

CEMONT MAXISTAR 180M, MAXISTAR 200M, MAXISTAR 180MEC Safety Instruction For Use And Maintenance
EN Safety instruction for use and maintenance - Do not destroy this manual
FR Instruction de securite d’emploi et d’entretien - Conserver ce livret d’instructions
ES Instrucciones de seguridad, empleo y mantenimiento - Conservar el presente manual
IT Istruzioni per la sicurezza nell’uso e per la manutenzione - Conservare il presente libretto
DE Betriebs-Wartungs und Sicherheitsanleitung - Das vorliegende Handbuch gut aufbewahren
PT Instrucões de segurança de utilização e de manutenção - Conserve este manual
SV Instruktioner för säkerhet, använding och underåll - Spar denna handledning
NL Veiligheidsinstructies voor gebruik en onderhoud - Bewaar deze handleiding
RO Instructiuni privind siguranta in exploatare si intretinerea - Pastrati acest manual
SK Bezpečnostné pokyny pri používaní a pri údržbe - Odložte si tento návod na použitie
CS Bezpečnostní pokyny pro používání a údržbu - Návod na používání si uchovejte
HU Használati és karbantartási biztonsági utasítások - Kerjük őrizze meg ezt a hasznsnalati utasítást
PL Instrukcje bezpieczeństwa podczas obsługi i konserwacji - Zachować niniejszą instrukcję na przyszłość
EL Οδηγιεσ ασφαλειασ κατα τη χρηση και τη συντηρηση – φυλαξτε το παρον εγχειριδιο
RU Руководство по безопасной эксплуатации и техническому обслуживанию
www.airliquidewelding.com
Air Liquide Welding - 13, rue d’Epluches - BP 70024 Saint-Ouen L’Aumône
Cat. Nr.:
Rev.:
Date:
MAXISTAR 180M / 180MEC / 200M
800035305
02
14. 05. 2008

1 EN
CONTENTS
EN
1.0 TECHNICAL DESCRIPTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.1 DESCRIPTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 DATA PLATE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 DUTY CYCLE AND OVERHEATING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.4 VOLT - AMPERE CURVES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.0 INSTALLATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.1 MACHINE ACCESSORIES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.2 CONNECTING THE POWER SOURCE TO THE MAINS ELECTRICITY SUPPLY . . . . . . . . . . . . . . 2
2.3 HANDLING AND TRANSPORTING THE POWER SOURCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.4 SELECTING A LOCATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.5 SAFETY GAS CYLINDER INSTALLATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.6 WIRE REEL INSTALLATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.7 START-UP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.0 DESCRIPTION OF FRONT PANEL CONTROLS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.1 FRONT PANEL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4.0 OPTIONAL (USE WITH CORED WIRE) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.1 WELDING ALUMINIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.2 WELDING STAINLESS STEEL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
5.0 BASIC INFORMATION REGARDING MIG WELDING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
6.0 CONNECTION AND PREPARATION OF EQUIPMENT FOR WELDING . . . . . . . . . . . . . . . . . . . . . . . . . . 4
6.1 WELDING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
6.2 CARBON STEEL WELDING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
6.3 STAINLESS STEEL WELDING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6.4 ALUMINIUM WELDING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6.5 SPOT WELDING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
7.0 MIG WELDING FAULTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
8.0 GENERAL MAINTENANCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
8.1 TORCH MAINTENANCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
9.0 CONNECTING THE TORCH . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
SPARE PARTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .I - XII
WIRING DIAGRAM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . XIV - XV
2 EN
TECHNICAL DESCRIPTION
EN
1.0 TECHNICAL DESCRIPTION
1.1 DESCRIPTION
MIG welders which can weld flux cored gasless wire or with gas
for the welding of mild steel, stainless steel and aluminium. MIG/
MAG welder swhich can weld mild steel, stainless steel and aluminium.
1.2 DATA PLATE
140 A / 140 A EURO CONNECTOR
180 A
1.3 DUTY CYCLE AND OVERHEATING
The duty cycle is the percentage of a 10 minute period for which
the welder can continue to weld without overheating. If the machine overheats, the welding current is shut off and the relative indicator lamp illuminates. In this case, leave the machine to cool for
approx. 15 minutes and, before restarting, lower the welding current value and relative voltage or reduce the work time.
Example: 250 A - 30% means working for 3 minutes at 250 A with
7 minutes rest time.
1.4 VOLT - AMPERE CURVES
Volt-ampere curves show the welder's maximum voltage and amperage output capabilities of the welding power source. Curves of
other settings fall under curves shown. See page XIII.
2.0 INSTALLATION
IMPORTANT: BEFORE CONNECTING, PREPARING OR USING
EQUIPMENT, READ SECTION 1.0 SAFETY PRECAUTIONS.
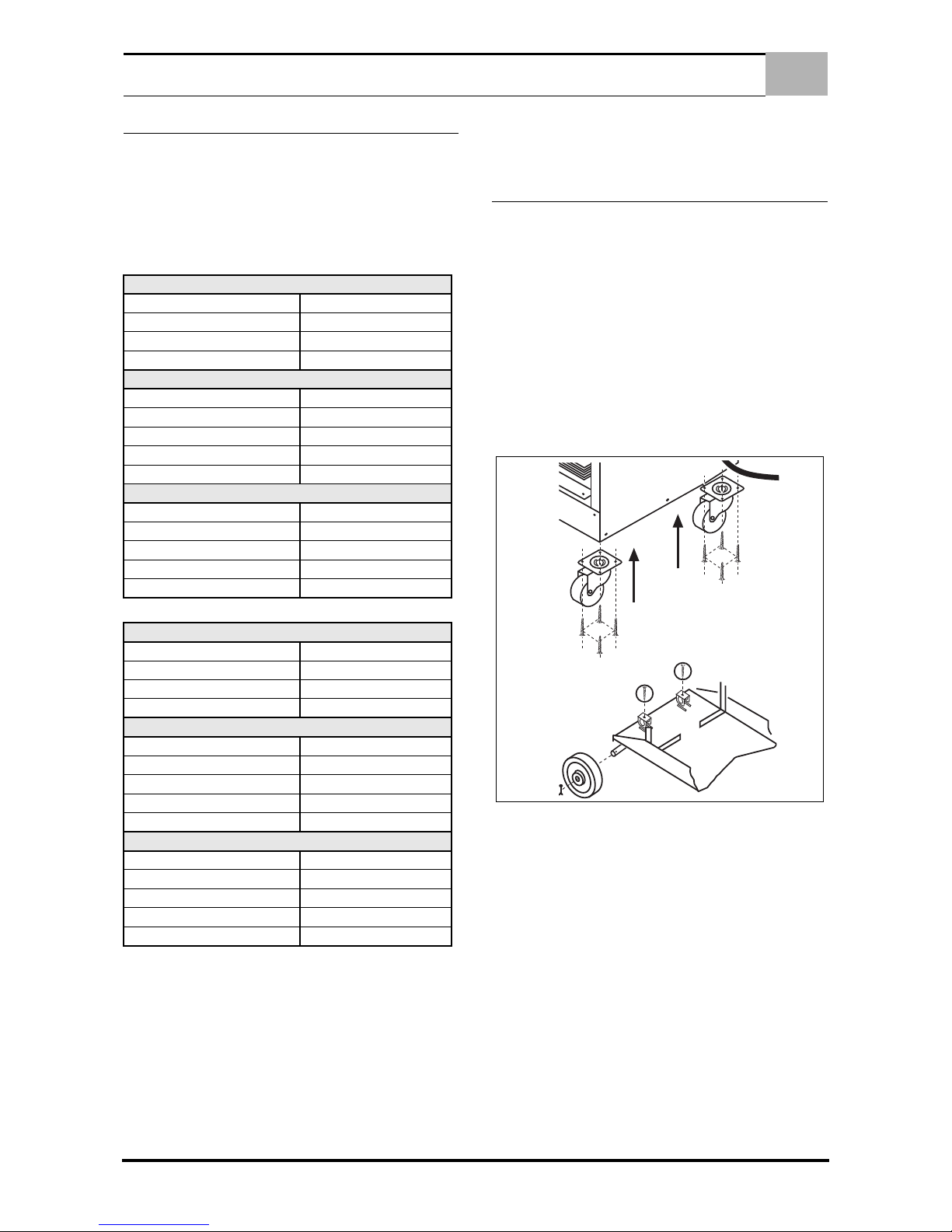
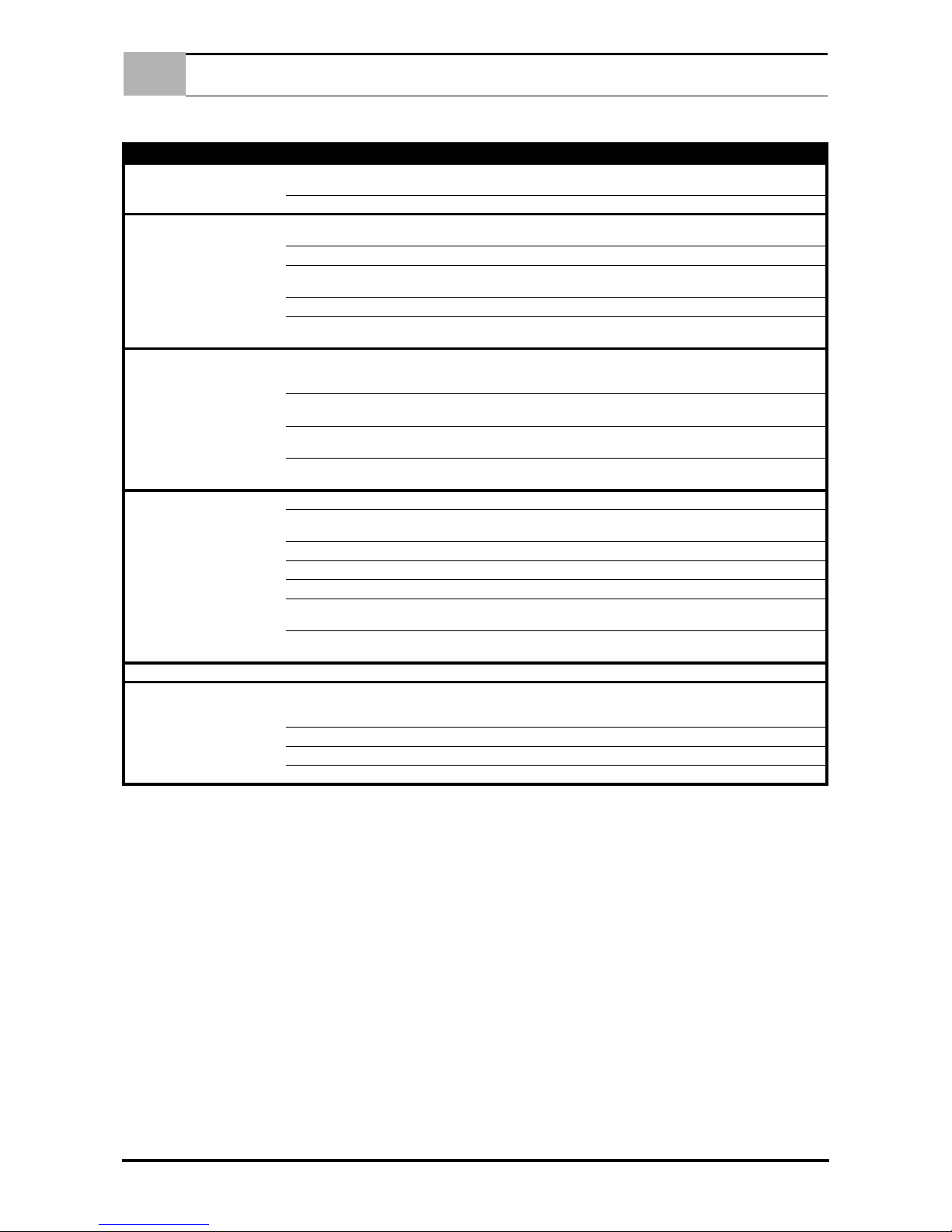
2.1 MACHINE ACCESSORIES
1. Unpack the equipment and components to complete the machine assembly.
2. Leave the machine on the wooden pallet, and use a 13 hex
wrench to remove the eight screws (four on the left and four
on the right) under the front panel; fit the two castor wheels
and refit the screws.
3. Remove the two screws securing the machine to the pallet,
located on the cylinder support.
4. Raise the rear section of the machine slightly to rotate the
pallet and thus release the rear section.
5. Remove the screws from the axle and proceed with assembly of the fixed wheels.
6. Fit the handles.
2.2 CONNECTING THE POWER SOURCE TO THE MAINS
ELECTRICITY SUPPLY.
SERIOUS DAMAGE TO THE EQUIPMENT MAY RESULT IF
THE POWER SOURCE IS SWITCHED OFF DURING WELDING
OPERATIONS.
1. Ensure that the power supply socket is equipped with the
fuse specified in the table.
2. Before inserting the power plug, to avoid damage to the generator, check that the mains voltage corresponds to the required power supply.
2.3 HANDLING AND TRANSPORTING THE POWER
SOURCE
OPERATOR SAFETY: WELDER’S HELMET - GLOWES SHOES WITH HIGH INSTEPS.
The machine is easy to lift, transport and handle, though the following procedures must always be observed:
1. Do not lift by means of the handle
2. Always disconnect the power source and accessories from
main supply before lifting or handling operations.
3. Do not drag, pull or lift equipment by the cables.
PRIMARY
Three phase supply 230 V
Frequency 50 - 60 Hz
Effective consuption 7,5 A
Maximum consuption 24 A
SECONDARY
Open circuit voltage 18 ÷ 32V
Welding current 30 A ÷ 170 A
Duty cycle 18% 140 A - 21 V
Duty cycle 60% 75 A - 18 V
Duty cycle100% 60 A - 17 V
Protection class IP 21
Insulation class H
Weight Kg. 38,5
Dimensions mm 440 x 670 x 750
European Standards EN 60974.1 / EN 60974.10
PRIMARY
Three phase supply 230 V
Frequency 50 - 60 Hz
Effective consuption 12,4 A
Maximum consuption 32 A
SECONDARY
Open circuit voltage 17,5 ÷ 33V
Welding current 35 A ÷ 180 A
Duty cycle 15% 180 A - 23 V
Duty cycle 60% 100 A - 19 V
Duty cycle100% 75 A - 18 V
Protection class IP 21
Insulation class H
Weight Kg. 43
Dimensions mm 440 x 670 x 750
European Standards EN 60974.1 / EN 60974.10
DESCRIPTION OF FRONT PANEL CONTROLS
3 EN
EN
4. To handle this machine, lift from below by means of a suitable
nylon belt.
2.4 SELECTING A LOCATION
SPECIAL INSTALLATION MAY BE REQUIRED WHERE GASOLINE OR VOLATILE LIQUIDS ARE PRESENT. WHEN LOCATING EQUIPMENT, ENSURE THAT THE FOLLOWING
GUIDELINES ARE FOLLOWED:
1. The operator must have unobstructed access to controls and
equipment connections.
2. Use rating plate to determine input power needs.
3. Do not position equipment in confined, closed places. Ventilation of the power source is extremely important. Avoid
dusty or dirty locations, where dust or other objects could be
aspirated by the system.
4. Equipment (Including connecting leads) must not obstruct
corridors or work activities of other personnel.
5. Position the power source securely to avoid falling or overturning. Bear in mind the risk of falling of equipment situated
in overhead positions.
2.5 SAFETY GAS CYLINDER INSTALLATION
1. Place the cylinder on the rear section of the welder and secure by means of the relative chain.
2. Bolt the pressure reducer to the cylinder.
3. Connect the tube from the rear panel of the welder to the
pressure reducer.
4. Set the pressure reducer outlet to minimum.
5. Open the cylinder valve slowly.
2.6 WIRE REEL INSTALLATION
1. Put the wire reel in the relative spool so that the two rotate together.
2. Adjust the spool brake by means of the central nut on the latter, so that the reel rotates easily (on some spools the adjustment nut is not visible, but is accessible after withdrawing the
retainer tab).
3. Open the upper bridge of the wire feed unit
4. Check that the rollers are suited to the diameter of the wire to
be used; otherwise change.
5. Straighten an end section of the wire and cut it.
6. Pass the wire over the two lower rollers and insert in the torch
connector tube until it protrudes from the latter by approx. 10 cm.
7. Close the upper bridge of the wire feed unit and check that
the wire is positioned in the relative groove.
8. Connect the torch and insert the protruding wire section into
the sleeve, taking care that the control pins are fitted correctly
in the seats and the connector nut is tightened fully down.
2.7 START-UP
1. Switch on the machine (Ref. 3 - Picture 1 Page 3.)
2. Set the power switch (Ref. 4 - Picture 1 Page 3.) to an intermediate position.
3. Remove the nozzle and wire guide tube from the torch, press
the torch button and feed the wire until it protrudes from the
front section of the torch. While feeding wire through the
torch, use the handwheel to adjust the force that the wire
pressure roller exerts on the feed roller; the setting must ensure that the welding wire moves regularly without slipping on
the rollers and without deforming. Fit the torch with a suitable
wire guide tube according to the type of wire used.
4. Secure the wire guide tube, and ensure that the diameter corresponds to the wire used.
5. Refit the gas nozzle.
6. Open the gas cylinder valve.
7. Connect the ground clamp to the workpiece on a section free
of rust, paint, grease or plastic.
3.0 DESCRIPTION OF FRONT PANEL CON-
TROLS
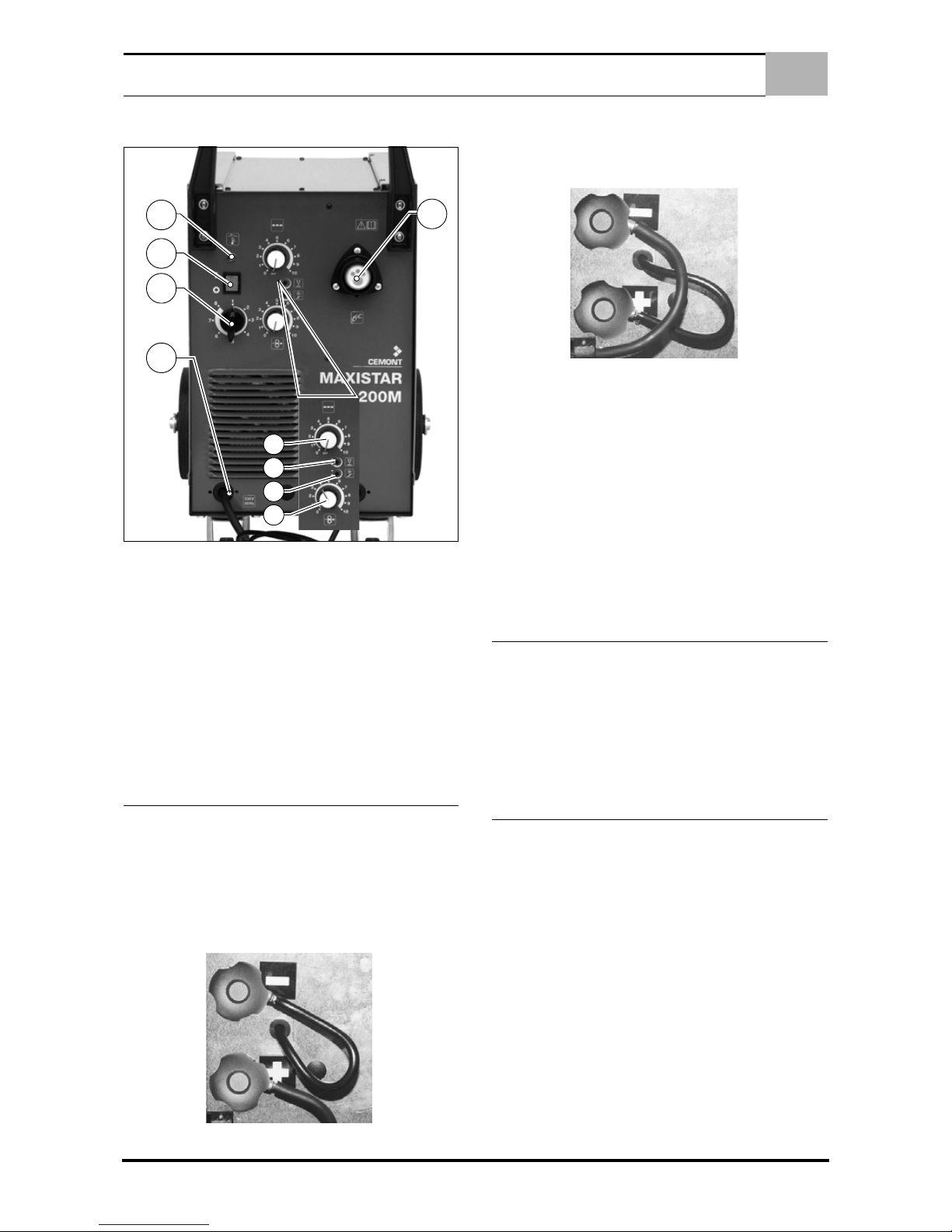
3.1 FRONT PANEL
Picture 1. 140 A / 140 A EURO CONNECTOR
180 A
WELDING WIRE CAN CAUSE INJURY.
Never point the torch towards the body or towards
other metals when unwinding welding wire.
4
1
2
5
A
B
C
D
3
4
2
1
5
A
B
C
D
4 EN
OPTIONAL (USE WITH CORED WIRE)
EN
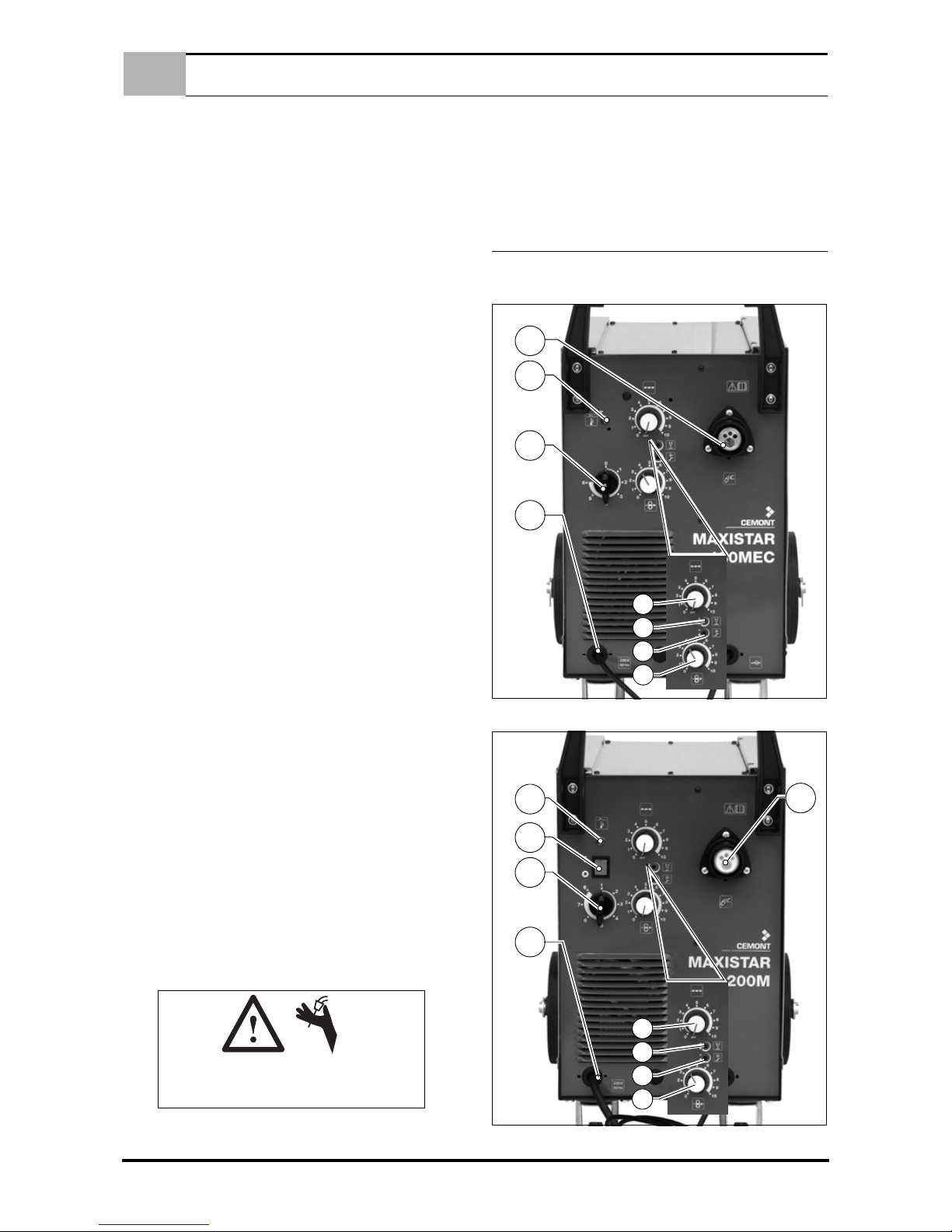
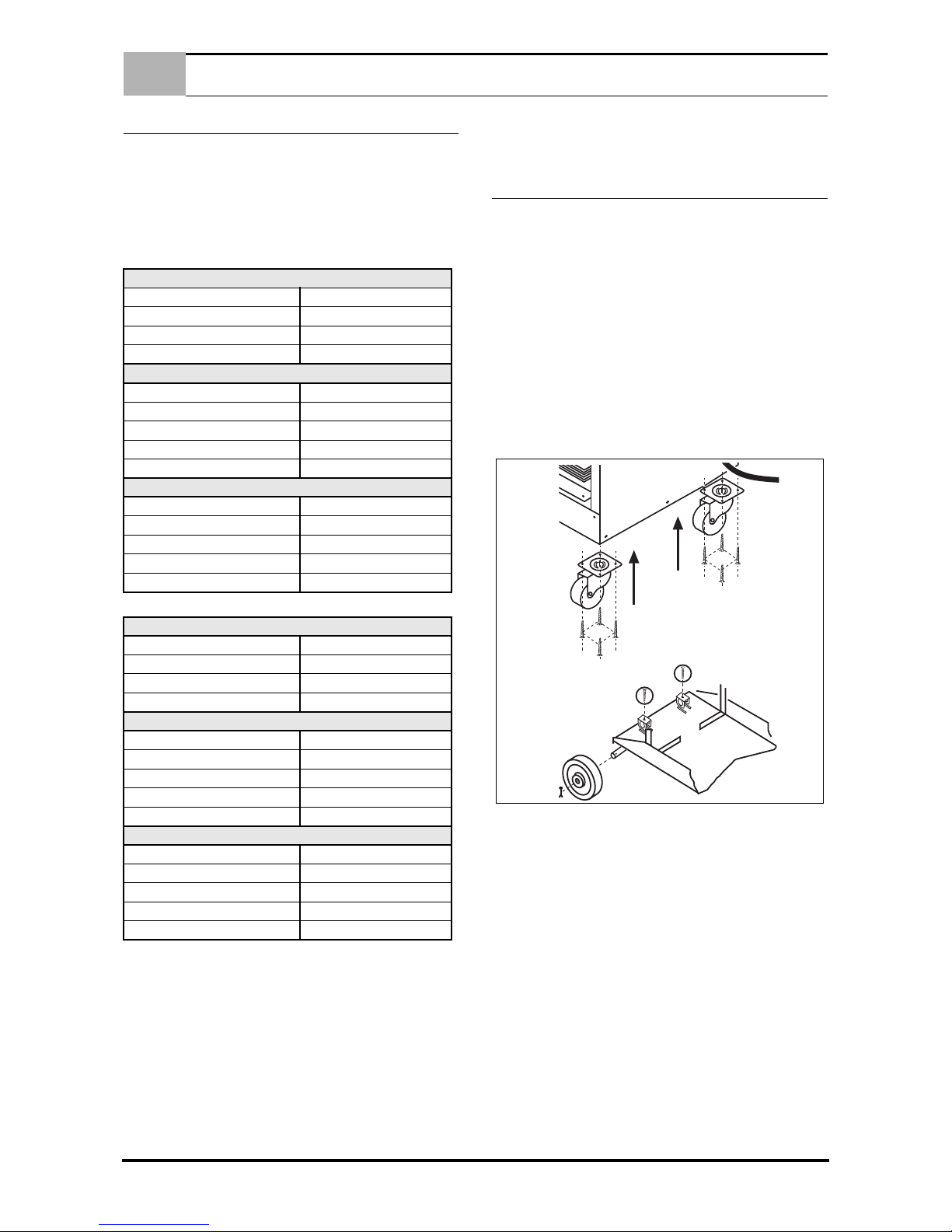
1. Euro torch connector.
2. Machine overheating indicator lamp.
3. Power button.
4. Welding tension regulation commutator.
5. Earth cable.
A Spot welding time control potentiometer.
B Control potentiometer to regulate time during which welding
power is maintained after the relative shutdown signal.
C Wire feed motor acceleration time control potentiometer.
D Wire feed speed control potentiometer.
4.0 OPTIONAL (USE WITH CORED WIRE)
Your welding machine (If ordered with the optional) can use the
special core wire Ø 0.9 which does not require the use of protection gas. Unlike electrode welding, this wire does not leave scale
and offers greater bead penetration with considerably lower absorption from the line.
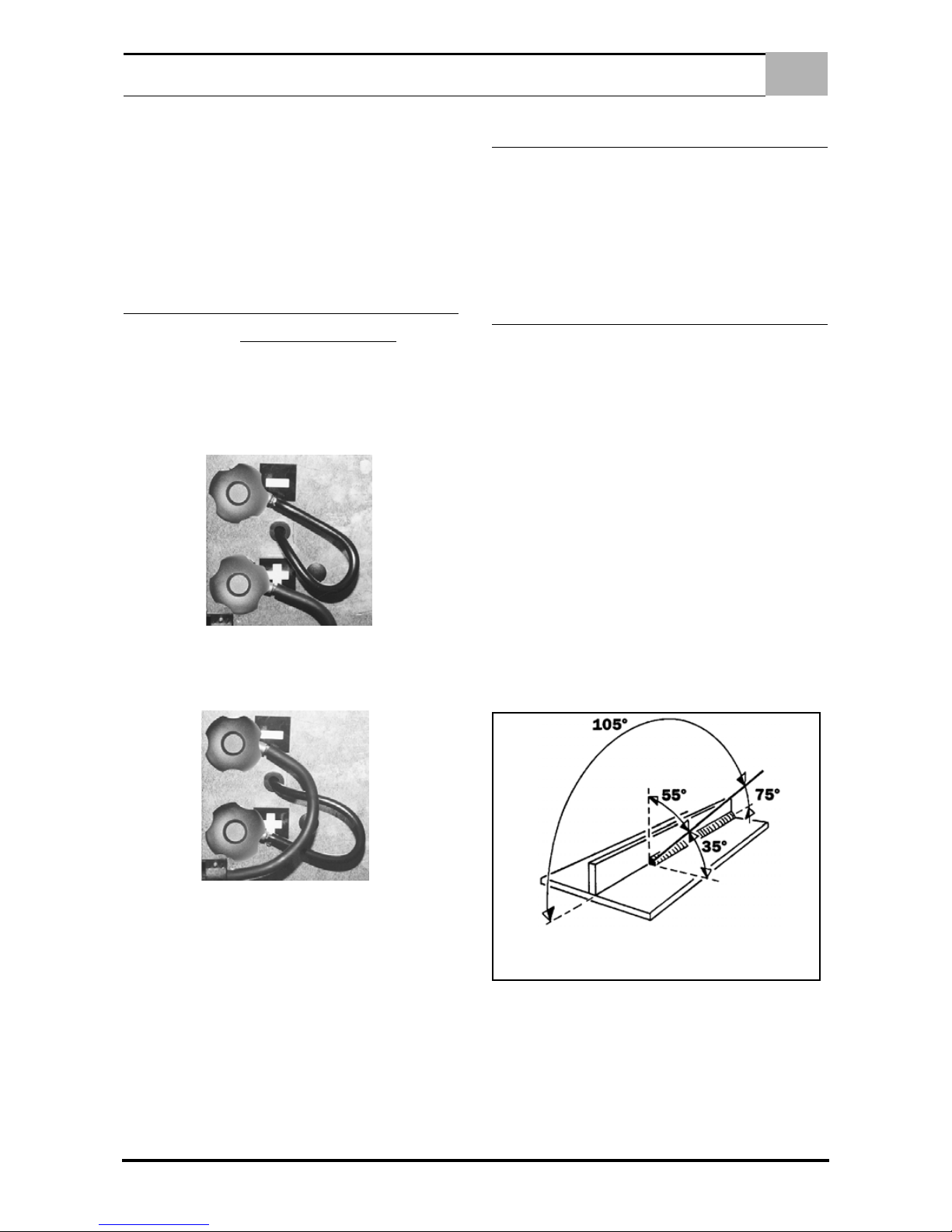
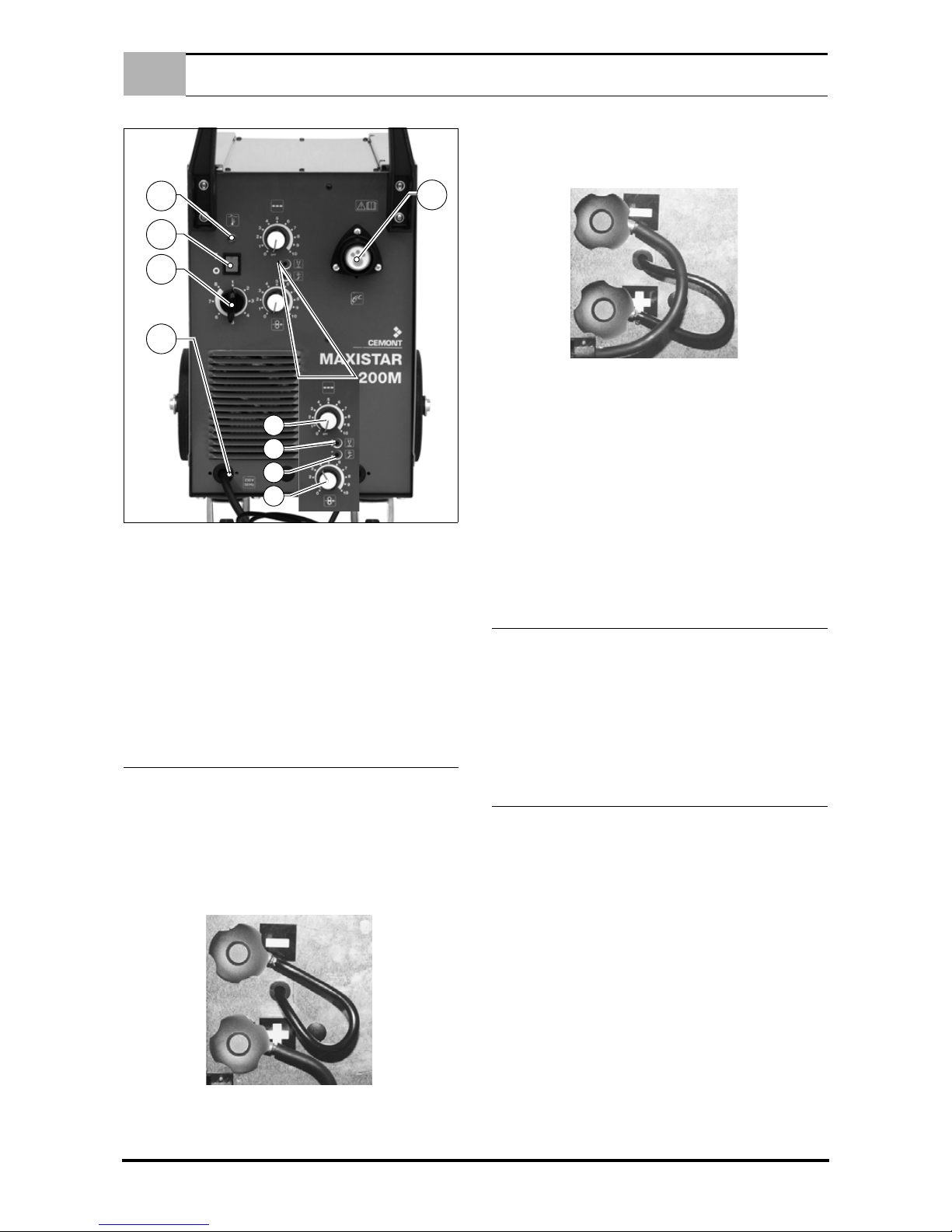
Make sure you use proper welding polarity:
"POLARITY CHANGEOVER" NO GAS
Picture 2.
USE WITH WIRE AND PROTECTIVE GAS FOR WELDING
MILD STEEL.
"POLARITY CHANGEOVER" GAS
Picture 3.
Either CO2 or Argon /CO2 (Mix) can be used as protective gases.
4.1 WELDING ALUMINIUM
Set the welder up for welding mild steel, with the following variations:
1. Use the cylinder containing pure Argon.
2. Mount a reel of Ø 0.8 mm aluminium wire.
3. Mount the Ø1 mm contact spout.
4.2 WELDING STAINLESS STEEL
Set the welder up for welding mild steel, with the following variations:
1. Use the cylinder containing Argon/CO2.
2. Mount a reel of max. Ø 0.8 mm stainless steel wire.
5.0 BASIC INFORMATION REGARDING MIG
WELDING
MIG WELDING PRINCIPLES
MIG welding is autogenous, i.e. it permits welding of pieces made
of the same metal (mild steel, stainless steel, aluminium) by fusion, while granting both physical and mechanical continuity. The
heat required for melting is generated by an electric arc that
strikes between the wire (electrode) and the piece to be welded.
A shield gas protects both the arc and the molten metal from the
atmosphere.
6.0 CONNECTION AND PREPARATION OF
EQUIPMENT FOR WELDING
CONNECT WELDING ACCESSORIES CAREFULLY TO AVOID
POWER LOSS OR LEAKAGE OF DANGEROUS GASES.
CAREFULLY FOLLOW THE SAFETY STANDARDS
N.B. DO NOT ADJUST SWITCHES DURING WELDING OPERATIONS TO AVOID DAMAGE TO THE EQUIPMENT.
CHECK THAT GAS IS DELIVERED FROM THE NOZZLE AND
ADJUST FLOW BY MEANS OF THE PRESSURE REDUCER
VALVE.
CAUTION: SCREEN GAS FLOW WHEN OPERATING IN OUTDOOR OR VENTILATED SITES; WELDING OPERATIONS
MAY NOT BE PROTECTED DUE TO DISPERSION OF INERT
SHIELDING GASES.
6.1 WELDING
1. Open the gas cylinder and regulate gas outlet flow as required. Fit the earth clamp on a part of the welding piece without any paint, plastic or rust.
2. Select the welding current by means of switches (Ref. 4 - Picture 1 Page 3.) ; bear in mind that the greater the welding
thickness, the more power is required. The first switch setting
is suitable for minimum thickness welding.Also take into account that each setting features a specific wire drive speed
which can be selected by means of adjustment knob (Ref. D
- Picture 1 Page 3.).
6.2 CARBON STEEL WELDING
For MIG welding, proceed as follows:
1. Use a binary shielding gas (commonly a AR/CO2 mixture
with percentages ranging from 75-80% of Argon and from 2025% of CO2), or ternary mixtures such as AR/CO2/O2.
These gases provide welding heat and a uniform and compact bead, although penetration is low. Use of carbon dioxide
(MAG) as a shielding gas achieves a thin and well-penetrated bead but ionisation of the gas may impair arc stability.
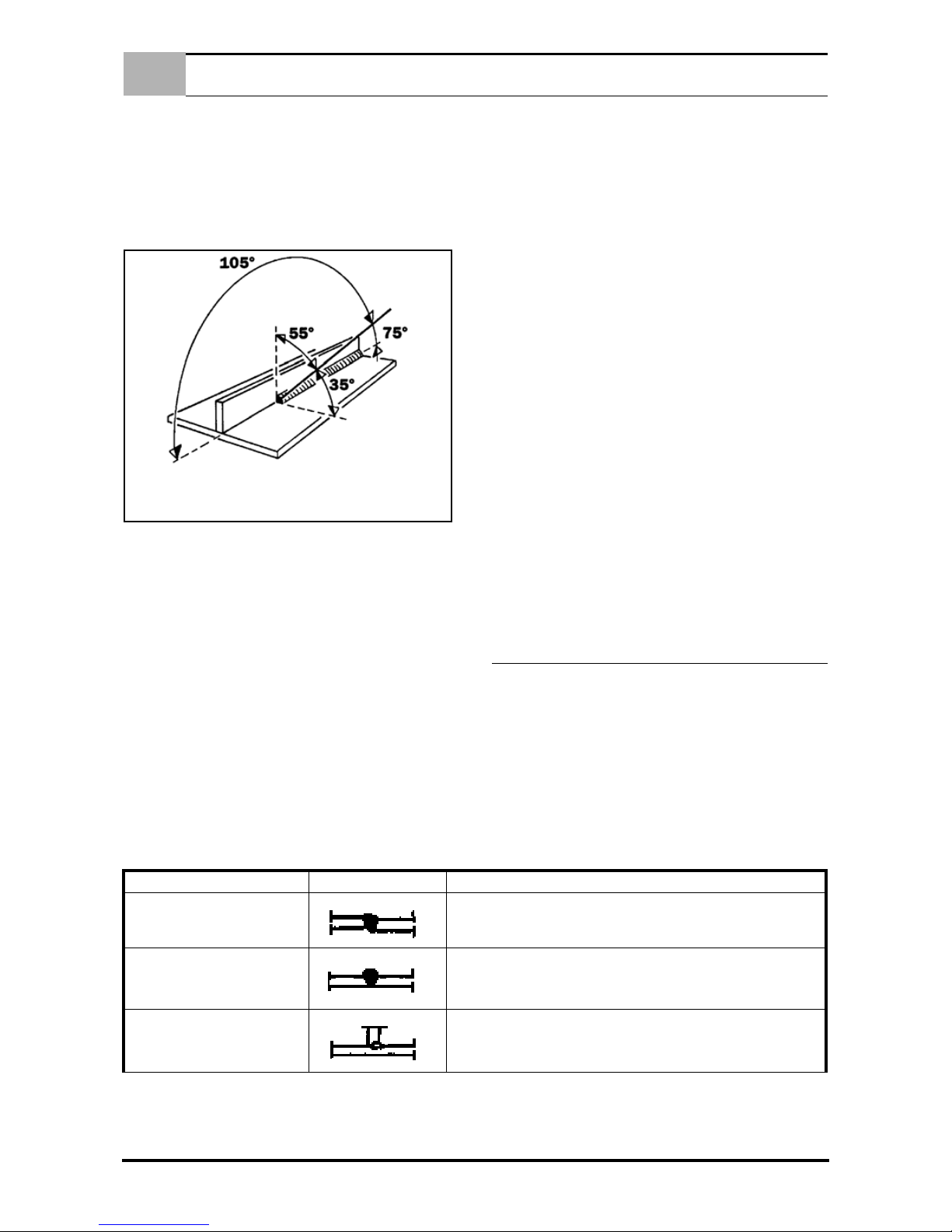
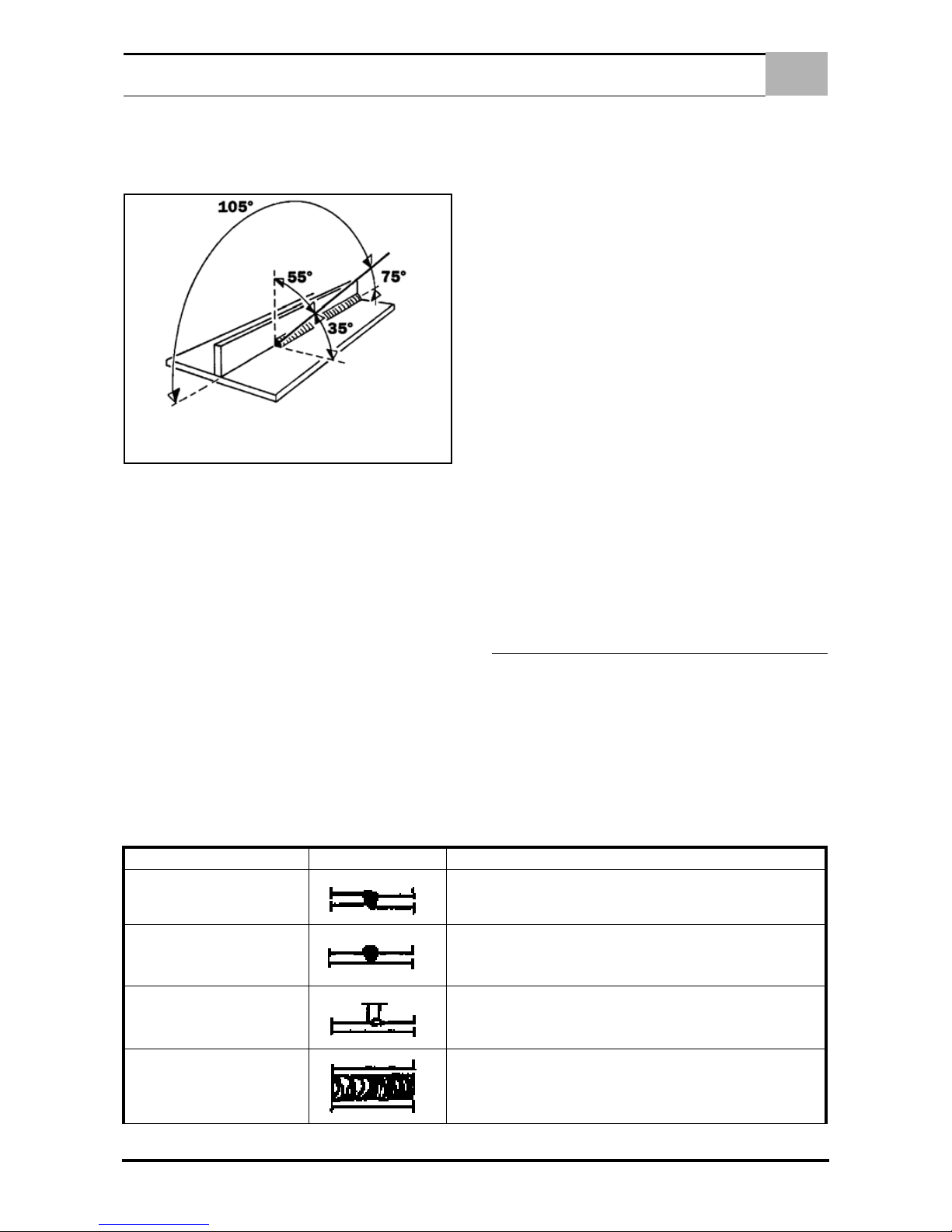
FOR OPTIMAL WELDING, KEEP THE TORCH IN THE
SAME DIRECTION AS THE WIRE FEED, AS ILLUSTRATED IN FIGURE.
MIG WELDING FAULTS
5 EN
EN
2. Use a wire feed of the same quality of that of the steel for
welding. Always use good quality wire; welding with rusty
wires can cause welding defects.
In general the applicable current range for wire use is:
- Ø wire mm x 100 = minimum Amps.
- Ø wire mm x 200 = minimum Amps.
Example: Ø filo 1.2 mm= minimum Amps 120 mm/maximum
Amps 240.
The above range is used with binary AR/CO2 gas mixtures
and with short-circuiting transfer (SHORT).
3. Do not weld parts where rust, oil or grease is present.
4. Use a torch suited to welding current specifications
5. Periodically check that the earth clamp pads are not damaged and that the welding cables (torch and earth) are not cut
or burnt which could impair efficiency.
6.3 STAINLESS STEEL WELDING
MIG Welding of 300 series (austenitic) stainless steel must be carried out with a shielding gas that has a high Argon content and a
small percentage of O2 to stabilise the arc. The most commonly
used mixture is AR/O2 98/2.
- Never use CO2 or AR/CO2 mixtures.
- Never touch the wire.
The filler material used must be of a higher quality than the base
material and the welding zone must be completely clean.
6.4 ALUMINIUM WELDING
To MIG weld aluminium, use the following:
1. 100% Argon shielding gas.
2. Filler wire with a composition suited to the base welding material. To weld ALUMAN and ANTICORODAL use 3-5% silicon wire. To weld PERALUMAN and ERGAL use 5%
magnesium wire.
3. Use a torch designed for aluminium welding.
6.5 SPOT WELDING
This type of welding is used for spot welding two overlapping
sheets, and requires the use of a special gas nozzle.
Fit the spot welding gas nozzle, press it against the piece to be
welded. Press the torch button; note that the welder will eventually
detach from the piece. This time period is fixed by the TIMER control (Ref. A - Picture 1 Page 3.) , and must be set depending on
the thickness of the material.
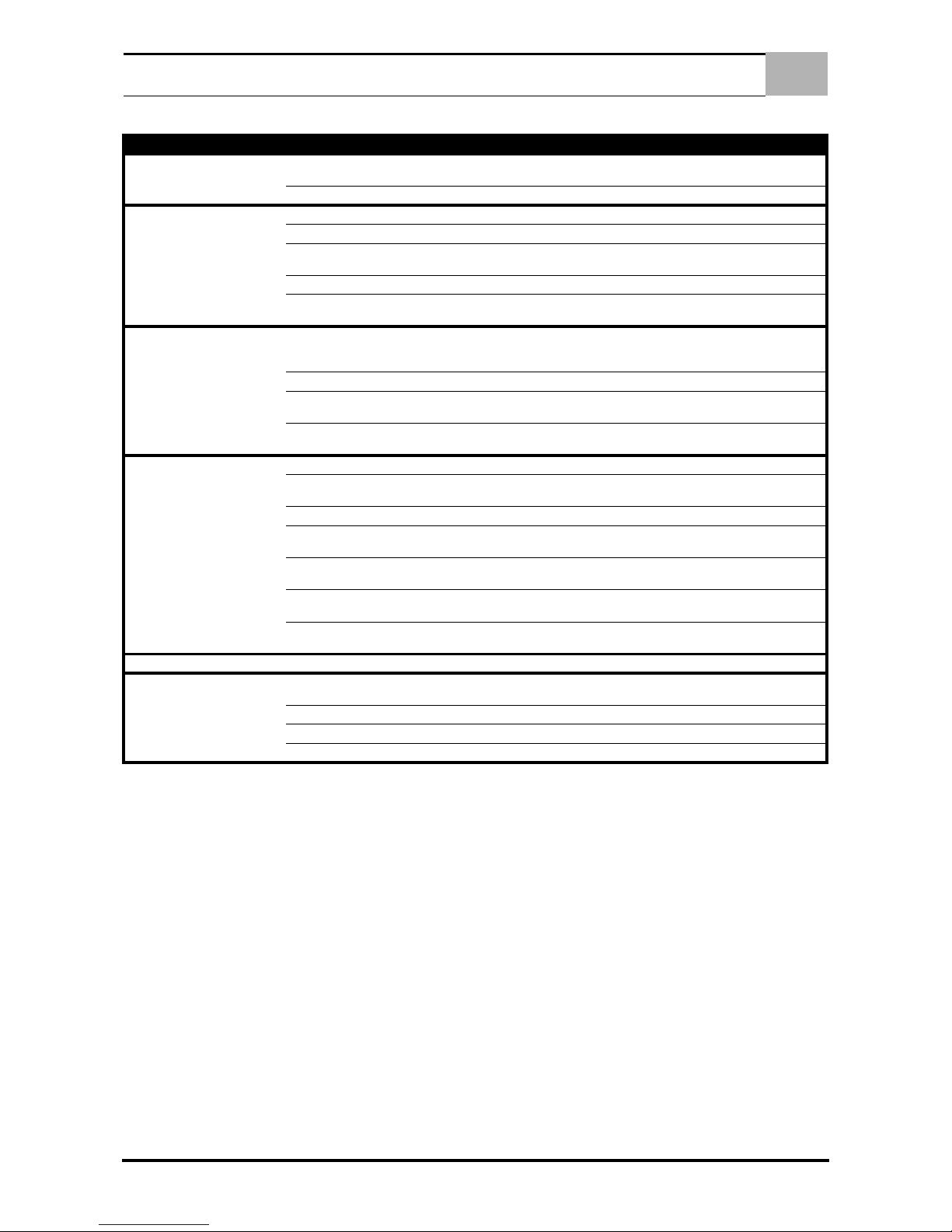
7.0 MIG WELDING FAULTS
FAULT CLASSIFICATION AND DESCRIPTION
MIG welds may be affected by various defects, which are important to identify. These faults do not differ in form or nature from
those encountered during manual arc welding with coated electrodes. The difference between the two applications lies rather in
the frequency of defects: porosity, for example, is more common
in MIG welding, while inclusion of slag is only encountered in
welding with coated electrodes.
The causes and prevention of faults are also quite different.
The following table illustrates the various faults.
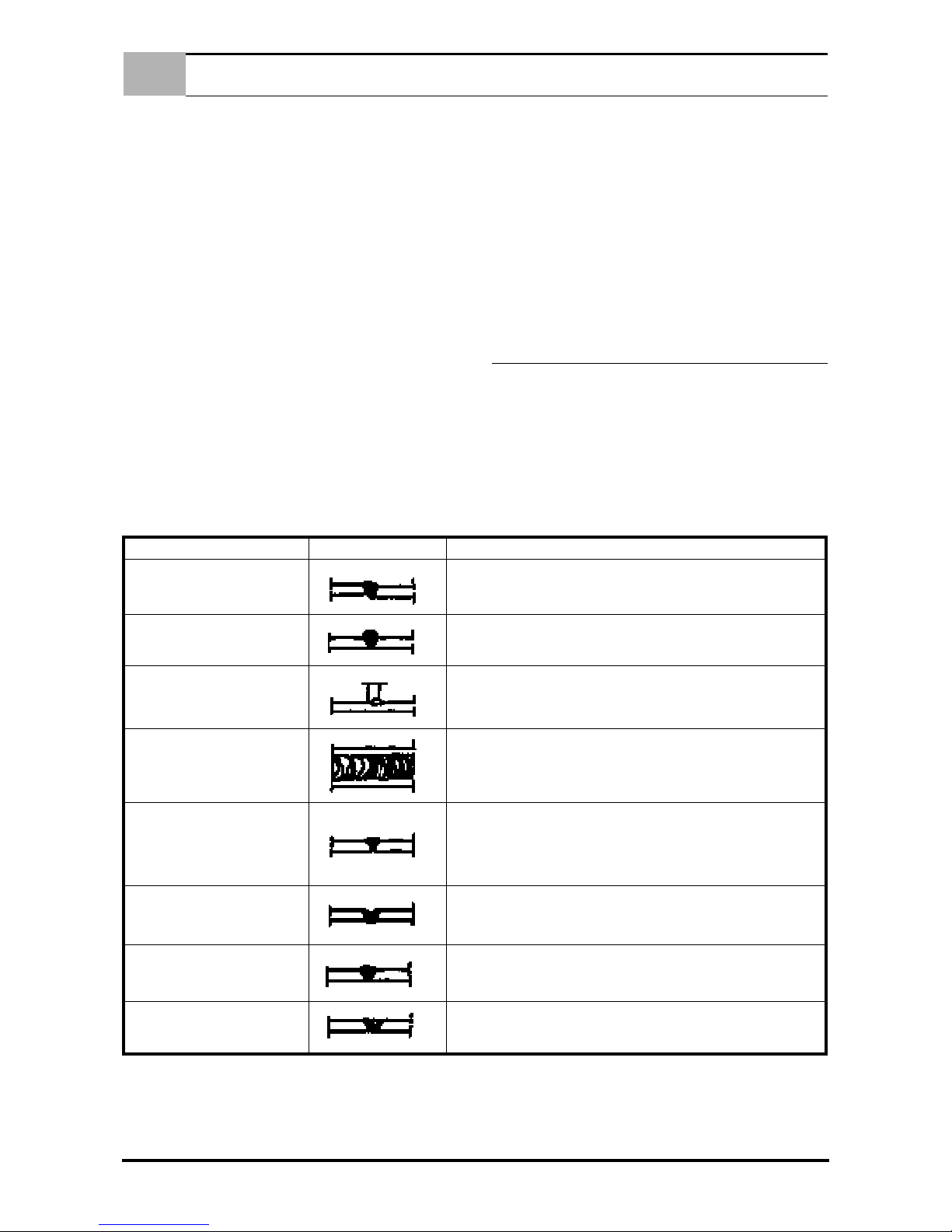
FAULT APPEARANCE CAUSE AND REMEDY
UNEVEN LEVEL
- Poor preparation.
- Align edges and hold during spot welding.
EXCESS THICKNESS
- No-load voltage or welding speed too low.
- Incorrect torch inclination.
- Wire diameter too large.
INSUFFICIENT METAL
- Welding speed too high.
- Welding voltage too low for welding application.
OXIDISED BEAD
- Weld in the channel if using a long arc.
- Regulate voltage.
- Wire is bent or over-protruding from the wire guide tube.
- Incorrect wire feed speed.
INSUFFICIENT PENETRATION
- Incorrect torch inclination.
- Irregular or insufficient distance.
- Wire guide tube worn.
- Wire speed too slow for voltage used or for welding speed.
OVER PENETRATION
- Wire speed too high.
- Incorrect torch inclination.
- Excessive distance.
LACK OF FUSION
- Distance too short.
- Rough out or grind the weld, then repeat.
CHANNELS
- Welding speed too high.
(This fault is easily detected on sight by the welder, and should be corrected immediately.)
6 EN
GENERAL MAINTENANCE
EN
8.0 GENERAL MAINTENANCE
DISCONNECT THE POWER SOURCE FROM THE MAINS BEFORE PERFORMING ANY MAINTENANCE WORK.
Every 5-6 months, remove accumulated dust from the inside of
the welding unit with a jet of dry compressed air (after removing
side panels).
BE EXTREMELY CAREFUL TO AVOID BENDING MOVEMENTS, WHICH COULD DAMAGE AND CHOKE THE TORCH.
NEVER MOVE THE POWER SOURCE BY PULLING THE
TORCH.
PERIODICALLY CHECK THE CONDITION OF THE TORCH,
WHICH IS THE PART MOST SUBJECT TO WEAR.
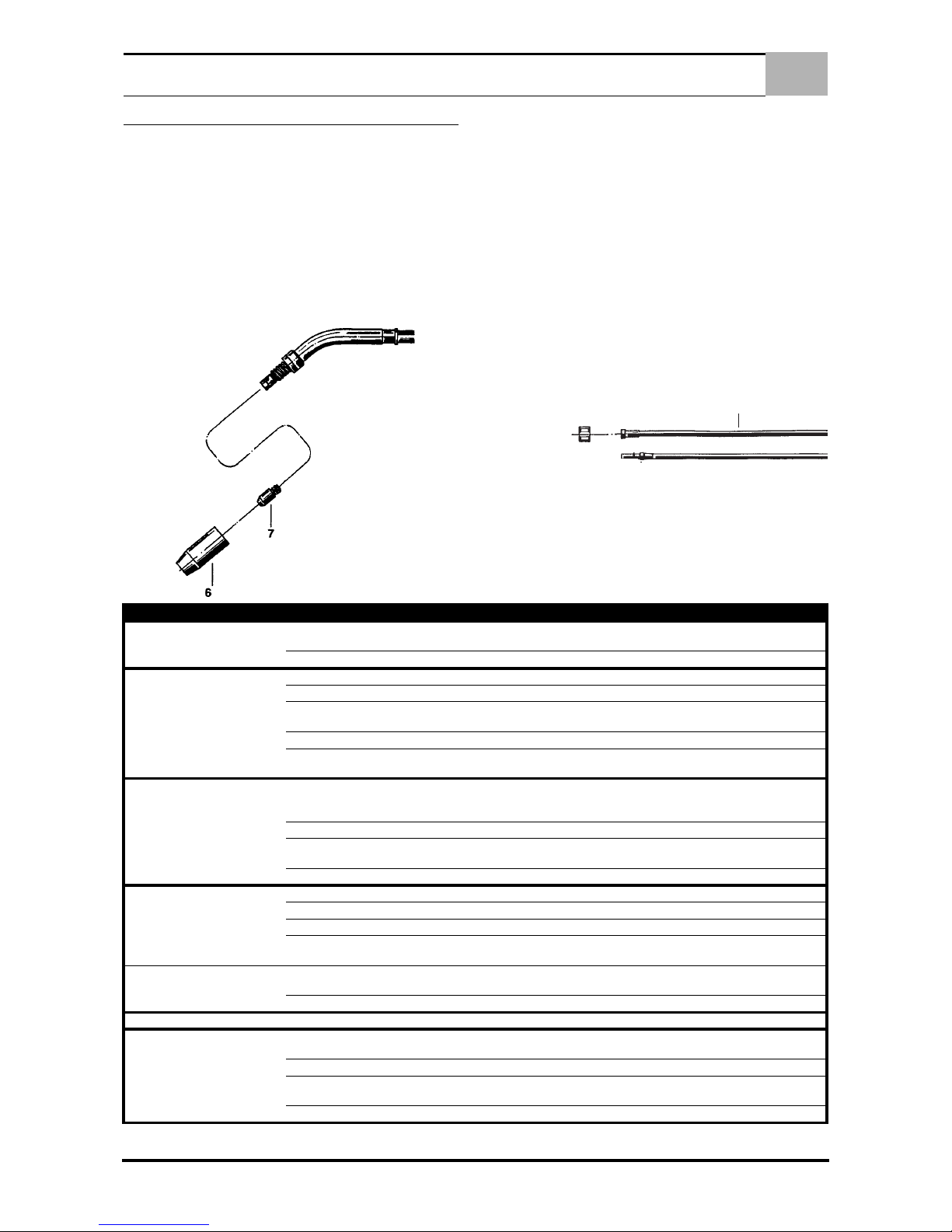
8.1 TORCH MAINTENANCE:
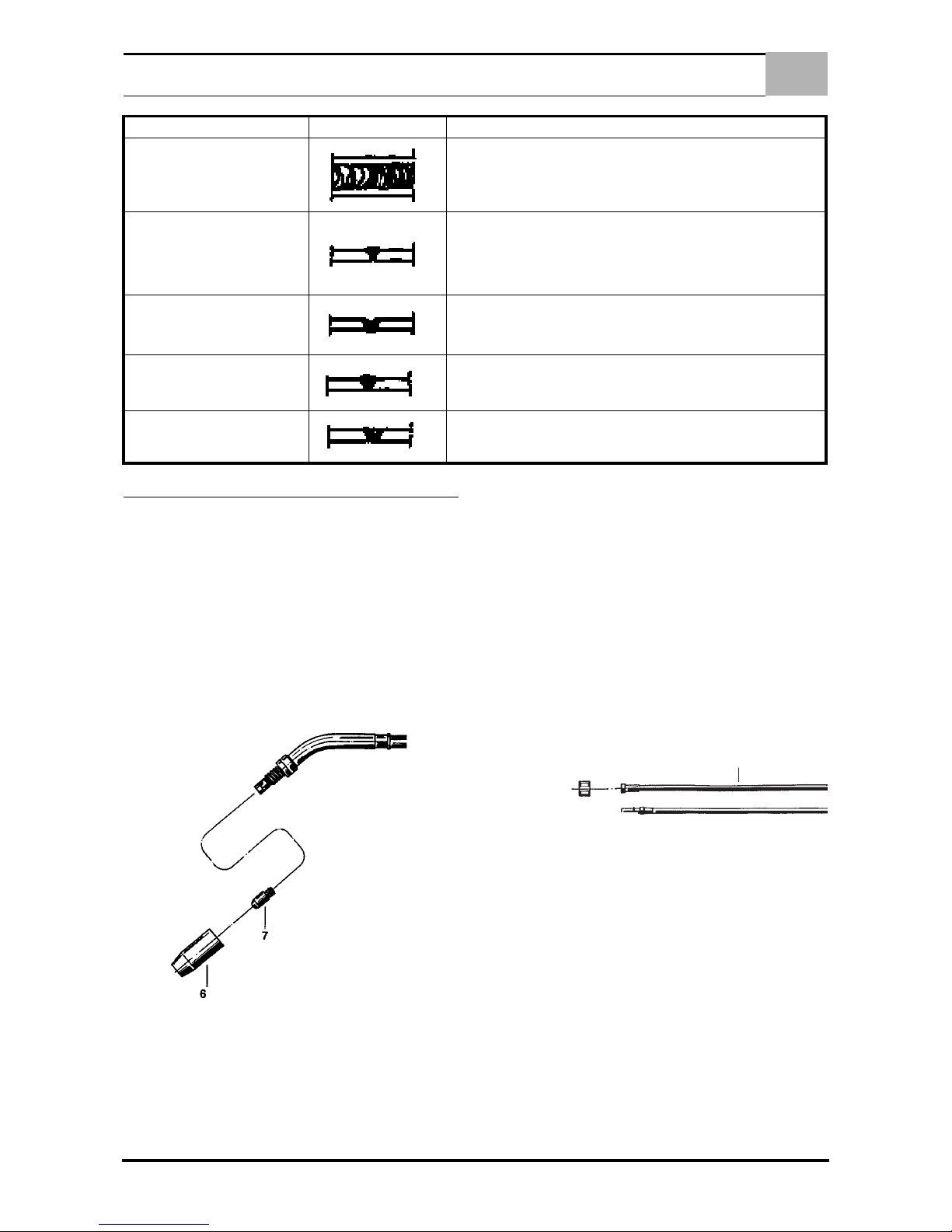
1. GAS NOZZLE (6): periodically apply welding spray and
clean nozzle interior of residue.
To replace the nozzle:
- Turn the nozzle clockwise to remove
- Fit the new gas nozzle.
2. WIRE GUIDE TUBE (7): check the wire passage of the tube
for wear. Replace as necessary.
To replace the nozzle:
- Turn the gas nozzle (6) clockwise to remove.
- Unscrew wire guide tube (7).
- Press the torch button; after a few seconds the wire will protrude from the torch neck.
- Fit the new wire guide tube (7).
- Replace the gas nozzle (6).
- Trim excess wire.
8.2 CONNECTING THE TORCH
Prior to connecting the torch, make sure that the wire sheath (18)
is suited to the diameter of the wire used:
- BLUE Ø 1.5 for wire Ø 0,6- 0.8 mm.
- RED Ø 2.0 for wire Ø 1 - 1.2 mm.
(Wire sheath colour for steel wire).
19
21
18
20
22
TYPE OF BREAKDOWN POSSIBLE CAUSES CHECKS AND REMEDIES
No functions operate.
Faulty power cord (one or more phases disconnected).
Check and remedy.
Blown fuse. Renew.
Irregular wire feed. Insufficient spring pressure. Try tightening regulating knob.
Wire-guide sheath blocked. Renew.
Wrong race - unsuitable for wire, or excessively
worn.
Turn roller over or change it.
Braking on coil excessive. Loosen brake using adjusting screw.
Oxidized, poorly wound, poor quality wire, with
tangled or overlapping coils, etc.
Remedy by removing defective coils. If problem persists, change the
wire reel.
Reduced welding power. Earth cable not connected.
Check that the power cord is in good condition and make sure that the
ground clamps are flrmly fixed to the works piece, which must be free
of rust, grease and paint.
Detached or loose connection on switches. Check, tighten or renew, as necessary.
Faulty contactor.
Check the state of the contacts and the mechanical efficiency of the
contactor.
Faulty rectifier. Visually check for signs of burn-out; if present, renew rectifler.
Porous or spongy welds. No gas. Check presence of gas and gas supply pressure.
Draughts in welding area. Use a suitable screen. Increase gas delivery pressure if necessary.
Ciogged holes in diffuser. Clear clogged holes using compressed air.
Gas leakage due to rupture in supply hoses.
Solenoid valve blocked.
Check and renew faulty component.
Check solenoid operation an electrical connection.
Porous or spongy welds. Faulty pressure regulator.
Check operation by removing the hose connecting the pressure regulator to the power source.
Poor quality gas or wire. Gas must be extra-dry; change the cylinder or use a different type wire.
Gas supply does not switch off. Worn or dirty solenoid valve. Dismantle solenoid; clean hole and obturator.
Presslng torch trigger produces no
result.
Faulty torch trigger, disconnected or broken
control cables.
Remove the torch connection plug and short-circuit the poles; if the
machine operates properly, check the cables and the torch trigger.
Blown fuse. Renew using a fuse of the same rating.
Faulty power switch.
Clean with compressed air. Ensure that wires are tightly secured; renew switch if necessary.
Faulty electronic circuit. Renew circuit.

1 FR
SOMMAIRE
FR
1.0 DESCRIPTION DONNEES TECHNIQUES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.1 DESCRIPTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 DONNEES TECHNIQUES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 CYCLE DE MARCHE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.4 COURBES VOLTS - AMPERES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.0 INSTALLATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.1 PARACHEVEMENT DE LA MACHINE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.2 BRANCHEMENT DU GENERATEUR AU RESEAU . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.3 DEPLACEMENT ET TRANSPORT DU GENERATEUR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.4 CHOIX D'UN EMPLACEMENT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.5 INSTALLATION DE LA BOUTEILLE DE GAZ DE PROTECTIONE . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.6 INSTALLATION DE LA BOBINE DE FIL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.7 MISE EN SERVICE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.0 DESCRIPTION DES COMMANDES SUR LE PANNEAU FRONTAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.1 PANNEAU ANTERIEUR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4.0 OPTIONAL UTILISATION DE FIL FOURRÉ (DUAL) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.1 SOUDAGE DE L’ALUMINIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.2 SOUDAGE DE L’ACIER INOX . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
5.0 NOTIONS DE BASE SUR LE SOUDAGE MIG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
6.0 RACCORDEMENTS ET PRÉPARATION DE L’ÉQUIPEMENT POUR LE SOUDAGE . . . . . . . . . . . . . . . . 4
6.1 SOUDAGE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
6.2 SOUDAGE DES ACIERS AU CARBONE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6.3 SOUDAGE DES ACIERS INOXYDABLES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6.4 SOUDAGE DE L’ALUMINIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6.5 BOUTONNAGE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
7.0 DÉFAUTS DES SOUDURES MIG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
8.0 ENTRETIEN ORDINAIRE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
8.1 PRINCIPALES OPÉRATIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
8.2 RACCORDEMENT DE LA TORCHE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
LISTA PEZZI DI RICAMBIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .I - XII
SCHEMA ELETTRICO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . XIV - XV

2 FR
DESCRIPTION DONNEES TECHNIQUES
FR
1.0 DESCRIPTION DONNEES TECHNIQUES
1.1 DESCRIPTION
Poste de soudage a fil continu permettant le soudage, avec fil
fourré sans gaz ou traditionnel avec gaz (dual), de l'acier, l'inox et
l'aluminium.
Poste de soudage a fil continu mig/mag permettant de souder
l'acier, l'inox et l'aluminium.
1.2 DONNEES TECHNIQUES
140 A / 140 A EURO CONNECTOR
180 A
1.3 CYCLE DE MARCHE
Le cycle de marche est le pourcentage de temps (sur 10 minutes)
pendant lequel la machine peut souder sans surchauffe. Si la machine présente une surchauffe excessive, le courant de soudage est
coupé et le voyant prévu à cet effet s'allume. Dans ce cas, la laisser
se refroidir pendant une quinzaine de minutes, abaisser la valeur du
courant de soudage, la tension relative ou le temps de marche.
Exemple : 250 A - 30% signifie 3 minutes de marche à 250 A et 7
minutes de pause.
1.4 COURBES VOLTS - AMPERES
Les courbes tension-courant indiquent l'intensité et la tension
maximales du courant de soudage généré par le poste. Voir page
XIII.
2.0 INSTALLATION
IMPORTANT: AVANT DE RACCORDER, DE PRÉPARER OU
D'UTILISER LE GÉNÉRATEUR, LIRE ATTENTIVEMENT LE
CHAPITRE 1.0 SECURITÉ.
2.1 PARACHEVEMENT DE LA MACHINE
1. Retirer l'emballage en carton et récupérer les équipements et
les composants nécessaires pour compléter la machine.
2. Laisser la machine sur la palette en bois. A l'aide d'une clé
hexagonale de 13, ôter les huit vis (quatre à droite et quatre
à gauche) situées sous le panneau antérieur et les remonter
en fixant en même temps les deux roues virevoltantes.
3. Enlever les deux vis qui fixent la machine sur la palette et qui
se situent sur le support de la bouteille.
4. Soulever légèrement la partie arrière de la machine, de façon
à faire tourner la palette et à dégager ainsi la partie arrière.
5. Oter les vis de l'essieu et monter les roues fixes.
6. Monter les poignées.
2.2 BRANCHEMENT DU GENERATEUR AU RESEAU
L’EXTINCTION DU GÉNÉRATEUR EN PHASE DE SOUDAGE
PEUT PROVOQUER DE GRAVES DOMMAGES À L’APPAREIL.
1. S'assurer que la prise d'alimentation est munie du fusible indiqué dans le tableau.
2. Avant de brancher la fiche d'alimentation, de façon à éviter
de briser le générateur, veiller à ce que la tension de ligne
corresponde à l'alimentation désirée.
2.3 DEPLACEMENT ET TRANSPORT DU GENERATEUR
PROTECTION DE L'OPERATEUR. CASQUE - GANTS CHAUSSURES DE SÉCURITÉ.
L’appareil a été conçu pour être soulevé et transporté. Ce transport
est simple mais doit être fait dans le respect de certaines règles:
1. Ne pas soulever avec la poignée
2. Avant tout déplacement ou levage, débrancher l’appareil et
tous ses accessoires du réseau.
3. L'appareil ne doit pas être remorqué, traîné ou soulevé à
l'aide des câbles électriques.
PRIMAIRE
Tension triphasé 230 V
Fréquence 50 - 60 Hz
Consommation effective 7,5 A
Consommation maxi 24 A
SECONDAIRE
Tension à vide 18 ÷ 32V
Courant de soudage 30 A ÷ 170 A
Facteur de marche à 18% 140 A - 21 V
Facteur de marche à 60% 75 A - 18 V
Facteur de marche à 100% 60 A - 17 V
Indice de protection IP 21
Classe d’isolement H
Poids Kg. 38,5
Dimensions mm 440 x 670 x 750
Norme EN 60974.1 / EN 60974.10
PRIMAIRE
Tension triphasé 230 V
Fréquence 50 - 60 Hz
Consommation effective 12,4 A
Consommation maxi 32 A
SECONDAIRE
Tension à vide 17,5 ÷ 33V
Courant de soudage 35 A ÷ 180 A
Facteur de marche à 15% 180 A - 23 V
Facteur de marche à 60% 100 A - 19 V
Facteur de marche à 100% 75 A - 18 V
Indice de protection IP 21
Classe d’isolement H
Poids Kg. 43
Dimensions mm 440 x 670 x 750
Norme EN 60974.1 / EN 60974.10

3 FR
DESCRIPTION DES COMMANDES SUR LE PANNEAU FRONTAL
FR
4. Pour soulever ces machines, les prendre par le dessous
avec une sangle en nylon appropriée.
2.4 CHOIX D'UN EMPLACEMENT
UNE INSTALLATION SPÉCIALE PEUT ÊTRE REQUISE EN
PRÉSENCE D'ESSENCE OU DE LIQUIDES VOLATILES. NE
PAS DÉPLACER OU UTILISER L'APPAREIL SI CELUI-CI EST
INSTABLE ET RISQUE DE SE RENVERSER. POSITIONNER
L'ÉQUIPEMENT EN RESPECTANT LES CONSIGNES CI-DESSOUS :
1. L'opérateur doit pouvoir accéder librement aux organes de
contrôle et de réglage ainsi qu'aux connexions.
2. Ne pas placer l'appareil dans des locaux petits et fermés. La
ventilation du poste est très importante. S'assurer que les
ouies de ventilation ne soient pas obstruées et qu'il n'existe
aucun risque d'obstruction pendant le fonctionnement, ceci
afin d'éviter tout risque de surchauffe et d'endommagement
de l'appareil.
3. Eviter les locaux sales et poussiéreux où la poussière pourrait être aspirée à l'intérieur de l'appareil par le système de
ventilation.
4. L'équipement (y compris les câbles) ne doit pas constituer un
obstacle à la libre circulation et au travail des autres personnes.
5. Placer l'appareil sur une surface stable afin d'éviter tout risque de chute ou de renversement. Penser au risque de chute
de l'appareil lorsque celui-ci est placé dans des positions surélevées.
2.5 INSTALLATION DE LA BOUTEILLE DE GAZ DE PRO-
TECTIONE
1. Mettre la bouteille sur la partie arrière de la soudeuse et la
fixer avec la chaîne prévue à cet effet.
2. Visser le réducteur de pression à la bouteille en question.
3. Raccorder au réducteur le tuyau qui sort du panneau arrière
de la soudeuse.
4. Régler au minimum la sortie du réducteur de pression.
5. Ouvrir lentement le robinet de la bouteille.
2.6 INSTALLATION DE LA BOBINE DE FIL
1. Mettre la bobine de fil dans le rouleau prévu à cet effet, de
façon à ce qu'ils tournent tous les deux ensemble.
2. Régler le frein du rouleau en agissant sur l'écrou central de celui-ci, de façon à ce qu'il soit possible de faire tourner la bobine
assez facilement (dans certains rouleaux, l'écrou de réglage
n'est visible qu'en retirant vers l'extérieur le nez de blocage).
3. Ouvrir le pont supérieur du groupe d'entraînement.
4. S'assurer que les rouleaux sont appropriés au diamètre du fil
que l'on veut utiliser. S'il n'en est pas ainsi, les remplacer.
5. Redresser une partie de l'extrémité du fil et la couper.
6. Faire passer le fil au-dessus des deux rouleaux inférieurs et
l'enfiler dans le tube de fixation du chalumeau, de façon à ce
qu'il en sorte d'environ 10 cm.
7. Refermer le pont supérieur du groupe d'entraînement en
s'assurant que le fil est bien positionné dans la gorge prévue
à cet effet.
8. Raccorder le chalumeau en enfilant dans la gaine le morceau
de fil qui dépasse de la fixation. Prêter attention aux chevilles
de commande en les dirigeant dans les logements prévus à
cet effet et visser à fond la bague de raccordement.
2.7 MISE EN SERVICE
1. Allumer la machine (Ref. 3 - Figure 1 Pag. 3.)
2. Mettre le commutateur de puissance (Ref. 4 - Figure 1 Pag.
3.) sur une position intermédiaire.
3. Enlever la buse et le bec de passage du fil du chalumeau et,
en appuyant sur le bouton chalumeau, faire glisser le fil jusqu'à ce qu'il ne sorte plus de la partie antérieure de ce dernier. Pendant l'introduction du fil dans le chalumeau, au
moyen du volant, régler la pression que le rouleau presse-fil
doit exercer sur le rouleau d'entraînement, de façon à ce que
le fil de soudage avance régulièrement sans patiner sur les
rouleaux et sans se déformer. Munir le chalumeau d'un bec
de passage du fil approprié en fonction du fil utilisé.
4. Revisser le bec de passage du fil en veillant à ce qu'il soit
d'un diamètre approprié au fil utilisé.
5. Remonter la buse du gaz.
6. Ouvrir le robinet de la bouteille de gaz.
7. Raccorder la pince de masse à la pièce à souder, dans un
point ne présentant aucune trace de rouille, de peinture, de
graisse ou de plastique.
3.0 DESCRIPTION DES COMMANDES SUR LE
PANNEAU FRONTAL
3.1 PANNEAU ANTERIEUR
Picture 1.
LE FIL DE SOUDAGE PEUT PROVOQUER DES BLES-
SURES PAR PERFORATION.
Pendant le déroulement du fil, ne pas pointer la torche vers soimême ou vers toute autre personne, ainsi que vers toute surface métallique.
4
1
2
5
A
B
C
D
140 A / 140 A EURO CONNECTOR
4 FR
OPTIONAL UTILISATION DE FIL FOURRÉ (DUAL)
FR
1. Attache Europeenne.
2. Voyant machine en surchauffe.
3. Interrupteur d’allumage.
4. Commutateur de réglage de la tension de soudure.
5. Cable de masse.
A Potentiomètre de réglage du temps de pointage.
B Potentiomètre de réglage du temps ou pendant lequel la puissance de soudage est maintenue après le signal d'arrêt de cette
dernière.
C Potentiomètre de réglage du temps d'accélération du moteur d'entraînement du fil.
D Potentiomètre d'ajustement de la vitesse du fil.
4.0 OPTIONAL UTILISATION DE FIL FOURRÉ
(DUAL)
Votre soudeuse (Si commandée avec l'option), peut utiliser le fil
fourré Ø 0,9 qui n'a pas besoin du gaz de protection. Contraitement à la soudure par électrodes, ce fil ne laisse pas de scories
et permet une plus grande pénétration du cordon -avec absorption de la ligne nettement inférieure.
Faire attention à la polarité de soudage:
“CHANGEMENT DE POLARITÉ” NO GAS
Figure 2.
EMPLOI AVEC FIL ET GAZ DE PROTECTION POUR LE SOUDAGE D’ACIERS DOUX
“CHANGEMENT DE POLARITÉ” GAS
Figure 3.
On pourra utiliser comme gaz de protection aussi bien le CO2 que
le mélange Argon + CO2.
4.1 SOUDAGE DE L’ALUMINIUM
Préparer la soudeuse comme pour le soudage de l’acier doux
avec ces variantes:
1. Utiliser une bouteille contenant de l’Argon pur.
2. Monter une bobine de fil en aluminium diam. 0,8 mm.
3. Monter une tube de contact au diam.1 mm.
4.2 SOUDAGE DE L’ACIER INOX
Préparer la soudeuse comme pour le soudage de l’acier doux
avec ces variantes:
1. Utiliser une bouteille contenant de l’Argon +CO2.
2. Monter une bobine de fil en acier inoxydable diam. 0,8 mm
maxi.
5.0 NOTIONS DE BASE SUR LE SOUDAGE MIG
PRINCIPE DU SOUDAGE MIG
Le soudage MIG est un soudage autogène, c’est à dire qu’il permet d’unir, par fusion, deux métaux de même nature (acier doux,
inox, aluminium) en assurant la continuité mécanique et physique
du matériau. La chaleur nécessaire à la fusion des pièces à assembler est fournie par un arc électrique qui jaillit entre le fil (électrode) et la pièce à souder. L’arc et le bain de fusion sont protégés
de l’air ambiant par la présence d’un gaz de protection.
6.0 RACCORDEMENTS ET PRÉPARATION DE
L’ÉQUIPEMENT POUR LE SOUDAGE
RACCORDER SOIGNEUSEMENT LES ACCESSOIRES AFIN
D’ÉVITER TOUTE PERTE DE PUISSANCE OU FUITE DE GAZ
DANGEREUSE.
RESPECTER SCRUPULEUSEMENT LES NORMES DE SÉCURITÉ.
N.B.: NE PAS ACTIONNER LES COMMUTATEURS EN
COURS DE SOUDAGE, CELA POURRAIT ENDOMMAGER
L’APPAREIL.
CONTRÔLER LA SORTIE DU GAZ ET EN RÉGLER LE DÉBIT
AU MOYEN DU RÉDUCTEUR DE PRESSION.
ATTENTION: EN CAS DE TRAVAIL À L’EXTÉRIEUR OU DE
PRÉSENCE DE COURANTS D’AIR, PROTÉGER LE FLUX DE
GAZ QUI RISQUERAIT SINON D’ÊTRE DÉVIÉ ET DE NE PLUS
OFFRIR UNE PROTECTION SUFFISANTE.
6.1 SOUDAGE
1. Ouvrir le robinet de la bouteille de gaz et régler le débitmètre
en fonction des conditions de travail. Fixer la pince de masse
3
4
2
1
5
A
B
C
D
180 A
5 FR
DÉFAUTS DES SOUDURES MIG
FR
sur la pièce à souder à un emplacement exempt de peinture,
de plastique ou de rouille.
2. Régler le courant de soudage en agissant sur les commutateur (Ref. 4 - Figure 1 Pag. 3.) en tenant compte du fait que
plus l’épaisseur des pièces à souder est importante, plus forte est la puissance requise. Les premières positions des
commutateurs correspondent au soudage de petites épaisseurs. Tenir compte aussi du fait qu’à chaque position sélectionnée correspond une vitesse de fil différente, réglable au
moyen du potentiomètre (Ref. D - Figure 1 Pag. 3.).
6.2 SOUDAGE DES ACIERS AU CARBONE
Pour le soudage MIG de ces métaux, il est nécessaire de:
1. Utiliser un gaz de protection à composition binaire, en général Ar/CO2 dans des proportions allant de 75 à 80% d’Argon
et 25 à 20% de CO2, ou bien à composition ternaire telle que
Ar/CO2/O2. Ces gaz donnent chaleur au soudage et il en
résulte un cordon bien raccordé et esthétique, par contre la
pénétration est relativement faible. En utilisant de l’anhydride
carbonique (MAG) comme gaz de protection, le cordon obtenu sera étroit et bien pénétré, mais l’ionisation du gaz influencera sur la stabilité de l’arc.
2. Utiliser un fil d’apport de même nature que l’acier à souder. Il
est important de n’utiliser que des fils de bonne qualité en
évitant de souder avec des fils rouillés qui peuvent provoquer
des défauts de soudage. En règle générale, les fils s’utilisent
dans les plages d’intensité suivantes:
- Ø fil (mm) x 100 = Courant min. (Ampères)
- Ø fil (mm) x 200 = Courant max. (Ampères)
Exemple: Ø fil = 1,2 mm : Courant de soudage: 120 A min. /
240 A max. Ceci avec des mélanges Ar/CO2 et transfert en
court-circuit (SHORT).
3. Éviter de souder sur les pièces rouillées ou présentant des
taches d’huile ou de graisse.
4. Utiliser une torche proportionnée au courant de soudage.
5. Vérifier régulièrement que les mors de la pince de masse ne
soient pas détériorés et que les câbles (torche et masse) ne
soient pas entaillés ou brûlés, ce qui en diminuerait l’efficacité.
6.3 SOUDAGE DES ACIERS INOXYDABLES
Le soudage MIG des aciers inoxydables de la série 300 (austénitiques) doit être effectué sous protection de gaz à haute teneur en
Argon, avec un faible pourcentage d’O2 pour garantir la stabilité
de l’arc. Le mélange le plus couramment utilisé est Ar/O2 98/2.
- Ne pas utiliser de CO2 ou de mélange Ar/CO2.
- Ne pas toucher le fil avec les mains.
Les fils d’apport devront être de qualité supérieure à celle du métal à souder et la zone de soudage doit être soigneusement nettoyée.
6.4 SOUDAGE DE L’ALUMINIUM
Pour le soudage de l’aluminium, il est nécessaire d’utiliser:
1. De l’Argon à 100% comme gaz de protection.
2. Un fil d’apport de composition adéquate pour le métal de
base à souder. Pour le soudage de l’ALUMAN et de l’ANTICORODAL, utiliser un fil contenant 3 à 5% de silicium. Pour
le soudage du PERALUMAN et de l’ERGAL, utiliser un fil
contenant 5% de magnésium.
3. Une torche équipée pour le soudage de l’aluminium.
6.5 BOUTONNAGE
Ce mode particulier de soudage, qui réalise l’assemblage par
points de deux tôles superposées, requiert une buse gaz spéciale. Monter la buse spéciale, l’appuyer sur la pièce à souder et la
maintenir en pression. Actionner et maintenir la gâchette de la torche. Au bout d’un certain temps, le soudage s’arrête automatiquement. Ce temps est déterminé par le temporisateur TIMER (Ref.
A - Figure 1 Pag. 3.) qui doit être réglé en fonction de l’épaisseur
des tôles à souder.
7.0 DÉFAUTS DES SOUDURES MIG
CLASSIFICATION ET DESCRIPTION DES DÉFAUTS
Les soudures obtenues par le procédé MIG peuvent présenter divers défauts, il est donc important de les identifier. Ces défauts
sont semblables, par leur forme ou leur nature, à ceux rencontrés
dans le soudage manuel à l’arc avec baguettes enrobées. La différence essentielle entre ces deux procédés réside dans le fait
que la fréquence des défauts est différente; les porosités, par
exemple, sont plus fréquentes en soudage MIG tandis que les inclusions de laitier ne se rencontrent que dans le soudage à la baguette enrobée.
Le tableau suivant résume les divers cas.
POUR UN SOUDAGE CORRECT, RESPECTER L’INCLINAISON ET L’AVANCE DE LA TORCHE MENTIONNÉES
À LA FIGURE 4.
DÉFAUT ASPECT CAUSE ET REMÈDE
DÉNIVELLATION
- Mauvaise préparation.
- Aligner les bords et les maintenir pendant le soudage (pointage).
ÉPAISSEUR EXCESSIVE
- Tension à vide trop faible.
- Vitesse de soudage trop lente.
- Mauvaise inclinaison de la torche.
- Diamètre de fil trop fort.
MANQUE DE MÉTAL
- Vitesse de soudage trop élevée.
- Tension trop faible par rapport à la vitesse de soudage adoptée.
6 FR
ENTRETIEN ORDINAIRE
FR
8.0 ENTRETIEN ORDINAIRE
METTRE LE GÉNÉRATEUR HORS TENSION AVANT D’EFFECTUER QUELQUE INTERVENTION QUE CE SOIT.
Enlever périodiquement (tous les 5/6 mois) la poussière accumulée à l’intérieur du générateur en utilisant un jet d’air comprimé
(après avoir ôté les panneaux latéraux).
IL EST RECOMMANDÉ D’ÉVITER LES PLIAGES QUI POURRAIENT CAUSER L’ÉCRASEMENT DE LA GAINE DE LA
TORCHE ET DE NE JAMAIS DÉPLACER LE POSTE EN TIRANT SUR LA TORCHE.
CONTRÔLER PÉRIODIQUEMENT L’ÉTAT DE LA TORCHE,
ÉTANT DONNÉ QU’ELLE EST LA PARTIE LA PLUS SOUMISE
À USURE.
8.1 PRINCIPALES OPÉRATIONS
1. BUSE GAZ (6): pulvériser régulièrement un produit anti-collage et nettoyer la partie interne de toutes les éclaboussures
de métal incrustées.
Pour remplacer cette pièce:
- Enlever la buse gaz (6) en la tournant dans le sens des aiguilles d’une montre.
- Remonter une buse gaz neuve.
2. TUBE CONTACT (7): Contrôler que le diamètre du trou de
passage du fil ne se soit par élargi par suite d’usure. Dans ce
cas, remplacer le tube contact.
Pour remplacer cette pièce:
- Enlever la buse gaz (6) en la tournant dans le sens des aiguilles d’une montre.
- Dévisser le tube contact (7).
- Presser la gâchette de la torche jusqu’à ce que le fil ressorte
du col de cygne.
- Enfiler le tube contact neuf (7) sur le fil et le revisser sur la
torche.
- Remonter la buse gaz (6).
- Couper le fil en excès.
8.2 RACCORDEMENT DE LA TORCHE
Avant de raccorder la torche à l’appareil, s’assurer que la gaine
(18) soit appropriée au diamètre du fil qui sera utilisé.
- couleur BLEUE Ø 1,5 pour fils de Ø 0,6 - 0,8 mm
- couleur ROUGE Ø 2,0 pour fils de Ø 1-1,2 mm (Codification
des couleurs des gaines pour fils d’acier).
- Contrôler que la gorge des rouleaux d’entraînement du fil ainsi
que le tube contact correspondent au diamètre du fil utilisé, et que
le tube guide-fil ne vienne pas toucher les galets.
CORDON AYANT
UN ASPECT OXYDÉ
- Souder dans une rainure si on travaille avec un arc long.
- Régler la tension de soudage.
- Fil plié ou trop de longueur de fil libre à la sortie du tube contact.
- Mauvaise vitesse d’avance du fil.
MANQUE DE PENETRATION
- Distance irrégulière ou insuffisante.
- Mauvaise inclinaison de la torche.
- Tube contact détérioré.
- Vitesse d’avance du fil trop faible par rapport à la tension ou à la vitesse de soudage.
PÉNÉTRATION EXCESSIVE
- Vitesse d’avance du fil trop élevée.
- Mauvaise inclinaison de la torche.
- Distance excessive.
FUSION TROP FAIBLE
- Distance trop courte.
- Il est nécessaire de dégrossir ou de meuler le cordon avant de le refaire.
GORGE
- Vitesse de soudage trop élevée.( Ce défaut facile à identifier visuellement doit
être corrigé immédiatement par le soudeur).
DÉFAUT ASPECT CAUSE ET REMÈDE
19
21
18
20
22
7 FR
ENTRETIEN ORDINAIRE
FR
TYPE DE PANNE CAUSE POSSIBLES CONTRÔLES ET REMEDES
Aucun fonctionnement.
Câble d’alimentation coupé (absence d’une ou
de plusieurs phases).
Contrôler et réparer.
Fusible grillé. Le remplacer.
Avance du fil irrégulière. Pression insuffisante du galet presseur
Contrôler s’il est possible d’obtenir une amélioration en serrant la vis
de pression.
Gaine écrasée. La remplacer.
Gorge du galet d’entraînement ne correspon-
dant pas au diamètre du fil ou usagée.
Monter le galet adéquat ou le remplacer s’il est usage.
Frein de bobine trop serré. Desserrer le frein en agissant sur la vis.
Fil oxydé, mal enroulé, de mauvaise qualité,
spires chevauchantes ou emmêlées.
Éliminer les spires à l’origine du problème. Si le problème subsiste,
remplacer la bobine de fil.
Puissance de soudage trop faible. Câble de masse mal raccordé.
Vérifier le câble de masse, contrôler l’efficacité de la pince de masse,
s’assurer qu’elle soit placée en un point de la pièce à souder exempt
de rouille, de peinture ou de graisse.
Fil débranché ou mal serré au niveau des com-
mutateurs.
Vérifier, serrer ou si nécessaire, remplacer.
Contacteur défectueux .
Contrôler l'état des contacts et le fonctionnement mécanique du tél-
érupteur.
Redresseur défectueux.
Vérifier s'il y a des signes évidents de brûlures, si nécessaire, rem-
placer.
Soudure poreuse (spongieuse). Absence de gaz. Vérifier la présence et le débit du gaz.
Courants d’air dans la zone de travail.
Utiliser un paravent adéquat. éventuellement, augmenter le débit de
gaz.
Diffuseur de gaz obstrué. Dégager les trous à l’aide d’air comprimé.
Fuites de gaz dues à des ruptures de tuyaux. Vérifier et remplacer les parties défectueuses.
Électrovanne bloquée. Contrôler son fonctionnement et ses raccordements électriques.
Débitmètre défectueux.
Vérifier son fonctionnement en débranchant le tuyau le raccordant au
poste de soudage.
Fil ou gaz de mauvaise qualité.
Utiliser un gaz très sec, remplacer la bouteille de gaz ou le fil par une
qualité supérieure.
Sortie du gaz en continu. Électrovanne bloquée ou encrassée. Démonter l’électrovanne et nettoyer le siège de l’obturateur.
L’action sur la gâchette de la
torche ne produit aucun effet.
Interrupteur défectueux, fils de commande débranchés ou coupés.
Débrancher la torche et court-circuiter les deux pôles de commande:
si l’appareil fonctionne, contrôler les fils de commande et l’interrupteur
de la gâchette.
Fusible grillé Remplacer par un fusible de même capacité.
Commutateur de puissance défectueux Nettoyer à l’air comprimé, vérifier le serrage des fil, remplacer.
Circuit électronique défectueux. Remplacer.

1 ES
SUMARIO
ES
1.0 DESCRIPCIÒN Y ESPECIFICACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.1 DESCRIPCIÒN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 CICLO DE TRABAJO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 CURVE VOLT - AMPERE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.0 INSTALACIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.1 ENSAMBLAJE DE LA MÁQUINA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.2 ACOMETIDA DEL GENERADOR A LA RED . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.3 TRANSPORTE DEL GENERADOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.4 INSTALACIÓN DEL GENERADOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.5 INSTALACIÓN DE LA BOMBONA DE GAS DE PROTECCIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.6 INSTALACIÓN DE LA BOBINA DE CABLE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.7 PUESTA EN SERVICIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.0 3.0 DESCRIPCIÓN DE LOS MANDOS DEL PANEL FRONTAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.1 PANEL ANTERIOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4.0 OPTIONAL USO CON ALAMBRE CON ANIMA (DUAL) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.1 SOLDADURA ALUMINIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.2 SOLDADURA ACERO INOX . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
5.0 NOCIONES BÁSICAS DE SOLDADURA MIG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
6.0 CONEXIÓN Y PREPARACIÓN DEL EQUIPO PARA LA SOLDADURA . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
6.1 SOLDADURA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
6.2 SOLDADURA DE LOS ACEROS AL CARBONO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6.3 SOLDADURA DE LOS ACEROS INOXIDABLES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6.4 SOLDADURA DEL ALUMINIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6.5 PUNTATURA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
7.0 DEFECTOS DE LAS SOLDADURAS MIG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
8.0 MANTENIMIENTO GENERAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
8.1 MANTENIMIENTO BÁSICO DEL SOPLETE. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
8.2 CONNESSIONE DELLA TORCIA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
LISTA DE LAS PIEZAS DE RECAMBIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .I - XII
ESQUEMA ELÉCTRICO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . XIV - XV
2 ES
DESCRIPCIÒN Y ESPECIFICACIONES
ES
1.0 DESCRIPCIÒN Y ESPECIFICACIONES
1.1 DESCRIPCIÒN
Soldadura de hilo continuo para utilización con alambre especial
sin gas y soldadura de hierro, acero inox y aluminio con gas. Equipos de soldar mig/mag pueden soldar hierro, acero inox y aluminio.
TABLA TÉCNICA
140 A / 140 A EURO CONNECTOR
180 A
1.2 CICLO DE TRABAJO
El ciclo de trabajo corresponde a los minutos durante los cuales
la máquina puede soldar sin recalentarse, expresados en porcentaje con relación a 10 minutos. Si la máquina se recalienta demasiado, la corriente de soldadura se interrumpe y se enciende el
correspondiente testigo. En este caso, hay que dejar enfriar la
máquina durante unos 15 minutos y, ates de volver a ponerla en
marcha, hay que disminuir el valor de la corriente de soldadura, y
la correspondiente tensión, o bien el tiempo de trabajo.
Ejemplo: 250 A - 30% significa que hay que trabajar durante 3 minutos a 250 A y hacer una pausa de 7 minutos.
1.3 CURVE VOLT - AMPERE
Las curvas voltios-amperios indican la máxima corriente y la
máxima tensión de salida que ofrece la soldadora. A ver pag. XIII.
2.0 INSTALACIÓN
IMPORTANTE: ANTES DE CONECTAR, PREPARAR O UTILIZAR EL EQUIPO, LEA CUIDADOSAMENTE EL CAPÍTULO
1.0 NORMAS DE SEGURIDAD.
2.1 ENSAMBLAJE DE LA MÁQUINA
1. Tras desembalar la máquina, hay que recuperar todos los
componentes que se han de ensamblar para completarla.
2. Dejar la máquina sobre la paleta de madera. Con una llave
hexagonal de 13, quitar los ocho tornillos (cuatro a la derecha y cuatro a la izquierda) de debajo del panel anterior y volver a colocarlos tras montar las dos ruedas pivotantes.
3. Quitar los dos tornillos, en el soporte de la bombona, que sujetan la máquina a la paleta.
4. Levantar un poco la parte trasera de la máquina para que la
paleta pueda moverse y dejar libre la parte posterior.
5. Quitar los tornillos del eje y montar las ruedas fijas.
6. Montar las manijas.
2.2 ACOMETIDA DEL GENERADOR A LA RED
DESCONECTAR LA SOLDADORA DURANTE LA SOLDADURA PUEDE CAUSAR SERIOS DAÑOS AL EQUIPO.
1. Controlar que la toma de alimentación posea el fusible indicado en la tabla.
2. Para no dañar el generador, antes de enchufar la clavija de
alimentación hay que controlar que la tensión de línea sea la
adecuada.
2.3 TRANSPORTE DEL GENERADOR
PROTECCIÓN DEL SOLDADOR: CASCO - GUANTES CALZADO DE PROTECCIÓN.
1. No levantar la máquina tirando de la manija
2. Antes de elevarla y desplazarla hay que desconectarla de la
red y desconectar todos los accesorios.
3. No elevar, arrastrar o tirar del equipo por los cables de alimentación o de los accesorios.
4. Estas máquinas se han de levantar mediante una correa de
nilón pasada por debajo de las mismas.
PRIMARIO
Alimentación monofásica 230 V
Frequencia 50 - 60 Hz
Cconsumición eficaz 7,5 A
Consumición máxima 24 A
SECUNDARIA
Tensión en vacío 18 ÷ 32V
Corriente de soldadura 30 A ÷ 170 A
Ciclo de trabajo a 18% 140 A - 21 V
Ciclo de trabajo a 60% 75 A - 18 V
Ciclo de trabajo a 100% 60 A - 17 V
Grado de protección IP 21
Clase de aislamiento H
Peso Kg. 38,5
Dimensiones mm 440 x 670 x 750
Normative EN 60974.1 / EN 60974.10
PRIMARIO
Alimentación monofásica 230 V
Frequencia 50 - 60 Hz
Cconsumición eficaz 12,4 A
Consumición máxima 32 A
SECUNDARIA
Tensión en vacío 17,5 ÷ 33V
Corriente de soldadura 35 A ÷ 180 A
Ciclo de trabajo a 15% 180 A - 23 V
Ciclo de trabajo a 60% 100 A - 19 V
Ciclo de trabajo a 100% 75 A - 18 V
Grado de protección IP 21
Clase de aislamiento H
Peso Kg. 43
Dimensiones mm 440 x 670 x 750
Normative EN 60974.1 / EN 60974.10

3 ES
3.0 DESCRIPCIÓN DE LOS MANDOS DEL PANEL FRONTAL
ES
2.4 INSTALACIÓN DEL GENERADOR
SI EN EL AMBIENTE DE TRABAJO HAY LÍQUIDOS O GASES
COMBUSTIBLES ES NECESARIO INSTALAR PROTECCIONES ESPECIALES. SE RUEGA PONERSE EN CONTACTO
CON LAS AUTORIDADES COMPETENTES.
El equipo tiene que colocarse siguiendo las siguientes normas:
1. El soldador ha de poder acceder fácilmente a todos los mandos y las conexiones del equipo.
2. Controle que el cable de alimentación y el fusible del enchufe
donde se conecta la máquina soldadora sean adecuados a
la corriente reperida por la misma.
3. La ventilación del generador es muy importante. No instalar
el equipo en locales pequeños o sucios en los que pueda aspirar el polvo o la suciedad.
4. Ni el equipo ni los cables deben impedir el paso o el trabajo
de otras personas.
5. El generador tiene que estar en una posición segura para
evitar que pueda caerse o volcarse.Si el equipo se coloca en
un lugar elevado, existe el peligro de que se caiga.
2.5 INSTALACIÓN DE LA BOMBONA DE GAS DE PRO-
TECCIÓN
1. Poner la bombona en la parte posterior de la soldadora y fijarla con la correspondiente cadena.
2. Enroscar el reductor de presión a la misma bombona.
3. Conectar el tubo que sale por el panel posterior de la soldadora al reductor.
4. Regular la salida del reductor de presión al mínimo.
5. Abrir lentamente la llave de la bombona.
2.6 INSTALACIÓN DE LA BOBINA DE CABLE
1. Poner la bobina de cable en el correspondiente portabobinas
de manera que los dos giren simultáneamente.
2. Regular el freno del portabobinas mediante la tuerca central
del mismo de manera que la bobina gire con facilidad (en algunos portabobinas, la tuerca de regulación no queda a la
vista; en dicho caso, para poder acceder a la misma, hay que
tirar del elemento de bloqueo hacia fuera).
3. Abrir el puente superior del grupo de arrastre del cable.
4. Controlar que los rodillos sean adecuados al diámetro de cable que se desea usar y, si no lo son, cambiarlos.
5. Enderezar una parte del extremo del cable y cortarla.
6. Pasar el cable por encima de los dos rodillos inferiores, introducirlo en el tubo de conexión de la antorcha y hacerlo salir
por el mismo unos 10 cm.
7. Cerrar el puente superior del grupo de arrastre y controlar
que el cable quede colocado en la correspondiente garganta.
8. Conectar la antorcha. Para ello, hay que introducir el trozo de
cable que sobresale de la conexión en la vaina, colocar los
pernos de mando en su sede y enroscar a fondo la virola de
conexión.
2.7 PUESTA EN SERVICIO
1. Encender la máquina (Ref. 3 - Figura 1 Página 3.)
2. Poner el conmutador de potencia (Ref. 4 - Figura 1 Página
3.) en una posición intermedia.
3. Quitar la boquilla y el conducto portacables de la antorcha y,
accionando el pulsador de la antorcha, mover el cable hasta
que salga por la parte anterior de la misma. Mientras se desliza el cable por la antorcha, regular la presión que el rodillo
prensacable ejerce en el rodillo de arrastre mediante el volante: el cable de soldadura tiene que avanzar de manera regular sin que patine en los rodillos ni se deforme . Instalar un
conducto portacables en la antorcha, que sea adecuado al
cable utilizado.
4. Volver a enroscar el conducto portacables tras comprobar
que sea del diámetro adecuado al cable utilizado.
5. Montar la boquilla del gas.
6. Abrir la válvula de la bombona del gas.
7. Conectar la pinza de masa a la pieza por soldar en un punto
sin oxidaciones, pintura, grasa o plástico.
3.0 3.0 DESCRIPCIÓN DE LOS MANDOS DEL PA-
NEL FRONTAL
3.1 PANEL ANTERIOR
Picture 1.
140 A / 140 A EURO CONNECTOR
EL HILO DE SOLDADURA PUEDE PROVOCAR HERIDAS
POR PERFORACIÓN.
Al desenrollar el hilo no hay que dirigir el soplete hacia ninguna
parte del propio cuerpo ni de otras personas ni tampoco hacia
ningún tipo de metal.
4
1
2
5
A
B
C
D
4 ES
OPTIONAL USO CON ALAMBRE CON ANIMA (DUAL)
ES
180 A
1. Conexión de la antorcha euro.
2. Testigo de máquina recalentada.
3. Interruptor de encendido.
4. Conmutador de regulación de tensión de soldadura.
5. Toma de tierra.
A Potenciómetro de regulación del tiempo de soldadura.
B Potenciómetro de regulación del tiempo durante el cual se mantiene la potencia de soldadura tras la señal de detención de la
misma.
C Potenciómetro de regulación del tiempo de aceleración del motor de arrastre del cable.
D Potenciómetro de ajuste de la velocidad del cable.
4.0 OPTIONAL USO CON ALAMBRE CON ANIMA
(DUAL)
Si se pide la soldadora en la versión opcional, se puede utilizar el
hilo con alma especial Ø 0,9, que no requiere el empleo de gas de
protección. Dicho hilo, al contrario de la soldadura con electrodo,
no deja escorias y presenta una mayor penetración del cordón
con una absorción desde la línea inferior.
Prestar atención a la polaridad de la soldadura:
"CAMBIO DE POLARIDAD" NO GAS
Figura 2.
USO CON ALAMBRE Y GAS DE PROTECCIÓN PARA SOLDAR ACEROS DULCES
"CAMBIO DE POLARIDAD" GAS
Figura 3.
Como gas de protección se podrá usar tanto C02 como Argón +
C02 (Mezcla).
4.1 SOLDADURA ALUMINIO
Se predispone la soldadora en la posición para soldar acero dulce
con las siguientes variaciones:
1. Usar la botella que contiene Argón puro.
2. Montar la bobina de alambre de aluminio Ø 0,8 mm.
3. Montar la boquilla de contacto de Ø1 mm.
4.2 SOLDADURA ACERO INOX
Se predispone la soldadora en la posición para soldar acero dulce
con las siguientes variaciones:
1. Usar la botella que contien Argón C02.
2. Montar la bobina alambre de acero inox max. Ø 0.8 mm.
5.0 NOCIONES BÁSICAS DE SOLDADURA MIG
PRINCIPIO DE SOLDADURA MIG
La soldadura MIG es una soldadura autógena, es decir, que permite ensamblar por fusión las piezas del mismo tipo (acero suave,
acero inoxidable, aluminio) y garantiza la continuidad mecánica y
física del material. El calor necesario para fundir las piezas por
soldar lo suministra un arco eléctrico que se crea entre el hilo
(electrodo) y la pieza por soldar. El gas asegura la protección del
arco y del metal en fusión contra el aire.
6.0 CONEXIÓN Y PREPARACIÓN DEL EQUIPO
PARA LA SOLDADURA
CONECTAR LOS ACCESORIOS DE SOLDADURA CON ESMERO PARA EVITAR PÉRDIDAS DE POTENCIA O ESCAPES
DE GAS PELIGROSOS.
SEGUIR ESCRUPULOSAMENTE LAS NORMAS DE SEGURIDAD.
N.B.- NO MANIOBRE LOS CONMUTADORES DURANTE LA
SOLDADURA; SE PODRÍA DAÑAR LA SOLDADORA.
CONTROLAR LA SALIDA DEL GAS Y REGULAR EL FLUJO
MEDIANTE LA LLAVE DEL REDUCTOR DE PRESIÓN.
ATENCIÓN: AL TRABAJAR EXTERNAMENTE O EN PRESENCIA DE RÁFAGAS DE VIENTO, HAY QUE PROTEGER EL
FLUJO DEL GAS INERTE YA QUE SI SE DESVÍA NO GARANTIZA LA PROTECCIÓN DE LA SOLDADURA.
6.1 SOLDADURA
1. Abra la bombona del gas y regule la salida del mismo, según
la posición utilizada. Aplique el borne de masa a la pieza a
soldar, en un punto donde no haya pintura, plástica ni herrumbre.
2. Seleccione la corriente de soldadura, mediante los conmuta-
dor (Ref. 4 - Figura 1 Página 3.) , teniendo en cuenta que
3
4
2
1
5
A
B
C
D
5 ES
DEFECTOS DE LAS SOLDADURAS MIG
ES
mientras mayor es el espesor a soldar, mayor es la potencia
necesaria. Las primeras posiciones del conmutador son las
indicadas para soldar espesores pequeños. Tenga en cuenta también que cada posición seleccionada tiene una propia
velocidad de avance del hilo, que puede seleccionarse mediante el pomo de regulación (Ref. D - Figura 1 Página 3.).
6.2 SOLDADURA DE LOS ACEROS AL CARBONO
Para la soldadura (MIG) de estos materiales hace falta:
1. Utilizar un gas de soldadura de composición binaria, generalmente AR/CO2 con porcentajes que vayan del 75% al 80%
de Argón y del 25% al 20% de CO2, o bien composiciones
ternarias, como AR/CO2/02. Estos gases dan calor en la soldadura y el cordón resulta bien unido y estético; por otra parte, la penetración es relativamente baja. Usando anhídrido
carbónico (MAG) como gas de protección se obtendrá un
cordón estrecho y bien penetrado, pero la ionización del gas
influirá en la estabilidad del arco.
2. Utilizar un hilo de aportación del mismo tipo respecto al acero a soldar. Es oportuno usar siempre hilos de buena calidad,
evitando soldar con hilos oxidados, que pueden dar lugar a
defectos de soldadura. Por lo general los hilos pueden utilizarse con los siguientes niveles de corriente: - ø hilo mm x
100 = Amperaje mínimo - ø hilo mm x 200 = Amperaje
máximo
Ejemplo: ø hilo 1,2 mm = Amp. mínimo 120 - Amp. máximo
240. Esto con mezclas binarias AR/CO2 y con transferencia
en corto circuito (SHORT).
3. Evitar soldar en piezas oxidadas o en piezas que presenten
manchas de aceite o grasa.
4. Utilizar portaelectrodos adecuados a la corriente usada.
5. Controlar periódicamente que las quijadas del borne de
masa no están dañadas y que los cables de soldadura (portaelectrodo y masa) no tienen cortes o quemaduras que puedan disminuir su eficiencia.
6.3 SOLDADURA DE LOS ACEROS INOXIDABLES
La soldadura (MIG) de los aceros inoxidables de la serie 300
(austeníticos) debe hacerse con gas de protección con elevado
tenor de Argón, con un pequeño porcentaje de O2 para estabilizar
el arco. La mezcla más usada es AR/O2 98/2.
- No use CO2 o mezclas AR/CO2.
- No toque el hilo con las manos.
Los materiales de aportación a emplear han de ser de calidad superior al material de base y la zona de la soldadura tiene que estar
bien limpia.
6.4 SOLDADURA DEL ALUMINIO
Para la soldadura MIG del aluminio hay que utilizar:
1. Argón al 100% como gas de protección.
2. Un hilo de aportación de composición adecuada para el material de base a soldar. Para soldar ALUMAN y ANTICORODAL, emplee hilo con Silicio del 3% al 5%. Para soldar
PERALUMAN y ERGAL, utilice hilo con Magnesio al 5%.
3. Un portaelectrodo preparado para la soldadura del aluminio.
6.5 PUNTATURA
Este tipo de operación especial, que necesita la correspondiente
boquilla, permite efectuar la soldadura por puntos de dos chapas
sobrepuestas.
Montar la boquilla del gas para la soldadura de puntos, apoyarla
a la pieza por soldar manteniéndola apretada. Apretar el pulsador
del soplete. Al cabo de un cierto tiempo, la soldadora se separa
por sí sola. Este tiempo se determina mediante el control TIMER
(Ref. A - Figura 1 Página 3.) y tiene que regularse en función del
espesor de la chapa por soldar.
7.0 DEFECTOS DE LAS SOLDADURAS MIG
CLASIFICACIÓN Y DESCRIPCIÓN DE LOS DEFECTOS
Las soldaduras obtenidas con los procedimientos MIG pueden
presentar numerosos defectos que es importante identificar. Estos defectos no son diferentes, por su forma o naturaleza, de los
defectos que se producen en la soldadura por arco manual con
electrodos revestidos. La dife-rencia entre los dos procedimientos
es la frecuencia con la cual se producen: así, por ejemplo, la porosidad es más frecuente en la soldadura del tipo MIG mientras
que las escorias sólo se producen en la soldadura con electrodo
revestido. También la causa de los defectos y el modo de evitarlos varían de un procedimiento a otro.
En la siguiente tabla se ilustran los diferentes casos.
PARA OBTENER UNA SOLDADURA MEJOR MANTENGA
EL PORTAELECTRODO Y EL SENTIDO DE AVANCE DEL
HILO COMO SE INDICA EN LA FIGURA.
DEFECTO ASPECTO CAUSA Y SOLUCIÓN
DESNIVEL
- Preparación defectuosa.
- Alinear los bordes y mantenerlos así durante toda la soldadura (soldadura por
puntos).
ESPESOR EXCESIVO
- Tensión en vacío demasiado baja.
- Velocidad de soldadura demasiado lenta.
- Inclinación incorrecta del soplete.
- Diámetro excesivo del hilo.
FALTA DE METAL
- Velocidad de soldadura demasiado elevada.
- Tensión demasiado baja para la velocidad de soldadura empleada.
ASPECTO OXIDADO DE LOS CORDONES
- Soldar en la ranura si se trabaja con un arco largo.
- Regular la tensión.
- Hilo doblado o demasiado largo fuera de la boquilla pasahilo.
- Velocidad del hilo equivocada.

6 ES
MANTENIMIENTO GENERAL
ES
8.0 MANTENIMIENTO GENERAL
QUITAR TENSIÓN AL GENERADOR ANTES DE EFECTUAR
CUALQUIER OPERACIÓN DE MANTENIMIENTO.
Periódicamente (cada 5/6 meses) hay que eliminar el polvo que
se acumula en el interior del equipo mediante un chorro de aire
comprimido seco (tras quitar las partes laterales).
SE ACONSEJA EVITAR POSICIONES QUE PUEDAN PROVOCAR EL ESTRANGULAMIENTO DEL SOPLETE.
CONTROLAR PERIÓDICAMENTE EL ESTADO DEL SOPLETE
YA QUE ES LA PARTE QUE MÁS FÁCILMENTE SE PUEDE
DESGASTAR.
8.1 MANTENIMIENTO BÁSICO DEL SOPLETE:
1. BOQUILLA DEL GAS (6): periódicamente rocíele encima,
con un atomizador, líquido para soldadura y límpiela de las
incrustaciones que se hayan formado en su interior.
Para sustituir esta pieza:
- Quite la boquilla del gas (6), dándole vuelta hacia la derecha.
- Monte la boquilla nueva.
2. BOQUILLA GUÍA-HILO (7): compruebe que el orificio de
paso del hilo no se ha ensanchado demasiado con el desgaste.
De ser así, sustitúyala.
Para sustituir esta pieza:
- Quite la boquilla del gas (6), dándole vuelta hacia la derecha.
- Desenrosque la boquilla guía-hilo (7).
- Apriete el botón del portaelectrodo; al cabo de algunos segundos, el hilo saldrá por la punta curva.
- Ponga la boquilla guía-hilo nueva (7).
- Vuelva a poner la boquilla del gas (6).
- Corte el hilo sobrante.
8.2 CONNESSIONE DELLA TORCIA
Antes de conectar el portaelectrodo, cerciórese de que la vaina
(18) resulta apropiada para el diámetro del hilo que va a utilizar:
- color AZUL Ø1,5 para hilos de Ø 0,6-0,8 mm.
- color ROJO Ø 2 para hilos de Ø 1-1,2 mm.
(Referencia color vainas para hilos de acero).
Controlar que la garganta de los rodillos del motorreductor y la boquilla pasahilo sean del diámetro que se utilizará y que ésta no toque el rodillo de arrastre del hilo.
FALTA DE PENETRACIÓN
- Distancia irregular o insuficiente.
- Inclinación incorrecta del soplete.
- Boquilla pasahilo desgastada.
- Velocidad del hilo demasiado lenta con respecto a la tensión o a la velocidad de
soldadura.
PENETRACIÓN EXCESIVA
- Velocidad del hilo demasiado elevada.
- Inclinación del soplete equivocada.
- Distancia excesiva.
FALTA DE FUSIÓN
- Distancia demasiado corta.
- Es necesario desbastar o bien pulir la soldadura y volverla a hacer.
RANURAS
- Velocidad de soldadura demasiado elevada.
(Este defecto es fácil de identificar visualmente y el operador tiene que corregirlo
inmediatamente).
DEFECTO ASPECTO CAUSA Y SOLUCIÓN
19
21
18
20
22
7 ES
MANTENIMIENTO GENERAL
ES
TIPO DE AVERÌA CAUSAS POSIBLES CONTROLES Y SOLUCIONES
Ninguna función actlvada.
Cable de alimentación interrumpido (falta de
unao más fases).
Controlar y reparar.
Fusible quemado. Sustituirlo.
Avance irregular del hilo. Presión insuficiente del muelle. Controlar si, atornillando el volante, se obtiene un mejoramiento.
Vaina hilo atascada. Sustituirla.
Conducto no adecuada al diámetro del hilo, o
excesivamente desgastada.
Girar el rodillo sobre su eje o sustituir el rodillo.
Freno de la bobina excesivo. Aflojar actuando sobre el tornillo.
Hilo oxidado, mal enrollado, de mala calidad,
espirales anudadas o superpuestas.
Eliminar el inconveniente sacando las espirales no adecuadas. Si el
problema persiste, cambiar el ca-rrete de hilo.
Potencia de soldadura reducida. Cable de masa erróneamente conectado .
Controlar la integridad del cable y sobre todo que las pinzas de masa
sean eficaces y que se cierren sobre la pieza a soldar, que debe estar
limpia de óxido, grasa o pintura.
Hilo desconectado o flojo en los conmutadores. Controlar, apretar o eventualmente sustituir.
Contactor averiado Hilo desconectado o flojo
en los conmutadores.
Controlar los contactos y el funcionamiento mecánico del telerruptor
Hilo desconectado o flojo en los conmutadores.
Rectificador averiado Hilo desconectado o flojo
en los conmutadores.
Controlar que no haya signos evidentes de quemaduras; en caso afir-
mativo, sustituirlo.
Soldadura porosa (a esponja). Ausencia de gas. Controlar la presencia del gas y la presión de salida del mismo.
Corrientes de aire en la zona de soldadura.
Usar una protección adecuada. Aumentar eventualmente la presión
de salida del gas.
Algunos orificios del difusor están atascados. Limpiar los orificios atascados con un chorro de aire.
Pérdidas de gas debidas a la rotura de algunos
tubos, incluso a lo largo del soplete.
Controlar y sustituir la parte defectuosa.
Electroválvula bloqueda.
Controlar el funcionamiento de la electroválvula y la conexión eléctric-
a.
Reductor de presión averiado.
Controlar el funcionamiento sacando el tubo de conexión del reductor
a la máquina.
Mala calidad del gas o del hilo.
Si se necesita gas super-seco, sustituir la bombona de gas o el hilo
con calidades distintas.
Salida continua del gas. Electroválvula gastada o sucia. Desmontar la electroválvula y limpiar el orificio y el obturador.
Apretando el pulsador del soplete
no se obtiene ningún efecto.
Interruptor del soplete defec-tuoso, cables de
mando desconectados o interrumpidos.
Sacar la clavija del soplete y hacer cortocircuito con los polos; si la
máquina funciona, controlar los cables y el micro-pulsador del soplete.
Fusible quemado. Sustituirlo con otro de la misma capacidad.
Conmutador de potencia averiado. Limpiar con aire, controlar el apriete de los hilos, sustituirlo.
Circuito electrónico averiado. Sustituirlo.

1 IT
INDICE GENERALE
IT
1.0 DESCRIZIONE E CARATTERISTICHE TECNICHE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.1 DESCRIZIONE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 CARATTERISTICHE TECNICHE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 CICLO DI LAVORO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.4 CURVE VOLT - AMPERE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.0 INSTALLAZIONE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.1 COMPLETAMENTO MACCHINA. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.2 CONNESSIONE DELLA SALDATRICE ALLA RETE DI ALIMENTAZIONE . . . . . . . . . . . . . . . . . . . . 2
2.3 MOVIMENTAZIONE E TRASPORTO DEL GENERATORE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.4 POSIZIONAMENTO DELLA SALDATRICE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.5 INSTALLAZIONE DELLA BOMBOLA DI GAS DI PROTEZIONE . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.6 INSTALLAZIONE DELLA BOBINA DI FILO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.7 MESSA IN SERVIZIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.0 DESCRIZIONE COMANDI SUL PANNELLO FRONTALE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.1 PANNELLO ANTERIORE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4.0 OPTIONAL (IMPIEGO CON FILO ANIMATO - DUAL SENZA GAS DI PROTEZIONE) . . . . . . . . . . . . . . . 4
4.1 SALDATURA ALLUMINIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.2 SALDATURA ACCIAIO INOX . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
5.0 NOZIONI DI BASE PER LA SALDATURA MIG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
6.0 COLLEGAMENTO E PREPARAZIONE ATTREZZATURA PER LA SALDATURA . . . . . . . . . . . . . . . . . . 4
6.1 SALDATURA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
6.2 SALDATURA DEGLI ACCIAI AL CARBONIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6.3 SALDATURA DEGLI ACCIAI INOSSIDABILI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6.4 SALDATURA DELL’ALLUMINIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6.5 PUNTATURA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
7.0 DIFETTI DELLE SALDATURE MIG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
8.0 MANUTENZIONI GENERALI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
8.1 LE MANUTENZIONI GENERALI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
9.0 CONNESSIONE DELLA TORCIA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
LISTA PEZZI DI RICAMBIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .I - XII
SCHEMA ELETTRICO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . XIV - XV
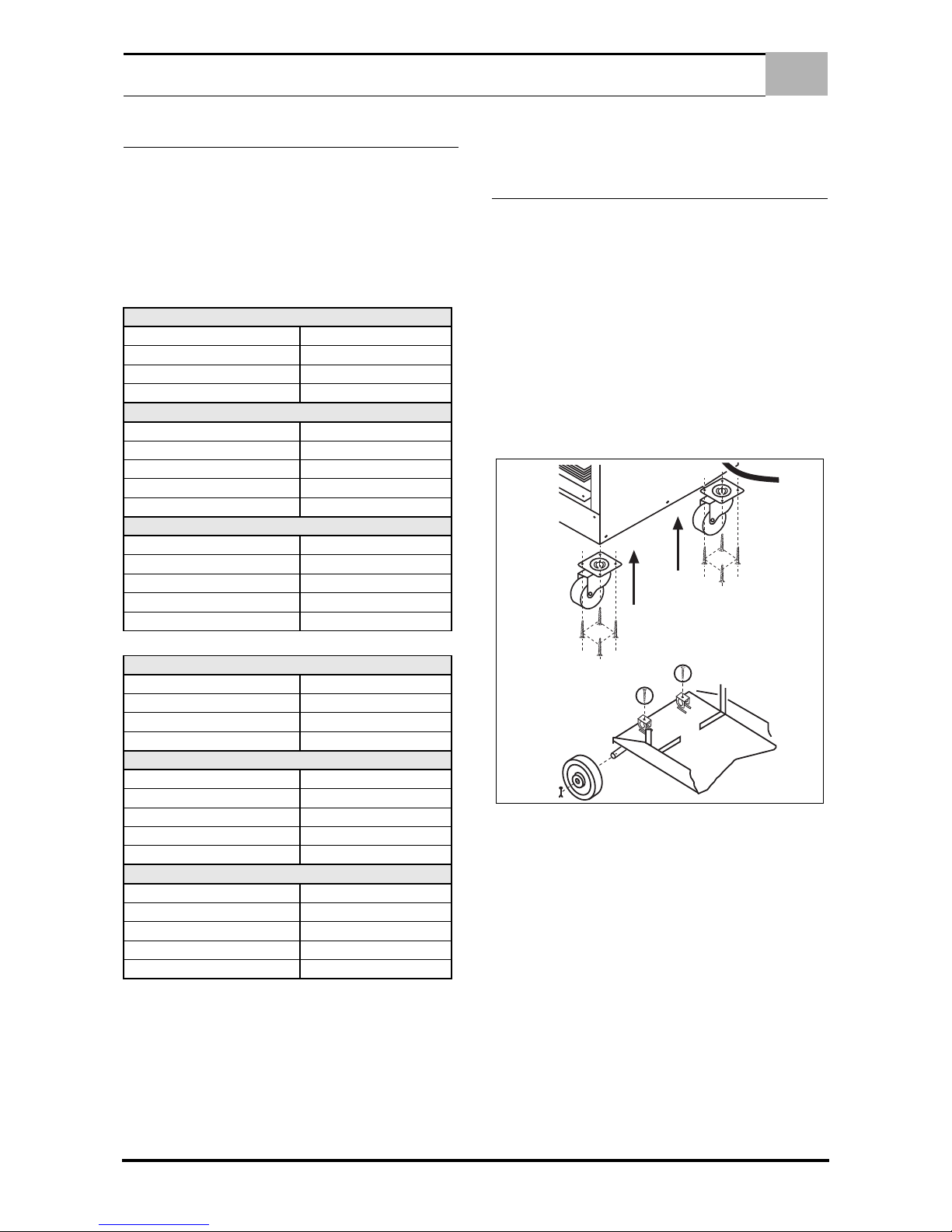
2 IT
DESCRIZIONE E CARATTERISTICHE TECNICHE
IT
1.0 DESCRIZIONE E CARATTERISTICHE TECNICHE
1.1 DESCRIZIONE
Saldatrici a filo continuo con possibilità di saldare filo animato senza gas o con gas (dual) per la saldatura di acciaio, inox e alluminio. Saldatrici a filo continuo mig/mag. Possono saldare acciaio,
inox e alluminio.
1.2 CARATTERISTICHE TECNICHE
TARGA DATI
140 A / 140 A EURO CONNECTOR
180 A
1.3 CICLO DI LAVORO
Il ciclo di lavoro è la percentuale di tempo su 10 minuti durante i
quali la macchina può saldare senza surriscaldare. Se la macchina dovesse surriscaldare troppo la corrente di saldatura cessa e
si accende l’apposita spia. In questo caso lasciarla raffreddare
per circa 15 minuti e , prima di ripartire, abbassare il valore della
corrente di saldatura e relativa tensione oppure il tempo di lavoro.
Esempio: 250 A - 30% significa lavorare per 3 minuti a 250 A con7
minuti di riposo.
1.4 CURVE VOLT - AMPERE
Le curve Volt-Ampere mostrano la massima corrente e tensione
di uscita che é in grado di erogare la saldatrice. Vedi pag. XIII.
2.0 INSTALLAZIONE
IMPORTANTE: PRIMA DI COLLEGARE , PREPARARE O UTILIZZARE L'ATTREZZATURA, LEGGERE ATTENTAMENTE IL
CAPITOLO 1.0 PRESCRIZIONI DI SICUREZZA.
2.1 COMPLETAMENTO MACCHINA
1. Tolto l’imballo in cartone e recuperata la dotazione ed i componenti per il completamento.
2. Lasciare la macchina sulla paletta di legno , usando una
chiave esagonale da 13 togliere le otto viti (quattro a destra
e quattro a sinistra) sotto il pannello anteriore e rimontarle fissando contemporaneamente le due ruote piroettanti.
3. Togliere le due viti che fissano la macchina alla paletta situate sull’ appoggia bombola.
4. Alzare leggermente la parte posteriore della macchina in modo
da far ruotare la paletta liberando cosi la parte posteriore.
5. Togliere le viti dall’assale e procedere a montare le ruote fisse.
6. Montare le maniglie.
2.2 CONNESSIONE DELLA SALDATRICE ALLA RETE DI
ALIMENTAZIONE
DISATTIVARE LA SALDATRICE DURANTE IL PROCESSO DI
SALDATURA POTREBBE CAUSARE SERI DANNI ALLA
STESSA.
1. Accertarsi che la presa d'alimentazione sia dotata del fusibile indicato nella tabella.
2. Prima di inserire la spina di alimentazione, onde evitare la
rottura del generatore, controllare che la tensione di linea
corrisponda all’alimentazione voluta.
2.3 MOVIMENTAZIONE E TRASPORTO DEL GENERATO-
RE
PROTEZIONE OPERATORE: CASCO - GUANTI - SCARPE DI
SICUREZZA.
La saldatrice è stata progettata per il sollevamento e il trasporto.
Il trasporto dell’attrezzatura è semplice ma deve essere compiuto
rispettando le regole qui riportate:
1. Non sollevare usando la maniglia
2. Scollegare dalla rete di tensione il generatore e tutti gli accessori dallo stesso, prima del solle-vamento o spostamento.
PRIMARIO
Tensione trifase 230 V
Frequenza 50 - 60 Hz
Consumo effettivo 7,5 A
Consumo massimo 24 A
SECONDARIO
Tensione a vuoto 18 ÷ 32V
Corrente di saldatura 30 A ÷ 170 A
Ciclo di lavoro 18% 140 A - 21 V
Ciclo di lavoro 60% 75 A - 18 V
Ciclo di lavoro 100% 60 A - 17 V
Indice di protezione IP 21
Classe di isolamento H
Peso Kg. 38,5
Dimensioni mm 440 x 670 x 750
Normative EN 60974.1 / EN 60974.10
PRIMARIO
Tensione trifase 230 V
Frequenza 50 - 60 Hz
Consumo effettivo 12,4 A
Consumo massimo 32 A
SECONDARIO
Tensione a vuoto 17,5 ÷ 33V
Corrente di saldatura 35 A ÷ 180 A
Ciclo di lavoro 15% 180 A - 23 V
Ciclo di lavoro 60% 100 A - 19 V
Ciclo di lavoro 100% 75 A - 18 V
Indice di protezione IP 21
Classe di isolamento H
Peso Kg. 43
Dimensioni mm 440 x 670 x 750
Normative EN 60974.1 / EN 60974.10

3 IT
DESCRIZIONE COMANDI SUL PANNELLO FRONTALE
IT
3. L’attrezzatura non dev’essere sollevata, trascinata o tirata
con l’ausilio dei cavi di saldatura o di alimentazione.
4. Per sollevare queste macchine prenderle da sotto con una
opportuna cinghia in nylon.
2.4 POSIZIONAMENTO DELLA SALDATRICE
SPECIALI INSTALLAZIONI POSSONO ESSERE RICHIESTE
DOVE SONO PRESENTI OLI O LIQUIDI COMBUSTIBILI O
GAS COMBUSTIBILI. SI PREGA DI CONTATTARE LE AUTORITÀ COMPETENTI.
Quando si installa la saldatrice essere sicuri che le seguenti prescrizioni siano state rispettate:
1. L’operatore deve avere facile accesso ai comandi ed ai collegamenti dell’attrezzatura.
2. Controllare che il cavo di alimentazione ed il fusibile della
presa ove si collega la saldatrice siano adeguati alla corrente
richiesta dalla stessa.
3. Non posizionare la saldatrice in ambienti angusti. La ventilazione della saldatrice è molto importante. Essere sempre sicuri che le alette di aerazione non siano ostruite e che non vi
siano pericoli di ostruzione durante il processo di saldatura,
inoltre evitare sempre luoghi molto polverosi o sporchi dove
polvere o altri oggetti vengano aspirati dalla saldatrice, causando sovratemperature e danni alla stessa.
4. La saldatrice compresi i cavi di saldatura e alimentazione
non deve essere d’intralcio al passaggio o al lavoro di altri
5. La saldatrice deve essere sempre in posizione sicura in
modo di evitare pericoli di caduta o rovesciamento.Quando la
saldatrice viene posta in un luogo sopraelevato, esiste il pericolo di una potenziale caduta.
2.5 INSTALLAZIONE DELLA BOMBOLA DI GAS DI PRO-
TEZIONE
1. Mettere la bombola sulla parte posteriore della saldatrice e
fissarla con l’apposita catena.
2. Avvitare il riduttore di pressione alla bombola stessa.
3. Collegare al riduttore il tubo che esce dal pannello posteriore
della saldatrice.
4. Regolare al minimo l’uscita del riduttore di pressione.
5. Aprire lentamente il rubinetto della bombola.
2.6 INSTALLAZIONE DELLA BOBINA DI FILO
1. Mettere la bobina di filo nell’apposito rocchetto in modo che
i due ruotino poi insieme.
2. Regolare il freno del rocchetto agendo sul dado centrale dello stesso in modo che si riesca afar girare la bobina abbastanza facilmente (in alcuni rocchetti il dado di regolazione
non è visibile ma lo diventa estraendo, tirando verso l’esterno, il nasello di blocco).
3. Aprire il ponte superiore del gruppo di traino
4. Controllare che i rulli siano adatti al diametro di filo che si
vuole usare, altrimenti cambiarli.
5. Raddrizzare una parte dell’estremità del filo e tagliarla.
6. Far passare il filo sopra i due rulli inferiori ed infilarlo nel tubo
dell’attacco torcia fino a farlo uscire dallo stesso circa 10 cm.
7. Richiudere il ponte superiore del gruppo di traino controllando che il filo sia posizionato nell’apposita gola.
8. Collegare la torcia infilando nella guaina il pezzo di filo che
sporge dall’attacco, fare attenzione agli spinotti di comando
dirigendoli nelle apposite sedi ed avvitare a fondo la ghiera di
collegamento.
2.7 MESSA IN SERVIZIO
1. Accendere la macchina (Rif. 3 - Figura 1 Pagina 3.)
2. Mettere il commutatore di potenza (Rif. 4 - Figura 1 Pagina
3.) in una posizione intermedia.
3. Togliere ugello e beccuccio passa filo dalla torcia e, schiacciando il pulsante torcia, fare scorrere il filo fino a che non esce dalla
parte anteriore della stessa. Durante l’operazione di scorrimento
del filo nella torcia, tarare, tramite il volantino la pressione che il
rullo premifilo deve esercitare sul rullo di traino; affinché il filo di
saldatura avanzi in modo regolare senza slittamenti sui rulli e
senza deformazioni. Fornire la torcia di un beccuccio passafilo
idoneo in funzione del filo utilizzato.
4. Riavvitare il beccuccio passafilo, assicurandosi che sia del
diametro adatto al filo utilizzato.
5. Rimontare l’ugello guida gas.
6. Aprire la valvola della bombola del gas.
7. Collegare la pinza di massa al pezzo da saldare in un punto
esente da ruggine, vernice, grasso o plastica.
3.0 DESCRIZIONE COMANDI SUL PANNELLO
FRONTALE
3.1 PANNELLO ANTERIORE
Picture 1. 140 A / 140 A EURO CONNECTOR
IL FILO DI SALDATURA PUÒ CAUSARE FERITE DA FO-
RATURA.
Durante lo svolgimento del filo non puntare la torcia verso alcuna parte del corpo, proprio o di altre persone, o verso alcun
tipo di metallo.
4
1
2
5
A
B
C
D
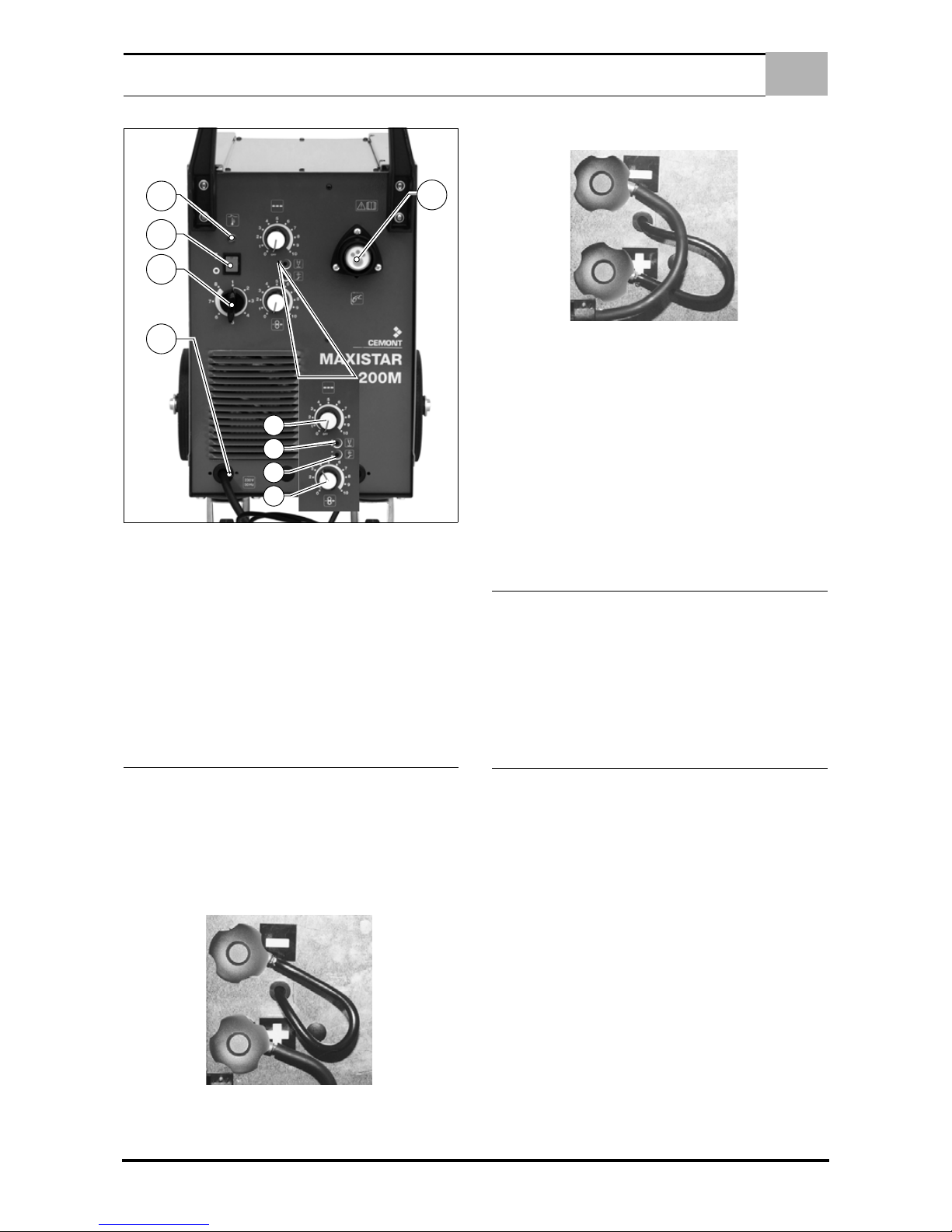
4 IT
OPTIONAL (IMPIEGO CON FILO ANIMATO - DUAL SENZA GAS DI PROTEZIONE)
IT
180 A
1. Attacco torcia euro.
2. Spia macchina surriscaldata.
3. Interruttore di accensione.
4. Commutatore scala di regolazione.
5. Cavo di massa
A Potenziometro di regolazione del tempo di puntatura.
B Potenziometro di regolazione del tempo durante il quale viene
mantenuta la potenza di saldatura dopo il segnale d’arresto della
stessa.
C Potenziometro di regolazione del tempo di accelerazione del
motore traina filo.
D Potenziometro di aggiustamento della velocità del filo.
4.0 OPTIONAL (IMPIEGO CON FILO ANIMATO DUAL SENZA GAS DI PROTEZIONE)
La Vostra saldatrice (Se ordinata con l’optional), può utilizzare lo
speciale filo animato Ø 0,9 che non richiede l'uso del gas di protezione. Tale filo al contrario della saldatura ad elettrodo, non lascia scorie e offre una maggiore penetrazione del cordone con
assorbimento dalla linea nettamente inferiore.
Fare attenzione alla polarità di saldatura:
CAMBIO POLARITÀ NO GAS
Figura 2.
IMPIEGO CON FILO E GAS Dl PROTEZIONE PER SALDATURA
Dl ACCIAI DOLCI
CAMBIO POLARITÀ GAS
Figura 3.
Si può usare come gas di protezione C02 o Argon + C02 (Miscela).
4.1 SALDATURA ALLUMINIO
Si predispone la saldatrice come per la saldatura dell'acciaio dolce con queste varianti:
1. Utilizzare la bombola contenente Argon puro.
2. Montare bobina filo di alluminio Ø 0,8 mm.
3. Montare il beccuccio di contatto da Ø1 mm.
4.2 SALDATURA ACCIAIO INOX
Si predispone la saldatrice come per la saldatura dell'acciaio dolce:
1. Utilizzare la bombola contenente Argon C02;
2. Montare bobina filo di acciaio inox max. Ø 0.8 mm.
5.0 NOZIONI DI BASE PER LA SALDATURA MIG
PRINCIPIO DI SALDATURA MIG
La saldatura MIG e una saldatura autogena, vale a dire che consente I'assemblaggio per fusione dei pezzi da unire dello stesso
genere (acciaio dolce, inox, alluminio) e garantisce la continuita
meccanica e fisica del materiale. II calore necessario per la fusione dei pezzi da saldare e fornito da un arco elettrico che scocca
tra il filo (elettrodo ) e il pezzo da saldare. La protezione dell'arco
e del metallo in fusione dall'aria, e garantita dal gas di protezione.
6.0 COLLEGAMENTO E PREPARAZIONE ATTREZZATURA PER LA SALDATURA
Collegare gli accessori di saldatura accuratamente onde evitare perdite di potenza o fughe di gas pericolose.
Attenersi scrupolosamente alle norme di sicurezza.
N.B. NON AGIRE SUI COMMUTATORI durante la saldatura, si
potrebbe danneggiare la saldatrice
Controllare l’uscita del gas e regolarne il flusso tramite il ru-
binetto del riduttore di pressione.
ATTENZIONE: Nell'operare esternamente o in presenza di fo-
late di vento proteggere il flusso del gas inerte che, deviato,
non offrirebbe protezione alIa saldatura.
6.1 SALDATURA
1. Aprire la bombola del gas e regolarne I'uscita a seconda del-
la posizione utilizzata. Applicare il morsetto di massa al pezzo da saldare, in un punto ove non vi sia vernice, plastica o
ruggine.
2. Selezionare la corrente di saldatura tramite il commutatore
(Rif. 4 - Figura 1 Pagina 3.) , tenendo presente che maggiore
è lo spessore da saldare, maggiore è la potenza necessaria.
Le prime posizioni del commutatore, sono adatte per saldare
su piccoli spessori. Tenere inoltre presente che ogni posizione selezionata ha una propria velocità di avanzamento del
filo regolabile tramite il pomello di regolazione (Rif. D - Figura
1 Pagina 3.) .
3
4
2
1
5
A
B
C
D
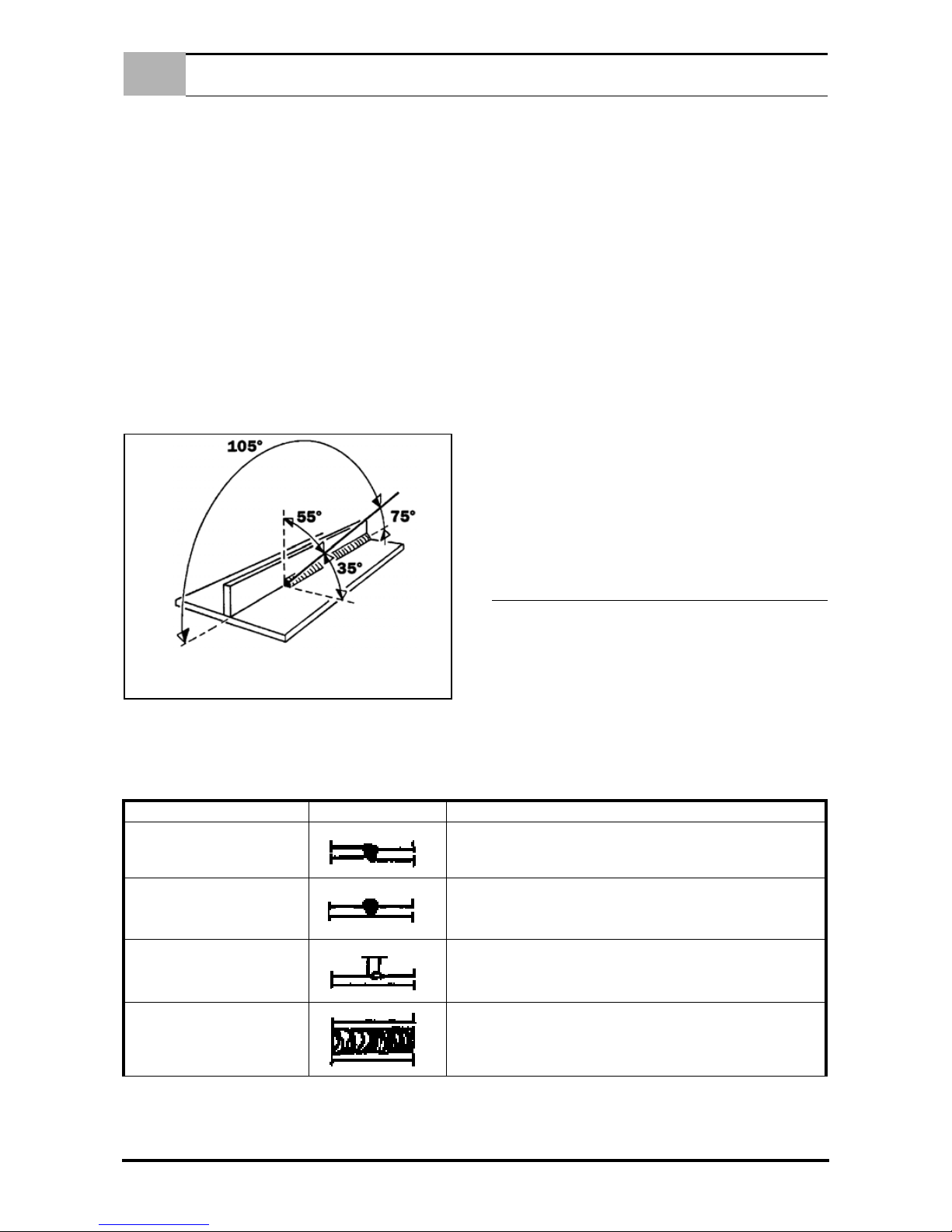
5 IT
DIFETTI DELLE SALDATURE MIG
IT
6.2 SALDATURA DEGLI ACCIAI AL CARBONIO
Per la saldatura (MIG) di questi materiali è necessarlo:
1. Utilizzare un gas di saldatura a composizione binaria, di solito AR/CO2 con percentuali che vanno dal 75 all'80% di Argon
e dal 25 al 20% di CO2, oppure composizioni ternarie quali,
AR/CO2/02. Questi gas danno calore in saldatura ed il cordone risulterà ben raccordato ed estetico, per contro la penetrazione sarà relativamente bassa. Usando anidride
carbonica (MAG) come gas di protezione si avrà un cordone
stretto e penetrato ma la ionizzazione del gas influirà sulla
stabilità dell'arco.
2. Utilizzare un filo di apporto della stessa qualità rispetto all'acciaio da saldare. È bene usare sempre fili di buona qualità
evitando di saldare con fili arrugginiti che possono dare difetti
di saldatura.
In generale la forchetta di corrente in cui i fili possono essere
usati è:
- Ø filo mm x 100 = Amp minimi.
- Ø filo mm x 200 = Amp massimi.
Esempio: 0 filo 1.2 mm=Amp minimi 120/Amp massimi 240.
Questo con miscele binarie AR/CO2 e con trasferimento in
corto circuito (SHORT).
3. Evitare di saldare su pezzi arrugginiti o su pezzi che presentano macchie di olio o grasso.
4. Adoperare torcie adeguate alla corrente che si usa.
5. Controllare periodicamente che le guance del morsetto di
massa non siano danneggiate e che i cavi di saldatura (torcia
e massa) non presentino tagli o bruciature che ne diminuirebbero I'efficenza.
6.3 SALDATURA DEGLI ACCIAI INOSSIDABILI
La saldatura (MIG) degli acciai inossidabili della serie 300 (austenitici), deve essere eseguita con gas di protezione ad alto tenore
di Argon, con una piccola percentuale di 02 per stabilizzare l'arco.
La miscela più usata è AR/02 98/2.
- Non usare C02 o miscele AR/CO2.
- Non toccare il filo con le mani.
I materiali d'apporto da usare devono essere di qualità superiore
al materiale base e la zona di saldatura pulita.
6.4 SALDATURA DELL’ALLUMINIO
Per la saldatura MIG dell'alluminio è necessario utilizzare:
1. Argon al100% come gas di protezione.
2. Un filo di apporto di composizione adeguata al materiale
base da saldare. Per saldare ALUMAN e ANTICORODAL
usare filo con Silicio dal 3 al 5%. Per saldare PERALUMAN
ed ERGAL usare filo con Magnesio al 5%.
3. Una torcia preparata per la saldatura dell'alluminio.
6.5 PUNTATURA
Questo particolare tipo di saldatura permette di effettuare la puntatura di due lamiere sovrapposte e richiede un ugello gas speciale.Montare I'ugello gas puntatura, appoggiarlo al pezzo da
puntare tenedo premuto. Premere il pulsante della torcia.
Noterete che dopo un certo tempo la saldatrice si staccherà da sola. Questo tempo viene determinato dal controllo TIMER (Rif. A Figura 1 Pagina 3.) e deve essere regolato in funzione dello spessore di lamiera da puntare.
7.0 DIFETTI DELLE SALDATURE MIG
CLASSIFICAZIONE E DESCRIZIONE DEI DIFETTI
Le saldature ottenute con i procedimenti MIG possono presentare
parecchi difetti, è quindi importante identificarli. Questi difetti non
differiscono per la loro forma o natura, da quelli che si possono
notare nelle saldature ad arco manuale con elettrodi rivestiti. La
differenza tra i due procedimenti è che la frequenza dei difetti non
è la stessa, le porosità, per esempio, sono più frequenti nel MIG:
mentre le inclusioni di scoria si riscontrano soltanto nella saldatura con elettrodo rivestito.
Anche l'origine dei difetti e il modo di evitarli sono molto diversi da
un procedimento all'altro.
La tabella seguente precisa i diversi casi.
PER UNA MIGLIORE SALDATURA TENERE LA TORCIA
ED IL SENSO DI AVANZAMENTO DEL FILO COME
ILLUSTRATO IN FIGURA.
DIFETTO ASPETTO CAUSA E RIMEDIO
DISLIVELLO
- Preparazione scadente
- Allineare i bordi e tenerli durante la saldatura (Puntatura)
SPESSORE ECCESSIVO
- Tensione a vuoto troppo bassa.
- Velocità di saldatura troppo lenta.
- Inclinazione sbagliata della torcia.
- Diametro eccessivo del filo
MANCANZA DI METALLO
- Velocità di saldatura troppo elevata.
- Tensione troppo bassa per la velocità di saldatura adottata.
ASPETTO OSSIDATO DEI CORDONI
- Saldare nella canaletta se si lavora con un arco lungo.
- Regolare la tensione.
- Filo piegato oppure troppo lungo fuori dal beccuccio passafilo.
- Velocità del filo errata..
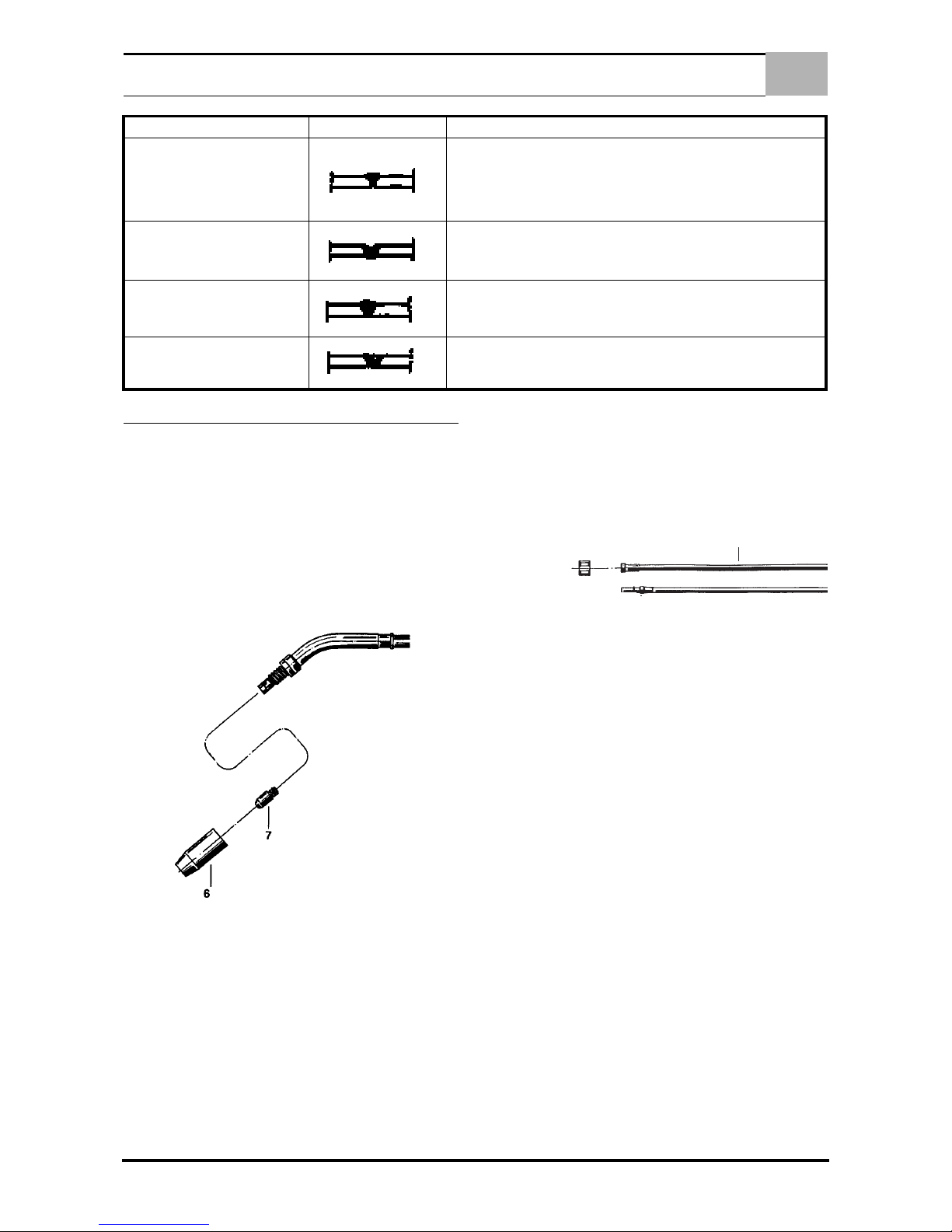
6 IT
MANUTENZIONI GENERALI
IT
8.0 MANUTENZIONI GENERALI
TOGLIERE TENSIONE AL GENERATORE PRIMA DI EFFETTUARE QUALSIASI MANUTENZIONE.
Procedere periodicamente (ogni 5/6 mesi) alla rimozione della
polvere che si accumula all'interno della saldatrice, usando un
getto di aria compressa secca (dopo aver tolto le fiancate).
SI RACCOMANDO QUINDI DI EVITARE PIEGAMENTI CHE
POSSONO PROVOCARE STROZZATURE ALLA TORCIA E DI
SPOSTARE IL GENERATORE TRAMITE LA TORCIA STESSA.
CONTROLLARE PERIODICAMENTE LO STATO DELLA TORCIA, ESSENDO LA PARTE PIÙ SOTTOPOSTA AD USURE.
8.1 LE MANUTENZIONI GENERALI
1. UGELLO GUIDA GAS (6): spruzzare periodicamente dello
spray per saldatura e pulire la parte interna dalle incrostazioni.
Per sostituire questo particolare:
- Togliere I'ugello guida gas (6) ruotandolo in . senso orario.
- Rimontare I'ugello guida gas nuovo.
2. BECCUCCIO PASSAFILO (7): controllare che il foro di passaggio del filo non sia troppo allargato causa usura. In questo
caso sostituire il beccuccio.
Per sostituire questo particolare:
- Togliere l'ugello guida gas (6) ruotandolo In . senso orario.
- Svitare il beccuccio passafilo (7).
- Premere il pulsante della torcia; dopo qualche secondo, il
filo uscirà dalla lancia curva.
- Riavvitare il beccuccio passafilo nuovo (7)
- Rimontare I'ugello guida gas (6).
- Tagliare il filo eccedente.
8.2 CONNESSIONE DELLA TORCIA
Prima di collegare la torcia assicurarsi che la guaina (18) sia appropriata al diametro del filo che verrà utilizzato:
- colore BLU Ø 1.5 per fili di Ø 0,6 - 0,8 mm.
- colore ROSSO Ø 2.0 per fili di Ø 1 - 1,2 mm.
(Riferimenti colore guaine per fili in acciaio).
- Controllare che la gola dei rulli del motoriduttore e il beccuccio passafilo siano del diametro del filo che verrà utilizzato e
che il tubetto guidafilo non tocchi il rullo trainafilo.
MANCANZA DI PENETRAZIONE
- Distanza irregolare oppure insufficiente.
- Inclinazione sbagliata della torcia.
- Beccuccio passafilo logorato..
- Velocità del filo troppo lenta ripsetto alla tensione oppure alla velocità di saldatura.
PENETRAZIONE ECCESSIVA
- Velocità del filo troppo elevata.
- Inclinazione sbagliata della torcia.
- Distanza eccessiva.
MANCANZA DI FUSIONE
- Distanza troppo corta.
- È necessario sgrossare oppure molare la saldatura e rifarla.
CANALETTE
- Velocità di saldatura troppo elevata.
(Questo difetto facile da individuare visivamente, deve essere corretto subito dal
saldatore)
DIFETTO ASPETTO CAUSA E RIMEDIO
19
21
18
20
22
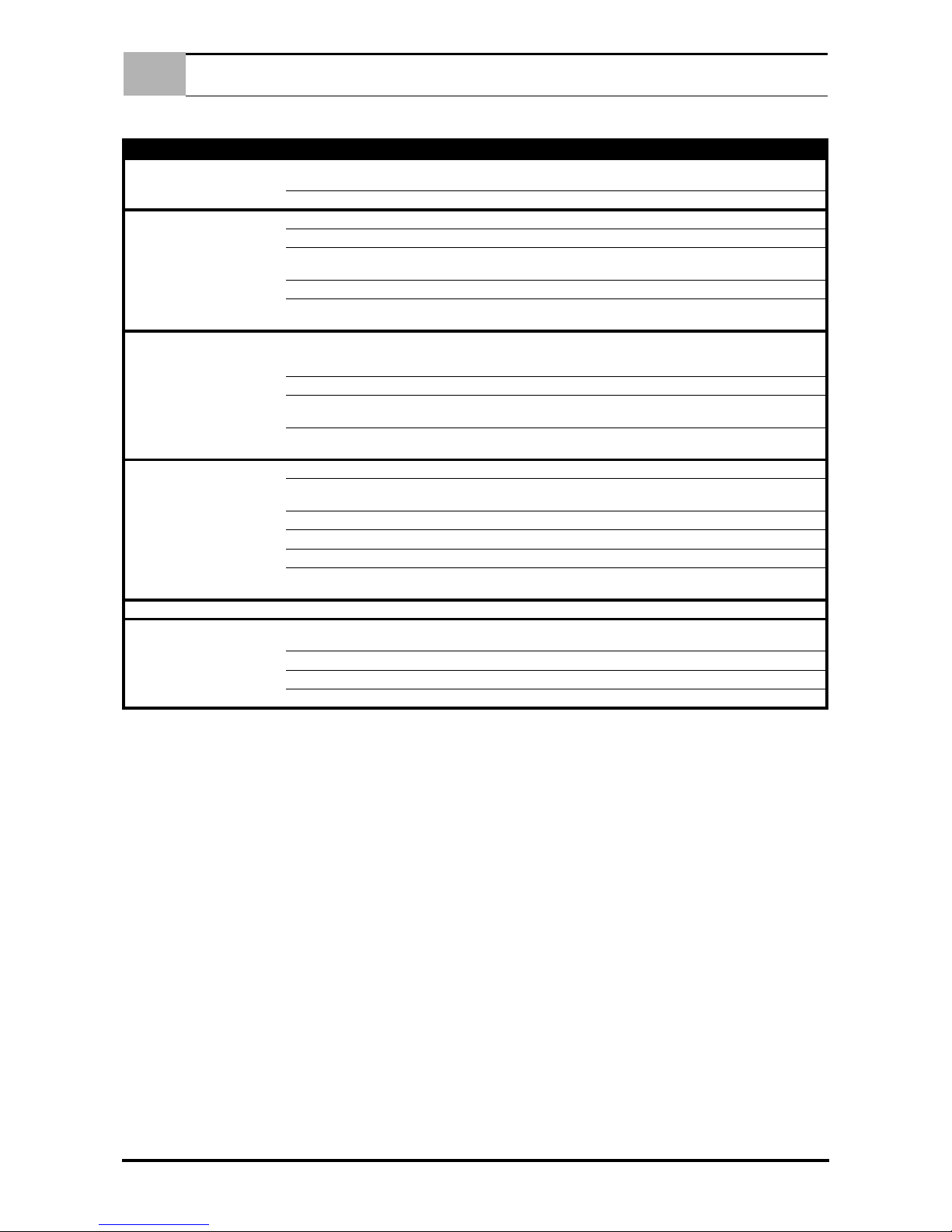
7 IT
MANUTENZIONI GENERALI
IT
TIPO DI GUASTO CAUSE POSSIBILI CONTROLLI E RIMEDI
Mancanza di ogni funzione
Cavo di alimentazione interrotto (mancanza di
una o più fasi).
Verificare e ovviare.
Fusibile fuso. Sostituirlo.
Avanzamento irregolare del filo. Insufficiente pressione della molla. Verificare se avvitando il volantin si ottiene un miglioramento.
Guaina guidafilo intasata. Sostituirla.
Gola errata non adatta al diametro del filo, op-
pure eccessivamente logora.
Se logorata sostituire il rullo.
Se errata montare il rullo adeguato.
Freno della bobina eccessivo Allentare agendo sulla vite.
Filo ossidato, male avvolto, di cattiva qualità,
spire annodate o accavallate.
Eliminare l’inconveniente togliendo spire non idonee. Se l’incove-
niente persiste, sostituire il rocchetto del filo.
Potenza di saldatura ridotta. Cavo di massa non allacciato correttamente.
Controllare l’integrità del cavo, che la pinza di massa sia efficiente e
che sia applicata sul pezzo da saldare pulito da ruggine, vernice o
grasso.
Filo staccato o allentato sui commutatori Verificare e ovviare.
Contattore guasto.
Controllare l’integrità lo stato dei contatti e il funzionamento meccani-
co del contattore
Raddrizzatore guasto
Verificare a vista che non vi siano segni evidentoi di bruciature, in caso
affermativo sostituirlo.
Saldatura porosa (a spugna). Assenza di gas Verificare la presenza del gas a pressione di erogazione.
Correnti d’aria nella zona di saldataura
Usare un idoneo paravento. Eventualmente aumentare la pressione
del gas.
Foro diffusore occluso. Liberare i fori con aria compressa.
Perdite di gas dovute a rotture di tubi. Verificare e sostituire la parte difettosa
Elettrovalvola bloccata Controllarne il funzionamento e il collegamento elettrico.
Cattiva qualità del gas o del filo.
Usare gas supersecco, sostituire la bombola o il filo con qualità diver-
sa.
Fuoriuscita continua del gas. Elettrovalvola logora oppure sporca Smontare l’elettrovalvola e pulire l’orifizio e l’otturatore.
Premendo il pulsante della torcia
non si ha nessun effetto
Interrutore difettoso, cavi di comando disinnestati o interrotti
Togliere la spinetta della torcia e cortocircuitare i poli, se la macchina
funziona, controllare cavi e micro pulsante torcia.
Fusibile fuso Sostituire con altro a pari portata.
Commutatore di potenza guasto Pulire con aria, verificare serraggio fili, sostituire.
Circuito elettronico guasto Sostituirlo.

1 DE
INHALTSVERZEICHNIS
DE
1.0 BESCHREIBUNG UND TECHNISCHE DATEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.1 BESCHREIBUNG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 TECHNISCHE DATEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 ARBEITSZYKLUS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.4 SPANNUNGS-STROM-KENNLINIEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.0 INSTALLATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.1 MASCHINENAUFSTELLUNG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.2 NETZANSCHLUß DES GENERATORS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.3 HANDLING UND TRANSPORTDES GENERATORS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.4 AUFSTELLUNG DES SCHWEISSGERÄTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.5 INSTALLATION DER SCHUTZGASFLASCHE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.6 INSTALLATION DER DRAHTSPULE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.7 INBETRIEBNAHME . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.0 BESCHREIBUNG DER BEDIENELEMENTE AUF DER VORDEREN SCHALTTAFEL . . . . . . . . . . . . . . . 3
3.1 VORDERE SCHALTTAFEL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4.0 OPTIONAL VERWENDUNG MIT FÜLLDRAHT (DUAL) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.1 SCHWEISSEN VON ALUMINIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.2 SCHWEISSEN VON EDELSTAHL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
5.0 RUNDBEGRIFFE DES MIG-MAG SCHWEIßVERFAHRENS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
6.0 ANSCHLUß UND VORBEREITUNG ZUM SCHWEIßEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
6.1 SCHWEIßEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6.2 SCHWEIßEN VON KOHLENSTOFFSTAHL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6.3 SCHWEIßEN VON ROSTFREIEM EDELSTAHL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6.4 SCHWEIßEN VON ALUMINIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6.5 PUNKTEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
7.0 FEHLER BEIM MIG-SCHWEIßEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
8.0 ALLGEMEINE WARTUNGSARBEITEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
8.1 ALLGEMEINE WARTUNGSARBEITEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
8.2 BRENNERANSCHLUß . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
ERSATZTEILLISTE. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .I - XII
STROMLAUFPLAN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . XIV - XV
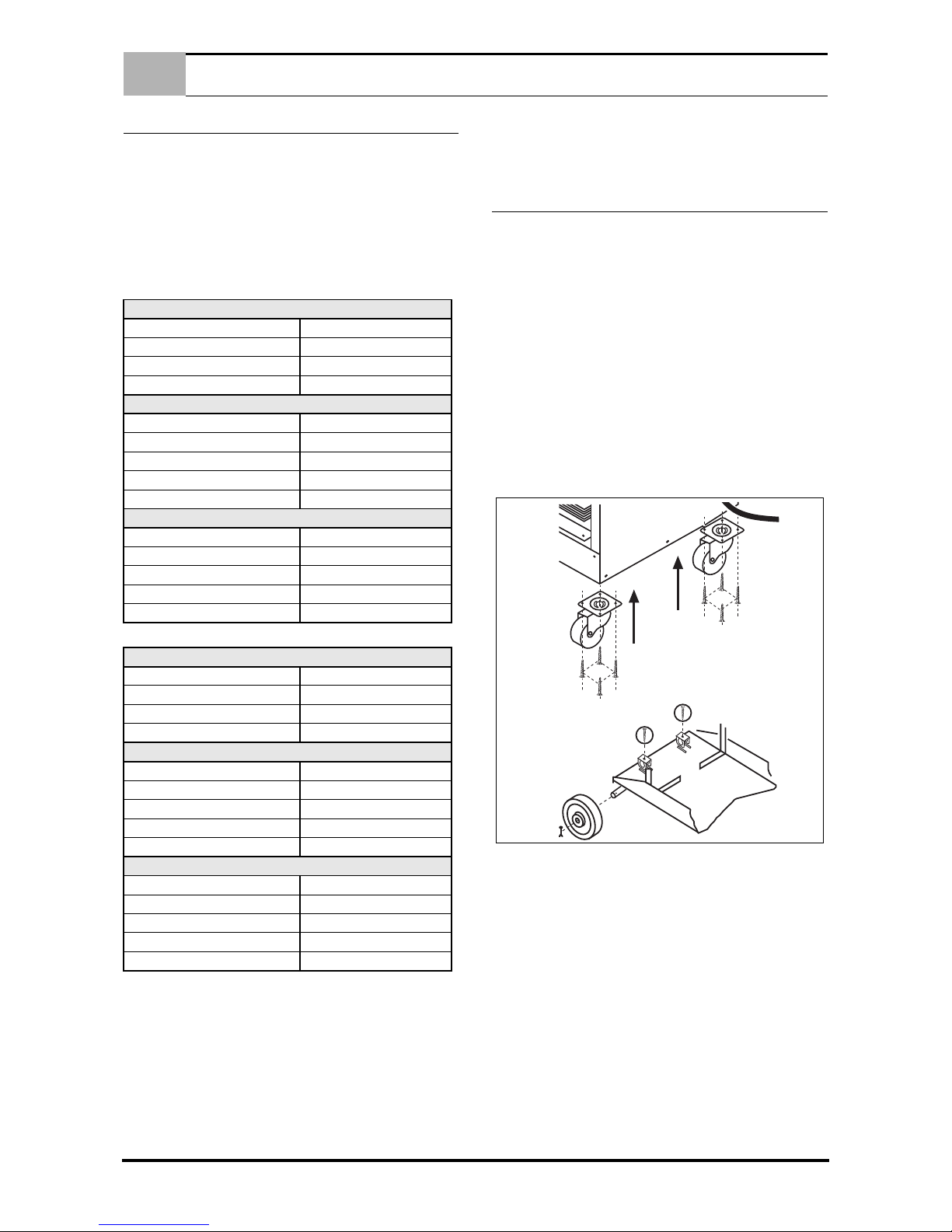
2 DE
BESCHREIBUNG UND TECHNISCHE DATEN
DE
1.0 BESCHREIBUNG UND TECHNISCHE DATEN
1.1 BESCHREIBUNG
Schutzgasschweißanlagen für das veschweißen von fül ld raht
ohne gas und von stahl, edelstahl und aluminium mit schutzgas.
MIG/MAG Schutzgasschweißanlagen können stahl, edelstahl
und alu verschweißen.
1.2 TECHNISCHE DATEN
TYPENSCHILD
140 A / 140 A EURO CONNECTOR
180 A
1.3 ARBEITSZYKLUS
Der Arbeitszyklus ist die auf 10 Minuten bezogene Zeitdauer des
Schweißvorgangs in Prozent, ohne die Maschine zu überhitzen.
Bei zu starker Überhitzung- wird der Schweißstrom abgeschaltet
-und die entsprechende Warnanzeige leuchtet auf. In diesem Fall
das Gerät -für 15 Minuten abkühlen lassen; vor einem Neustart
den Schweißstrom und die betreffende Spannung verringern oder
die Arbeitszeit verkürzen.
Beispiel: 250 A - 30% bedeutet eine Schweißdauer von 3 Minuten
mit 250 A und 7 Minuten Pause.
1.4 SPANNUNGS-STROM-KENNLINIEN
Die Spannungs-Strom-Kennlinien stellen- die verschiedenen
Ausgangsstrom- und -spannungswerte dar, die die Schweißmaschine abgeben kann. Sehen Sie Seite XIII.
2.0 INSTALLATION
WICHTIG: VOR ANSCHLUß ODER BENUTZUNG DES
GERÄTS DAS KAPITEL 1.0 UNFALLVERHÜTUNGSVORSCHRIFTEN LESEN.
2.1 MASCHINENAUFSTELLUNG
1. Die Kartonverpackung entfernen; die Ausstattung und die
Einzelteile für die Montage auspacken.
2. Die Maschine auf der Holzpalette lassen; mit einem 13"
Sechskantschlüssel die acht Schrauben (vier auf der rechten
und vier auf der linken Seite) unter der Fronttafel entfernen
und anschließend wieder anschrauben und dabei gleichzeitig die beiden Lenkrollen befestigen.
3. Die beiden Schrauben auf der Flaschenhalterung, mit denen
die Maschine an der Palette befestigt ist, entfernen.
4. Das Hinterteil der Maschine etwas anheben, bis die Palette
gedreht werden kann und somit die Maschine freigibt.
5. Die Schrauben von der Achse abschrauben und die Räder
montieren.
6. Die Griffe anbringen.
2.2 NETZANSCHLUß DES GENERATORS
HINWEIS - EINE ABSCHALTUNG WÄHREND DES SCHWEIßVORGANGS KANN DAS GERÄT STARK BESCHÄDIGEN.
1. Vergewissern Sie sich, dass die Netzsteckdose mit der in der
Tabelle angegebenen Sicherung ausgerüstet ist.
2. Prüfen Sie, bevor Sie den Netzstecker einstecken, zur Vermeidung von Generatorschäden, ob die vorgeschriebene mit
der Netzspannung übereinstimmt.
2.3 HANDLING UND TRANSPORTDES GENERATORS
PERSÖNLICHE SCHUTZAUSRÜSTUNG DES BEDIENERS:
SCHUTZHELM - SCHUTZHANDSCHUHE - SICHERHEITSSCHUHE.
Das Gerät wurde für ein Anheben und Transportieren entworfen
und gebaut. Werden folgende Regeln eingehalten, so ist ein
Transportieren einfach möglich:
1. Die Maschine nicht an den Handgriffen anheben.
PRIMÄRSEITE
Netzanschluß Dreiphasig 230 V
Frequenz 50 - 60 Hz
Effektive Verbrauch 7,5 A
Max. Verbrauch 24 A
SECONSEKUNDÄRSEITEDARY
Leerlaufspannung 18 ÷ 32V
Schweißstrombereich 30 A ÷ 170 A
Einschaltdauer 18% 140 A - 21 V
Einschaltdauer 60% 75 A - 18 V
Einschaltdauer100% 60 A - 17 V
Schutzart IP 21
Isolationsklass H
Gewicht Kg. 38,5
Abmessungen mm 440 x 670 x 750
Vorschrift EN 60974.1 / EN 60974.10
PRIMÄRSEITE
Netzanschluß Dreiphasig 230 V
Frequenz 50 - 60 Hz
Effektive Verbrauch 12,4 A
Max. Verbrauch 32 A
SECONDSEKUNDÄRSEITEARY
Leerlaufspannung 17,5 ÷ 33V
Schweißstrombereich 35 A ÷ 180 A
Einschaltdauer 15% 180 A - 23 V
Einschaltdauer 60% 100 A - 19 V
Einschaltdauer100% 75 A - 18 V
Schutzart IP 21
Isolationsklass H
Gewicht Kg. 43
Abmessungen mm 440 x 670 x 750
Vorschrift EN 60974.1 / EN 60974.10
 Loading...
Loading...