INCOLOY
1
1. See Corrosion Guide in Technical section. 2.VDE - 50 W/In
Temperature
Desired
(°F)
Up to 1400 Clamp-On INCOLOY
Up to 550
Up to 200
1
,
Up to 200
Up to 180 Immersion Steel Up to 180 23
Up to 1500 In Ducts INCOLOY
Suggested
Application
Immersion
Immersion
Immersion
Immersion
Sheath
Material
Copper
INCOLOY
304SS
INCOLOY
®
®
®
®
®
Work
Temperature
(°F)
Up to 300
Up to 500
Up to 800
Up to 1000
Up to 1200
Up to 1400
250
550
200
200
500
800
1000
1200
1500
700
1000
1200
1500
Element
Dia. Less
0.008
0.010
Allowable
Watt Density
(W/In2)
30
20
15
10
7
2.5
Up to 80
40
50
50
15
6.5
40
32
25
15
2
30
20
10
2
2
max.
Tubular
2
A-5
 Loading...
Loading...