

CEMONT COLT 90, COLT 130, COLT 150 Safety Instruction For Use And Maintenance

EN Safety instruction for use and maintenance - Do not destroy this manual
FR Instruction de securite d’emploi et d’entretien - Conserver ce livret d’instructions
ES Instrucciones de seguridad, empleo y mantenimiento - Conservar el presente manual
IT Istruzioni per la sicurezza nell’uso e per la manutenzione - Conservare il presente libretto
DE Betriebs-Wartungs und Sicherheitsanleitung - Das vorliegende Handbuch gut aufbewahren
PT Instrucões de segurança de utilização e de manutenção - Conserve este manual
SV Instruktioner för säkerhet, använding och underåll - Spar denna handledning
NL Veiligheidsinstructies voor gebruik en onderhoud - Bewaar deze handleiding
RO Instructiuni privind siguranta in exploatare si intretinerea - Pastrati acest manual
SK Bezpečnostné pokyny pri používaní a pri údržbe - Odložte si tento návod na použitie
CS Bezpečnostní pokyny pro používání a údržbu - Návod na používání si uchovejte
HU Használati és karbantartási biztonsági utasítások - Kerjük őrizze meg ezt a hasznsnalati utasítást
PL Instrukcje bezpieczeństwa podczas obsługi i konserwacji - Zachować niniejszą instrukcję na przyszłość
EL ΟΔΗΓΙΕΣ ΑΣΦΑΛΕΙΑΣ ΚΑΤΑ ΤΗ ΧΡΗΣΗ ΚΑΙ ΤΗ ΣΥΝΤΗΡΗΣΗ – ΦΥΛΑΞΤΕ ΤΟ ΠΑΡΟΝ ΕΓΧΕΙΡΙΔΙΟ
RU РУКОВОДСТВО ПО БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ И ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
www.airliquidewelding.com
Air Liquide Welding - 13, rue d’Epluches - BP 70024 Saint-Ouen L’Aumône
Cat. Nr.:
Rev.:
Date:
COLT 90 / COLT 130 / COLT 150
800035043
02
05. 03. 2008

Welding Operations Services Slovakia, spol. s r.o.
Hlohovecká 6, 951 41 Nitra - Lužianky, SLOVAK REPUBLIC
MEMBER OF AIR LIQUIDE WELDING GROUP.

1 ES
SUMARIO
ES
1.0 DATOS TÉCNICOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.1 DESCRIPCIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 CARACTERÍSTICAS TÉCNICAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 CICLO DE TRABAJO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.4 CURVAS VOLTIOS - AMPERIOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.0 INSTALACIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.1 ACOMETIDA DEL GENERADOR A LA RED . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.2 CONEXIÓN Y PREPARACIÓN DEL EQUIPO PARA LA SOLDADURA CON ELECTRODO
REVESTIDO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.3 CONEXIÓN Y PREPRACIÓN DEL EQUIPO PARA LA SOLDADURA GTAW (TIG) . . . . . . . . . . . . . 3
3.0 FUNCIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.1 PANEL ANTERIOR - PANEL TRASERO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4.0 MANTENIMIENTO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
LISTA DE LAS PIEZAS DE RECAMBIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . I - IV
ESQUEMA ELÉCTRICO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . VI
2 ES
DATOS TÉCNICOS
ES
1.0 DATOS TÉCNICOS
1.1 DESCRIPCIÓN
La instalación es un moderno generador de corriente continua
para soldar metales, creado gracias a la aplicación del inverter.
Esta particular tecnología ha permitido la fabricación de generadores compactos y ligeros, con prestaciones de gran nivel. La posibilidad de efectuar regulaciones, su rendimiento y consumo de
energía lo convierten en un excelente medio de trabajo to para
soldaduras con electrodo revestido y GTAW (TIG).
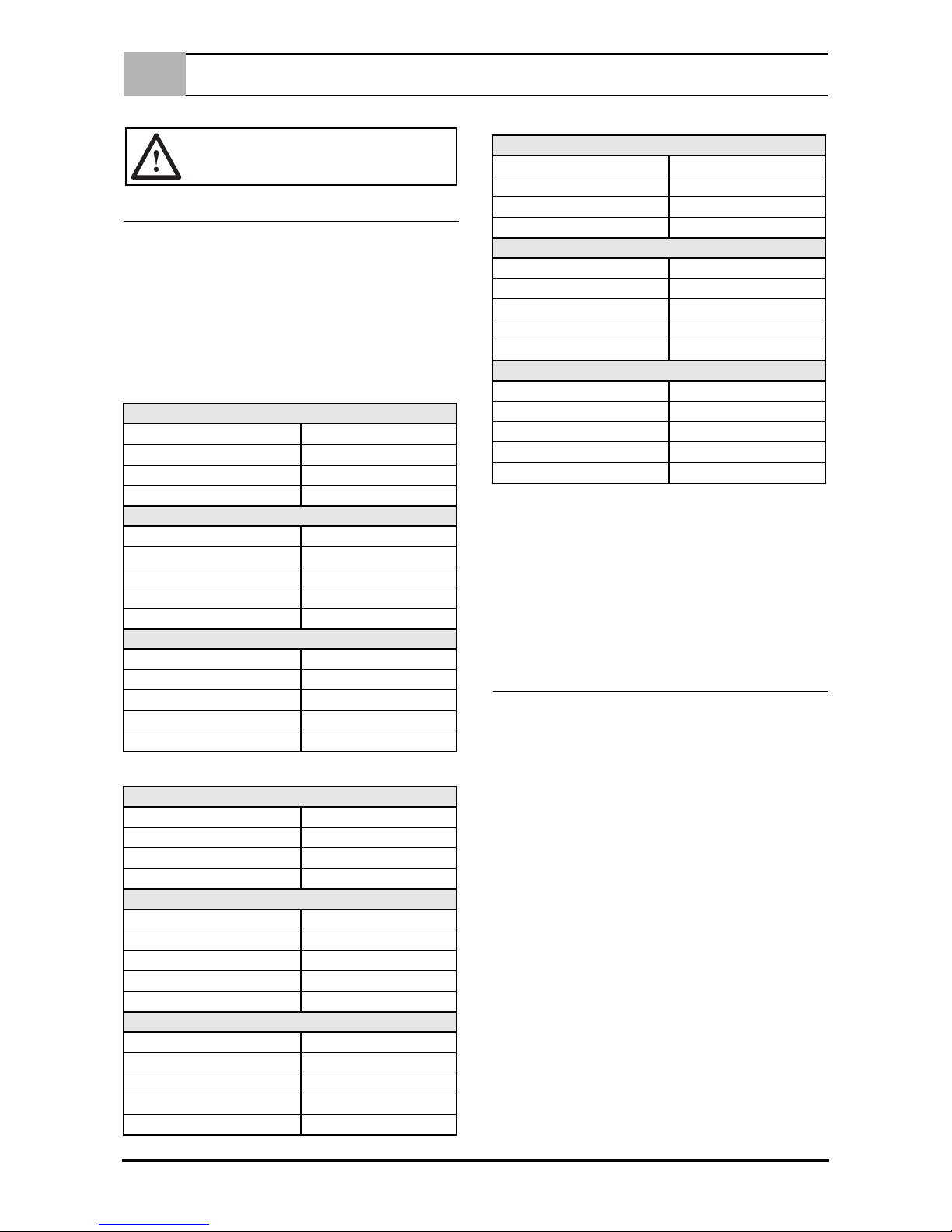
1.2 CARACTERÍSTICAS TÉCNICAS
TABLA TÉCNICA 80 A
TABLA TÉCNICA 125 A
TABLA TÉCNICA VERSIÓN 130 A
1.3 CICLO DE TRABAJO
El ciclo de trabajo es el porcentaje de un intervalo de 10 minutos
en el que la soldadora puede soldar a la corriente nominal con
una temperatura ambiente de 40 °C sin que se dispare la protección termostática. Si la protección se dispara hay que dejar enfriar
la soldadora por lo menos 15 minutos y bajar el amperaje o acortar el ciclo antes de retomar el trabajo (A ver pag. V).
1.4 CURVAS VOLTIOS - AMPERIOS
Las curvas voltios-amperios indican la máxima corriente y la
máxima tensión de salida que ofrece la soldadora (A ver pag. V).
2.0 INSTALACIÓN
IMPORTANTE: ANTES DE CONECTAR, PREPARAR O UTILIZAR EL EQUIPO, LEA CUIDADOSAMENTE LAS NORMAS
DE SEGURIDAD.
2.1 ACOMETIDA DEL GENERADOR A LA RED
Desconectar la soldadora durante la soldadura puede causar serios daños al equipo.
Compruebe si Ia toma de corriente dispone del fusible que se indica en Ia tabla técnica del generador. Todos los modelos de generador necesitan que se compensen las oscilaciones de voltaje.
A una oscilación de ± 10% corresponde una variación de Ia corriente de soldadura de ± 0,2%.
2.2 CONEXIÓN Y PREPARACIÓN DEL EQUIPO PARA LA
SOLDADURA CON ELECTRODO REVESTIDO
• APAGAR LA SOLDADORA ANTES DE CONECTARLA.
Conectar esmeradamente los accesorios de soldadura para evitar pérdidas de potencia. Seguir escrupulosamente las normas de
seguridad.
1. Montar el electrodo deseado en la pinza portaelectrodo.
2. Conectar el conector del cable de masa al borne rápido ne-
gativo (-) (Ref. 6 - Figura 1 Página 3.) y la pinza del mismo
cerca de la zona por soldar.
3. Conectar el conector de la pinza portaelectrodo al borne ráp-
ido positivo (+) (Ref. 5 - Figura 1 Página 3.) .
ATENCIÓN: LA CONEXIÓN DE ESTOS DOS CONECTORES
EFECTUADA DE ESTA MANERA DARÁ COMO RESULTADO
UNA SOLDADURA CON POLARIDAD DIRECTA; PARA OBTENER UNA SOLDADURA CON POLARIDAD INVERSA, IN-
PRIMARIO
Alimentación monofásica 230 V
Frequencia 50 Hz / 60 Hz
Consumición eficaz 7 A
Consumición máxima 13 A
SECUNDARIA
Tensión en vacío 82 V
Corriente de soldadura 5 A ÷ 80 A
Ciclo de trabajo a 30% 80 A
Ciclo de trabajo a 60% 60 A
Ciclo de trabajo a 100% 50 A
Grado de protección IP 23
Clase de aislamiento H
Peso Kg 2,9
Dimensiones 220 x 120 x 320
Normative EN 60974.1 / EN 60974.10
PRIMARIO
Alimentación monofásica 230 V
Frequencia 50 Hz / 60 Hz
Consumición eficaz 10 A
Consumición máxima 26 A
SECUNDARIA
Tensión en vacío 82 V
Corriente de soldadura 5 A ÷ 125 A
Ciclo de trabajo a 30% 125 A
Ciclo de trabajo a 60% 80 A
Ciclo de trabajo a 100% 60 A
Grado de protección IP 23
Clase de aislamiento H
Peso Kg 3,8
Dimensiones 220 x 120 x 320
Normative EN 60974.1 / EN 60974.10
ESTA MÁQUINA DE SOLDADURA NO PUEDE
SER CONECTADA A UN GRUPO ELECTRÒGENO.
PRIMARIO
Alimentación monofásica 230 V
Frequencia 50 Hz / 60 Hz
Consumición eficaz 14 A
Consumición máxima 26 A
SECUNDARIA
Tensión en vacío 82 V
Corriente de soldadura 5 A ÷ 130 A
Ciclo de trabajo a 30% 130 A
Ciclo de trabajo a 60% 85 A
Ciclo de trabajo a 100% 70 A
Grado de protección IP 23
Clase de aislamiento H
Peso Kg 3,8
Dimensiones 220 x 120 x 320
Normative EN 60974.1 / EN 60974.10
3 ES
FUNCIONES
ES
VERTIR LA CONEXIÓN: CONECTOR DEL CABLE DE MASA
AL BORNE RÁPIDO POSITIVO (+) Y EL CONECTOR DE LA
PINZA PORTA ELECTRODO AL BORNE NEGATIVO (-).
4. Regular la intensidad de la corriente de soldadura mediante
el correspondiente selector (Ref. 2 - Figura 1 Página 3.) .
5. Encender el generador pulsando el interruptor luminoso
(Ref. 1 - Figura 1 Página 3.) .
N.B. Si el generador se apaga mientras se está soldando, se pueden provocar graves daños en el mismo.
2.3 CONEXIÓN Y PREPRACIÓN DEL EQUIPO PARA LA
SOLDADURA GTAW (TIG)
• APAGAR LA SOLDADORA ANTES DE CONECTARLA.
Conectar esmeradamente los accesorios de soldadura para evitar pérdidas de potencia o escapes de gas peligrosos. Seguir escrupolosamente las normas de seguridad.
1. Montar el electrodo y la boquilla guía-gas elegidos en el soplete portaelectrodo (controlar la parte que sobresale y el estado de la punta del electrodo).
2. Conectar el conector del cable de masa al borne rápido negativo positivo (+) (Ref. 5 - Figura 1 Página 3.) y la pinza del
mismo cerca de la zona por soldar.
3. Conectar el conector del cable de potencia del soplete portaelectrodo al borne rápido negativo (-) (Ref. 6 - Figura 1
Página 3.).
4. Conectar el tubo del gas del soplete al empalme de salida del
gas de la bombona.
5. Encender el generador pulsando el interruptor luminoso
(Ref. 1 - Figura 1 Página 3.) .
6. Controlar que no haya pérdidas de gas.
7. Regular la intensidad de la corriente de soldadura mediante
el correspondiente selector (Ref. 2 - Figura 1 Página 3.) .
Controlar la salida del gas y regular el flujo mediante la llave de la
bombona.
NB: El arco de la soldadura eléctrica se enciende al tocar levemente el objeto de metal con el electrodo (Scratch start).
ATENCIÓN: AL TRABAJAR EXTERNAMENTE O EN PRESENCIA DE RÁFAGAS DE VIENTO, HAY QUE PROTEGER EL
FLUJO DEL GAS INERTE QUE DESVIADO NO OFRECERÍA
PROTECCIÓN A LA SOLDADURA.
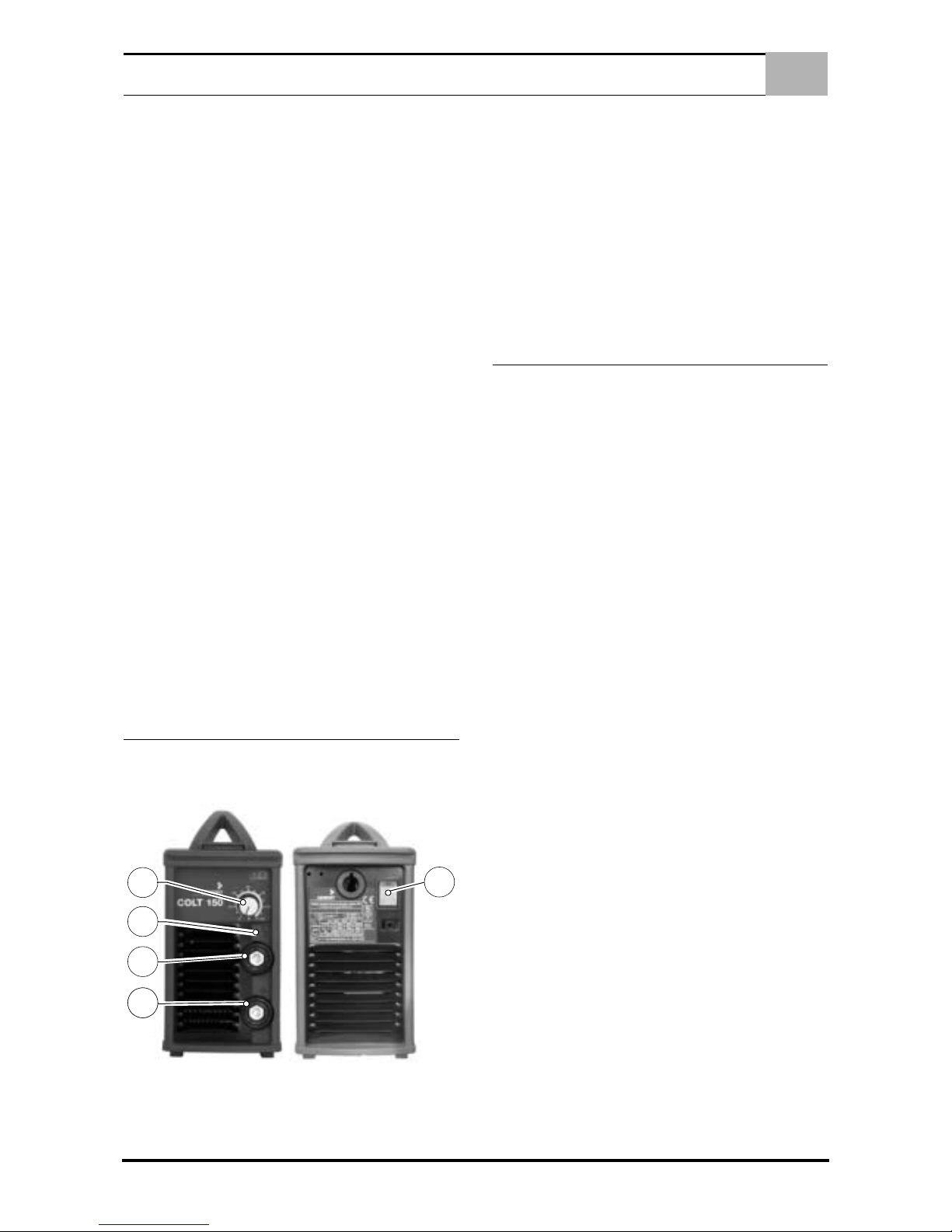
3.0 FUNCIONES
3.1 PANEL ANTERIOR - PANEL TRASERO
Figura 1.
1. Conectar, al borne negativo (-) (Ref. 6 - Figura 1 Página 3.) ,
el cable de masa para la pieza que se desea soldar.
2. Conectar, al borne positivo (+) (Ref.5 - Figura 1 Página 3.) ,
el cable para el soplete.
EL APRIETE DEFECTUOSO DE ESTAS DOS CONEXIONES
PUEDE PROVOCAR PÉRDIDAS DE POTENCIA Y RECALENTAMIENTO.
3. Seleccionar con el pomo (Ref. 2 - Figura 1 Página 3.) la cantidad de corriente necesaria para la soldadura.
4. El interruptor luminoso (Ref. 1 - Figura 1 Página 3.) está encendido cuando el generador está listo para iniciar la soldadsura.
5. El encendido del led amarillo (Ref. 3 - Figura 1 Página 3.) situado en el panel anterior, indica la presencia de una anomalía que impiede el funciona miento del aparato.
Las anomalías señalada son de dos tipos:
Un recalientamiento del aparato causado por un excesivo ciclo de
trabajo. En tal caso interrumpir la operación de soldadura y dejar
encendido el generador hasta que se apague el piloto.
4.0 MANTENIMIENTO
ATENCIÓN: DESENCHUFE EL EQUIPO DE LA RED ANTES
DE COMENZAR EL MANTENIMIENTO.
Si el equipo se utiliza en condiciones severas es necesario aumentar la frecuencia de mantenimiento.
Cada tres (3) meses es obligatorio:
1. Sustituir las etiquetas que se han vuelto ilegibles.
2. Limpiar y apretar los terminales de soldadura
3. Sustituir los tubos de gas dañados.
4. Reparar o sustituir los cables de alimentación o de soldadura
que estén dañados.
Cada tres (6) meses es obligatorio:
Limpiar el polvo que se acumula dentro del generador. Si el ambiente de trabajo es muy polvoriento la limpieza debe realizarse
con mayor frecuencia.
1
2
3
6
5
5

1 PT
ÍNDICE
PT
1.0 DESCRIÇÃO E CARACTERÍSTICAS TÉCNICAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.1 DESCRIÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 CARACTERÍSTICAS TÉCNICAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 CICLO DE TRABALHO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.4 DIAGRAMA VOLTS - AMPÈRES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.0 INSTALAÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.1 CONEXÃO DA SOLDADORA À REDE DE ALIMENTAÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.2 LIGAÇÃO: PREPARAÇÃO DO EQUIPAMENTO PARA SOLDADURA
COM ELÉCTRODO REVESTIDO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.3 LIGAÇÃO: PREPARAÇÃO DO EQUIPAMENTO PARA SOLDADURA GTAW ( TIG ) . . . . . . . . . . . . 3
3.0 FUNÇÕES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.1 PAINEL ANTERIOR - PAINEL POSTERIOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4.0 MANUTENÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
PEÇAS SOBRESSELLENTES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . I - IV
ESQUEMAS ELÈCTRICOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . VI
2 PT
DESCRIÇÃO E CARACTERÍSTICAS TÉCNICAS
PT
1.0 DESCRIÇÃO E CARACTERÍSTICAS TÉCNICAS
1.1 DESCRIÇÃO
O equipamento é um moderno gerador de corrente contínua para
soldar metais, fruto da aplicação de inverter. Esta especial tecnologia tem permitido construir geradores compactos e velozes com
prestações de elevado nível. Graças a possibilidade de regulagem, ao alto rendimento e ao reduzido consumo de energia, estes
geradores são um ótimo meio de trabalho adequado para soldagem com elétrodo revestido e GTAW (TIG).
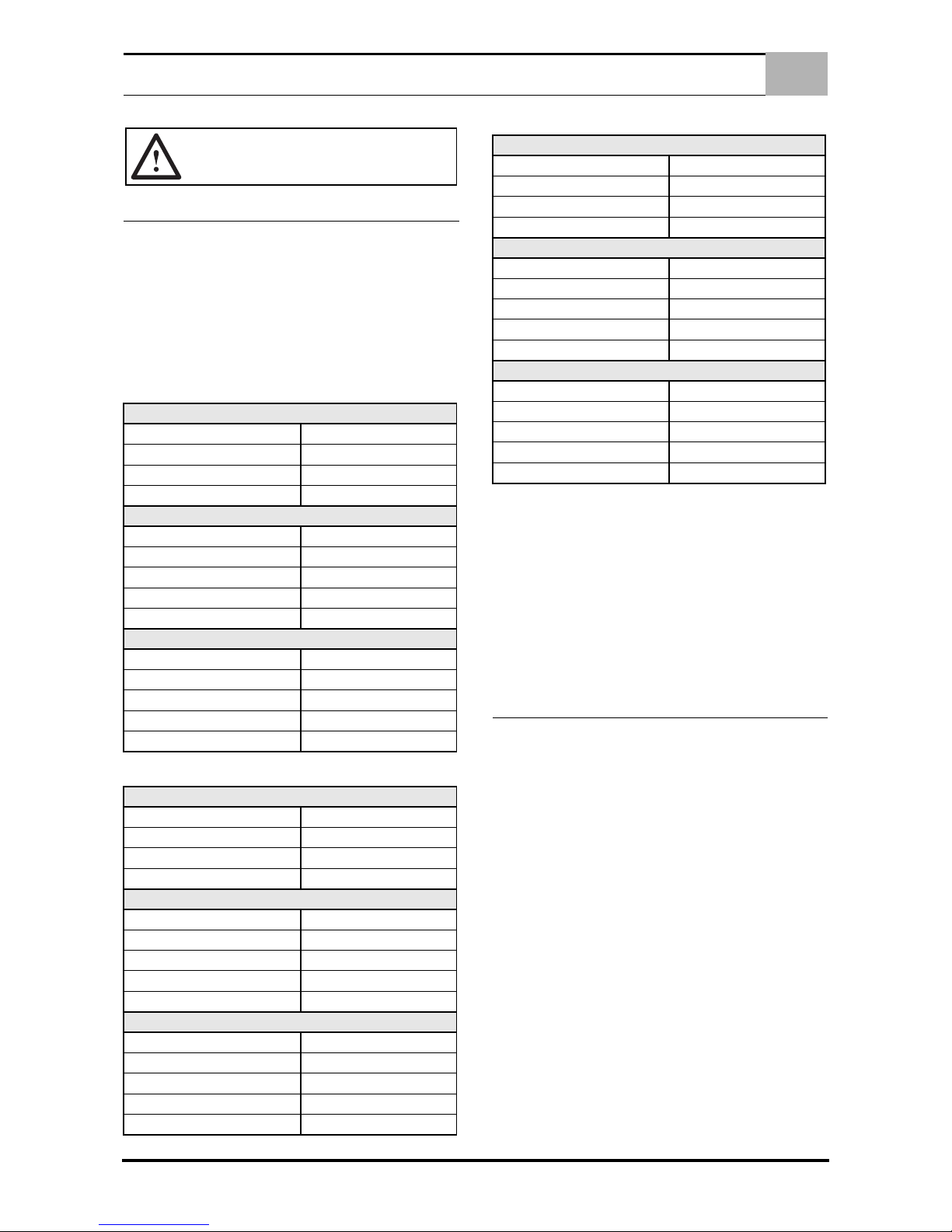
1.2 CARACTERÍSTICAS TÉCNICAS
PLAQUETA DOS DADOS TÉCNICOS 80 A
PLAQUETA DOS DADOS TÉCNICOS 125 A
PLAQUETA DOS DADOS TÉCNICOS 130 A
1.3 CICLO DE TRABALHO
O ciclo de trabalho é a percentagem de um intervalo de 10 minutos durante os quais a soldadora pode soldar à sua corrente nominal, à temperatura ambiente de 40° C, sem que intervenha o
dispositivo de protecção termostática. Se o dispositivo intervir,
convém aguardar pelo menos 15 minutos para permitir o arrefecimento da soldadora; antes de iniciar a soldar reduza a amperagem ou a duração do ciclo (Vide página V).
1.4 DIAGRAMA VOLTS - AMPÈRES
As curvas do diagrama Volts - Ampères ilustram a corrente e tensão de saída máximas que o aparelho pode debitar (Vide página
V).
2.0 INSTALAÇÃO
IMPORTANTE: ANTES DE LIGAR, PREPARAR OU UTILIZAR
O APARELHO, LEIA ATENTAMENTE O NORMAS DE SEGURANÇA.
2.1 CONEXÃO DA SOLDADORA À REDE DE ALIMENTAÇÃO
Desligar a soldadora durante o processo de soldadura pode danificá-la seriamente.
Controle que a tomada de alimentação contenha o tipo de fusível
indicado na tabela dos Dados técnicos posta no gerador. Todos
os modelos de gerador prevêem uma compensação das variações de voltagem. Uma variação de +-10% acarreta na variação
da corrente de soldadura de +-0,2%.
2.2 LIGAÇÃO: PREPARAÇÃO DO EQUIPAMENTO PARA
SOLDADURA COM ELÉCTRODO REVESTIDO
• DESLIGUE A SOLDADORA ANTES DE EFECTUAR AS LIGA-
ÇÕES
Ligue diligentemente os acessórios de soldadura para evitar perdas de potência ou fugas de gás perigosas. Observe escrupulosamente as prescrições de segurança.
1. Monte na pinça porta eléctrodo o eléctrodo adequado.
2. Ligue o conector do cabo de ligação à terra no terminal ráp-
ido negativo (-) (Rif. 6 - Figura 1 Página 3.) e a pinça do mesmo próximo à zona a soldar.
3. Ligue o conector da pinça porta eléctrodo no terminal rápido
positivo (+) (Rif. 5 - Figura 1 Página 3.)
PRIMÁRIO
Tensão monofásica 230 V
Frequência 50 Hz / 60 Hz
Consumo efectivo 7 A
Consumo máximo 13 A
SECUNDÁRIO
Tensão em circuito aberto 82 V
Corrente de soldadura 5 A ÷ 80 A
Ciclo de trabalho a 30% 80 A
Ciclo de trabalho a 60% 60 A
Ciclo de trabalho a 100% 50 A
Grau de protecção IP 23
Classe de isolamento H
Peso Kg 2,9
Dimensões 220 x 120 x 320
Normas EN 60974.1 / EN 60974.10
PRIMÁRIO
Tensão monofásica 230 V
Frequência 50 Hz / 60 Hz
Consumo efectivo 10 A
Consumo máximo 26 A
SECUNDÁRIO
Tensão em circuito aberto 82 V
Corrente de soldadura 5 A ÷ 125 A
Ciclo de trabalho a 30% 125 A
Ciclo de trabalho a 60% 80 A
Ciclo de trabalho a 100% 60 A
Grau de protecção IP 23
Classe de isolamento H
Peso Kg 3,8
Dimensões 220 x 120 x 320
Normas EN 60974.1 / EN 60974.10
ESTA MÁQUINA DE SOLDAGEM NÃO PODE
SER CONECTADA A UM GRUPO ELECTRÓGENO.
PRIMÁRIO
Tensão monofásica 230 V
Frequência 50 Hz / 60 Hz
Consumo efectivo 14 A
Consumo máximo 26 A
SECUNDÁRIO
Tensão em circuito aberto 82 V
Corrente de soldadura 5 A ÷ 130 A
Ciclo de trabalho a 30% 130 A
Ciclo de trabalho a 60% 85 A
Ciclo de trabalho a 100% 70 A
Grau de protecção IP 23
Classe de isolamento H
Peso Kg 3,8
Dimensões 220 x 120 x 320
Normas EN 60974.1 / EN 60974.10
 Loading...
Loading...