

Page 1

Plasma Cutters
20 Amp and 50 Amp
User’s Guide
E
N
G
L
I
S
H
E
S
P
A
Ñ
O
L
Covers Models 118-009, 118-010, 118-015, & 118-016
© CMC May 2000 Form Number 811-632-000
F
R
A
N
Ç
A
I
S
Page 2

E
N
G
L
S
H
SAFETY SUMMARY
SAFETY INFORMATION.......................................................... 4
SHOCK HAZARDS ............................................................................................... 4
FLASH HAZARDS ................................................................................................ 5
I
FIRE HAZARDS .................................................................................................... 5
FUME HAZARDS .................................................................................................. 6
COMPRESSED GAS AND AIR EQUIPMENT HAZARDS ................................... 7
HOT SLAG/MOLTEN METAL HAZARDS............................................................. 7
NOISE HAZARDS ................................................................................................. 7
ADDITIONAL SAFETY INFORMATION .................................. 8
INTRODUCTION
DESCRIPTION ......................................................................... 9
PARTS & ACCESSORIES ....................................................... 9
SPECIFICATIONS .................................................................... 9
INSTALLATION
UNPACKING........................................................................... 10
ASSEMBLY ............................................................................ 10
ASSEMBLE 50 AMP CUTTERS ......................................................................... 10
ASSEMBLE 20 AMP CUTTERS ......................................................................... 11
POWER INSTALLATION ....................................................... 11
CONVERT FROM 230 V TO 208 V OPERATION .............................................. 12
CONNECT THE CUTTER TO POWER SOURCE .............................................. 12
EXTENSION CORD USE .......................................................................................................... 12
INSTALL COMPRESSED AIR ............................................... 13
COMPRESSED AIR REQUIREMENTS .............................................................. 13
CONNECT TO COMPRESSED AIR SOURCE......................................................................... 13
PREPARATION ...................................................................... 13
2
Page 3

OPERATION
CONTROLS AND INDICATORS ............................................ 14
THE TORCH ........................................................................................................ 14
TORCH CONSUMABLE PARTS ........................................................................ 14
REPLACING CONSUMABLE PARTS...................................................................................... 14
HINTS FOR INCREASING LIFE OF CONSUMABLES ........................................................... 15
OPERATING INSTRUCTIONS............................................... 15
TORCH MOVEMENT .......................................................................................... 15
ARC STARTING .................................................................................................. 15
DUTY CYCLE ...................................................................................................... 15
SAFETY INTERLOCKS ...................................................................................... 16
SETUP FOR CUTTING ....................................................................................... 16
HOLDING THE TORCH ...................................................................................... 16
MAKING A CUT................................................................................................... 17
TUNING-IN THE AIR PRESSURE ...................................................................... 17
TORCH MOVEMENT RATE................................................................................ 17
TYPICAL CUTTING PROBLEMS ....................................................................... 17
E
N
G
L
I
S
H
MAINTENANCE
PERIODIC MAINTENANCE ................................................... 18
TROUBLESHOOTING ........................................................... 18
DIAGRAMS
CONTROL CIRCUIT BOARD DIAGRAM 20 & 50 AMP ....... 21
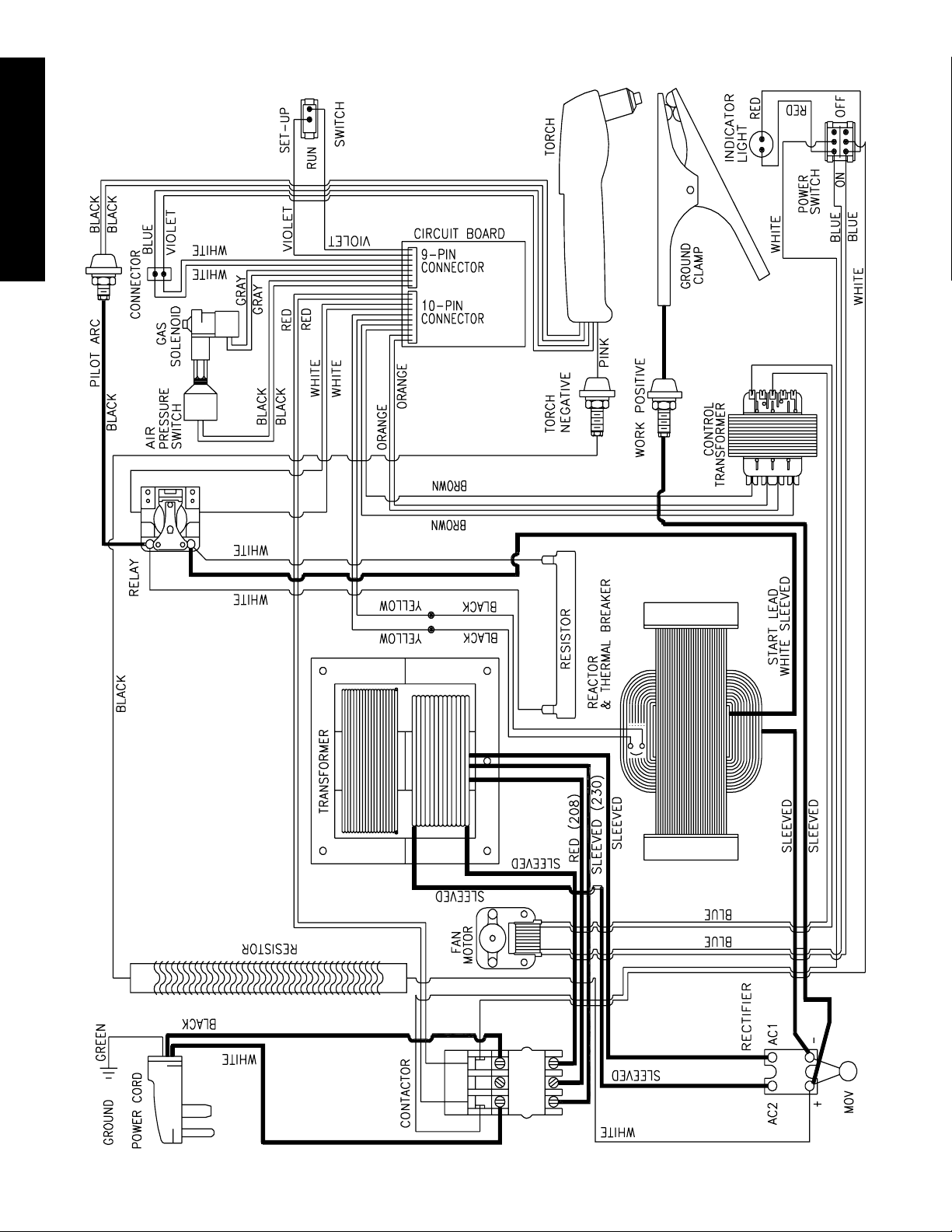
20 AMP WIRING DIAGRAM .................................................. 22
50 AMP WIRING DIAGRAM .................................................. 23
LIMITED WARRANTY
Limited Warranty................................................................... 24
3
Page 4
E
N
G
L
S
H
SAFETY SUMMARY
Every craftsman respects the tools with which they
work. They know that the tools represent years of
constantly improved designs and developments. The
true craftsman also knows that tools are dangerous if
I
misused or abused.
Reading this User’s Guide before using the cutter will
enable you to do a better, safer job. Learn the cutter’s
applications and limitations as well as the specific
potential hazards peculiar to cutting.
SAFETY INFORMATION
The following safety information is provided as
guidelines to help you operate your new cutter under
the safest possible conditions. Any equipment that
uses electrical power can be potentially dangerous to
use when safety or safe handling instructions are not
known or not followed. The following safety information
is provided to give you the information necessary for
safe use and operation.
When a procedure step is preceded by a WARNING, it
is an indication that the step contains a procedure that
might be injurious to a person if proper safety
precautions are not heeded.
When a procedure step is preceded by a CAUTION, it
is an indication that the step contains a procedure that
might damage the equipment being used.
A NOTE may be used before or after a procedure step
to highlight or explain something in that step.
READ ALL SAFETY INSTRUCTIONS CAREFULLY
before attempting to install, operate, or service this
cutter. Failure to comply with these instructions could
result In personal injury and/or property damage.
RETAIN THESE INSTRUCTIONS FOR FUTURE
REFERENCE.
IMPORTANT! To reduce the risk of death, injury, or
property damage, do not attempt operation of this
equipment until you have read and understand the
entire safety summary.
Note: The following safety alert symbols identify
important safety messages in this manual.
When you see one of the symbols shown here, be alert
to the possibility of personal injury and carefully read
the message that follows.
This symbol indicates that the possibility of
electric shock hazard exists during the
operation of the step(s) that follow.
This symbol indicates that the helmet must be
worn during the step(s) that follow to protect
against eye damage and burns due to flash
hazard.
4
Published standards on safety are available. They are
listed in ADDITIONAL SAFETY INFORMATION at the
end of this SAFETY SUMMARY.
The National Electrical Code, Occupational Safety and
Health Act regulations, local industrial codes and local
inspection requirements also provide a basis for
equipment installation, use, and service.
SHOCK HAZARDS
ELECTRIC SHOCK CAN KILL!
• To reduce the risk of death or serious injury from
shock, read, understand, and follow the following
safety instructions. In addition, make certain that
anyone else who uses this equipment, or who is a
bystander in the cutting area understands and follows
these safety instructions as well.
• The plasma cutter must be connected to the power
source in accordance with applicable electrical codes.
• Do not, in any way, come into physical contact with
any part of the plasma cutter electrical circuit, including
the work piece or any conductive material in contact
with it, the ground clamp, or any metal parts on the
torch.
This symbol indicates that the possibility of
fire hazard exists during the operation of the
step(s) that follow.
This symbol indicates that the possibility of
toxic gas hazard exists during operation of
the step(s) that follow.
This symbol indicates that the possibility of
injury or death exists due to improper
handling and maintenance of compressed
gas cylinders or regulators.
This symbol indicates that the possibility of
being burned by hot slag exists during
operation of the step(s) that follow.
This symbol indicates that hearing protection
should be worn to protect against hearing
loss due to excessive noise levels.
WARNING
Page 5
• Do not cut in a damp area or come in contact with a
moist or wet surface when cutting.
• Do not allow the cutting equipment to come in contact
with water or moisture.
• Do not drag cutting torch, ground cable or cutter
power cord through or allow them to come into contact
with water or moisture.
• Do not touch cutter, attempt to turn cutter on or off if
any part of the body or clothing is moist or if you are in
physical contact with water or moisture.
• Do not attempt to plug the cutter into the power source
if any part of body or clothing is moist, or if you are in
physical contact with water or moisture.
• Do not connect cutter workpiece clamp to or cut on
electrical conduit.
• Do not alter power cord or power cord plug in any way.
• Do not attempt to plug the cutter into the power source
if the ground prong on power cord plug is bent over,
broken off, or missing.
• Do not allow the cutter to be connected to the power
source or attempt to cut if the cutter, cutting cables,
cutting site, or cutter power cord are exposed to any
form of atmospheric precipitation, or salt water spray.
• Do not carry coiled cutting cables around shoulders, or
any other part of the body, when they are plugged into
the cutter.
• Do not modify any wiring, ground connections,
switches, or fuses in this cutting equipment.
• Wear welding gloves to help insulate hands from
cutting circuit.
• Keep all liquid containers far enough away from the
cutter and work area so that if spilled, the liquid can
not possibly come in contact with any part of the cutter
or electrical cutting circuit.
• Replace any cracked or damaged parts that are
insulated or act as insulators such as the cutting torch,
workpiece clamp, or power cord, IMMEDIATELY.
• Turn the POWER switch OFF and unplug the cutter
form the ac power source receptacle before attempting
to inspect or replace any parts on the end of the torch.
• Turn the POWER switch OFF before setting the torch
down to prevent accidentally triggering the torch.
FLASH HAZARDS
WARNING
ARC RAYS CAN INJURE EYES AND BURN
SKIN!
• To reduce risk of injury from arc rays, read,
understand, and follow the following safety
instructions. In addition, make certain that anyone
else that uses this cutting equipment, or is a bystander
in the cutting area, understands and follows these
safety instructions as well.
• Do not look at an electric arc without proper
protection. A cutting arc is extremely bright and
intense and, with inadequate or no eye protection, the
retina can be burned, leaving a permanent dark spot
in the field of vision. A shield or helmet with a number
8 shade filter lens (minimum) must be used.
• Do not strike a cutting arc until all bystanders and you
(the cutter) have cutting shields and/or helmets in
place.
• Do not wear a cracked or broken helmet and replace
any cracked or broken filter lenses IMMEDIATELY.
• Provide bystanders with shields or helmets fitted with
a number 8 shade filter lens.
• Wear protective clothing. The intense light of the
cutting arc can burn the skin in much the same way
as the sun, even through lightweight clothing. Wear
dark clothing of heavy material. The shirt worn should
be long sleeved and the collar kept buttoned to protect
chest and neck.
• Protect against REFLECTED ARC RAYS. Arc rays
can be reflected off shiny surfaces such as a glossy
painted surface, aluminum, stainless steel, and glass.
It is possible for your eyes to be injured by reflected
arc rays even when wearing a protective helmet or
shield. If cutting with a reflective surface behind you,
arc rays can bounce off the surface, then off the filter
lens on the inside of your helmet or shield, then into
your eyes. If a reflective background exists in your
cutting area, either remove it or cover it with
something nonflammable and non-reflective.
Reflected arc rays can also cause skin burn in
addition to eye injury.
FIRE HAZARDS
WARNING
FIRE OR EXPLOSION CAN CAUSE DEATH,
INJURY, AND PROPERTY DAMAGE!
• To reduce risk of death, injury, or property damage
from fire or explosion, read, understand, and follow the
following safety instructions. In addition, make certain
that anyone else that uses this cutting equipment, or is
a bystander in the cutting area, understands and
follows these safety instructions as well.
REMEMBER! Plasma arc cutting by nature produces
sparks, hot spatter, molten metal drops, hot slag, and
hot metal parts that can start fires, burn skin, and
damage eyes.
E
N
G
L
I
S
H
5
Page 6
E
N
G
L
S
H
• NEVER aim the torch nozzle at any part of your body
or the body of any bystanders.
• Do not wear gloves or other clothing that contain oil,
grease, or other flammable substances.
• Do not wear flammable hair preparations.
• Do not cut in an area until it has been checked and
I
cleared of combustible and/or flammable materials Be
aware that sparks and slag can fly 35 feet and can
pass through small cracks and openings. If work and
combustibles cannot be separated by a minimum of
35 feet, protect against ignition with suitable, snugfitting, fire resistant, covers or shields.
• Do not cut on any wall before checking for and
removing combustibles touching the other side of the
wall.
• Do not weld, cut, or perform other such work on used
barrels, drums, tanks, or other containers that had
contained a flammable or toxic substance. The
techniques for removing flammable substances and
vapors, to make a used container safe for welding or
cutting, are quite complex and require special
education and training.
• Do not strike an arc on a compressed gas or air
cylinder or other pressurized vessel. Doing so will
result in a violent rupture.
• Do not weld or cut in an area where the air may
contain flammable dust (such as grain dust), gas, or
liquid vapors (such as gasoline).
• Do not handle hot metal, such as the workpiece or
electrode stubs, with bare hands.
• Always turn the POWER switch OFF, before setting
the torch down, to prevent accidentally triggering the
cutting torch.
• Always wear leather gloves, heavy long sleeve shirt,
cuffless trousers, high-topped shoes, helmet, and cap.
As necessary, use additional protective clothing such
as leather jacket or sleeves, fire resistant leggings, or
apron. Hot sparks or metal can lodge in rolled up
sleeves, trouser cuffs, or pockets. Sleeves and collars
should be kept buttoned and pockets eliminated from
the shirt front.
• Always have fire extinguishing equipment handy for
immediate use! A portable chemical fire extinguisher,
type ABC, is recommended.
• Wear ear plugs when cutting overhead to prevent
spatter or slag from falling into an ear.
• Make sure cutting area has a good, solid, safe floor,
preferably concrete or masonry, not tiled, carpeted, or
made of any other flammable or electrically conductive
material.
• Protect flammable walls, ceilings, and floors with heat
resistant covers or shields.
• Check the cutting area to make sure it is free of
sparks, glowing metal or slag, and flames before
leaving the cutting area.
FUME HAZARDS
WARNING
FUMES, GASES, AND VAPORS CAN CAUSE
DISCOMFORT, ILLNESS, AND DEATH!
• To reduce risk of discomfort, illness, or death, read,
understand, and follow the following safety
instructions. In addition, make certain that anyone
else that uses this cutting equipment or is a bystander
in the cutting area, understands and follows these
safety instructions as well.
• Do not cut in an area until it has been checked for
adequate ventilation as described in ANSI standard
#Z49.1. If ventilation is not adequate to exchange all
fumes and gases generated, during the cutting
process, with fresh air, do not cut unless you (the
cutter) and all bystanders are wearing air-supplied
respirators.
• Do not heat metals coated with, or that contain,
materials that produce toxic fumes (such as
galvanized steel), unless the coating is removed.
Make certain the area is well ventilated, and the
operator and all bystanders are wearing air-supplied
respirators.
• Do not weld, cut, or heat lead, zinc, cadmium,
mercury, beryllium, or similar metals without seeking
professional advice and without inspecting the
ventilation in the cutting area. These metals produce
EXTREMELY TOXIC fumes that can cause
discomfort, illness, and even death.
• Never weld or cut in areas that are near chlorinated
solvents. Vapors from chlorinated hydrocarbons, such
as trichloroethylene and perchloroethylene, can be
decomposed by the heat of an electric arc or by the
ultraviolet radiation generated by the arc. These
actions can cause PHOSGENE gas (a HIGHLY
TOXIC gas) to form, along with other lung and eyeirritating gases. Do not weld or cut where these
solvent vapors can be drawn into the work area or
where the ultraviolet radiation can penetrate to areas
containing even very small amounts of these vapors.
• Do not cut in a confined area unless it is being
ventilated or the operator (and anyone else in the
area) is wearing an air-supplied respirator.
• Momentary eye, nose, or throat irritation are an
indication of inadequate ventilation. Stop cutting
immediately and take the necessary steps to improve
ventilation in the cutting area. Do not resume cutting if
physical discomfort persists.
6
Page 7
COMPRESSED GAS AND AIR
EQUIPMENT HAZARDS
WARNING
IMPROPER HANDLING AND MAINTENANCE
OF COMPRESSED GAS AND AIR CYLINDERS
AND REGULATORS CAN INJURE OR KILL!
• To reduce risk of injury or death from compressed gas
or air equipment hazards, read understand and
comply with the following safety instructions. In
addition, make certain that anyone else who uses this
cutting equipment or a bystander in the cutting area
understands and follows these safety instructions as
well.
• Do not attempt to mix gases or refill a cylinder
yourself.
• Do not expose cylinders to excessive heat, sparks,
slag and flame, etc. Cylinders exposed to
temperatures above 130°F require water spray
cooling.
• Do not expose cylinders to electricity of any kind.
• Do not use a cylinder or its contents for anything other
than its intended use. Do not use as a support or
roller.
• Do not locate cylinders in passageways or work areas
where they may be struck.
• Do not use a wrench or hammer to open a cylinder
valve that cannot be opened by hand. Notify your
supplier.
• Do not modify or exchange gas cylinder fittings.
• Do not deface or alter the name, number or other
markings on a cylinder. Do not rely on cylinder color
to identify the contents.
• Do not connect a regulator to a cylinder containing a
gas other than that for which the regulator was
designed.
• Do not attempt to make regulator repairs. Send faulty
regulators to manufacturer’s designated repair center
for repair.
• Do not attempt to lubricate a regulator.
• Always change cylinders carefully to prevent leaks
and damage to their walls, valves, or safety devices.
• Always secure cylinders with a steel chain so that they
cannot be knocked over.
• Always protect a cylinder, especially the valve, from
bumps, falls, falling objects and weather. Remember
that gases in the cylinders are under pressure and
damage to a regulator can cause the regulator or
portion of the regulator to be explosively ejected from
the cylinder.
• Always make certain the cylinder cap is securely in
place on the cylinder, whenever the cylinder is moved.
• Always close the cylinder valve and immediately
remove a faulty regulator from service, for repair, if
any of the following conditions exist:
♦ Gas (or air) leaks externally.
♦ Delivery pressure continues to rise with down
stream valve closed.
♦ The gauge pointer does not move off the stop
(zero) pin when pressurized or fails to return to the
stop pin after pressure is released.
HOT SLAG/MOLTEN METAL
HAZARDS
WARNING
PLASMA ARC CUTTING CAN CAUSE SERIOUS
BURNS FROM HOT SLAG OR MOLTEN METAL
• To reduce risk of injury from serious burns caused by
flying or dripping hot slag or molten metal, read
understand and follow the following safety instructions.
In addition, make certain that anyone else who uses
this cutting equipment or a bystander in the cutting
area understands and follows these safety instructions
as well.
• Wear leather welding gloves, a heavy long sleeve
shirt, cuffless trousers, high topped shoes, a helmet
and cap when cutting. As necessary, use additional
protective clothing such as leather jacket or sleeves,
fire resistant leggings, or apron. Hot slag or molten
metal can lodge in rolled up sleeves, or trouser cuffs,
and into pockets. Sleeves and collars should be kept
buttoned and pockets eliminated from the shirt front.
NOISE HAZARDS
WARNING
PLASMA ARC CUTTING NOISE CAN DAMAGE
HEARING
• To reduce the risk of hearing loss from plasma arc
cutting noise, read, understand and follow the
following safety instructions. In addition, make certain
that anyone else that uses this cutting equipment, or is
a bystander in the cutting area, understands and
follows these safety instructions as well.
• Wear hearing protection that meets or exceeds OSHA
requirements when cutting.
E
N
G
L
I
S
H
7
Page 8

E
N
G
L
S
H
ADDITIONAL SAFETY
INFORMATION
For additional information concerning cutting safety, refer to
the following standards and comply with them as applicable.
• ANSI Standard Z49.1 — SAFETY IN WELDING AND
I
CUTTING — obtainable from the American Cutting
Society, 550 NW Le Jeune Road, Miami, FL 33126
Telephone (800) 443-9353, Fax (305) 443-7559 —
www.amweld.org or www.aws.org
• ANSI Standard Z87.1 — SAFE PRACTICE FOR
OCCUPATION AND EDUCATIONAL EYE AND
FACE PROTECTION — obtainable from the American
National Standards Institute, 11 West 42nd St., New
York, NY 10036 Telephone (212) 642-4900, Fax (212)
398-0023 — www.ansi.org
• NFPA Standard 51B — CUTTING AND WELDING
PROCESS — obtainable from the National Fire
Protection Association, 1 Batterymarch Park, P.O. Box
9101, Quincy, MA 02269-9101 Telephone (617) 7703000, Fax (617) 770-0700 — www.nfpa.org
• CGA Pamphlet P-I — SAFE HANDLING OF
COMPRESSED GASES IN CYLINDERS —
obtainable from the Compressed Gas Association,
1725 Jefferson Davis Highway, Suite 1004, Arlington,
VA 22202-4102 Telephone (703) 412-0900 Fax (703)
412-0128 — www.cagnet.com
• OSHA Standard 29 CFR, Part 1910, Subpart Q.,
WELDING, CUTTING AND BRAZING — obtainable
from your state OSHA office or U. S. Dept. of Labor
OSHA, Office of Public Affairs, Room N3647, 200
Constitution Ave. Washington, DC 20210 —
www.osha.gov
• CSA Standard W117.2 — Code for SAFETY IN
WELDING AND CUTTING. — obtainable from
Canadian Standards Association, 178 Rexdale Blvd.
Etobicoke, Ontario M9W 1R3 — www.csa.ca
• American Welding Society Standard A6.0. WELDING
AND CUTTING CONTAINERS WHICH HAVE HELD
COMBUSTIBLES. — obtainable from the American
Cutting Society, 550 NW Le Jeune Road, Miami, FL
33126 Telephone (800) 443-9353, Fax (305) 443-7559
— www.amweld.org or www.aws.org
8
Page 9

INTRODUCTION
DESCRIPTION
Your new plasma arc cutter has been designed to cut
any electrically conductive material in applications such
as maintenance shops, service stations, van conversion
shops, auto restoration and salvage operations, etc.
On steel, all models can cut thicknesses of less than 26
gauge but the 50A can cut up to 1/2 inch steel, and the
20A models can cut up to 1/4 inch steel.
Your plasma arc cutter comes complete and ready to
cut. All you need to provide is a clean, dry, oil free
compressed air supply and a proper 208 or 230 Volt ac
power source.
Note: IMPORTANT! Use compressed air only. Do not
use other compressed gasses.
PARTS & ACCESSORIES
Table 1 provides a list of parts and accessories
contained in the shipping carton for the 50 Amp plasma
arc cutter. Table 1 provides a list of parts and
accessories contained in the shipping carton for the 50
Amp plasma arc cutter. Make sure to compare the
accessories you have received with your cutter against
the parts and accessories list in Table 1 or Table 2.
Report any missing or damaged items to your dealer
immediately.
Table 1. Parts and Accessories 50 Amp Cutter
YTQNOITPIRCSED.ONTRAP
1straPerapS,tiK100-772-131
)5fokcap(sedortcelE00544
)8(selzzoN
tnerruchgih501544
tnerrucwol304544
)ebut.zo4/1(tnacirbulgnir-O4244
1sneledahs01#,llehstemlehnoisiv-ediW000-453-233
1raegdaeHtehctaR000-553-233
1edahs01#,sneL02174
1elcatpecerllawV03201204
1gaBstraP
)2(sbuHcitsalP666-420-860
sdnedetniop)4(swercS000-630-860
sdnetalf)2(swercS000-960-380
)2(srehsawtalF000-420-190
2stekcarBelxA610-923-214
1eldnaHsuoirav
1tooFtroppuS610-823-214
2sleehW666-030-314
1elxA666-840-314
1tekcarBelbaC100-182-131
1ffodnatshcroT06144
Table 2. Parts and Accessories 20 Amp Cutter
YTQNOITPIRCSED.ONTRAP
1straPerapS,tiK09144
)3fokcap(sedortcelE00244
)3(selzzoN01244
)2(sgniR-O05044
)ebut.zo4/1(tnacirbulgnir-O4244
1gaBstraP000-272-039
)2(sbuHcitsalP666-310-860
)sdnedetniop4(swercS000-420-860
sdnetalf)2(swercS000-950-680
)2(srehsawtalF000-630-190
1sneledahs01#,llehstemlehnoisiv-ediW000-453-233
1raegdaeHtehctaR000-553-233
1eldnaHsuoirav
1tooFtroppuScitsalPdedloM000-760-213
2sleehW000-640-314
1elxA000-540-314
SPECIFICATIONS
Table 3 provides a list of the specifications for the
plasma arc cutters.
Table 3. Specifications
SRETEMARAPPMA02PMA05
tupnIcaV802@A53caV802@A2.06
caV032@A13caV032@A5.45
rewoPAVk3.7AVk5.21
esahPelgniSelgniS
ycneuqerFzH06zH06
stloVtkCnepO.xaM092062
)tuptuo(yradnoceS
stloV
gnitaRelcyCytuD%02%24
ot.qeRriAisp.niM
:rettuc
otriAisp.xaM
:rettuc
isp07
isp021isp002
cdV001@A02cdV001@A05
isp07
HFC042@
E
N
G
L
I
S
H
HFC042@
9
Page 10
E
N
G
L
S
H
INSTALLATION
UNPACKING
Use the following instructions to remove your plasma
arc cutter from the shipping carton.
I
1. Open the shipping carton.
2. Remove the handle, accessory kit, and protective
top cardboard pad.
3. Open the accessory kit and compare the contents
to the parts and accessories list in Table 1 for a 50
amp cutter or Table 2 for a 20 amp cutter. Report
any damaged or missing items to your dealer
IMMEDIATELY.
4. With a knife, cut along the dotted line around the
bottom of the shipping carton. Be careful not to
scratch the cutter.
5. Lift off the carton and fold it down flat.
6. Place the folded carton on the floor, immediately
behind the cutter.
7. Gently tip the cutter onto its back, on top of the
folded carton
ASSEMBLY
Assemble the cutters according to the following
instructions.
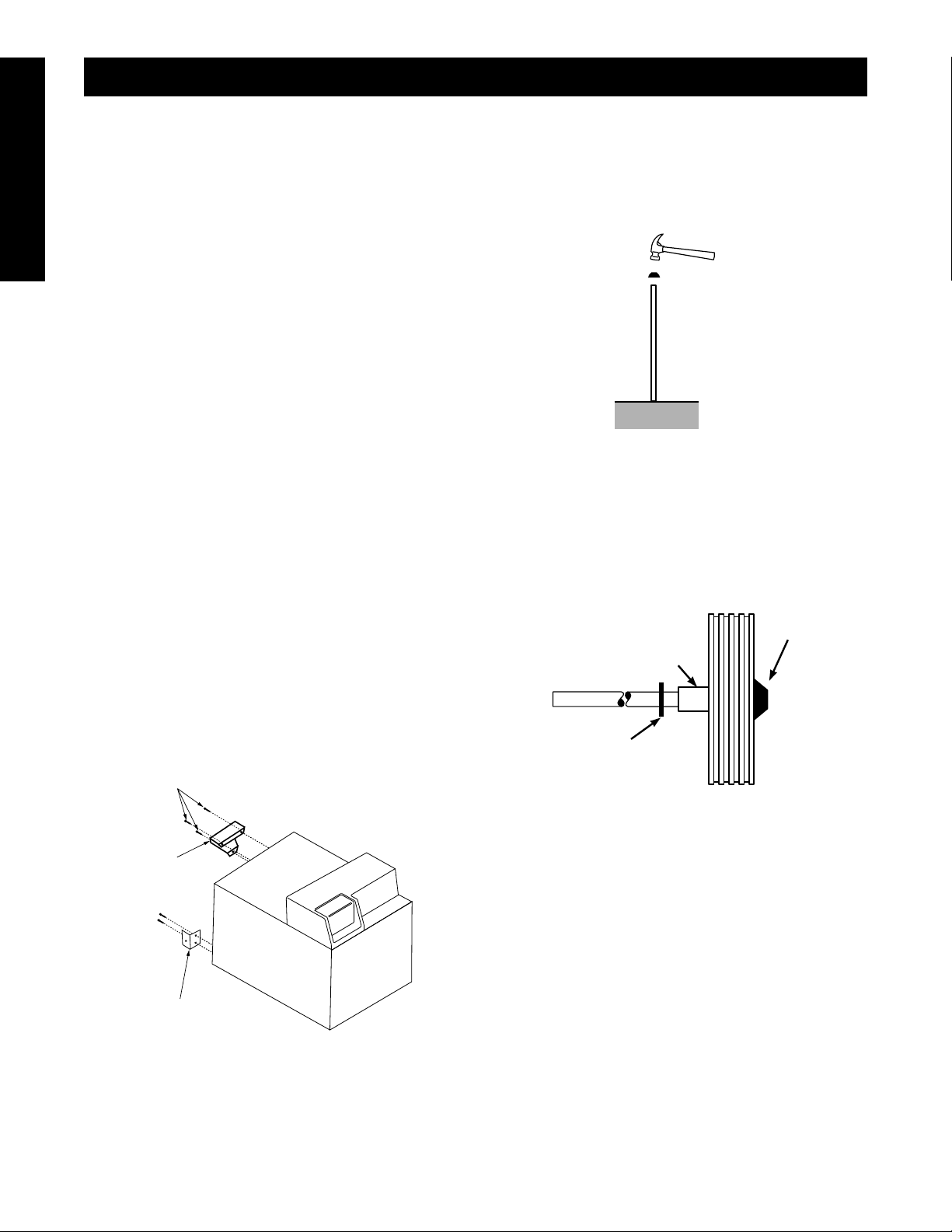
ASSEMBLE 50 AMP CUTTERS
The 50 amp cutters are assembled according to the
following procedure steps and Figure 1 through
Figure 6.
1. Set the metal support foot (see Figure 1) over the
three corresponding holes on the front edge of the
bottom of the cutter.
Three Sheet
Metal Screws
Foot
screws (pointed ends) per bracket.
4. Orient the brackets so that the downward flange of
the bracket is toward the outer edge of the cutter
as shown.
5. Using a hammer, pound one of the plastic hubs
onto one end of the axle as in Figure 2.
Tap Hub Cap
onto axle with
Hammer
Ground or
Hard Surface
Figure 2. Install the Hub Cap
6. Slide a wheel onto the axle, followed by one of the
flat washers.
7. When the wheel and washer has been installed
on the axle, push axle through the hole in one of
the axle brackets, then through the cutter, and out
through the hole in the other bracket (see Figure
3).
Hub
Cap
Long Center
Hub
Axle
Washer
Figure 3. Install Wheel to Axle
8. Turn the cutter on the side, where the wheel has
already been installed as shown in Figure 4.
Axle Bracket
Figure 1. Install Foot, 50 Amp Cutter
2. Secure the metal support foot in place with the
three sheet metal screws (pointed ends).
3. Attach the two axle brackets to the bottom of the
unit as shown in Figure 1, using two sheet metal
10
Page 11
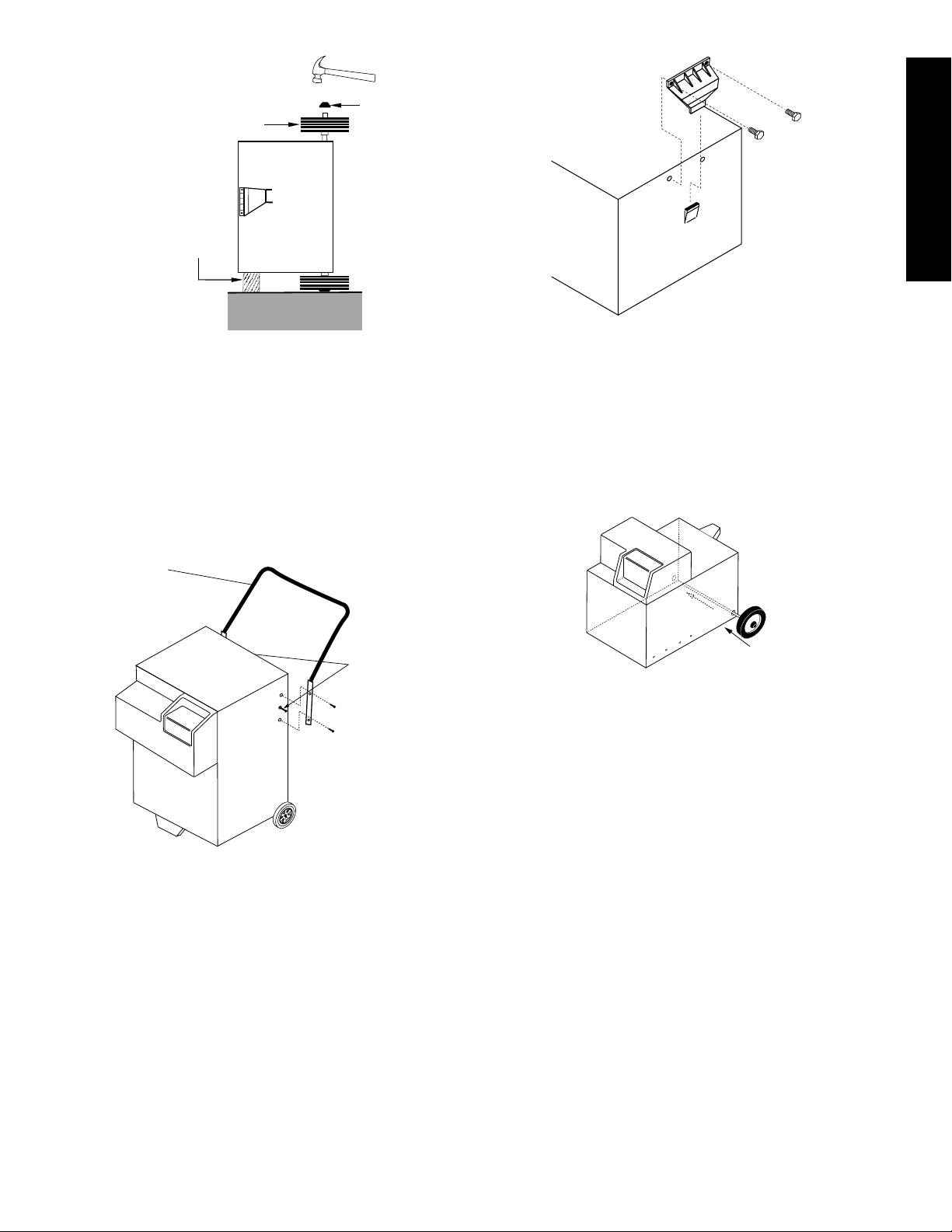
Hub Cap
Wheel
Wood Block
For Support
Plasma cutter
set on its side
Ground or Other
Hard Surface
Figure 4. Install Second Wheel
9. Install the remaining washer followed by the
remaining wheel on the protruding end of the axle
as shown.
10. Using a hammer, pound the remaining plastic hub
on the end of the axle.
11. Gently tip the cutter upright onto its wheels and
support foot.
12. Position handle as shown in Figure 5 and secure it
in place with the 4 machine screws (blunt ends).
E
N
G
L
I
S
H
Figure 7. Install Foot, 20 Amp Cutter
3. Using a hammer, pound one of the plastic hubs
onto one end of the axle (see Figure 2).
4. Slide a wheel onto the axle followed by one of the
flat washers (see Figure 3).
5. Slide axle (with wheel on it) into the hole on the
one side of the cutter, through the cutter, and out
the hole on the other side of the cutter (see
Figure 8).
Handle
Remove Screw
(2) and Discard
Figure 6. Install Cutter Handle, 50 Amp Cutter
ASSEMBLE 20 AMP CUTTERS
1. GENTLY, tip the cutter over onto its back on top of
the front side of the carton saved in the unpacking
section.
2. Slide the tab of the molded plastic support foot
into the slot in the bottom of the cutter, then fasten
with the two screws that have flat ends. See
Figure 7.
Figure 8. Install Axle, 20 Amp Cutter
6. Slide remaining washer over the protruding end of
the axle followed by the remaining wheel.
7. Using a hammer, pound the remaining plastic hub
onto the axle (see Figure 4), then gently tip the
cutter upright onto its wheels and support foot.
8. Position handle as shown and attach with the 4
screws with pointed ends (see Figure 9). Tighten
securely.
11
Page 12

E
N
G
L
S
H
Table 4. Voltage Conversion Chart
EGATLOVLAUTCA:OTRETTUCTES
Insert Screws
To Fit, Two
Each Side
ot912
caV042
noitarepOtloV032
)teSyrotcaF(
I
Figure 9. Install Handle, 20 Amp Cutter
POWER INSTALLATION
These cutters are designed to operate on a properly
grounded 230 or 208 volt, 60 Hertz, single phase,
alternating current (ac) power source fused at 50 amps.
Have a qualified electrician verify the actual voltage at
the receptacle into which the cutter will be plugged and
confirm that the receptacle is properly fused and
grounded.
CAUTION
IMPORTANT: Do not operate the cutters if the actual
power source voltage is less than 198 Vac or greater
than 240 Vac. Contact a qualified electrician if this
problem exists. Operating on inadequate or excessive
power will result in improper performance and/or
damage to the cutter.
CONVERT FROM 230 V TO 208 V
ot891
caV812
CAUTION
IMPORTANT: Failure to set these cutters to
match the actual power source voltage (see
Table 1) will cause improper cutter
performance and can cause damage to your
cutter.
1. Remove the sheet metal access panel on the right
side (when facing the front, 50 amp only) of the
cutter or remove the cover (20 amp).
2. Locate the contactor inside the cutter (see Figure
10) and convert to 208 volt operation according to
the instruction decal on the back of the cutter.
3. Reinstall the sheet metal access panel.
CONNECT THE CUTTER TO POWER
SOURCE
Connect the cutter to the power source according to the
following instructions.
noitarepOtloV802
)teSrenwO(
OPERATION
WARNING
ELECTRIC SHOCK CAN KILL!
To reduce risk of electric shock, make certain the
cutter is unplugged from the ac power source.
These cutters are factory set for 230 Vac operation for
actual receptacle voltages between 219 and 240 Vac. If
the actual receptacle voltage falls between 198 and 218
Vac, it will be necessary to convert the cutter to
208 Vac operation as identified in Table 4. Make the
conversion according to the following procedure steps.
WARNING
ELECTRIC SHOCK CAN KILL!
WARNING
FIRE CAN KILL, INJURE, AND CAUSE
PROPERTY DAMAGE!
To reduce the risk of electric shock and fire, connect
only to properly grounded and fused outlets. NEVER
ALTER the ac power cord or power cord plug provided
on the cutter. NEVER ALTER an extension cord or
extension cord plugs.
Do not alter the ac power cord or power cord plug on
this cutter. If the ac power cord plug does not mate
with your existing receptacle, have an NEMA 6-50R
receptacle installed by a qualified electrician in
accordance with National and local electrical codes and
ordinances. Do not use any adapters between the ac
power cord plug and ac power source receptacle.
12
Page 13
1. Make sure the POWER switch on the front of the
cutter is OFF.
2. Plug the power cord plug into the ac power source
receptacle.
EXTENSION CORD USE
For optimum cutter performance, an extension cord
should not be used unless absolutely necessary. If
necessary, care must be taken in selecting an
extension cord appropriate for use with your specific
cutter (see Table 5).
Select a properly grounded extension cord that mates
directly with the cutter ac power cord and ac power
source receptacle, without the use of adapters. Make
sure the extension cord is properly wired and in good
electrical condition.
Table 5. Extension Cord Chart
HTGNELEZISGWASERIW#
pmA02
srettuC
.tf52413
.tf05213
pmA05
srettuC
.tf5283
.tf0563
INSTALL COMPRESSED AIR
pressure adjustments are to be made only with the
control regulator on the front of the cutter.
An air line filter with a drain trap is required for use with
this plasma cutter. An air filter alone, may not be
sufficient to capture all of the moisture and oil expelled
by the compressor. If the compressed air is still not dry
enough (clean and oil free), install an after cooler (either
air or water cooled), and a condensate drain along with
the filter and drain trap. The after cooler and
condensate drain take out 80% of the water and oil, and
by doing so, increase the life of consumables. In some
situations, where high humidity is present, the addition
of a refrigerated dryer may be required to remove
excess moisture.
When you install the air filter and drain trap, make sure
the trap is upstream from the filter. Having the drain
before the filter allows for moisture removal prior to
filtration. If an after cooler and condensate drain are
required, the aftercooler receives the compressed air
first, then the condensate drain, the drain trap, and
finally the air filter. If a refrigerated dryer is being
installed, it should be placed between the condensate
drain and the drain trap.
DO NOT USE COMPRESSED GASES OTHER THAN
AIR! Compressed gases such as Argon, Hydrogen, or
Nitrogen are not acceptable for use in cutting. USE
ONLY COMPRESSED AIR!
Table 6. Compressed Air Requirements
rettuCoTetaRwolFmuminiMHFC042
rettuCoTerusserPmuminiMisp07
rettuCoTerusserPmumixaM
)A02(isp021
)A05(isp002
E
N
G
L
I
S
H
WARNING
GASES UNDER PRESSURE CAN EXPLODE
AND INJURE OR KILL
To reduce risk of death or injury from faulty
compressed air equipment, read, understand, and
follow the safety instructions in this manual. In
addition, make certain that anyone else that uses this
cutting equipment, or a bystander in the cutting area,
understands and follows the safety instructions as well.
COMPRESSED AIR REQUIREMENTS
The compressed air specifications for the plasma cutter
are provided in Table 6. This cutter uses only
compressed air. The compressed air is obtained from
an external compressed air source (not included) and
must be clean, dry, and oil-free. The 50 Amp cutters
come with a compressed air pre-regulator. The preregulator is preset at the factory and is not adjustable.
Do not attempt to change the regulator setting. All
CONNECT TO COMPRESSED AIR
SOURCE
1. Obtain a 1/4" male pipe thread fitting with the
other end designed to mate with your compressed
air system.
2. Apply pipe sealant or one wrap of teflon tape to
the threads of the fitting obtained in step 1.
3. Thread fitting into the air inlet port of the cutter and
wrench tighten.
4. Connect your compressed air line to the cutter.
PREPARATION
An important factor in obtaining satisfactory cutting
results is preparation. An organized, well-lighted, wellventilated work area should be available to provide
comfort, convenience, and safety to the operator and all
bystanders in the cutting area. It is a must that the
cutting area be cleared of all flammables and that a
type ABC chemical fire extinguisher is always close at
hand.
13
Page 14
E
N
G
L
S
H
OPERATION
The following paragraphs provide instructions for
operating your plasma cutter.
CONTROLS AND
I
INDICATORS
The POWER switch is a two position switch marked ON
and OFF and turns the plasma cutter on or off.
The mode switch is a two position switch marked RUN
and SETUP. When set to SETUP, the air will flow
through the cutter and torch, but an arc will not start.
When set to RUN, the cutter is ready for operation.
The 50 Amp cutters have an amperage selector switch
with three set positions for selecting cutter outputs of
30, 40, or 50 amps. The 20 Amp cutters run at a single,
fixed current and do not need an amperage selector
switch.
The air regulation knob allows the operator to adjust the
air pressure through the cutter and torch. Turning the
knob clockwise (right) increases the pressure and
counterclockwise (left) decreases it. The air should be
adjusted when the mode switch is in SETUP to a level
between 61 and 65 psi, as required for operation.
The cutting torch and the parts on the end of it are
extremely important to the cutting process. For this
reason, it is best to know a few things about the torch
and the torch parts before operating the cutter.
THE TORCH
pressure and flow are correct, a plasma arc will be
established at the end of the torch. When the trigger is
released, the plasma arc will be shut off, but the air will
continue to flow for a few seconds to cool the torch.
If the trigger is pressed for less than two seconds and
then released, the trigger can be pressed again and the
arc will be immediately reestablished. But if the trigger
is pressed for longer than two seconds and then
released, retriggering will not reestablish the arc until
after the air completes flowing for the normal cooling
cycle.
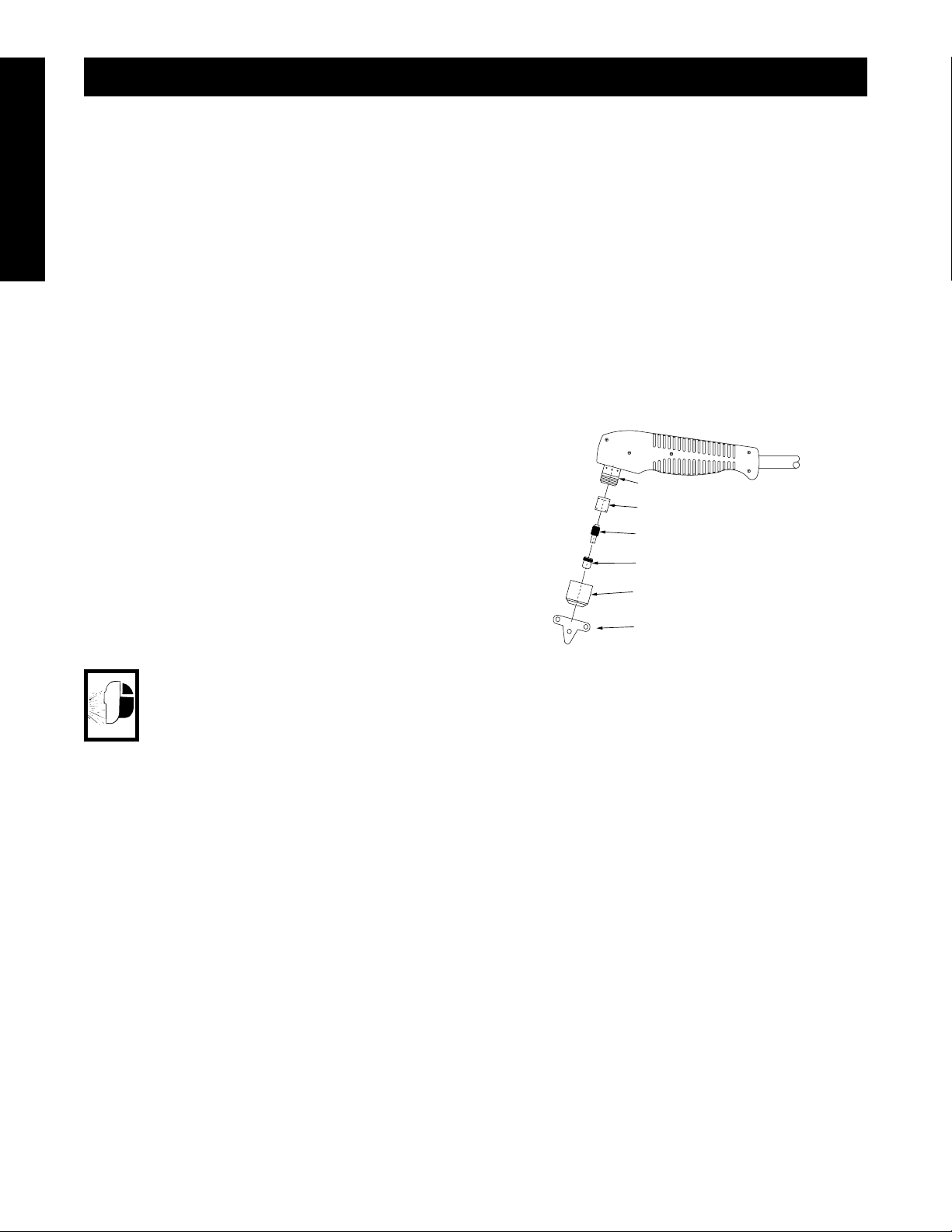
TORCH CONSUMABLE PARTS
All the parts on the end of the torch (consumables) are
replaceable by hand with no tools required. Unscrew
the nozzle cap and access is obtained to the nozzle,
electrode, swirl ring, and o-ring. See Figure 10.
O-Ring
Swirl Ring
Electrode
Nozzle
Nozzle Cap
Stand Off (Optional 20 A)
Figure 10. Torch Parts (Consumables)
WARNING
PLASMA RAYS CAN INJURE EYES AND BURN
SKIN!
• Do not look at an electric arc without proper protection.
A cutting arc is extremely bright and intense and, with
inadequate or no eye protection, the retina can be
burned, leaving a permanent dark spot in the field of
vision. A shield or helmet with a number 8 shade filter
lens (minimum) must be used.
• Wear protective clothing and welding gloves. The
intense light of the cutting arc can burn the skin in
much the same way as the sun. The cutting arc is an
open flame and will burn exposed flesh.
The torch is designed to be held comfortably in most
positions. The trigger on the 50 Amp cutters is on the
bottom of the torch. To press the trigger, slide your
hand forward under the yellow safety latch and pull the
trigger. The trigger on the 20 Amp cutters is on the top
of the handle and is easily pressed with the thumb.
When pressed, within a fraction of a second air will
begin to flow through the cutter and the torch., if air
14
REPLACING CONSUMABLE PARTS
During the cutting process, the parts on the end of the
torch are slowly consumed. To prevent premature
consumption of some torch parts and to prevent
damage to the torch itself, it is necessary to replace the
consumable parts in a timely manner.
Note: Consumable life estimates are approximations
made for mild steel, under ideal conditions only.
Your actual times may vary. Variations in
materials and user technique can add to or
diminish from consumable life. When cutting
aluminum, expect about one-half the nozzle
and electrode life.
NOZZLE – The 50 Amp plasma cutter consumables
have an expected life of up to 30 minutes of actual
cutting time (time that the arc is established).
Consumable life may be greatly reduced when cutting
thicker materials. The 20 Amp cutter consumables
have an expected life of up to 45 minutes of actual
cutting time (time that the arc is established). As cutting
time accumulates, the hole in the nozzle becomes
larger and distorted and will cause the cut to wander.
Untimely replacement can lead to shorter electrode life
expectancy. The 50 Amp cutters, only, have a high
Page 15
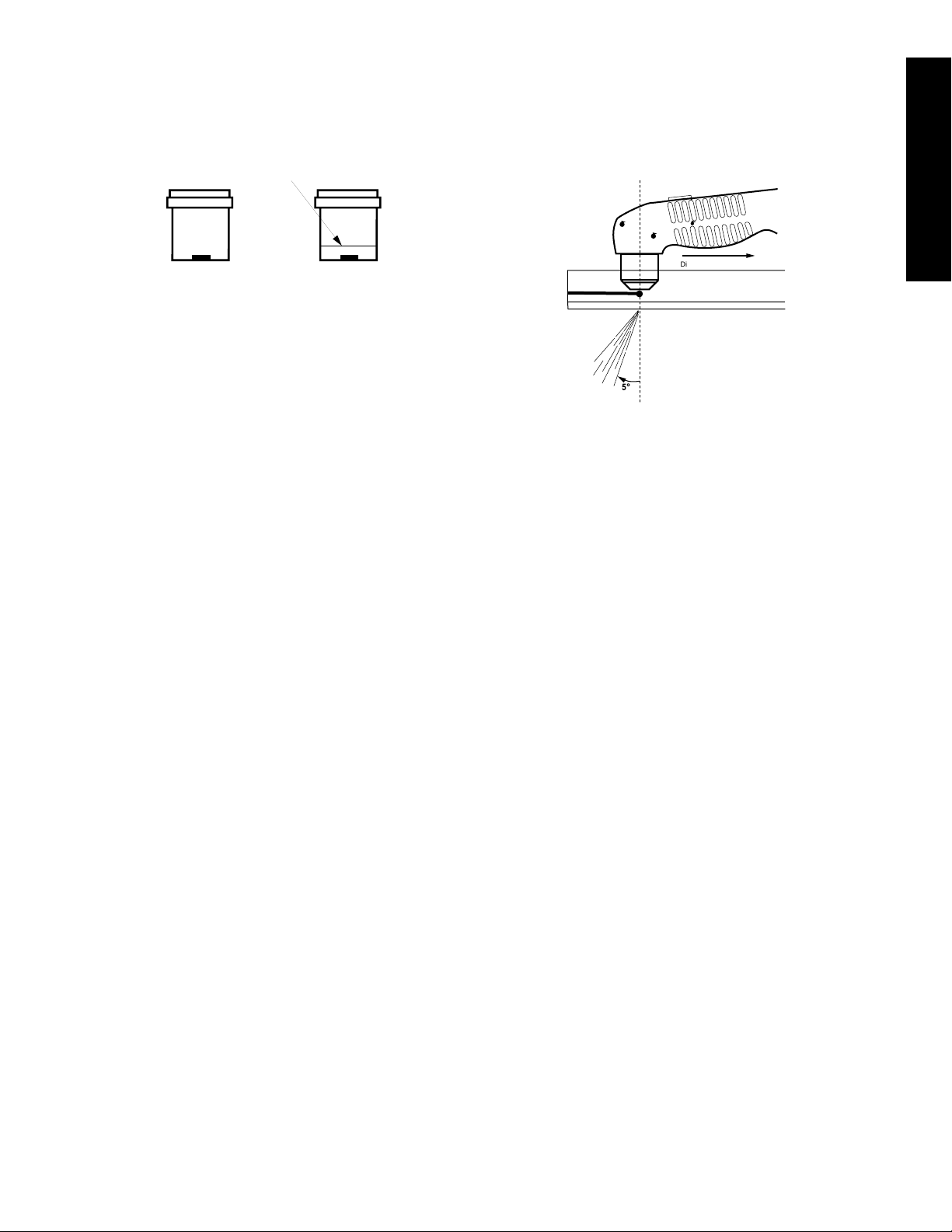
current nozzle and low current nozzle (see Figure 11).
One nozzle is best suited for materials that require
higher amperage settings. The other is best thinner
materials, that require lower amperage settings.
Low Current
Nozzle
Use On
30 Amp
Settng
Figure 11. High Current & Low Current Nozzles
ELECTRODE – The electrode has a life expectancy of
approximately 45 minutes of actual cutting time. As it
deteriorates, the arc will become weaker and break up
of the arc may occur. Untimely replacement can lead to
shorter swirl ring life expectancy.
SWIRL RING – The swirl ring has a life expectancy of
approximately 3 hours and 30 minutes of actual cutting
time. It needs to be replaced when visual evidence of
cracks, chips, or burn spots begin to occur.
NOZZLE CAP – The nozzle cap should be replaced
when any cracks or any burn through holes begin to
develop. Always inspect the swirl ring when replacing a
nozzle cap and replace both, if necessary.
TORCH STAND OFF – The torch stand off allows you
to set the spacing between the nozzle and the work
piece to be cut. It attaches to the nozzle cap and
should be adjusted so the gap between the nozzle and
the work is 1/16 inch. This gap is extremely important
for clean cuts in thicker materials when cutting at the 40
or 50 amp setting. The torch stand off is also useful for
following patterns or guides when cutting.
O-RING – The o-ring is very important to cutting
performance and must be replaced when it flattens or
takes a physical set due to pressure. To extend o-ring
life, lubricate it with the silicone lubricant (packed with
your cutter) every second or third time that the nozzle
cap is removed. The lubricant should be applied only to
the o-ring after it is in place on the torch. Be careful not
to get lubricant on any of the other consumable parts or
they may be destroyed. Always wipe excess lubricant
from fingers before handling any of the other
consumable parts.
Identifying
Line
High Current
Nozzle
Use On
40 and 50
Amp Settng
HINTS FOR INCREASING LIFE OF
CONSUMABLES
1. Use clean, dry, oil-free compressed air only.
2. Establish and maintain a good electrical
connection with the ground clamp to the material
being cut.
3. Establish and maintain a consistent distance of
about 1/16 inch between the material being cut
and the torch nozzle.
4. Establish and maintain proper movement speed.
The optimum torch movement speed for
maximum consumable life is that which results in
the main shower of sparks trailing approximately 5
degrees behind the main axis of the torch as
depicted in Figure 12.
Direction Of Movement
Workpiece
5°
Figure 12. Torch Movement
OPERATING INSTRUCTIONS
The following paragraphs provide the information/
instructions necessary to operate your plasma arc
cutting torch.
TORCH MOVEMENT
The proper movement speed will vary with material type
and thickness. Moving the torch too fast and/or not
cutting completely through the metal while continuing to
move the torch will result in shorter consumable life.
1. Hold cutting starts to a minimum. Starts wear on
the nozzle and electrode more than actual cutting.
2. Use the highest air pressure setting, typically
between 61 and 65 PSI, that will work for you.
ARC STARTING
When the trigger is pressed, compressed air flows
through the torch. When it reaches the end of the torch,
the electrode is pushed back away from the nozzle by
the force of the air. When the gap between the
electrode and nozzle becomes great enough, an arc is
created and quickly becomes a plasma arc.
DUTY CYCLE
The duty cycle rating is expressed as a percentage of
an industry recognized cycle, based on a 10 minute
working time period. The duty cycle rating of a plasma
arc cutter tells the operator what portion of the 10
minutes of working time the cutter can be used for
cutting and what portion of the time the cutter must be
allowed to rest and cool. The 50 Amp plasma arc
cutters have a duty cycle rating of 40%. This means
that out of the 10 minute working time period, you may
cut for four minutes, but must allow the cutter to cool for
the remaining six minutes of the working time period.
15
E
N
G
L
I
S
H
Page 16
E
N
G
L
S
H
The 20 Amp plasma arc cutters have a duty cycle rating
of 20% meaning that out of 10 minutes, you may cut for
two minutes, but must allow the cutter to cool for eight
minutes.
SAFETY INTERLOCKS
I
When air pressure is not sufficient to blow the electrode
back from the nozzle, current will not be allowed to the
torch for cutting. Some common reasons for low air
pressure are:
1. The compressed air source pressure or the air
regulator on the cutter is set too low.
2. The consumable parts at the end of the torch are
not installed at all or not installed properly.
3. The O-ring needs replacing.
4. Any filter being used with the cutter is plugged and
needs to have a new filter element installed.
A thermal switch is also provided in the cutter to prevent
overheating. Overheating is normally caused by
exceeding the cutter duty cycle rating, or holding the
torch more than 1/6 inch from the workpiece. If the
thermal switch should shut the cutter off, wait about ten
minutes. The thermal switch will reset automatically
and cutting power will be restored. Cutting materials
without providing a ground to the workpiece will add
heat to the internal components causing the duty cycle
to be less than the listed rating. Whenever possible,
always provide a solid ground to the workpiece.
SETUP FOR CUTTING
1. Begin with the POWER switch OFF and the
power cord unplugged from the ac power source.
2. Check to make sure that all consumable torch
parts are in good condition and properly
assembled on the end of the torch. Correct as
needed.
3. Select the proper cutting nozzle for the amperage
setting selected. For 50 Amp cutters ONLY: in the
30 amp setting, use the nozzle without the
identifying line (Figure 11). For 40 and 50 amp
settings, use the nozzle with the line.
4. Connect the ground clamp to the workpiece
making sure that the connection site is clean and
free of dirt, oil, rust, scale, and paint.
WARNING
PLASMA RAYS CAN INJURE EYES AND BURN
vision. A shield or helmet with a number 8 shade filter
lens (minimum) must be used.
• Wear protective clothing and welding gloves. The
intense light of the cutting arc can burn the skin in
much the same way as the sun. The cutting arc is an
open flame and will burn exposed flesh.
Note: The torch may cut without having the ground
clamp connected to the workpiece. But cutting
without grounding the workpiece will add heat
to the plasma cutter internal componentse and
may cause damage to the unit. The additional
heat will cause the duty cycle to be lower. The
cutter will perform much better and
consumables will last longer when the cutter
ground is properly connected to the workpiece.
5. Plug power cord into the ac power source
receptacle.
6. Set the POWER switch ON.
7. Set the mode switch in SETUP and allow the air to
flow for two to three minutes, purging the air lines
of condensation and contaminants. While the air
is flowing, adjust the regulator on the cutter to 65
psi.
Note: IMPORTANT! Selecting the proper air
pressure setting is critical. An air pressure
setting that is too low will result in shorter
consumable life or the failure of the arc to start
at all. A setting that provides too much air
pressure will cause the arc to blow out while
cutting. At pressures lower than about 55 psi, a
safety interlock in the cutter will shut off the
cutter output current. A special tune-in
procedure is provided later in these instructions
to help you determine the air pressure setting
that works best with your cutter.
8. Set the mode switch to RUN. The plasma arc
cutter is now ready for use.
WARNING
PLASMA ARC CUTTERS CAN CAUSE
SERIOUS BURN INJURIES
Make certain the POWER switch is OFF before setting
the cutting torch down. This will prevent the cutting
torch from accidentally triggering when it is not being
held. If the trigger were to be bumped, in any way,
while not being held, a plasma arc could accidentally
start. Serious PERSONAL INJURY to you or
bystanders in the cutting area could be the result.
Such an incident could also result in property damage
due to fire.
SKIN!
• Do not look at an electric arc without proper protection.
A cutting arc is extremely bright and intense and, with
inadequate or no eye protection, the retina can be
burned, leaving a permanent dark spot in the field of
16
HOLDING THE TORCH
1. You may hold the torch with either one or two
hands. The object is to be comfortable and steady
with the torch.
Page 17
2. It is best to position the torch so that the nozzle is
at or near a 90 degree angle (perpendicular) to the
workpiece (see Figure 12).
3. Although it is acceptable for the nozzle to touch
and be dragged along the workpiece, consumable
life will be extended if a gap of no more than 1/16"
can be maintained between the nozzle and the
workpiece while cutting. When cutting thicker
materials, maintaining a 1/16’ gap will provide a
cleaner cut. Use the torch standoff (optional on 20
A models) attachment to maintain the spacing.
MAKING A CUT
DO NOT ATTEMPT TO CUT until you have read and
understand the entire SAFETY SUMMARY. The
SAFETY INFORMATION is there to help you to know
how to reduce the risks of DEATH or INJURY to
yourself or bystanders in the cutting area, and even
from PROPERTY DAMAGE in the vicinity of the cutting
area.
1. Position the torch at the edge of the workpiece
over the point where you want the cut to start.
2. Lower welding helmet, goggles, or position shield
to protect eyes.
3. Press the trigger on the cutting torch and the
plasma arc will start. If the arc blows itself out,
follow the air pressure tune-in procedure below.
TUNING-IN THE AIR PRESSURE
1. Set mode switch to SETUP.
2. Decrease the air pressure by one psi (unless you
have reached 61 psi in which case, see CUTTING
PROBLEMS).
3. Set the mode switch to RUN.
4. Return to step A above and try a new cut. If you
reach the lowest acceptable pressure setting of 61
psi and the arc continues to blow out, see
CUTTING PROBLEMS.
5. When the plasma arc has cut through the entire
thickness at the edge of the workpiece, begin to
move the torch.
6. Release the trigger on the torch when you wish to
stop cutting.
TORCH MOVEMENT RATE
The torch movement rate is the speed at which the
torch is moved along the work piece and depends on
several factors such as the type and thickness of the
material being cut and the comfort or ability of the
operator to follow the desired cut line. It is important
that the rate of movement be slow enough that the
plasma arc cuts all the way through the work piece or
life expectancy for the consumables will be drastically
reduced.
The best procedure for determining the proper cutting
speed is to spend some time cutting on various types
and thicknesses of materials and observing the results
of different rates of travel and angles of cut.
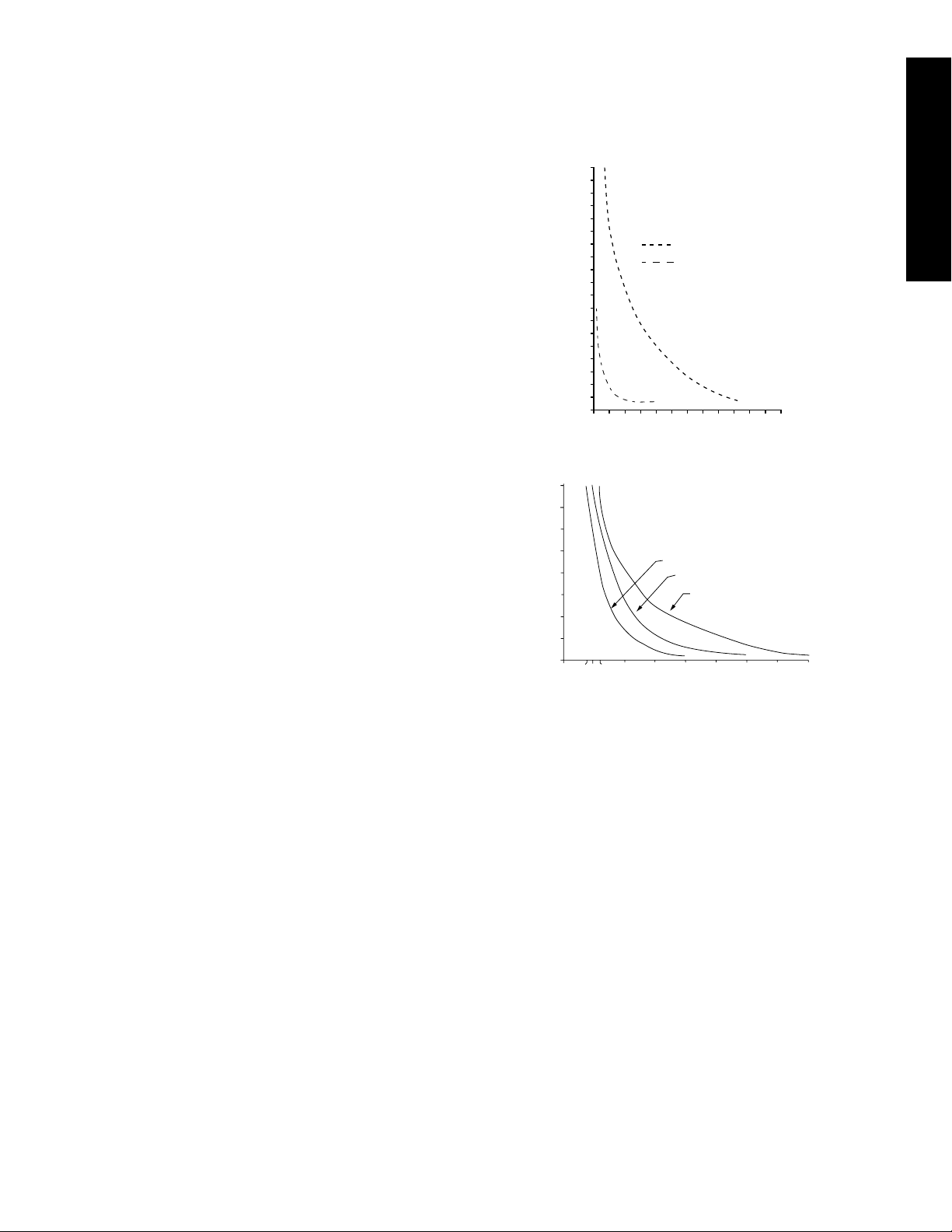
As a starting point, see the cutter speed charts in
Figure 13 and Figure 14 for approximate torch
movement rates.
190
180
170
160
150
140
130
120
110
100
90
80
70
Inches Per Minute
60
50
40
30
20
10
0
1/16"0
Mild Steel
Aluminum
1/8" 3/32" 1/4" 5/32" 3/8"
Material Thickness
Figure 13. 20 Amp Cutter Speed Chart
200
175
150
125
100
Inches Per Minute
75
50
25
0
18GA16GA14
1/8 3/16 1/4 5/16 3/8 7/16 1/2
GA
TYPICAL PERFORMANCE
(MILD STEEL)
30 AMP
40 AMP
50 AMP
MATERIAL THICKNESS
Figure 14. 50 Amp Cutter Speed Chart
TYPICAL CUTTING PROBLEMS
There are two main problems that can occur during the
cutting operation.
1. The cut is not penetrating the material being
worked on.
a. Torch movement rate is too fast.
b. Nozzle is not being held perpendicular (at 90
degrees) to the work piece.
c. The torch being held too far from work piece
(should be about 1/16 inch).
d. Attempting to cut material that is too thick.
e. Using worn out nozzles or electrodes.
f. Using the incorrect nozzle for the amperage
selected (50 Amp cutters ONLY)
2. The cutting arc is breaking up or quitting
altogether during cutting.
a. Worn out nozzle and/or electrode.
b. Low line voltage.
c. Air pressure setting is too high.
E
N
G
L
I
S
H
17
Page 18

E
N
G
L
S
H
MAINTENANCE
PERIODIC MAINTENANCE
This plasma arc cutter has been engineered and
manufactured to give many years of trouble-free service
I
providing that a few very simple steps are taken to
properly maintain it.
1. Inspect and replace all cutting torch consumables
in a timely manner. See PREPARING TO CUT for
details.
2. Periodically, unplug the power cord from the ac
power source and remove the cover (left side, top,
and right side) from the plasma cutter. Air-blow
any accumulated dust and dirt from the inside of
the cutter and reinstall the cover. Initially, this
should be done after the first six months of
operation. After that, do it more or less frequently
depending on what your cutter's environment
dictates.
Note: All torch connections are located behind the
plastic nose piece (access panel) on the front
of the cutter. To replace a torch or check torch
connections, remove the plastic nose piece and
slide it away from cutter for clearance.
TROUBLESHOOTING
The following TROUBLESHOOTING tables are
provided as a guide to help resolve some of the more
common problems that might be encountered your
plasma cutter. Should you or qualified repair personnel
be unable to resolve a problem or determine which of
the possible solutions will remedy a specific problem,
call for service assiatance at: 1-800-328-2921. In
Minnesota call:
(612) 884-3211.
Note: IMPORTANT! Before calling for service
assiatance, have the cutter unplugged from the
ac power source, the cover (left side, top, and
right side) removed, and the telephone as near
to the cutter as possible.
1. Set the POWER switch OFF.
2. Unplug the ac power cord from the ac power
source before attempting service or adjustment.
3. Dial the phone for service help.
ALL SERVICE AND ADJUSTMENTS MUST BE
PERFORMED BY QUALIFIED SERVICE PERSONNEL
ONLY.
18
Page 19

Troubleshooting Table
motpmyS)s(esuaCelbissoPnoitcAevitcerroC
llatanoitcnuftonseodrettuCrotacidnitub,NOsihctiwsrewoP.1
.ffosithgil
hctiwsrewopevitcefeD.2hctiwsrewopecalpeR.2
drocrewopevitcefeD.3drocrewopecalpeR.3
edomPU-TESniwolfriaoNegatlovtneiciffusnI.1;egatlovecruosrewopkcehC.1
ylppusriareporpmI.2dna)MFC0.4(HFC042deeN.2
noitcennoceriwesooL.3morfDEGGULPNUrettuchtiW.3
rotalugerhguorhtwolfriaoN.4.rotalugerecalper,wolfriaonfI.4
E
N
otnideggulpsirettucerusekaM.1
.ecruosrewop
G
L
I
S
uoyoD.hguonesierehterusekam
tlov802ottrevnocotdeen
.noitarepo
.isp56ot16tatesrotalugerrettuc
lanretnillakcehc,ecruosrewop
revocehtrednusnoitcennoceriw
lenapsseccatnorfehtdnihebdna
.ssenthgitrof
H
dioneloshguorhtwolfriaoN.5
evlav
htiwedomNURniwolfriaoN
desserpreggirt
hctiwsputes/nurdaB.3.hctiwsecalpeR.3
rewopgnittucoNdedeecxeelcycytuD.1loocdnatserotrettucwollA.1
selbamusnocnroW.2.wenhtiwnrowesohtecalpeR.2
rettucotegatlovwoL.3egatlovecruosrewopCAkcehC.3
ylppusriawoL.4 rotalugeR.wolfriaHFC042deeN.4
craniatniamottluciffiDselbamusnocnroW.1wenhtiwnrowesohtecalpeR.1
ylreporpdetcennoctonhcroT.1morfDEGGULPNUrettuchtiW.1
noitcennoceriwesooL.2morfDEGGULPNUrettuchtiW.2
otegatlovkcehc,wolfriaonfI.5
stlov42ebdluohsegatlov;dionelos
ecalper,tcerrocsiegatlovfI.CD
.dionelos
sseccatnorfevomer,ecruosrewop
rofsnoitcennocllakcehcdnalenap
.ssenthgit
sseccatnorfevomer,ecruosrewop
rofsnoitcennocllakcehcdnalenap
.ssenthgit
.setunim01tuoba
.dedeenfitcerrocdna
dna16neewtebtesebotrettucno
.edomPU-TESniISP56
riatsioM.2riagnimocniotpartretawddA.2
ylppusriawoL.3 rotalugeR.wolfriaHFC042deeN.3
dnuorgeceipkrowdaB.4sipmalcdnuorgerusekaM.4
enil
dna16neewtebtesebotrettucno
edomPU-TESniISP56
ataeceipkrowehtotdetcennoc
,esaerg,tniapfoeerfdnanaelcetis
.ctetsur
19
Page 20
E
N
G
L
S
H
Troubleshooting Table (continued)
motpmyS)s(esuaCelbissoPnoitcAevitcerroC
htaenrednussordfopu-dliuB
eceipkrow
tcerrocni
I
eceipkrowgnitarteneptluciffiDselbamusnocnroW.1wenhtiwnrowesohtecalpeR.1
ylppusriawoL.3.wolfriaHFC042deeN.3
gnicapsdnaelgnahcroT.1
selbamusnocnroW.2wenhtiwnrowesohtecalpeR.2
wolsootetarlevarT.3levartfoetaresaercnI.3
wolsootetarlevarT.2levartfoetaresaerceD.2
elzzonhtiwhcrotdloH.1
.eceipkrowotralucidneprep
elzzonneewtebpag"61/1niatniaM
.eceipkrowdna
tesebotrettucnorotalugeR
-TESehtniISP56dna16neewteb
.edomPU
20
Page 21

DIAGRAMS
CONTROL CIRCUIT BOARD
DIAGRAM 20 & 50 AMP
The control circuit board contains 5 light emitting diodes
(LED’s) to help pinpoint problems. When the LED’s
light, it is an indication that power is being supplied to
the function listed below the circuit board diagram (e.g.
when LED designation D17 lights, incoming power to
the circuit board is supplied) . If a given function is
obviously not working, but the related LED is lit, check
the other components within that function (see
TROUBLESHOOTING).
E
N
G
L
I
S
H
Incoming
Power to
Circuit Board
Trigger
Circuit
Complete
Full Power
Cutting Relay
Circuit On
Main Contactor
Circuit On
Air Solenoid
Circuit On
21
Page 22
E
N
G
L
S
H
20 AMP WIRING DIAGRAM
I
22
Page 23
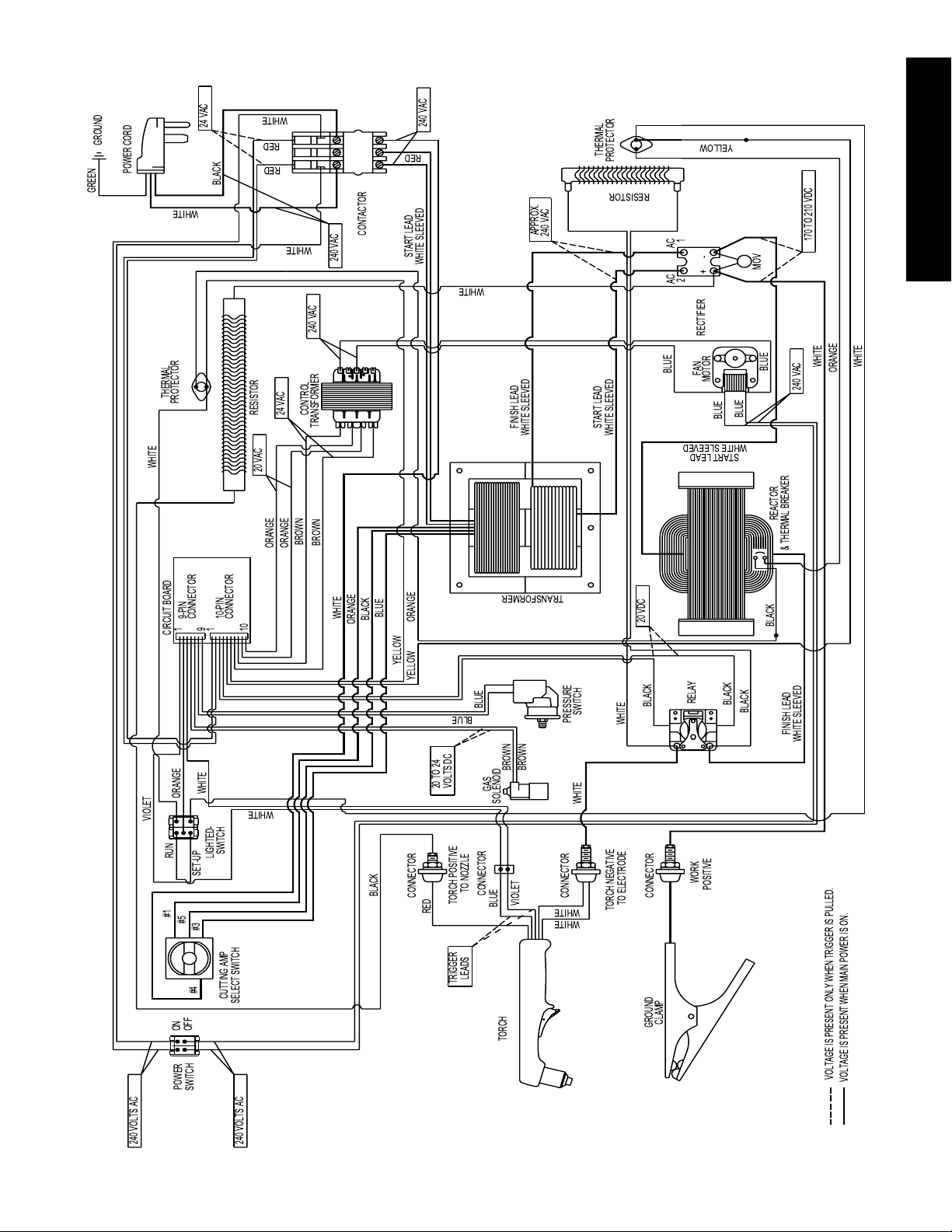
50 AMP WIRING DIAGRAM
WHITE
RED
RED
WHITE
240 VAC
CONTACTOR
START LEAD
RED
WHITE SLEEVED
GROUND
GREEN
POWER CORD
24 VAC
BLACK
WHITE
240 VAC
WHITE
APPROX.
240 VAC
THERMAL
PROTECTOR
RESISTOR
AC
AC
12
YELLOW
+-
MOV
170 TO 210 VDC
E
N
G
L
I
S
H
THERMAL
WHITE
CIRCUIT BOARD
VIOLET
PROTECTOR
9-PIN
CONNECTOR
10-PIN
1
9
1
WHITE
ORANGE
RESISTOR
20 VAC
ORANGE
CONNECTOR
10
WHITE
24 VAC
CONTROL
BROWN
ORANGE
240 VAC
TRANSFORMER
BROWN
WHITE
BLACK
ORANGE
BLUE
ORANGEYELLOW
YELLOW
RECTIFIER
WHITE
WHITE
ORANGE
BLUE
BLACK
BLUE
WHITE SLEEVED
START LEAD
BLACK
BLUE
REACTOR
& THERMAL BREAKER
BLACK
FINISH LEAD
240 VAC
WHITE SLEEVED
BLUE
FAN
MOTOR
FINISH LEAD
WHITE SLEEVED
BLUE
BLUE
BROWN
BROWN
VOLTS DC
20 TO 24
GAS
SOLENOID
START LEAD
WHITE SLEEVED
TRANSFORMER
SWITCH
PRESSURE
WHITE
WHITE
20 VDC
BLACK
RELAY
240 VOLTS AC
RUN
#1
ON
POWER
SET-UP
#5
#3
#4
OFF
SWITCH
SWITCH
LIGHTED-
CUTTING AMP
SELECT SWITCH
240 VOLTS AC
BLACK
CONNECTOR
TORCH POSITIVE
RED
TRIGGER
TO NOZZLE
CONNECTOR
BLUE
LEADS
VIOLET
TORCH
CONNECTOR
WHITE
TORCH NEGATIVE
WHITE
CONNECTOR
TO ELECTRODE
CLAMP
GROUND
WORK
POSITIVE
VOLTAGE IS PRESENT ONLYWHEN TRIGGER IS PULLED.
VOLTAGE IS PRESENT WHENMAIN POWER IS ON.
23
Page 24

E
N
G
L
S
H
LIMITED WARRANTY
The manufacturer warrants the plasma arc cutter for
one (1) year from date of purchase. The manufacturer
will repair at no charge for parts or labor, the plasma arc
cutter or plasma arc cutting torch, proven defective in
I
material or workmanship. If after reasonable efforts by
the manufacturer, the plasma arc cutter or plasma arc
cutting torch are deemed unrepairable, the
manufacturer will, at its option, refund the original
purchase price or supply a replacement cutter or torch
(whichever is defective).
This warranty extends to the plasma arc cutter and
plasma arc cutting torch only and does not apply to any
accessory items included with the product which are
subject to wear from usage; the replacement or repair
of these items shall be at the owner’s expense .
This warranty does not extend to the following
consumable parts. These parts are consumed in
normal operation of the plasma arc cutter:
Electrode, nozzle, nozzle retaining cap, swirl ring,
o-rings, or torch stand off.
In addition, this warranty does not extend to any
damage caused by the untimely replacement of
maintenance of any of the above parts.
The terms of this limited warranty constitute the
buyer’s sole and exclusive remedy. The implied
warranties or merchantability and fitness for a
particular purpose are limited in duration to this
express warranty. After one (1) year from the date
of purchase, all risk of loss, from whatever reason,
shall be upon the purchaser.
The manufacturer shall not be liable for incidental
and consequential damages under any
circumstances. The manufacturer’s liability, if any,
shall never exceed the purchase price of this
product, regardless of whether liability is
predicated upon breach of warranty (express or
implied), negligence, strict tort, or any other theory.
This warranty extends to each person who acquires
lawful ownership of the plasma arc cutter within one
year of the original retail purchase, but is void if it has
been abused, altered, misused, or improperly packaged
and damaged when returned for repair.
Some states do not permit the limitation of warranties or
limitation of consequential or incidental damages, so
the above disclaimer and limitation may not apply to
your. This warranty gives you specific legal rights, and
you may also have other rights which vary from state to
state.
To Obtain Services Under This Warranty:
Send the plasma arc cutter, packaged and prepaid or
take it to the closest service center (see included list, or
go to: www.centuryonline.net/locator/service.htm).
For questions, call:
1-800-328-2921 in the U.S.
1-800-668-8642 in Candada
© CMC May 2000 Form Number 811-632-000
24
Page 25

Cortadoras de Plasma
Modelos de 20 y 50 amperios
Guía del usuario
E
S
P
A
Ñ
0
L
Cubre los modelos 118-009, 118-010, 118-015, y 118-016
© CMC Mayo 2000 Publicación 811-632-000
1
Page 26

RESUMEN DE SEGURIDAD
INFORMACIÓN DE SEGURIDAD............................................ 4
RIESGO DE DESCARGA ELÉCTRICA ............................................................. 4
RIESGO DE RADIACIÓN TÉRMICA................................................................... 5
RIESGO DE INCENDIO ....................................................................................... 6
RIESGO DE HUMOS ........................................................................................... 6
RIESGO DE EQUIPO DE GAS Y AIRE COMPRIMIDO..................................... 7
RIESGO DE ESCORIAS CALIENTES Y METAL FUNDIDO ............................ 7
RIESGO DE RUIDO ............................................................................................. 8
INFORMACIÓN ADICIONAL DE SEGURIDAD....................... 8
INTRODUCCIÓN
DESCRIPCIÓN ......................................................................... 9
PIEZAS Y ACCESORIOS......................................................... 9
ESPECIFICACIONES............................................................... 9
E
S
P
A
Ñ
O
L
INSTALACIÓN
DESEMPAQUE ....................................................................... 10
ENSAMBLAJE ....................................................................... 10
ENSAMBLAJE DE CORTADORAS DE 50 A .................................................. 10
ENSAMBLAJE DE CORTADORAS DE 20 A .................................................. 11
SUMINISTRO DE ENERGÍA.................................................. 12
CONVERSIÓN DE 230 VOLTIOS A 208 VOLTIOS .......................................... 12
CONEXIÓN DE LA CORTADORA A LA FUENTE DE ALIMENTACIÓN ...... 12
USO DE CABLES DE EXTENSIÓN ........................................................................................ 12
SUMINISTRO DEL AIRE COMPRIMIDO .............................. 13
REQUERIMIENTOS DE AIRE COMPRIMIDO .................................................13
CONEXIÓN A LA FUENTE DE AIRE COMPRIMIDO.............................................................. 13
PREPARACIÓN ...................................................................... 13
2
Page 27

OPERACIÓN
CONTROLES E INDICADORES............................................ 14
EL SOPLETE...................................................................................................... 14
PIEZAS DE CONSUMO DEL SOPLETE ......................................................... 14
REEMPLAZO DE PIEZAS DE CONSUMO .............................................................................14
SUGERENCIAS PARA MAYOR DURACIÓN DE LAS PIEZAS DE CONSUMO ...................15
INSTRUCCIONES DE OPERACIÓN ..................................... 16
MOVIMIENTO DEL SOPLETE .......................................................................... 16
INICIO DEL ARCO ............................................................................................. 16
CICLO DE FUNCIONAMIENTO ........................................................................ 16
INTERCONEXIONES DE SEGURIDAD ........................................................... 16
PREPARACIÓN PARA EL CORTE................................................................... 16
CÓMO SUJETAR EL SOPLETE .......................................................................17
CÓMO HACER UN CORTE............................................................................... 17
AJUSTE DE LA PRESIÓN DEL AIRE.............................................................. 17
VELOCIDAD DE AVANCE DEL SOPLETE...................................................... 18
PROBLEMAS TÍPICOS DE CORTE ................................................................. 18
MANTENIMIENTO
MANTENIMIENTO PERIÓDICO ............................................ 19
GUÍA DE DIAGNÓSTICO ...................................................... 19
DIAGRAMAS
E
S
P
A
Ñ
0
L
DIAGRAMA DE PLACA DE CIRCUITO DE CONTROL
(20 Y 50 AMPERIOS) .......................................................... 22
DIAGRAMA ELÉCTRICO (20 AMPERIOS)........................... 23
DIAGRAMA ELÉCTRICO (50 AMPERIOS)........................... 24
GARANTÍA LIMITADA ................................................. 25
3
Page 28

RESUMEN DE SEGURIDAD
Todo trabajador respeta las herramientas con que
trabaja. Sabe que representan años de constantes
mejoras en diseño y desarrollo. Un verdadero artesano
sabe también que las herramientas son peligrosas si se
usan incorrectamente o se descuidan.
Si lee este manual del propietario antes de utilizar la
cortadora, podrá realizar un trabajo mejor y más seguro.
Aprenda los usos y las limitaciones del aparato, así
como los peligros potenciales relacionados con el corte
de metales.
Este símbolo indica que se debe usar un
casco durante los pasos que siguen para
prortegerse contra daños o quemaduras en los
ojos debido a la radiación térmica.
Este Este símbolo indica riesgo de incendio
en los pasos que siguen.
E
S
P
A
Ñ
O
L
INFORMACIÓN DE
SEGURIDAD
La siguiente información se proporciona como guía para
ayudarle a operar su nueva cortadora en las condiciones
más seguras posibles. Cualquier equipo que funciona
con energía eléctrica puede ser potencialmente peligroso
cuando no se conocen o no se siguen las instrucciones
de manejo. La siguiente información de seguridad se
proporciona con el fin de darle los elementos necesarios
para uso y operación en forma segura.
Un aviso de ADVERTENCIA antes de un paso de las
instrucciones es una indicación de que al realizar ese
paso se pueden causar lesiones a una persona si no se
toman las precauciones adecuadas.
Un aviso de PRECAUCIÓN antes de un paso de las
instrucciones es una indicación de que al realizar ese
paso se pueden causar daños al equipo que se está
usando.
Una NOTA puede aparecer antes o después de un paso
de las instrucciones para hacer resaltar o explicar algo
de ese paso.
LEA CUIDADOSAMENTE TODAS LAS INSTRUCCIONES DE SEGURIDAD antes de tratar de instalar, operar,
o dar mantenimiento a esta cortadora. Si no se siguen
estas instrucciones, pueden causarse lesiones
personales y/o daños a la propiedad.
CONSERVE ESTAS INSTRUCCIONES PARA
REFERENCIA FUTURA
¡IMPORTANTE! Para reducir el riesgo de muerte,
lesiones o daños a la propiedad, no trate de operar este
equipo a menos que haya leído y entendido to el
resumen de seguridad.
Nota: Los siguientes símbolos de advertencia se usan
para señalar importantes mensajes de seguridad
en este manual.
Cuando vea unos de estos símbolos, preste atención a
las instrucciones que lo acompañan para evitar riesgos
de lesiones.
Este símbolo indica riesgo de descargas eléctricas en
los pasos que siguen.
Este símbolo indica la posibilidad de
inhalación de gases tóxicos durante los pasos
que siguen.
Este símbolo indica la posibilidad de lesiones
o muerte debido a manejo o mantenimiento
inadecuado de cilindros o reguladores de gas
comprimido.
Este símbolo indica riesgo de quemaduras
debidas a escorias calientes durante los
pasos que siguen.
Este símbolo indica que se debe usar
protección de oídos para pérdida del sentido
del oído debido a ruido excesivo.
Existen publicaciones disponibles con las
normas de seguridad. Se mencionan en la
sección de INFORMACIÓN ADICIONAL DE
SEGURIDAD al final de este RESUMEN DE
SEGURIDAD.
El Código Nacional de Electricidad, los reglamentos de
la ley de salud y seguridad ocupacional (Occupational
Safety and Health Act), los códigos industriales y
requisitos locales de inspección proporcionan también
una base para instalación, uso y mantenimiento del
equipo.
RIESGO DE DESCARGA
ELÉCTRICA
ADVERTENCIA
¡LAS DESCARGAS ELÉCTRICAS
PUEDEN SER MORTALES!
• To reduce the risk of death or serious injury from
shock, read, understand, and follow the following safety
instructions. In addition, make certain that anyone else
4
Page 29

who uses this equipment, or who is a bystander in the
cutting area understands and follows these safety
instructions as well.
• The plasma cutter must be connected to the power
source in accordance with applicable electrical codes.
• Do not, in any way, come into physical contact with any
part of the plasma cutter electrical circuit, including the
work piece or any conductive material in contact with it,
the ground clamp, or any metal parts on the torch.
• Do not cut in a damp area or come in contact with a
moist or wet surface when cutting.
• Para reducir el peligro de muerte o lesiones graves
debido a descargas eléctricas, lea, entienda y siga las
instrucciones de seguridad que siguen. Además,
asegúrese de que todas las personas que usen el
aparato de cortar o estén cerca del área de corte,
entiendan y sigan también estas instrucciones de
seguridad.
• La cortadora de plasma debe conectarse a la fuente de
alimentación siguiendo los códigos eléctricos
correspondientes.
• Bajo ninguna circunstancia debe hacer contacto con
alguna parte del circuito eléctrico de la cortadora de
plasma, inclusive la pieza de trabajo o algún material
conductor que esté haciendo contacto con la cortadora,
como la pinza de toma a tierra o alguna pieza de metal
en el soplete.
• No permita que el equipo de cortar entre en contacto
con líquidos o humedad.
• No arrastre el soplete, el cable de toma a tierra o el
cable de alimentación de corriente de la cortadora, ni
permita que hagan contacto con agua o humedad.
• No toque la cortadora ni trate de encenderla o apagarla
si tiene mojada o húmeda alguna parte de su cuerpo o
de su ropa, o si está en contacto con líquidos o
humedad.
• No enchufe la cortadora a una fuente de alimentación si
tiene mojada o húmeda alguna parte de su cuerpo o de
su ropa, o si está en contacto físico con líquidos o
humedad.
• No conecte la toma a tierra de la cortadora a un tubo
portacables ni corte sobre dicho tubo.
• No modifique el cable ni el enchufe de alimentación de
corriente eléctrica.
• No trate de enchufar la cortadora a una fuente de
alimentación si le falta un vástago de toma a tierra al
cable de alimentación, o si está sucio o torcido.
• No permita que la cortadora se conecte a la fuente de
alimentación, ni trate de cortar, si la cortadora, los
cables, el sitio o el cable de alimentación de la
cortadora están expuestos a algún tipo de precipitación
atmosférica o de rocío salino.
• No lleve los cables de la cortadora enrollados sobre los
hombros o alguna otra parte del cuerpo, si están
conectados a la cortadora.
• No modifique el cableado ni los conectores a tierra,
interruptores o fusibles de este equipo de cortar.
• Use guantes para cortar para proteger y aislar las
manos del circuito de cortar.
• Mantenga los recipientes con líquidos suficientemente
apartados de la cortadora y del área de trabajo de modo
que si se derraman no toquen la cortadora ni el circuito
de cortar.
• Reemplace INMEDIATAMENTE todas las piezas
agrietadas o dañadas que estén aisladas o sirvan de
aislación, tales como los cables de cortar, de
alimentación o el portaelectrodo.
• Ponga el interruptor de encendido (POWER) en la
posición de apagado (OFF) y desenchufe la cortadora
de la toma de corriente alterna antes revisar o cambiar
piezas del soplete.
• Ponga el interruptor de encendido (POWER) en la
posición de apagado (OFF) antes de dejar de sujetar el
soplete, para evitar que se active accidentalmente.
RIESGO DE RADIACIÓN TÉRMICA
ADVERTENCIA
¡LOS RAYOS DEL ARCO ELÉCTRICO
PUEDEN LESIONAR LOS OJOS Y
QUEMAR LA PIEL!
• Para reducir los riesgos de lesiones por la radiación
térmica, lea, entienda y siga las instrucciones de
seguridad que se dan a continuación. Asegúrese que
todas las personas que utilicen este equipo de cortar, o
se encuentren cerca del área de cortar, entiendan y
sigan también estas instrucciones de seguridad.
• No mire al arco eléctrico sin protección adecuada para
los ojos. El arco de cortar es extremadamente brillante
e intenso y, si no se usa protección o es inadecuada,
se puede quemar la retina, dejando puntos oscuros
permanentes en el campo visual. Se debe utilizar un
casco o una careta con un lente de filtro sombreado del
número 8 (como mínimo).
• No pruebe un arco de cortar hasta que todos los
presentes, incluyendo el soldador, se hayan puesto las
caretas y/o cascos apropiados.
• No use un casco si está agrietado o roto, y reemplace
INMEDIATAMENTE los lentes del filtro si están rajados
o quebrados.
• Proporcione a los espectadores caretas o cascos con
lentes de filtro de sombreado número 8.
• Use ropa protectora. La luz intensa del arco de cortar
puede quemar la piel igual que el sol, incluso a través
de la ropa liviana. Lleve prendas oscuras de material
grueso. La camisa deberá ser de manga larga, con el
cuello abotonado para proteger el cuello y el pecho.
E
S
P
A
Ñ
0
L
5
Page 30

E
S
P
A
Ñ
O
L
• Protéjase de los RAYOS REFLEJADOS. Los rayos del
arco se pueden reflejar sobre las superficies lustrosas,
de pintura brillante, aluminio, acero inoxidable y vidrio.
El reflejo de los rayos del arco puede lesionar los ojos,
incluso cuando se usa una careta o un casco protector.
Si hay una superficie brillante detrás de usted, al cortar
los rayos de arco pueden rebotar de esa superficie,
para luego rebotar del lente en el interior de la careta o
casco, y luego llegar a los ojos. Si hay una superficie
reflectora en el lugar donde hace el corte, retírela o
cúbrala con algo que no sea inflamable ni reflector. Los
rayos reflejados pueden causar también quemaduras
en la piel, aparte de lesiones en los ojos.
RIESGO DE INCENDIO
ADVERTENCIA
¡LOS INCENDIOS Y LAS
EXPLOSIONES PUEDEN CAUSAR LA
MUERTE, LESIONES Y DAÑOS A LA
PROPIEDAD!
• Para reducir el riesgo de muerte, lesiones o daños a la
propiedad debidos a incendios o explosiones, lea,
entienda y siga estas instrucciones de seguridad, y
asegúrese que las personas que usen el equipo de
cortar o estén cerca de la zona de cortar, entiendan,
lean y sigan también estas instrucciones.
¡RECUERDE! Por su naturaleza, el corte con arco
eléctrico de plsma produce chispas, salpicaduras
calientes, gotas de metal fundido, escorias ardientes y
piezas metálicas muy calientes que pueden causar
incendios, quemar la piel y lesionar los ojos.
• NUNCA apunte la boquilla del soplete a una parte de su
cuerpo o del cuerpo de otras personas presentes.
• No use guantes ni ropas que contengan aceite, grasa u
otras substancias inflamables.
• No use productos inflamables en su cabello.
• No empiece a cortar a menos que haya revisado el
área y haya removido todos los materiales
combustibles y/o inflamables. Recuerde que las
chispas y la escoria caliente pueden salir lanzadas a
más de 10 metros y pasar a través de grietas y
aberturas pequeñas. Si no puede separar de los
combustibles el área de trabajo por lo menos 10
metros, proteja contra igniciones usando cubiertas
adecuadas, bien ajustadas y resistentes al fuego.
• No corte en paredes sin examinarlas primero para
retirar los combustibles apoyados sobre el otro lado de
las paredes.
• No corte, suelde ni realice este tipo de trabajos sobre
barriles, tambores, depósitos u otros recipientes
usados que hayan contenido substancias inflamables o
tóxicas. Las técnicas para retirar substancias tóxicas y
vapores inflamables, con el fin de hacer que el
recipiente usado sea seguro para hacer un corte o una
soldadura, son muy complejas y requieren preparación
y adiestramiento especiales.
• No encienda el arco de cortar sobre un cilindro de aire o
6
gas comprimido o cualquier otro envase a presión. Si lo
hace, puede crear una zona quebradiza por donde
podría romperse violentamente el envase.
• No corte ni corte en ninguna zona en la que el aire
pueda contener polvos (tales como los de granos),
gases o vapores inflamables (como los de la gasolina).
• No toque con las manos descubiertas algún metal
caliente, como la pieza de trabajo o las puntas
sobrantes de los electrodos.
• Siempre ponga el interruptor de encendido (POWER) en
la posición de apagado (OFF) antes de dejar de sujetar
el soplete, para evitar que se active accidentalmente.
• Siempre use guantes de cuero, una camisa gruesa de
manga larga, pantalones sin valenciana, botines, casco
y gorra. Según se requiera, use ropa de protección
adicional, como chalecos o mangas de cuero,
protectores para las piernas o delantales resistentes al
fuego. Las chispas y las salpicaduras de metal caliente
se pueden alojar en las mangas dobladas, las
valencianas de los pantalones o los bolsillos. Las
mangas y el cuello deben mantenerse abotonados y se
deben quitar los bolsillos del frente.
• ¡Siempre mantenga cerca tanques extinguidores de
incendio para que pueda utilizarlos de inmediato! Se
recomienda un extinguidor de incendio químico portátil,
de tipo ABC.
• Use tapones para los oídos al hacer cortes por arriba,
para evitar que las chispas o escorias le caigan a los
oídos.
• Asegúrese de que la zona de cortar tenga un piso
bueno, firme y seguro, de preferencia de concreto o
mampostería, sin mosaicos, alfombras o materiales
inflamables.
• Proteja las paredes, los techos y los pisos inflamables
con cubiertas resistentes al calor.
• Revise la zona de cortar, antes de abandonarla, para
asegurarse de que no hayan quedado chispas, trozos
de metal ardiente, escorias o llamas.
RIESGO DE HUMOS
ADVERTENCIAS
¡LOS HUMOS, GASES Y VAPORES
PUEDEN CAUSAR MALESTAR,
ENFERMEDAD O MUERTE!
• To Para reducir el riesgo de malestar, enfermedad o
muerte, lea, entienda y siga estas instrucciones de
seguridad, y asegúrese que los que usen el equipo o
estén cerca de la zona de cortar, entiendan y sigan
también estas instrucciones de seguridad.
• No corte en una zona sin examinarla previamente para
determinar si tiene ventilación adecuada, como
describe la norma Núm. Z49.1 de ANSI. Si la
ventilación no es adecuada para intercambiar los
humos y gases producidos al cortar por aire fresco, no
inicie el trabajo hasta que todos los espectadores y el
soldador se hayan colocado los respiradores con
suministro de aire.
Page 31

• No caliente metales que contengan o estén recubiertos
con materiales que produzcan humos tóxicos, como el
acero galvanizado, a menos que se retire el
recubrimiento. Asegúrese de que el área esté bien
ventilada y que todos los espectadores y el operador
lleven respiradores con suministro de aire.
• No corte, corte ni caliente plomo, zinc, cadmio,
mercurio, berilio u otros metales similares, sin obtener
asesoramiento profesional y una inspección adecuada
de la ventilación en la zona de trabajo. Estos metales
producen humos EXTREMADAMENTE TOXICOS que
pueden causar malestar, enfermedad o la muerte.
• No corte ni corte en zonas cercanas a solventes
clorados. Los vapores de los hidrocarburos clorados,
como el tricloroetileno y percloroetileno se pueden
descomponer por acción del calor del arco eléctrico o
su radiación ultravioleta formando FOSGENO, un gas
SUMAMENTE TOXICO, además de otros gases que
irritan los pulmones y los ojos. No haga soldaduras ni
cortes si es posible que ese tipo de gases pueda llegar
a la zona de trabajo, o en los lugares donde la radiación
ultravioleta pueda penetrar a zonas que contengan
incluso pequeñas cantidades de esos gases.
• No corte en un espacio encerrado, a menos que esté
bien ventilado o que el operador (y todos los presentes)
lleven un respirador con suministro de aire.
• Momentary Una irritación momentánea en los ojos,
nariz o garganta es una señal de ventilación
inadecuada. Detenga inmediatamente la tarea de corte
y tome las medidas necesarias para mejorar la
ventilación de la zona de cortar. No reanude el trabajo
de cortar si persiste el malestar físico.
RIESGO DE EQUIPO DE GAS Y
AIRE COMPRIMIDO
ADVERTENCIA
¡EL DESCUIDO EN EL MANEJO O
MANTENIMIENTO DE CILINDROS Y
REGULADORES DE GAS O AIRE
COMPRIMIDO PUEDE CAUSAR
LESIONES O MUERTE!
• Para reducir el riesgo de lesiones o muerte a causa de
riesgos por manejo de equipo de gas o aire
comprimido, lea, entienda y cumpla con las siguientes
instrucciones de seguridad. Además, asegúrese de
que todas las personas que usen el aparato de cortar o
estén cerca del área de corte, entiendan y sigan
también estas instrucciones de seguridad.
• No trate de mezclar gases o de rellenar un cilindro
usted mismo.
• No exponga los cilindros a calor excesivo, chispas,
escorias ardientes o llamas, etc. Los cilindros
expuestos a temperaturas mayores de 54°C (130°F)
requieren de agua rociada para enfriamiento.
• No exponga los cilindros a ninguna clase de
electricidad.
• No use un cilindro ni su contenido para un propósito
distinto a aquel para el cual fue diseñado. No lo use
como soporte o rodillo de carga.
• No ponga cilindros en pasillos o en áreas de trabajo
donde alguien pueda golpearlos.
• No use a una llave de tuercas o un martillo para abrir
una válvula de cilindro que no ha podido abrir con la
mano. Avise a su supervisor.
• No modifique ni cambie los conectores de los cilindros
de gas.
• No dañe ni modifique el nombre, el número o las
marcas que se encuentren en el cilindro. No se base
solamente en el color para identificar el contenido de un
cilindro.
• No conecte un regulador a un cilindro que contenga un
gas diferente al gas para el cual fue diseñado el
regulador.
• No trate de reparar el regulador. Envíe los reguladores
defectuosos al centro de servicio designado por el
fabricante.
• No trate de lubricar un regulador.
• Siempre cambie los cilindros con cuidado para prevenir
fugas y daños a sus paredes, válvulas o dispositivos
de seguridad.
• Siempre sujete los cilindros con una cadena de acero
para que no los pueda volcar una persona.
• Siempre proteja un cilindro, especialmente su válvula,
de golpes caídas, objetos que puedan caer encima y
las inclemencias del tiempo. Recuerde que los gases
en los cilindros están contenidos a alta presión y un
daño al regulador puede causar que dicho regulador o
una porción del regulador salga expulsado con fuerza
del cilindro.
• Siempre asegúrese que la tapa del cilindro esté bien fija
en su lugar en el cilindro, cuando se vaya a trasladar el
cilindro.
• Siempre cierre la válvula y quite el regulador
defectuoso inmediatamente para repararlo, si se
presenta alguna de las siguientes condiciones:
♦ Hay fuga de gas (o aire) al exterior.
♦ La presión de salida continúa aumentando aunque la
válvula más adelante en la tubería esté cerrada.
♦ El apuntador del manómetro no se mueve de cero
cuando se presuriza o no regresa a cero cuando se
libera la presión.
RIESGO DE ESCORIAS CALIENTES
Y METAL FUNDIDO
ADVERTENCIA
EL CORTE CON ARCO DE PLASMA
PUEDE CAUSAR QUEMADURAS
GRAVES POR LAS ESCORIAS
CALIENTES Y EL METAL FUNDIDO
E
S
P
A
Ñ
0
L
7
Page 32

E
S
P
A
Ñ
O
L
• Para reducir el riesgo de lesiones por quemaduras
graves causadas por salpicaduras o gotas de escorias
calientes o metal fundido, lea, entienda y siga las
siguientes instrucciones de seguridad. Además,
asegúrese de que todas las personas que usen el
aparato de cortar o estén cerca del área de corte,
entiendan y sigan también estas instrucciones de
seguridad.
• Use guantes de cuero para soldar, una camisa de tela
gruesa y mangas largas, pantalones sin valencianas,
zapatos altos o botines, casco y gorra a la hora de
cortar. Si es necesario, use ropa protectora adicional
como chaqueta o mangas de cuero, protector de
piernas o delantal resistente al fuego. Las escorias
calientes o el metal fundido se puede alojar en mangas
arrolladas o valencianas del pantalón, y en los bolsillos.
Debe abotonarse las mangas y el cuello de la camisa y
debe eliminar los bolsillos del frente de la camisa.
RIESGO DE RUIDO
ADVERTENCIA
EL RUIDO DEL ARCO DE PLASMA
AL MOMENTO DE CORTAR PUEDE
LESIONAR EL OÍDO
• Para reducir el riesgo de pérdida del sentido del oído,
por el ruido del corte con arco de plasma, lea, entienda
y siga las siguientes instrucciones de seguridad.
Además, asegúrese de que todas las personas que
usen el aparato de cortar o estén cerca del área de
corte, entiendan y sigan también estas instrucciones de
seguridad.
• Use protección que cumpla o sobrepase los
requerimientos de OSHA cuando vaya a cortar.
INFORMACIÓN ADICIONAL
DE SEGURIDAD
Si desea más información relativa a la seguridad al cortar,
consulte las normas siguientes y respételas, según se
apliquen.
• Norma Z49.1 de ANSI - SEGURIDAD AL SOLDAR Y
CORTAR (SAFETY IN WELDING AND CUTTING)- que
se puede obtener de American Welding Society, 550
NW Le June Road, Miami, FL 33126. Tel. (800) 4439353, fax (305) 443-7559, www.amweld.org, o bien
www.aws.org
• Norma Z87.1 de ANSI - PRÁCTICAS SEGURAS
PARA LA PROTECCIÓN DE LOS OJOS Y LA CARA
EN ACTIVIDADES OCUPACIONALES Y
EDUCATIVAS (SAFE PRACTICE FOR OCCUPATION
AND EDUCATIONAL EYE AND FACE PROTECTION)
- que se puede obtener de American National
Standards Institute, 11 West 42nd St, New York, NY
10036. Tel. (212) 642-4900, fax (212) 398-0023 www.ansi.org
• Norma 51B de NFPA - PROCESOS DE CORTE Y
SOLDADURA (CUTTING AND WELDING
PROCESSES)- que se puede obtener de National Fire
Protection Association, 1 Batterymarch Park, Quincy,
MA 02269-9101. Tel. (617) 770-3000, fax (617) 7700700, www.nfpa.org
• Panfleto P-1 de CGA - MANEJO SEGURO DE GASES
COMPRIMIDOS EN CILINDROS (SAFE HANDLING
OF COMPRESSED GASSES IN CYLINDERS) - que
se puede obtener de Compressed Gas Association,
1725 Jefferson Davis Hwy. Suite 1004, Arlington, VA
22202-4102. Tel. (703)412-0900, fax (703) 412-0128,
www.cganet.com
• Norma 29 CFR de OSHA, parte 1910, subparte Q,
SOLDADURA DE ARCO, CORTE Y LATONADO
(WELDING, CUTTING AND BRAZING) - que se puede
obtener de la oficina estatal de OSHA o del
departamento del trabajo (U.S. Dept. of Labor). OSHA
200 Constitution Ave. N.W. Washington, DC 20210,
www.osha.gov
• Norma W177.2 de CSA - Código de seguridad para
soldadura y corte (Code for Safety in Welding and
Cutting) - que se puede obtener de Canadian Standards
Association, 178 Rexdale Blvd., Etobicoke, Ontario,
Canadá M9W 1R3, www.csa.ca
• Norma A6.0 de la Sociedad Americana de Soldadura
(AWS) - CÓMO CORTAR Y CORTAR RECIPIENTES
QUE HAN CONTENIDO COMBUSTIBLES (WELDING
AND CUTTING CONTAINERS WHICH HAVE HELD
COMBUSTIBLES), que se puede obtener de American
Welding Society, 550 NW Le June Road, Miami, FL
33126. Tel. (800) 443-9353, fax (305) 443-7559,
www.amweld.org, o bien www.aws.org
8
Page 33

INTRODUCCIÓN
DESCRIPCIÓN
Su nueva cortadora de arco de plasma ha sido diseñada
para cortar cualquier material conductor de electricidad
en aplicaciones de talleres de mantenimiento,
estaciones de servicio, talleres de conversión de
camionetas, operaciones de restauración de
automóviles, recuperación de piezas, etc. Todos los
modelos pueden cortar espesores de acero de un
calibre 26 o menor pero el modelo de 50A puede cortar
hasta un espesor de 1/2 de pulgada de acero, y los
modelos de 20A pueden cortar hasta un espesor de 1/4
de pulgada.
Su cortadora de plasma viene completa y lista para
cortar. Todo lo que usted necesita es proporcionar
suministro de aire comprimido limpio, seco y libre de
aceite, y una fuente de alimentación apropiada de 208 ó
230 voltios de corriente alterna.
Nota: ¡IMPORTANTE! Use aire comprimido
solamente. No use otros gases comprimidos.
PIEZAS Y ACCESORIOS
En la Tabla 1 se encuentra una lista de piezas y
accesorios contenidos en la caja de embarque para la
cortadora de arco de 50 amperios. La Tabla 1 ofrece
una lista de piezas y accesorios contenidos en la caja
de embarque del modelo de 50 amperios. Asegúrese de
cotejar los accesorios que haya recibido usando la lista
de piezas y accesorios en la Tabla 1 o en la Tabla 2.
Reporte cualquier artículo faltante o dañado a su
distribuidor inmediatamente.
Tabla 1. Piezas y accesorios para cortadora de 50 A
.TNACNÓICPIRCSED
1otseuperedsazeipedogeuJ100-772-131
)5edeteuqap(sodortcelE00544
))8(salliuqoB
atlaetneirroced501544
ajabetneirroced304544
)azno4/1edobut(gniR-OedetnacirbuL4244
1
1ateracarapeteuqnirtedomsinaceM000-553-233
101#arucsoetneL02174
1V032edderapedolucátpeceR01204
1sazeipedasloB
2ejeedsetropoS2610-923-214
1ajinaMsuoirav
1etroposedataP610-823-214
2sadeuR666-030-314
1ejE666-840-314
1elbacedetropoS100-182-131
1etelposledrodaicapsE06144
,ailpmanóisivedateraC
01#arucsoetnelnoc
)2(ocitsálpedsenopaT666-420-860
sodugaitnup)4(sollinroT000-630-860
analpatnuped)2(sollinroT000-960-380
)2(sanalpsalednarA000-420-190
ED.ON
AZEIP
000-453-233
Tabla 2. Piezas y accesorios para cortadora de 20 A
.TNACNÓICPIRCSEDAZEIPED.ON
1otseuperedsazeipedogeuJ09144
)3edeteuqap(sodortcelE00244
)3(salliuqoB01244
))2(gniR-OralunaolleS05044
)azno4/1edobut(gniR-OedetnacirbuL4244
1sazeipedasloB000-272-039
)2(ocitsálpedsenopaT666-310-860
sodugaitnup)4(sollinroT000-420-860
analpatnuped)2(sollinroT000-950-680
)2(sanalpsalednarA000-630-190
1
1ateracarapeteuqnirtedomsinaceM000-553-233
1ajinaMsuoirav
1odaedlomocitsálpedetroposedataP000-760-213
2sadeuR000-640-314
1ejE000-540-314
01#arucsoetnel
noc,ailpmanóisivedateraC
ESPECIFICACIONES
En la tabla 3 hay una lista de especificaciones de las
cortadoras de arco de plasma.
Tabla 3. Especificaciones
SORTEMÁRAPA02A05
adartnEACV802@A53ACV802@A2,06
ACV032@A13ACV032@A5,45
aicnetoPAVk3,7AVk5,21
sesaFacisáfonomacisáfonom
aicneucerFzH06zH06
.xáMotreibA.riC092062
oiradnucesejatloV
)adilas(
edolciC
otneimanoicnuf
ednóiserp.níM
odireuqereria
arodatrocala
%02%24
isp07
eriaednóiserp.xáM
isp021isp002
CCV001@A02CCV001@A05
isp07
HCP042@
HCP042@
000-453-233
E
S
P
A
Ñ
0
L
9
Page 34

INSTALACIÓN
E
S
P
A
Ñ
O
L
DESEMPAQUE
Use las instrucciones siguientes para sacar de la caja
de embarque su cortadora de arco de plasma.
1. Abra la caja de embarque.
2. Saque la manija, el juego de accesorios y el
cartón protector de la parte superior.
3. Abra el paquete de accesorios y compare el
contenido con la lista de piezas y accesorios de la
Tabla 1 para el modelo de 50 amperios o de la
Tabla 2 para el modelo de 20 amperios. Reporte
cualquier pieza dañanda o faltante a su distribuidor
INMEDIATAMENTE.
4. Corte con una navaja a lo largo de la línea
punteada alrededor del fondo de la caja de
embarque. Tenga cuidado de no raspar la
cortadora con la navaja cuando corte la caja.
5. Levante la parte cortada de la caja y dóblela para
que quede plana en el piso.
6. Acomode la caja de cartón plana en el piso, detrás
de la cortadora.
7. Incline suavemente la cortadora sobre su parte
trasera y apóyela sobre el cartón doblado.
ENSAMBLAJE
Ensamble la cortadora siguiendo las instrucciones
siguientes.
ENSAMBLAJE DE CORTADORAS
DE 50 AMPERIOS.
Las cortadoras de 50 amperios se arman de acuerdo
con el procedimiento siguiente y las Figuras 1 a 6.
1. Acomode el soporte de metal (ver la Figura 1)
sobre los tres agujeros correspondientes en el
borde frontal del fondo de la cortadora.
3 tornillos autorroscantes
para lámina
2. Fije la pata metálica en su lugar con los tres
tornillos autorroscantes para lámina metálica
(tornillos de punta aguda).
3. Fije los dos soportes para el eje en el fondo del
aparato como se muestra en la Figura 1, usando
dos tornillos autorroscantes para lámina metálica
(punta aguda) en cada soporte.
4. Oriente los soportes de manera que la pestaña del
soporte baje por el borde exterior de la cortadora
como se muestra en el dibujo.
5. Usando un martillo, golpee uno de los tapones de
plástico sobre una punta del eje como aparece en
la Figura 2.
fije el tapón de la
rueda sobre el eje
con un martillo
suelo o
superficie dura
Figura 2. Instalación del tapón de la rueda
6. Deslice una rueda sobre el eje, seguida de una de
las arandelas planas.
7. Cuando haya instalado la rueda y la arandela en
el eje, inserte el eje a través del agujero de uno
de los soportes, luego a través de la cortadora
y a través del agujero del otro soporte (ver la
Figura 3).
Tapón de
la rueda
Centro largo
de la rueda
Eje
10
pata
soporte del eje
Figura 1. Colocación de la pata de la
cortadora de 50 amperios
Arandela
Figura 3. Instalación del eje de la rueda
8. Voltee la cortadora para apoyarla sobre el costado
en el que ya se ha colocado la rueda como se
muestra en la Figura 4.
Page 35

Tapón de
Rueda
Bloque de
madera
para apoyo
Figura 4. Instalación de la segunda rueda
Cortadora apoyada
sobre el costado
Suelo o
superficie dura
la rueda
9. Instale la arandela restante seguida de la rueda en
el extremo libre del eje como se muestra.
10. Usando un martillo, golpee el tapón de plástico
restante sobre el extremo del eje.
11. Incline suavemente la cortadora para apoyarla
verticalmente sobre las ruedas y la pata del frente.
12. Acomode la manija como se muestra en la Figura
6 y fíjela en su lugar con cuatro tornillos
mecánicos (los de punta plana).
Manija
Quite estos
tornillos (2)
y deséchelos
Figura 6. Instalación del mango de la cortadora de 50 A
Figura 7. Instalación de la pata en la cortadora de 20 A
3. Usando un martillo, fije uno de los tapones de
plástico en un extremo del eje (ver la Figura 2).
4. Deslice la rueda sobre el eje seguida de una de las
arandelas planas (ver la Figura 3).
5. Deslice el eje (con la rueda puesta) para meterlo
en el agujero lateral de la cortadora, a través de la
cortadora, y a través del agujero del lado opuesto
hasta que salga (ver la Figura 8).
Figura 8. Instalación del eje en la cortadora de 20 amperios
6. Deslice la arandela restante sobre la punta del eje
que sobresale y ponga la segunda rueda.
7. Usando un martillo, golpee el tapón de plástico
restante sobre el eje (ver la Figura 4), y luego
incline la cortadora para apoyarla verticalmente
sobre las ruedas y la pata del frente.
8. Acomode la manija como se muestra y fíjela con 4
tornillos de punta plana (ver la Figura 9).
Apriételos firmemente.
E
S
P
A
Ñ
0
L
ENSAMBLAJE DE CORTADORAS
DE 20 AMPERIOS
1. SUAVEMENTE, incline la cortadora para apoyarla
sobre su parte trasera encima del cartón que
guardó de la caja de embarque.
2. Inserte la pestaña de la pata de apoyo moldeada
de plástico en la ranura del fondo de la cortadora,
luego fije la pata con dos tornillos de punta plana.
Ver la Figura 7.
Inserte los
tornillos a la
altura deseada,
dos en cada lado
Figura 9. Instalación de la manija en la cortadora de 20 A
11
Page 36

SUMINISTRO DE ENERGÍA
Estas cortadoras están diseñadas para operar con una
fuente de energía de corriente alterna monofásica de
230 ó 208 voltios, 60 Hertz, conexión adecuada a tierra
y protección con fusible de 50 amperios. Pida a un
electricista capacitado que verifique el voltaje real en el
receptáculo donde conectará la cortadora y confirme
que el receptáculo tiene adecuada protección con
fusible y conexión a tierra.
PRECAUCIÓN
IMPORTANTE. No opere las cortadoras si el voltaje de
la fuente de energía real es menor de 198 voltios de
corriente alterna o mayor de 240 voltios. Comuníquese
con un electricista capacitado si existe este problema.
La operación con una fuente inadecuada o excesiva de
energía resultará en funcionamiento inapropiado y/o
daño A la cortadora.
1. Quite el panel metálico de acceso del lado derecho
(viendo desde el frente la cortadora de 50
amperios solamente) o quite la tapa (20 amperios).
2. Busque el contactor en el interior de la cortadora
(ver la Figura 10) y haga la conversión a operación
de 208 voltios de acuerdo con las instrucciones de
la calcomanía en la parte trasera de la cortadora.
3. Vuelva a colocar el panel métalico de acceso.
CONECTE LA CORTADORA A LA
FUENTE DE ALIMENTACIÓN
Conecte la cortadora a la fuente de alimentación de
acuerdo con las instrucciones siguientes.
ADVERTENCIA
¡LAS DESCARGAS ELÉCTRICAS
PUEDEN SER MORTALES!
E
S
P
A
Ñ
O
L
CONVERSIÓN DE 230 VOLTIOS A
208 VOLTIOS
ADVERTENCIA
¡LAS DESCARGAS ELÉCTRICAS
PUEDEN SER MORTALES!
Para reducir el riesgo de un choque eléctrico, asegúrese
que la cortadora esté desenchufada de la fuente de
alimentación de corriente alterna.
Estas cortadoras vienen ajustadas de fábrica para una
operación a 230 voltios, CA, por medio de receptáculos
con voltajes reales entre 219 y 240 voltios, CA. Si el
voltaje del receptáculo real está entre 198 y 218 voltios,
CA, será necesario convertir la cortadora a operación de
208 voltios, CA, como se identifica en la Tabla 4. Haga
la conversión de acuerdo a los siguientes pasos.
Tabla 4. Tabla de conversión de voltaje
LAEREJATLOV
ACV042a912
ACV812a891
RATSUJA
:AARODATROC
032ednóicarepO
edetsuja(soitlov
)acirbáf
802ednóicarepO
ledetsuja(soitlov
)oirateiporp
PRECAUCIÓN
IMPORTANTE: Si no se ajustan estas
cortadoras para adaptarse al voltaje real de la
fuente de alimentación (ver la Tabla 1) se
obtendrá un funcionamiento ineficiente y
puede causarse daño a la cortadora.
ADVERTENCIA
¡LOS INCENDIOS PUEDEN SER
MORTALES, CAUSAR LESIONES Y
CAUSAR DAÑOS A LA PROPIEDAD!
Para reducir el riesgo de choque eléctrico e incendio,
conecte este aparato solamente a tomas de corriente
con adecuada conexión a tierra y protección con fusible.
NUNCA MODIFIQUE el cable de alimentación de
corriente alterna ni la clavija que se proporciona con la
cortadora. NUNCA MODIFIQUE un cable de extensión
o las clavijas de un cable de extensión.
No MODIFIQUE un cable de extensión o las clavijas de
un cable de extensión. No modifique el cable de
alimentación de corriente alterna o la clavija del cable de
la cortadora. Si la clavija del cable de alimentación de
corriente alterna no se adapta al receptáculo existente
de su edificio, pida a un electricista capacitado que
instale un receptáculo NEMA 6-50R de acuerdo con los
códigos nacionales y locales de electricidad y demás
reglamentación. No use adaptadores entre la clavija del
cable de alimentación de corriente alterna y el
receptáculo de suministro de energía de corriente
alterna.
1. Asegúrese que el interruptor de alimentación
(POWER) en el frente de la cortadora esté
apagado (OFF).
2. Enchufe la clavija de cable de alimentación en el
receptáculo de suministro de energía de corriente
alterna.
USO DE CABLE DE EXTENSIÓN
Para lograr un funcionamiento óptimo con su cortadora,
no debe usar un cable de extensión a menos que sea
absolutamente necesario. Si es necesario, debe tener
cuidado al seleccionar un cable de extensión apropiado
para su cortadora específica (ver la Tabla 5).
12
Page 37

Seleccione un cable de extensión con conexión a tierra
apropiada que se adapte directamente al cable de
alimentación de la cortadora y al receptáculo de
suministro de energía de corriente alterna, sin hacer uso
de adaptadores. Asegúrese que el cable de extensión
esté correctamente cableado y en buenas condiciones
eléctricas.
Tabla 5. Tabla de cables de extensión
OGRAL
sarodatroC
A02ed
)tf52(m6,7413
)tf05(m52,51213
sarodatroC
A05ed
)tf52(m6,783
)tf05(m52,5163
ERBILAC
GWA
ED.MÚN
SEROTCUDNOC
INSTALACIÓN DE AIRE
COMPRIMIDO
ADVERTENCIA
LOS GASES BAJO PRESIÓN PUEDEN
EXPLOTAR Y CAUSAR LESIONES O
MUERTE
Para reducir el riesgo de muerte o lesiones causadas
por equipo defectuoso de aire comprimido, lea, entienda
y siga las instrucciones de seguridad en este manual.
Además, asegúrese de que cualquier persona que use
este equipo de corte, o se encuentre cerca del área de
corte, entienda y siga las instrucciones de seguridad
también.
REQUERIMIENTOS DE
AIRE COMPRIMIDO
Las especificaciones de aire comprimido para la
cortadora de arco de plasma se proporcionan en la Tabla
6. Esta cortadora usa solamente aire comprimido. El
aire comprimido se obtiene de una fuente externa de
compresión (no se incluye), la cual debe suministrar aire
limpio, seco y libre de aceite. Las cortadoras de 50
amperios vienen con un preregulador de aire
comprimido. El preregulador viene ajustado de fábrica y
no lo puede ajustar el usuario. No intente cambiar el
ajuste del regulador. Todos los ajustes de presión deben
hacerse solamente por medio del regulador de control en
el frente de la cortadora.
Se requiere conectar un filtro de aire con trampa de
líquidos a la cortadora de arco. Un filtro de aire puede
no ser suficiente para capturar toda la humedad y el
aceite expulsado por el compresor. Si el aire comprimido
no está suficientemente seco (limpio y libre de aceite),
instale un post enfriador de aire o agua, y un drenaje de
condensado junto con el filtro y la trampa de líquidos. El
post enfriador y la trampa de condensados extraen un
80% del agua y el aceite, lo cual aumenta la duración de
los artículos de consumo. En ciertas situaciones, donde
hay alta humedad, puede requerirse agregar una
secadora refrigerada para extraer el exceso de humedad.
Cuando instale el filtro de aire y la trampa de líquidos,
asegúrese que la trampa quede conectada antes del
filtro en la tubería. Poniendo el drenaje antes del filtro es
posible remover la humedad antes de la filtración. Si se
requiere un enfriador posterior y una trampa de
condensados, el enfriador posterior recibe el aire
comprimido primero, luego la trampa de condensados, la
trampa de líquidos y finalmente el filtro de aire. Si se
instala una secadora refrigerada, debe ponerse entre el
drenaje de condensados y la trampa de líquidos.
¡NO USE NINGÚN GAS COMPRIMIDO QUE NO SEA
AIRE SOLAMENTE! No son aceptables para
operaciones de corte el argón, el hidrógeno o el
nitrógeno. ¡USE SOLAMENTE AIRE COMPRIMIDO!
Tabla 6. Requerimientos de aire comprimido
3
m7,6
arodatrocalaominímojulF
arodatrocalaaminímnóiserP)isp07(rab8,4
arodatrocalaamixámnóiserP
h/
)HCP042(
rab82,8
)A02()isp021(
rab8,31
)A05()isp002(
CONEXIÓN A LA FUENTE DE AIRE
COMPRIMIDO
1. Consiga un adaptador roscado macho de 1/4" con
un extremo diseñado para conectarse al sistema
de aire comprimido.
2. Ponga un poco de sello de tubería o una capa de
cinta de teflón sobre la rosca del conector que
consiguió en el paso 1.
3. Atornille el conector en el orificio de alimentación
de aire comprimido de la cortadora y apriételo con
una llave de tuercas.
4. Conecte su tubería de aire comprimido a la
cortadora.
PREPARACIÓN
Un factor importante para obtener resultados
satisfactorios es la preparación. Debe prepararse un
área organizada, bien iluminada y bien ventilada para
ofrecer comodidad, conveniencia y seguridad al operador
y a las personas que se acerquen al área de corte. El
área de corte debe estar libre de productos inflamables y
debe existir un extinguidor de incendio químico ABC
siempre al alcance del operario.
13
E
S
P
A
Ñ
0
L
Page 38

E
S
P
A
Ñ
O
L
OPERACIÓN
En los siguientes párrafos se proporcionan instrucciones
para operación de su cortadora de arco de plasma.
CONTROLES E
INDICADORES
El interruptor de energía (POWER) tiene dos posiciones
marcadas como endendido (ON) y apagado (OFF) para
encender y apagar la cortadora.
El interruptor de modalidad tiene dos posiciones
marcadas como trabajo (RUN) y preparación (SET UP).
Cuando se coloca en SET UP, el aire fluye a través de
la cortadora y el soplete, pero no se produce un arco.
Cuando se pone en trabajo (RUN), la cortadora está lista
para su operación.
Las cortadoras de 50 amperios tienen un selector de
amperaje con tres posiciones para seleccionar salidas
de 30, 40 ó 50 amperios. La cortadora de 20 amperios
funciona a un nivel fijo de corriente y no necesita un
selector de amperaje.
La perilla de regulación de aire permite al operador
ajustar la presión de aire que fluye a través de la
cortadora y el soplete. Girando en dirección de las
manecillas del reloj (hacia la derecha) se aumenta la
presión y girando en sentido contrario al de las
manecillas del reloj (a la izquierda) se disminuye. El
aire debe ajustarse cuando el interruptor de modalidad
está en la posición de preparación (SET UP) a un nivel
entre 61 y 65 psi, según se requiera para la operación.
El soplete de corte y las piezas en el extremo son muy
importantes para el proceso de corte. Por esta razón,
es bueno saber ciertas cosas sobre el soplete y las
piezas del soplete antes de operar la cortadora.
El soplete está diseñado para sostenerse cómodamente
en casi cualquier posición. El gatillo en las cortadoras
de 50 amperios se encuentra en el fondo del soplete.
Para oprimir el gatillo, deslice la mano hacia adelante
bajo la traba de seguridad amarilla y tire del gatillo. El
gatillo en las cortadoras de 20 amperios se encuentra
en la parte superior del mango y se oprime fácilmente
con el dedo pulgar. Si se oprime el gatillo, en una
fracción de segundo comenzará a fluir aire a través de
la cortadora y el soplete. Si la presión del aire y el flujo
son correctos, se formará un arco de plasma en la punta
del soplete. Cuando se suelta el gatillo, el arco de
plasma se interrumpirá, pero el aire continuará fluyendo
por unos cuantos segundos para enfriar el soplete.
Si se oprime el gatillo por menos de dos segundos y
luego se suelta, el gatillo puede oprimirse de nuevo y el
arco se restablecerá inmediatamente. Pero si se oprime
el gatillo por más de dos segundos y luego se suelta, al
volver a oprimirlo, el arco se restablecerá hasta que el
aire complete su ciclo normal de enfriamiento.
PIEZAS DE CONSUMO
DEL SOPLETE
Todas las piezas en la punta del soplete son de
consumo y pueden reemplazarse manualmente sin
necesidad de herramientas. Destornille el tapón de la
boquilla para tener acceso a la boquilla, al electrodo, al
anillo helicoidal y al sello anular. Vea la Figura 10.
Sello anular
Anillo helicoidal
EL SOPLETE
ADVERTENCIA
¡LOS RAYOS LUMINOSOS DE
PLASMA PUEDEN LESIONAR LOS
OJOS Y QUEMAR LA PIEL!
• No mire directamente un arco eléctrico sin tener
protección adecuada. Un arco de corte es
extremadamente brillante e intenso y, sin protección
adecuada para los ojos, la retina puede quemarse
dejando un punto obscuro permanente en el campo de
visión. Debe usarse un casco o careta de soldar con
lente filtrante número 8 como mínimo.
• Use ropa protectora y guantes para soldar. La luz
intensa del arco de corte puede quemar la piel de la
misma manera que el sol la quema. El arco de corte
es una llama abierta que quemará la piel expuesta.
14
Electrodo
Boquilla
Tapón de boquilla
Separador (opcional para 20 A)
Figura 10. Piezas de consumo del soplete
REEMPLAZO DE LAS
PIEZAS DE CONSUMO
Durante el proceso de corte, las piezas en el extremo
del soplete se van consumiendo lentamente. Para
prevenir el desgaste prematuro de algunas piezas del
soplete y prevenir daños al soplete mismo, es necesario
reemplazar las piezas de consumo oportunamente.
Page 39

Nota: Las estimaciones de duración de artículos de
consumo son aproximaciones considerando
acero dulce y condiciones ideales solamente.
Los tiempos reales de duración pueden variar.
Las variaciones en los materiales y en la
técnica del usuario pueden aumentar o disminuir
la vida de los artículos de consumo. Cuando se
corta aluminio, se espera aproximadamente la
mitad del tiempo de duración de la boquilla y el
electrodo.
BOQUILLA - La cortadora de plasma de 50 amperios
tiene piezas de consumo con una duración esperada de
hasta 30 minutos de tiempo de corte real (el tiempo que
permanece formado el arco). A medida que el tiempo de
corte se acumula, el agujero de la boquilla se va
agrandando y deformando y causará un corte más
disparejo. Si no se reemplaza oportunamente, se
acortará la vida del electrodo. Las cortadoras de 50
amperios tienen una boquilla de corriente alta y una
boquilla de corriente baja (ver la Figura 11). Una boquilla
es más adecuada para materiales que requieren ajustes
de amperaje más altos. La otra es mejor para
materiales más delgados que requieren un ajuste de
amperaje menor.
Boquilla de
corriente baja
Para ajuste
de 30
amperios
Figura 11. Boquillas de corriente alta y corriente baja.
ELECTRODO - El electrodo tiene una vida esperada de
aproximadamente 45 minutos de tiempo de corte real.
A medida que se deteriora, el arco será más débil y se
interrumpirá en ciertos momentos. Si no se reemplaza
oportunamente, pueden acortar la duración del anillo
helicoidal.
ANILLO HELICOIDAL - El anillo helicoidal tiene una
duración aproximada de 3 horas y 30 minutos de tiempo
de corte real. Necesita reemplazarse cuando hay
evidencia visual de cuarteaduras, muezcas o puntos
quemados evidentes.
TAPÓN DE LA BOQUILLA - El tapón de la boquilla
debe reemplazarse cuando se observan grietas o
perforaciones hechas por el calor. Siempre inspeccione
el anillo helicoidal cuando reemplace un tapón de
boquilla y reemplace ambas piezas si es necesario.
Línea de
identificación
Boquilla de
corriente alta
Para ajustes
de 40 y 50
amperios
ESPACIADOR DEL SOPLETE - El espaciador permite
ajustar el espacio entre la boquilla y la pieza de trabajo
que se va a cortar. Se une al tapón de la boquilla y
debe ajustarse de manera que el espacio entre la
boquilla y la pieza de trabajo sea de 1,6 mm (1/16 de
pulgada). Este espacio es extremadamente importante
para obtener cortes nítidos en materiales gruesos
cuando se corta con un ajuste de 40 ó 50 amperios. El
espaciador es también útil para seguir patrones o guías
de corte.
SELLO ANULAR - El sello anular es muy importante
para la eficiencia del corte y debe reemplazarse cuando
se vea aplanado o deformado debido a la presión. Para
prolongar la vida del sello anular, lubríquelo con silicón
(empaquetado con su cortadora) cada segunda o tercera
vez que quite el tapón de la boquilla. El lubricante debe
aplicarse solamente al sello anular cuando ya esté
puesto en el soplete. Tenga cuidado de no poner
lubricante en otras piezas de consumo porque las podría
destruir. Siempre limpie el exceso de lubricante que
quede en sus dedos, antes de manejar cualquier otra
pieza de consumo.
SUGERENCIAS PARA MAYOR DURACIÓN
DE LAS PIEZAS DE CONSUMO
1. Use aire comprimido limpio, seco y libre de aceite.
2. Instale y mantenga una buena conexión eléctrica
entre la pinza de conexión a tierra y el material que
se va a cortar.
3. Establezca y mantenga una distancia uniforme de
aproximadamente 1,6 mm (1/16 de pulgada) entre
el material que corte y la boquilla del soplete.
4. Establezca y mantenga una velocidad adecuada
de avance. La velocidad óptima de
desplazamiento del soplete para lograr una
duración máxima de las piezas de consumo es
aquella a la cual se produce un chorro de chispas
a un ángulo aproximado de 5 grados por detrás del
eje vertical del soplete como se ilustra en la Figura
12.
Dirección del movimiento
Pieza de trabajo
5˚
E
S
P
A
Ñ
0
L
Figura 12. Movimiento del soplete
15
Page 40

E
S
P
A
Ñ
O
L
INSTRUCCIONES DE
OPERACIÓN
En los siguientes párrafos se presenta información e
instrucciones necesarias para operar el soplete de su
cortadora de plasma.
MOVIMIENTO DEL SOPLETE
La velocidad adecuada de avance variará de acuerdo al
tipo y espesor del material. Si el soplete se mueve
demasiado rápido o no se corta completamente a través
del metal mientras se continúa moviendo el soplete, se
obtendrá menor duración de las piezas de consumo.
1. Inicie un corte el menor número de veces posible.
Los inicios desgastan la boquilla y el electrodo
más que el corte real.
2. Use el ajuste de presión de aire más alto que
funcione mejor para usted, típicamente entre 4,2 y
4,5 bar (61 y 65 psi).
INICIO DEL ARCO
Cuando se oprime el gatillo, fluye aire comprimido a
través del soplete. Cuando el aire llega al extremo del
soplete, empuja el electrodo hacia atrás separándolo de
la boquilla. Cuando el espacio entre el electrodo y la
boquilla es suficientemente grande, se crea un arco y
rápidamente se convierte en un arco de plasma.
CICLO DE FUNCIONAMIENTO
El ciclo nominal de funcionamiento se expresa como un
porcentaje de un ciclo reconocido en la industria,
basado en un período de tiempo de trabajo de 10
minutos. El ciclo nominal de funcionamiento de una
cortadora de plasma indica al operador qué porción de
los 10 minutos de tiempo de trabajo la cortadora puede
usarse para cortar y qué porción de tiempo de trabajo
debe dedicarse al enfriamiento. Las cortadoras de arco
de plasma de 50 amperios tienen un ciclo de
funcionamiento de 40%. Esto significa que de cada 10
minutos de trabajo usted puede cortar durante cuatro
minutos, pero debe también permitir que la cortadora se
enfríe durante los siguientes seis minutos del tiempo de
trabajo.
Las cortadoras de arco de plasma de 20 amperios
tienen un ciclo nominal de funcionamiento de 20%, lo
cual significa que de los 10 minutos, usted puede cortar
durante dos minutos y debe permitir que la cortadora se
enfríe durante los ocho minutos restantes.
INTERCONEXIONES DE
SEGURIDAD
Cuando la presión de aire no es suficiente para empujar
el electrodo y separarlo de la boquilla, no se permitirá el
paso de la corriente al soplete para corte. Algunas
razones comunes de la baja presión de aire son:
16
1. La presión de la fuente de aire comprimido o el
regulador de aire de la cortadora tienen un ajuste
demasiado bajo.
2. Las piezas de consumo en el extremo del soplete
no están instaladas, o bien están instaladas
incorrectamente.
3. Necesita reemplazarse el sello anular.
4. Algún filtro que se está usando con la cortadora
está taponado y debe reemplazarse poniendo un
elemento filtrante nuevo.
Se proporciona también un interruptor térmico en la
cortadora para prevenir sobrecalentamiento. El
sobrecalentamiento es normalmente causado por
exceder el ciclo nominal de funcionamiento de la
cortadora, o sostener el soplete a una distancia mayor a
1,6 mm (1/16 de pulgada) de la pieza de trabajo. Si el
interruptor térmico apaga la cortadora, espere unos diez
minutos. El interruptor térmico se restablecerá
automáticamente y la energía de corte se restablecerá.
Si se cortan materiales sin tener una conexión a tierra
adecuada desde la pieza de trabajo, se agregará calor a
los componentes internos causando una reducción del
ciclo de funcionamiento. Siempre que sea posible,
instale una conexión a tierra firme en la pieza de trabajo.
PREPARACIÓN PARA EL CORTE
1. Comience con el interruptor de encendido
(POWER) en la posición de apagado (OFF) y el
cable de corriente desconectado de la fuente de
alimentación de corriente alterna.
2. Asegúrese que todas las piezas de consumo del
soplete que estén en buenas condiciones y
correctamente armadas y colocadas en el extremo
del soplete. Corrija lo que sea necesario.
3. Seleccione la boquilla de corte adecuada para el
amperaje seleccionado. Para las cortadoras de 50
amperios SOLAMENTE: en el ajuste de 30
amperios use la boquilla sin línea de identificación
(Figura 11). Para los ajustes de 40 y 50 amperios,
use la boquilla identificada con la línea.
4. Conecte la pinza de toma a tierra a la pieza de
trabajo asegurándose que el sitio de conexión esté
limpio y libre de suciedad, aceite, óxido, escorias
y pintura.
ADVERTENCIA
¡LOS RAYOS DEL ARCO DE PLASMA
PUEDEN LESIONAR LOS OJOS Y
QUEMAR LA PIEL!
• No mire un arco eléctrico sin tener protección adecuada
en los ojos. Un arco de corte es extremadamente
brillante e intenso y, sin protección adecuada para los
ojos, la retina puede quemarse dejando un punto
oscuro permanente en el campo de la visión. Debe
usarse un casco o careta con lente filtrante del número
8 como mínimo.
Page 41

• Use ropa protectora y guantes de soldar. La luz
intensa del arco de corte puede quemar la piel de la
misma manera que la quema el sol. El arco de corte
es una llama abierta y quemará la piel expuesta.
Nota: El soplete puede cortar sin tener una pinza de
toma a tierra conectada a la pieza de trabajo.
Pero el corte sin la toma a tierra agregará calor
a los componentes internos de la cortadora de
plasma y puede causar daños a la unidad. El
calor adicional causará que el ciclo de
funcionamiento sea menor. La cortadora
funcionará mucho mejor y las piezas de
consumo durarán más tiempo cuando la toma a
tierra de la cortadora esté conectada
adecuadamente a la pieza de trabajo.
5. Enchufe el cable de corriente a la fuente de
alimentación de corriente alterna.
6. Ajuste el interruptor de energía (POWER) a la
posición de activación (ON).
7. Ajuste el interruptor de modalidad en preparación
(SET UP) y permita que fluya aire por dos o tres
minutos, para purgar las líneas de aire de
condensados y contaminantes. Mientras el aire
fluye, ajuste el regulador en la cortadora a 4,5 bar
(65 psi).
Nota: ¡IMPORTANTE! La selección de un ajuste de
presión de aire adecuado es crítica. El ajuste
de presión de aire demasiado baja puede causar
menor duración de las piezas de consumo o
incluso impedir que se forme el arco. Una
regulación que resulte en presión excesiva de
aire causará que el arco se apague al estar
cortando. A presiones menores de
aproximadamente 55 psi, una interconexión de
seguridad en la cortadora interrumpirá la
corriente de salida del aparato. Se proporciona
un procedimiento especial de ajuste fino más
adelante en estas instrucciones para ayudarle a
determinar el ajuste de presión de aire que
funcione mejor con su cortadora.
8. Ajuste el interuptor de modalidad a trabajo (RUN).
Así queda lista la cortadora para trabajar.
ADVERTENCIA
LAS CORTADORAS DE ARCO DE
PLASMA PUEDEN CAUSAR
LESIONES GRAVES POR
QUEMADURAS
Asegúrese que el interruptor de encendido (POWER)
esté apagado (OFF) antes de bajar el soplete para
colocarlo en el piso o en una mesa. Esto evitará que el
soplete se active accidentalmente cuando no lo esté
sujetando. Si se golpea el gatillo de alguna manera
cuando no lo está sujetando podría formarse un arco de
plasma accidentalmente. Esto causaría LESIONES
PERSONALES graves al operador o las personas que
se encuentren cerca del área de corte. Dicho incidente
podría causar daños a la propiedad por incendio.
CÓMO SUJETAR EL SOPLETE
1. Puede sujetar el soplete con una o con las dos
manos. El objetivo es comodidad y firmeza al
sujetar el soplete.
2. Es mejor acomodar el soplete de manera que la
boquilla quede aproximadamente a un ángulo de
90 grados (perpendicular) en relación con la pieza
de trabajo (ver la Figura 12).
3. Aunque es aceptable que la boquilla toque y se
deslice por la pieza de trabajo, la duración de las
piezas de consumo se prolongará si se mantiene
un espacio no mayor de 1,6 mm (1/16 de pulgada)
entre la boquilla y la pieza de trabajo al cortar.
Cuando se cortan materiales más gruesos, se
obtendrá un corte más nítido si se mantiene el
espacio de 1,6 mm (1/16 de pulgada). Use el
espaciador del soplete (opcional en los modelos de
20A) para mantener esa separación con la pieza
de trabajo.
CÓMO HACER UN CORTE
NO INTENTE CORTAR a menos que haya leído y
entendido todo el RESUMEN DE SEGURIDAD. La
INFORMACIÓN DE SEGURIDAD se proporciona para
ayudarle a saber cómo reducir los riesgos de MUERTE
o LESIONES para usted mismo y para las personas que
se acerquen al área de corte, e incluso prevenir DAÑOS
A LA PROPIEDAD en las cercanías del área de corte.
1. Acerque el soplete al borde de la pieza de trabajo
sobre el punto donde desea comenzar el corte.
2. Baje su casco de soldar, o acomódese las gafas o
la careta para proteger sus ojos.
3. Oprima el gatillo de soplete para que se inicie el
arco de plasma. Si el arco se apaga solo, siga el
procedimiento de ajuste de presión de aire que se
da a continuación.
AJUSTE DE LA PRESIÓN DEL AIRE
1. Ajuste el interruptor de modalidad a la posición de
preparación (SET UP).
2. Disminuya la presión del aire 0,069 bar (1psi) (a
menos que haya alcanzado la presión de 4,2 bar ó
61 psi, en cuyo caso tendrá que consultar la
sección de PROBLEMAS DE CORTE).
3. Ajuste el interruptor de modalidad en la posición de
trabajo (RUN).
4. Regrese al paso 1 más arriba y trate de hacer un
nuevo corte. Si alcanza el ajuste de presión
aceptable más bajo de 4,2 bar (61 psi) y el arco
continúa apagándose, vea la sección de
PROBLEMAS DE CORTE.
5. Cuando el arco de plasma ha cortado a través del
grosor entero del borde de la pieza de trabajo,
comience a desplazar el soplete.
6. Suelte el gatillo del soplete cuando desee
interrumpir el corte.
17
E
S
P
A
Ñ
0
L
Page 42

E
S
P
A
Ñ
O
L
VELOCIDAD DE AVANCE
DEL SOPLETE
La velocidad de avance del soplete es la rapidez con
que se desplaza por la pieza de trabajo y depende de
varios factores tales como el tipo y el espesor del
material que se corta y la comodidad o habilidad que
tenga el operador para seguir la línea de corte deseada.
Es importante que la velocidad de avance sea
suficientemente lenta para que el arco de plasma corte
el grosor entero de la pieza de trabajo, porque de otra
manera se reduciría drásticamente la duración de las
piezas de consumo.
El mejor procedimiento para determinar la velocidad
apropiada de avance es pasar un tiempo practicando
cortes con distintos tipos y espesores de materiales y
observando los resultados de distintas velocidades de
avance y ángulos de corte.
Como punto de partida, vea las tablas de velocidad de
la cortadora en las Figuras 13 y 14 para tener
velocidades aproximadas de avance del soplete.
190
180
170
160
150
140
Acero dulce
Aluminio
1/8" 3/32" 1/4" 5/32" 3/8"
Grosor delmaterial
Pulg. por minuto
130
120
110
100
90
80
70
60
50
40
30
20
10
0
1/16"0
PROBLEMAS TÍPICOS DE CORTE
Hay dos problemas principales que pueden ocurrir
durante la operación de corte.
1. El corte no penetra el material con que se trabaja.
a. La velocidad de avance del soplete es
demasiado rápida.
b. La boquilla no se sujeta en posición
perpendicular (a 90 grados) en relación a la
pieza de trabajo.
c. El soplete se sujeta demasiado lejos de la
pieza de trabajo (debe estar
aproximadamente a 1,6mm ó 1/16 de
pulgada).
d. Se está tratando de cortar material
demasiado grueso.
e. Se están usando boquillas o electrodos
desgastados.
f. Se está usando la boquilla incorrecta para el
amperaje seleccionado (cortadoras de 50
amperios SOLAMENTE).
2. El arco de corte se está segmentando o apagando
completamente durante el corte.
a. Desgaste en la boquilla y/o el electrodo.
b. Voltaje bajo en la línea.
c. Ajuste de presión de aire demasiado alto.
Figura 13. Velocidad de avance (costadora de 20 A)
200
175
EFICIENCIA TÍPICA
(ACERO DULCE)
30 A
40 A
50 A
Velocidad de avance (cortadora de 50 A)
Pulg. por minuto
150
125
100
75
50
25
0
18GA16GA14
1/8 3/16 1/4 5/16 3/8 7/16 1/2
GA
Figura 14. Velocidad de avance (cortadora de 50A)
18
Page 43

MANTENIMIENTO
MANTENIMIENTO
Esta cortadora de arco de plasma ha sido diseñada y
fabricada para ofrecer muchos años de servicio libre de
problemas siempre y cuando se sigan ciertos pasos
muy simples para darle matenimiento adecuado.
1. Inspeccione y reemplace las piezas de consumo
del soplete de corte oportunamente. Vea los
detalles en la sección de PREPARACIÓN PARA
CORTAR.
2. Periódicamente desenchufe el cable de
alimentación de la toma de corriente alterna y quite
la tapa (lado izquierdo, parte superior y lado
derecho) de la cortadora de plasma. Use aire a
presión para soplar polvo y suciedad del interior de
la cortadora y vuelva a colocar la tapa.
Inicialmente, esto debe hacerse después de los
primeros seis meses de operación. Después
puede hacerse más y menos frecuentemente
dependiendo del ambiente en el que se use la
cortadora.
Nota: Todas las conexiones del soplete se encuentran
detrás de la pieza frontal de plástico en el panel
de acceso del frente de la cortadora. Para
reemplazar un soplete o revisar las conexiones
del soplete, quite la pieza frontal de plástico y
deslícela para separarla de la cortadora y tener
espacio libre.
GUÍA DE DIAGNÓSTICO
Las siguientes tablas de GUÍA DE DIAGNÓSTICO se
proporcionan como una guía para ayudar a resolver
algunos de los problemas comunes que podrían
presentarse con su cortadora de plasma. Si usted o un
técnico capacitado de reparación no puede resolver un
problema ni determinar qué posibles soluciones
resolverían un problema específico, llame para solicitar
ayuda al teléfono 1-800-328-2921 de larga distancia
gratuita en Estados Unidos. En Minnesota marque el
612-884-3211.
Nota: ¡IMPORTANTE! Antes de llamar para pedir
ayuda de servicio, desenchufe su cortadora de
la fuente de alimentación de corriente alterna,
quite la tapa (lado izquierdo, lado superior y lado
derecho) y ponga el teléfono tan cerca de la
cortadora como sea posible.
1. Ajuste el interruptor de energía (POWER) en la
posición de apagado (OFF).
2. Desenchufe el cable de alimentación de corriente
alterna de la fuente de alimentación antes de
intentar cualquier servicio de mantenimiento o
ajuste de su aparato.
3. Marque el teléfono para pedir ayuda de servicio.
CUALQUIER SERVICIO Y AJUSTE DEBE SER
REALIZADO POR PERSONAL DE SERVICIO
CAPACITADO SOLAMENTE.
E
S
P
A
Ñ
0
L
19
Page 44

Guía de Diagnóstico
allafedlañeSelbaborpasuaCavitcerrocnóiccA
E
S
P
A
Ñ
O
L
anoicnufonarodatrocaLátseodidnecneedrotpurretnilE.1
arodacidnizulalorep,)NO(odavitca
.adagapaátse
.osoutcefedaígreneedrotpurretnI.2edrotpurretnileecalpmeeR.2
.osoutcefedetneirrocedelbaC.3.etneirrocedelbacleecalpmeeR.3
eddadiladomalneeriaeyulfoN
)PUTES(nóicaraperp
rodaluger
edionelos
eddadiladomalneeriaeyulfoN
leemirpoesodnauc)NUR(ojabart
ollitag
etneicifusniejatloV.1edetneufaledejatlovleesiveR.1
odaucedaoneriaedortsinimuS.2m7,6atiseceN.2
nóixenocalneotleuserbmalA.3-UHCNESEDarodatrocalnoC.3
ledsévartaeriaeyulfoN.4
aluvlávaledsévartaeriaeyulfoN.5
odatcenocátseonetelposlE.1
etnematcerroc
elbacedatleusnóixenoC.2arodatrocalnoC.2
yojabartedrotpurretnI.3
olamnóicaraperp
.nóicatnemila
.odidnecne
3
m211,0
.semrifnétse
.rodaluger
.senoixenocsal
.senoixenocsal
edetneufalaadafuhcne
.soitlov802ednóicarepoa
3
3
tf4nim/
arodatrocalnoC.1
tf042(h/
.edionelosleecalpmeer
étsearodatrocaleuqeserúgesA.1
aeseuqeserúgesa;nóicatnemila
ritrevnocetisecenáziuQ.etneicifus
3
ó)h/
edojulfednim/
esratsujaebedrodalugerleyeria
.)isp56-16(rab5,4y2,4ertne
,nóicatnemilaedetneufaledADAF
sanretnisenoixenocsalsadotesiver
edlenapledsártedyapatalojab
euqesrarugesaaraplatnorfosecca
leecalpmeer,eriaeyulfoniS.4
laejatlovleesiver,eriaeyulfoniS.5
42edresebedejatlovle;edionelos
,otcerrocseejatlovleiS.CCsoitlov
edetneufaledADAFUHCNESED
edlenapleetiuqnóicatnemila
edazemrifalesiverylatnorfosecca
edetneufaledADAFUHCNESED
edlenapleetiuqnóicatnemila
edazemrifalesiverylatnorfosecca
.rotpurretnileecalpmeeR.3
20
Page 45

Guía de Diagnóstico
allafedlañeSelbaborpasuaCavitcerrocnóiccA
ratrocarapaicnetopyahoNratrocarapaicnetopyahoN.1eírfneesarodatrocaleuqatimreP.1
.sotunim01rop
sadatsagsedomusnocedsazeiP.2sazeipsalecalpmeeR.2
.saveunnocsadatsagsed
arodatrocalaojabejatloV.3edetneufaledejatlovleesiveR.3
yanretlaetneirrocednóicatnemila
.oirasecenseisolagírroc
eriaedojabortsinimuS.4m7,6atiseceN.4
ocralerenetnamlicífidsEsadatsagsedomusnocedsazeiP.1sazeipsalecalpmeeR.1
odemúheriA.2alaaugaedapmartanueugergA.2
eriaedortsinimusojaB.3m7,6atiseceN.3
azeipalnearreitanóixenocalaM.4
ojabarted
.cte
ojabedroplairetamednóicalumucA
ojabartedazeipaled
atnelodaisamed
edazeipalednóicarteneplicífiD
ojabart
adipárodaisamed
otcerrocniotneimaicapseyolugnÁ.1
tojabartedazeipalyetelposleertne
.ojabarted
sadatsagsedomusnocedsazeiP.2sazeipsalecalpmeeR.2
etelposledecnavaeddadicoleV.3
sadatsagsedomusnocedsazeiP.1sazeipsalecalpmeeR.1
etelposledecnavaeddadicoleV.2
eriaedetneicifedortsinimuS.3m7,6atiseceN.3
3
.eriaedojulf
3
3
3
tf042(h/
ed)h/
saveunnocsadatsagsed
eriaedorsinimusedaírebut
3
tf042(h/
ed)h/
aledrodalugerlE.eriaedojulf
y2,4ertneesratsujaebedarodatroc
dadiladomalne)isp56-16(rab5,4
)PU-TES(nóicaraperped
edaznipaleuqedeserúgesA.4
alaadatcenocétsearreitaamot
nóiccesanuneojabartedazeip
,odixó,asarg,arutnipederbil,aipmil
E
S
P
alnocetelposleagnetsoS.1
edazeipalaralucidneprepalliuqob
ed)"61/1(mm6,1agnetnaM.ojabart
azeipalyalliuqobalertneoicapse
A
Ñ
0
L
saveunnocsadatsagsed
etnemadipársámecnavA.3
saveunnocsadatsagsed
etnematnelsámecnavA.2
3
tf042(h/
ed)h/
edrodalugerleetsujA.eriaedojulf
-16(rab5,4y2,4ertnearodatrocal
eddadiladomalneisp56
.)PU-TES(nóicaraperp
21
Page 46

E
S
P
A
Ñ
O
L
DIAGRAMAS
DIAGRAMA DE PLACA DE
CIRCUITO DE CONTROL (20
Y 50 AMPERIOS)
La placa del circuito de control tiene 5 diodos emisores
de luz (indicadores LED) para ayudarle a diagnosticar
problemas. Cuando un indicador LED se enciende, es
una indicación de que está entrando energía a la placa
para una de las funciones mencionadas abajo del
diagrama de la placa de circuito (por ejemplo, cuando se
enciende D17, está entrando energía a la placa de
circuito). Si una función no se activa, pero el indicador
LED correspondiente se enciende, revise los otros
componentes que trabajan con esa función (vea la GUÍA
DE DIAGNÓSTICO).
Entra energía
a la placa de
circuito
22
Circuito de
gatillo completo
Circuito de
solenoide de
aire encendido
Circuito de corte
a plena potencia
encendido
Circuito de
contactor
principal
encendido
Page 47

DIAGRAMA ELÉCTRICO (20 AMPERIOS)
NEGRO
NEGRO
AZUL
CONECTOR
DE AIRE
SOLENOIDE
ARCO PILOTO
NEGRO
INTERRUPTOR
RELÉ
VIOLETA
COMPRIMIDO
PRESIÓN
DE AIRE A
BLANCO
BLANCO
GRIS
PREPARACIÓN
INTERRUPTOR DE
TRABAJO
VIOLETA
GRIS
ROJO
ROJO
BLANCO
BLANCO
NEGRO
NEGRO
BLANCO
BLANCO
VIOLETA
NARANJA
PLACA DE CIRCUITO
CONECTOR DE
9 AGUJAS
CONECTOR DE
10 AGUJAS
NARANJA
MARRÓN
MARRÓN
AMARILLO
AMARILLO
NEGRO
NEGRO
SOPLETE
NEGATIVO
DE SOPLETE
RESISTENCIA
PINZA DE
ROSADO
POSITIVO DE TRABAJO
ROJO
LUZ
INDICADORA
INTERRUPTOR
BLANCO
TOMA A TIERRA
TRANSFORMADOR
DE CONTROL
TERMINAL FORRADO
CONDUCTOR BLANCO
ROJO
OFF
ON
DE ENERGÍA
AZUL
AZUL
BLANCO
E
S
P
A
Ñ
0
L
NEGRO
VERDE
TIERRA
CABLE DE
ALIMENTACIÓN
NEGRO
BLANCO
TRANSFORMADOR
RESISTENCIA
MOTOR DEL
VENTILADOR
CONTACTOR
FORRADO
FORRADO
ROJO
REACTOR E INTERRUPTOR
TÉRMICO
FORRADO
FORRADO
AZUL
AZUL
FORRADO
BLANCO
FORRADO
FORRADO
C.A.1
RECTIFICADOR
C.A.2
MOV
23
Page 48

DIAGRAMA ELÉCTRICO (50 AMPERIOS)
E
S
P
A
Ñ
O
L
TIERRA
VERDE
CABLE DE ALIMENTACIÓN
TÉRMICO
PROTECTOR
BLANCO
CONECTOR
1
PLACA DE CIRCUITO
24 VCA
NEGRO
BLANCO
DE 9 AGUJAS
1
9
RESISTENCIA
20 VCA
CONECTOR
DE 10 AGUJAS
10
BLANCO
ROJO
ROJO
BLANCO
24 VCA
TRANSFORMADOR
MARRÓN
NARANJA
NARANJA
240 VCA
240 VCA
DE CONTROL
MARRÓN
BLANCO
CONTACTOR
AZUL
NEGRO
NARANJA
240 VCA
ROJO
BLANCO FORRADO
CONDUCTOR INICIAL
NARANJAAMARILLO
AMARILLO
BLANCO
APROX.
240 VCA
BLANCO FORRADO
CONDUCTOR TERMINAL
TÉRMICO
PROTECTOR
BLANCO FORRADO
CONDUCTOR INICIAL
TRANSFORMADOR
RESISTENCIA
12
CA
CA
AZUL
20 VCC
+-
RECTIFICADOR
MOTOR DEL
VENTILADOR
AZUL
AMARILLO
MOV
AZUL
BLANCO FORRADO
AZUL
CONDUCTOR DE INICIO
REACTOR
NEGRO
170 A 210 VCC
240 VCA
E INTERRUPTOR TÉRMICO
BLANCO
NARANJA
BLANCO
24
VIOLETA
240 VOLTIOS CA
BLANCO
NARANJA
PREP.
INTERRUPTOR
TRABAJO
#1
#5
#3
#4
ON
OFF
DE ENERGÍA
INTERRUPTOR
LUMINOSO
SELECTOR DE
AMP. PARA CORTE
240 VOLTIOS CA
BLANCO
NEGRO
20A24
VOLTIOS CC
CONECTOR
ROJO
AZUL
AZUL
MARRÓN
DE GAS
SOLENOIDE
CONECTOR
A LA BOQUILLA
AZUL
POSITIVO DE SOPLETE
DE GATILLO
CONDUCTORES
SOPLETE
MARRÓN
VIOLETA
DE PRESIÓN
INTERRUPTOR
BLANCO
CONECTOR
BLANCO
NEGATIVO DEL SOPLETE
BLANCO
NEGRO
BLANCO
CONECTOR
AL ELECTRODO
PINZA DE
TOMA A TIERRA
RELÉ
POSITIVO
DE TRABAJO
NEGRO
NEGRO
BLANCO FORRADO
CONDUCTOR TERMINAL
HAY VOLTAJE PRESENTE CUANDO EL
INTERRUPTOR DE ENERGÍA ESTÁ ENCENDIDO.
HAY VOLTAJE PRESENTE SOLAMENTE
CUANDO SE TIRA DEL GATILLO.
Page 49

GARANTÍA LIMITADA
El fabricante garantiza la cortadora de arco de plasma
por un (1) año a partir de la fecha de compra. El
fabricante reparará sin cargo por materiales o mano de
obra, la cortadora de arco de plasma o el soplete de
dicha cortadora de plasma si se encuentran defectos en
sus materiales o mano de obra. Si después de un
esfuerzo razonable por parte del fabricante, se
considera irreparable la cortadora de arco de plasma o
el soplete de dicha cortadora de plasma, el fabricante a
su criterio hará un reembolso por el precio original de
compra o entregará una cortadora de reemplazo, o un
soplete de reemplazo (lo que se encuentre defectuoso).
Esta garantía cubre la cortadora de arco de plasma y el
soplete de dicha cortadora solamente, y no se aplica a
ninguno de los accesorios incluidos con el producto, los
cuales están sujetos a desgaste por el uso normal. El
reemplazo o la reparación de estos artículos será por
cuenta del comprador.
Esta garantía no cubre los siguientes artículos de
consumo. Estas piezas se consumen durante la
operación normal de la cortadora de arco de plasma.
Electrodo, boquilla, tapón de retención de la boquilla,
anillo helicoidal, sellos anulares o espaciador del
soplete.
Además, esta garantía no se aplica a daños causados
por retrasos en el reemplazo o mantenimiento de las
piezas mencionadas arriba.
Los términos de esta garantía limitada constituyen el
único y exclusivo recurso legal del comprador. Las
garantías implicitas o de comerciabilidad e idoneidad
para un propósito particular son limitadas en su duración
a esta garantía expresa. Después de un (1) año a partir
de la fecha de compra, todo el riesgo de pérdidas,
cualquiera que sea la causa, recaerá en el comprador.
El fabricante no será responsable de daños incidentales
o consecuentes bajo ninguna circunstancia: la
responsabilidad del fabricante, si existe, nunca
excederá del precio de compra de este producto,
independientemente de que sea responsabilidad por
incumplimiento de la garantía (expresa o implícita),
negligencia, estricto agravio o alguna otra teoría.
Esta garantía se extiende a cualqiuier persona en
posesión legal de la cortadora de arco de plasma dentro
del año posterior a la fecha de la compra original, pero
se anula si el producto ha sido maltratado, modificado,
usado incorrectamente o empacado incorrectamente y
dañado cuando se envió para su reparación.
Algunos estados de E.U.A. no permiten la limitación de
garantías o limitación de daños consecuentes o
incidentales, por lo tanto la renuncia o limitación de
responsabilidades mencionada arriba puede no aplicarse
a usted. Esta garantía le da derechos legales
específicos, y usted puede tener además otros
derechos que varían de un estado a otro de E.U.A.
Cómo obtener servicios bajo esta garantía
Envíe la cortadora de arco de plasma bien empaquetada
y con porte prepagado o llévela al centro de servicio
más cercano (vea la lista adjunta, o consulte las
páginas de Century Manufacturing en Internet:
www.centuryonline.net/locator/service.htm).
Si tiene preguntas, llame a los siguientes teléfonos:
(800) 328-2921 en Estados Unidos
(800) 668-8642 en Canadá
E
S
P
A
Ñ
0
L
© CMC Mayo, 2000 Publicación 811-632-000
25
Page 50

E
S
P
A
Ñ
O
L
26
Page 51

Découpeuses au plasma
20 A et 50 A
Manuel d’utilisation
Pour les modèles 118-009, 118-010, 118-015 et 118-016
© CMC Mai 2000 Imprimé no 811-632-000
F
R
A
N
Ç
A
I
S
1
Page 52

RÉSUMÉ DES CONSIGNES DE SÉCURITÉ
CONSIGNES GÉNÉRALES DE SECURITÉ ........................... 4
RISQUES DE CHOCS ÉLECTRIQUES.............................................................. 5
RISQUES D’ÉTINCELLES .................................................................................. 5
RISQUES D’INCENDIE........................................................................................ 6
RISQUES DE FUMÉES TOXIQUES .................................................................... 7
RISQUES CONCERNANT LES GAZ COMPRIMÉS ET L’ÉQUIPEMENT ...... 7
RISQUES CONCERNANT LE MÉTAL FONDU ET
LES SCORIES BRÛLANTES ......................................................................... 8
RISQUES DE PERTE AUDITIVE ........................................................................ 8
CONSIGNES DE SÉCURITÉ SUPPLÉMENTAIRES .............. 8
INTRODUCTION
DESCRIPTION ....................................................................... 10
PIÈCES ET ACCESSOIRES.................................................. 10
CARACTÉRISTIQUES TECHNIQUES................................... 10
F
R
A
N
Ç
A
S
INSTALLATION
DÉBALLAGE .......................................................................... 11
MONTAGE .............................................................................. 11
MONTAGE DE LA DÉCOUPEUSE DE 50 A.................................................... 11
MONTAGE DE LA DÉCOUPEUSE DE 20 A.................................................... 12
ALIMENTATION ÉLECTRIQUE............................................. 13
CONVERSION DE 230 À 208 VOLTS............................................................... 13
BRANCHEMENT DE LA DÉCOUPEUSE À
L’ALIMENTATION ÉLECTRIQUE ................................................................. 13
UTILISATION D’UNE RALLONGE ..........................................................................................13
AIR COMPRIMÉ ..................................................................... 14
BESOINS EN AIR COMPRIMÉ ......................................................................... 14
BRANCHEMENT À L’ALIMENTATION PNEUMATIQUE ....................................................... 14
PRÉPARATION....................................................................... 14
I
2
Page 53

FONCTIONNEMENT
COMMANDES ET VOYANTS INDICATEURS........................ 15
CHALUMEAU ..................................................................................................... 15
PIÈCES CONSOMMABLES DU CHALUMEAU.............................................. 15
REMPLACEMENT DES PIÈCES CONSOMMABLES ............................................................ 15
CONSEILS POUR PROLONGER LA DURÉE DE VIE DES CONSOMMABLES .................. 16
CONSIGNES D’UTILISATION ............................................... 17
DÉPLACEMENT DU CHALUMEAU ................................................................. 17
AMORÇAGE DE L’ARC ÉLECTRIQUE............................................................ 17
CYCLE DE SERVICE......................................................................................... 17
PROTECTION THERMIQUE INTERNE ............................................................ 17
PRÉPARATION À LA COUPE .......................................................................... 17
TENUE DU CHALUMEAU................................................................................. 18
PROCÉDURE DE DÉCOUPE ........................................................................... 18
RÉGLAGE DE PRÉCISION DE LA PRESSION D’AIR ................................... 18
VITESSE DE DÉPLACEMENT DU CHALUMEAU .......................................... 19
PROBLÈMES TYPES DE DÉCOUPE .............................................................. 19
ENTRETIEN
ENTRETIEN PÉRIODIQUE.................................................... 20
DÉPANNAGE.......................................................................... 20
SCHÉMAS
SCHÉMA DE LA CARTE IMPRIMÉE DE COMMANDE POUR
LES DÉCOUPEUSES DE 20 ET 50 A ............................... 23
SCHÉMA DE CÂBLAGE DE LA DÉCOUPEUSE DE 20 A ... 24
SCHÉMA DE CÂBLAGE DE LA DÉCOUPEUSE DE 50 A ... 25
GARANTIE LIMITÉE.................................................... 26
F
R
A
N
Ç
A
I
S
3
Page 54

RÉSUMÉ DES CONSIGNES DE SÉCURITÉ
F
R
A
N
Ç
A
S
Tout artisan consciencieux respecte l’outil avec lequel il
travaille. Il sait que ses outils représentent des années
de conceptions sans cesse améliorées et de
développements constants. L’homme du métier sait
également que les outils peuvent être dangereux s’ils
sont utilisés de manière incorrecte ou abusive.
La lecture du manuel d’utilisation, préalable à l’utilisation
de la découpeuse, vous aidera à effectuer un meilleur
travail dans de bonnes conditions de sécurité.
Familiarisez-vous avec le domaine d’application de la
découpeuse et ses limites, ainsi que les risques
potentiels liés à la découpe.
Ce symbole indique qu’il existe des risques de
chocs électriques pendant l’exécution des
étapes qui le suivent.
Ce symbole indique qu’un casque doit être
porté pendant l’exécution des étapes
suivantes afin d’être protégé contre les
blessures oculaires et les brûlures résultant de
projection d’éclats.
Ce symbole indique qu’il existe des risques
d’incendies pendant l’exécution des étapes qui
le suivent.
CONSIGNES GÉNÉRALES
DE SECURITÉ
Les consignes de sécurité suivantes vous sont fournies
à titre de lignes directrices pour vous aider à utiliser
votre nouvelle découpeuse de la manière la plus sûre
qui soit. Tous les appareils fonctionnant à l’électricité
peuvent être dangereux si la personne qui les utilise
ignore ou n’observe pas les consignes de sécurité. Les
paragraphes suivants contiennent les informations
nécessaires pour utiliser la machine en toute sécurité.
Une étape précédée du terme AVERTISSEMENT
indique que l’étape en question contient une opération
qui risque de blesser le personnel si les consignes de
sécurité ne sont pas respectées.
Une étape précédée du terme ATTENTION indique que
l’étape en question contient une opération qui risque
d’endommager le matériel utilisé.
Une REMARQUE peut être utilisée avant ou après la
description d’une étape pour en souligner ou expliquer
certains aspects.
LISEZ ATTENTIVEMENT TOUTES LES CONSIGNES
DE SÉCURITÉ avant d’essayer d’installer, d’utiliser ou
d’entretenir cette découpeuse. Des blessures graves et/
ou des dommages matériels importants peuvent résulter
de tout manquement à ces instructions.
CONSERVEZ CES INSTRUCTIONS POUR POUVOIR
LES CONSULTER À L’AVENIR.
IMPORTANT : N’essayez pas d’utiliser cette
découpeuse avant d’avoir lu et bien compris toutes les
consignes de sécurité suivantes afin de réduire les
risques d’accidents mortels, de blessures corporelles et
de dégâts matériels.
Remarque : Les symboles de sécurité suivants
signalent les consignes de sécurité
mentionnées dans ce manuel.
Lorsque l’un des symboles définis ci-dessous apparaît,
soyez vigilant en raison des risques de blessures
corporelles et lisez attentivement la consigne qui le suit.
I
De nombreux règlements ont été publiés sur la sécurité.
Ils sont indiqués dans les CONSIGNES DE SÉCURITÉ
SUPPLÉMENTAIRES à la fin de ce RÉSUMÉ DES
CONSIGNES DE SÉCURITÉ.
Le code national de l’électricité, les règlements sur la
santé et la sécurité sur le lieu de travail, les codes
industriels locaux ainsi que les conditions d’inspections
locales constituent également une base de référence
pour l’installation, l’utilisation et l’entretien de cette
machine.
Ce symbole indique qu’il existe des risques
d’émanations gazeuses toxiques pendant
l’exécution des étapes qui le suivent.
Ce symbole indique qu’il existe des risques de
blessures graves, voire mortelles en cas de
manipulation et d’entretien incorrects des
bouteilles d’air comprimé ou des détendeurs.
Ce symbole indique qu’il existe des risques de
brûlures par des scories brûlantes pendant
l’exécution des étapes qui le suivent.
Ce symbole indique qu’une protection auditive
doit être portée pour éviter le risque de surdité
en raison du niveau de bruit élevé.
4
Page 55

RISQUES DE CHOCS
ÉLECTRIQUES
AVERTISSEMENT
• Ne modifiez pas le câblage, les mises à la masse, les
interrupteurs ou les fusibles de ce matériel de découpe.
• Portez toujours des gants de soudeur pour isoler vos
mains du circuit électrique.
LES CHOCS ÉLECTRIQUES
PEUVENT ÊTRE MORTELS !
• Afin de réduire les risques de blessures graves, voire
mortelles résultant de chocs électriques, lisez
attentivement les consignes de sécurité suivantes pour
bien les comprendre et observez-les. De plus, assurezvous que toute autre personne susceptible d’utiliser
cette machine ou de se tenir dans l’aire de découpe
comprend et observe également ces consignes de
sécurité.
• La découpeuse au plasma doit être raccordée à une
source d’alimentation de manière conforme aux codes
de l’électricité en vigueur.
• Ne soyez jamais en contact avec les pièces du circuit
électrique de la découpeuse au plasma, qu’il s’agisse
de la pièce à découper ou de tout autre matériau
conducteur en contact avec elle, de la pince de masse
ou toute autre partie métallique du chalumeau.
• Évitez que la découpeuse n’entre en contact avec de
l’eau ou de l’humidité.
• Ne traînez pas le chalumeau coupeur, le câble de
masse ou le cordon d’alimentation de la découpeuse
sur un sol mouillé ou humide et évitez-leur tout contact
avec de l’eau ou de l’humidité.
• Ne touchez pas la découpeuse, n’essayez pas de
l’éteindre ou de l’allumer si une partie quelconque de
votre corps ou de vos vêtements est mouillée ou
humide, ou si vous êtes en contact avec de l’eau ou de
l’humidité.
• N’essayez pas de brancher la découpeuse dans une
source d’alimentation si une partie quelconque de votre
corps ou de vos vêtements est mouillée ou humide, ou
si vous êtes en contact avec de l’eau ou de l’humidité.
• Ne branchez pas la pince de masse de la découpeuse
à un conduit électrique et ne découpez pas ce type de
conduit.
• Ne modifiez en aucune manière le câble d’alimentation
secteur ou sa fiche.
• N’essayez pas de brancher la découpeuse dans une
prise d’alimentation si la broche de mise à la terre de la
fiche du cordon d’alimentation est tordue, cassée ou
manquante.
• Ne laissez pas la découpeuse branchée à la source
d’alimentation et n’essayez pas de découper si la
machine, le câble de masse, l’aire de découpe ou le
cordon d’alimentation sont exposés à une forme de
précipitation atmosphérique ou à des embruns d’eau
salée.
• Éloignez suffisamment de la découpeuse et de l’aire de
découpe les récipients contenant un liquide pour éviter
que, en cas de renversement, le liquide ne puisse
entrer en contact avec une partie de la machine ou du
circuit électrique.
• Éloignez suffisamment de la découpeuse et de l’aire de
découpe les récipients contenant un liquide pour éviter
que, en cas de renversement, le liquide ne puisse
entrer en contact avec une partie de la machine ou du
circuit électrique.
• Remplacez IMMÉDIATEMENT toute pièce isolée ou
isolante, telle que le chalumeau coupeur, la pince de
masse ou le cordon d’alimentation, si elle est fissurée
ou endommagée.
• Mettez l’interrupteur marche-arrêt en position d’arrêt
(“ OFF “) et débranchez la découpeuse de la prise
secteur avant toute tentative d’inspection ou de
remplacement d’une pièce quelconque à l’extrémité du
chalumeau.
• Mettez l’interrupteur marche-arrêt en position d’arrêt
(“ OFF “) avant de poser le chalumeau pour éviter qu’il
ne se déclenche accidentellement.
RISQUES D’ÉTINCELLES
AVERTISSEMENT
LE RAYONNEMENT DE L’ARC
ÉLECTRIQUE PEUT BLESSER LES
YEUX ET PROVOQUER DES
BRÛLURES CUTANÉES !
• Afin de réduire les risques de blessures dues au
rayonnement de l’arc électrique, veuillez lire,
comprendre et observer les consignes de sécurité qui
suivent. De plus, assurez-vous que toute personne
susceptible d’utiliser cette machine ou de se tenir dans
l’aire de découpe comprend et observe également ces
consignes de sécurité.
• Ne regardez jamais un arc électrique sans porter de
protection adéquate. Les arcs électriques émettent une
lumière aussi forte qu’intense et, en l’absence de
protection oculaire appropriée, la rétine peut être brûlée
par les rayons lumineux, laissant un point noir
permanent dans le champ de vision. Utilisez un écran
ou un casque à verre filtrant teinté n° 8 (minimum).
• N’amorcez pas d’arc électrique tant que les personnes
à proximité ou vous-même (l’utilisateur) ne portez pas
un écran protecteur et/ou un casque.
• Ne portez pas un casque fissuré ou cassé. Remplacez
IMMÉDIATEMENT tout casque ou verre filtrant fissuré
ou cassé.
F
R
A
N
Ç
A
I
S
5
Page 56

F
R
A
N
Ç
A
S
• Fournissez toujours aux personnes à proximité un
écran ou un casque à verre filtrant teinté n° 8.
• Portez des vêtements de protection. Tout comme le
soleil, la lumière intense émanant de l’arc peut brûler la
peau, même à travers un vêtement léger. Portez des
vêtements sombres en tissu épais. La chemise doit
être à manches longues, avec le col boutonné jusqu’en
haut pour protéger la poitrine et le cou.
• Protégez-vous contre la RÉFLEXION DES RAYONS
LUMINEUX DES ARCS ÉLECTRIQUES. Le
rayonnement des arcs peut être réfléchi par des
surfaces brillantes telles que celles revêtues d’une
peinture brillante, l’aluminium, l’acier inoxydable et le
verre. Vos yeux peuvent être abîmés par le
rayonnement des arcs électriques même si vous portez
un casque de protection ou un écran. Si vous découpez
le dos tourné à une surface réfléchissante, les rayons
lumineux de l’arc électrique seront réfléchis par cette
surface puis par la surface intérieure du verre filtrant de
votre casque ou de votre écran et atteindront vos yeux.
Si une telle surface réfléchissante se trouve derrière
vous dans votre zone de travail, il faut soit la retirer,
soit la couvrir de matériaux ininflammables et nonréfléchissants. En plus des lésions oculaires qu’elle
peut provoquer, la réflexion du rayonnement des arcs
électriques peut aussi brûler la peau.
RISQUES D’INCENDIE
AVERTISSEMENT
LES INCENDIES OU LES
EXPLOSIONS PEUVENT
PROVOQUER DES BLESSURES
CORPORELLES GRAVES, VOIRE
MORTELLES, ET CAUSER DES
DÉGÂTS MATÉRIELS !
• Afin de réduire les risques d’accidents mortels, de
blessures corporelles et de dégâts matériels causés par
un incendie ou une explosion, veuillez lire, comprendre
et observer ces consignes de sécurité. De plus,
assurez-vous que toute personne susceptible d’utiliser
cette machine ou de se tenir dans l’aire de découpe
comprend et observe également ces consignes de
sécurité. SOUVENEZ-VOUS que par nature, la
découpe au plasma s’accompagne d’étincelles, de
projections brûlantes, de gouttelettes de métal fondu,
de scories et de pièces brûlantes qui risquent de
provoquer des incendies, de brûler la peau et de blesser
les yeux.
• Ne dirigez JAMAIS le bec à l’extrémité du chalumeau
vers une partie de votre corps ou de celui d’une autre
personne.
• Ne portez aucun gant ou vêtement imbibé d’huile, de
graisse ou de toute autre substance inflammable.
I
• Ne portez pas de produit inflammable dans les
cheveux.
• Ne découpez pas sans avoir vérifié au préalable que
l’aire de découpe ne contient aucun produit combustible
ou inflammable et les avoir retirés au besoin. N’oubliez
pas que les étincelles et autres débris brûlants peuvent
être projetés à plus de 35 pieds (10 mètres) et qu’ils
peuvent traverser de petites ouvertures ou fissures. S’il
est impossible d’écarter les matériaux combustibles de
35 pieds (10 mètres) au moins de l’aire de travail,
utilisez des protections appropriées et bien serrées,
telles que couvercles hermétiques ou couvertures à
l’épreuve du feu.
• Ne découpez pas sur un mur tant que vous n’avez pas
vérifié l’absence de matériaux combustibles derrière le
mur et que vous n’avez pas retiré ces derniers si
nécessaire.
• Ne découpez pas et n’effectuez aucun travail de ce
type sur des barils usagés, des tonneaux, des
réservoirs ou tout autre récipient ayant contenu des
produits inflammables ou toxiques. Il existe des
techniques particulières pour évacuer les substances et
les vapeurs inflammables d’un récipient afin de pouvoir
y souder ou découper sans danger. Ces techniques
sont relativement complexes et nécessitent une
formation spéciale.
• N’appliquez pas d’arc électrique sur une bouteille de
gaz ou d’air comprimé, ou sur tout autre récipient
comprenant des gaz comprimés pour éviter de
provoquer une violente déflagration.
• Ne coupez ou ne soudez pas si l’air ambiant risque de
contenir des poussières inflammables (comme la
poussière de graines), des gaz ou des vapeurs de
liquide (comme l’essence).
• Ne maniez pas à mains nues les pièces métalliques
brûlantes, telles que la pièce découpée ou les bases
d’électrode.
• Mettez toujours l’interrupteur marche-arrêt en position
d’arrêt (“ OFF “) avant de poser le chalumeau pour
éviter qu’il ne se déclenche accidentellement.
• Portez des gants de cuir, une chemise à manches
longues à tissu épais, un pantalon sans revers, des
chaussures montantes, un casque et une casquette. Si
nécessaire, portez d’autres vêtements protecteurs
comme un blouson ou des manches de cuir, des
jambières ignifugées ou encore un tablier. Des
étincelles et des projections brûlantes peuvent se loger
dans les manches relevées, dans les revers de
pantalon ou dans les poches. Les manches et les cols
doivent rester boutonnés et les poches frontales
éliminées.
• Ayez toujours un appareil d’extinction d’incendie à
portée de main prêt à l’emploi ! Un extincteur pour feux
d’origine chimique de type ABC est recommandé.
• Portez des obturateurs d’oreille si la pièce à découper
est au-dessus de vous afin de prévenir l’entrée d’un
éclat et autre débris brûlant dans vos oreilles.
6
Page 57

• Assurez-vous que le sol de l’aire de découpe est solide
et stable, de préférence en béton ou en maçonnerie, et
qu’il n’est pas carrelé, ni recouvert de moquette ni fait
d’un matériau conducteur ou inflammable.
• Couvrez les murs, les plafonds et les sols constitués
de matériaux inflammables avec des couvertures ou
protections résistantes à la chaleur.
• Inspectez l’aire de découpe afin de vous assurer
qu’elle ne présente ni étincelles, ni métal ou scories en
fusion, ni flammes avant de vous en éloigner.
• Ne découpez pas dans un local confiné sauf s’il est
bien aéré ou que l’utilisateur (et toute personne à
proximité) porte un appareil respiratoire à adduction
d’air.
• Une irritation momentanée des yeux, du nez ou de la
gorge est le signal d’une ventilation insuffisante. Dans
ce cas, arrêtez immédiatement de découper et prenez
les mesures nécessaires pour améliorer la ventilation
de l’aire de travail. Ne reprenez jamais la découpe tant
que ces sensations d’inconfort persistent.
RISQUES DE FUMÉES TOXIQUES
AVERTISSEMENT
LES FUMÉES, LES GAZ ET LES
VAPEURS PEUVENT VOUS
INCOMMODER, VOUS RENDRE
MALADE, OU VOUS TUER !
• Afin de réduire les risques de malaises, de maladies et
de mort, veuillez lire, comprendre et observer ces
consignes de sécurité. De plus, assurez-vous que toute
personne susceptible d’utiliser cette machine ou de se
tenir dans l’aire de découpe comprend et observe
également ces consignes de sécurité.
• Ne découpez pas dans un endroit avant d’avoir vérifié
que sa ventilation est conforme à la norme ANSI
n° Z49.1. Si le système de ventilation est insuffisant
pour évacuer toutes les fumées et tous les gaz générés
et renouveler l’air pendant la découpe, ne découpez pas
tant que vous (l’utilisateur) et les personnes à proximité
ne portez pas un appareil respiratoire à adduction d’air.
• Ne chauffez pas de métaux revêtus ou susceptibles de
contenir des composants qui produisent des
émanations toxiques (comme les métaux galvanisés)
sans avoir au préalable retiré ces composants, vérifié la
ventilation de l’aire de travail ou doté l’utilisateur et les
personnes à proximité d’un appareil respiratoire à
adduction d’air.
• Ne soudez pas, ne découpez pas et ne chauffez pas le
plomb, le zinc, le cadmium, le mercure, le béryllium, ou
tout autre métal similaire sans demander l’avis d’un
professionnel et effectuer une inspection du système
de ventilation de la zone de travail. Ces métaux
dégagent des gaz EXTRÊMEMENT TOXIQUES qui
peuvent entraîner des troubles respiratoires, des
maladies, et même la mort.
• Ne soudez ou ne découpez jamais à proximité de
solvants chlorés. Les vapeurs des hydrocarbures
chlorés, comme le trichloroéthylène et le
perchloroéthylène, peuvent être décomposées par la
chaleur ou par les ultraviolets provenant des arcs
électriques et former du PHOSGÈNE, un gaz
EXTRÊMEMENT TOXIQUE, ainsi que d’autres gaz
irritant les poumons et les yeux. Ne soudez ou ne
découpez pas s’il y a des risques, mêmes minimes,
d’aspiration ou d’irradiation de ces vapeurs de solvants
dans l’aire de découpe ou à proximité.
RISQUES CONCERNANT LES GAZ
COMPRIMÉS ET L’ÉQUIPEMENT
AVERTISSEMENT
LA MANIPULATION ET L’ENTRETIEN
INCORRECTS DES BOUTEILLES DE
GAZ OU D’AIR COMPRIMÉ OU DES
DÉTENDEURS PEUVENT CAUSER
DES BLESSURES GRAVES, VOIRE
MORTELLES !
• Afin de réduire les risques de blessures graves ou
mortelles dues à l’air ou au gaz comprimé ou à
l’équipement pneumatique, veuillez lire, comprendre et
observer les consignes de sécurité qui suivent. De
plus, assurez-vous que toute personne susceptible
d’utiliser cette machine ou de se tenir dans l’aire de
découpe comprend et observe également ces
consignes de sécurité.
• N’essayez pas de mélanger des gaz ou de recharger
une bouteille vous-même.
• N’exposez pas les bouteilles à une chaleur excessive,
des étincelles, des particules en fusion, des flammes,
etc. Les bouteilles de gaz soumises à une température
supérieure à 130°F (55°C) doivent être refroidies par
vaporisation d’eau.
• N’exposez pas les bouteilles à une forme d’électricité
quelle qu’elle soit.
• N’utilisez pas une bouteille ou son contenu dans un but
autre que celui prévu. Ne l’employez pas comme
support ou rouleau.
• N’entreposez pas les bouteilles de gaz dans un
passage ou dans une zone de travail où elles risquent
d’être heurtées.
• N’utilisez pas de clé ni de marteau pour ouvrir le robinet
d’une bouteille difficile à ouvrir à la main. Si le cas se
présente, notifiez votre fournisseur.
• Ne modifiez et ne remplacez pas les embouts de
raccordement des bouteilles de gaz.
• N’effacez pas et ne modifiez pas le nom, le numéro ou
autre indication figurant sur une bouteille. Ne vous fiez
pas à la couleur du cylindre pour identifier le contenu.
F
R
A
N
Ç
A
I
S
7
Page 58

F
R
A
N
Ç
A
S
• Ne montez pas sur une bouteille un détendeur autre
que celui conçu pour le gaz contenu dans la bouteille.
• N’essayez pas de réparer un détendeur défectueux.
Envoyez-le au centre de réparation agréé par le
fabricant s’il doit être réparé.
• N’essayez pas de graisser le détendeur.
• Manipulez toujours les bouteilles de gaz avec
précautions afin de prévenir toute fuite et éviter
d’endommager leur paroi, leur robinet et autres
dispositifs de sécurité.
• Assurez les bouteilles à l’aide de chaînes d’acier pour
éviter qu’elles ne soient renversées.
• Protégez toujours les bouteilles et, en particulier, leur
robinet contre les chocs, les chutes, les objets
tombants et les intempéries. N’oubliez pas que les gaz
à l’intérieur de la bouteille sont sous pression et que,
sous l’effet d’un choc, le détendeur ou un de ses
composants peut être éjecté de la bouteille sous l’effet
d’une explosion.
• Assurez-vous toujours que le capuchon de la bouteille
est fermement en place chaque fois que la bouteille est
déplacée.
• Fermez toujours le robinet de la bouteille et retirez
immédiatement du service tout détendeur défectueux.
Faites-le réparer chaque fois que l’un des problèmes
suivants se produit :
• Fuite de gaz (ou d’air) à l’extérieur.
• Augmentation continuelle de la pression
d’alimentation alors que le robinet aval est fermé.
• L’aiguille du manomètre ne décolle pas du zéro
lorsque le détendeur est pressurisé ou ne revient
pas au zéro lorsqu’il est dépressurisé.
RISQUES CONCERNANT LE
MÉTAL FONDU ET LES SCORIES
BRÛLANTES
AVERTISSEMENT
LA DÉCOUPE AU PLASMA PEUT
CAUSER DE GRAVES BRÛLURES
PAR LA PROJECTION DE SCORIES
BRULANTES ET DE MÉTAL EN
FUSION !
• Pour réduire les risques de brûlures graves dues à la
projection ou l’égouttement de scories brûlantes ou de
métal en fusion, lisez attentivement les consignes de
sécurité suivantes pour bien les comprendre et
observez-les. De plus, assurez-vous que toute autre
personne susceptible d’utiliser cette machine ou de se
tenir dans l’aire de découpe comprend et observe
également ces consignes de sécurité.
I
• Portez des gants de soudeur en cuir, une chemise à
manches longues à tissu épais, un pantalon sans
revers, des chaussures montantes, un casque et une
casquette. Si nécessaire, portez d’autres vêtements
protecteurs comme un blouson ou des manches de
cuir, des jambières ignifugées ou encore un tablier. Des
étincelles et des projections brûlantes peuvent se loger
dans les manches relevées, dans les revers de
pantalon ou dans les poches. Les manches et les cols
doivent rester boutonnés et les poches frontales
éliminées.
RISQUES DE PERTE AUDITIVE
AVERTISSEMENT
LE BRUIT RÉSULTANT DE LA
DÉCOUPE AU PLASMA PEUT
CAUSER UNE PERTE AUDITIVE !
• Afin de réduire les risques de surdité à la suite de la
découpe au plasma, lisez attentivement les consignes
de sécurité suivantes pour bien les comprendre et
observez-les. De plus, assurez-vous que toute autre
personne susceptible d’utiliser cette machine ou de se
tenir dans l’aire de découpe comprend et observe
également ces consignes de sécurité.
• Portez une protection auditive conforme ou supérieure
aux normes de sécurité de l’OSHA pendant la découpe.
CONSIGNES DE SÉCURITÉ
SUPPLÉMENTAIRES
Pour toutes informations complémentaires concernant la
sécurité lors de la découpe, veuillez-vous référer aux normes
suivantes et les appliquer s’il y a lieu.
• Norme ANSI Z49.1 - SAFETY IN WELDING AND
CUTTING - Cette norme de sécurité pour le soudage et
la découpe peut être obtenue à l’adresse suivante :
American Cutting Society, 550 NW Le Jeune Road,
Miami, FL 33126 ; téléphone : (800) 443-9353,
télécopieur : (305) 443-7559, site web :
www.amweld.org ou www.aws.org
• Norme ANSI Z87.1 - SAFE PRACTICE FOR
OCCUPATION AND EDUCATIONAL EYE AND FACE
PROTECTION - Cette norme de sécurité pour la
protection des yeux et du visage peut être obtenue à
l’adresse suivante : American National Standards
Institute, 11 West 42nd St., New York, NY 10036 ;
téléphone : (212) 642-4900, télécopieur : (212) 3980023, site web : www.ansi.org
• Norme NFPA 51B - CUTTING AND WELDING
PROCESS - Cette norme pour la procédure de découpe
et de soudage peut être obtenue à l’adresse suivante :
National Fire Protection Association, 1 Batterymarch
Park, P.O. Box 9101, Quincy, MA 02269-9101 ;
téléphone : (617) 770-3000, télécopieur : (617) 7700700, site web : www.nfpa.org
• Bulletin CGA P-1 - SAFE HANDLING OF
8
Page 59

COMPRESSED GASES IN CYLINDERS - Ce bulletin
sur la manutention sécuritaire des bouteilles de gaz
comprimé peut être obtenu à l’adresse suivante :
Compressed Gas Association, 1725 Jefferson Davis
Highway, Suite 1004, Arlington, VA 22202-4102 ;
téléphone : (703) 412-0900, télécopieur : (703) 4120128, site web : www.cagnet.com
• Norme OSHA 29 CFR, Chapitre 1910, Sous-chapitre Q,
WELDING CUTTING AND BRAZING - Cette norme
pour le soudage, la découpe et le brasage peut être
obtenue auprès du bureau local OSHA ou à l’adresse
suivante : U.S. Dept. of Labor OSHA, Office of Public
Affairs, Room N3647, 200 Constitution Ave.,
Washington, DV 20210 ; site web : www.osha.gov
• Norme CSA W117.2, Code for SAFETY IN WELDING
AND CUTTING - Ce règlement concernant la sécurité
lors de la découpe et du soudage peut être obtenu à
l’adresse suivante : Canadian Standards Association,
178 Rexdale Blvd., Etobicoke, Ontario M9W 1R3,
Canada ; site web : www.csa.ca
• Norme A6.0 de l’American Welding Society - WELDING
AND CUTTING CONTAINERS WHICH HAVE HELD
COMBUSTIBLES - Cette norme pour le soudage et la
découpe de récipients ayant contenu des produits
combustibles peut être obtenue à l’adresse suivante :
American Cutting Society. 550 NW Le Jeune Road,
Miami, FL 33126 ; téléphone : (800) 443-9353,
télécopieur : (305) 443-7559, site web :
www.amweld.org ou www.aws.org
F
R
A
N
Ç
A
I
S
9
Page 60

INTRODUCTION
F
R
A
N
Ç
A
S
DESCRIPTION
Votre nouvelle découpeuse au plasma est conçue pour
la découpe de matériaux conducteurs, comme celle
effectuée dans les ateliers d’entretien, les stationsservices, les ateliers d’aménagement de véhicule, de
réfection automobile, de récupération de pièces de
rechange, etc. Concernant l’acier, tous les modèles
peuvent découper des épaisseurs inférieures au calibre
26, jusqu’à 1/2 po (1,27 cm) pour le modèle de 50 A et
1/4 po (0,6 cm) pour le modèle de 20 A.
La découpeuse au plasma est livrée prête à fonctionner,
avec tous ses composants. Vous devez seulement
prévoir une alimentation en air comprimé propre, sec et
exempt d’huile ainsi qu’une source d’alimentation de 208
ou 230 volts c.a.
Remarque : IMPORTANT ! Utilisez uniquement de l’air
comprimé. N’employez pas d’autres gaz
comprimés.
PIÈCES ET ACCESSOIRES
Table 2. Pièces et accessoires pour la découpeuse de 20 A
ÉTQNOITPIRCSED.FÉRED°N
1seéhcatédsecèipedtiK09144
)3edteuqap(sedortcelÉ00244
)3(sceB01244
))2(seuqirotstnioJ05044
)zo4/1ebut(euqirottniojruoptnaifirbuL4244
1seéhcatédsecèipedtehcaS000-272-039
))2(euqitsalpnexueyoM666-310-860
utnioptuobà)4(siV000-420-860
talptuobà)2(siV000-950-680
))2(setalpsellednoR000-630-190
101°nétnieterrev,étilibisivednargàeuqsaC000-453-233
1teuqilcàetêt-egètorP000-553-233
1eéngioPdomsrevidèsel
1éluomeuqitsalpnetroppuseddeiP000-760-213
2seuoR000-640-314
1exA000-540-314
La table 1 contient la liste des pièces et accessoires
contenus dans le carton d’expédition de la découpeuse
au plasma de 50 A. La table 2 contient la liste des
CARACTÉRISTIQUES
pièces et accessoires livrés avec la découpeuse au
plasma de 20 A. Comparez le contenu des cartons avec
TECHNIQUES
la liste de la table 1 ou 2. Contactez immédiatement le
revendeur si un article manque ou est endommagé.
Table 1. Pièces et accessoires pour la découpeuse de 50 A
ÉTQNOITPIRCSED.FÉREDON
1seéhcatédsecèipedtiK100-772-131
)5edteuqap(sedortcelÉ00544
))8(sceB
étisnetnietuah501544
tétisnetnielbiaf304544
)zo4/1ebut(euqirottniojruoptnaifirbuL4244
1
1teuqilcàetêt-egètorP000-553-233
101°nétnieterreV02174
1stlov032elarumesirP01204
1seéhcatédsecèipedtehcaS
2exa’dstroppuS610-923-214
1eéngioPselèdomsrevid
1troppuseddeiP610-823-214
2seuoR666-030-314
1exA666-840-314
I
1elbâcedtroppuS100-182-131
1uaemulahcudtnemetracé’dfitisopsiD06144
01°nétnieterrev
,étilibisivednargàeuqsaC
)2(euqitsalpnexueyoM666-420-860
utnioptuobà)4(siV000-630-860
talptuobà)2(siV000-960-380
))2(setalpsellednoR000-420-190
000-453-233
La table 3 contient la liste des caractéristiques
techniques des découpeuses au plasma.
Table 3. Caractéristiques techniques
SERTÈMARAPA02A05
eértne’détisnetnI
ecnassiuPAVK3,7AVK5,21
esahPésahponoMésahponoM
ecneuqérFzH06zH06
ne.xamnoisneT
trevuotiucric
eriadnocesnoisneT
)eitros(
ecivresedelcyC%02%24
ria’d.nimnoisserP
alàémirpmoc
suepuocéd
ria’d.xamnoisserP
alàémirpmoc
esuepuocéd
suosA53
.a.cV802
suosA13
.a.cV032
V092V062
suosA02
.c.cV001
)srab8,4(isp07
h/³ip042à
)h/³m7,6(
isp021
)srab82,8(
isp002
suosA2,06
.a.cV802
suosA5,45
.a.cV032
suosA05
.c.cV001
)srab8,4(isp07
h/³ip042à
)h/³m7,6(
)srab8,31(
10
Page 61

INSTALLATION
DÉBALLAGE
Suivez les instructions suivantes pour retirer du carton
d’expédition la découpeuse au plasma.
1. Ouvrez le carton d’expédition.
2. Retirez la poignée, le kit d’accessoires et la
séparation en carton au-dessus de la découpeuse.
3. Ouvrez le kit d’accessoires et comparez le
contenu avec la liste des pièces et accessoires de
la table 1 pour le modèle de 50 A ou la table 2 pour
le modèle de 20 A. Contactez IMMÉDIATEMENT
le revendeur si un article manque ou est
endommagé.
4. À l’aide d’un couteau, découpez tout le long de la
ligne en pointillé en bas du carton d’expédition en
faisant attention à ne pas érafler la découpeuse.
5. Retirez le carton et repliez-le bien à plat.
6. Mettez le carton replié sur le sol, juste derrière la
découpeuse.
7. Basculez doucement la découpeuse vers l’arrière
et posez-la au-dessus du carton replié.
MONTAGE
Montez les découpeuses en suivant les instructions
suivantes.
MONTAGE DE LA
DÉCOUPEUSE DE 50 A
Pour le montage de la découpeuse de 50 A, suivez les
étapes décrites ci-après et reportez-vous aux figures
1 à 6.
1. Placez le pied de support métallique (figure 1) pardessus les trois trous correspondants sur le rebord
inférieur avant de la découpeuse.
2. Fixez le pied de support métallique à l’aide des
trois vis pour tôle (à bout pointu).
3. Montez les deux supports d’axe sur la partie
inférieure de la découpeuse, comme indiqué sur la
figure 1, en utilisant deux vis pour tôle (à bout
pointu) par support.
4. Orientez les supports de manière que le rebord en
aval soit du côté extérieur de la découpeuse,
comme indiqué.
5. À l’aide d’un marteau, enfoncez un des moyeux en
plastique dans une extrémité de l’axe, comme
indiqué sur la figure 2.
Enfoncez le
cache-moyeu sur
l’axe à l’aide
d’un marteau
Sol ou
surface dure
Figure 2. Montage du cache-moyeu
6. Enfilez une roue sur l’axe, suivie d’une rondelle
plate.
7. Enfilez l’axe (avec la roue et la rondelle montées
dessus) dans le trou de l’un des supports d’axe,
puis dans la découpeuse et faites-le ressortir par
le trou de l’autre support (figure 3).
Figure 1. Montage du pied de la découpeuse de 50 A
Figure 3. Montage de la roue sur l’axe
8. Mettez la découpeuse sur le côté où la roue vient
d’être montée, comme indiqué sur la figure 4.
F
R
A
N
Ç
A
I
S
11
Page 62

Cache-moyeu
Roue
Bloc de bois
comme support
Figure 4. Montage de la deuxième roue
Découpeuse
sur le côté
Sol ou autre
surface dure
9. Enfilez l’autre rondelle sur l’extrémité de l’axe qui
ressort, puis l’autre roue, comme indiqué.
10. À l’aide d’un marteau, enfoncez l’autre moyeu
plastique sur l’axe sur l’extrémité de l’axe.
11. Basculez DOUCEMENT la découpeuse en
position verticale sur ses roues et son pied de
soutien.
12. Positionnez la poignée comme indiqué sur la
figure 6 et fixez-la à l’aide des 4 vis à métaux
(bout arrondi).
Figure 7. Montage du pied de la découpeuse de 20 A
3. À l’aide d’un marteau, enfoncez l’un des moyeux
en plastique dans une extrémité de l’axe (figure 2).
4. Enfilez une roue sur l’axe, suivie d’une rondelle
plate (figure 3).
5. Enfilez l’axe (avec la roue montée dessus) dans le
trou d’un côté de la découpeuse, puis dans la
découpeuse et faites-le ressortir par le trou du côté
opposé (figure 8).
F
R
A
N
Ç
A
S
Figure 8. Montage de l’axe de la découpeuse de 20 A
6. Enfilez l’autre rondelle sur l’extrémité de l’axe qui
ressort, puis l’autre roue.
7. À l’aide d’un marteau, enfoncez l’autre moyeu
plastique sur l’axe (figure 4), puis basculez
doucement la découpeuse en position verticale sur
ses roues et son pied de soutien.
8. Positionnez la poignée comme indiqué et fixez-la à
l’aide des 4 vis à bout pointu (figure 9). Serrez
fermement.
Figure 6. Montage de la poignée de la découpeuse de 50 A
MONTAGE DE LA
DÉCOUPEUSE DE 20 A
1. Basculez DOUCEMENT la découpeuse vers
l’arrière et posez-la sur le côté avant du carton
Insérez les vis
en fonction de
la hauteur
désirée, deux
de chaque côté
sauvegardé pendant la procédure de déballage.
2. Enfilez la languette du pied de support en
plastique moulé dans la fente en bas de la
découpeuse, puis fixez-le à l’aide des deux vis à
I
bout plat (figure 7).
Figure 9. Montage de la poignée de la découpeuse de 20 A
12
Page 63

ALIMENTATION
ÉLECTRIQUE
Ces découpeuses sont conçues pour fonctionner sur un
secteur 230 ou 208 volts alternatifs monophasé,
60 hertz, correctement mis à la terre et protégé par un
fusible de 50 ampères. Il est recommandé qu’un
électricien qualifié contrôle la tension réelle disponible
au niveau de la prise de courant alimentant la
découpeuse et qu’il vérifie la mise à la terre de la prise
et sa protection par un fusible approprié.
ATTENTION
IMPORTANT : N’utilisez pas ces découpeuses si la
tension réelle de la source d’alimentation est inférieure à
198 volts c.a. ou supérieure à 240 volts c.a. Contactez
un électricien qualifié en cas de problème. Une tension
excessive ou insuffisante diminuera la performance ou
endommagera la machine.
CONVERSION DE 230 À 208 VOLTS
1. Retirez le panneau d’accès métallique du côté droit
de la découpeuse (lorsque vous faites face à la
machine, modèle de 50 A seulement) ou retirez le
couvercle (modèle de 20 A).
2. Localisez le contacteur à l’intérieur de la
découpeuse (figure 10) et réglez-le sur 208 volts
en suivant les instructions figurant sur l’autocollant
à l’arrière de la machine.
3. Remontez le panneau d’accès métallique.
BRANCHEMENT DE LA
DÉCOUPEUSE À L’ALIMENTATION
ÉLECTRIQUE
Branchez la découpeuse sur la source d’alimentation en
suivant les instructions suivantes.
AVERTISSEMENT
LES CHOCS ÉLECTRIQUES PEUVENT
ÊTRE MORTELS !
AVERTISSEMENT
LES CHOCS ÉLECTRIQUES PEUVENT
ÊTRE MORTELS !
Afin de réduire les risques de chocs électriques,
assurez-vous que la découpeuse est débranchée de la
prise secteur.
Ces découpeuses sont réglées en usine pour
fonctionner sur 230 volts si la tension réelle de la prise
secteur est de 219 à 240 volts c.a. Si la tension réelle
de la prise est seulement de 198 à 218 volts, il sera
nécessaire de convertir la machine de manière à ce
qu’elle puisse fonctionner sur 208 volts c.a., comme
indiqué sur la table 4. Effectuez la conversion en suivant
les étapes suivantes.
Table 4. Tableau de conversion de tension
ELLEÉRNOISNET
042à912
.a.cstlov
812à891
.a.cstlov
ALEDEGALGÉR
ESUEPUOCÉD
suostnemennoitcnoF
stlov032
)enisuneélgér(
suostnemennoitcnoF
stlov802
rapegalgér(
)ruetasilitu’l
ATTENTION
IMPORTANT : Si la découpeuse n’est pas
réglée en fonction de la tension réelle de la
source d’alimentation (reportez-vous à la
table 1), sa performance sera réduite et elle
risque d’être endommagée.
AVERTISSEMENT
UN INCENDIE PEUT TUER, BLESSER
ET PROVOQUER DES DÉGÂTS
MATÉRIELS !
Afin de réduire les risques de chocs électriques et
d’incendies, ne branchez la découpeuse que sur une
prise correctement reliée à la terre et protégée par un
fusible. NE MODIFIEZ JAMAIS le cordon d’alimentation
ou la fiche fournis avec la machine. NE MODIFIEZ
JAMAIS une rallonge ou sa fiche.
Ne modifiez pas le cordon d’alimentation ou la fiche de
la découpeuse. Si la fiche du cordon ne se branche pas
correctement sur votre prise de courant, demandez à un
électricien qualifié d’installer une prise NEMA 6-50R
conforme aux codes et réglementations électriques
nationaux et locaux. N’utilisez pas d’adaptateur entre la
fiche d’alimentation de la découpeuse et la prise de
courant alternatif.
1. Assurez-vous que l’interrupteur marche-arrêt à
l’avant de la découpeuse est en position “ OFF “
(arrêt).
2. Branchez le cordon d’alimentation de la
découpeuse dans la prise secteur.
UTILISATION D’UNE RALLONGE
Pour assurer la performance optimale de la découpeuse,
il est déconseillé d’utiliser une rallonge sauf en cas de
nécessité absolue. Si c’est nécessaire, procédez avec
soin à la sélection de la rallonge qui sera utilisée avec
votre découpeuse (reportez-vous à la table 5).
13
F
R
A
N
Ç
A
I
S
Page 64

Choisissez une rallonge correctement mise à la terre et
qui s’emboîte parfaitement à la prise secteur et à la
fiche du cordon d’alimentation de la découpeuse sans
besoin d’adaptateurs. Assurez-vous que la rallonge est
correctement câblée et en bon état.
Table 5. Tableau de sélection des rallonges
RUEUGNOL
esuepuocéD
A02ed
)m6,7(ip52413
)m52,51(ip05213
esuepuocéD
A05ed
)m6,7(ip5283
)m52,51(ip0563
ERBILAC
GWA
SRUETCUDNOC
refroidisseur d’air (par air ou par eau) et un purgeur de
condensat en plus du filtre et du séparateur. Le
refroidisseur et le purgeur de condensat retirent 80% de
l’eau et de l’huile et prolongent ainsi la durée de vie des
pièces consommables. Dans certaines situations, en
présence d’une forte humidité, l’utilisation d’un séchoir
réfrigérant peut s’avérer nécessaire pour éliminer l’excès
d’humidité.
Lorsque vous installez le filtre à air et le séparateur,
assurez-vous que ce dernier est en amont du filtre. S’il
est monté avant le filtre, l’humidité sera éliminée avant
la filtration. S’il est nécessaire d’utiliser un refroidisseur
d’air et un purgeur de condensat, c’est le refroidisseur
qui recevra l’air comprimé en premier, puis le purgeur de
condensat, le séparateur et finalement le filtre à air. Si
un séchoir réfrigérant est installé, il devra être placé
entre le purgeur de condensat et le séparateur.
N’UTILISEZ PAS DE GAZ COMPRIMÉS AUTRES QUE
L’AIR ! Les gaz comprimés tels que l’argon, l’hydrogène
ou l’azote ne conviennent pas à la découpe. UTILISEZ
UNIQUEMENT DE L’AIR COMPRIMÉ !
Table 6. Besoins en air comprimé
F
R
A
N
Ç
A
S
AIR COMPRIMÉ
AVERTISSEMENT
LES GAZ SOUS PRESSION PEUVENT
uaevinuamuminimtibéD
esuepuocédaled
uamuminimnoisserP
esuepuocédaleduaevin
EXPLOSER ET CAUSER DES
BLESSURES GRAVES, VOIRE
MORTELLES.
Afin de réduire les risques de blessures graves ou
mortelles dues à une défectuosité de l’équipement
pneumatique, lisez attentivement les consignes de
sécurité suivantes pour bien les comprendre et
observez-les. De plus, assurez-vous que toute autre
personne susceptible d’utiliser cette machine ou de se
tenir dans l’aire de découpe comprend et observe
également ces consignes de sécurité.
BESOINS EN AIR COMPRIMÉ
Les caractéristiques de l’air comprimé à utiliser pour la
découpeuse au plasma figurent dans la table 6. Cette
machine utilise uniquement de l’air comprimé. Celui-ci
doit provenir d’une source externe (pas incluse) et doit
être propre, sec et exempt d’huile. La découpeuse de
50 A est livrée avec un pré-détendeur d’air comprimé.
Ce pré-détendeur est réglé en usine et ne peut être
modifié. N’essayez pas de modifier le réglage du
détendeur. Tous les réglages de pression doivent être
effectués à l’aide du détendeur de contrôle situé à
l’avant des découpeuses.
Il est nécessaire d’installer un filtre pour conduite d’air
avec séparateur pour la découpeuse au plasma. Un filtre
à air à lui seul risque de ne pas être suffisant pour
capter toute l’humidité et l’huile expulsées par le
I
compresseur. Si votre air comprimé n’est toujours pas
assez sec (propre et exempt d’huile), installez un
BRANCHEMENT À L’ALIMENTATION
PNEUMATIQUE
1. Procurez-vous un raccord à filetage mâle de 1/4 po
(6,3 mm) d’un côté, l’autre extrémité étant conçue
pour s’emboîter dans votre circuit d’air comprimé.
2. Appliquez un mastic d’étanchéité pour tuyau ou
enroulez du ruban Teflon sur les filets du raccord
mentionné à l’étape 1.
3. Vissez le raccord dans l’orifice d’admission d’air
de la découpeuse et serrez-le avec une clé.
4. Raccordez la conduite d’air comprimé à la
découpeuse.
PRÉPARATION
La préparation est essentielle pour obtenir de bons
résultats lors de la découpe. Choisissez un lieu de
travail ordonné, bien éclairé et bien ventilé pour pouvoir
travailler de manière confortable, pratique et assurer
votre sécurité ainsi que celles des personnes à
proximité. Le lieu de travail doit absolument être
débarrassé de tout produit inflammable et un extincteur
pour incendies d’origine chimique de type ABC doit être
constamment à portée de main.
uamumixamnoisserP
esuepuocédaleduaevin
h/³ip042
)h/³m7,6(
isp07
)srab8,4(
isp021
)A02()srab82,8(
isp002
)A05()srab8,31(
14
Page 65

FONCTIONNEMENT
Les paragraphes suivants contiennent les instructions
sur le fonctionnement de la découpeuse au plasma.
COMMANDES ET VOYANTS
INDICATEURS
L’interrupteur marche-arrêt a deux positions : “ ON “
(marche) et “ OFF “ (arrêt) pour mettre la découpeuse
sous et hors tension.
Le sélecteur de mode permet de choisir entre deux
modes : “ RUN “ (marche) et “ SETUP “ (réglage). En
position de réglage, l’air s’écoule dans la découpeuse et
le chalumeau, mais l’arc n’est pas amorcé. En position
de marche, la machine est prête à fonctionner.
Les découpeuses de 50 A sont munies d’un sélecteur
d’intensité à trois positions permettant de choisir la
puissance de sortie de la découpeuse, soit 30, 40 ou
50 A. Le modèle de 20 A fonctionne avec un
monocourant fixe et n’a pas besoin d’un sélecteur
d’intensité.
Le bouton du régulateur de débit d’air permet de régler la
pression de l’air traversant la découpeuse et le
chalumeau. Tournez le bouton dans le sens horaire (vers
la droite) pour augmenter la pression ou dans le sens
anti-horaire (vers la gauche) pour la diminuer. Procédez
au réglage de l’air lorsque le sélecteur de mode est en
position de réglage (SETUP) jusqu’à un niveau compris
entre 61 et 65 psi (4,2 et 4,5 bars), nécessaire au
fonctionnement.
Le chalumeau et les parties à son extrémité sont
essentiels à la réussite de la découpe. Pour cette raison,
il est important d’en connaître le détail et le
fonctionnement avant d’utiliser la découpeuse.
Le chalumeau est conçu pour être tenu facilement dans
la plupart des positions. Sur la découpeuse de 50 A, la
gâchette se trouve en bas du chalumeau. Pour appuyer
sur la gâchette, glissez la main vers l’avant sous le
loquet de sécurité jaune et tirez sur la gâchette. Sur la
découpeuse de 20 A, la gâchette se trouve en haut de la
poignée et il suffit d’appuyer dessus avec le pouce.
Lorsque la gâchette est pressée, en une fraction de
seconde, l’air commence à s’écouler dans la
découpeuse et le chalumeau. Si la pression d’air et le
débit sont corrects, un arc à plasma sera établi à
l’extrémité du chalumeau. Lorsque la gâchette est
relâchée, l’arc à plasma est arrêté, mais l’air continue de
s’écouler pendant quelques secondes pour refroidir le
chalumeau.
Si la gâchette est pressée pendant moins de deux
secondes puis relâchée, il suffit de la presser à nouveau
pour réamorcer immédiatement l’arc électrique. Mais si
elle est pressée pendant plus de deux secondes avant
d’être relâchée, vous ne pourrez pas réamorcer l’arc en
réappuyant dessus tant que le cycle normal de
refroidissement par air ne sera pas terminé.
PIÈCES CONSOMMABLES DU
CHALUMEAU
Toutes les pièces à l’extrémité du chalumeau
(consommables) peuvent être remplacées à la main
sans besoin d’outils. Dévissez le capuchon du bec pour
pouvoir accéder au bec, à l’électrode, à l’anneau de
brassage et au joint torique. Reportez-vous à la
figure 10.
CHALUMEAU
AVERTISSEMENT
LE RAYONNEMENT DE L’ARC À
PLASMA PEUT BLESSER LES YEUX
ET PROVOQUER DES BRÛLURES
CUTANÉES !
• Ne regardez jamais un arc électrique sans porter de
protection adéquate. Les arcs électriques émettent une
lumière aussi forte qu’intense et, en l’absence de
protection oculaire appropriée, la rétine peut être brûlée
par les rayons lumineux, laissant un point noir
permanent dans le champ de vision. Utilisez un écran
ou un casque à verre filtrant teinté n° 8 (minimum).
• Portez des vêtements de protection et des gants de
soudeur. Tout comme le soleil, la lumière intense
émanant de l’arc peut brûler la peau. L’arc de découpe
est pareil à une flamme nue et peut brûler toute partie
du corps exposée.
Joint torique
Anneau de brassage
Électrode
Bec
Capuchon de bec
Dispositif d’écartement
(en option sur le 20 A)
Figure 10. Parties du chalumeau (consommables)
REMPLACEMENT DES PIÈCES
CONSOMMABLES
Pendant la découpe, les pièces à l’extrémité du
chalumeau sont lentement consommées. Pour
empêcher leur destruction prématurée et éviter ainsi
d’endommager le chalumeau, il est nécessaire de
remplacer les pièces consommables en temps
opportun.
F
R
A
N
Ç
A
I
S
15
Page 66

Remarque : Les durées de service indiquées
s’appliquent aux consommables utilisés
uniquement avec de l’acier doux et dans
des conditions optimales. Les durées
réelles peuvent varier. Les variations de
matériau et la technique de l’utilisateur
peuvent augmenter ou réduire la durée de
vie des consommables. Avec la découpe
de l’aluminium, prévoyez une durée de vie
inférieure de moitié pour le bec et
l’électrode.
BEC - Les pièces consommables de la découpeuse de
50 A ont une durée de vie maximale de 30 minutes de
découpe effective (durée d’établissement de l’arc
électrique). Cette durée peut être fortement réduite par la
coupe de matériaux épais. Les pièces consommables
de la découpeuse de 20 A ont une durée de vie
maximale de 45 minutes (durée d’établissement de l’arc
électrique). À mesure que la durée de coupe augmente,
le trou du bec s’agrandit, se déforme et il devient de
plus en plus difficile de contrôler la trajectoire de l’arc. Si
le bec n’est pas remplacé à temps, la durée de vie de
l’électrode en sera réduite. La découpeuse de 50 A est
livrée avec deux becs, l’un pour haute intensité, l’autre
pour faible intensité (figure 11). Le premier convient
mieux aux matériaux nécessitant un réglage à forte
intensité et l’autre aux matériaux plus minces
nécessitant un réglage à faible intensité.
Bec faible
intensité
À utiliser
pour le réglage
sous 30 A
Figure 11. Becs pour courant de faible ou de haute intensité
Ligne
d’identification
Bec haute
intensité
À utiliser
pour le réglage
sous 40 et 50 A
nécessaire.
DISPOSITIF D’ÉCARTEMENT DU CHALUMEAU - Il
vous permet de régler la distance entre le bec et la
pièce à découper. Il se fixe sur le capuchon du bec et se
règle de manière à ce que la distance entre le bec et la
pièce soit de 1/16 po (1,6 mm). Cet écartement est très
important pour obtenir des coupes nettes dans les
matériaux épais lorsque la découpeuse est réglée à 40
ou 50 A. Le dispositif d’écartement du chalumeau est
également utile pour suivre les gabarits ou guides de
découpe.
JOINT TORIQUE - Il est très important pour la réussite
de la découpe et doit être remplacé dès qu’il est aplati
ou s’est déformé sous la pression. Pour prolonger sa
durée de vie, lubrifiez-le avec une graisse aux silicones
(fournie avec la découpeuse) chaque fois que le
capuchon du bec est retiré pour la deuxième ou la
troisième fois. Appliquez le lubrifiant seulement lorsque
le joint est installé sur le chalumeau. Prenez soin de ne
pas mettre de lubrifiant sur les autres pièces
consommables pour ne pas les ruiner. Enlevez toujours
l’excès de graisse sur vos doigts avant de manipuler
une autre pièce consommable.
CONSEILS POUR PROLONGER LA
DURÉE DE VIE DES CONSOMMABLES
1. Utilisez uniquement de l’air comprimé propre, sec
et exempt d’huile.
2. Établissez et maintenez une bonne connexion
électrique entre la prise de masse et le matériau à
découper.
3. Établissez et maintenez une distance constante
d’environ 1/16 po (1,6 mm) entre le matériau à
découper et le bec du chalumeau.
4. Adoptez et maintenez une vitesse de déplacement
appropriée. La vitesse idéale assurant la durée de
vie optimale des consommables est celle qui
produit une traînée d’étincelles orientée d’environ
5° en arrière de l’axe principal du chalumeau,
comme indiqué sur la figure 12.
F
R
A
N
Ç
A
S
ÉLECTRODE - Elle a une durée de vie maximale de
45 minutes environ de découpe effective. À mesure
qu’elle se détériore, l’arc s’affaiblit et une rupture de
l’arc peut intervenir. Si elle n’est pas remplacée à temps,
la durée de vie de l’anneau de brassage risque d’être
réduite.
ANNEAU DE BRASSAGE - Il a une durée de vie
maximale de 3 heures et 30 minutes environ de découpe
effective. Il doit être remplacé dès qu’il présente des
traces visibles de fissures, d’éclats ou des marques de
brûlures.
CAPUCHON DU BEC - Il doit être remplacé dès qu’il
présente des fissures ou des trous de brûlure. Inspectez
toujours l’anneau de brassage au moment de remplacer
le capuchon du bec et remplacez-le aussi, si
I
16
Figure 12. Déplacement du chalumeau
5˚
Sens du déplacement
Pièce à découper
Page 67

CONSIGNES D’UTILISATION
Les paragraphes suivants contiennent les instructions
nécessaires à l’utilisation du chalumeau de la
découpeuse au plasma.
DÉPLACEMENT DU CHALUMEAU
La vitesse adéquate de déplacement varie en fonction
du type et de l’épaisseur du matériau. Un déplacement
trop rapide et/ou une découpe incomplète du métal
pendant le déplacement du chalumeau réduiront la durée
de vie des consommables.
1. Limitez au maximum le nombre d’amorçages.
L’amorçage use le bec et l’électrode bien plus que
la coupe proprement dite.
2. Sélectionnez le réglage maximal de la pression
d’air, normalement entre 61 et 65 psi (4,2 et
4,5 bars), qui donne des résultats satisfaisants.
AMORÇAGE DE L’ARC
ÉLECTRIQUE
Lorsque la gâchette est pressée, l’air comprimé s’écoule
dans le chalumeau. Lorsqu’il atteint l’extrémité du
chalumeau, l’électrode est repoussée du bec par la force
de l’air. Lorsque l’écartement entre l’électrode et le bec
est suffisamment grand, un arc est créé et se
transforme rapidement en arc à plasma.
CYCLE DE SERVICE
Le cycle de service de la découpeuse est exprimé en
pourcentage du cycle standard dans l’industrie, basé sur
un temps de travail de 10 minutes. Le cycle de service
d’une découpeuse au plasma indique à l’utilisateur
quelle partie des 10 minutes du temps de travail peut
être utilisée à la découpe et quelle partie doit être
réservée à l’arrêt et au refroidissement. Les
découpeuses de 50 A ont un cycle de service de 40%,
c’est-à-dire que, sur les 10 minutes du temps de travail,
vous pouvez découper pendant quatre minutes, mais
vous devez laisser refroidir la machine pendant les six
minutes restantes.
Les découpeuses au plasma de 20 A ont un cycle de
service de 20%, c’est-à-dire que, sur 10 minutes, vous
pouvez découper pendant deux minutes, mais vous
devez laisser refroidir la machine pendant les huit
minutes restantes.
PROTECTION THERMIQUE
INTERNE
Lorsque la pression d’air est insuffisante pour éloigner
l’électrode du bec, le courant n’arrive pas au chalumeau
et la coupe ne peut pas avoir lieu. Une pression
insuffisante peut avoir plusieurs causes :
1. La pression de la source d’air comprimé ou le
régulateur de débit d’air de la découpeuse est
réglé(e) à un niveau trop bas.
2. Les parties consommables au bout du chalumeau
ne sont pas installées du tout ou installées
incorrectement.
3. Le joint torique doit être remplacé.
4. Le filtre utilisé avec la découpeuse, s’il y a lieu, est
colmaté et l’élément filtrant doit être remplacé.
La découpeuse est également équipée d’un
thermorupteur qui empêche la surchauffe. La surchauffe
survient habituellement lorsque l’on dépasse le cycle de
service de la machine ou lorsque le chalumeau est
maintenu à une distance supérieure à 1/16 po (1,6 mm)
de la pièce à couper. Si le thermorupteur arrête le
fonctionnement de la découpeuse, attendez une dizaine
de minutes. Il se réarmera automatiquement et la
machine pourra de nouveau fonctionner. Si vous
découpez des matériaux qui ne sont pas mis à la terre,
les composants internes vont s’échauffer plus vite et le
cycle de service sera réduit. Si possible, mettez
toujours la pièce à couper à la terre.
PRÉPARATION À LA COUPE
1. Pour commencer, assurez-vous que l’interrupteur
marche-arrêt est en position d’arrêt (“ OFF “) et que
le cordon d’alimentation n’est pas branché sur la
prise secteur.
2. Vérifiez que toutes les parties consommables du
chalumeau sont en bon état et correctement
assemblées au bout du chalumeau. Procéder aux
corrections nécessaires.
3. Sélectionnez le bec de découpe approprié en
fonction de l’intensité choisie. Pour la découpeuse
de 50 A SEULEMENT : avec le réglage à 30 A,
utilisez le bec sans ligne d’identification (figure 11).
Pour les réglages à 40 et 50A, utilisez le bec avec
la ligne.
4. Attachez la pince de masse à la pièce à découper
après avoir nettoyé cette dernière pour éliminer
toute trace de poussière, d’huile, de rouille, de
scories et de peinture dans la zone de
raccordement.
AVERTISSEMENT
LE RAYONNEMENT DE L’ARC À
PLASMA PEUT BLESSER LES YEUX
ET PROVOQUER DES BRÛLURES
CUTANÉES !
• Ne regardez jamais un arc électrique sans porter de
protection adéquate. Les arcs électriques émettent une
lumière aussi forte qu’intense et, en l’absence de
protection oculaire appropriée, la rétine peut être brûlée
par les rayons lumineux, laissant un point noir
permanent dans le champ de vision. Utilisez un écran
ou un casque à verre filtrant teinté n° 8 (minimum).
F
R
A
N
Ç
A
I
S
17
Page 68

F
R
A
N
Ç
A
S
• Portez des vêtements de protection et des gants de
soudeur. Tout comme le soleil, la lumière intense
émanant de l’arc peut brûler la peau. L’arc de découpe
est pareil à une flamme nue et peut brûler toute partie du
corps exposée.
Remarque : Le chalumeau peut fonctionner même si la
pince de masse n’est pas connectée à la
pièce à découper, mais la découpe
échauffera plus rapidement les composants
internes de la découpeuse, ce qui risque
d’endommager la machine. La chaleur
supplémentaire réduira le cycle de service.
La découpeuse fonctionnera mieux et les
consommables dureront plus longtemps si
la pince de masse de la machine est
correctement connectée à la pièce à
découper.
5. Branchez le cordon d’alimentation sur une prise
secteur.
6. Mettez l’interrupteur marche-arrêt en position de
marche (“ ON “).
7. Mettez le sélecteur de mode en position de réglage
(“ SETUP “) et laissez l’air s’écouler pendant deux
à trois minutes, de manière à purger les conduites
d’air de toute trace de condensation et d’impuretés.
Pendant l’écoulement d’air, régler le régulateur de la
machine à 65 psi (4,5 bars).
Remarque : IMPORTANT ! La sélection correcte du
réglage de la pression d’air est un facteur
essentiel. Un réglage trop bas réduira la
durée de vie des consommables ou
empêchera l’amorçage correct de l’arc. Un
réglage trop élevé éteindra l’arc pendant la
coupe. Si la pression est inférieure à 55 psi
(3,8 bars), un asservissement de sécurité à
l’intérieur de la découpeuse coupera
l’alimentation. Une procédure spéciale de
réglage de précision est indiquée ci-après et
elle explique comment trouver la pression
d’air qui convient le mieux à la découpeuse.
8. Mettez le sélecteur de mode en position de marche
(“ ON “). La découpeuse au plasma est maintenant
prête à l’emploi.
AVERTISSEMENT
LES DÉCOUPEUSES AU PLASMA
PEUVENT CAUSER DE GRAVES
BRÛLURES CUTANÉES
Assurez-vous que l’interrupteur marche-arrêt est en
position d’arrêt (“ OFF “) avant de poser le chalumeau.
Ceci permettra d’éviter le déclenchement accidentel du
chalumeau de découpe lorsque vous ne l’avez plus en
main. Si la gâchette est accidentellement pressée, un
arc à plasma peut être amorcé et risque de vous
BLESSER ou de causer des blessures aux personnes
I
présentes dans la zone de découpe. Ce type d’incident
peut également causer des dégâts matériels à la suite
d’un incendie.
18
TENUE DU CHALUMEAU
1. Vous pouvez tenir le chalumeau d’une ou des deux
mains. L’essentiel est de le tenir de manière
confortable et d’une main ferme.
2. Il est conseillé de positionner le chalumeau de
manière que le bec forme un angle d’environ 90°
(perpendiculairement) par rapport à la pièce à
découper (figure 12).
3. Bien qu’il soit acceptable de tenir et de déplacer le
bec en contact avec la pièce à découper, la durée
de vie des consommables sera prolongée si un
écartement de 1/16 po (1,6 mm) maximum est
maintenu entre le bec et la pièce pendant la
découpe. Pour la coupe de matériaux épais, le
maintien d’un écartement de 1/16 po (1,6 mm)
assurera une coupe plus nette. Utilisez le dispositif
d’écartement du chalumeau (en option pour les
modèles de 20 A) pour maintenir cette distance.
PROCÉDURE DE DÉCOUPE
N’ESSAYEZ PAS DE DÉCOUPER une pièce sans avoir
lu et bien compris tout le RÉSUMÉ DES CONSIGNES
DE SÉCURITÉ. Les CONSIGNES DE SÉCURITÉ vous
sont fournies pour vous apprendre comment réduire les
risques d’ACCIDENTS MORTELS ou de BLESSURES
CORPORELLES auxquels vous vous exposez ainsi que
les personnes se trouvant dans l’aire de découpe, ainsi
que les DÉGÂTS MATÉRIELS à proximité de la zone de
découpe.
1. Positionnez le chalumeau sur le rebord de la pièce
à découper, au point où vous voulez débuter la
coupe.
2. Abaissez votre casque, vos lunettes de protection
ou placez l’écran devant vos yeux.
3. Appuyez sur la gâchette du chalumeau coupeur de
la découpeuse pour amorcer l’arc. Si l’arc s’éteint
tout seul, effectuez la procédure de réglage de
précision indiquée ci-après.
RÉGLAGE DE PRÉCISION DE LA
PRESSION D’AIR
1. Mettez le sélecteur de mode en position de réglage
(“ SETUP “).
2. Diminuez la pression d’air de 1 psi (0,069 bar) (à
moins d’avoir atteint 61 psi/4,2 bars, auquel cas,
reportez-vous au paragraphe “ PROBLÈMES DE
DÉCOUPE “).
3. Remettez le sélecteur de mode en position de
marche (“ RUN “).
4. Revenez à l’étape 1 ci-dessus et essayez de
découper à nouveau. Si vous arrivez au réglage
minimal de pression acceptable, soit 61 psi (4,2
bars), et que l’arc continue de s’éteindre, reportezvous au paragraphe “ PROBLÈMES DE
DÉCOUPE “.
Page 69

5. Lorsque l’arc à plasma a traversé toute l’épaisseur
de la pièce au niveau du rebord, commencez à
déplacer le chalumeau.
6. Relâchez la gâchette du chalumeau dès que vous
désirez arrêter la coupe.
VITESSE DE DÉPLACEMENT DU
CHALUMEAU
La vitesse de déplacement du chalumeau le long de la
pièce à découper dépend de plusieurs facteurs tels que
le type et l’épaisseur du matériau à découper, ainsi que
l’aisance et l’habileté avec lesquelles l’utilisateur peut
suivre la ligne de découpe désirée. Il est important que
la vitesse de déplacement soit suffisamment lente pour
que l’arc à plasma coupe sur toute l’épaisseur de la
pièce à découper, sinon la durée de vie des
consommables sera fortement réduite.
Le meilleur moyen de déterminer la vitesse de coupe
appropriée est de faire des essais avec différents types
et épaisseurs de métaux et d’observer les résultats en
fonction de la vitesse de déplacement et de l’angle de
coupe.
Comme point de départ, consultez les tableaux
contenus dans la figure 13 et la figure 14 pour connaître
les vitesses de déplacement approximatives.
190
180
170
160
150
140
130
120
110
100
Poucas par minute
90
80
70
60
50
40
30
20
10
0
1/16"0
1/8" 3/32" 1/4" 5/32" 3/8"
Epaisseur du materiau
Figure 13. Tableau des vitesses de
déplacement de la découpeuse de 20 A
Acier doux
Aluminium
200
175
150
125
100
Pouces par minute
75
50
25
0
18
CALIBRE
déplacement de la découpeuse de 50 A
1/8 3/16 1/4 5/16 3/8 7/16 1/2
16 14
Figure 14. Tableau des vitesses de
PERFORMANCE TYPE
(ACIER DOUX)
30 A
40 A
50 A
ÉPAISSEUR DU MATÉRIAU
PROBLÈMES TYPES DE DÉCOUPE
Deux problèmes majeurs peuvent survenir pendant la
découpe.
1. La coupe ne pénètre pas la pièce.
a. La vitesse de déplacement du chalumeau
est trop rapide.
b. Le bec n’est pas orienté selon un angle de
90° (perpendiculaire) par rapport à la pièce à
découper.
c. Le chalumeau est trop éloigné de la pièce à
découper (il doit se trouver à environ
1/16 po/1,6 mm).
d. Le matériau à découper est trop épais.
e. Le bec ou l’électrode est usé(e).
f. Le bec utilisé ne convient pas à l’intensité
sélectionnée (découpeuse de 50 A
SEULEMENT).
2. L’arc de découpe s’interrompt ou ne se rétablit plus
pendant la coupe.
a. Le bec ou l’électrode est usé(e).
b. Faible tension du secteur.
c. Le réglage de la pression d’air est trop élevé.
F
R
A
N
Ç
A
I
S
19
Page 70

ENTRETIEN
ENTRETIEN PÉRIODIQUE
La découpeuse au plasma est conçue et fabriquée pour
fonctionner sans problèmes pendant de longues années
à condition que vous respectiez certaines consignes de
base quant à son entretien.
1. Inspectez et remplacez toutes les parties
consommables du chalumeau en temps opportun.
Reportez-vous au paragraphe “ PRÉPARATION À
LA COUPE “ pour plus de détails.
2. À intervalles réguliers, débranchez le cordon
d’alimentation de la source d’alimentation en c.a.
et retirez les panneaux (côtés gauche, supérieur et
droit) de la découpeuse. Chassez à l’air comprimé
la poussière et la saleté qui auraient pu
s’accumuler à l’intérieur et réinstallez les
panneaux. Effectuez cette procédure après les six
premiers mois d’utilisation, puis à intervalles plus
ou moins fréquents en fonction de l’environnement
de la machine.
Remarque : Tous les raccordements du chalumeau sont
situés derrière le nez en plastique (panneau
d’accès) à l’avant de la découpeuse. Pour
remplacer le chalumeau ou pour vérifier ses
connexions, retirez le nez en plastique et
éloignez-le de la machine pour dégager son
accès.
DÉPANNAGE
Les tables suivantes de DÉPANNAGE vous sont
fournies à titre de guide pour vous aider à résoudre
certains des problèmes les plus fréquemment
rencontrés. Si vous ou un réparateur qualifié ne pouvez
résoudre un problème ou identifier la solution propre à un
problème donné, contactez le service d’assistance en
composant le 1-800-328-2921. Au Minnesota, composez
le (612) 884-3211.
Remarque : IMPORTANT ! Avant d’appeler le service
d’assistance, débranchez la découpeuse,
retirez ses panneaux latéraux et supérieur
et ayez le téléphone aussi près que
possible de la machine.
1. Mettez l’interrupteur marche-arrêt en position
d’arrêt (“ OFF “).
2. Débranchez le cordon d’alimentation de la prise
secteur avant toute intervention d’entretien ou de
réglage.
3. Composez le numéro du service d’assistance.
CONFIEZ L’ENTRETIEN ET LES RÉGLAGES DE LA
DÉCOUPEUSE UNIQUEMENT À DES TECHNICIENS
DE SERVICE QUALIFIÉS.
F
R
A
N
Ç
A
S
I
20
Page 71

Tableau de dépannage
emôtpmyS)s(elbissop)s(esuaCsedèmeR
ennoitcnofenesuepuocédaL
tuotudsap
tnietétsetnayov
têrra-ehcramruetpurretnI.2
xueutceféd
ededomneria’dtnemeluocé’dsaP
)“PUTES“(egalgér
émirpmoc
ruednetéd
eennavortcelé’l
ededomneria’dtnemeluocé’dsaP
ettehcâgalceva)“NUR“(ehcram
eésserp
epuocalruopetnasiffusniecnassiuPecivresedelcycudtnemessapéD.1alridiorferteresoperzessiaL.1
éhcnarb
émirpmoc
etnasiffusninoisneT.1ecruosalednoisnetalzeifiréV.1
edomedruetceléS.3
xueutceféd)egalgér/ehcram(
elbiafportesuepuocéd
rianeetnasiffusninoitatnemilA.2
seérressedslifsedsnoixennoC.3tnatéesuepuocédaL.3
srevartària’dtnemeluocé’dsaP.5
tnemetcerrocniuaemulahC.1
seérressedslifsedsnoixennoC.2tnatéesuepuocédaL.2
seésuselbammosnocseitraP.2rapseésuseitrapselzecalpmeR.2
alednoitatnemila’dnoisneT.3
rianeetnasiffusninoitatnemilA.4
netsetêrra-ehcramruetpurretni’L.1
elsiam,)“NO“(ehcramednoitisop
xueutcefédnoitatnemila’dnodroC.3elzecalpmeR.3
elsrevartària’dtnemeluocé’dsaP.4
esuepuocédaleuqsuov-zerussA.1
ecruosenusnadeéhcnarbtse
noitatnemila’d
ruetpurretni’lzecalpmeR.2
têrra-ehcram
noitatnemila’dnodroc
elle’uqsuov-zerussa;noitatnemila’d
ritrevnocsuov-zeveD.etnasiffustse
?stlov802ànoisnetal
edniosebaesuepuocédaL.2
nm/³ip0,4uoh/³ip042
elte)nm/³m211,0uoh/³m7,6(
te16ertneélgérertêtiodruednetéd
.)srab5,4te2,4(isp56
ecruosaledEÉHCNARBÉD
selzeifirév,noitatnemila’d
slifselsuotedsenretnisnoixennoc
elerèirredteelcrevuocelsuos
suovruoptnavasècca’duaennap
seérresneibtnosselle’uqrerussa
,ria’dtnemeluocé’dsapay’nli’S.4
ruednetédelzecalpmer
,ria’dtnemeluocé’dsapay’nli’S.5
uanoisnetaleuqsuov-zerussa
edtseennavortcelé’leduaevin
,saceltse’cis;.c.cstlov42
ennavortcelé’lzecalpmer
tnatéesuepuocédaL.1
ecruosaledEÉHCNARBÉD
uaennapelzeriter,noitatnemila’d
selzeifirévtetnavasècca’d
slifselsuotedsenretnisnoixennoc
neibtnosselle’uqrerussasuovruop
seérres
ecruosaledEÉHCNARBÉD
uaennapelzeriter,noitatnemila’d
selsetuotzeifirévtetnavasècca’d
suovruopsenretnisnoixennoc
seérresneibtnosselle’uqrerussa
ruetceléselzecalpmeR.3
norivnetnadnepesuepuocéd
.setunim01
.sevuensed
ecruosalednoisnetalzeifiréV.3
al-zeifidomte.a.cnenoitatnemila’d
eriassecénis
nu’dniosebaesuepuocédaL.4
h/³ip042edria’dtnemeluocé
ertêtiodruednetédeL.)h/³m7,6(
5,4à2,4(isp56te16ertneélgér
egalgérededomne)srab
)“PUTES“(
F
R
A
N
Ç
A
I
S
21
Page 72

Tableau de dépannage (suite)
emôtpmyS)s(elbissop)s(esuaCsedèmeR
euqirtcelécra’ledeliciffidneitniaMseésuselbammosnocseitraP.1rapseésuseitrapselzecalpmeR.1
.sevuensed
edimuhriA.2alrusuae’druetarapésnuzetuojA.2
ria’deévirra’detiudnoc
rianeetnasiffusninoitatnemilA.3
émirpmoc
)“PUTES“(
aledetcerrocnierretalàesiM.4
repuocédàecèip
.cte
alsuosseirocsednoitalumuccA
repuocédàecèip
àecèipaledeliciffidnoitarténéP
repuocéd
stcerrocni
émirpmoc
uaemulahcudecnatsidteelgnA.1
ecèipaltecebel
seésuselbammosnocseitraP.2rapseésuseitrapselrecalpmeR.2
sevuensed
etnelporttnemecalpédedessetiV.3edessetivalzetnemguA.3
tnemecalpéd
seésuselbammosnocseitraP.1rapseésuseitrapselrecalpmeR.1
sevuensed
etnelporttnemecalpédedessetiV.2edessetivalzeunimiD.2
tnemecalpéd
rianeetnasiffusninoitatnemilA.3
)“PUTES“(
nu’dniosebaesuepuocédaL.3
h/³ip042edria’dtnemeluocé
ertêtiodruednetédeL.)h/³m7,6(
5,4à2,4(isp56te16ertneélgér
egalgérededomne)srab
edecnipaleuqsuov-zerussA.4
àecèipalruseéhcnarbtseessam
teerporptiordnenuàrepuocéd
,elliuor,essiarg,erutniepedtpmexe
erèinameduaemulahcelzeneT.1
alàerialucidnepreptioscebnoseuq
enuzenetniaM.repuocédàecèip
ertne)mm6,1(op61/1edecnatsid
nu’dniosebaesuepuocédaL.3
h/³ip042edria’dtnemeluocé
ertêtiodruednetédeL.)h/³m7,6(
5,4à2,4(isp56te16ertneélgér
egalgérededomne)srab
F
R
A
N
Ç
A
S
I
22
Page 73

SCHÉMAS
SCHÉMA DE LA CARTE
IMPRIMÉE DE COMMANDE
POUR LES DÉCOUPEUSES
DE 20 ET 50 A
La carte imprimée de commande contient 5 diodes
électroluminescentes qui permettent de localiser les
problèmes. Lorsqu’une diode est allumée, elle signale
que le courant alimente la fonction indiquée sur le
schéma de la carte ci-dessous (par ex., lorsque la diode
D17 est allumée, la carte imprimée est alimentée en
courant). Si une fonction n’est pas activée, alors que la
diode correspondante est allumée, examinez les autres
composants au sein de la fonction (reportez-vous au
chapitre “ DÉPANNAGE “).
Carte imprimée
sous tension
Circuit de la
gâchette établi
Circuit du relais
de coupe à puissance
maximale sous tension
Circuit du
contacteur
principal sous
tension
Circuit de
l’électrovanne
de l’air comprimé
sous tension
F
R
A
N
Ç
A
I
S
23
Page 74

SCHÉMA DE CÂBLAGE DE LA DÉCOUPEUSE DE 20 A
F
R
A
N
Ç
A
S
I
24
Page 75

SCHÉMA DE CÂBLAGE DE LA DÉCOUPEUSE DE 50 A
25
F
R
A
N
Ç
A
I
S
Page 76

GARANTIE LIMITÉE
Le fabricant garantit la découpeuse au plasma pendant
un (1) an à compter de la date d’achat. Le fabricant
réparera gratuitement (pièces et main-d’oeuvre) la
découpeuse ou le chalumeau de découpe au plasma
s’ils sont jugés défectueux en raison de défauts de
matériau ou de fabrication. Si, malgré les efforts
raisonnables du fabricant, la découpeuse ou le
chalumeau de découpe au plasma s’avère irréparable, le
fabricant aura l’option soit de rembourser le prix d’achat
initial soit de fournir une machine ou un chalumeau de
rechange (selon le cas).
Cette garantie s’applique uniquement à la découpeuse et
au chalumeau de découpe au plasma et ne concerne
pas les accessoires livrés avec le produit et qui sont
sujets à l’usure, le remplacement ou la réparation de ces
articles étant à la charge du propriétaire.
Cette garantie ne s’applique pas aux pièces
consommables suivantes qui s’usent pendant le
fonctionnement normal de la découpeuse par arc à
plasma :
Électrode, bec, capuchon de retenue du bec, anneau de
brassage, joints toriques ou dispositif d’écartement du
chalumeau.
De plus, cette garantie ne s’applique pas au dommage
causé par le remplacement ou l’entretien tardif des
pièces mentionnées plus haut.
Les modalités de cette garantie limitée constituent le
recours unique et exclusif de l’acheteur. Les durées
des garanties tacites de qualité marchande et
d’aptitude à un usage particulier sont limitées par
cette garantie expresse. Après le délai d’un (1) an à
compter de la date d’achat, tous les risques en cas
de perte pour une raison quelconque seront
transférés à l’acheteur.
Quelles que soient les circonstances, le fabricant ne
sera pas tenu responsable en cas de dommages
indirects ou consécutifs. La responsabilité du
fabricant, le cas échéant, ne pourra jamais dépasser
le prix d’achat du produit, qu’elle soit fondée sur
une rupture de garantie (expresse ou tacite), une
négligence, une responsabilité civile sans faute ou
toute autre théorie juridique.
La garantie s’applique à toute personne devenue
propriétaire légitime de la découpeuse au plasma dans
le délai d’un an à compter de la date d’achat initial, mais
elle est nulle en cas d’usage abusif, de modification,
d’utilisation incorrecte ou si la machine est
endommagée pendant le transport en vue d’une
réparation parce qu’elle était mal emballée.
Certains États ou Provinces n’autorisent aucune limite
de garantie ou limite de dommages indirects ou
consécutifs, aussi le déni et la limite de responsabilité
qui précèdent peuvent ne pas s’appliquer à votre cas.
Cette garantie vous fait bénéficier de certains droits,
auxquels peuvent s’ajouter d’autres droits qui varient
d’un État ou d’une Province à l’autre.
Pour bénéficier des services couverts par
cette garantie :
Envoyez la découpeuse au plasma emballée, port payé,
ou apportez-la au centre de dépannage le plus proche
(reportez-vous à la liste ci-jointe ou accédez au
www.centuryonline.net/locator/service.htm).
Si vous avez des questions, composez le :
1-800-328-2921 aux États-Unis
1-800-668-8642 au Canada
F
R
A
N
Ç
A
S
I
© CMC Mai 2000 Imprimé no 811-632-000
26
 Loading...
Loading...