


IT
Manuale d’istruzioni 2
Lista ricambi 98-105
LEGGERE
ATTENTAMENTE
EN
FR
DE
ES
Operator’s manual 21
Spare parts list 98-105
Manuel d’instructions 38
Liste pièces de rechange 98-105
Bedienungsanleitung 56
Ersatzteilliste 98-105
Manual de instrucciones 74
Lista repuestos 98-105
READ
CAREFULLY
LIRE
ATTENTIVEMENT
SORGFÄLTIG
LESEN
LEER
ATENTAMENTE
C.so E. Filiberto, 27 - 23900 Lecco - Italy
Tel. ++39.0341.22322 - Fax ++39.0341.422646
Cas. Post. (P.O.BOX) 205
e-mail: cea@ceaweld.com - web: www.ceaweld.com
Dis. n° 1020H623/F Cod. n° 200333 Vers. F 08/2007

IT
ITALIANO
Premessa 2
Descrizione 2
Dati tecnici 3
Limiti d’uso (IEC 60974-1) 3
Metodi di sollevamento dell’impianto 3
Apertura degli imballi 3
Installazione e collegamenti 3
Caricamento del filo 6
Montaggio rulli di trascinamento per acciaio 6
Montaggio rulli di trascinamento per alluminio 6
Apparecchi di comando e controllo 7
Pannello di controllo 8
Visualizzazione della versione del software installato 12
Prima di saldare 12
Processi di saldatura 12
Creazione e memorizzazione
di nuovi punti automatici di saldatura 14
Richiamare i punti automatici
precedentemente memorizzati 15
Copiare e modificare i punti automatici di saldatura 15
Cancellare un punto automatico di saldatura 15
Utilizzo dei punti automatici di saldatura 15
Sequenze di saldatura 15
Reset delle impostazioni 16
Limitazione della modifica dei parametri 16
Funzione "ENERGY SAVING" 16
Saldatura dell'alluminio 16
Manutenzione 16
Comandi a distanza ed accessori 17
Rilievo di eventuali inconvenienti e loro eliminazione 17
Procedura di smontaggio e montaggio coperchio 17
Sostituzione scheda elettronica frontale 17
Condizioni di errore 18
Schema elettrico 92
Legenda schema elettrico 94
Legenda colori 94
Significato dei simboli grafici riportati sulla macchina 96
Significato dei simboli grafici riportati sulla targa dati 97
Lista ricambi 98-102
Complessivo meccanismo di trascinamento a 4 rulli 103
Rulli di trascinamento 104
Ordinazione dei pezzi di ricambio 105
Premessa
Vi ringraziamo per l'acquisto di un nostro prodotto. Per ottenere
dall'impianto le migliori prestazioni ed assicurare alle sue parti la
massima durata, è necessario leggere ed attenersi scrupolosamente alle istruzioni per l'uso contenute in questo manuale e
alle norme di sicurezza contenute nel fascicolo allegato. Se
l'impianto necessitasse di manutenzione o di un intervento di
riparazione questo manuale vi aiuterà a trovare la soluzione più
adatta a risolvere tutti i vostri problemi, tuttavia si consiglia alla
clientela di far eseguire la manutenzione ed eventualmente la riparazione dell'impianto, presso le officine della nostra organizzazione di assistenza, in quanto provviste di appropriate attrezzature e di personale particolarmente qualificato e costantemente addestrato. Tutte le nostre macchine ed apparecchiature sono
soggette ad un continuo sviluppo. Dobbiamo quindi riservarci
modifiche riguardanti la costruzione e la dotazione.
Descrizione
GENERATORI A INVERTER MULTIFUNZIONE PER SALDATURA DOPPIO PULSATO, MIG-PULSATO, MIG-MAG, MMA e
TIG
I generatori multifunzione DIGISTAR 250 DUAL PULSED basati
sulla più moderna tecnologia inverter IGBT con controllo interamente digitale, permettono di effettuare saldature di alta qualità,
sia in MIG/MAG sia in MIG pulsato e Doppio pulsato su tutti i
materiali ed in particolar modo su acciaio Inox, alluminio e lamiere galvanizzate, riducendo al minimo le rilavorazioni dovute alla
presenza di spruzzi. Innovativi, robusti e semplici da utilizzare, gli
impianti di saldatura DIGISTAR 250 DUAL PULSED rappresentano la soluzione ideale per tutti quei lavori che richiedono elevata precisione e ripetibilità dei risultati, rendendo questi generatori
particolarmente adatti per gli impieghi in tutti i campi industriali e
professionali, in modo particolare nella manutenzione qualificata
e nel settore automobilistico. Caratterizzati da dimensioni e peso
ridotti, i generatori DIGISTAR 250 DUAL PULSED sono facil-
mente trasportabili e consentono di avere disponibile in tutte le
condizioni di lavoro un prodotto di altissimo livello tecnologico.
La grande versatilità dei generatori DIGISTAR 250 DUAL
PULSED, permette di ottenere ottime prestazioni anche nella
saldatura TIG con innesco tipo "lift" e nella saldatura ad elettrodo (MMA).
Le principali caratteristiche dell'unità di saldatura DIGISTAR 250
DUAL PULSED sono:
• Design innovativo e funzionale;
• Struttura portante in metallo con pannello frontale in apposito
materiale antiurto;
• Robusta maniglia integrata nel telaio;
• Comandi protetti contro urti accidentali;
• Controllo digitale sinergico di tutti i parametri di saldatura;
• Controllo del ciclo iniziale e finale di saldatura;
• Controllo del BURN BACK. Al termine della saldatura, in ogni
condizione e con qualsiasi materiale, il controllo digitale assicura un taglio perfetto del filo evitando la formazione della classica indesiderata "pallina" garantendo una corretta riaccensione
dell'arco;
2

• Eccezionali caratteristiche di saldatura in MIG/MAG, MIG pul-
sato e MIG doppio pulsato con tutti i materiali e diversi tipi di
gas in assenza di spruzzi;
• Elevate caratteristiche di saldatura MMA e TIG con innesco
tipo "Lift";
• Possibilità di memorizzare programmi personalizzati di saldatura;
• Monitoraggio e ripetitività dei parametri di saldatura;
• Semplicità di utilizzo con facile selezione e richiamo dei para-
metri e dei programmi di saldatura;
• Consumo di energia ridotto;
• Esclusivo dispositivo SWS "Smart Welding Stop" per la fine
della saldatura in TIG. Sollevando la torcia senza spegnere l'arco
si introduce uno slope down con spegnimento automatico;
• WSC "Wire start control". Dispositivo di controllo dell'innesco
dell'arco che previene eventuali incollature del filo al pezzo da
saldare o all'ugello della torcia ed assicura inneschi dell'arco
sempre precisi e morbidi specialmente nella saldatura dell'alluminio;
• WFC "Controllo forma d'onda". I parametri di saldatura e la
forma d'onda dell'impulso, controllati digitalmente dal microprocessore, sono monitorati e modificati in pochi microsecondi
mantenendo l'arco costantemente preciso e stabile al continuo variare delle condizioni di saldatura dovute al movimento
della torcia ed alle irregolarità dei particolari da saldare;
• Funzione "Energy Saving" che attiva la ventilazione del generatore ed il raffreddamento della torcia solo quando è necessario;
• Dispositivo di autodiagnosi per la rilevazione dei guasti;
• Chiave di blocco parziale o totale dell'impianto con accessi
regolabili tramite password;
• L'impiego di torce MIG speciali consente la regolazione a distanza dei parametri di saldatura direttamente dalla torcia;
• Trainafilo incorporato a 4 rulli di grande diametro che garantisce un preciso e costante avanzamento del filo;
• Manopole graduate per una precisa regolazione della pressione sul filo che resta invariata all'apertura e chiusura dei bracci;
• Rulli a doppia cava sostituibili senza l'uso di utensili;
• Alloggiamento per bobine di filo di Ø max 300 mm.
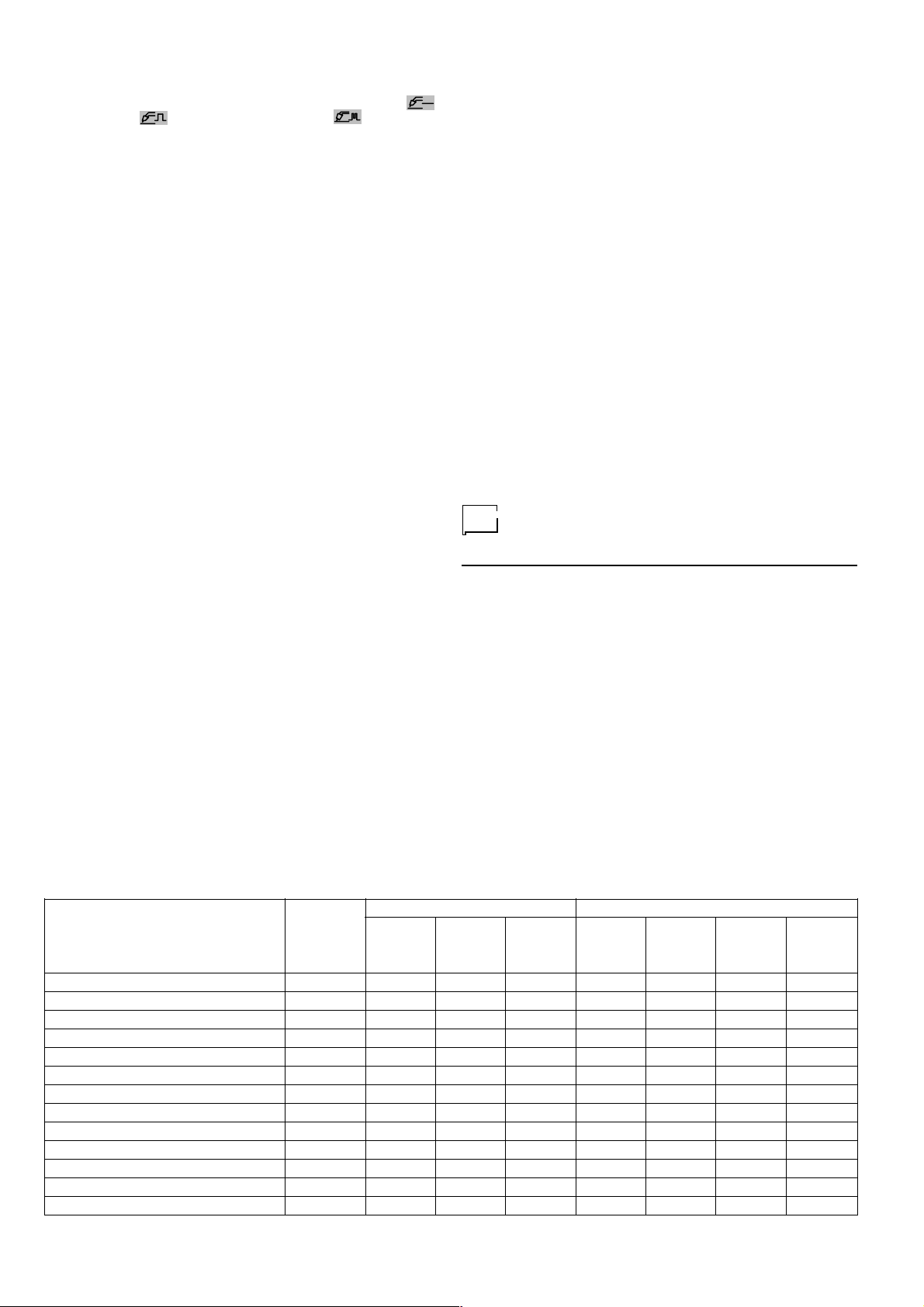
Dati tecnici
I dati tecnici generali sono riportati nella tabella 1.
Limiti d’uso (IEC 60974-1)
Modello
Alimentazione trifase 50/60Hz
Campo di regolazione
Potenza di installazione
Tensione secondaria a vuoto
Corrente utilizzabile al 100%
Corrente utilizzabile al 60%
Corrente utilizzabile al 40%
Classe di isolamento
Grado di protezione
Dimensioni
Peso
Potenza motore di
trascinamento
N° rulli
Diametro filo
Velocità nominale di
trascinamento del filo
Tipi di fili di apporto
Rocchetto
Diametro
Peso
Gas di protezione
Liquido di raffreddamento
Pressione massima
Tabella 1
DIGISTAR 250
DUAL PULSED
V
A
kVA
V
A
A
A
mm
kg
W
mm
m/min
• Acciaio al carbonio
• Acciaio inox
• Alluminio magnesio
• Alluminio silicio
• Fili animati basici e rutili
Ømm
kg
• Anidride carbonica
• Argon puro
• Argon-Anidride carbonica-Ossigeno
• Miscele di Argon e Anidride
carbonica
bar
400
10-250
7,8
63
160
200
250
H
IP 23
615-525-290
28
50
4
0,6-1,2
1-22
300
20 (max)
Acqua distillata
3,5
L’utilizzo di una saldatrice è tipicamente discontinuo in quanto
composto da periodi di lavoro effettivo (saldatura) e periodi di
riposo (posizionamento pezzi, sostituzione filo, operazioni di
molatura, ecc.). Questa saldatrice è dimensionata per erogare la
corrente I
lavoro del 40% rispetto al tempo di impiego totale. Le norme in
vigore stabiliscono in 10 minuti il tempo di impiego totale. Come
ciclo di lavoro viene considerato il 40% di tale intervallo. Superando il ciclo di lavoro consentito si provoca l’intervento di una
protezione termica che preserva i componenti interni della saldatrice da pericolosi surriscaldamenti. L’intervento della protezione termica è segnalato dal lampeggio sui display di alcune
scritte (vedi paragrafo "Condizioni di errore"). Dopo qualche minuto la protezione termica si riarma in modo automatico e la saldatrice è nuovamente pronta all’uso. Questo generatore è costruito secondo il grado di protezione IP 23.
max nominale, in tutta sicurezza, per un periodo di
2
Metodi di sollevamento dell’impianto
Sollevare da terra l'impianto, dopo averlo avvolto con delle cinghie di sollevamento, in maniera stabile e sicura imbragandolo
dal basso.
La saldatrice è dotata di una maniglia centrale per il trasporto
manuale della macchina.
NOTA: Questi dispositivi di sollevamento e trasporto sono conformi alle disposizioni prescritte nella norme europee. Non usare
altri dispositivi come mezzi di sollevamento e trasporto.
Apertura degli imballi
L'impianto è costituito essenzialmente da:
• Unità per la saldatura;
• Torce di saldatura MIG-MAG;
• Unità per il raffreddamento della torcia di saldatura (HR26) (op-
tional);
• Carrello per il trasporto (optional).
Eseguire le seguenti operazioni al ricevimento dell’impianto:
• Togliere il generatore di saldatura e tutti i relativi accessoricomponenti dai relativi imballi;
• Controllare che l’impianto di saldatura sia in buono stato o altrimenti segnalarlo immediatamente al rivenditore distributore;
• Controllare che tutte le griglie di ventilazione siano aperte e
che non vi siano oggetti che ostruiscano il corretto passaggio
dell’aria.
Installazione e collegamenti
Il luogo di installazione dell’impianto deve essere scelto con cura,
in modo da assicurare un servizio soddisfacente e sicuro. L’uti-
lizzatore è responsabile dell’installazione e dell’uso dell’impianto
in accordo con le istruzioni del costruttore riportate in questo
manuale. Prima di installare l’impianto l’utilizzatore deve tenere
in considerazione i potenziali problemi elettromagnetici dell’area
di lavoro. In particolare, suggeriamo di evitare che l’impianto sia
installato nella adiacenza di:
• cavi di segnalazione, di controllo e telefonici;
• trasmettitori e ricevitori radiotelevisivi;
• computers o strumenti di controllo e misura;
• strumenti di sicurezza e protezione.
3

I portatori di pace-maker, di protesi auricolari e di apparecchiature similari devono consultare il proprio medico prima di avvicinarsi all’impianto in funzione. L’ambiente di installazione dell’impianto deve essere conforme al grado di protezione della carcassa.
L’unità di saldatura è caratterizzata dalle seguenti classi:
• classe di protezione IP 23 indica che l’impianto può essere
usato sia in ambienti interni che all’aperto;
• classe di utilizzo “S” significa che l’impianto può essere usato
in ambienti con rischio accresciuto di scosse elettriche.
COLLEGAMENTO DEI CAVI DI SALDATURA
Saldatura elettrodo MMA
Allacciare, sempre a macchina disinserita dalla rete, i cavi di saldatura ai morsetti d’uscita (Positivo e Negativo) della saldatrice,
collegandoli alla pinza e alla massa con la polarità prevista per il
Questo impianto è raffreddato mediante circolazione forzata di
aria e deve quindi essere disposto in modo che l’aria possa essere facilmente aspirata ed espulsa dalle aperture praticate nel
telaio.
L'impianto deve essere montato procedendo nel seguente modo:
• Montaggio del carrello (optional);
• Fissaggio dell'unità di saldatura al carrello;
• Fissaggio dell'unità di raffreddamento (optional) al carrello ed
alla saldatrice (connessioni elettriche ed idrauliche).
• Collegamento dei cavi di saldatura.
• Allacciamento della saldatrice alla linea di utenza;
Le istruzioni per il montaggio dei singoli optional sono contenute
negli appositi imballi.
tipo di elettrodo da impiegarsi (Fig. A). Attenersi, comunque, alle
indicazioni fornite dai fabbricanti di elettrodi. I cavi di saldatura
devono essere il più corti possibile, devono essere tra loro vicini,
posizionati a livello del pavimento o vicino ad esso.
2000H933
Saldatura TIG
Per iniziare a saldare in TIG eseguire i collegamenti indicati nella
Fig. B e più precisamente (a macchina spenta):
• Allacciare il tubo gas, proveniente dall'attacco rapido della torcia con valvola per la saldatura TIG , alla bombola del gas ed
aprirla. Le bombole del gas vengono fornite con un riduttore di
pressione per la regolazione della pressione del gas utilizzato
in saldatura.
• collegare il cavo di massa alla connessione rapida contrassegnata dal simbolo + (positivo) ed in seguito la relativa pinza
massa al pezzo da saldare o al piano portapezzi in zona libera
da ruggine, vernice e grasso;
• collegare il cavo di potenza della torcia alla connessione rapida contrassegnata dal simbolo - (negativo).
Pezzo di saldatura
Il pezzo da saldare dovrebbe essere sempre collegato a terra
per ridurre le emissioni elettromagnetiche. Occorre però prestare molta attenzione che il collegamento di terra del pezzo da
saldare non aumenti il rischio di infortuni all’utilizzatore o di danni ad altre apparecchiature elettriche.
Quando è necessario collegare il pezzo da saldare a terra, è opportuno eseguire un collegamento diretto fra il pezzo ed il
pozzetto di terra. Nei Paesi in cui questa connessione non è
permessa, collegare il pezzo da saldare alla terra mediante opportuni condensatori in accordo con le norme Nazionali.
FIG. A
2000H934
FIG. B
4

Saldatura MIG-MAG / MIG PULSATO/ MIG DOPPIO
PULSATO
Per iniziare a saldare in MIG-MAG eseguire i collegamenti indicati nella Fig. C e più precisamente (a macchina spenta):
• collegare il tubo del gas alla bombola. Le bombole del gas
vengono fornite con un riduttore di pressione per la regolazione della pressione del gas utilizzato in saldatura.
• collegare il cavo di massa alla connessione rapida contrassegnata dal simbolo - (negativo) ed in seguito la relativa pinza
massa al pezzo da saldare o al piano portapezzi in zona libera
da ruggine, vernice e grasso. L'impiego di cavi di massa particolarmente lunghi provoca cadute di tensione e alcuni proble-
mi dovuti alla maggiore resistenza e induttanza dei cavi che
possono causare difetti di saldatura. Per evitare questi inconvenienti seguire le seguenti prescrizioni:
- adottare cavi di massa di sezione adeguata;
- distendere il più possibile i cavi evitando la formazione di
spire.
• avvitare il cavo di potenza della torcia all'attacco centralizzato
posto sul pannello frontale della macchina e collegare i tubi di
mandata (colore blu) e ritorno (colore rosso) dell'acqua ai rispettivi attacchi rapidi (di colore blu e rosso) posti sul carrello.
ALLACCIAMENTO DELLA SALDATRICE ALLA LINEA
DI UTENZA
L’allacciamento della macchina alla linea di utenza è un’operazione che deve essere eseguita solo ed esclusivamente da
personale qualificato.
Prima di collegare la saldatrice alla linea di utenza, controllare che i dati di targa della stessa corrispondano al valore della tensione e frequenza di rete e che l’interruttore di linea
della saldatrice sia sulla posizione "O".
Collegare la saldatrice esclusivamente a reti industriali e non
alla rete pubblica di distribuzione.
L’allacciamento alla rete deve essere eseguito mediante il cavo
quadripolare in dotazione all’impianto. Il cavo è costituito da:
• 3 conduttori servono per il collegamento della macchina alla
rete;
• il quarto, di colore GIALLO-VERDE, serve per eseguire il collegamento di "TERRA".
Collegare al cavo di alimentazione una spina normalizzata
(3p+t) di portata adeguata e predisporre una presa di rete
dotata di fusibili o interruttore automatico; l’apposito terminale di terra deve essere collegato al conduttore di terra (GIALLO-VERDE) della linea di alimentazione.
2000F935
FIG. C
Tabella 2
Modello
2 Max nominale 40% (*)
I
Potenza di
installazione
Corrente nominale fusibili
ritardati
A
kVA
A
Cavo allacciamento rete
Lunghezza
Sezione
Cavo di massa
m
mm
mm
(*) Fattore di servizio
La tabella 2 riporta i valori di portata consigliati per fusibili di
linea ritardati scelti in base alla corrente massima nominale erogata dalla saldatrice e alla tensione nominale di alimentazione.
NOTA: Eventuali prolunghe del cavo di alimentazione devono essere di sezione adeguata, in nessun caso inferiore a quella del
cavo di dotazione.
DIGISTAR 250
DUAL PULSED
2
2
250
7,8
10
4
1,5
35
5

Caricamento del filo
Montaggio rulli di trascinamento per
• Infilare il rocchetto (Ø 300 mm MAX) sull’apposito supporto in
modo tale che il filo si svolga in senso orario e centrando il
riferimento sporgente del supporto con il rispettivo foro nella
bobina.
• Infilare il capo del filo nella guida posteriore (pos. 1, fig. D) sul
meccanismo di trascinamento.
• Alzare il rullo folle (pos. 8, fig. D) sbloccando i dispositivi di
pressione dei rulli (pos. 5, fig. D). Controllare che i rulli motore
(pos. 3, fig. D) portino stampigliato sulla faccia esterna il diametro corrispondente al filo usato.
• Infilare il filo nel guidafilo dell'attacco centralizzato (pos. 4, fig.
D) per qualche centimetro. Abbassare il braccetto porta rullo
folle assicurandosi che il filo entri nella cava del rullo motore.
Eventualmente regolare la pressione tra i rulli agendo sull’apposita vite (pos. 5 fig. D). La pressione corretta è quella minima
che non consente ai rulli di slittare sul filo. Una pressione eccessiva è causa di deformazione del filo e di aggrovigliamenti
all’ingresso della guaina, una pressione insufficiente porta come
conseguenza irregolarità in saldatura.
5
2
2
8
8
9
1
4
alluminio
SMONTAGGIO RULLI ESISTENTI (fig. E)
Svitare il perno fissaggio (posizione 1) mediante l’apposita chiave ed estrarre il cuscinetto assieme ai distanziali (posizione 2).
1
2
FIG. E
3
3
7
6
FIG. D
Montaggio rulli di trascinamento per
acciaio
Svitare la vite (pos. 6, fig. D). Alzare il braccetto porta rullo folle
(pos. 2, fig. D) e procedere come segue:
• Ogni rullo riporta sulle due facce esterne il tipo di filo e il diametro;
• Montare i rulli idonei (pos. 3, fig. D) facendo attenzione alla
corretta posizione della scanalatura in funzione del diametro
del filo utilizzato;
• Riavvitare la vite (pos. 6, fig. D).
MONTAGGIO RULLI KIT ALLUMINIO (fig. F)
Inserire il rullo folle ed il distanziale in dotazione al kit nella sede
dell’ingranaggio (vedi figura sul lato destro) e bloccare il tutto sul
braccetto mediante il perno di fissaggio (posizione 1).
Svitare la vite di fissaggio (posizione 3) e sostituire i 2 rulli con i
corrispondenti presenti nel kit.
1
6
FIG. F

Apparecchi di comando e controllo
5
1
2
3
Pos. 1 Attacco rapido polarità negativa
Pos. 2 Connettore per comandi ausiliari saldatura
Pos. 3 Attacco rapido polarità positiva
Pos. 4 Attacco centralizzato torcia
4
6
Pos. 5 Interruttore di linea. Nella posizione "O" la saldatrice è
spenta.
Pos. 6 Connettore per l’alimentazione impianto di raffreddamen-
to HR26
7

Pannello di controllo
COMANDI A PULSANTE
Pulsante SELEZIONE PARAMETRI - A
Permette la selezione dei seguenti parametri (se attivi) e ad ogni
pressione del pulsante la macchina passa a selezionare il successivo parametro (funzione valida per tutti i pulsanti elencati)
rispettando il seguente ordine:
• SPESSORE PEZZO DI SALDATURA - Campo di regolazione
possibile (variabile a seconda del processo di saldatura scelto)
da 0,6 a 20 mm con intervallo di regolazione di 0,1mm;
• CORRENTE DI SALDATURA - Campo di regolazione possibile
(variabile a seconda del processo di saldatura scelto) da 10 a
250 A con intervallo di regolazione di 1A;
• VELOCITÀ DEL FILO - Campo di regolazione possibile (variabile a seconda del processo di saldatura scelto) da 1 a 22m/
min con intervallo di regolazione di 0,1m/min.
Pulsante PROCESSO DI SALDATURA
Permette la selezione di 5 processi di saldatura:
• MIG PULSATO;
• MIG DOPPIO PULSATO;
• MIG/MAG;
• ELETTRODO o MMA;
• TIG con innesco tipo "LIFT".
Pulsante MODO DI SALDATURA
Permette la selezione di 5 modi di saldatura:
• 2T (due tempi)
Premendo il pulsante torcia si effettua il ciclo di saldatura mentre rilasciandolo termina la saldatura.
• 4T (quattro tempi)
Premendo e rilasciando il pulsante torcia si inizia il ciclo di saldatura. Premendo e rilasciando il pulsante torcia si termina il
ciclo di saldatura.
• 2T CRATERE
CSC [%]
StS [%]
PrG [s]
100%
SCt [s]
SLO [A/s]
SLO [A/s]
ECt [s]
CEC [%]
PoG [s]
1) Premendo il pulsante torcia si innesca l'arco e la corrente
rimane al valore di CORRENTE INIZIALE DI CRATERE (CSC)
per un tempo definito dal parametro TEMPO DELLA CORRENTE INIZIALE (SCt).
Successivamente la corrente si porta al valore nominale
(CORRENTE DI SALDATURA) con una pendenza definita
dal parametro SLOPE (SLO).
8

2) Rilasciando il pulsante torcia la corrente si porta al valore di
CORRENTE FINALE DI CRATERE (CEC) con una pendenza definita dal parametro SLOPE (SLO).
In seguito la corrente rimane al valore di CORRENTE FINALE DI CRATERE (CEC) per un tempo definito dal parametro
TEMPO DELLA CORRENTE FINALE (ECt) prima di terminare la saldatura.
• 4T CRATERE
CSC [%]
StS [%]
PrG [s]
100%
SCt [s]
SLO [A/s]
SLO [A/s]
ECt [s]
CEC [%]
PoG [s]
Pulsante RUN/MEM
A questo pulsante vengono associate due funzioni:
• Funzione RUN utilizzata per visualizzare le caratteristiche (materiale, diametro del filo, tipo di gas ecc.) dei programmi forniti
dal costruttore (in tipologia SINERGICA) e richiamati dall'utente tramite i pulsanti SCORRIMENTO PROGRAMMI.
• Funzione MEM utilizzata per memorizzare le impostazioni di
saldatura definite dall'utente (99 punti di saldatura diversi in
tipologia AUTOMATICA).
Pulsante PROVA GAS
L'elettrovalvola viene attivata ed il gas comincia ad uscire quando questo pulsante viene premuto e rilasciato. La fuoriuscita di
gas termina, in modo automatico, dopo 30 secondi oppure, in
modo manuale, premendo e rilasciando il pulsante.
Pulsante FUNZIONI SPECIALI
Questo pulsante permette la visualizzazione e la modifica di alcuni parametri necessari e fondamentali per la saldatura che sono
già stati precedentemente impostati dal costruttore in fabbrica. I
parametri variano a seconda del processo e del modo di saldatura utilizzato e vengono memorizzati per ciascun programma e
punto automatico di saldatura.
1) Premendo il pulsante torcia si innesca l'arco e la corrente
rimane al valore di CORRENTE INIZIALE di CRATERE
(CSC).
2) Rilasciando il pulsante torcia viene effettuato lo SLOPE
(SLO) e la corrente si porta al valore nominale (CORRENTE
DI SALDATURA).
3) Premendo il pulsante torcia viene effettuato lo SLOPE (SLO)
e la corrente si porta al valore di CORRENTE FINALE di
CRATERE (CEC).
4) Rilasciando il pulsante si conclude il ciclo di saldatura.
• PUNTATURA (Spot).
Permette di effettuare, premendo il pulsante torcia, la puntatura
per un periodo di tempo preimpostato (in secondi) al termine
del quale l'arco si spegne automaticamente.
Pulsante TIPOLOGIA DI LAVORO/MODALITA' DI
SALDATURA
Permette la selezione di 3 differenti tipologie/modalità di lavoro:
• MODALITÀ SINERGICA (SYN);
• MODALITÀ MANUALE (MAN);
• MODALITÀ AUTOMATICA (AUT).
Questo pulsante non è attivo nei processi ELETTRODO e TIG
con innesco tipo "LIFT".
Pulsante SCORRIMENTO PROGRAMMI (+/-)
Questo pulsante è utilizzato per scorrere i programmi forniti dal
costruttore in modalità SINERGICA, i punti di saldatura memorizzati dall’utente e le sequenze di saldatura in modalità AUTOMATICA (99 punti).
Pulsante PROVA FILO
Il motore viene attivato per un tempo di circa 3 sec con una velocità fissa (stabilita dal costruttore) pari a 1m/min ed il filo inizia ad
avanzare appena questo pulsante viene premuto. Trascorso questo tempo in circa 1 sec il motore si porta ad una velocità di 8m/
min. Quando viene rilasciato il processo termina. Per continuare
a far avanzare il filo è necessario continuare a tenere premuto il
pulsante.
Pulsante SELEZIONE PARAMETRI - V
Permette la selezione dei seguenti parametri (se attivi):
• REGOLAZIONE FINE DELLA TENSIONE DI SALDATURA - Tensione di saldatura compresa tra -25% e +25% del valore di
tensione impostato con intervallo di regolazione dell' 1%;
• TENSIONE DI SALDATURA - parametro calcolato diversamente
a seconda della tipologia di saldatura selezionata:
- Tensione di saldatura compresa tra -25% e +25% del valore
di tensione impostato con intervallo di regolazione dell'1%
in modalità SINERGICA;
- da 10V a 40V con intervallo di regolazione di 0,1V in modali-
tà MANUALE;
• INDUTTANZA ELETTRONICA - parametro che assume diversi
significati a seconda del processo di saldatura selezionato:
- Variazione della risposta dinamica della macchina (valido per
i processi MIG/MAG, MIG PULSATO, MIG DOPPIO PULSATO con campo di regolazione da -32 a +32 e intervallo di
regolazione 1);
- Arc Force (valido per il processo MMA con campo di regola-
zione da 0 a 100 e intervallo di regolazione 1).
9

COMANDI A MANOPOLA
Manopola ENCODER 1
Con questo encoder si possono modificare i valori dei
parametri (se attivi) visualizzati sul display VISUALIZZAZIONE PARAMETRI - A.
Manopola ENCODER 2
Con questo encoder si possono modificare i valori dei
parametri (se attivi) visualizzati sul display VISUALIZZAZIONE PARAMETRI - V.
INDICAZIONI A DISPLAY E LED
Led SELEZIONE PARAMETRI - A
Led PROCESSO DI SALDATURA
Led TIPOLOGIA DI LAVORO
Led FUNZIONI SPECIALI
Led SELEZIONE PARAMETRI - V
Quando questi led sono accesi significa che è stato selezionato
il corrispondente parametro (funzione attiva), il cui valore viene
visualizzato sul display di riferimento.
Led MODO DI SALDATURA
Quando questi led sono accesi significa che è stato selezionato
il corrispondente parametro (funzione attiva), il cui valore viene
visualizzato sul display di riferimento.
10

Le 5 modalità di saldatura sono indicate quando i led sono attivi
nel seguente modo:
Modo di saldatura selezionato: 2T
Display VISUALIZZAZIONE PARAMETRI - A
Questo display visualizza le seguenti funzioni (se attive):
• La CORRENTE DI SALDATURA sia preimpostata (solo in
tipologia SINERGICA) che reale;
• La VELOCITÀ DEL FILO sia preimpostata che reale;
• Lo SPESSORE DEL PEZZO DI SALDATURA preimpostato (solo
in tipologia SINERGICA).
Modo di saldatura selezionato: 4T
Modo di saldatura selezionato: 2T CRATERE
Modo di saldatura selezionato: 4T CRATERE
Modo di saldatura selezionato: PUNTATURA
Led ENCODER 1
Indica che il valore del parametro visualizzato dal display VISUALIZZAZIONE PARAMETRI - A è modificabile ruotando la manopola ENCODER 1.
Led ENCODER 2
Indica che il valore del parametro visualizzato dal display VISUALIZZAZIONE PARAMETRI - V è modificabile ruotando la manopola ENCODER 2.
Led HOLD
Indica che i valori dei parametri visualizzati dai display VISUALIZZAZIONE PARAMETRI - A e V sono rispettivamente i valori di
corrente e di tensione al termine dell'ultima saldatura. Il led lampeggia per 15 secondi oppure fino al momento in cui si preme un
qualsiasi tasto attivo in quel momento.
Display VISUALIZZAZIONE PARAMETRI - V
Questo display visualizza le seguenti funzioni (se attive):
• La TENSIONE DI SALDATURA sia preimpostata (solo in
tipologia SINERGICA) che reale;
• La REGOLAZIONE FINE DELLA TENSIONE DI SALDATURA
(solo in tipologia SINERGICA);
• L'INDUTTANZA ELETTRONICA.
Display VISUALIZZAZIONE PROGRAMMI
Questo display visualizza:
• Il numero del programma quando appare la scritta P + un numero variabile da 000 a 299;
• Il numero dell'impostazione (punto) di lavoro quando appare la
scritta Au + un numero variabile da 01 a 99.
Quando i numeri che seguono le scritte sono fissi l'impostazione
è attiva, quando lampeggiano le impostazioni non sono attive
ma solamente memorizzabili.
11

Visualizzazione della versione del
software installato
La DIGISTAR 250 DUAL PULSED è dotata di un controllo digitale con a bordo un software definito in fabbrica. Questo software
è passibile di continue evoluzioni e miglioramenti. Il software di
ogni scheda è identificato da un numero/versione specifico/a
visualizzabile sul display VISUALIZZAZIONE PROGRAMMI nei
seguenti modi:
• MICROCONTROLLORE PRINCIPALE
Mettere in funzione la saldatrice ruotando l’interruttore, posto
sul pannello posteriore, sulla posizione 1, premere il pulsante
FUNZIONI SPECIALI e successivamente il pulsante RUN/MEM.
• MICROCONTROLLORE AUSILIARIO
Mettere in funzione la saldatrice ruotando l’interruttore, posto
sul pannello posteriore, sulla posizione 1, premere il pulsante
FUNZIONI SPECIALI e successivamente il pulsante PROVA
FILO.
Prima di saldare
IMPORTANTE: Prima di accendere l'unità, verificare nuovamen-
te che la tensione e la frequenza della rete di alimentazione corrispondano ai dati di targa.
• Mettere in funzione la saldatrice ruotando l'interruttore, posto
sul pannello posteriore, sulla posizione 1 (NOTA BENE: ad ogni
accensione sulla macchina verranno visualizzate le ultime
impostazioni effettuate prima dello spegnimento);
• Impostare le varie unità a seconda del processo di saldatura
desiderato.
Processi di saldatura
Parametri di saldatura
Nella tabella 3 sono indicati i valori di corrente da utilizzare con i
rispettivi elettrodi per la saldatura degli acciai comuni e basso
legati. Tali dati non hanno un valore assoluto ma semplicemente
orientativo; per una scelta precisa seguire le indicazioni date dai
fabbricanti di elettrodi. La corrente da impiegare dipende dalle
posizioni di saldatura, dal tipo di giunto e varia in modo crescente in funzione dello spessore e delle dimensioni del pezzo. Il valore dell’intensità di corrente da utilizzare per i vari tipi di saldatura, entro il campo di regolazione indicato sulla tabella 3 è:
• Elevato per le saldature in piano, in piano frontale e verticale
ascendente;
• Medio per le saldature sopratesta;
• Basso per la saldatura verticale discendente e per unire pezzi
di piccole dimensioni preriscaldati.
Un’indicazione, abbastanza approssimata, della corrente media
da impiegare nella saldatura di elettrodi per acciaio normale è
fornita dalla seguente formula:
I = 50 x (Øe – 1 )
dove: I = intensità di corrente di saldatura
Øe = diametro dell’elettrodo
Esempio: Diametro elettrodo 4 mm
I = 50 x (4 –1 ) = 50 x 3 = 150A
Prima di effettuare la saldatura sui display VISUALIZZAZIONE
PARAMETRI - A (abbreviato dVPA) e VISUALIZZAZIONE PARAMETRI - V (abbreviato dVPV) vengono visualizzati i valori
preimpostati della corrente di saldatura
verso la manopola ENCODER 1) e della tensione a vuoto (non
modificabile) o dell' "arc force" (se selezionata - modificabile attraverso la manopola ENCODER 2).
Durante il processo di saldatura sui display dVPA e dVPV vengono visualizzati i valori della corrente di saldatura
saldando (modificabile attraverso la manopola ENCODER 1) e
della tensione di saldatura
(se selezionata - modificabile (su una scala di valori variabile da 0
a 100 (valore assoluto) con intervallo di regolazione di 1 - parametro che aumenta l'energia d'arco in condizioni di saldatura
gravosa) attraverso la manopola ENCODER 2).
(non modificabile) o dell' "arc force"
(modificabile attra-
a cui si sta
SALDATURA AD ELETTRODO
Per la saldatura di elettrodi rivestiti con dispositivi regolabili dall'utente "arc force" (regolabile attraverso il pulsante SELEZIONE
PARAMETRI - V) e "hot start" (regolabile attraverso il pulsante
FUNZIONI SPECIALI).
Si accede a questa modalità di saldatura premendo il pulsante
PROCESSO DI SALDATURA e posizionandosi su MMA
Collegare i cavi di saldatura secondo quanto descritto nel paragrafo "Collegamento dei cavi di saldatura - saldatura ad ELETTRODO (Fig. A)".
Ø ELETTRODO
(mm)
1,6
2
2,4
3,2
4
4,8
5,6
6,4
8
6010
6011
-
-
40-80
75-125
110-170
140-215
170-250
210-320
275-425
TIPO DI ELETTRODO - Campo di regolazione della corrente (A)
6012
20-40
25-60
35-85
80-140
110-190
140-240
200-320
250-400
300-500
6013
20-40
25-60
45-90
80-130
105-180
150-230
310-300
250-350
320-430
6020
100-150
130-190
175-250
225-310
275-375
340-450
.
-
-
125-185
160-240
210-300
250-350
300-420
375-475
Funzioni speciali
• HOT START cioè la sovracorrente erogata nel momento del-
l'accensione dell'arco. (Hot - da 0 a 100 con intervallo di regolazione di 1) In elettrodo è possibile accedere, tramite la pressione del pulsante FUNZIONI SPECIALI, alla funzione "hot start"
(regolabile tramite la manopola ENCODER 2 e non modificabile
in saldatura).
SALDATURA TIG CON INNESCO TIPO "LIFT"
Si accede a questa modalità di saldatura premendo il pulsante
PROCESSO DI SALDATURA e posizionandosi su TIG con innesco tipo "Lift"
Collegare i cavi di saldatura secondo quanto descritto nel paragrafo "Collegamento dei cavi di saldatura - saldatura TIG (Fig.
B)".
.
Tabella 3
SPESSORE
6027
-
-
-
7014
-
-
80-125
110-160
150-210
200-275
260-340
330-415
390-500
7015
7016
-
-
65-110
100-150
140-200
180-255
240-320
300-390
375-475
7018
-
-
70-100
115-165
150-220
200-275
260-340
315-400
375-470
7024
7028
-
100-145
140-190
180-250
230-305
275-365
335-430
400-525
SALDATURA
(mm)
≤≤
≤ 5
≤≤
≤≤
≤ 6,5
≤≤
> 3,5
> 6,5
> 9,5
> 13
12

Parametri di saldatura
Nella tabella 4 sono indicati i valori di corrente da utilizzare con i
rispettivi elettrodi per la saldatura TIG AC e DC. Tali dati non
hanno un valore assoluto ma semplicemente orientativo; per una
scelta precisa seguire le indicazioni date dai fabbricanti di elettrodi. Il diametro dell'elettrodo da impiegare è direttamente proporzionale alla corrente usata per saldare.
Prima di effettuare la saldatura sui display VISUALIZZAZIONE
PARAMETRI - A (abbreviato dVPA) e VISUALIZZAZIONE PARAMETRI - V (abbreviato dVPV) vengono visualizzati i valori
preimpostati della corrente di saldatura
verso la manopola ENCODER 1) e della tensione a vuoto
modificabile)
Durante il processo di saldatura sui display dVPA e dVPV vengono visualizzati i valori della corrente di saldatura
saldando (modificabile attraverso la manopola ENCODER 1) e
della tensione di saldatura
In questo processo mediante l'innovativo innesco tipo "lift" a controllo termico (TCS), le accensioni avvengono in modo preciso e
veloce, riducendo al minimo le inclusioni di tungsteno e annullando le incisioni sul pezzo da saldare.
La saldatrice è dotata anche dell'esclusivo dispositivo SWS
"Smart Welding Stop" per la fine della saldatura in TIG. Sollevando la torcia senza spegnere l'arco si introduce uno slope down
con spegnimento automatico.
Funzioni speciali
Non esistono funzioni speciali associate a questo processo.
(non modificabile).
(modificabile attra-
(non
a cui si sta
Tabella 4
TIPO DI ELETTRODO
Campo di regolazione della corrente (A)
Ø ELETTRODO
(mm)
1
1,6
2,4
3,2
4
Tungsteno
Ce 1%
Grigio
10-50
50-80
80-150
150-250
200-400
TIG DC
Tungsteno
Ce 1%
Grigio
10-50
50-80
80-150
150-250
200-400
SALDATURA MIG-MAG, MIG PULSATO E MIG
DOPPIO PULSATO
Prima di iniziare a saldare eseguire le seguenti operazioni:
• Togliere l'ugello guidafilo dalla torcia per permettere, durante il
caricamento, la libera fuoriuscita del filo. Si ricorda che l'ugello
guidafilo deve corrispondere al diametro del filo usato;
• Azionare il pulsante prova motore sino alla fuoriuscita del filo
dalla torcia;
• Riavvitare l'ugello guidafilo all'estremità della torcia;
• Aprire il rubinetto della bombola lentamente e agire sulla ma-
nopola del riduttore per ottenere una pressione di circa 1,3-1,7
bar;
• Azionare il pulsante prova gas e regolare il flusso ad un valore
compreso tra 14 e 20 l/min a seconda della corrente usata per
saldare;
• La saldatrice è pronta per saldare.
Tipologia di lavoro SINERGICA
Si accede a questa modalità di saldatura premendo il pulsante
PROCESSO DI SALDATURA posizionandosi su MIG-MAG
MIG PULSATO
il pulsante TIPOLOGIA DI LAVORO posizionandosi su SYN.
La sinergia non è altro che un legame che unisce numerose grandezze diverse fra di loro nel senso che quando viene modificata
una di queste grandezze le altre variano di conseguenza in modo
automatico e sinergico.
Il generatore DIGISTAR 250 DUAL PULSED permette l'inseri-
mento di 100 programmi, forniti dal costruttore, validi per ogni
processo di saldatura e così suddivisi:
• 100 programmi in MIG-MAG (n° di programma da 1 a 99);
• 100 programmi in MIG PULSATO (n° di programma da 101 a
199);
• 100 programmi in MIG DOPPIO PULSATO (n° di programma
da 201 a 299).
o MIG DOPPIO PULSATO e premendo
Al momento della consegna il generatore dispone di un certo
numero di programmi già costruiti in fabbrica e disponibili per
l'operatore visualizzati sulla tabella programmi (vedi paragrafo
dedicato) oppure sul display VISUALIZZAZIONE PROGRAMMI
(abbreviato dVP).
Collegare i cavi di saldatura secondo quanto descritto nel paragrafo "Collegamento dei cavi di saldatura - saldatura MIG-MAG,
MIG PULSATO o MIG DOPPIO PULSATO (Fig. C)".
Usare i pulsanti SCORRIMENTO PROGRAMMI per selezionare il
programma che maggiormente si adatta al tipo di lavoro che si
dovrà eseguire in base alla conoscenza di alcuni parametri (diametro del filo, materiale da saldare, tipo di gas da utilizzare) o il
pulsante RUN/MEM per visualizzare le caratteristiche dei programmi forniti dal costruttore.
Prima di effettuare la saldatura sul display VISUALIZZAZIONE
PARAMETRI - A (abbreviato dVPA) vengono visualizzati i valori
preimpostati dello spessore del pezzo
ra
, velocità del filo (modificabili attraverso la manopola
ENCODER 1) e sul display VISUALIZZAZIONE PARAMETRI - V
(abbreviato dVPV) vengono visualizzati i valori preimpostati della
tensione di saldatura
tronica
(modificabili attraverso la manopola ENCODER 2). I valori
degli ultimi due parametri menzionati sono impostati dal
costruttore sullo zero.
Impostare le regolazioni desiderate ed iniziare a saldare.
Durante la saldatura sul display dVPA vengono visualizzati i valori reali della corrente di saldatura, (modificabile attraverso la
manopola ENCODER 1) e sul display dVPV vengono visualizzati
i valori reali della tensione di saldatura, dell'induttanza elettronica e della regolazione fine della tensione di saldatura (modificabili
attraverso la manopola ENCODER 2).
I due encoder sono attivi e operativi anche durante la fase di
saldatura e quindi tutte le grandezze a loro associate risultano
modificabili.
Il parametro visualizzato dai display non varia passando dalla
fase di preimpostazione a quella di saldatura e viceversa.
Tipologia di lavoro MANUALE (attiva solo nel
e della regolazione fine della tensione di saldatura
, (non modificabile) dell'induttanza elet-
, corrente di saldatu-
processo di saldatura MIG-MAG)
Si accede a questa modalità di saldatura premendo il pulsante
PROCESSO DI SALDATURA posizionandosi su MIG-MAG
e premendo il pulsante TIPOLOGIA DI LAVORO posizionandosi
su MAN.
In questa tipologia di lavoro si utilizzano come base i programmi
disponibili in MIG-MAG (vedi paragrafo "Tipologia di lavoro
sinergica") e i parametri modificabili ( velocità filo
di saldatura
sono legati tra di loro da nessun legame e quindi possono essere
modificati liberamente dall'utente.
Collegare i cavi di saldatura secondo quanto descritto nel paragrafo "Collegamento dei cavi di saldatura - saldatura MIG-MAG,
MIG PULSED o MIG DUAL PULSED (Fig. C)".
I programmi di saldatura possono essere visualizzati sulla tabella programmi (vedi paragrafo dedicato) oppure sul display dVP.
Usare i pulsanti SCORRIMENTO PROGRAMMI per selezionare il
programma che maggiormente si adatta al tipo di lavoro che si
dovrà eseguire in base alla conoscenza di alcuni parametri (diametro del filo, materiale da saldare, tipo di gas da utilizzare) e/o il
pulsante RUN/MEM per visualizzare le caratteristiche dei programmi forniti dal costruttore. Prima di effettuare la saldatura sul
display dVPA vengono visualizzati i valori preimpostati della velocità del filo
1) e sul display dVPV vengono visualizzati i valori preimpostati
della tensione di saldatura
pola ENCODER 2).
Impostare le regolazioni desiderate ed iniziare a saldare.
,
Durante la saldatura sul display dVPA vengono visualizzati i valori reali della corrente di saldatura
manopola ENCODER 1 - può variare dal minimo al massimo di
quella della corrispondente curva sinergica del programma) e sul
display dVPV vengono visualizzati i valori reali della tensione di
saldatura
- può variare da 10 a 40V). Il parametro visualizzato dai display
non varia passando dalla fase di preimpostazione a quella di saldatura e viceversa. Inoltre questa tipologia di lavoro permette la
creazione e la memorizzazione (vedi paragrafi dedicati) di
impostazioni (punti) di saldatura che potranno poi essere richiamati nella TIPOLOGIA DI LAVORO AUTOMATICA.
) attraverso le manopole ENCODER 1 e 2 non
(modificabile attraverso la manopola ENCODER
, (modificabile attraverso la mano-
(modificabile attraverso la
, (modificabile attraverso la manopola ENCODER 2
, tensione
13
Tipologia di lavoro AUTOMATICA
Si accede a questa modalità di saldatura premendo il pulsante
PROCESSO DI SALDATURA posizionandosi su MIG-MAG
MIG PULSATO
il pulsante TIPOLOGIA DI LAVORO posizionandosi su AUT.
La modalità automatica consente all'utente di saldare in punti
precedentemente memorizzati, infatti può richiamare ed usare
delle impostazioni precedentemente definite e memorizzate nelle tipologie di lavoro sinergica e manuale (vedi paragrafi dedicati). Quando le impostazioni di un singolo punto di saldatura vengono richiamate, non sono modificabili se non passando ad un
altro punto di saldatura.
Funzioni speciali
Per accedere a questi parametri basta premere il pulsante FUNZIONI SPECIALI. Di seguito verranno descritti brevemente i parametri che sono modificabili e nella tabella 5 (di facile lettura)
sono riassunte tutte le possibili combinazioni che si possono
avere.
1) VELOCITA' DI AVVICINAMENTO FILO - Regola la velocità
di avvicinamento del filo al pezzo. Il valore indicato è una variazione percentuale rispetto al valore impostato in fabbrica
(StS - da -30% a +100% con intervallo di regolazione dell'1%);
2) BURN BACK - Regola la lunghezza del filo uscente dall'ugello
gas dopo la saldatura. Il valore indicato è una variazione percentuale rispetto al valore impostato in fabbrica. A numero
maggiore corrisponde una maggiore bruciatura del filo (bub -
da -20% a +20% con intervallo di regolazione dell'1%);
3) PRE GAS - Fornisce una quantità di gas supplementare, per
un tempo definito e impostato in fabbrica, prima dell'inizio
della saldatura (PrG - da 0 a 2 secondi con un intervallo di
regolazione di 0,1 secondi);
4) POST GAS - Fornisce una quantità di gas supplementare,
per un tempo definito ed impostato in fabbrica, prima della
fine della saldatura (POG --- da 0 a 10 secondi con un intervallo di regolazione di 0,1 secondi);
5) CORRENTE INIZIALE DI CRATERE - È la corrente con cui
ha inizio la saldatura (modo di saldatura CRATERE abilitato)
ed è regolabile dal -50% al +99% della corrente di saldatura
(CSC - da -50% a +99% con un intervallo di regolazione
dell'1%);
6) TEMPO DELLA CORRENTE INIZIALE - Tempo durante il
quale la corrente resta al valore iniziale di cratere (attivo solo
in modalità 2T CRATERE) (SCt - da 0 a 5 sec con intervallo di
regolazione di 0,1 secondi);
7) CORRENTE FINALE DI CRATERE - È la corrente con cui
termina la saldatura (modo di saldatura CRATER abilitato) ed
è regolabile dal -99% al +50% della corrente di saldatura (CEC
- da -99% a +50% con un intervallo di regolazione dell'1%);
8) TEMPO DELLA CORRENTE FINALE - Tempo durante il quale
la corrente resta al valore finale di cratere (attivo solo in modalità 2T CRATERE) (ECt - da 0 a 5 sec con intervallo di regolazione di 0,1 secondi);
o MIG DOPPIO PULSATO e premendo
9) SLOPE - Pendenza della corrente per passare dal livello di
"corrente iniziale di cratere" al livello di corrente di saldatura
,
e per arrivare da quest'ultimo livello al livello di "corrente finale di cratere" (SLO - da 10 A/s a 500 A/s con intervallo di
regolazione di 5 A/s);
10) CORRENTE DOPPIA PULSAZIONE - Determina in percen-
tuale il valore della corrente di picco e di base della doppia
pulsazione. Il valore indicato è una variazione percentuale in
+ e in - rispetto al valore della corrente di saldatura media
impostata (dPC - da 0 a +100% con intervallo di regolazione
dell'1%).
ESEMPIO: Corrente media pulsata =120A - Corrente doppia
pulsazione = 180A- Corrente di base = 60A se la Corrente
doppia pulsazione è regolata sulla posizione 50.
11) FREQUENZA DOPPIA PULSAZIONE - Determina la frequenza della doppia pulsazione (FdP - da 0,5 a 5Hz con intervallo
di regolazione di 0,1Hz);
12) TEMPO DI PUNTATURA - Tempo in cui viene eseguita la
puntatura (dopo aver premuto il pulsante torcia) dopodiché
l'arco si spegne automaticamente (SPt - da 0,1 a 20 secondi
con intervallo di regolazione di 0,1 secondi).
13) SLOPE DI CORRENTE AUTOMATICO - Pendenza della corrente per passare da un livello ad un altro; utile nell’uso delle
sequenze di saldatura (ACS - da 5A/s a 500A/s con intervallo
di regolazione di 5A/s). Determina anche la velocità di variazione della corrente di saldatura a seguito di una regolazione
effettuata dall’operatore.
La tabella 5 riassume la disponibilità delle funzioni speciali nei
vari processi e modi di saldatura.
Creazione e memorizzazione di nuovi
punti automatici di saldatura
Dopo aver definito un nuovo punto di saldatura (vedi paragrafo
"Tipologia di lavoro AUTOMATICA") procedere nel seguente
modo:
• Premere il pulsante RUN/MEM (led AUT illuminato) fino a quan-
do sul display VISUALIZZAZIONE PROGRAMMI (dVP) comparirà, in modo lampeggiante, il primo punto di saldatura libero e/o a disposizione;
• Premere il pulsante RUN/MEM fino a quando sul display dVP
comparirà la scritta "Sto" e rilasciarlo;
• A operazione di salvataggio terminata il programma si pone in
modo automatico sull'ultimo punto di saldatura salvato.
NOTA: La creazione di un punto automatico di saldatura implica
la memorizzazione di tutte le funzioni speciali ad esso associate.
GRANDEZZA
VELOCITÀ DI AVVICINAMENTO FILO
BURN BACK
PRE GAS
POST GAS
CORRENTE INIZIALE DI CRATERE
TEMPO DELLA CORRENTE INIZIALE
CORRENTE FINALE DI CRATERE
TEMPO DELLA CORRENTE FINALE
SLOPE
CORRENTE DOPPIA PULSAZIONE
FREQUENZA DOPPIA PULSAZIONE
TEMPO DI PUNTATURA
SLOPE DI CORRENTE AUTOMATICO
SCRITTA
StS
bub
PrG
POG
CSC
SCt
CEC
ECt
SLO
dPC
FdP
SPt
ACS
MIG/MAG
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
MIG
PULSATO
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
14
MIG
DOPPIO
PULSATO
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
2T/4T
✔
✔
✔
✔
✔
✔
✔
MODO DI SALDATURAPROCESSO DI SALDATURA
PUNTATURA
✔
✔
✔
✔
✔
✔
✔
✔
2T
CRATERE
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
Tabella 5
4T
CRATERE
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔

Richiamare i punti automatici
precedentemente memorizzati
Per richiamare i punti di saldatura precedentemente memorizzati
bisogna accedere alla tipologia di lavoro AUTOMATICA e premere poi i pulsanti SCORRIMENTO PROGRAMMI per selezionare e
visualizzare i punti di saldatura memorizzati.
Copiare e modificare i punti
automatici di saldatura
Dopo aver richiamato il punto automatico che si desidera copiare o modificare procedere nel seguente modo:
• Tenere premuto il pulsante MODO DI SALDATURA per 3 se-
condi; questa operazione porta la macchina in modalità manuale e sinergica permettendo di correggere tutti i parametri
memorizzati nel punto richiamato. In questo modo è possibile
modificare una o più impostazioni e quindi salvare il punto automatico sovrascrivendo quello precedente (quindi modificandolo) oppure memorizzandolo su un programma diverso (vedi
paragrafo "Creazione e memorizzazione nuovi punti di saldatura") . Per scegliere la posizione su cui si desidera memorizzare il punto di saldatura utilizzare il pulsante SCORRIMENTO
PROGRAMMI . Per memorizzare premere il pulsante RUN/MEM
fino a quando sul display VISUALIZZAZIONE PROGRAMMI
(dVP) compare la scritta "Sto".
Cancellare un punto automatico di
saldatura
CONCETTO DI “SEQUENZA DI PUNTI AUTOMATICI
DI SALDATURA”
Si definisce “sequenza di punti automatici di saldatura” il raggruppamento di un certo numero di punti automatici di saldatura
salvati dall’utente. Il raggruppamento viene delimitato lasciando
un punto automatico di saldatura vuoto all’inizio del raggruppamento e uno vuoto alla fine.
MEMORIZZAZIONE DI UNA SEQUENZA DI
SALDATURA
Per impostare una sequenza di saldatura è necessario:
1) verificare di avere un punto libero prima del primo punto automatico (implicitamente prima della posizione 1 e dopo la posizione 99 si assume siano presenti due punti automatici di
saldatura liberi che delimitano automaticamente la sequenza; non è quindi necessario inserire un punto vuoto nella posizione 1 e nella posizione 99);
2) posizionare la macchina sul programma desiderato, in modalità MANUALE o SINERGICA con le impostazioni che si
intende utilizzare per il punto automatico;
3) premere il pulsante FUNZIONI SPECIALI per accedere alle
funzioni speciali;
4) selezionare mediante la manopola ENCODER 1 il paramentro
ACS;
5) impostare mediante la manopola ENCODER 2 la pendenza in
A/s che si desidera utilizzare per spostarsi verso tale punto
automatico di saldatura;
6) uscire dalle funzioni speciali premendo nuovamente il pulsante FUNZIONI SPECIALI;
7) salvare le impostazioni correnti in un punto automatico di saldatura (vedi paragrafo “Creazione e memorizzazione di nuovi
punti automatici di saldatura);
8) ripetere la procedura dal punto 2 per tutti i punti automatici di
saldatura che si desidera aggiungere;
9) verificare che esista un punto libero successivo all’ultimo
punto inserito oppure cancellarlo (vedi paragrafo “Cancellare
un punto automatico di saldatura”).
Per cancellare un punto automatico di saldatura già memorizzato dalla tipologia di lavoro AUTOMATICA di qualsiasi processo, è
necessario, a saldatura non attiva, procedere nel seguente modo:
• posizionarsi sul punto automatico di saldatura interessato;
• premere il pulsante RUN/MEM per 5 secondi;
• sul display appare la scritta “CLR” fissa;
• al rilascio del pulsante, il punto automatico di saldatura attual-
mente selezionato viene cancellato.
Cancellato il punto automatico di saldatura, la macchina si posiziona su un punto automatico di saldatura valido. Se non esistono punti automatici di saldatura validi, la macchina visualizza la
scritta “NA1” come accade quando si entra in modalità AUTOMATICA e non sono presenti punti automatici di saldatura. Lo
spazio libero può essere occupato da un nuovo punto automatico di saldatura oppure può essere lasciato libero per essere utilizzato come terminatore di sequenza (vedi paragrafo “Sequenze
di saldatura”).
Utilizzo dei punti automatici di
saldatura
I punti automatici sono raggruppati in un'unica posizione di memoria (MAX 99 punti) in modo che possano essere scanditi in
sequenza mediante i comandi UP/DOWN della torcia; a parità di
processo il passaggio tra un punto e l'altro può avvenire durante
la saldatura; a tale scopo è stato introdotto il parametro
programmabile “ACS” per il raccordo lineare dei punti sinergici
durante i passaggi.
Sequenze di saldatura
È stata introdotta la possibilità di effetturare lavori di saldatura
ricorrendo all’utilizzo in sequenza di più punti automatici di saldatura precedentemente memorizzati dall’utente. Viene anche
gestito il cambio del punto automatico a saldatura attiva, a patto
che venga utilizzata una torcia di tipo up/down.
UTILIZZO DELLE SEQUENZE
Per attivare una sequenza di saldatura partendo da un processo
Mig/Mag, Pulsato o Doppio Pulsato, si preme il pulsante
TIPOLOGIA DI LAVORO fino ad entrare nella modalità AUTOMATICA. Ciò comporta:
• la memorizzazione dell’ultimo processo non automatico attivo
prima dell’ingresso in modalità AUTOMATICA;
• il posizionamento sull’ultimo punto automatico utilizzato in precedenza (ad esempio l’ultimo memorizzato), oppure, in mancanza di questo, sul primo esistente. Si tenga presente che è
possibile che il punto appartenga ad un processo differente da
quello attualmente selezionato.
A saldatura non attiva, i pulsanti SCORRIMENTO PROGRAMMI
posizionati sul pannello frontale, consentono di scorrere tra tutti
i punti automatici di saldatura memorizzati, cambiando automaticamente il prcesso quando il punto automatico lo richiede. I
pulsanti destro (+) e sinistro (-) sulla torcia (se di tipo up/down)
consentono di spostarsi solo tra i punti appartenenti alla stessa
sequenza.
La pressione del pulsante TIPOLOGIA DI LAVORO riporta alle
ultime impostazioni attive prima di entrare in modalità AUTOMATICA cambiando anche il processo di saldatura, se necessario.
Selezionato un punto automatico di saldatura, è possibile iniziare la saldatura all’interno della relativa sequenza. I pulsanti SCORRIMENTO PROGRAMMI sul pannello sono disabilitati mentre rimangono abilitati i pulsanti destro (+) e sinistro (-) sulla torcia. Se
la torcia non è di tipo up/down, non risulta possibile cambiare il punto automatico durante la saldatura.
A saldatura attiva, premendo i pulsanti destro (+) e sinistro (-)
sulla torcia, è possibile passare da un punto automatico di saldatura a quello precedente o successivo all’interno della sequenza, rispettando i vincoli riportati in “Vincoli all’utilizzo delle sequenze”. Se la pressioni dei pulsanti destro (+) e sinistro (-) comporta il raggiungimento di un estremo della sequenza, la sequenza
viene ripresa dall’estremo opposto.
Il passaggio da un punto automatico all’altro viene effettuato raccordando le correnti memorizzate mediante una rampa di corrente. La pendenza è memorizzata all’interno delle funzioni speciali del punto automatico di saldatura di destinazione, ed è pertanto il paramentro ACS attivo al momento del salvataggio del
punto automatico di saldatura.
15

VINCOLI ALL’UTILIZZO DELLE SEQUENZE
L’utilizzo delle sequenze con la possibilità di passare da un pun-
to automatico di saldatura ad un altro a saldatura attiva è consentito solo se:
• il cambiamento del punto automatico di saldatura non comporta un cambiamento del processo di saldatura;
• il processo selezionato deve essere MIG/MAG o MIG PULSATO (quindi non è consentito cambiare il punto automatico di
saldatura durante una saldatura in MIG DOPPIO PULSATO);
• il cambiamento del punto automatico di saldatura non comporta un cambiamento della curva sinergica utilizzata (quindi
non è possibile passare, per esempio, da un punto memorizzato a partire dalla curva P4 ad un punto memorizzato a partire
dalla curva P5);
• non è consentito passare da un punto automatico di saldatura
ad un altro se i MODI DI SALDATURA (2T, 4T, CRATERE,
PUNTATURA) non coincidono in entrambi i punti automatici e
se questi sono diversi da 2T e 4T.
• 2 = BLOCCO DI LIVELLO 2 attivo
Non è possibile modificare alcun parametro di saldatura.
• 3 = BLOCCO DI LIVELLO 3 attivo
In modalità SINERGICA e MANUALE non è possibile modificare alcun parametro di saldatura. In modalità AUTOMATICA è
possibile modificare unicamente la VELOCITÀ DEL FILO di un
valore pari a ±15% del valore memorizzato utlizzando unicamente la manopola ENCODER 1. Con gli eventuali comandi a
distanza è possibile scorrere i punti automatici memorizzati.
Dopo aver impostato i livelli di blocco e la password (il relativo
valore o codice la prima volta deve essere inserito dall'utente)
basta premere nuovamente il pulsante FUNZIONI SPECIALI per
uscire dal menù ed avere la macchina nuovamente disponibile
alla saldatura. Le selezioni fatte rimangono memorizzate fino alle
successive modifiche.
Funzione "ENERGY SAVING"
Reset delle impostazioni
Il reset delle impostazioni ai valori di fabbrica deve essere diviso
in due parti. Innanzitutto si preme e si rilascia il pulsante FUNZIONI SPECIALI per accedere alle funzioni speciali. Quindi:
• la pressione del pulsante RUN/MEM per 3 secondi visualizza
la scritta STD lampeggiante: dopo che la scritta non è più lam-
peggiante, al rilascio viene effettuato il ripristino delle
impostazioni di fabbrica del solo programma di saldatura precedentemente attivo, esclusi i punti automatici (che quindi rimangono memorizzati).
• la pressione del pulsante TIPOLOGIA DI LAVORO per 5 secon-
di visualizza la scritta RST lampeggiante: dopo che la scritta
non è più lampeggiante, al rilascio viene effettuato il ripristino
completo delle impostazioni di fabbrica e i punti automatici di
saldatura vengono cancellati.
La visualizzazione delle scritte STD o RST indica il riconoscimento dell'operazione. Questa viene compiuta al rilascio di uno
dei pulsanti e viene seguita da una ripartenza automatica della
macchina, in modo che le impostazioni di default vengano subito
caricate e rese attive.
NOTA: I parametri speciali di tutti i programmi di saldatura ven-
gono riportati ai valori di fabbrica e i punti automatici di saldatura
vengono cancellati.
Limitazione della modifica dei
parametri
Questa funzione gestisce il corretto funzionamento della ventola
di raffreddamento e dell'impianto di raffreddamento che vengono attivati solo quando è strettamente necessario e cioè:
• MOTORE VENTILATORE
La ventola viene attivata quando:
- Durante la fase di saldatura o, per un adeguato periodo di
tempo, quando questa è terminata;
- Quando interviene il termostato o, per un adeguato periodo
di tempo, dopo che lo stesso ha appena riarmato.
• IMPIANTO DI RAFFREDDAMENTO
L'impianto di raffreddamento viene attivato:
- All'accensione della macchina per un minuto, per fare in modo
che nell'impianto circoli il liquido di raffreddamento alla corretta pressione (se quando l'impianto di raffreddamento si
spegne non scompaiono dai display i messaggi di errore chiamare l'assistenza tecnica);
- Durante la fase di saldatura o, per un adeguato periodo di
tempo, quando questa è terminata.
Saldatura dell'alluminio
Per la saldatura con filo d'alluminio operare come segue:
• Sostituire i rulli motore con gli appositi per filo di alluminio (vedi
paragrafo "Montaggio rulli di trascinamento per alluminio);
• Utilizzare una torcia con cavo da 3 m e guaina in materiale
plastico;
• Regolare al minimo la pressione dei rulli di trascinamento agendo sull'apposita vite;
• Usare gas argon alla pressione di 1,3 - 1,7 bar.
Per impostare il blocco della macchina è necessario tenere premuto il pulsante FUNZIONI SPECIALI per 5 secondi. A questo
punto la macchina presenta un'interfaccia simile a quella che
consente l'impostazione dei parametri delle funzioni speciali ed
in particolare: con la manopola ENCODER 1 è possibile selezionare le funzioni richieste, mentre con la manopola ENCODER 2 è
possibile impostare i valori dei parametri delle stesse.
I parametri selezionabili attraverso la manopola ENCODER 1 e
visualizzabili sul relativo display dVPA sono:
• PASSWORD (scritta visualizzata sul display PAS)
• LIVELLI DI BLOCCO (scritta visualizzata sul display BLL)
I valori selezionabili attraverso la manopola ENCODER 2 e
visualizzabili sul relativo display dVPV sono:
• La password è composta da tre caratteri numerici i cui valori
variano da 000 a 999.
• 0 = BLOCCO ASSENTE o SBLOCCO MACCHINA
Non si ha alcun blocco della macchina ed inoltre questo permette di sbloccarla se precedentemente era stata bloccata
(previo inserimento della corretta password).
• 1 = BLOCCO DI LIVELLO 1 attivo
In modalità SINERGICA e MANUALE è possibile modificare il
valore della REGOLAZIONE FINE DELLA TENSIONE DI SALDATURA
valore dell'INDUTTANZA ELETTRONICA utilizzando la manopola ENCODER 1, la manopola ENCODER 2 o l'eventuale comando a distanza.
, il valore della CORRENTE DI SALDATURA e il
Manutenzione
ATTENZIONE: Prima di effettuare qualsiasi ispezione all'interno
del generatore togliere l'alimentazione all'impianto.
IMPORTANTE: Essendo le saldatrici completamente elettroniche la rimozione della polvere, aspirata all'interno della macchina
dai ventilatori, riveste la massima importanza.
DIGISTAR 250 DUAL PULSED
Per mantenere il corretto funzionamento della macchina procedere come descritto:
• Rimozione periodica degli accumuli di sporco e polvere dall'interno del generatore per mezzo di aria compressa. Non dirigere il getto d'aria compressa direttamente sui componenti
elettrici che potrebbero danneggiarsi.
• Ispezione periodica al fine di individuare cavi logori o connessioni allentate che sono la causa di surriscaldamenti.
• Verificare che il circuito del gas sia completamente libero da
impurità e che le connessioni dello stesso siano ben serrate e
prive di perdite. A questo proposito particolare riguardo va riservato all'elettrovalvola.
• Controllare periodicamente i rulli di trascinamento e sostituirli
quando l'usura compromette il regolare avanzamento del filo
(slittamento, ecc.).
16

TORCIA
La torcia è sottoposta a temperature elevate ed è inoltre sollecitata a trazione e a torsione.
Si raccomanda quindi di evitare piegature brusche del cavo e di
non usare la torcia come cavo di traino per spostare la saldatrice. A causa di quanto sopra, la torcia richiederà frequenti revisioni quali:
• pulitura del diffusore gas dagli spruzzi di saldatura, al fine di
consentire il corretto passaggio del gas;
• sostituzione del puntale di contatto quando il foro di passaggio del filo è deformato;
• pulizia della guaina guidafilo mediante trielina o solventi specifici;
• verifica dell'isolamento e delle connessioni del cavo di potenza; i collegamenti devono essere elettricamente meccanicamente in buone condizioni.
RICAMBI
I ricambi originali sono stati specificatamente progettati per il
nostro impianto. L'impiego di ricambi non originali può causare
variazioni nelle prestazioni e ridurre il livello di sicurezza previsto.
Per danni conseguenti dall'uso di ricambi non originali decliniamo ogni responsabilità.
Rilievo di eventuali inconvenienti e
loro eliminazione
Alla linea di alimentazione va imputata la causa dei più frequenti
inconvenienti. In caso di guasto procedere come segue:
1)Controllare il valore della tensione di linea;
2)Controllare il perfetto allacciamento del cavo di alimentazione
alla spina e all'interruttore di rete;
3)Verificare che i fusibili di rete non siano bruciati o allentati;
4)Controllare se sono difettosi:
• l'interruttore che alimenta la macchina;
• la presa a muro della spina;
• l'interruttore del generatore.
NOTA: Date le necessarie conoscenze tecniche che richiede la
riparazione del generatore, si consiglia, in caso di rottura, di rivolgersi a personale qualificato oppure alla nostra assistenza tecnica.
Procedura di smontaggio e montaggio
Comandi a distanza ed accessori
I generatori DIGISTAR 250 DUAL PULSED possono essere equi-
paggiati con diversi comandi a distanza ed accessori quali:
Torcia up/down raffreddata ad aria e/o ad acqua
La torcia up/down in tipologia di lavoro SINERGICA (SYN) e MANUALE (MAN) sostituisce in maniera completa l'ENCODER 1 presente sul pannello di controllo del generatore. Mediante la pressione dei due pulsanti destro (+) e sinistro (-) si possono regolare
i valori dei parametri sinergici di saldatura. La regolazione della
lunghezza dell'arco avviene ancora con l'ENCODER 2 presente
sul pannello di controllo del generatore.
In tipologia di lavoro AUTOMATICA (AUT) mediante la pressione
dei due pulsanti destro (+) e sinistro (-) si possono scorrere i punti di saldatura precedentemente impostati e le sequenze di saldatura memorizzate.
Torcia con display (Digitorch)
Con le nuove Digitorch è possibile avere tutte le informazioni a
portata di mano. Grazie all’innovativo microcontrollo con display
integrato nella impugnatura si possono visualizzare e regolare i
principali parametri di saldatura:
• Corrente
• Spessore del materiale
• Velocità del filo
• Lunghezza d’arco
• Induttanza elettronica
• Numero di programma memorizzato
Mediante una semplice pressione sui tasti up / down, in funzione
della modalità operativa selezionata è possibile passare da un
programma ad un altro oppure aumentare o diminuire i parametri
sulle curve sinergiche in uso.
NOTA: Il controllo digitale del generatore è dotato di un dispositivo di autoriconoscimento del comando utilizzato che gli consente di capire quale dispositivo è collegato e comportarsi di conseguenza. Per fare in modo che il dispositivo di
autoriconoscimento funzioni correttamente è necessario (a macchina spenta) collegare all'apposito connettore l'accessorio da
utilizzare e successiva mente accendere la saldatrice con l'interruttore on/off.
coperchio
Procedere nel modo seguente: svitare le sei viti (due sono posizionate sul pannello frontale, le restanti quattro sul pannello posteriore) evidenziate nelle figure, togliere la maniglia completa
dei due tettucci di copertura (anteriore/posteriore) ed infine sflilare
il coperchio. Per il montaggio procedere in senso inverso.
Sostituzione scheda elettronica
frontale
Procedere nel modo seguente:
• Svitare le 4 viti che fissano il pannello rack frontale.
• Rimuovere le manopole di regolazione
• Estrarre i connettori elettrici della scheda
• Svitare le colonnine di supporto.
• Rimuovere la scheda elettronica sollevandola dai propri sup-
porti.
• Per montare la nuova scheda procedere in senso inverso.
17

Condizioni di errore
FIG. G
Display
ERRORE
ERR
ERR
ERR
ERR
ERR
ERR
ERR
ERR
Display
DESCRIZIONE ERRORE
CFG
PRG
TFS
HAR
t°C
H
O
2
SLC
FCC
Display
CODICE ERRORE
00
00
00
00
00
01
01
01
02
03
03
03
03
04
05
06
06
06
06
07
07
00
01
02
03
04
00
01
02
00
00
01
02
03
00
00
00
01
02
03
00
01
Tabella 6
DIAGNOSI
File "CFG" (parametri di macchina) assente
File "CUI" (parametri utente) assente
File "CEA" (PID non di programma) assente
File "CAL" (calibrazione macchina) assente
Incongruenza di configurazione
Curve processo di saldatura MIG/MAG assenti
Curve processo di saldatura MIG PULSATO assenti
Curve processo di saldatura MIG DOPPIO PULSATO assenti
Errore di controllo del filesystem in memoria FLASH
Allarme OVER VOLTAGE.
Non è possibile saldare
Allarme UNDER VOLTAGE.
Non è possibile saldare
Allarme UNDER & OVER VOLTAGE.
Non è possibile saldare
Allarme PRIMARY OVERCURRENT.
Non è possibile saldare
Allarme termostato. Le ventole sono in funzione.
Non è possibile saldare.
Allarme pressostato gruppo raffreddamento.
Non è possibile saldare.
Unità di trasscinamento filo rimossa durante l'uso
Pannello di controllo digitale rimosso durante l'uso
Mancanza collegamento con scheda interfaccia
robot
Torcia con display (Digitorch) rimossa durante l'uso
Aggiornamento Firmware non corretto. Memoria
NVRAM non compatibile con il firmware appena
caricato.
Aggiornamento Firmware non corretto. Memoria
NVRAM di dimensione non corretta o guasta.
18

In questo paragrafo sono descritte le condizioni di errore
riscontrabili sulla saldatrice e per visualizzarli vengono utilizzati i
tre display presenti sull'interfaccia operatore (fig. G):
• Display ERRORE (abbreviato dE): su questo display appare la
scritta ERR lampeggiante;
• Display DESCRIZIONE ERRORE (abbreviato dDE): su que-
sto display si alternano le scritte lampeggianti che evidenziano
in successione prima il NUMERO TOTALE di errori (Es. 02) riscontrati ed in seguito la DESCRIZIONE generale del primo
errore riscontrato (Es. PRG);
• Display CODICE ERRORE (abbreviato dCE): su questo dis-
play appare la scritta lampeggiante del codice (4 cifre) dell'erro-
re riscontrato (o del primo errore riscontrato nel caso di errori
multipli).
La tabella 6 riporta i possibili messaggi di errore che possono
apparire sui vari display e la diagnosi dei vari errori.
Inoltre per facilitare la diagnosi di eventuali problemi di comunicazione con le periferiche, è stato modificato il comportamento
dei led presenti sulla “scheda digitale cpu pannello frontale” (vedere tabella 7 e fig. H).
Tutto ciò serve a far si che la nostra assistenza tecnica (deve
essere interpellata ogni volta che i messaggi di errore appaiono sull'interfaccia operatore della saldatrice) riesca, nel più
breve tempo possibile e grazie alle comunicazioni dell'utente, a
risolvere con maggior facilità il problema.
LED
DL1
(verde)
DL2
(rosso)
DL3
(rosso)
DL4
(rosso)
DL5
(rosso)
DL6
(rosso)
DL7
(rosso)
DL8
(rosso)
DL9
(verde)
CONDIZIONE
Spento
Lampeggiante
Spento
Acceso
Spento
Lampeggiante
Acceso
Spento
Acceso
Spento
Acceso
-
Spento
Acceso
Spento
Acceso
Spento
Lampeggi lenti
Lampeggi veloci
FIG. H
Tabella 7
SIGNIFICATO
Programma di controllo microcontrollore ausiliario non attivo
Programma di controllo microcontrollore ausiliario attivo
+5V assente
+5V presente
Nessun problema riscontrato sul motore
Errore di velocità motore
Motore in corto circuito o sotto sforzo eccessivo
-15V assente
-15V presente
+15V assente
+15V presente
Non usato
Nessun problema
Comunicazione con microcontrollore ausiliario assente
Nessun problema
Comunicazione con microcontrollore ausiliario assente
Programma di controllo microcontrollore principale non attivo
Programma di controllo microcontrollore principale attivo
Mancanza tensione di alimentazione. Macchina in spegnimento (il pannello frontale è completamente spento in questa condizione)
19

✎
20

EN
ENGLISH
Introduction 21
Description 21
Technical data 22
Usage limits (IEC 60974-1) 22
How to lift up the system 22
Opening the packaging 22
Installation and connections 22
Loading wire 24
Assembly of drive rollers for steel 24
Assembly of drive rolls for aluminium 24
Command and control units 25
Control panel 26
Viewing installed software versions 30
Before welding 30
Welding procedures 30
Create and memorize new automatic welding spots 32
Meaning of graphic symbols on machine 96
Meaning of graphic symboles on rating plate 97
Spare parts list 98-102
Complete entrainment mechanism with 4 rollers 103
Drive mechanism 104
Ordering spare parts 105
Introduction
Thank you for purchasing one of our products. Please read instructions on use in this manual as well as the safety rules given
in the attached booklet and follow them carefully to get the
best performance from the plant and be sure that the parts have
the longest service life possible. In the interest of customers, you
are recommended to have maintenance and, where necessary,
repairs carried out by the workshops of our service organisation,
since they have suitable equipment and specially trained personnel available. All our machinery and systems are subject to
continual development. We must therefore reserve the right to
modify their construction and properties.
Description
Call up automatic spots memorized beforehand 32
Copy and change automatic welding spots 33
To delete an automatic welding point 33
How to use automatic welding spots 33
Welding sequence 33
Resetting 34
Limits to changing parameters 34
"ENERGY SAVING" function 34
Aluminum welding 34
Maintenance 34
Remote controls and accessories 35
The pointing out of any difficulties
and their elimination 35
Procedure for cover assembly and disassembly 35
Replacing the front electronic board 35
Error conditions 36
Wiring diagram 92
Key to the electrical diagram 94
Colour key 94
MULTIFUNCTION INVERTER POWER SOURCES FOR DUALPULSED MIG, PULSED MIG, MIG-MAG, MMA and TIG
WELDING
The multifunction DIGISTAR 250 DUAL PULSED power sources,
based on the leading-edge IGBT inverter technology and fully
digitally controlled, offer premium welding quality in both MIG/
MAG and Pulsed / Dual-Pulsed MIG on all materials, especially
stainless steel, aluminium and galvanized steel. The spatter-free
welding feature minimises reprocessing work. Innovative, sturdy
and easy to use, DIGISTAR 250 DUAL PULSED power sources
are a perfect solution for all applications requiring high precision
and repeatability of results, thus making them particularly suitable for all industrial and professional requirements, especially in
the qualified maintenance and automotive sectors. The compact
and lightweight DIGISTAR 250 DUAL PULSED power sources
are perfectly portable, thus allowing a cutting-edge product to
be used in all working conditions. The exceptional versatility of
DIGISTAR 250 DUAL PULSED power sources offers excellent
performance levels both in TIG with lift-mode striking and in MMA
welding.
The main feature of the welding unit DIGISTAR 250 PULSED
are:
• Innovative and user friendly design;
• Metal bearing structure with front panel in special anti-shock
material;
• Robust handle built into the chassis;
• Control panel protected against accidental impact;
• Synergic digital control of all the welding parameters;
• Initial and crater welding cycle control;
• BURN BACK control. At the end of each weld, in any condition
and with any material, the digital control ensures a perfect wire
cut, prevents the typical “wire globule” from forming and ensures correct arc restriking;
• Spatter free exceptional welding characteristics in both MIG/
MAG, MIG Pulsed and MIG Dual Pulsed on any material and
with any gas;
• High welding performance in both MMA and TIG by "lift" mode
striking;
• Ability to store personalized welding programs;
• Monitoring and repetition of welding parameters;
21
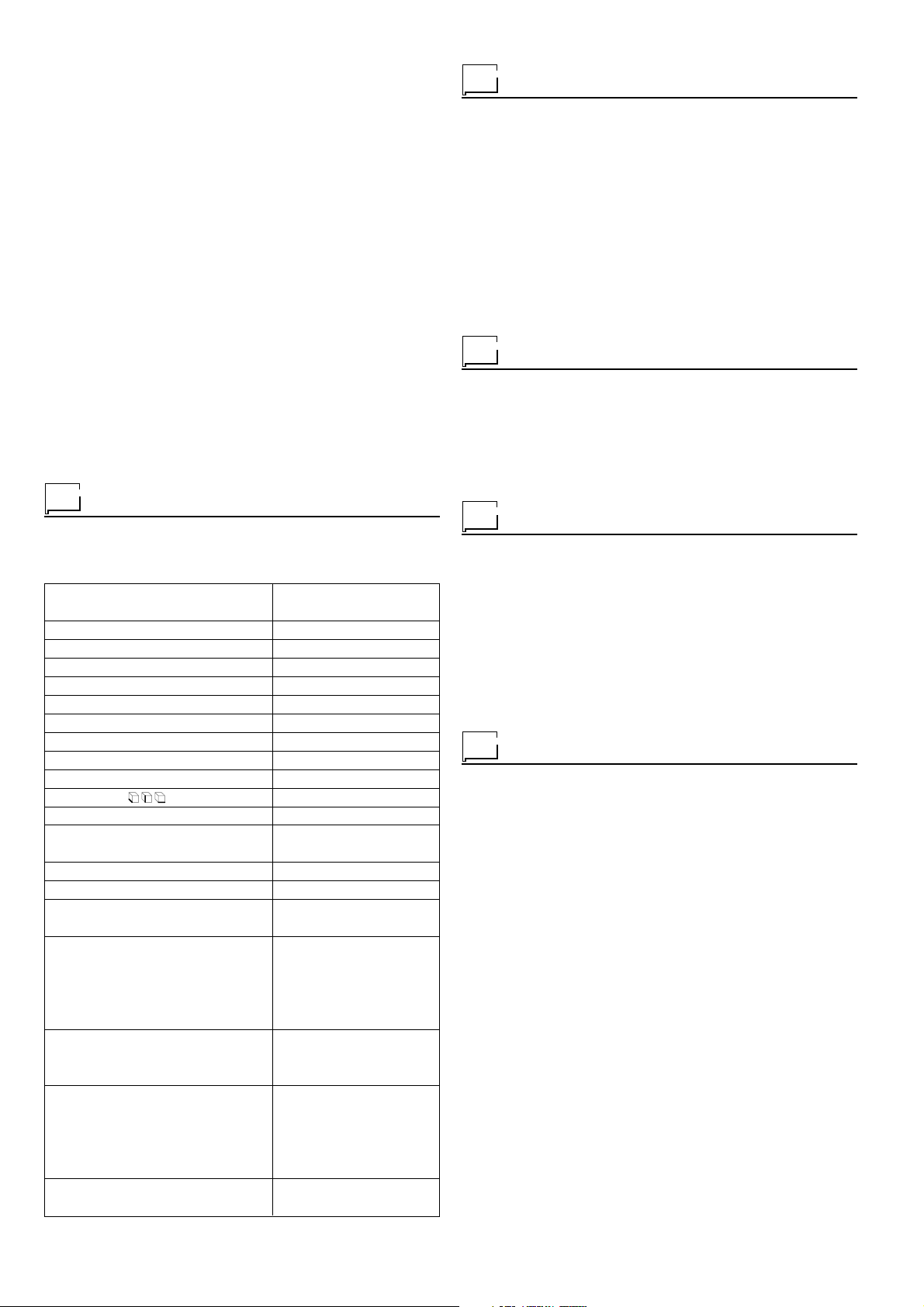
• User friendly and easy-to-use selection and recalling of the
parameters and welding programs;
• Exclusive SWS "Smart Welding Stop" system at the end of
TIG welding. Lifting up the torch without switching off the arc
will introduce a slope down and it will switch off automatically;
• WSC Wire start control. This arc striking control device prevents wire from sticking to the workpiece or torch nozzle and
ensures precise and smooth arc striking, particularly when
welding aluminium;
• WFC Wave form control. Both welding parameters and pulse
wave form, digitally controlled by the microprocessor, are monitored and modified every few microseconds in order to keep
the arc constantly precise and stable by compensating for continuous changes in welding conditions caused by torch movement and workpiece irregularity;
• "Energy Saving" function to operate the power source
cooling fan and the torch water cooling only when necessary.
• Auto-diagnostic feature for trouble shooting;
• Password-controlled total or partial equipment access;
• With the special MIG torches you can adjust the welding pa-
rameters at a distance straight from the torch;
• Wire feeding mechanism with 4 large diameter rolls for precise and constant wire driving;
• Graduated knob for precise adjustment of wire pressure which
remains unchanged even after opening and closing the arms;
• Double-groove rolls can be replaced without tools;
• Housing for wire coils up to a diameter of 300 mm.
Technical data
The general technical data of the system are summarized in table
1.
Table 1
Model
Three phase feeding 50/60 Hz
Adjustment field
Maximum potential
Secondary idle voltage
100% usable current
60% usable current
40% usable current
Insulation class
Protection class
Dimensions
Weight
Power output
of feeder motor
N° rolls
Wire diameter
Rated wire
feeding speed
Compatible wire types
Spool
Diameter
Weight
Protection gas
Coolant
Maximum pressure
V
A
kVA
V
A
A
A
mm
kg
W
mm
m/min
Ømm
kg
bar
DIGISTAR 250
DUAL PULSED
400
10-250
7,8
63
160
200
250
H
IP 23
615-525-290
28
50
4
0,6-1,2
1-22
• Carbon steel
• Stainless steel
• Aluminium magnesium
• Aluminium silicon
• Basic and rutile cored
300
20 (max)
• Carbon dioxide
• Pure Argon
Argon-Carbon dioxide-Oxygen
•
• Argon and
• Carbon dioxide blends
Distilled water
3,5
Usage limits (IEC 60974-1)
The use of a welder is typically discontinuous, in that it is made
up of effective work periods (welding) and rest periods (for the
positioning of parts, the replacement of wire and underflushing
operations etc. This welder is dimensioned to supply a I2 max
nominal current in complete safety for a period of work of 40% of
the total usage time. The regulations in force establish the total
usage time to be 10 minutes. The work cycle is considered to be
40% of this period of time. If the permitted work cycle time is
exceeded, an overheat cut-off occurs to protect the components
around the welder from dangerous overheating. Messages flashing on the display will warn you when the heat safety device
starts working (see paragraph "Error conditions"). After several
minutes the overheat cut-off rearms automatically and the welder
is ready for use again. Do not weld in the rain. This generator is
constructed in compliance with the IP23 protection level.
How to lift up the system
Strap the system safely and securely in the slings working from
the bottom, then lift up from the ground.
The unit is fitted with a central transport handle.
NOTE: The lifting and transporting devices conform with European regulations. Do not use other equipment to lift or transport
the feeder.
Opening the packaging
The system essentially consists of:
• Weld unit;
• MIG-MAG welding torch ;
• Coolant unit for welding torch (HR26) (optional);
• Trolley to carry it around (optional).
Perform the following operations on receiving the apparatus:
• Remove the welding generator and all accessories and components from the packaging;
• Check that the welding apparatus is in good condition; otherwise immediately inform the retailer or distributor;
• Make sure that all the ventilation louvers are open and that the
airflow is not obstructed.
Installation and connections
The installation site for the system must be carefully chosen in
order to ensure its satisfactory and safe use. The user is responsible for the installation and use of the system in accordance with
the producer’s instructions contained in this manual. Before in-
stalling the system the user must take into consideration the potential electromagnetic problems in the work area. In particular, we
suggest that you should avoid installing the system close to:
• signalling, control and telephone cables
• radio and television transmitters and receivers
• computers and control and measurement instruments
• security and protection instruments
Persons fitted with pace-makers, hearing aids and similar equipment must consult their doctor before going near a machine in
operation. The equipment’s installation environment must com-
ply to the protection level of the frame.
The welding unit is characterized by the following classes:
• IP 23 protection class indicates that the generator can be used
in both interior and exterior environments;
• The “S” usage class indicates that the generator can be employed in environments with a high risk of electrical shocks.
This system is cooled by means of the forced circulation of air,
and must therefore be placed in such a way that the air may be
easily sucked in and expelled through the apertures made in the
frame. Assemble the system in the following way:
• Assemble the trolley (optional);
• Attach the welding unit to the trolley;
• Attach the coolant unit (optional) to the trolley and to the welder
(electrical and water connections).
• Connect up the welding cables;
• Connect up the welder to the mains.
Assembly instructions for each single optional are in special packing.
22

CONNECTION OF THE WELDING CABLES
Electrode welding (MMA)
With the machine disconnected from the
supply, connect the welding cables to the
out terminals (positive and negative) of the
welder, connecting them to the gripper and
the earth, with the correct polarity provided
for the type of electrode to be used (FIG.
A). Choosing the indications supplied by
the electrode manufacturer, the welding
cables must be as short as possible, close
to one other, and positioned at floor level
or close to it.
2000H933
FIG. A
MIG-MAG / MIG PULSED / MIG DUAL PULSED
welding
Connect up as given in fig. C to start MIG-MAG welding, and
specifically (with machine switched off):
• Connect the gas pipe to the tank. Gas cylinders are supplied
with a pressure reducer to adjust pressure of the gas used for
welding;
• connect up the earthing system cable to the rapid coupling
marked by a - (negative) symbol and then the relevant earth
clamps to the piece being welded or to its support in an area
free from rust, paint and grease. Using particularly long earthing
cables reduces the voltage and causes some problems from
increased resistance and inductance of the cables that could
cause faulty welding. Follow instructions to avoid these problems:
• use earthing and extension cables with appropriate section;
• lay out the cables as a flat as possible to prevent them from
coiling up;
• screw the torch power cable to the centralized connection located on the machine’s front panel, and connect the water
delivery (blue) and return (red) pipes to their respective connections (blue and red) on the trolley.
TIG welding
Connect up as shown in fig. B to start welding in TIG, more specifically (with machine switched off):
• Connect up the gas tube, coming from its rapid coupling on
the torch with TIG welding valve, to the gas cylinder and open
it. Gas cylinders are supplied with a pressure reducer to adjust
pressure of the gas used for welding.
• connect up the earthing system cable to the rapid coupling
marked by a + (positive) symbol and then the relevant earth
clamps to the piece being welded or to its holder in an area
free from rust, paint and grease;
• connect up the torch power cable to the rapid coupling marked
with a - (negative) symbol.
Part to be welded
The part to be welded must always be connected to earth in
order to reduce electromagnetic emission. Much attention must
be afforded so that the earth connection of the part to be welded
does not increase the risk of accident to the user or the risk of
damage to other electric equipment. When it is necessary to connect the part to be welded to earth, you should make a
direct connection between
the part and the earth shaft.
In those countries in which
such a connection is not
allowed, connect the part to
be welded to earth using
suitable capacitors, in compliance with the national
regulations.
2000H934
FIG. B
23
2000F935
FIG. C
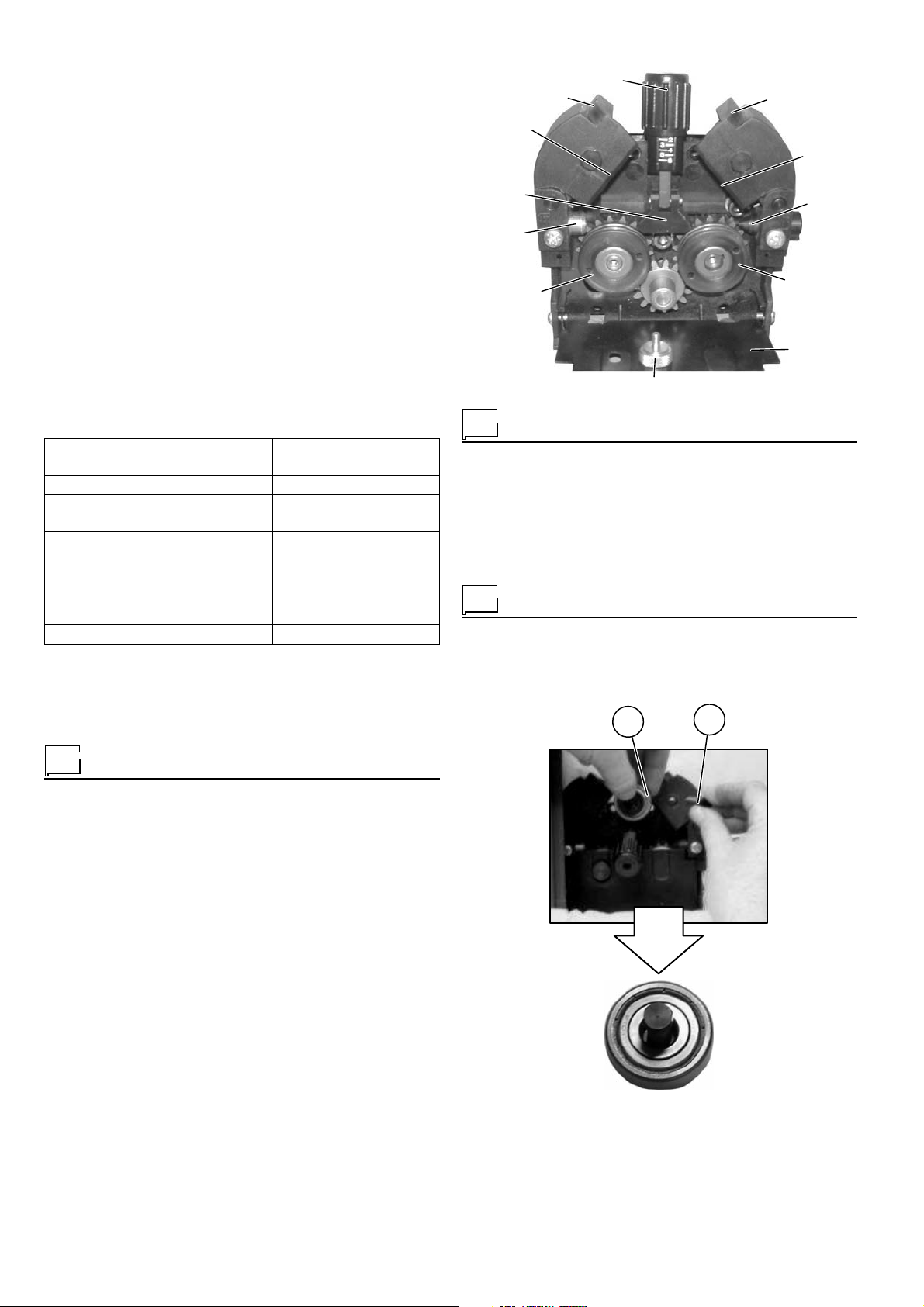
CONNECTION OF THE WELDER TO THE
ELECTRICAL SUPPLY
Connection of the machine to the user line (electrical current) must be performed by qualified personnel.
Before connecting the welder to the electrical supply, check
that the machine’s plate rating corresponds to the supply
voltage and frequency and that the line switch of the welder
is in the "O" position.
Connect up the welder to industrial mains only and not to the
electricity supply for general public.
Use the welder’s own plug to connect it up to the main power
supply. Proceed as follows if you have to replace the plug:
• 3 conducting wires are needed for connecting the machine to
the supply;
• the fourth, which is YELLOW GREEN in colour is used for making the "EARTH" connection.
Connect a suitable load of normalised plug (3p+t) to the power
cable and provide for an electrical socket complete with fuses
or an automatic switch. The earth terminal must be connected
to the earth conducting wire (YELLOW-GREEN) of the supply.
Table 2 shows the recommended load values for retardant supply fuses chosen according to the maximum nominal current
supplied to the welder and the nominal supply voltage.
Table 2
Model
2 Max nominal 40% (*)
I
Installation
power
Nominal current
delayed fuses
Supply connection cable
Length
Section
Earth cables
(*) Service factor
NOTE: Any extensions to the power cable must be of a suitable
diameter, and absolutely not of a smaller diameter than the special cable supplied with the machine.
A
kVA
A
m
mm
mm
DIGISTAR 250
DUAL PULSED
2
2
250
7,8
10
4
1,5
35
5
2
2
8
8
9
1
4
3
3
7
6
FIG. D
Assembly of drive rollers for steel
Unscrew the screw (pos. 6 fig. D). Lift up the idle roll-holder arm
(pos. 2 fig. D) and proceed as follows:
• Each roller shows the type of wire and diameter on the two
external sides.
• Install the right rolls (pos. 3 fig. D) making sure the groove is in
the correct position for the diameter of the wire being used.
• Screw the screw (pos. 6 fig. D).
Assembly of drive rolls for aluminium
REMOVING EXISTING ROLLS (fig. E)
Unscrew the lock pin (1) using the relative wrench and remove
the bearing and spacers (2).
1
2
Loading wire
• Fit the reel (diam. 300 mm) on the support so that the wire
unrolls clockwise, and center the projecting reference on the
support with the relative hold on the reel.
• Thread the end of the wire into the back guide (pos. 1 fig. D) on
the drawing mechanism.
• Lift up the idle roll (pos. 8, fig. D) releasing the roll pressure
device (pos. 5, fig. D). Make sure that the drive rolls (pos. 3 fig.
D) have the diameter corresponding to the wire being used
stamped on the outside.
• Thread the wire into the central wire guide (pos. 9 fig. D) and
into the wire guide of the centralized attachment (pos. 4 fig. D)
for a few centimetres. Lower the idle roll-holder arm making
sure the wire goes into the slot of the drive roll. If necessary,
adjust the pressure between the rollers with the screw provided (pos. 5 fig. D). The correct pressure is the minimum that
does not allow the rollers to skid on the wire. Excessive pressure will case deformation of the wire and tangling on the entrance of the sheath; insufficient pressure can cause irregular
welding.
FIG. E
24

ALUMINIUM ROLL KIT ASSEMBLY (fig. F)
Insert the idle roller and spacer supplied in the kit into the gear
housing (see figure to right) and secure the assembly to the arm
with the lock pin (1). Remove the lock screw (position 3) and
replace the 2 rollers with the ones supplied in the kit.
1
Command and control units
FIG. F
5
1
2
3
Pos. 1 Fast coupling straight polarity
Pos. 2 Weld auxiliary control connector
Pos. 3 Fast coupling reverse polarity
Pos. 4 Centralized torch connection
4
6
Pos. 5 Supply switch. In the "O" position the welder is off
Pos. 6 Power connector for HR26 cooling system
25

Control panel
KEY CONTROLS
A- PARAMETERS SELECTION Key
Used to select the parameters given below (if activated) and the
machine will go on to selecting the next parameter every time
the key is pressed (function valid for all listed keys), in the following order :
• THICKNESS OF WELDED ITEM - Adjustment range (varying
according to the welding process selected) from 0.6 to 20 mm
with an 0.1mm interval for adjustment;
• WELDING CURRENT - Adjustment range (varying according
to the welding process selected) from 10 to 250A with a 1A
interval for adjustment;
• WIRE SPEED - Adjustment range (varying according to the
welding process selected) from 1 to 22m/min. with a 0.1m/
min. interval for adjustment.
WELDING PROCESS SELECTION Key
Used to select 5 welding processes:
• MIG PULSED;
• MIG DUAL PULSED;
• MIG/MAG;
• ELECTRODE or MMA;
• TIG with "LIFT" type striking.
WELDING MODE SELECTION Key
Used to select 5 welding modes:
• 2T (two-stroke)
Pressing the torch key starts the welding cycle, which will stop
when it is released.
• 4T (four-stroke)
Pressing and releasing the torch key will start the welding cycle.
Pressing and releasing the torch key will stop the welding cycle.
• 2T CRATER
CSC [%]
StS [%]
PrG [s]
100%
SCt [s]
SLO [A/s]
SLO [A/s]
ECt [s]
CEC [%]
PoG [s]
1) When you press the torch-button, the arc is inserted and
the current remains at the INITIAL CRATER CURRENT (CSC)
value for a period of time defined by the INITIAL CURRENT
TIME (SCt) parameter.
Subsequently, the current changes to the nominal value
(WELDING CURRENT) with a slope defined by the SLOPE
(SLO) parameter.
26

2) When you let go of the torch button, the current changes to
the FINAL CRATER CURRENT (CEC) value with a slope defined by the SLOPE (SLO) parameter.
Subsequently, the current remains at the FINAL CRATER
CURRENT (CEC) for a period of time defined by the FINAL
CURRENT TIME (ECt) parameter, before ending the welding process.
• 4T CRATER
CSC [%]
StS [%]
PrG [s]
100%
SCt [s]
SLO [A/s]
SLO [A/s]
ECt [s]
CEC [%]
PoG [s]
1) Pressing the torch key will strike the arc and the current
remains at the CRATER START CURRENT (CSC) value.
2) The SLOPE (SLO) is achieved by releasing the torch key
and the current will change to rated value (WELDING CURRENT).
3) The SLOPE (SLO) is achieved by pressing the torch key
and the current will change to CRATER END CURRENT
(CEC).
4) Releasing the key will end the welding cycle.
• SPOT WELDING (Spot).
Used for spot welding for preset length of time (in seconds) by
pressing the torch key, after which the arc automatically
switches off.
WELDING PROCEDURE SELECTION Key
Used for selecting 3 different welding procedures/modes:
• SYNERGIC MODE (SYN);
• MANUAL MODE (MAN);
• AUTOMATIC MODE (AUT).
This key is not active in the ELECTRODE and TIG processes with
"LIFT" type striking.
PROGRAMME SCROLLING Keys (+/-)
This button is used to list the programs furnished by the manufacturer in SYNERGIC mode, the welding points memorized by
the user and the welding sequences in AUTOMATIC mode (99
points).
RUN/MEM Key
Two functions are associated with this key:
• RUN function used for displaying operating details (materials,
diameter of wire, type of gas, etc.) of programmes supplied by
the manufacturers (in SYNERGIC mode) that can be accessed
by using the PROGRAMME SCROLLING keys
• MEM function used to memorize weld setting set by the user
(99 different automatic jobs in AUTOMATIC mode).
GAS PURGE Key
The solenoid valve is activated and the gas starts to come out
when this button is pressed or released. The gas stops coming
out, automatically, after 30 seconds or, manually, by pressing or
releasing the button.
SPECIAL FUNCTIONS Key
This key is used to display and alter some of the basic fundamental welding parameters that were pre-set by the manufacturer in the factory beforehand. The parameters vary depending
on the process and the welding method applied, and are
memorised for each programme and automatic welding point.
WIRE TEST Key
This runs the motor for approximately 3 seconds at a fixed speed
(established by the maker) of 1m/min and the wire begins to move
forward as soon as this button is pressed. Then, in approximately
1 second, the motor accelerates to a speed of 8m/min. The process terminates when the button is released. To continue moving
the wire forward, keep the button pressed down.
V - PARAMETERS SELECTION Key
Used to select the following parameters (if activated):
• WELDING VOLTAGE TRIMMING ADJUSTMENT - Welding voltage ranging between - 25% and + 25% of the set voltage with
a 1% interval for adjustment;
• WELDING VOLTAGE - parameter calculated according to the
type of welding selected:
- Welding voltage ranging between - 25% and + 25% of the
set voltage with a 1% interval for adjustment in SYNERGIC
mode;
- from 10V to 40V with an 0.1V interval for adjustment in
MANUAL mode;
• ELECTRONIC INDUCTANCE - parameter taking on various
meanings depending on the weld process selected:
- Changes in dynamic response of the machine (valid for the
MIG/MAG, MIG PULSED and MIG DUAL PULSED processes
with adjustment ranging between - 32 to + 32 and adjustment interval at 1);
- Arc Force (valid for the MMA process with adjustment rang-
ing between 0 and 100 and adjustment interval at 1).
27

KNOB CONTROLS
ENCODER 1 Knob
This encoder is used to change values of parameters
(if active) on the A- PARAMETERS Display.
ENCODER 2 Knob
This encoder is used to change the values of parameters (if active) on the V- PARAMETERS Display.
DISPLAY AND LED INFORMATION
A - PARAMETERS SELECTION Led
WELDING PROCESS Led
WELDING PROCEDURE Led
SPECIAL FUNCTIONS Led
V- PARAMETERS SELECTION Led
When these leds are on it means that the corresponding parameter has been selected (function activated) and its value is viewed
on the reference display.
WELDING MODE Led
When these LEDs are on, this means that the corresponding parameter has been selected (function active), the value for which
is displayed on the designated screen.
28

The 5 welding methods are indicated, when the LEDs are active,
in the following manner:
Selected welding method: 2T
Selected welding method: 4T
Selected welding method: 2T CRATER
Selected welding method: 4T CRATER
Selected welding method: SPOT WELDING
ENCODER 1 Led
Shows that the value of the parameters displayed on the A PARAMETERS Display can be changed by turning the ENCODER
1 knob.
ENCODER 2 Led
Shows that the value of the parameters displayed on the V PARAMETER DISPLAY can be changed by turning the ENCODER
2 knob.
A - PARAMETERS Display
This display reads the following functions (if activated):
• WELDING CURRENT both pre-set (in SYNERGIC mode only)
and actual;
• WIRE SPEED both pre-set and actual;
• THICKNESS OF ITEM BEING WELDED pre-set (in SYNERGIC
mode only).
V - PARAMETERS Display
This display reads the following functions (if activated):
• WELDING VOLTAGE both pre-set (in SYNERGIC mode only)
and actual;
• TRIMMING ADJUSTMENT OF WELDING VOLTAGE (in SYNERGIC mode only);
• ELECTRONIC INDUCTANCE
Programme DISPLAY
This display shows:
• The number of the programme when the wording P + a number varying between 000 to 299 appears;
• The work setting (spot) number when the wording Au + a number varying between 01 and 99 appears.
The setting is active if the numbers after the wording remain unaltered, flashing settings are not active but can only be memorized.
HOLD FUNCTION Led
Shows that values of parameters displayed by the A and V - PARAMETERS Displays are respectively the current and voltage
values at the end of the last welding. The led flashes for 15 seconds or until you press any currently activated key.
29

Viewing installed software versions
The DIGISTAR 250 PULSED has a digital control with software
on board produced in the factory. This software is subject to continuous innovation and improvement. A number/specific version
displayed on the PROGRAMME DISPLAY identifies the software
of each circuit board in the following way:
• MAIN MICROCONTROLLER
Start the welding machine by turning the switch on the rear
panel to 1. Then press the SPECIAL FUNCTIONS button, followed by the RUN/MEM button.
• AUXILIARY MICROCONTROLLER
Start the welding machine by turning the switch on the rear
panel to 1. Then press the SPECIAL FUNCTIONS button, followed by the WIRE TEST button.
Before welding
WARNING: Before welding, check that the data on the power
source plate correspond to the supply voltage and frequency.
• Start up the welder by turning the switch on the back panel to
1 (N.B.: the machine will display the last settings made before
it was switched off when it is turned on again);
• Set the various units according to the chosen welding process.
Welding procedures
ELECTRODE WELDING
For coated electrode welding with devices that can be adjusted
from the user's "arc force" (adjustable with the V- PARAMETERS
SELECTION key) and "hot start" (adjustable with the SPECIAL
FUNCTIONS key).
You can access this welding mode by pressing the WELD PROCESS key and then turning to MMA
Connect up the welding cables following description in paragraph
"Connecting up welding - ELECTRODE welding cables (fig. A)".
Welding parameters
Table 3 shows the values of current to use with the respective
electrodes for the welding of common steels and low-grade alloys. These data have no absolute value and are indicative data
only. For a precise choice follow the instructions provided by the
electrode manufacturer. The current to be used depends on the
welding positions and the type of joint, and it increases according to the thickness and dimensions of the part. The current intensity to be used for the different types of welding, within the
field of regulation shown in table 4 is:
• High for plane, frontal plane and vertical upwards welding;
• Medium for overhead welding;
• Low for vertical downwards welding and for joining small pre-
heated pieces.
.
A fairly approximate indication of the average current to use in
the welding of electrodes for ordinary steel is given by the following formula:
I = 50 x (Øe – 1 )
where: I = intensity of the welding current
Øe = electrode diameter
Example: for electrode diameter 4 mm
I = 50 x (4 –1 ) = 50 x 3 = 150A
The pre-set values of the welding current
ENCODER 1 knob) and open-circuit voltage (not adjustable) or
of the "arc force" (adjustable with the ENCODER 2 knob - if selected) will be displayed on the A- PARAMETERS Display (abbreviated in dVPA) and V - PARAMETERS Display (abbreviated in
dVPV) before welding starts.
The values of the welding current
justable with the ENCODER 1 knob) and the welding voltage
or the "arc force" (adjustable with the ENCODER 2 knob - if selected (on a scale of values varying between 0 and 100 (absolute
value) with an adjustment interval at 1 - a parameter that increases
the energy of the arc under difficult welding conditions) will appear on the dVPA and dVPV displays during the welding process.
Special functions
• HOT START i.e. overcurrent being supplied when the arc is
switched on. (Hot - from 0 to 100 with an adjustment interval
at 1). With electrodes, access can be gained to the "hot start"
function (adjustable with the ENCODER 2 knob, not changeable during welding) by pressing the SPECIAL FUNCTIONS
key.
being used for welding (ad-
(adjustable with
TIG WELDING WITH "LIFT" TYPE STRIKING
You can enter this welding mode by pressing the WELDING PROCESS SELECTION key and turning to TIG with the "lift" type striking
.
Connect up the welding cables following the description
given in the paragraph "Connecting up welding - TIG welding cables (fig. C)".
Welding parameters
Table 4shows the currents to use with the respective electrodes
for TIG AC and DC welding. This input is not absolute but is for
your guidance only; read the electrode manufacturers' instructions for a specific choice. The diameter of the electrode to use is
directly proportional to the current being used for welding.
Ø ELEC-
TRODE (mm)
1,6
2
2,4
3,2
4
4,8
5,6
6,4
8
6010
6011
-
-
40-80
75-125
110-170
140-215
170-250
210-320
275-425
6012
20-40
25-60
35-85
80-140
110-190
140-240
200-320
250-400
300-500
ELECTRODE TYPE - Current adjustment field (A)
6013
20-40
25-60
45-90
80-130
105-180
150-230
310-300
250-350
320-430
6020
-
-
100-150
130-190
175-250
225-310
275-375
340-450
6027
-
-
125-185
160-240
210-300
250-350
300-420
375-475
7014
-
-
80-125
110-160
150-210
200-275
260-340
330-415
390-500
7015
7016
-
-
65-110
100-150
140-200
180-255
240-320
300-390
375-475
30
7018
-
-
70-100
115-165
150-220
200-275
260-340
315-400
375-470
7024
7028
-
100-145
140-190
180-250
230-305
275-365
335-430
400-525
Table 3
WELDING
THICKNESS
(mm)
≤≤
≤ 5
≤≤
≤≤
≤ 6,5
≤≤
> 3,5
> 6,5
> 9,5
> 13

The pre-set readings of the welding current (adjustable with
the ENCODER 1 knob) and open-circuit voltage
able) will be displayed on the A- PARAMETERS Display (abbreviated in dVPA) and V - PARAMETERS Display (abbreviated in dVPV)
before starting to weld.
The values of the welding current
justable with the ENCODER 1 knob) and the welding voltage
(not adjustable) appear on the dVPA and dVPV displays during
the welding process.
Ignitions are done rapidly and with precision in this process
through the innovative heat controlled (TCS) "lift" type striking,
reducing tungsten inclusions to a minimum and stopping the
welded piece from being nicked.
The welder has a SWS "Smart Welding Stop" system for the end
of TIG welding. Lifting up the torch without switching off the arc
will introduce a slope down and it will switch off automatically.
Special functions
There are no special functions associated with this process.
being used for welding (ad-
(not adjust-
Table 4
ELECTRODE TYPE
Current adjustment field (A)
Ø ELEC-
TRODE (mm)
1
1,6
2,4
3,2
4
Tungsten
Ce 1%
Grey
10-50
50-80
80-150
150-250
200-400
TIG DC
Tungsten
Rare earth 2%
Turchoise
10-50
50-80
80-150
150-250
200-400
MIG-MAG, MIG PULSED AND MIG DUAL PULSED
WELDING
The following jobs must be done before starting to weld:
• Remove the contact tip from the torch so that the end of the
wire can freely come out. Remember that the contact tip must
correspond to the wire diameter;
• Push the torch push button or the motor check push button
until the wire end comes out from the torch;
• Tighten the contact tip on the torch;
• Open the gas cylinder valve slowly and adjust the pressure
regulator to obtain about 1,3 - 1,7 bar;
• Work the gas testing key and adjust the flow to between 14
and 20 l/min. according to the current being used for welding;
• The welding machine is now ready to be used.
SYNERGIC welding mode
Press the WELDING PROCESS key and turn to MIG-MAG ,
MIG PULSED
WELDING PROCEDURE SELECTION key to SYN to enter this
welding mode.
Synergy is nothing else but a bond that unites the numerous
different sizes in the sense that when one of these sizes are
changed the others automatically change in synergy.
100 programmes, supplied by the manufacturer and valid for any
welding process can be installed in the DIGISTAR 250 PULSED
generator, and are divided up into:
• 100 MIG-MAG programmes (programmes numbering from 1
to 99);
• 100 MIG PULSED programmes (programmes numbering from
101 to 199);
• 100 MIG DUAL-PULSED programmes (programmes numbering from 201 to 299).
The generator comes with a certain number of programmes already produced in the factory, which are shown in the programme
table (see special paragraph) or else on the PROGRAMME DISPLAY (abbreviated dVP) and are ready to be used by the operator.
or MIG DUAL PULSED then press the
Connect up the welding cables following description given in
paragraph "Connecting the welding - MIG-MAG, MIG PULSED
or MIG DUAL PULSED welding cables (fig. C)".
Use the PROGRAMME SCROLLING keys to select the
programme best suited for the type of work to be done based on
the knowledge of a few parameters (diameter of wire, material
being welded, type of gas to use) or the RUN/MEM key to display the operating features of the programmes supplied by the
manufacturer. The readings of the preset thickness of piece
welding current
1 knob) are displayed on A - PARAMETERS Display (abbreviated
dVPA) and pre-set weld voltage
inductance
(adjustable with ENCODER 2 knob) are displayed on V PARAMETERS Display (abbreviated dVPV) before starting to weld.
The manufacturer has set the values of the last two parameters
to zero. Set as required and start welding. The actual welding
current (adjustable with ENCODER 1 knob) will be displayed on
the dVPA and the actual welding voltage, electronic inductance
and welding voltage trimming (adjustable with ENCODER 2 knob)
will be displayed on the dVPV during welding. The two encoders
are activated and operational during welding so that all the sizes
associated with them can be changed. The parameter on the
display does not alter when changing from the setting to the welding phases and vice versa.
Manual welding mode (activated for MIG-MAG
, wire speed (adjustable with ENCODER
(not adjustable), electronic
and trimming adjustment of the weld voltage
welding process only)
Press the WELDING PROCESS key and turn to MIG-MAG
then press the WELDING PROCEDURE SELECTION key to MAN
to access this welding mode. The programmes available for MIGMAG (see paragraph "Synergic work procedures") and adjustable
parameters (wire speed
basis for this welding procedure through the ENCODER knobs 1
and 2, which are not combined with each other so that you are free
to them as you wish. Connect up the welding cables following the
description given in paragraph "Connecting the welding - MIGMAG, MIG PULSED or MIG DUAL PULSED welding cables (fig.
C)". Welding programmes are displayed in the programme table
(see special paragraph) or else on the dVP display. Use the
PROGRAMME SCROLLING keys to select the programme best
suited for the type of work to be done based on the knowledge of
a few parameters (diameter of wire, material being welded, type of
gas to use) and/or the RUN/MEM key to display the operating
features of the programmes supplied by the manufacturer. The
values of the preset wire speed
knob) are displayed on the dVPA and the preset welding voltage
, (adjustable with ENCODER 2 knob) are displayed on the dVPV
before starting to weld. Set as required and start welding.
The actual weld current
can vary from the minimum to the maximum of the corresponding
synergic curve of the programme) will be displayed on the dVPA
and the actual weld voltage
- it can vary from 10 to 40V) will be displayed on the dVPV during
welding. The parameter on the displays remains unaltered when
changing from the setting to the welding phases and vice versa.
Welding spot settings may also be created and memorized with
this welding procedure (see special paragraphs) and may be backtracked in the AUTOMATIC WELDING PROCEDURE programme.
AUTOMATIC welding mode
Press the WELDING PROCESS key and turn to MIG-MAG ,
MIG PULSED
WELDING PROCEDURE SELECTION key to AUT to access this
welding mode. Previously memorized automatic jobs can be backtracked in the automatic welding mode, you can in fact enter and
backtrack previously set and memorized programmes in the synergic and manual welding procedures (see special paragraphs).
When the settings of a single preset welding spot have been entered they cannot be changed unless you change to another
welding spot.
or MIG DUAL PULSED then press the
, welding voltage ) are used as a
(adjustable with ENCODER 1
(adjustable with ENCODER 1 knob - it
, (adjustable with ENCODER 2 knob
,
31

Special functions
Just press the SPECIAL FUNCTIONS key to enter these parameters. A brief description of parameters that could be changed
follows and all the eventual combinations to be had are summed
up in table 5 (easily legible).
1) STARTING SPEED — Adjusts the starting speed of wire to
the piece. The given value is a variation in percentage against
the values set in the factory (StS - from -30% to +100% with
a 1% interval for adjustment);
2) BURN BACK — Adjusts the length of the wire coming out of
the gas nozzle after welding. The given value is a variation in
percentage against the values set in the factory. A higher number corresponds to greater wire burn back (bub - from -20%
to +20% with a 1% interval for adjustment);
3) PRE GAS — Supplies a quantity of extra gas, for a given time
set in the factory, before starting to weld (PrG - from 0 to 2
seconds with a 0.1 seconds interval for adjustment);
4) POST GAS — Supplies a quantity of extra gas, for a given
time set in the factory, before finishing welding (POG - from 0
to 10 seconds with a 0.1 seconds interval for adjustment);
5) CRATER START CURRENT — This is the current used to
start welding (CRATER welding mode connected) and may
be adjusted from - 50% to + 99% of the welding current (CSC
- from - 50% to + 99% with a 1% interval for adjustment);
6) INITIAL CURRENT TIME – Time during which the current
remains at the initial crater value (active only in 2T CRATER
mode) (SCt - from 0 to 5 sec with an adjustment interval of
0.1 seconds);
7) CRATER END CURRENT — This is the current at the end of
welding (CRATER welding mode connected) and may be adjusted from - 99% to + 50% of the welding current (CEC -
from - 99% to + 50% with a 1% interval for adjustment);
8) FINAL CURRENT TIME – Time during which the current re-
mains at the final crater value (active only in 2T CRATER mode)
(ECt - from 0 to 5 sec with an adjustment interval of 0.1 seconds);
9) SLOPE — Slope of current to pass from the "initial crater
current" level to the welding current level and to go from the
latter to the "final crater current" level. (SLO - from 10 A/s to
500 A/s with a 5 A/s interval for adjustment);
10) DOUBLE PULSE CURRENT — Determines the percentage
value of the peak and base current of the double pulse. The
value indicated is a percentage variation in + or – compared
to the value of the average welding current set (dPC – from 0
to +100% with a regulation interval of 1%).
EXAMPLE: Average pulsed current = 120 A - Double pulse
current = 180 A – Base current = 60A when the double pulse
current is set at position 50.
11) DUAL IMPULSE FREQUENCY — Establishes the dual im-
pulse frequency (Fdp - from 0.5 to 5 Hz with a 0.1 Hz interval
for adjustment);
12) SPOT WELD TIME — Time needed for spot-welding (after
pressing the torch key) after which the arc automatically
switches off (SPt - from 1 to 20 seconds with a 0.1 seconds
interval for adjustment).
13) AUTOMATIC CURRENT SLOPE — Slope of the current when
passing from one level to another; useful when employing
welding sequences (ACS – from 5A/s to 500A/s with interval
regulation of 5A/s). It also determines the variation speed of
the welding current following regulation by the operator.
Table 5 sums up the special programmes available in the various
welding modes and processes.
Create and memorize new automatic
welding spots
After establishing a new welding spot (see paragraph "AUTOMATIC welding procedure") proceed as follows:
• Press the RUN/MEM key (AUT led on) until the first welding
spot free and/or available starts flashing on the PROGRAMME
DISPLAY (dVP);
• Press the RUN/MEM button until “Sto” appears on the dVP
display and then release the button;
• After completing the saving operation the programme will set
itself automatically on the saved welding spot.
NOTE: The creation of an automatic welding point implies the
memorisation of all the corresponding special functions.
Call up automatic spots memorized
beforehand
The AUTOMATIC welding procedure must be entered to backtrack previously memorized automatic jobs, then the
PROGRAMME SCROLLING keys must be pressed to select and
view the memorized automatic jobs.
SIZE
STARTING SPEED
BURN BACK
PRE GAS
POST GAS
CRATER START CURRENT
INITIAL CURRENT TIME
CRATER END CURRENT
FINAL CURRENT TIME
SLOPE
DELTA PULSE CURRENT
DUAL IMPULSE FREQUENCY
SPOT WELD TIME
AUTOMATIC CURRENT SLOPE
WORDING
StS
bub
PrG
POG
CSC
SCt
CEC
ECt
SLO
dPC
FdP
SPt
ACS
MIG/MAG
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
MIG
PULSED
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
32
MIG
DUAL
PULSED
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
2T/4T
✔
✔
✔
✔
✔
✔
✔
WELDING MODEWELDING PROCESS
SPOT WELD
✔
✔
✔
✔
✔
✔
✔
✔
2T
CRATER
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
Table 5
4T
CRATER
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔

Copy and change automatic
welding spots
After entering the automatic welding spot that you want to copy
or change proceed as follows:
• Keep pressing the WELDING MODE SELECTION key for 3 sec-
onds; this operation will take the machine to the manual and
the synergic mode so that all the parameters memorized for
this spot can be corrected. More than one setting may be
changed this way and automatically saved by writing over the
one set previously (therefore changing it) or else it can be memorized in another programme (see paragraph "Creating and
memorizing new automatic jobs"). Use the PROGRAMME
SCROLLING key to select the position where you want to
memorize the welding spot. Press the RUN/MEM key for memorizing until the wording "Sto" appears on the PROGRAMME
DISPLAY (dVP).
To delete an automatic welding point
To delete a memorized automatic welding point for AUTOMATIC
type work related to any process, it is necessary, with welding
turned off, to proceed in the following manner:
• Position the machine on the automatic welding point you want
to delete;
• Press the RUN/MEM button for 5 seconds;
• On the display will appear “CLR”;
• When you stop pressing the button, the automatic welding point
selected will be deleted.
Having deleted the automatic welding point, the machine will
position itself on a valid automatic welding point. If there are no
valid automatic welding points, the machine will display “NA1”,
as happens when you enter AUTOMATIC mode and there are no
automatic welding points present. The free space can be occupied by a new automatic welding point or it can be left free to be
used as a sequence terminator (see paragraph “Welding sequences”).
How to use automatic welding spots
The automatic points are contained in one memory position (MAX
99 points) so they can be listed in sequence with the UP/DOWN
commands on the torch; with the processes unchanged, the passage from one point to another can occur during the welding; to
allow this, there is a programmable “ACS” parameter for the linear connection of the synergic points during the passages.
Welding sequence
It is possible to perform welding jobs using a sequence with more
than one automatic welding point previously memorized by the
user. It is also possible to change the automatic point during
welding, as long as an up/down type of torch is used.
CONCEPT OF “SEQUENCE OF AUTOMATIC
WELDING POINTS”
A “sequence of automatic welding points” is a group of a certain
number of automatic welding points saved by the user. The group
is marked off by leaving an empty automatic welding point at the
beginning of the group and another empty one at the end.
MEMORIZING A WELDING SEQUENCE
To set a welding sequence, you must:
1) Check that you have a free point before the first automatic
point (before position 1 and after position 99 there are always
two free automatic welding points that mark off the sequence.
Therefore, it is not necessary to insert an empty point in position 1 or position 99);
2) Set the machine to the program desired, in MANUAL or SYNERGIC mode with the settings you intend to use for the automatic point;
3) Press the SPECIAL FUNCTIONS button to access the special functions;
4) Select by means of the ENCORDER 1 knob, the ACS parameter;
5) With the ENCODER 2 knob, set the slope in A/s you want to
use to shift towards that automatic welding point;
6) Exit the special functions by again pressing the SPECIAL
FUNCTIONS button;
7) Save the current settings in an automatic welding point (see
paragraph “Creating and memorizing new automatic welding
points”);
8) Repeat the procedure from point 2 for all the automatic welding points you wish to add;
9) Check that there is a free point after the last point inserted or
else delete it (see paragraph “Deleting an automatic welding
point”).
USING THE SEQUENCES
To activate a welding sequence, beginning with an Mig/Mag,
Pulsed or Double Pulsed process, press the TYPE OF WORK
button to enter the AUTOMATIC mode. This involves:
• Memorizing the last active non-automatic process before en-
tering the AUTOMATIC mode;
• Selecting the last automatic point used (e.g. the last one memo-
rized), or, if this does not exist, the first existing one. Keep in
mind that it is possible that the point belongs to a different
process from the one presently selected.
When welding is not active, the LIST PROGRAMS buttons located on the front panel list all the automatic welding points that
have been memorized, changing the process automatically when
the point requires it. With the right button (+) and the left button () on the torch (if it is of the up/down type) it is only possible to
move among the points belonging to the same sequence.
Pressing the TYPE OF WORK button takes you back to the last
active setting before entering AUTOMATIC mode, while changing the welding process if necessary.
After you select an automatic welding point, it is possible to begin welding within the relative sequence. The LIST PROGRAMS
buttons on the panel are disabled while the right (+) and left (-)
buttons on the torch remain active. If the torch is not of the up/
down type, it is not possible to change the automatic point
during the welding.
When the welding is active, pressing the right (+) and left (-) buttons on the torch let you pass from one automatic welding point
to the previous or next one withing the same sequence, respecting the limits mentioned in “Limits in using the sequences”.
If pressing the right (+) or left (-) button brings you to the end of a
sequence, the sequence resumes from the opposite end.
The passage from one automatic point to another is made while
linking to the line current memorized by means of a current ramp.
The slope is memorized as part of the special functions of the
automatic welding point for which it is intended and is therefore
the active ACS parameter when the automatic welding point was
memorized.
33

LIMITS TO THE USE OF SEQUENCES
The use of sequences with the possibility of passing from one
automatic welding point to another while the welding is active is
only allowed:
• When the change of automatic welding point does not involve
a change in the welding process;
• When the process selected must be MIG/MAG or PULSED MIG
(therefore it is not possible to change the automatic welding
point during welding in DOUBLE PULSED MIG);
• When changing the automatic welding point does not involve a
change in the synergic curve used (therefore it is not possible
to pass, for example, from a memorized point beginning with
curve P4 to a memorized point beginning with curve P5);
• It is not possible to pass from one automatic welding point to
another if the WELDING MODES (2T, 4T, CRATER, POINTING
are not the same for both automatic points and if these are
different from 2T or 4T.
Resetting
Resetting to factory values must be divided in two parts. First of
all press and release the SPECIAL FUNCTIONS key to enter the
special functions. Then:
• Pressing the RUN/MEM button for 3 seconds shows the let-
ters STD flashing on the display: at the end of the flashing, by
letting go of the button the factory settings are restored for the
previously active welding programme only, except for the automatic points (which therefore remain memorised);
• Pressing the WORK TYPE button for 5 seconds shows the let-
ters RST flashing on the display: at the end of the flashing, by
letting go of the button the factory settings are restored and
the automatic welding spots are cancelled.
The wording STD and RST on the display means that the opera-
tion has been accepted. This is done when one of the keys are
released and is followed by the machine automatically starting
up again, so that the default settings are loaded and activated
straight away.
NOTE: The special parameters of all the welding programmes
are returned to their factory settings and the automatic welding
spots are cancelled.
After setting the shutdown levels and the password (relevant value
and code must be entered the first time by the user) just press
the SPECIAL FUNCTIONS key once more to exit from the menu
and have the machine ready again for welding. The selections
remain memorized until they are changed again.
"ENERGY SAVING" function
This function makes sure the cooling fan and coolant system are
working properly, these are only activated when strictly necessary i.e.:
• FAN MOTOR
The fan is activated:
- During the welding phase or for a reasonable period of time
when welding has terminated;
- When the thermostat is active or for a reasonable period of
time when it has just restarted.
• COOLANT SYSTEM
The coolant system is activated:
- When the machine is switched on for one minute so that the
coolant liquid circulates in the system at the correct pressure (call for technical assistance if the error messages do
not disappear from the displays when the coolant system
goes off);
- During the welding phase or for a suitable period of time
when the welding has terminated.
Aluminum welding
To weld with aluminum wire proceed as follows:
• Replace the drive rolls with special ones for aluminium wire
(see paragraph: "Assembly of wire-feed rolls for aluminium");
• Use a torch with a hollow of 3 m and sheath in plastic material;
• Set the pressure between the drive rolls at the minimum, by
turning the screw provided;
• Use argon gas at a pressure of 1.3 - 1.7 bar.
Maintenance
Limits to changing parameters
The SPECIAL FUNCTIONS key must be pressed for 5 seconds
to set the machine to shutdown. At this point the machine presents an interface similar to the one for setting the special functions parameters and specifically: required functions can be selected by pressing the ENCODER 1 knob, while the parameters
of the latter can be set with the ENCODER 2 knob.
Parameters selectable with ENCODER 1 knob and viewed on
relevant dVPA display are:
• PASSWORD (viewed on the PAS display)
• SHUTDOWN LEVEL (displayed on the BLL display)
Values selectable with ENCODER 2 knob and viewed on relevant
dVPV display are:
• The password has three digit numbers with values ranging from
000 to 999.
• 0 = NO SHUTDOWN or MACHINE RELEASE
The machine is not blocked, this also makes it possible to free
it if had been previously blocked (after entering the correct
password).
• 1 = SHUTDOWN LEVEL 1 activated
The ENCODER 1 knob, ENCODER 2 knob or eventual remote
control can be used to adjust the value of the
PITCH TRMMING ADJUSTMENT, value of
and value of ELECTRONIC INDUCTANCE, both in SYNERGICAL and MANUAL mode.
• 2 = SHUTDOWN LEVEL 2 activated
None of the welding parameters may be changed.
• 3 = SHUTDOWN LEVEL 3 activated
No weld parameters may be changed in SYNERGICAL and
MANUAL mode. In AUTOMATIC it is only possible to change
the WIRE SPEED, by a value of ±15% of the memorized value,
using the ENCODER 1 knob only. Eventual remote controls can
be used to scroll through the memorized automatic spots.
WELDING
WELD CURRENT
WARNING: Before carrying out any inspection of the inside of
the generator, disconnect the system from the supply.
DIGISTAR 250 PULSED
WARNING: It is very important to remove all dust sucked into the
machine by the fans, as the welders are completely electronic.
Proceed as described to keep the machine in good working order:
• Periodic removal of accumulated dirt and dust from the inside
of the generator, using compressed air. Do not aim the air jet
directly onto the electrical components, in order to avoid damaging them.
• Make periodical inspections in order to individuate worn cables
or loose connections that are the cause of overheating.
• Check, that the gas circuit is completely free from impurities
and that the connections are tight and that there are no leaks.
Carefully check that the electric valve does not leak.
• Check the wire feeder rolls periodically and replace them when
wear impairs the regular flow of the wire (slipping etc).
TORCH
The torch is subjected to high temperatures and is also stressed
by traction and torsion. We recommend not to twist the wire and
not to use the torch to pull the welder. As a result of the above
the torch will require frequent maintenance such as:
• cleaning welding splashes from the gas diffuser so that the gas
flows freely;
• substitution of the contact point when the hole is deformed;
• cleaning of the wire guide liner using trichloroethylene or spe-
cific solvents;
• check of the insulation and connections of the power cable;
• the connections must be in good electrical and mechanical
condition.
34

SPARE PARTS
Original spare parts have been specially designed for our equipment. The use of non-original spare parts may cause variations
in performance or reduce the foreseen level of safety. We decline
all responsibility for the use of non-original spare parts.
Remote controls and accessories
DIGISTAR 250 PULSED generators may be fitted out with vari-
ous remote control systems and accessories such as:
Air and/or water cooled up/down torch
The up/down torch in SYNERGIC (SYN) and MANUAL (MAN)
working mode entirely replaces the ENCODER 1 present on the
generator’s control panel. The values of synergic welding param-
eters can be adjusted by pressing the two keys on the right (+)
and left hand side (-). Arc length is still regulated with the ENCODER 2 present on the generator’s control panel.
In the AUTOMATIC (AUT) type of work, pressing the two buttons,
right (+) and left (-), lists the previously set welding points and the
memorized welding sequences.
Torch with display (Digitorch)
The new Digitorches keep all information within easy reach. The
innovative microcontroller with display integrated into the grip
allows the main welding parameters to be displayed and adjusted:
• Current
• Thickness of material
• Wire speed
• Arc length
• Electronic inductance
• Memorised programme number
Press the up/down buttons, depending on the selected operating method, to move from one programme to another or increase
and decreases the parameters on the synergic curves in use.
NOTE: The digital control unit of the generator is fitted with a
control recognition device which allows it to identify which device is connected and take action accordingly. To allow the command recognition device to work correctly, connect (with the
machine switched off) the required accessory to the relative connector and then switch on the welding machine with the on/off
switch.
Procedure for cover assembly and
disassembly
Proceed as follows: remove the six screws (two on the front panel
and four on the rear panel) indicated in the figures, remove the
handle complete with the two clamps (front/rear) and pull off the
cover. To remount, perform the above operations in reverse order.
Replacing the front electronic board
Proceed as follows:
• Unscrew the 4 screws fastening the front rack panel.
• Remove the adjustment knobs.
• Extract wiring connectors from electronic control board.
• Unscrew small supporting columns.
• Remove electronic control board by lifting it out of its supports.
• Proceed vice versa to assemble new electronic control board.
The pointing out of any difficulties and
their elimination
The supply line is attributed with the cause of the most common
difficulties. In the case of breakdown, proceed as follows:
1) Check the value of the supply voltage;
2) Check that the power cable is perfectly connected to the plug
and the supply switch;
3) Check that the power fuses are not burned out or loose;
4) Check whether the following are defective:
• the switch that supplies the machine
• the plug socket in the wall
• the generator switch
NOTE: Given the required technical skills necessary for the repair
of the generator, in case of breakdown we advise you to contact
skilled personnel or our technical service department.
35

Error conditions
FIG. G
ERROR
Display
ERR
ERR
ERR
ERR
ERR
ERR
ERR
ERR
ERROR DESCRIPTION
Display
CFG
PRG
TFS
HAR
t°C
H
O
2
SLC
FCC
ERROR CODE
Display
00
00
00
00
00
01
01
01
02
03
03
03
03
04
05
06
06
06
06
07
07
00
01
02
03
04
00
01
02
00
00
01
02
03
00
00
00
01
02
03
00
01
Table 6
DIAGNOSIS
File "CFG" (machine parameters) none
File "CUI" (user parameters) none
File "CEA" (un-programmed PID ) none
File "CAL" (machine calibration) none
Incongruent configuration
No MIG/MAG welding process curves
No MIG PULSED welding process curves
No MIG DUAL PULSED welding process
curves
Control error in FLASH memory file system
OVER VOLTAGE alarm.
Impossible to weld
UNDER VOLTAGE alarm.
Impossible to weld
UNDER & OVER VOLTAGE alarm.
Impossible to weld
PRIMARY OVERCURRENT alarm.
Impossible to weld.
Thermostat alarm. Fans working.
Impossible to weld.
Coolant unit pressure switch alarm.
Impossible to weld.
Wire drawing unit removed during use
Digital control panel removed during use
Failure to connect with
robot interface board
Torch with display (Digitorch) removed during use
Incorrect Firmware update
NVRAM memory incompatible with the firmware
you have just loaded
Incorrect Firmware update
NVRAM memory of incorrect size or out of order
36

Error conditions found in the welder are described in this paragraph and the three displays on the operator's interface (fig. G)
used to view them:
• ERROR Display (abbreviated dE): the wording ERR will flash
on this display;
• ERROR DESCRIPTION Display (abbreviated dDE): flashing
messages alternate on this display giving first the TOTAL NUMBER of errors (Es. 02) detected and then the general DESCRIPTION of the first error detected (Es. PRG);
• ERROR CODE Display (abbreviated dCE): the number of the
code (4 digits) of the error detected flashes on this display (or
the first error found should there be more than one error).
Table 6 gives eventual error messages eventually appearing on
the various displays and diagnosis of the various errors.
In addition, to facilitate the diagnosis of any eventual problems
of communication with the peripherals, a change has been made
to the leds located on the “digital card cpu front panel” (see table
7 and fig. H)
In the event of failed communication with motor control digital
card, in addition to the signalling by the DL1 LED, access to the
MIG/MAG, MIG PULSED, and MIG DOUBLE PULSED welding
processes was impeded.
The machine will automatically reset itself from MMA to TIG and
vice versa, while it will be impossible to select the modes that
require the use of the towing unit.
This is done to allow our technical assistance (that should be
called in every time a error message appears on the welder
operator's interface) to be able, in the shortest time possible after being informed by the user, to resolve the problem with greater
facility.
FIG. H
LED
DL1
(green)
DL2
(red)
DL3
(red)
DL4
(red)
DL5
(red)
DL6
(red)
DL7
(red)
DL8
(red)
DL9
(green)
CONDITION
Off
Flashing
Off
On
Off
Flashing
On
Off
On
Off
On
-
Off
On
Off
On
Off
Slow flashing
Fast flashing
Table 7
MEANING
Auxiliary microcontroller control programme inactive
Auxiliary microcontroller control programme active
+5V absent
+5V present
No problem found on motor
Incorrect motor speed
Motor short-circuited or overloaded
-15V absent
-15V present
+15V absent
+15V present
Not used
No problem
No communication with auxiliary microcontroller
No problem
No communication with auxiliary microcontroller
Main microcontroller control programme inactive
Main microcontroller control programme active
No input voltage.
Machine shutdown (the front panel switches off in this condition)
37

FR
FRANÇAIS
Introduction 38
Description 38
Donnees techniques 39
Limites d'utilisation (IEC 60974-1) 39
Méthodes de levage de l'installation 39
Ouverture de leur emballage 39
Installation et branchements 40
Chargement du fil 42
Montage des rouleaux de transport pour l'acier 42
Montage des rouleaux de transport pour l'aluminium 42
Appareils de commande et de controle 43
Tableau de contrôle 44
Affichage de la version de logiciel installée48
Avant de souder 48
Procédés de soudure 48
Creation et memorisation nouveaux points
automatiques de soudure 50
Rappeler les points automatiques memorise
precedemment 50
Copier et modifier les points automatiques
de soudure 51
Effacer un point automatique de soudure 51
Utilisation des points automatiques de soudure 51
Séquences de soudure 51
Réinitialisation des configurations 52
Limite de la modification des paramètres 52
Fonction "ENERGY SAVING" 52
Soudure à l’aluminium 52
Maintenance 52
Commandes à distance et accessoires 53
Releve des eventuels inconvenients
et leur elimination 53
Procédure de montage et de démontage
du couvercle 53
Remplacement de la carte électronique en façade 53
Conditions d'erreur 54
Schéma électrique 92
Légende schéma électrique 94
Nous vous remercions d’avoir acheté notre produit. Veuillez lire
attentivement et respecter scrupuleusement le mode d’emploi
de ce manuel et les mesures de sécurité du fascicule joint afin
de garantir de meilleures performances à l’installation et la durée
maximum de ses éléments. Dans l’intérêt de la clientèle, nous
conseillons de faire suivre la maintenance ainsi que les éventuelles réparations, aux ateliers de notre organisation d’assistance,
car ils ont tout l’équipement nécessaire et le personnel est particulièrement bien formés. Toutes nos machines et nos appareils
sont sujets à un développement continu. Par conséquent nous
devons modifier les données concernant la construction et l’équi-
pement.
GÉNÉRATEURS POLYVALENTS À INVERSEUR POUR SOUDAGE DOUBLE PULSÉ, MIG PULSÉ, MIG-MAG, MMA et TIG
Les générateurs polyvalents DIGISTAR 250 DUAL PULSED, qui
exploitent la technologie de pointe d’inverseur IGBT à commande
entièrement numérique, permettent d'effectuer des soudures de
qualité élevée, en soudage MIG-MAG, en MIG pulsé e Double
pulsé sur tous les matériaux et en particulier sur l’acier inox, l’aluminium et les tôles galvanisées, réduisant ainsi au minimum les
opérations de ré-usinage que les éclaboussures rendent nécessaires. Novatrices, robustes et faciles à utiliser, les installations
de soudage DIGISTAR 250 DUAL PULSED sont la solution idéale
pour les travaux répétitifs de précision ; ces générateurs sont
conçus pour tous les domaines industriels et professionnels, en
particulier pour l’entretien de haut niveau et le secteur Automobile. Grâce à leur dimensions et à leurs poids réduits, les générateurs DIGISTAR 250 DUAL PULSED se transportent aisément et
permettent de disposer, dans toutes les conditions opérationnelles, d’un dispositif de très haut niveau technologique. La polyvalence des générateurs DIGISTAR 250 DUAL PULSED permet d’obtenir d’excellentes performances, même avec le soudage TIG à amorce de type « lift » et avec le soudage à électrode
(MMA). Les caractéristiques principales du groupe de soudage
DIGITECH 250 DUAL PULSED sont:
• Design innovatif et fonctionnel;
• Structure portante en métal avec panneau antérieur dans un
matériau spécial anti-choc;
• Robuste poignée intégrée au châssis;
• Panneau de contrôle protégé contre les impacts accidentels;
• Contrôle digital synergique de tous les paramètres de soudage;
• Contrôle du cycle de soudage en début et fin de soudage;
• BURN BACK CONTROL (contrôle de l’extension du fil à la fin
du soudage). Quelles que soient les conditions et avec tous
les matériaux, le contrôle numérique garantit, en fin de soudage, une coupe parfaite du fil évitant ainsi la formation de la
classique «boule» gênante et assurant le rallumage correct de
l’arc;
Legende couleurs 94
Interprétation des symboles graphiques
reportés sur la machine 96
Interprétation des symboles graphiques
sur la plaque de données 97
Liste pièces de rechange 98-102
Mécanisme d’entraînement global à 4 rouleaux 103
Galets d’entraînement 104
Commade des pièces de rechange 105
Introduction
Description
38

• Caractéristique de soudage sans projection exceptionnelle
aussi bien en MIG/MAG qu'en MIG Pulse avec tout type de
gaz;
• Haute performance de soudage en MMA et TIG avec système
d'amorçage "lift arc";
• Possibilité d'enregistrer des programmes de soudage personnalisés;
• Contrôle et possibilité de répéter les paramètres de soudure;
• Facilité d'utilisation, sélection et rappel aisés des paramètres
ainsi que des programmes de soudage;
• Dispositif exclusif SWS "Smart Welding Stop" pour la fin du
soudage en TIG. En soulevant la torche sans éteindre l'arc vous
introduisez un ralentissement suivi d'une extinction;
• WSC "Wire start control". Dispositif de contrôle de l’amorce
de l’arc, permettant d’éviter que le fil à souder ne se colle sur la
pièce à souder ou sur la buse de la torche et de garantir des
amorces de l'arc précises et souples, surtout lors du soudage
de l'aluminium.
• WFC (Contrôle de la forme d’onde) Les paramètres de soudage et la forme d’onde de l’impulsion, soumis au contrôle
numérique du microprocesseur, sont pilotés et modifiés en
quelques microsecondes, sans aucune incidence sur la préci-
sion et la stabilité de l'arc, quelles que soient les variations des
conditions de soudage causées par le mouvement de la torche et les irrégularités des pièces à souder.
• Fonction "Energy Saving" qui active la ventilation du générateur et le refroidissement de la torche seulement quand
nécéssaire;
• Auto diagnostique en cas de panne;
• Clé de verrouillage partiel ou total de l’installation avec accès
limités par code d’accès;
• L'utilisation de torches MIG spéciales permet de régler à dis-
tance des paramètres de soudage directement par la soudeuse;
• Entraînement intégré par 4 rouleaux de grand diamètre, garan-
tissant un avancement du fil précis et constant;
• Poignées graduées permettant de régler de façon précise la
pression sur le fil, qui reste inchangée lors de l’ouverture et de
la fermeture des bras;
• Rouleaux à double gorge, remplaçables sans besoin d’outil;
• Logement pour bobines de fil de 300 mm maxi.
Donnees techniques
Les données techniques se trouvent sur la tableaux 1.
Modele
Alimentation triphasée 50/60Hz
Champ de réglage
Puissance maximum
Tension secondaire à vide
Courant exploitable au 100%
Courant exploitable au 60%
Courant exploitable au 40%
Classe de isolation
Degré de protection
Dimensions
Poids
Puissance du moteur
d'entraînement
N° de rouleaux
Diamètre du fil
Vitesse nominale
d'entraînement du fil
Types de fil d'apport
Bobine
Diamètre
Poids
Gaz de protection
Liquide de refroidissement
Pression maximum
Tableau 1
DIGISTAR 250
DUAL PULSED
V
A
kVA
V
A
A
A
mm
kg
W
mm
m/min
• Acier au carbone
• Acier inox
• Aluminium au magnésium
• Aluminium au silice
• Fils à âme basiques et au rutile
Ømm
kg
• Anhydride carbonique
• Argon pur Argon-Anhydride
carbonique-Oxygène
• Mélange d'Argon et d'Anhydride
carbonique
bar
400
10-250
7,8
63
160
200
250
H
IP 23
615-525-290
28
50
4
0,6-1,2
1-22
300
20 (max)
Eau distillée
3,5
Limites d'utilisation (IEC 60974-1)
L'utilisation typique d'une soudeuse n'est pas continue, car elle
a des périodes de travail effectif (soudures) et des périodes de
repos (positionnement pièces, substitution fil, opérations de meulage, etc.). Cette soudeuse est dimensionnée pour distribuer le
courant I
2 max. nominal, en toute sécurité, pendant une période
de travail de 40% par rapport au temps d'utilisation total. Les
normes en vigueur établissent à 10 min. le temps d'utilisation
total. Le 40% de cet intervalle est considéré cycle de travail. En
dépassant le cycle de travail admis, l'intervention de protection
thermique qui préserve les composants internes de la soudeuse
d'é chauffements dangereux se déclenche. Des messages clignotent sur l'afficheur (Cf. Par. Conditions d'erreur) pour signaler
l'intervention de la protection thermique. Après quelques minutes la protection thermique s'actionne à nouveau automatiquement (voyant jaune éteint) et la soudeuse est à nouveau prête à
l'emploi. Ce générateur est fabriqué selon le degré de protection
IP 23.
Méthodes de levage de l'installation
Levez l'installation après l'avoir élingué de façon stable et sûre
en commençant par le bas.
La machine à souder est équipée en son milieu d’une poignée de
transport manuel.
REMARQUE: Ces dispositifs pour soulever et transporter l’ap-
pareil sont conformes aux dispositions prescrites par les normes
européennes. N'utilisez pas d'autres dispositifs comme moyens
de levage et de transport.
Ouverture de leur emballage
L'installation est essentiellement formée par:
• Groupe de soudage;
• Torches de soudage MIG-MAG;
• Groupe de refroidissement de la torche de soudage (HR26) (en
option);
• Chariot de transport (en option).
Lors de la réception de l'appareil, effectuer les opérations suivantes:
• Sortir le générateur de soudure et tous les accessoires-composants de leur emballage;
• Contrôler que l'installation de soudure soit en bon état; en cas
contraire, le signaler immédiatement au revendeur-distributeur;
• Vérifiez si toutes les grilles d’aération sont ouvertes et l’absence d’objets susceptibles de gêner le passage de l’air.
39

Installation et branchements
Le lieu de mise en place de l'installation doit être choisi avec
soin, de manière à assurer un service satisfaisant et sûr. L'utilisateur est responsable de la mise en place et de l'usage de l'installation en accord avec les instructions du constructeur reportées
dans ce manuel. Avant de mettre en place l'installation l'utilisateur doit prendre en considération des problèmes potentiels électromagnétiques de la zone de travail. én particulier, nous suggé-
rons d'éviter que l'installation ne soit mise en place à proximité
de:
• câbles de signalisation, de contrôle et téléphoniques
•émetteurs et récepteurs radio et télévision
• ordinateurs ou instruments de mesure et de contrôle
• instruments de sécurité et de protection
Les porteurs de pacemakers, de prothèses auriculaires et d'appareils similaires doivent consulter leur médecin traitant avant
de s'approcher de l'installation en fonction. L'environnement de
l'emplacement de l'installation doit être conforme au degré de
protection de la carcasse.
L’unité de soudure est caractérisée par les classes suivantes:
• Classe de protection IP 23 indique que le générateur peut être
utilisé aussi bien à l’intérieur qu’à l’extérieur;
• Classe d’utilisation "S" signifie que le générateur peut être utilisé dans des milieux à risque accru de secousses électriques.
Cette installation refroidie l'eau au moyen de la circulation forcée
d'air et doit donc être disposêe de maniére à ce que l'air puisse
être facilement expiré et expulsé par les ouvertures pratiquées
dans le châssis.
L'installation doit se monter en procédant de la sorte:
• Montage du chariot (facultatif);
• Fixation du groupe de soudage sur le chariot;
• Fixation du groupe de refroidissement (facultatif) sur le chariot
et sur la soudeuse (connexions électriques et hydrauliques).
• Interconnexion des câbles de soudage;
• Connexion de la soudeuse sur le secteur.
Les instructions de montage des dispositifs facultatifs sont contenues dans leurs emballages respectifs.
BRANCHEMENTS CABLES DE SOUDURE
Soudage par électrode MMA
Brancher, toujours avec la machine débranchée du réseau, les
câbles de soudure aux bornes de sortie (Positif et Négatif) de la
soudeuse, en se branchant à la pince de la masse, avec la polarité prévue pour le type d’électrode à utiliser (Fig. A). En choisissant les indications fournies par les fabricants d’électrodes. Les
câbles de soudure doivent être le plus court possible, ils doivent
être près l’un de l’autre, positionnés au niveau du sol ou très
proche du sol.
2000H933
Soudage en TIG
Pour commencer à souder en TIG, effectuez les connexions illustrées par la Fig. B et plus précisément (sur la machine éteinte):
• Raccordez le tuyau de gaz, provenant du raccordement à enclenchement rapide de la torche avec vanne de soudage TIG,
sur la bombonne de gaz et ouvrez cette dernière. Les bombonnes de gaz sont munies d'un réducteur de pression qui
permet de régler la pression du gaz utilisé pour le soudage.
• connectez le câble de masse sur la connexion rapide marquée
par le symbole + (positif) puis la pince de masse sur la pièce à
souder ou sur le plateau porte-pièce dans un endroit dépourvu
de rouille, peinture ou graisse;
• branchez le câble d'alimentation de la torche sur la connexion
rapide indiquée par le symbole - (négatif).
Pièce de soudure
La pièce à souder devrait toujours être branchée à la terre pour
diminuer les émissions électromagnétiques. Mais il faut faire très
attention de ne pas augmenter le risque d’accidents ou de dommages à d’autres appareils électriques en branchant la terre à la
pièce à souder. S’il faut brancher la pièce à souder à terre, il faut
effectuer un branchement direct entre la pièce et la partie de
terre. Dans les Pays où cette connexion n’est pas admise, brancher la pièce à souder à la terre à l’aide de condensateurs, en
accord aux normes Nationales.
FIG. A
40
2000H934
FIG. B

Soudage MIG-MAG / MIG PULSE/ MIG DUAL
PULSE
Pour commencer à souder en MIG-MAG, effectuez les connexions
illustrées par la Fig. C et plus précisément (sur la machine éteinte):
• relier le tuyau du gaz à la bombonne. Les bombonnes de gaz
sont munies d'un réducteur de pression qui permet de régler
la pression du gaz utilisé pour le soudage.
• connectez le câble de masse sur la connexion rapide marquée
par le symbole - (négatif) puis la pince de masse sur la pièce à
souder ou sur le plateau porte-pièce dans un endroit dépourvu
de rouille, peinture ou graisse. Le recours à des câbles de masse
particulièrement longs provoque des chutes de tension et des
problèmes à cause de la résistance et de l'inductance plus
élevées des câbles, susceptibles de causer des défauts de soudage. Pour éviter ces inconvénients, conformez-vous à ces
prescriptions:
• choisissez des câbles de masse de section adéquate;
• tendez les plus possible les câbles en évitant la formation de
boucles.
• visser le fil de puissance de la torche à la prise centralisée
placée sur le panneau antérieur de la machine et brancher les
tuyaux de refoulement (couleur bleue) et de retour (couleur
rouge) de l'eau aux prises rapides relatives (de couleur bleue
et rouge) placées sur l'alimentateur de fils.
BRANCHEMENT A LA LIGNE D’UTILISATION
Le branchement de l’appareil sur le réseau est une opération
qui ne doit être effectuée que par un personnel qualifié et
exclusivement par celui-ci.
Avant de brancher la soudeuse à la ligne d’utilisation, contrôler les données de la plaque pour voir si elles correspondent à la valeur de la tension et fréquence de réseau et que
l’interrupteur de ligne de la soudeuse se trouve sur la position "O".
Ne branchez la soudeuse que sur la distribution de courant
industriel et jamais sur le secteur.
La connexion sur le secteur doit être réalisée à l'aideducâble tripolaire fourni avec l'installation, qui a les caractéristiques suivantes:
• 3 conducteurs servent pour brancher la machine au réseau;
• le quatrième, de couleur JAUNE-VERT, pour effectuer le bran-
chement de "LA MISE A LA TERRE".
Brancher au câble d’alimentation une fiche normalisée (3p+t)
avec une capacité appropriée et prédisposer une prise de
réseau équipée d’un fusible ou d’un interrupteur automatique; le terminal spécifique de la mise la terre doit être branché au conducteur de terre (JAUNE-VERT) de la ligne d’alimentation.
Le tableau 2 reporte les valeurs de portée conseillés pour fusibles de ligne retardé, choisis d’après le courant maximum nomi-
2000F935
FIG. C
Tableau 2
Modele
2 Max nominal 40% (*)
I
Puissance
d’installation
Courant nominal des fusibles
retardés
A
kVA
A
Câble de branchement réseau
Longueur
Section
Câble de masse
m
mm
mm
(*) Facteur de service
nal distribué par la soudeuse et à la tension nominale d’alimentation.
REMARQUE: Les éventuelles rallonges du câble d’alimentation
doivent avoir une section adaptée, en aucun cas elle ne doit être
inférieure à celle.
DIGISTAR 250
DUAL PULSED
2
2
250
7,8
10
4
1,5
35
41

Chargement du fil
Montage des rouleaux de transport
• Enfilez la bobine (Ø 300 mm MAX) sur le support de façon à ce
que le fil se déroule en sens horaire en faisant coïncider le point
de repère du support en face du trou de la bobine.
• Introduire l’extrémité du fil dans le guide (pos.1 fig. D) sur le
mécanisme d’entraînement.
• Soulevez le bras porte rouleau libre (pos. 8, fig. D) en libérant
les dispositifs de pression des rouleaux (pos. 5, fig. D). Contrô-
ler que le galet moteur (pos.3 fig. D) soit estampillé sur la face
externe le diamètre correspondant au fil utilisé.
• Introduire le fil dans la gaine guidefil (pos.4 fig. D) de quelques
centimètres.Abaissez les bras porte rouleau libre en vérifiant
que le fil pénètre dans la cavité du rouleau moteur. Baisser le
galet fou en s’assurant que le fil entre dans la gorge du galet
moteur. Régler éventuellement la pression entre les galets en
agissant sur la vis (pos.5 fig. D). La pression correcte est celle
minimale qui ne permet pas aux galets de glisser sur le fil. Une
pression excessive peut provoquer une déformation du fil et
des enchevétrements à l’entrée de la gaine, une pression insuffisante provoque une irrégularité en soudure.
5
2
2
8
8
9
1
4
pour l'aluminium
DÉMONTAGE DES ROULEAUX EXISTANTS (fig. E)
Dévissez la tige de fixation (position 1) à l’aide de la clé prévue à
cet effet et sortez le coussinet avec les entretoises (position 2).
1
2
3
3
7
6
FIG. D
Montage des rouleaux de transport
pour l'acier
Dévissez la vis (pos. 6, figure D). Soulevez le bras porte rouleau
libre (pos. 2 fig. D) et procédez de la sorte:
• Chaque rouleau indique sur les deux faces externes le type de
fil e le diamètre.
• Contez les rouleaux adéquats (pos. 3, fig. D) en veillant à placer correctement la rainure en fonction du diamètre du fil utilisé.
• Vissez la vis (pos. 6, fig. D).
FIG. E
MONTAGE DES ROULEAUX DU KIT ALUMINIUM
(fig. F)
Introduisez dans le logement de l'engrenage (cf. figure de droite)
le rouleau fou et l’entretoise fournis avec le kit et verrouillez le
tout sur le petit bras à l’aide de la tige de fixation (position 1).
Dévissez la vis de fixation (position 3) et remplacez les 2 rouleaux par ceux fournis avec le kit.
42
1
FIG. F

Appareils de commande et de controle
5
1
2
3
Pos. 1 Raccord rapide polarité négative
Pos. 2 Connecteur pour commandes auxiliaires de soudage
Pos. 3 Raccord rapide polarité positive
4
6
Pos. 4 Connecteur centralisé torche
Pos. 5 Interrupteur de ligne. En position "O", la soudeuse est
éteinte
Pos. 6 Connecteur d'alimentation de l'installation de refroidis-
sement HR26
43
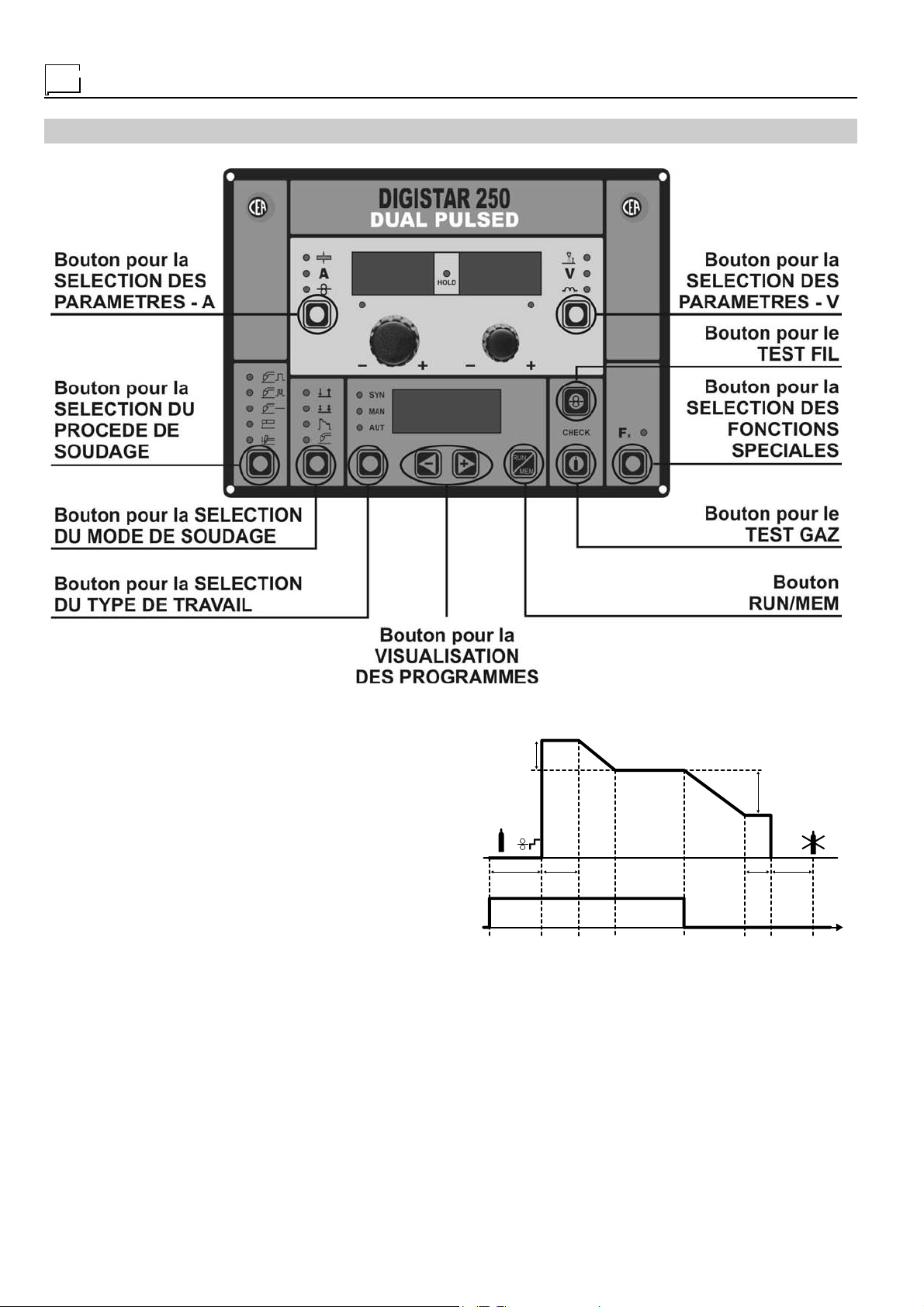
Tableau de contrôle
TOUCHES DE COMMANDE
Bouton pour la SELECTION DES PARAMETRES - A
Permettent de sélectionner les paramètres suivants (s'ils sont
actifs) et à chaque pression de la touche la machine passe à la
sélection du paramètre suivant (fonction valide pour toutes les
touches énumérées) dans l'ordre suivant:
•ÉPAISSEUR DE LA PIÈCE À SOUDER - Plage de réglage pos-
sible (variable selon le procédé de soudage choisi) de 0,6 à 20
mm avec intervalle de réglage de 0,1 mm;
• COURANT DE SOUDAGE - Plage de réglage possible (variable selon le procédé de soudage choisi) de 10 à 250 A avec
intervalle de réglage de 1 A;
• VITESSE DU FIL - Plage de réglage possible (variable selon le
procédé de soudage choisi) de 1 à 22 mm/mn avec intervalle
de réglage de 0,1 mm/mn.
Bouton pour la SELECTION DU PROCEDE DE
SOUDAGE
Permet de sélectionner 5 procédés de soudage:
• MIG PULSÉ;
• MIG PULSÉ DOUBLE;
• MIG/MAG;
•ÉLECTRODE ou MMA;
• TIG avec amorce type LIFT.
Bouton pour la SELECTION DU MODE DE
SOUDAGE
Permet de sélectionner 5 modes de soudage:
• 2T (deux temps)
Si vous appuyez sur la touche torche vous effectuez le cycle
de soudage, si vous la lâchez vous achevez la soudure.
• 4T (quatre temps)
En appuyant et en lâchant la touche torche vous commencez
le cycle de soudage. En appuyant et en lâchant la touche torche vous achevez le cycle de soudage.
• 2T CRATÈRE
CSC [%]
StS [%]
PrG [s]
100%
SCt [s]
SLO [A/s]
SLO [A/s]
ECt [s]
CEC [%]
PoG [s]
1) En appuyant sur la touche de la torche on amorce l'arc et le
courant reste sur la valeur du COURANT INITIAL DE CRATÈRE (CSC) pendant une durée définie par le paramètre
DURÉE DU COURANT INITIAL (SCt).
Successivement, le courant passe à la valeur nominale
(COURANT DE SOUDAGE) avec une inclinaison définie par
le paramètre SLOPE (SLO).
2) En relâchant la touche de la torche, le courant passe à la
valeur de COURANT FINAL DE CRATÈRE (CEC) avec une
inclinaison définie par le paramètre SLOPE (SLO).
Par la suite, le courant reste sur la valeur de COURANT
FINAL DE CRATÈRE (CEC) pendant une durée de temps
déterminée par le paramètre DURÉE DU COURANT FINAL
(ECt) avant de terminer le soudage.
44

• 4T CRATÈRE
CSC [%]
StS [%]
PrG [s]
100%
SCt [s]
SLO [A/s]
SLO [A/s]
ECt [s]
CEC [%]
PoG [s]
1) Si vous appuyez sur la touche torche vous amorcez l'arc et
le courant reste à la valeur du COURANT INITIAL de CRATÈRE (CSC)
2) Si vous lâchez la touche torche vous effectuez la RAMPE
(SLO) et le courant se porte à la valeur nominale (COURANT DE SOUDAGE).
3) Si vous appuyez sur la touche torche vous effectuez la
RAMPE (SLO) et le courant se porte à la valeur de COURANT FINAL DE CRATÈRE (CEC).
4) Si vous lâches la torche le cycle de soudage s'achève.
• SOUDAGE PAR POINTS (spot)
Permet d'effectuer, en appuyant sur la touche torche, le soudage par points pendant une durée prédéfinie (en secondes)
au terme de laquelle l'arc s'éteint automatiquement.
Bouton pour la SELECTION DU TYPE DE TRAVAIL
Permet de sélectionner 3 types/modes différents de travail:
• MODE SYNERGIQUE (SYN);
• MODE MANUEL (MAN);
• MODE AUTOMATIQUE (AUT).
Cette touche n'est pas active pendant les procédés ÉLECTRODE
et TIG avec raccordement rapide LIFT.
Bouton pour la VISUALISATION DES
PROGRAMMES (+/-)
Ce bouton est utilisé pour consulter les programmes fournis par
le constructeur en modalité SYNERGETIQUE, les points de soudure mémorisés par le client et les séquences de soudure en
modalité AUTOMATIQUE (99 points).
Bouton pour le TEST GAZ
L'électrovanne est activée et le gaz commence à sortir quand
cette touche est pressée puis relâchée. La sortie de gaz s’interrompt, automatiquement, après 30 secondes ou, en mode manuel, en appuyant sur la touche et en la relâchant.
Bouton pour la SELECTION DES FONCTIONS
SPECIALES
Cette touche permet d'afficher et de modifier certains paramè-
tres nécessaires et fondamentaux pour le soudage, déjà
configurés par le fabricant en usine. Les paramètres changent
selon le processus et le mode de soudage utilisés et ils sont
mémorisés pour chaque programme et point de soudure automatique.
Bouton pour le TEST FIL
Dès que vous appuyez sur cette touche, le moteur se met en
marche pendant 3 secondes environ à une vitesse fixe (établie
par le fabricant) de 1m/min et le fil commence à avancer. Le moteur
met ensuite environ 1 seconde pour atteindre une vitesse de 8
m/min. Si vous lâchez la touche, le processus cesse. Pour continuer à faire avancer le fil vous devez continuer à appuyer sur la
touche.
Bouton pour la SELECTION DES PARAMETRES - V
Permet de sélectionner les paramètres suivants (s'ils sont actifs):
• RÉGLAGE FIN DE LA TENSION DE SOUDAGE- Tension de
soudage comprise entre -25% et +25% de la valeur de tension configurée avec intervalle de réglage de 1%.
• TENSION DE SOUDAGE - paramètre calculé de façon différente selon la typologie de soudure sélectionnée:
- Tension de soudage comprise entre -25% et +25% de la
valeur de tension configurée avec intervalle de réglage de
1% en mode SYNERGIE;
- De 10V à 40 V avec intervalle de réglage de 0,1 V en mode
MANUEL;
• INDUCTANCE ÉLECTRONIQUE - paramètre dont le sens est
fonction du procédé de soudage choisi:
- Variation de la réponse dynamique de la machine (valide pour
les procédés MIG/MAG, MIG PULSÉ, MIG DOUBLE PULSÉ
avec plage de réglage de -32 à +32 et intervalle de réglage
de 1);
- Arc Force (valide pour le procédé MMA avec plage de ré-
glage de 0 à 100 et intervalle de réglage 1).
Bouton RUN/MEM
Deux fonctions sont associées à cette touche:
• Fonction RUN utilisée pour afficher les caractéristiques (maté-
riau, diamètre du fil, type de gaz, etc..) des programmes fournis par le fabricant (en mode SYNERGIE) et rappelés par l'utilisateur à l'aide des touches DÉFILEMENT PROGRAMMES.
• Fonction MEM utilisée pour mémoriser les configurations de
soudage définies par l'utilisateur (99 points de soudage diffé-
rents en mode AUTOMATIQUE).
45

POIGNÉE DE COMMANDE
Molette de règlage ENCODER 1
Cet encodeur permet de modifier les valeurs des paramètres (s'ils sont actifs) affichés sur la page VISUALISATION PARAMÈTRES - A.
Molette de règlage ENCODER 2
Cet encodeur permet de modifier les valeurs des paramètres (s'ils sont actifs) affichés sur la page VISUALISATION PARAMÈTRES - V.
INDICATIONS AFFICHÉES ET DEL
Led SELECTION DES PARAMETRES - A
Led PROCEDE DE SOUDAGE
Led TYPE DE TRAVAIL
Led FONCTIONS SPECIALES
Led SELECTION DES PARAMETRES - V
Ces voyants à diode (DEL) s'éclairent pour signaler la sélection
du paramètre correspondant (fonction active), dont la valeur s'affiche sur l'image écran de référence.
Led MODE DE SOUDAGE
Quand ces LEDs sont allumées cela veut dire que le paramètre
correspondant a été sélectionné (fonction active), sa valeur étant
affichée sur l’écran de référence.
46

Les 5 modes de soudure sont indiqués, quand les LEDs sont
actives, de la manière suivante:
Mode de soudure sélectionné: 2T
Mode de soudure sélectionné: 4T
Mode de soudure sélectionné: 2T CRATÈRE
Mode de soudure sélectionné: 4T CRATÈRE
Mode de soudure sélectionné: SOUDAGE PAR POINTS
Led ENCODER 1
Indique la valeur du paramètre affiché en VISUALISATION PARAMÈTRES - A, modifiable en faisant tourner la poignée
ENCODER 1.
Led ENCODER 2
Indique la valeur du paramètre affiché en VISUALISATION PARAMÈTRES - V, modifiable en faisant tourner la poignée
ENCODER 2.
Display POUR LA VISUALISATION DES
PARAMETRES - A
Cette affichage montre les fonctions suivantes (si elles sont actives):
• L'INTENSITÉ DE SOUDAGE prédéfinie (uniquement en mode
SYNERGIQUE) et réelle;
• La VITESSE DU FIL prédéfinie et réelle;
• L'ÉPAISSEUR DE LA PIÈCE À SOUDER prédéfinie (unique-
ment en mode SYNERGIQUE).
Display POUR LA VISUALISATION DES
PARAMETRES - V
Cette affichage montre les fonctions suivantes (si elles sont actives):
• La TENSION DE SOUDAGE prédéfinie (uniquement en mode
SYNERGIQUE) et réelle;
• Le RÉGLAGE FIN DE LA TENSION DE SOUDAGE (uniquement
en mode SYNERGIQUE);
• L'INDUCTANCE ÉLECTRONIQUE.
Display POUR LA VISUALISATION DES
PROGRAMMES
Cet affichage montre:
• Le numéro du programme lorsqu'apparaît P + un numéro allant de 000 à 299;
• Le numéro de configuration (point) du travail lorsque apparaît
Au + un numéro allant de 01 à 99.
Lorsque ces numéros qui suivent les lettres sont fixes la configuration est active, lorsqu'ils clignotent les configuration ne sont
pas actives mais uniquement mémorisables.
Led HOLD
Indique que les valeurs des paramètres affichés en VISUALISATION PARAMÈTRES A et V sont respectivement les valeurs de
l'intensité et de la tension au terme du dernier soudage. Le DEL
clignote pendant 15 secondes ou jusqu'au moment où vous appuyez sur une touche quelconque active à cet instant.
47

Affichage de la version de logiciel
installée
Le DIGITECH 250 DUAL PULSED dispose d'une commande
numérique sur laquelle est installée un logiciel configuré en usine.
Ce logiciel est entièrement évolutif. Le logiciel de chaque carte
est identifié par un/e numéro/version précis/e qui peut s'afficher
en VISUALISATION PROGRAMMES de la façon suivante:
• MICROCONTRÔLEUR PRINCIPAL
Mettez en marche la machine à souder en faisant tourner l’in-
terrupteur du tableau arrière sur la position 1; appuyez sur la
touche FONCTIONS SPÉCIALES puis sur la touche MARCHE/
MEM.
• MICROCONTRÔLEUR AUXILIAIRE
Mettez en marche la machine à souder en faisant tourner l’in-
terrupteur du tableau arrière sur la position 1; appuyez sur la
touche FONCTIONS SPÉCIALES puis sur la touche ESSAI/
PROFIL.
Avant de souder
IMPORTANT: Avant d’allumer la soudeuse, vérifier encore une
fois que la tension et la fréquence du réseau d’alimentation correspondent aux données de la plaque.
• Mettez la soudeuse en fonction en faisant tourner l'interrup-
teur, situé à l'arrière, sur la position 1 (N.B. : à chaque allumage
de la machine les dernières configurations effectuées avant
l'extinction s'affichent.;
• Configurez les groupes en fonction du procédé de soudage
voulu.
• Moyen pour les soudures au-dessus de la tête,
• Bas pour la soudure verticale descendante et pour unir des
pièces de petites dimensions préchauffées.
Une indication, très approximative, du courant moyen à utiliser
pour la soudure d’électrodes en acier normal est fournie par la
formule suivante:
I = 50 x (Øe – 1 )
où: I = intensité du courant de soudure
Øe = diamètre de l’électrode
Exemple: électrode diamètre 4 mm
I = 50 x (4 –1 ) = 50 x 3 = 150A
Avant d'effectuer le soudage VISUALISATION PARAMÈTRES - A
(abrégé dVPA) et VISUALISATION PARAMÈTRES - V (abrégé
dVPV) montrent les valeurs prédéfinies de l'intensité de soudage
(modifiable à l'aide de la poignée ENCODER 1) et de la tension à vide (non modifiable) ou de l'Arc Force (si elle est sélectionnée - modifiable à l'aide de la poignée ENCODER 2).
Pendant le procédé de soudage les affichages dVPA et dVPV
montrent les valeurs de l'intensité de soudage
fiables à travers la poignée ENCODER 1) et de la tension de soudage
modifiable de 0 à 100 (valeur absolue) avec intervalle de réglage
de 1 - paramètre qui augmente l'énergie de l'arc si les conditions
de soudage sont lourdes à travers la poignée ENCODER 2))
Fonctions speciales
• HOT START c'est-à-dire surintensité fourni au moment où l'arc
(non modifiable) ou de l'Arc Force (si elle sélectionnée -
s'allume. (Hot - de 0 à 100 avec intervalle de réglage de 1) En
mode électrode vous pouvez accéder, par pression de la touche FONCTIONS SPÉCIALES, à la fonction Hot Start (réglable
à travers la poignée ENCODER 2 et non modifiable en cours
de soudage)
réelles (modi-
Procédés de soudure
SOUDAGE PAR ÉLECTRODE
Pour le soudage d'électrodes revêtues à l'aide de dispositifs ré-
glables par l'utilisateur "arc force" (réglable à l'aide de la touche
SÉLECTION PARAMÈTRES - V) et "hot start" (réglable à l'aide
de la touche FONCTIONS SPÉCIALES).
Pour accéder à ce mode de soudage appuyez sur la touche PRO-
CÉDÉ DE SOUDAGE et en vous plaçant sur MMA
Branchez les câbles de soudage en suivant les descriptions du
paragraphe Connexion des câbles de soudage - soudage par
ÉLECTRODE (Fig. A).
Paramètres de soudage
Dans le tableau 3 sont indiquées les valeurs de courant à utiliser
avec les électrodes respectives pour la soudure des aciers communs et bas liés. Ces données n’ont pas une valeur absolue mais
simplement d’orientation, pour un choix précis suivre les indications données par les fabricants d’électrodes. Le courant à utiliser dépend des positions de soudure, du type de joint et varie de
façon croissante en fonction de l’épaisseur et des dimensions de
la pièce. La valeur et l’intensité de courant à utiliser pour les différents types à souder, entre le camps de réglage indiqué sur le
tableau 3 est:
• Elevée pour la soudure à plat, plat frontal et vertical ascendant,
Ø ÉLECTRODE
(mm)
1,6
2
2,4
3,2
4
4,8
5,6
6,4
8
6010
6011
-
-
40-80
75-125
110-170
140-215
170-250
210-320
275-425
TYPES D’ÉLECTRODES - Champ de réglage du courant (A)
6012
20-40
25-60
35-85
80-140
110-190
140-240
200-320
250-400
300-500
6013
20-40
25-60
45-90
80-130
105-180
150-230
310-300
250-350
320-430
.
6020
-
-
100-150
130-190
175-250
225-310
275-375
340-450
125-185
160-240
210-300
250-350
300-420
375-475
SOUDURE TIG AVEC AMORÇAGE "LIFT"
Pour accéder à ce mode de soudage appuyez sur la touche PRO-
CÉDÉ DE SOUDAGE et en vous plaçant sur TIF avec amorce
LIFT
Branchez les câbles de soudage en suivant les descriptions du
paragraphe Connexion des câbles de soudage - soudage TIG
(Fig. B).
Paramètres de soudage
Le tableau 4 montre les valeurs d'intensité à utiliser avec les élec-
trodes respectives de soudage TIG, AC et DC. Ces chiffres ne
sont qu'indicatifs; pour effectuer un choix précis, suivez les indications du fabricant des électrodes. Le diamètre de l'électrode à
utiliser est directement proportionnel à l'intensité utilisée pour
souder.
Avant d'effectuer le soudage VISUALISATION PARAMÈTRES - A
(abrégé dVPA) et VISUALISATION PARAMÈTRES - V (abrégé
dVPV) montrent les valeurs prédéfinies de l'intensité de soudage
sion à vide
Pendant le procédé de soudage dVPA et dVPV montrent les
valeurs de l'intensité de soudage
soudage (modifiable à l'aide de la poignée ENCODER 1) et de la
tension de soudage
.
(modifiable à l'aide de la poignée ENCODER 1) et de la ten-
(non modifiable).
utilisée pour effectuer le
(non modifiable).
Tableau 3
EPAISSEUR
6027
-
-
-
7014
-
-
80-125
110-160
150-210
200-275
260-340
330-415
390-500
7015
7016
-
-
65-110
100-150
140-200
180-255
240-320
300-390
375-475
7018
-
-
70-100
115-165
150-220
200-275
260-340
315-400
375-470
7024
7028
-
100-145
140-190
180-250
230-305
275-365
335-430
400-525
SOUDURE
(mm)
U 5
U 6,5
> 3,5
> 6,5
> 9,5
> 13
48

Pendant ce procédé grâce au système novateur d'amorce Lift à
contrôle thermique (TCDS), les allumages s'effectuent de façon
précise et rapide, en réduisant au minimum les inclusions de
tungstène et en annulant les incisions sur la pièce à souder.
La soudeuse est équipée aussi du dispositif exclusif SWS "Smart
Welding Stop" pour la fin du soudage en TIG En soulevant la
torche sans éteindre l'arc vous introduisez un ralentissement suivi
d'une extinction.
Fonctions speciales
Il n'existe aucune fonction spéciale associée à ce procédé.
Tableau 4
TYPE D’ÉLECTRODE
Champ de réglage du courant (A)
Ø ÉLECTRODE
(mm)
1
1,6
2,4
3,2
4
Tungstène
Ce 1%
Gris
10-50
50-80
80-150
150-250
200-400
TIG DC
Tungstène
Terres rares 2%
Turquoise
10-50
50-80
80-150
150-250
200-400
SOUDAGE MIG-MAG, MIG PULSE ET MIG DUAL
PULSE
Avant de commencer à souder, effectuez les opérations suivantes:
• Enlever le tube contact de la torche pour permettre la libre sortie du fil pendant le chargement. Se rappeler que le tube contact doit correspondre au diamètre du fil utilisé;
• Presser le bouton poussoir de la torche ou celui pour le test
moteur jusqu’à la sortie du fil de la torche;
• Revisser le tube contact sur l’extrémité de la torche;
• Ouvrir lentement le robinet de la bouteille et tourner la poignée
du détendeur, pour obtenir une pression d’environ 1,3-1,7 bar;
• Actionnez la touche d'essai du gaz et réglez le débit sur une
valeur comprise entre 14 et 20 l/mn selon l'intensité de courant utilisée pour souder;
• La soudeuse est prête à l’emploi.
Type de travail SYNERGIQUE
Pour accéder à ce mode de soudage appuyez sur la touche PRO-
CÉDÉ DE SOUDAGE, placez-vous sur MIG-MAG
PULSÉ
touche TYPOLOGIE DE TRAVAIL en vous plaçant sur SYN.
La synergie est une liaison qui relie des grandeurs différentes et
qui, dès que vous modifiez l'une d'elles, modifie les autres en
fonction de cette variation de façon automatique et synergique.
Le générateur DIGITECH 250 DUAL PULSED permet de saisir
100 programmes, fournis par le fabricant, par procédé de soudage et divisés de la sorte:
• 100 programmes MIG-MAG (n° de programme de 1 à 99);
• 100 programmes MIG PULSÉ(n° de programme de 101 à 199);
• 100 programmes MIG DOUBLE PULSÉ(n° de programme de
201 à 299).
A sa sortie d'usine le générateur dispose d'un certain nombre de
programmes déjà construits en usine, disponibles et se trouvent
sur le tableau des programmes (cf. paragraphe consacré) ou sur
VISUALISATION PROGRAMMES (Abrégé en dVP).
Branchez les câbles de soudage de la façon décrite au paragraphe Connexion des câbles de soudage - soudage MIG-MAG,
MIG PULSÉ ou MIG DOUBLE PULSÉ (Fig. C).
Utilisez les touches DÉFILEMENT PROGRAMMES pour sélectionner le programme le mieux adapté au type de travail à effectuer, en fonction de certains paramètres (diamètre du fil, maté-
riau à souder, type de gaz à utiliser) ou la touche RUN/MEM pour
afficher les caractéristiques des programmes fournis par le fabricant.
ou MIG DOUBLE PULSÉ et appuyez sur la
, MIG
Avant d'effectuer le soudage l'affichage VISUALISATION PARAMÈTRES - A (abrégé dVPA) montre les valeurs prédéfinies pour
l'épaisseur de la pièce
du fil
l'affichage VISUALISATION PARAMÈTRES - V (abrégé en vDPV)
montre les valeurs préétablies de la tension de soudage
modifiable) de l'inductance electronique
tion de la tension de soudage
gnée ENCODER 2). Les valeurs des deux derniers paramètres
sont configurées par le fabricant sur zéro.
Configurez les réglages voulus et commencez à souder.
Pendant le soudage l'affichage dVPA montre les valeurs réelles
de l'intensité du soudage, (modifiables à l'aide de la poignée
ENCODER 1) et l'affichage DPV montre les valeurs réelles de la
tension de soudage, (modifiable à travers la poignée ENCODER
2).
Les deux encodeurs sont actifs et opérationnels pendant la phase
de soudage et toutes les grandeurs qui leur sont associées sont
donc modifiables.
Le paramètre affiché ne change pas lorsque vous passez de la
phase de pré-configuration à celle de soudage et vice-versa.
Type de travail MANUEL (actif uniquement pendant
(modifiables à l'aide de la poignée ENCODER 1) et
, l'intensité du soudage , la vitesse
, (non
et de la régula-
(modifiable à travers la poi-
le procédé de soudage MIG-MAG)
Pour accéder à ce mode de soudage appuyez sur la touche PRO-
CÉDÉ DE SOUDAGE, placez-vous sur MIG-MAG
sur la touche TYPOLOGIE DE TRAVAIL en vous plaçant sur MAN.
Dans ce type de travail, vous utilisez comme base les programmes disponibles en MIG-MAG (cf. par. Type de travail synergique)
et les paramètres modifiables (vitesse du fil
dage
entre eux et peuvent donc être modifiés au gré de l'utilisateur.
Branchez les câbles de soudage de la façon décrite au paragraphe Connexion des câbles de soudage - soudage MIG-MAG,
MIG PULSÉ ou MIG DOUBLE PULSÉ (Fig. C).
Les programmes de soudage se trouvent sur le tableau des programmes (cf. par. Consacré) ou sur l'affichage dVP.
Utilisez les touches DÉFILEMENT PROGRAMMES pour sélectionner le programme le mieux adapté au type de travail à effectuer, en fonction de certains paramètres (diamètre du fil, maté-
riau à souder, type de gaz à utiliser) ou la touche RUN/MEM pour
afficher les caractéristiques des programmes fournis par le fabricant.
Avant d'effectuer le soudage l'affichage dVPA montre les valeurs
prédéfinies de la vitesse du fil
poignée ENCODER 1) et l'affichage DPV montre les valeurs
prédéfinies de la tension de soudage
poignée ENCODER 2).
Configurez les réglages voulus et commencez à souder.
Pendant le soudage l'affichage dVPA montre les valeurs réelles
de l'intensité de soudage
ENCODER 1 - peut varier du minimum au maximum de la courbe
synergique correspondante du programme) et l'affichage dVPV
montre les valeurs réelles de la tension
la poignée ENCODER 2 - peut varier de 10 à 40 V).
Le paramètre affiché ne change pas lorsque vous passez de la
phase de pré-configuration à celle de soudage et vice-versa.
En outre, ce type de travail permet de créer et de mémoriser (cf.
par. Consacré) des configurations (points) de soudage qui pourront être rappelés en TYPE DE TRAVAIL AUTOMATIQUE.
Type de travail AUTOMATIQUE
Pour accéder à ce mode de soudage appuyez sur la touche PRO-
CÉDÉ DE SOUDAGE, placez-vous sur MIG-MAG
PULSÉ
touche TYPOLOGIE DE TRAVAIL en vous plaçant sur AUT.
Le mode automatique permet à l'utilisateur de souder à des points
mémorisés auparavant ; il peut en effet rappeler et utiliser des
configurations définies auparavant et mémorisées dans les types de travail synergique et manuel (Cf. paragraphes consacrés).
Lorsque les configuration d'un seul point de soudage sont rappelées, elles ne peuvent pas être modifiées si ce n'est en passant à un autre point de soudage.
) à l'aide des poignées ENCODER 1 et 2 ne sont pas liés
(modifiables à l'aide de la
(modifiable à travers la
(modifiable à travers la poignée
(modifiable à travers
ou MIG DOUBLE PULSÉ et appuyez sur la
et appuyez
, tension de sou-
, MIG
49

Fonctions speciales
Pour accéder à ces paramètres il suffit d'appuyer sur la touche
FONCTIONS SPÉCIALES: Nous vous décrivons brièvement ciaprès les paramètres susceptibles d'être modifiés et sur le tableau 5 (facile à lire) toutes les combinaisons possibles.
1) VITESSE D'APPROCHE FIL — Règle la vitesse d'approche
du fil à la pièce. La valeur indiquée est une variation en pourcentage par rapport à la valeur configurée en usine (StS - de
-30% à +100% avec intervalle de réglage de 1%);
2) BURN BACK - Règle la longueur du fil qui sort de la buse de
gaz après le soudage. La valeur indiquée est une variation en
pourcentage par rapport à la valeur configurée en usine. Un
chiffre plus grand correspond à une plus forte brûlure du fil
(bub - de -20% à + 20% avec intervalle de réglage de 1%);
3) PRE GAZ - Fournit une quantité de gaz supplémentaire pen-
dant une temps défini et configuré en usine, avant le début
du soudage (PrG - de 0 à 2 secondes avec un intervalle de
réglage de 0,1 seconde);
4) POST GAZ - Fournit une quantité de gaz supplémentaire pen-
dant une temps défini et configuré en usine, avant la fin du
soudage (POG - de 0 à 10 secondes avec un intervalle de
réglage de 0,1 seconde);
5) COURANT INITIAL DE CRATERE - C'est l'intensité de cou-
rant en début de soudage (mode de soudage CRATÈRE autorisé) réglable entre -50% et +99% de l'intensité de soudage
(CSC - de -50% à +99% avec intervalle de réglage de 1%);
6) DURÉE DU COURANT INITIAL - Temps pendant lequel le
courant reste sur la valeur initiale de cratère (active seulement en mode 2T CRATÈRE) (SCt - entre 0 et 5 sec. avec un
intervalle de régulation de 0,1 secondes);
7) COURANT FINAL DE CRATERE - C'est l'intensité de cou-
rant en fin de soudage (mode de soudage CRATÈRE autorisé) réglable entre -99% et +50% de l'intensité de soudage
(CEC - de -99% à +50% avec intervalle de réglage de 1%);
8) DURÉE DU COURANT FINAL - Temps pendant lequel le cou-
rant reste sur la valeur finale de cratère (active seulement en
mode 2T CRATÈRE) (ECt - entre 0 et 5 sec. avec un intervalle
de régulation de 0,1 secondes);
9) SLOPE - Rampe de courant pour passer du niveau d'inten-
sité initiale de cratère au niveau d'intensité de soudage t pour
atteindre de dernier niveau d'intensité finale de cratère (SLO
- de 10 A/s à 500 A/s avec intervalle de réglage de 5 A/s);
10) COURANT DOUBLE PULSATION - Détermine en pourcen-
tage la valeur de pic et de base du courant en double pulsation. La valeur indiquée est une variation en pourcentage en
+ et en - par rapport à la valeur moyenne du courant de soudure imposée (dPC - de 0 à +100% avec intervalle de ré-
glage de 1%).
EXEMPLE: Courant moyenne pulsation =120A - Courant double pulsation = 180A - Courant de base = 60A si le Courant
double pulsation est réglé sur la position 50.
11) FREQUENCE DUAL PULSE - Définit la fréquence de la dou-
ble pulsation (FdP - de 0,5 à 5 Hz avec intervalle de réglage
de 0,1 Hz);
12) TEMPS DE POINTAGE - Durée pendant laquelle s'effectue
le soudage par points (après avoir appuyé la touche torche)
après quoi l'arc d'éteint automatiquement (SPt - de 1 à 20
secondes avec intervalle de réglage de 0,1 secondes).
13) SLOPE DE COURANT AUTOMATIQUE - Conductance du
courant pour passer d'un niveau à un autre; utile dans l'emploi des séquences de soudure (ACS — de 5A/s à 500A/s
avec un intervalle de réglage de 5A/s). Détermine également
la vitesse de variation du courant de soudure suite à un ré-
glage effectué par l'opérateur.
Le tableau 5 résume la disponibilité des fonctions spéciales pendant les différents procédés de soudage.
Creation et memorisation nouveaux
points automatiques de soudure
Après avoir défini un nouveau point de soudage (cf. par. Type de
travail AUTOMATIQUE) procédez de la façon suivante:
• Appuyez sur la touche RUN/MEM (Del AUT éclairé) jusqu'à ce
que l'affichage VISUALISATION PROGRAMMES (dVP) montre
le premier point de soudage libre et/ou à disposition qui clignote.
• Appuyer sur le bouton RUN/MEM jusqu'à ce que, sur le display
dVP, apparaisse la mention "Sto" puis le relâcher;
• Après l'opération de sauvegarde des données, le programme
se met en mode automatique sur le dernier point de soudage.
REMARQUE: La création d'un point de soudure automatique
comporte la mémorisation de toutes les fonctions spéciales qui
lui sont associées.
Rappeler les points automatiques
memorises precedemment
Pour rappeler les points de soudage mémorisés précédemment
vous devez accéder au type de travail AUTOMATIQUE et appuyez sur les touches DÉFILEMENT PROGRAMMES pour sé-
lectionner et visualiser les points de soudage mémorisés.
GRANDEUR
VITESSE D'APPROCHE FIL
BURN BACK
PRE GAZ
POST GAZ
COURANT INITIAL DE CRATERE
DURÉE DU COURANT INITIAL
COURANT FINAL DE CRATERE
DURÉE DU COURANT FINAL
SLOPE
COURANT DOUBLE PULSATION
FREQUENCE DUAL PULSE
TEMPS DE POINTAGE
SLOPE DE COURANT AUTOMATIQUE
MOTS
StS
bub
PrG
POG
CSC
SCt
CEC
ECt
SLO
dPC
FdP
SPt
ACS
MIG/MAG
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
MIG
PULSE
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
50
MIG
DUAL
PULSE
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
2T/4T
✔
✔
✔
✔
✔
✔
✔
MODE DE SOUDAGEPROCEDE DE SOUDAGE
POINTAGE
✔
✔
✔
✔
✔
✔
✔
✔
2T
CRATÈRE
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
Tableau 5
4T
CRATÈRE
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔

Copier et modifier les points
automatiques de soudure
Après avoir rappelé le point automatique que vous désirez copier ou modifier, procédez de la sorte:
• Maintenez enfoncée la touche MODE DE SOUDAGE pendant
3 secondes ; cela permet à la machine de se mettre en mode
manuel et synergique et donc de corriger tous les paramètres
mémorisés dans le point rappelé. Vous pouvez ainsi modifier
une ou plusieurs configurations puis sauvegarder le point automatique en l'écrivant sur le précédent (donc en le modifiant)
ou en le mémorisant sur un autre programme (cf. par. Création
et mémorisation de nouveaux points de soudage). Pour choisir
la position sur laquelle vous désirez mémoriser le point de soudage utilisez la touche DÉFILEMENT PROGRAMMES, Pour
mémoriser appuyez sur la touche RUN/MEN jusqu'à ce que
l'affichage VISUALISATION PROGRAMMES (dVP) montre l'inscription Sto.
Effacer un point automatique de
soudure
Pour effacer un point automatique de soudure déjà mémorisé
par la typologie de travail AUTOMATIQUE de n'importe quel
processus, il faut, en dehors de l'action de soudure, procéder de
la façon suivante:
• se placer sur le point automatique de soudure en question;
• appuyer sur le bouton RUN/MEM pendant 5 secondes;
• sur le display apparaît la mention “CLR” fixe;
• lorsqu'on relâche le bouton, le point automatique de soudure
actuellement sélectionné est effacé.
Une fois effacé le point automatique de soudure, l'appareil se
place sur un point automatique de soudure valable. S'il n'existe
pas de points automatiques de soudure valables, l'appareil fait
apparaître la mention “NA1” comme lorsque'on entre en modalité AUTOMATIQUE et qu'il n'y a aucun point automatique de
soudure. L'espace libre peut être occupé par un nouveau point
automatique de soudure ou alors peut être laissé libre pour être
utilisé comme fin de séquence (voir paragraphe “Séquences de
soudure”).
Utilisation des points automatiques de
soudure
Les points automatiques sont regroupés dans une seule position de mémoire (MAX 99 points) de façon à ce qu'ils puissent
défiler les uns après les autres en séquence grâce aux commandes UP/DOWN de la torche; à niveau égal de processus le passage entre deux points peut s'effectuer au cours de la soudure;
c'est dans ce but qu'a été introduit le paramètre programmable
“ACS” pour le raccord linéaire des points synergiques durant les
passages.
Séquences de soudure
Il est maintenant possible d'effectuer des travaux de soudure
grâce à l'utilisation en séquence de plusieurs points automatiques de soudure, préalablement mémorisés par le client. On peut
également gérer le changement du point automatique à soudure
active, à condition d'utiliser une torche type up/down.
CONCEPT DE “SÉQUENCE DE POINTS
AUTOMATIQUES DE SOUDURE”
On appelle “séquence de points automatiques de soudure” le
regroupement d'un certain nombre de points automatiques de
soudure mémorisés par le client. Ce regroupement est délimité
en laissant un point automatique de soudure vide au début du
regroupement et un autre vide à la fin.
MÉMORISER UNE SÉQUENCE DE SOUDURE
Pour établir une séquence de soudure, il faut:
1) vérifier de bien avoir un point libre avant le premier point automatique (On suppose implicitement qu'avant la position 1 et
après la position 99, il y ait deux points automatiques de soudure libres qui délimitent automatiquement la séquence; il
n'est donc pas nécessaire d'insérer un point vide dans la
position 1 et dans la position 99);
2) placer l'appareil sur le programme désiré, en modalité MANUEL ou SYNERGIQUE avec les agencements que l'on a
l'intention d'utiliser pour le point automatique;
3) appuyer sur le bouton FONCTIONS SPÉCIALES pour avoir
accès aux fonctions spéciales;
4) sélectionner grâce à la manette ENCODER 1 le paramètre
ACS;
5) régler grâce à la manette ENCODER 2 la conductance en A/
s qu'on désire utiliser pour se déplacer vers un certain point
automatique de soudure;
6) sortir des fonctions spéciales en appuyant de nouveau sur
sur le bouton FONCTIONS SPÉCIALES;
7) sauvegarder les réglages courants en un point automatique
de soudure (voir paragraphe “Création et sauvegarde de nouveaux points automatiques de soudure);
8) répéter le processus du point 2 pour tous les points automatiques de soudure que l'on désire ajouter;
9) vérifier qu'il existe bien un point libre après le dernier point
inséré ou alors l'effacer (voir paragraphe “Effacer un point
automatique de soudure”).
UTILISATION DES SÉQUENCES
Pour mettre en route une séquence de soudure en partant d'un
processus Mig/Mag, Pulsé ou Double Pulsé, appuyer sur le bouton TYPOLOGIE DE TRAVAIL jusqu'à ce qu'on entre dans la modalité AUTOMATIQUE. Ce qui comporte:
• la mise en mémoire du dernier processus non automatique en
activité avant l'entrée en modalité AUTOMATIQUE;
• le placement sur le dernier point automatique utilisé précé-
demment (par exemple, le dernier mémorisé), ou alors, en l'absence de celui-ci, sur le premier existant. Ne pas oublier qu'il
est possible que le point puisse appartenir à un processus dif-
férent de celui qui est pour le moment sélectionné.
A soudure non active, les boutons DÉROULEMENT DES PROGRAMMES placés sur le panneau frontal, permettent de consulter toute la liste des points automatiques de soudure mémori-
sés, modifiant automatiquement le processus quand le point automatique le demande. Les boutons droite (+) et gauche (-) sur la
torche (si elle est de type up/down) permettent de consulter seulement les points appartenant à la même séquence.
En appuyant sur le bouton TYPOLOGIE DE TRAVAIL, on revient
aux derniers réglages actifs avant d'entrer en modalité AUTOMATIQUE changeant même le processus de soudure, s'il le faut.
Une fois sélectionné un point automatique de soudure, il est possible de commencer la soudure à l'intérieur de la sèquence relative. Les boutons DÉROULEMENT DES PROGRAMMES sur le
panneau sont désactivés tandis que les boutons droite (+) et
gauche (-) sur la torche restent activés. Si la torche n'est pas de
type up/down, il est impossible de changer le point automatique en cours de soudure.
Pendant l'action de soudure, en appuyant sur les boutons droite
(+) et gauche (-) sur la torche, il est possible de passer d'un point
automatique de soudure au précédent ou au suivant à l'intérieur
de la séquence, si l'on respecte les conditions indiquées dans
“Conditions pour l'utilisation des séquences”. Si lorsqu'on appuie sur les boutons droite (+) et gauche (-) cela implique d'arriver à un extrémité de la séquence, la séquence recommence à
partir de l'extrêmité opposée.
Le passage d'un point automatique à l'autre s'effectue en reliant
les courants mémorisès grâce à une rampe de courant. La conductance est mémorisée à l'intérieur des fonctions spéciales du
point automatique de soudure d'arrivée, c'est donc le paramè-
tre ACS actif au moment de la sauvegarde du point automatique
de soudure.
51

CONDITIONS POUR L'UTILISATION DES
SEQUENCES
L'utilisation des séquences, avec la possibilité de passer d'un
point automatique de soudure à un autre en cours de soudure
n'est possible que si:
• le changement du point automatique de soudure ne comporte
pas un changement du processus de soudure;
• le processus sélectionné doit être MIG/MAG ou MIG PULSÉ (il
n'est donc pas possible de changer le point automatique de
soudure au cours d'une soudure en MIG DOUBLE PULSÉ);
• le changement du point automatique de soudure ne comporte
pas de changement de la courbe synergétique utilisée (il n'est
donc pas possible de passer, par exemple, d'un point mémo-
risé à partir de la courbe P4 à un point mémorisé à partir de la
courbe P5);
• il n'est pas possivle de passer d'un point automatique de soudure à un autre si les MODES DE SOUDURE (2T, 4T, CRATERE, PERFORATION) ne coincident pas dans les deux points
automatiques et si ces derniers sont différents de 2T e 4T.
Réinitialisation des configurations
La réinitialisation des configurations sur les valeurs d'usine se
divise en deux parties. Appuyez tout d'abord et lâchez la touche
FONCTIONS SPÉCIALES pour accéder aux fonctions spéciales.
Donc:
• la pression de la touche RUN/MEM pendant 3 secondes pro-
voque l’affichage clignotant de l'inscription STD: à la fin du
clignotement, le relâchement de la touche entraîne la
réinitialisation des réglages d'usine du seul programme de soudure précédemment actif, à l’exclusion des points automati-
ques (qui restent donc mémorisés);
• la pression de la touche TYPOLOGIE DE TRAVAIL pendant 5
secondes provoque l’affichage clignotant de l'inscription RST:
à la fin du clignotement, le relâchement de la touche entraîne
la réinitialisation des réglages d'usine et les points de soudure
sont effacés.
L'affichage des inscriptions STD ou RST indique la reconnaissance de l'opération. Celle-ci s'effectue lorsque vous lâchez une
des touches et que le redémarrage automatique de la machine
s'effectue, de façon à ce que les configurations des valeurs par
défaut soient immédiatement chargées et activées.
NOTE: Les paramètres spéciaux de tous les programmes de sou-
dure sont ramenés aux valeurs d’usine et les points de soudure
sont effacés.
Limite de la modification des
paramètres
• 2 = VERROUILLAGE DE NIVEAU 2 actif
Il est impossible de modifier certains paramètres de soudage.
• 3 = VERROUILLAGE DE NIVEAU 3 actif
En mode SYNERGIE et MANUEL il est impossible de modifier
les paramètres de soudage. En mode AUTOMATIQUE vous ne
pouvez modifier que la VITESSE DU FIL d’une valeur égale à
±15% de la valeur mémorisée, en utilisant uniquement la poignée ENCODEUR 1, Les Télécommandes éventuelles vous
permettent de faire défiler les points automatiques mémori-
sés.
Après avoir configuré les niveaux de verrouillage et le code d'accès (la première fois la valeur, ou code, doit être saisie par l'utilisateur) il suffit d'appuyer à nouveau sur la touche FONCTIONS
SPÉCIALES pour sortir du menu et avoir la machine à nouveau
disponible pour le soudage. Les sélections faites restent mémo-
risées jusqu'aux modifications suivantes.
Fonction "ENERGY SAVING"
Cette fonction gère le bon fonctionnement du ventilateur de refroidissement et de l'installation de refroidissement qui ne sont
activés qu'en cas de besoin réel, c'est-à-dire:
• MOTEUR VENTILATEUR
Le ventilateur est activé:
- Au cours de la phase de soudure ou, pendant une période
convenable de temps, lorsque celle-ci est terminée;
- Quand le thermostat intervient ou, pendant une période convenable de temps, après le rèarmement de celui-ci.
• INSTALLATION DE REFROIDISSEMENT
L'installation de refroidissement est activée:
- Lors de l'allumage de la machine faites en sorte que le li-
quide de refroidissement circule pendant une minute avec la
bonne pression (si lors de l'arrêt de l'installation de refroidissement les messages d'erreur ne disparaissent pas de l'afficheur adressez-vous au service après-vente.
- Au cours de la phase de soudure ou, pendant une pèriode
convenable de temps, lorsque celle-ci est terminée.
Soudure à l’aluminium
Pour la soudure avec un fil d’aluminium opérer de la manière
suivante:
• Remplacer le galet moteur avec celui pour fil d’aluminium (cf.
par. Montage des rouleaux de transport pour aluminium);
• Utiliser une torche avec un câble de 3 m et une gaine en matière plastique;
• Régler au minimum la pression entre les galets d’entraînement
en agissant sur la vis prévue à cet effet;
• Utiliser l’Argon à la pression de 1,3-1,7 bar.
Pour configurer le verrouillage de la machine vous devez maintenir enfoncée la touche FONCTIONS SPÉCIALES pendant 5 secondes. La machine présente alors une interface semblable à
celle qui permet de configurer les paramètres des fonctions spé-
ciales et en particulier : avec la poignée ENCODER 1 vous pouvez sélectionner les fonctions voulues, tandis que la poignée
ENCODER 2 permet de configurer les valeurs des paramètres de
ces fonctions.
Les valeurs sélectionnées à l'aide de la poignée ENCODER 1 qui
peuvent se voir sur l'affichage dVPA sont:
• CODE D'ACCÈS (inscription de l'affichage PAS)
• NIVEAUX DE VERROUILLAGE (inscription de l'affichage BLL).
Les valeurs sélectionnées à l'aide de la poignée ENCODER 2 qui
peuvent se voir sur l'affichage dVPV sont:
• Le code d'accès est formé par trois caractères numériques
dont les valeurs varient de 000 à 999.
• 0 = VERROUILLAGE ABSENT ou DÉVERROUILLAGE MA-
CHINE
Il n'y a aucun verrouillage de la machine et l'on peut en outre la
déverrouiller si elle a été verrouillée auparavant (après saisie
du bon code d'accès).
• 1 = VERROUILLAGE NIVEAU 1 actif
En mode SYNERGIE et MANUEL vous pouvez modifier le RÉ-
GLAGE FIN DE LA TENSION DE SOUDAGE
valeur du COURANT DE SOUDAGE
DUCTANCE ÉLECTRONIQUE, à l’aide de la poignée
ENCODEUR 1, de la poignée ENCODEUR 2 ou de la télécommande éventuelle.
et la valeur de l’IN-
ainsi que la
Maintenance
ATTENTION: Avant d’effectuer n’importe quelle inspection à l’in-
térieur du générateur, enlever l’alimentation à l’installation.
DIGITECH 250 DUAL PULSED
IMPORTANT: Les soudeuses étant entièrement électroniques, il
est extrêmement important d'éliminer la poussière aspirée par
les ventilateurs à l'intérieur de la machine.
Pour conserver le bon fonctionnement de la machine procédez
de la sorte:
• Nettoyage périodique des accumulations de saleté et de poussière à l’intérieur du générateur à l’aide de l’air comprimé. Ne
pas diriger le jet d’air directement sur les composants électriques qui pourraient être endommagés.
• Inspection périodique pour contrôler les câbles usés ou les
connexions dévissées qui sont la cause d’é chauffement.
• Contrôler que le circuit de gaz n’ait aucune impureté et que
ses branchements soient bien serrés et: sans fuites, en insistant particulièrement sur I’électrovanne.
• Vérifier périodiquement les galets d’entraînement et les remplacer dès que l’usure compromet I’avance du fil (patinage etc.).
52

TORCHE
La torche est soumise à des températures élevées et de plus elle
est sollicitée par des tractions et des torsions. Il est recommandé
donc d’éviter des pliages nets du câble et de ne pas utiliser la
torche comme câble de traînage pour déplacer la soudeuse. Pour
ces raisons, la torche requiert des révisions fréquentes telles que:
• nettoyage du diffuseur de gaz pour les projections de soudure,
à fin de consentir un passage correct du gaz;
• substitution de l’embout de contact lorsque le trou de pas-
sage du fil est déformé;
• nettoyage de la gaine guidefil à l’aide de triclinique ou de sol-
vants spécifiques;
• vérification de l’isolation des connessions du câble de puis-
sance;
• les connessions doivent être électriquement et mécaniquement
en bon état.
PIÈCES DE RECHANGE
Les pièces de rechange originelles ont été spécialement conques pour notre appareil. L’emploi ce pièces non originelles peut
varier les performances du poco et réduire le niveau da sûreté
prévu, Nous déclinons toute responsabilité pour les dégâts causés par des pièces ce rechange non originelles.
Releve des eventuels inconvenients et
leur elimination
La cause des inconvénients les plus fréquents dépendent de la
ligne d’alimentation. En cas de panne procéder comme suit:
1) Contrôler la valeur de tension de ligne;
2) Les fusibles de réseau ne doivent pas être brûlés ou desserrés;
3) Le câble du réseau doit être parfaitement branché à la fiche
et à l’interrupteur;
4) Contrôler s’ils sont défectueux:
• L’interrupteur et les prises en saillie qui alimentent la ma-
chine;
• La fiche du câble ligne;
• L’interrupteur de la soudeuse.
REMARQUE: La réparation du générateur demande des con-
naissances techniques, donc en cas de rupture, il faut s’adresser
au personnel qualifié ou bien à notre assistance technique.
Procédure de montage et de
Commandes à distance et
accessoires
Les générateur DIGITECH 250 DUAL PULSED peuvent être
équipés de commandes à distance et accessoires différents
comme:
Torche up/down refroidie à air et/ou à l'eau
La torche up/down en typologie de travail SYNERGIQUE (SYN)
et MANUELLE (MAN) remplace complètement l'ENCODER 1 pré-
sent sur le panneau de contrôle du générateur. Si vous appuyez
sur les deux touches droite (+) et gauche (-) vous pouvez régler
les valeurs des paramètres synergiques de soudage. Le réglage
de la longueur de l'arc s'effectue encore avec l'ENCODER 2
présent sur le panneau de contrôle du générateur.
En typologie de travail AUTOMATIQUE (AUT) en appuyant sur
les deux boutons droite (+) et gauche (-) on peut voir défiler les
points de soudure mis en place précédemment et les séquences
de soudure mémorisées.
Torche avec afficheur (Digitorch)
Les nouvelles Digitorch permettent d’avoir sous la main toutes
les informations nécessaires. Le nouveau microcontrôleur à afficheur intégré dans la poignée permet de voir et de régler les
principaux paramètres de soudage:
• Courant
• Epaisseur du matériau
• Vitesse du fil
• Longueur d’arc
• Inductance électronique
• Numéro de programme mémorisé
Selon le mode de fonctionnement sélectionné, une simple pression sur les touches directionnelles (haut/bas) permet de passer
d’un programme à un autre ou d’augmenter/diminuer les paramètres sur les courbes synergiques utilisées.
REMARQUE: Le contrôle digital du générateur est doté d'un dis-
positif de reconnaissance automatique de la commande employée, qui lu permet de comprendre quel dispositif est branché
et de se comporter en conséquence. Pour faire en sorte que le
dispositif de reconnaissance automatique fonctionne correctement, il est nécessaire (lorsque l'appareil est éteint) de relier au
connecteur opportun, l'accessoire à utiliser et d'allumer successivement la soudeuse au moyen de l'interrupteur on/off
(marchearrêt).
démontage du couvercle
Procédez de la façon suivante: dévissez les six vis (deux vis en
façade, les quatre autres sur le panneau arrière) illustrées par la
figure, démontez la poignée et les deux auvents de couverture
(avant/arrière) puis sortez le couvercle. Pour le montage procé-
dez en sens inverse.
Remplacement de la carte
électronique en façade
Procédez de la façon suivante:
• Dévissez les 4 vis de fixation du panneau du bâti avant;
• Démontez les poignées de réglage;
• Sortez les connecteurs électriques de la carte;
• Dévissez les colonnes de support;
• Enlevez la carte électronique en la soulevant de ses supports;
• Pour monter la nouvelle carte, procédez en sens inverse.
53

Conditions d'erreur
FIG. G
Afficheur
ERREUR
ERR
ERR
ERR
ERR
ERR
ERR
ERR
ERR
Afficheur
DESCRIPTION ERREUR
CFG
PRG
TFS
HAR
t°C
H
O
2
SLC
FCC
Afficheur
CODE ERREUR
00
00
00
00
00
01
01
01
02
03
03
03
03
04
05
06
06
06
06
07
07
00
01
02
03
04
00
01
02
00
00
01
02
03
00
00
00
01
02
03
00
01
Tableau 6
DIAGNOSTIC
Fichier "CFG" (paramètres de la machine) absent
Fichier "CUI" (paramètres utilisateur) absent
Fichier "CEA" (PID non de programme) absent
Fichier "CAL" (étalonnage machine) absent
Incohérence de configuration
Courbes procédé de soudage MIG/MAG absentes
Courbes procédé de soudage MIG PULSE absentes
Courbes procédé de soudage MIG DUAL PULSE
absentes
Erreur contrôle du fichier de système en mémoire FLASH
Alarme SURTENSION.
Impossible de souder
Alarme SOUSTENSION.
Impossible de souder
Alarme SURTENSION et SOUSTENSION.
Impossible de souder
Alarme SURINTENSITÉ PRIMAIRE.
Impossible de souder
Alarme thermostat. Les ventilateurs sont en
marche. Impossible de souder.
Alarme pressostat groupe de refroidissement.
Impossible de souder.
Unité d’entraînement fil enlevée durant l’utilisation
Panneau de contrôle numérique enlevé durant l’utilisation
Absence de connexion avec la carte d’interface
robot
Torche à écran (Digitorch) enlevée durant l’utilisation
Mise à jour Firmware non correcte - Mémoire
NVRAM incompatible avec le micrologiciel qui vient
à peine d’être chargé
Mise à jour Firmware non correcte – Mémoire
NVRAM de dimension incorrecte ou défectueuse
54

Ce paragraphe décrit les conditions d'erreur possibles sur la soudeuse qui sont visualisés sur les trois affichages de l'interface
opérateur (fig. G):
• Affichage ERREUR (abrégé dE): sur cet affichage apparaît l'ins-
cription ERR qui clignote;
• Affichage DESCRIPTION ERREUR (abrégé dDE): sur cet affi-
cheur s'alternent les inscriptions clignotantes qui communiquent en succession d'abord le NOMBRE TOTAL d'erreurs (ex.
02) détectées et ensuite la DESCRIPTION générale de la première erreur détectée (Ex. PRG);
• Affichage CODE ERREUR (abrégé dCE) : sur cet affichage
apparaît l'inscription clignotante du code (4 chiffres) de l'erreur
détectée (ou de la première erreur détectée dans cas d'erreurs
multiples).
Le tableau 6 indique les message d'erreur possibles susceptibles d'apparaître sur les différents affichages et le diagnostic des
différentes erreurs.
En outre, pour faciliter lediagnostic de problèmes éventuels de
communication avec les périphériques, le comportement des led
présents sur la “fiche digitale cpu panneau frontal” (voir tableau
7 et fig. H) a été modifié.
En cas de manque de communication avec la fiche digitale contrôle moteur, outre le signalement par le Led DL1, a été empêché
l'accès aux processus de soudure MIG/MAG, MIG PULSE et MIG
DOUBLE PULSE a été bloqué. L'appareil se place automatiquement de MMA à TIG et vice-versa.
Tout ceci pour faire en sorte que notre assistance technique (qui
doit être appelée chaque fois que les messages d'erreur apparaissent sur l'interface opérateur de la soudeuse) réussisse, dans
le délai le plus bref possible et grâce aux communications du
client, à résoudre le plus aisément possible le problème.
FIG. H
LED
DL1
(vert)
DL2
(rouge)
DL3
(rouge)
DL4
(rouge)
DL5
(rouge)
DL6
(rouge)
DL7
(rouge)
DL8
(rouge)
DL9
(vert)
CONDITION
Eteint
Clignotant
Eteint
Allumé
Eteint
Clignotant
Allumé
Eteint
Allumé
Eteint
Allumé
-
Eteint
Allumé
Eteint
Allumé
Eteint
Clignotements lents
Clignotements rapides
Tableau 7
SIGNIFICATION
Programme de contrôle par microcontrôleur auxiliaire non activé
Programme de contrôle par microcontrôleur auxiliaire activé
+ 5V absent
+ 5V présent
Aucun problème au niveau du moteur
Erreur de vitesse du moteur
Moteur en court-circuit ou soumis à un effort excessif
-+ 5V absent
-+ 5V présent
+ 5V absent
+ 5V présent
Non utilisé
Aucun problème
Communication avec microcontrôleur auxiliaire absent
Aucun problème
Communication avec microcontrôleur auxiliaire absent
Programme de contrôle par microcontrôleur principal non activé
Programme de contrôle par microcontrôleur principal activé
Pas de courant d’alimentation. Machine en cours d’extinction (façade entièrement éteinte
dans cette condition)
55

DE
DEUTSCH
Vorwort 56
Anlagebeschreibung 56
Technische eigenschaften 57
Anwendugsbereich (IEC 60974-1) 57
Methoden für das Heben der Anlage 57
Verpackungöffnung 57
Installierung und Anschlüsse 57
Einlegen des Drahts 60
Einbau der Mitnahmerollen für Stahl 60
Einbau der Mitnahmerollen für Aluminium 60
Steuer und kontrolleinrichtungen 61
Steuerpaneel 62
Anzeige der installierten Software-Version 66
Vor dem Schweißen 66
Schweißverfahren 66
Erstellung und speicherung neuer
automatischer schweisspunkte 68
Die vorher gespeicherten automatischen
punkte abrufen 69
Die automatischen schweisspunkte
kopieren und ändern 69
Eine automatische Schweißstelle löschen 69
Verwendung der automatischen schweisspunkte 69
Schweißsequenzen 69
Reset der Einstellungen 70
Einschränkung für die Änderung der Parameter 70
"ENERGY SAVING"- Funktion 70
Schweißen von aluminium 70
Instandhaltung 70
Fernsteuerungen und Zubehör71
Fehlersuche und fehlerbeseitigung 71
Zusammenbau und Zerlegen den Deckel 71
Ersatz der frontalen elektronischen Karte 71
Fehlerbedingungen 72
Schaltplan 92
Schaltplan-Legende 95
Farbenlegende 95
Bedeutung der grafischen Symbole
auf der Maschine 96
Bedeutung der grafischen Symbole
auf dem Datenschild 97
Ersatzteilliste 98-102
Inklusive Schleppmechanismus mit 4 Drahtrollen 103
Mitnehmerrollen 104
Bestellung Ersatzeile 105
Vorwort
Wir danken Ihnen für die Anschaffung unseres Produktes. Um
mit der Anlage die bestmöglichen Leistungen zu erzielen und um
eine möglichst lange Lebensdauer aller Teile zu gewährleisten,
muss die in diesem Handbuch enthaltene Bedienungsanleitung
sorgfältig gelesen und beachtet werden, ebenso wie die
Sicherheitsvorschriften des beiliegenden Handbuchs. Im Interesse unserer Kundschaft empfehlen wir, alle Wartungarbeiten
und nötigenfalls alle Reparaturarbeiten bei unseren Servicestellen
durchführen zu lassen, wo speziell geschultes Personal mittels
der geeignetsten Ausrüstung Ihre Anlage am besten pfegen wird.
Da wir mit den neuesten Stand der Technik Schritt halten wollen,
behalten wir uns das Recht vor, unsere Anlagen und deren Ausrüstung zu ändern.
Anlagebeschreibung
MULTIFUNKTIONSINVERTERGENERATOREN FÜR DOPPELPULS-, MIG-PULSIERT, MIG-MAG-, MMA- und TIGSCHWEISSVERFAHREN
Die Multifunktionsgeneratoren DIGISTAR 250 DUAL PULSED, die
auf der hochmodernen IGBT-Invertertechnologie mit vollständig
digitaler Kontrolle basieren, erlauben das Ausführen von Schweißungen hoher Qualität sowohl im MIG/MAG- als auch im MIGpulsierten und Doppelpuls-Verfahren bei allen Materialien und
besonders bei Edelstahl, Aluminium und galvanisierten Blechen
und die Nachbearbeitung aufgrund von Spritzern wird dadurch
auf ein Minimum reduziert.
Innovativ, robust und einfach im Gebrauch stellen die Schweiß-
anlagen DIGISTAR 250 DUAL PULSED die ideale Lösung für all
diejenigen Arbeiten dar, bei denen hohe Präzision und Wiederholbarkeit der Ergebnisse gefordert werden, was diese Generatoren besonders für den Einsatz in allen Industrie- und Profibereichen besonders geeignet macht, insbesondere bei der qualifizierten Wartung und im Automotivesektor. Die Generatoren
DIGISTAR 250 DUAL PULSED zeichnen sich durch reduzierte
Maße und Gewicht aus, können leicht transportiert werden und
machen unter allen Arbeitsbedingungen ein Produkt von höch-
stem technologischen Niveau verfügbar. Durch die vielseitige
Verwendbarkeit der Generatoren DIGISTAR 250 DUAL erhält man
auch beim TIG-Schweißen mit Lift Arc-Zündung und beim
Elektrodenschweißen (MMA) optimale Leistungen.
Die wesentlichen Eigenschaften der Schweißeinheit DIGITECH
250 DUAL PULSED sind:
• Kompaktes und innovatives Design;
• Tragende Struktur in Metall mit Front-Paneel aus geeignetem
stoßfestem Material;
• Robuster, im Gehäuse integrierter Griff;
• Bedienelemente gegen unbeabsichtigte Stöße geschützt;
• Synergische digitale Einstellung aller Schweißparameter;
• Hotstart und Kraterfüllung in Schweißzyklus-Steuerung inte-
griert;
• Drahtrückbrandkontrolle (BURN BACK). Am Ende der Schwei-
ßung gewährleistet die Digitalkontrolle unter jeder Bedingung
und mit jedem Material ein perfektes Abschneiden des Drah-
56

tes und vermeidet so die Bildung des klassischen unerwünschten „Kügelchens“. Dadurch wird eine korrekte Neuzündung des
Bogens gewährleistet;
• Außergewöhnliche spritzerfreie Lichtbogencharakteristik im
MIG/MAG and Pulsed ARC-MIG Verfahren mit jedem Material
und Gas;
• Personalisierte Schweiß-Programme speicher- und abrufbar;
• Hohe Lichbogenqualität im Elektroden und WIG (mit "Lift"
Kontaktzündung) Schweißverfahren;
• Monitorüberwachung und Repetivität der Schweißparameter;
• Anwenderfreundlich durch leichtes Vor wählen and Abrufen der
Schweißparameter und Programme;
• Die exklusive SWS "Smart Welding Stop"-Einrichtung für das
Ende der Schweißung im WIG-Verfahren. Wird der Schweiß-
brenner angehoben, ohne den Lichtbogen auszuschalten, erfolgt ein Slope-down mit automatischer Ausschaltung;
• WSC „Wire start control“. Kontrollvorrichtung für die Bogen-
zündung, die eventuellem Kleben des Drahtes an dem zu
schweißenden Teil oder an der Brennerdüse vorbeugt und stets
präzise und weiche Bogenzündungen besonders beim Schwei-
ßen von Aluminium garantiert;
• WFC „Wellenformkontrolle“. Die Schweißparameter und die
Impulswellenform, die digital durch den Mikroprozessor gesteuert werden, werden überwacht und in wenigen Mikrosekunden
verändert, wobei der Bogen konstant genau und gegenüber
den aufgrund der Brennerbewegung und der Unregelmäßig-
keiten der zu schweißenden Teile ständig variierenden Schweiß-
bedingungen stabil gehalten wird;
• Energie-Spar
• Auto-Diagnostik System zur schnellen Fehlerbeseitigung;
• Schlüssel für teilweise oder totale Blockierung der Anlage mit
einstellbaren Zugängen durch Passwort;
• Die Verwendung spezieller MIG-Schweißbrenner erlaubt die
ferngesteuerte Einstellung der Schweißparameter direkt vom
Schweißbrenner aus;
• Eingebautes Drahtvorschubgetriebe mit 4 großen Rollen, das
einen präzisen und konstanten Drahtvorschub garantiert;
• Skalendrehknöpfe für eine präzise Einstellung des Drucks am
Draht, der bei Öffnen und Schließen der Arme unverändert
bleibt;
• Rollen mit Doppelnut, die werkzeuglos ersetzt werden können;
• Aufnahme für Drahtspulen von max. 300 mm.
Technische eigenschaften
Die allgemeinen technischen Daten sind in die Tabell 1 aufgeführt.
Modelle
Drehstromversorgung 50/60 Hz
Einstellbereich
Leistung
Sekundäre Leerspannung
Brauchbarer Strom bei 100%
Brauchbarer Strom bei 60%
Brauchbarer Strom bei 40%
Isolationsklasse
Schutzgrad
Abmessungen
Gewicht
Leistung
Fördermotor
Rollenzahl
Leitungsdurchmesser
Nenngeschwindigkeit
Drahtförderung
Schweißdrahtarten
Rolle
Durchmesser
Gewicht
Schutzgas
Kühlflüssigkeit
Max druck
Verpackungöffnung
DIGISTAR 250
DUAL PULSED
V
A
kVA
V
A
A
A
mm
kg
W
mm
m/min
• Kohlenstoffstahl
rostfreier Stahl
• Magnesium-Aluminium
• Slizium-Aluminium
• Basische und Rutil-Fülldrähte
Ømm
kg
• Kohlendioxid
reines Argon
• Argon-Kohlendioxid-Sauerstoff
• Gemisch aus Argon und
Kohlendioxid
400
10-250
7,8
63
160
200
250
H
IP 23
615-525-290
28
50
4
0,6-1,2
1-22
300
20 (max)
Destilliertes Wasser
bar
3,5
Tabelle 1
Anwendugsbereich (IEC 60974-1)
Eine Schweißmaschine wird in der Norm diskontinuirlich gebraucht, da Betriebsperioden (Schweissen) und Stillstandzeiten
(Positionieren, Drahtwechsel, Schleifarbeiten u.s.w.) abwechseln.
Die vorliegende Schweißmaschine ist so gebaut, daß sie einen
max. I2 Nennstrom während einer Betriebszeit, die 40% der
Gesamteinsatzzeit ist, in aller Sicherheit abgeben kann . Den
gültigen Normen nach darf die Gesamteinsatzzeit 10 Minuten
betragen. Als Arbeitszyklus wird 40% dieses Intervalls angesehen. Wird der zuläß ige Betriebszeitzyklus überschritten, so schaltet eine thermische Absicherung ein, welche die Innenbestandteile
der Schweißmaschine vor gefährlichen Überhitzungen schützt.
Der Eingriff des Wärmeschutzes wird durch das Blinken einiger
Schriften auf den Displays gemeldet (siehe Paragraph "Fehlerbedingungen"). Nach wenigen Minuten schaltet sie automatisch
aus (gelbe LED AUS) und die Schweißmaschine ist wieder einsatzbereit. Schutzgrad des vorliegenden Generators: IP 23.
Methoden für das Heben der Anlage
Die Anlage vom Boden anheben, nachdem sie von unten mit
Hebegurten stabil und sicher angeseilt wurde.
Die Schweißanlage verfügt über einen Griff in der Mitte für den
manuellen Transport der Maschine.
HINWEIS: Diese Hebe- und Transportvorrichtungen entsprechen
den vorgeschriebenen europäischen Normen. Für das Anheben
und Transportieren keinesfalls andere Vorrichtungen benutzen.
Die Anlage besteht im wesentlichen aus:
• Schweißeinheit;
• MIG-MAG-Schweißbrennern;
• Kühleinheit für den Schweißbrenner (HR26) (Optional);
• Transportwagen (Optional).
Bei Erhalt der Maschine sind folgende Operationen durchzufüh-
ren:
• Den Schweißgenerator und sämtliches Zubehör-Bestandteile
aus der Verpackung nehmen;
• Kontrollieren, dass die Schweißanlage in gutem Zustand ist,
andernfalls sofort mit dem Händler-Großhändler Kontakt aufnehmen;
• Prüfen Sie, ob alle Belüftungsgitter geöffnet sind und ob der
korrekte Luftdruchfluss nicht durch irgendwelche Gegenstän-
de behindert wird.
Installierung und Anschlüsse
Der Standort der Anlage sollte sorgfältig gewählt werden, um
einen zufriedenstellenden und sicheren Betrieb zu gewährleisten.
Der Benutzer haftet für Installation und Gebrauch der Anlage gemäß den im Handbuch aufgeführten Bestimmungen des Herstel-
lers. Vor der Installation der Anlage hat der Benutzer die mögli-
cherweise am Standort auftretenden elektromagnetischen Stö-
rungen in Erwägung zu ziehen. Im einzelnen ist von einer Installation der Anlage abzuraten in der Nähe von:
• Signal, Kontroll oder Telefonkabeln;
• Rundfunksendern und empfängern;
• Computern oder Kontroll und Meßgeräten;
• Sicherheits oder Schutzeinrichtungen.
57

Träger von Herzschrittmachern, Hörgeräten oder ähnlichen Einrichtungen sollten ihren Arzt befragen, bevor sie sich der in Betrieb befindlichen Anlage nähern. Der Standort der Anlage muß
dem Schutzgrad des Gehäuses entsprechen.
Die Schweißeinheit zeichnet sich durch folgende Klassen aus:
• Schutzklasse IP 23 zeigt an, dass der Generator sowohl in Innen- als auch in Außenräumen verwendet werden kann;
• Verwendungsklasse "S" bedeutet, dass der Generator in Räumen mit erhöhtem Stromstoß-Risiko eingesetzt werden kann.
Diese Anlage kühlt das Wasser durch Luftzwangsumlauf und muß
daher so aufgestellt werden, daß die Luft von den im Rahmen
befindlichen Öffnungen ungehindert angesaugt und ausgestoßen werden kann.
Die Anlage muss auf folgende Weise montiert werden:
• Wagenmontage (Extra);
• Befestigung der Schweißeinheit am Wagen;
• Befestigung der Kühleinheit (Extra) am Wagen und an der
Schweißmaschine (Elektro- und Hydraulik-Anschlüsse);
• Anschluss der Schweißkabel;
• Anschluss der Schweißmaschine an der Stromleitung.
Die Anweisungen für die Montage der einzelnen Extras befinden
sich in den entsprechenden Verpackungen.
ANSCHLUSS DER SCHWEISSKABEL
Elektrodenschweissen (MMA)
Bei ausgeschaltetem Strom die Schweisskabel mit den Ausgangsklemmen (Pluspol - Minuspol) der Schweissmaschine verbinden
und sie dabei an die Schweisszange und an die Erde nach der
für die eingesetzte Elektrode vorgesehenen Polung anschliessen
(Abb. A). Den Anweisungen der Elektrodenhersteller nach sollen
die Schweisskabel so kurz wie möglich, nah und am Boden oder
nicht weit von dem Boden gelegt werden.
WIG-Schweissen
Für den Beginn des WIG-Schweißverfahrens die in Abb. B angegebenen Anschlüsse (bei ausgeschalteter Maschine) vornehmen,
und zwar:
• Den Gasschlauch, der von dem Schnellverbinder des Brenners mit Ventil für die WIG-Schweißung kommt, an die Gasflasche anschließen und diese öffnen. Die Gasflaschen werden
mit einem Druckminderventil für die Druckregulierung des bei
der Schweißung verwendeten Gases geliefert.
• Das Massekabel an den mit dem + (Plus) Symbol gekennzeichneten Schnellverbinder anschließen und danach die entsprechende Massenzange an das zu schweißende Werkstück oder
in einem rost-, lack- und fettfreien Bereich an die Objektträger-
fläche;
• Das Leistungskabel des Brenners an den mit dem - (Minus)Symbol gekennzeichneten Schnellverbinder anschließen.
Schweisstück
Das Schweisstück ist immer zu erden, um elektromagnetische
Emissionen zu reduzieren. Dabei darauf achten, daß die Erdung
dem Bediener und den Elektroapparaten keine Schäden anrichtet.
Im Falle von Erdung ist das Schweisstück mit dem Masseschacht
direkt zu verbinden. In Ländern, wo das verboten ist, das
Schweisstück mittels passender Kondensatoren den Nationalen
Vorschriften gemäß erden.
2000H933
ABB. A
58
2000H934
ABB. B

MIG MAG/PULSIERTES MIG MAG/MIG
DOPPELPULS-Schweissen
Für den Beginn des MIG-MAG-Schweißverfahrens die in der Abb.
C angegebenen Anschlüsse vornehmen, und zwar (bei ausgeschalteter Maschine):
• Den Gasschlauch an die Gasflasche anschließen. Die Gasflaschen werden mit einem Druckminderventil für die Druckregulierung des bei der Schweißung verwendeten Gases geliefert.
• Das Massekabel an den mit dem - (Minus)-Symbol gekennzeichneten Schnellverbinder anschließen und danach die entsprechende Erdungszange an das zu schweißende Werkstück
oder an die Objektträgerfläche in einem rost-, lack- und fettfreien Bereich. Die Verwendung von besonders langen Masse-
kabeln verursacht Spannungsabfälle und einige Probleme, die
auf den größeren Widerstand und die Induktivität der Kabel
zurückführen sind und zu Schweißfehlern führen können. Zur
Vermeidung dieser Mängel folgende Vorschriften beachten:
• Massekabel mit geeignetem Querschnitt verwenden;
• Die Kabel so weit wie möglich ausspannen, um so die Bil-
dung von Windungen vermeiden.
• Das Leistungskabel der Gebläselampe auf das zentralisierte,
auf dem Front-Paneel der Maschine angebrachte Verbindungsstück aufschrauben und die Ausgussrohre (blau) und Rücklaufrohre (rot) für das Wasser an die jeweiligen Schnell-Verbindungsstücke (blau/rot) auf dem Schlitten anschließen.
NETZANSCHLUSS
Der Anschluss der Maschine an die Benutzerlinie ist ein Vorgang, der einzig und allein durch Fachpersonal durchgeführt
werden darf.
Vor dem Anschliessen der Schweissmaschine an das Versorgungsnetz kontrollieren, daß die Spannung und die Frequenz
am Maschinenschild denen des Versorgungsnetzes entsprechen und daß der Leitungsschalter der Schweißmaschine auf
"0" ist. Die Schweißmaschine ausschließlich an Industrienetze
und keinesfalls an das öffentliche Stromversorgungsnetz anschließen.
Der Netzanschluss muss mit dem Stekker erfolgen, der mit dem
Schweißgerät mitgeliefert wird. Muss der Stecker ausgewechselt werden, ist folgendermaßen vorzugehen:
• 3 Leiter zum Maschinenanschliessen an das Versorgungsnetz
bestimmt sind;
• der 4, GELB - GRÜNE Leiter für die ERDUNG vorgesehen ist.
Das Speisekabel mit einem normierten Stecker (3p+t) mit passender Stromfestigkeit verbinden und eine Netzsteckdose mit
Abschmelzsicherung oder mit IS - Schalter vorsehen; der
Erdungsendverschluß soll mit dem Endseil (GELB - GRÜN)
der Zuleitung verbunden werden.
In der Tabelle 2 sind die empfohlenen Stromfestigkeitswerte der
trägen Leitungssicherungen angegeben, welche je nach dem
höchsten, von der Schweißmaschine abgegebenen Nennstrom
und je nach der Speisungsnennspannung zu wählen sind.
HINWEIS: Eventuelle Verlängerungen des Speisekabels sollen
einen passenden Durchmesser aufweisen, der keinesfalls kleiner
sein darf als der des serienmäßig gelieferten Kabels.
2000F935
Modelle
I
2 Max. Nennstrom 40% (*)
Installierte
Leistung
Nennstrom träge
Sicherungen
Leitungskabel
Länge
Durchmesser
Massekabel
(*) Betriebsfaktor
A
kVA
A
m
mm
mm
DIGISTAR 250
DUAL PULSED
2
2
ABB. C
Tabelle 2
250
7,8
10
4
1,5
35
59
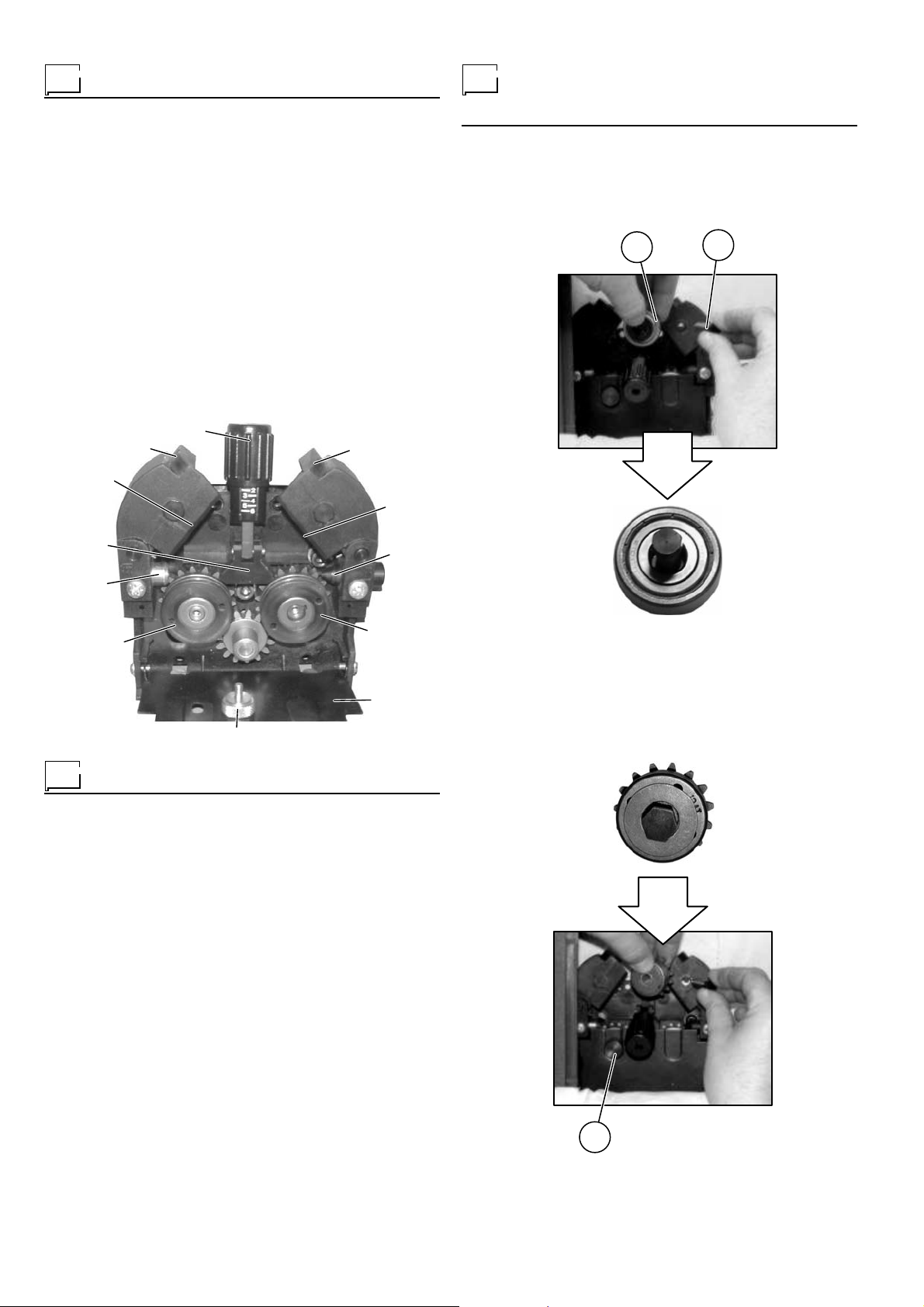
Einlegen des Drahts
Einbau der Mitnahmerollen für
• Die Rolle (Ø 300 mm MAX) so auf die entsprechende Halterung setzen, dass der Draht im Uhrzeigersinn angewickelt wird
und die vorstehende Halterungsreferenz mit dem entsprechenden Loch in der Rolle ausgerichtet ist.
• Führen Sie das Drahtende in die Führung (Pos. 1, Abb. D) am
Mitnehmermechanismus ein.
• Heben Sie die Losrolle an und entriegeln Sie den Hebel (Pos.
8, Abb. D). Überprüfen Sie, ob der außen auf der Motorrolle
(Pos. 5, Abb. D) aufgedruckte Durchmesser dem des verwendeten Drahts entspricht.
• Führen Sie den Draht einige Zentimeter in den Drahtführungsmantel (Pos. 4, Abb. D) ein. Senken Sie die Losrolle ab und
überprüfen Sie, ob der Draht in die Vertiefung an der Motorrolle eintritt. Verstellen Sie gegebenenfalls den Druck zwischen
den Rollen an der entsprechenden Regelschraube (Pos. 5, Abb.
D). Stellen Sie den Druck so niedrig wie möglich ein; die Rollen
dürfen jedoch nicht am Draht abrutschen. Ein zu starker Druck
führt zu Drahtverformungen und Verschlingungen am Eingang
des Drahtführungsmantels, ein zu schwacher Druck zu Unregelmäßigkeiten beim Schweißen.
5
2
2
8
8
9
1
Aluminium
AUSBAU DER BESTEHENDEN ROLLEN (Abb. E)
Schrauben Sie mit dem entsprechenden Schlüssel den
Befestigungsbolzen ab (Position 1) und nehmen Sie das Lager
zusammen mit den Distanzstücken heraus (Position 2).
1
2
4
3
3
7
6
ABB. D
Einbau der Mitnahmerollen für Stahl
Die beiden Schraube (Pos, 6,Abb, D) lösen. Den Losrollenträger-
arm (Pos. 2 Abb. D) anheben und folgendermaßen vorgehen:
• Die Rolle trägt auf beiden Außenseiten die Angaben zu Drahtsorte und Durchmesser.
• Die passenden Walzen (Pos. 3, Abb. D) montieren und auf die
richtige Positionierung der Rille je nach Drahtdurchmesser achten.
• Die Schraube (Pos, 6, Abb, D) schrauben.
ABB. E
EINBAU ROLLEN-KIT ALUMINIUM (Abb. F)
Setzen Sie die Losrolle und das im Bausatz enthaltene Distanzstück in den Sitz des Zahnrades ein (siehe Abbildung auf der
rechten Seite) und blockieren Sie das Ganze durch den
Befestigungsbolzen am Arm (Position 1). Schrauben Sie die
Befestigungsschraube ab (Position 3) und tauschen Sie die 2
Rollen durch die im Bausatz enthaltenen aus.
60
1
ABB. F

Steuer und kontrolleinrichtungen
5
1
2
3
Pos. 1 Schnellanschluss Minuspol
Pos. 2 Steckverbinder für die Zusatzsteuerungen für das
Schweißen
Pos. 3 Schnellanschluss Pluspol
4
6
Pos. 4 Zentralanschluß für Brenner
Pos. 5 Leitungsschalter. In Position "O" ist das Schweißgerät
ausgeschaltet
Pos. 6 Steckverbinder zur Speisung der HR26 Kühlanlage
61

Steuerpaneel
TASTENSTEUERUNGEN
A - PARAMENTER Auswahldrucktaste
Erlaubt die Wahl folgender Parameter (wenn aktiv) und bei jedem
Tastendruck geht die Maschine zur Wahl des anschließenden Parameters über (Funktion für alle aufgelisteten Tasten gültig), wobei folgende Ordnung eingehalten wird:
• DICKE DES SCHWEISSWERKSTÜCKS - Möglicher Regulierbereich (je nach gewähltem Schweißverfahren variierbar) von
0,6 bis 20 mm mit Regulierabstand von 0,1mm;
• SCHWEISS-STROM - Möglicher Regulierbereich (je nach gewähltem Schweißverfahren variierbar) von 10 bis 250 A mit Regulierabstand von 1A;
• DRAHTGESCHWINDIGKEIT - Möglicher Regulierbereich (je
nach gewähltem Schweißverfahren variierbar) von 1 bis 22 m/
Min. mit Regulierabstand von 0,1m/Min.
SCHWEIßVERFAHREN Drucktaste
Erlaubt die Auswahl von 5 Schweißverfahren:
• GEPULSTES MIG;
• GEPULSTES DOPPELMIG;
• MIG-MAG;
• ELEKTRODE oder MMA;
• WIG mit Zündung Typ "LIFT".
SCHWEIßART Drucktaste
Erlaubt die Wahl von 5 Schweißarten:
• 2T (Zweitakt)
Wird die Brennertaste gedrückt, erfolgt der Schweißzyklus, wäh-
rend beim Loslassen der Taste die Schweißung endet.
• 4T (Viertakt)
Wird die Brennertaste gedrückt und losgelassen, beginnt der
Schweißzyklus. Wird die Brennertaste gedrückt und losgelassen, endet der Schweißzyklus.
• 2T-KRATER
CSC [%]
StS [%]
PrG [s]
100%
SCt [s]
SLO [A/s]
SLO [A/s]
ECt [s]
CEC [%]
PoG [s]
1) Durch Drücken der Brennertaste entzündet sich der
Schweißbogen und der Strom bleibt bei dem Wert des KRATER-ANFANGSSTROMS (CSC) für eine von dem Parameter ZEIT DES ANFANGSSTROMS (SCt) festgelegte Zeit.
Anschließend wird der Strom (SCHWEISSSTROM) mit einer von dem SLOPE-Parameter (SLO) bestimmten Steilheit auf den Nennwert gebracht.
2) Wird die Brennertaste losgelassen, wird der Strom mit einer von dem SLOPE-Parameter (SLO) bestimmten Steilheit auf den Wert des KRATER-ENDSTROMS (CEC) gebracht.
Danach bleibt der Strom bei dem Wert des KRATERENDSTROMS (CEC) für eine von dem Parameter
ENDSTROMZEIT (ECt) bestimmte Zeit, bevor die Schweißung beendet wird.
62

• 4T-KRATER
CSC [%]
StS [%]
PrG [s]
100%
SCt [s]
SLO [A/s]
SLO [A/s]
ECt [s]
CEC [%]
PoG [s]
1. Wird die Brennertaste gedrückt, entzündet sich der Lichtbogen und der Strom bleibt bei dem Wert des KRATERANFANGSSTROMS (CSC).
2. Lässt man die Brennertaste los, wird der SLOPE (SLO) ausgeführt und der Strom geht auf den Nennwert (SCHWEISSSTROM).
3. Wird die Brennertaste gedrückt, wird der SLOPE (SLO) ausgeführt und der Strom geht auf den Wert des KRATERENDSTROMS (CEC).
4. Wird die Taste losgelassen, wird der Schweißzyklus abgeschlossen.
• PUNKTSCHWEISSEN (Spot)
Erlaubt durch Drücken der Brennertaste das Punkten für einen
vorher (in Sekunden) eingegebenen Zeitraum, an dessen Ende
sich der Lichtbogen automatisch ausschaltet.
ARBEITSTYP Drucktaste
Erlaubt die Wahl 3 verschiedener Arbeitstypologien/-modalitäten:
• SYNERGETISCH (SYN);
• MANUELL (MAN);
• AUTOMATISCH (AUT).
Diese Taste ist bei den ELEKTRODEN- und WIG-Verfahren mit
Zündung vom Typ "LIFT" nicht aktiv.
PROGRAMABLAUF Drucktaste
Dieser Knopf wird dazu verwendet, die vom Konstrukteur gelieferten Programme in der Modalität SYNERGISCH, die vom Benutzer gespeicherten Schweißstellen und die Schweißsequenzen
in der Modalität AUTOMATISCH (99 Stellen) durchzusehen.
GASTEST Drucktaste
Das Magnetventil wird aktiviert und das Gas beginnt auszuströ-
men, wenn diese Taste gedrückt und losgelassen wird. Der Gasaustritt endet automatisch nach 30 Sekunden oder manuell, wenn
die Taste gedrückt und losgelassen wird.
SONDERFUNKTIONEN Drucktaste
Diese Taste erlaubt die Anzeige und Änderung einiger für die
Schweißung notwendiger und wesentlicher Parameter, die bereits vorher im Herstellerwerk eingestellt wurden. Die Parameter
variieren je nach verwendetem Schweißverfahren und Schweiß-
art und werden für jedes Schweißprogramm und jeden automatischen Schweißpunkt gespeichert.
DRAHTEST Drucktaste
Der Motor wird für ca. 3 Sekunden mit einer festen Geschwindigkeit (die vom Hersteller festgelegt wird) von 1 m/Min. eingeschaltet und der Drahtvorschub beginnt, sobald diese Taste gedrückt
wird. Nach Ablauf dieser Zeit geht der Motor in ca. 1 Sekunde
auf eine Geschwindigkeit von 8 m/Min. Wenn sie losgelassen wird,
endet das Verfahren. Um den notwendigen Draht weiter vorlaufen zu lassen, muss die Taste weiter gedrückt gehalten werden.
V - PARAMENTER Auswahldrucktaste
Erlaubt die Wahl folgender Parameter (wenn aktiv):
• FEINEINSTELLUNG DER SCHWEISS-SPANNUNG - Schweiß-
spannung zwischen -25% und +25% des eingestellten
Spannungswertes mit Regulierabstand von 1%;
• SCHWEISS-SPANNUNG - je nach gewählter Schweiß-Typo-
logie anders berechneter Parameter:
- Schweißspannung zwischen -25% und +25% des eingestell-
ten Spannungswertes mit einem Regulierabstand von 1% in
der Modalität SYNERGETISCH;
- von 10V bis 40V mit Regulierabstand von 0,1V in der Moda-
lität MANUELL;
• ELEKTRONISCHE INDUKTIVITÄT - Parameter, der je nach gewähltem Schweißverfahren verschiedene Bedeutungen annimmt;
- Änderung der dynamischen Antwort der Maschine (gültig für
die Verfahren MIG-MAG, GEPULSTES MIG, GEPULSTES
DOPPEL-MIG mit Regulierbereich von -32 bis +32 und Regulierabstand 1);
- Arc Force (gültig für das MMA-Verfahren mit Regulierbereich
von 0 bis 100 und Regulierabstand 1).
START/SPECIHER Drucktaste
Bei dieser Taaste werden zwei Funktionen assoziiert:
• Funktion RUN, die verwendet wird, um die Eigenschaften (Material, Drahtdurchmesser, Gasart usw.) der vom Hersteller gelieferten Programme (in der Typologie SYNERGETISCH) und
vom Benutzer durch die Tastsen PROGRAMMDURCHLAUF
abgerufenen Programme anzuzeigen.
• Funktion MEM, die benutzt wird, um die vom Benutzer festgelegten Schweiß-Einstellungen zu speichern (99 verschiedene
Schweißpunkte in der Typologie AUTOMATISCH).
63

DREHKNOPFSTEUERUNGEN
ENCODER 1 Knopf
Mit diesem Codierer kann man die Werte der Parameter (wenn aktiv) ändern, die auf dem Display PARAMETER-ANZEIGE - A angezeigt werden.
ENCODER 2 Knopf
Mit diesem Codierer kann man die Werte der Parameter (wenn aktiv) ändern, die auf dem Display PARAMETER-ANZEIGE - V angezeigt werden.
DISPLAY- UND LED-ANZEIGEN
A - PARAMETER Auswhal Led
SCHWEIßVERFAHREN Led
ARBEITSTYP Led
SONDERFUNKTIONEN Led
V - PARAMETER Auswhal Led
Sind diese Leds eingeschaltet, bedeutet dies, dass der entsprechende Parameter (Funktion aktiv) gewählt wurde, dessen Wert
auf dem Bezugsdisplay angezeigt wird.
SCHWEIßART Led
Wenn diese LEDs eingeschaltet sind, bedeutet das, dass der
entsprechende Parameter gewählt wurde (Funktion aktiv), dessen Wert auf dem Bezugsdisplay angezeigt wird.
64

Die 5 Schweißarten werden angezeigt, wenn die LEDs folgendermaßen aktiv sind:
Gewählte Schweißart: 2T
Gewählte Schweißart: 4T
Gewählte Schweißart: 2T-KRATER
A - PARAMETER Anzeige
Dieses Display zeigt folgende Funktionen (wenn aktiv) an:
• Sowohl den (nur in der Typologie SYNERGETISCH) vorgegebenen als auch den realen SCHWEISS-STROM;
• Sowohl die vorgegebene als auch die reale DRAHTGESCHWINDIGKEIT;
• Die vorgegebene DICKE DES SCHWEISS-STÜCKS (nur in der
Typologie SYNERGETISCH).
V - PARAMETER Anzeige
Dieses Display zeigt folgende Funktionen (wenn aktiv) an:
• Sowohl die vorgegebene als auch die reale SCHWEISS-SPANNUNG (nur in der Typologie SYNERGETISCH);
• Die FEINEINSTELLUNG DER SCHWEISS-SPANNUNG (nur in
der Typologie SYNERGETISCH);
• DIE ELEKTRONISCHE INDUKTIVITÄT.
Gewählte Schweißart: 4T-KRATER
Gewählte Schweißart: PUNKTSCHWEISSEN
ENCODER 1 Led
Gibt an, dass der auf dem Display PARAMETERANZEIGE -A angezeigte Parameterwert durch Drehen des Knopfes ENCODER 1
geändert werden kann.
ENCODER 2 Led
Gibt an, dass der auf dem Display PARAMETERANZEIGE -V angezeigte Parameterwert durch Drehen des Knopfes ENCODER 2
geändert werden kann.
HOLDFUNKTION Led
Gibt an, dass die von den Displays PARAMETERANZEIGE - A
und V angezeigten Parameterwerte die Strom- bzw. Spannungswerte am Ende der letzten Schweißung sind. Das Led blinkt 15
Sekunden lang oder bis zu dem Moment, wo man irgendeine in
diesem Moment aktive Taste drückt.
PROGRAMME Anzeige
Dieses Display zeigt an:
• Die Programmnummer, wenn die Schrift P + eine variable Zahl
von 000 bis 299 erscheint;
• Die Nummer der Arbeitseingabe (Punkt), wenn die Schrift Au +
eine variable Zahl von 01 bis 99 erscheint.
Wenn die Zahlen, die den Schriften folgen, fest sind, ist die Eingabe aktiv, wenn sie blinken, sind die Eingaben nicht aktiv, sondern nur speicherbar.
65

Anzeige der installierten SoftwareVersion
Der DIGITECH 250 DUAL PULSED ist mit einer Digital-Steuerung durch eine im Werk festgelegte Software ausgerüstet. Diese Software kann ständig entwickelt und verbessert werden. Die
Software jeder Karte ist durch eine spezifische Nummer/Version
gekennzeichnet, die auf dem Display PROGRAMMANZEIGE auf
folgende Weise angezeigt werden kann:
• HAUPTPLATINE
Die Schweißanlage in Betrieb setzen, indem man den Schalter
am Rückpaneel auf Position 1 dreht, die Taste SONDERFUNKTIONEN und anschließend die Taste RUN/MEM drücken.
• ZUSATZPLATINE
Die Schweißanlage in Betrieb setzen, indem man den Schalter
am Rückpaneel auf Position 1 dreht, die Taste SONDERFUNKTIONEN und anschließend die Taste PRÜFUNG GAS
drücken.
Vor dem Schweißen
WICHTIG: Überprüfen Sie vor dem Einschalten der Schweiß-
maschine erneut, ob Spannung und Frequenz des Versorgungsnetzes den Angaben auf dem Datenschild entsprechen.
• Die Schweißmaschine durch Drehen des Schalters am Rück-
paneel auf Position 1 in Betrieb setzen (ACHTUNG: Bei jedem
Einschalten an der Maschine werden die letzten, vor dem Ausschalten vorgenommenen Einstellungen angezeigt);
• Die verschiedenen Einheiten je nach gewünschtem Schweißverfahren einstellen.
Schweißverfahren
ELEKTRODENSCHWEISSEN
Für das Schweißen von Elektroden, die mit vom Benutzer einstellbaren "Arc force"- (durch die Taste PARAMETERWAHL - V
einstellbar) und "Hot start"-Einrichtungen (durch die Taste
SONDERFUNKTIONEN einstellbar) beschichtet sind.
Man hat zu dieser Schweißmodalität Zugang, indem die Taste
SCHWEISSVERFAHREN gedrückt wird und man zu MMA geht
.
Die Schweißkabel gemäß der Beschreibung in dem Paragraphen
"Anschluss der Schweißkabel - ELEKTRODEN-Schweißung (Abb.
A)" anschließen.
Schweißparameter
In der Tabelle 3 sind Anweisungen über die Wahl einer passenden Elektrode je nach den zu schweissenden Stärken zu lesen.
Hier sind auch die Stromwerte zusammen mit den entsprechend
einzusetzenden Elektroden zum Schweissen von Massenstahl
und niedrig legiertem Stahl angegeben. Es handel sich um
Richtwerte; für eine zweckorientierte Wahl sich an den Anweisungen der Elektrodenhersteller halten. Schweisstelle,
Schweissnaht, Stärke und Abmessungen des Schweisstücks
bestimmen den einzusetzenden Strom. Die einzustellende Stromstärke ändert inner-halb des Regelbereichs der Tabelle 3 und wird
so bestimmt:
• hoch beim Flachschweissen, Flach-Stirnschweissen und Vertikal-Aufwärtsschweissen;
• mittelmäß ig beim Überkopfschweissen;
• niedrig bei Fallnahtschweissen und bei Zusammenschweissen
von vorgewärmten Schweisstückchen.
Durch die folgende Formel ist der mittelmäßige, annähernde
Richtwert des Stromes zu ermitteln, der beim Schweissen von
Elektroden für Normstahl in Frage kommt:
I = 50 x (Øe – 1 )
wo: I = Stärke des Schweisstromes
Øe = Elektrodendurchmesser
Beispiel: Elektrodendurchmesser 4 mm
I = 50 x (4 –1 ) = 50 x 3 = 150A
Bevor die Schweißung vorgenommen wird, werden auf den Displays PARAMETERANZEIGE - A (abgekürzt dVPA) und
PARAMETERANZEIGE - V (abgekürzt dVPV) die vorgegebenen
Werte des Schweißstroms
1 änderbar) und der Leerspannung (nicht änderbar) oder des "Arc
force" (wenn gewählt - durch den Drehknopf ENCODER 2 än-
derbar) angezeigt.
Während des Schweißverfahrens werden auf den Displays dVPA
und dVPV die Werte des Schweißstroms
man gerade schweißt (durch den Drehknopf ENCODER 1 änder-
bar), und der Schweißspannung
"Arc force" (wenn gewählt - änderbar) auf einer variablen Werteskala von 0 bis 100 (absoluter Wert) mit Einstellabstand 1 - ein
Parameter, der die Lichtbogenenergie unter schweren Schweiß-
bedingungen erhöht (durch den Drehknopf ENCODER 2).
Sonderfunktionen
• HOT START d. h. der Überstrom, der im Augenblick der
Lichtbogenanzündung abgegeben wird. (Hot - von 0 bis 100
mit Regulierabstand von 1) An der Elektrode kann man durch
Drücken auf die Taste SONDERFUNKTIONEN die Funktion
"hot start" erhalten (durch den Drehknopf ENCODER 2 regulierbar und bei der Schweißung nicht veränderbar).
(durch den Drehknopf ENCODER
angezeigt, mit dem
(nicht änderbar) oder des
WIG-SCHWEIßEN MIT "LIFT"-FÜLLUNG
Zu dieser Schweißmodalität erhält man Zugang, indem man die
Taste SCHWEISSVERFAHREN drückt und zu WIG mi T Zündung
Typ "Lift" geht
Die Schweißkabel so verbinden, wie in dem Paragraphen
"Schweißkabelanschluss - WIG-Schweißen (Abb. B)" beschrieben.
Schweißparameter
In der Tabelle 4 sind die Stromwerte angegeben, die mit den entsprechenden Elektroden für die WIG-Schweißung mit Wechselund Gleichstrom verwendet werden sollten. Diese Daten haben
keinen absoluten Wert, sondern dienen nur der Orientierung. Zur
genauen Wahl die Anweisungen befolgen, die von den Elektrodenherstellern gegeben werden. Der zu verwendende Elektrodendurchmesser ist zu dem zum Schweißen verwendeten Strom direkt proportional.
.
ELEKTRODEN
Ø
(mm)
1,6
2
2,4
3,2
4
4,8
5,6
6,4
8
6010
6011
-
-
40-80
75-125
110-170
140-215
170-250
210-320
275-425
6012
20-40
25-60
35-85
80-140
110-190
140-240
200-320
250-400
300-500
ELEKTRODENTYP - Strom-Regulierbereich (A)
6013
20-40
25-60
45-90
80-130
105-180
150-230
310-300
250-350
320-430
6020
-
-
100-150
130-190
175-250
225-310
275-375
340-450
6027
-
-
125-185
160-240
210-300
250-350
300-420
375-475
7014
-
-
80-125
110-160
150-210
200-275
260-340
330-415
390-500
7015
7016
-
-
65-110
100-150
140-200
180-255
240-320
300-390
375-475
66
7018
-
-
70-100
115-165
150-220
200-275
260-340
315-400
375-470
7024
7028
-
100-145
140-190
180-250
230-305
275-365
335-430
400-525
Tabelle 3
SCHWEISSDICKE
(mm)
U 5
U 6,5
> 3,5
> 6,5
> 9,5
> 13

Bevor die Schweißung ausgeführt wird, werden auf den Displays
PARAMETERANZEIGE - A (abgekürzt dVPA) und PARAMETERANZEIGE - V (abgekürzt dVPV) die voreingestellten Werte für
Schweißstrom
bar) und Leerlaufspannung
Während des Schweißverfahrens werden auf den Displays dVPA
und dVPV die Schweißstromwerte
schweißt (durch den Drehknopf ENCODER 1 veränderbar), und
der Schweißspannung
Bei diesem Verfahren sind die Zündungen durch den innovativen
Zündungstyp "Lift" mit Wärmekontrolle (TCS) präzise und schnell,
reduzieren so die Wolframeinschlüsse auf ein Minimum und annullieren die Einbrandriefen an dem Schweißstück.
Die Schweißmaschine besitzt außerdem die exklusive SWS
"Smart Welding Stop"-Vorrichtung für das Ende des WIGSchweißverfahrens. Wenn man den Brenner hebt, ohne den Lichtbogen abzuschalten, tritt ein Slope down mit automatischer Abschaltung ein.
Sonderfunktionen
Es gibt keine mit diesem Verfahren verbundene Sonderfunktionen.
(durch den Drehknopf ENCODER 1 veränder-
(unveränderbar) angezeigt.
mit denen man gerade
(unveränderbar) angezeigt.
Tabelle 4
ELEKTRODENTYP
Strom-Regulierbereich (A)
Ø
ELEKTRODEN
(mm)
1
1,6
2,4
3,2
4
Wolfram
Ce 1%
Grau
10-50
50-80
80-150
150-250
200-400
TIG DC
Wolfram
Seltene Erden 2%
Türkis
10-50
50-80
80-150
150-250
200-400
MIG MAG/PULSIERTES MIG MAG/MIG
DOPPELPULS-SCHWEISSEN
Vor dem Schweißbeginn an der Zugvorrichtung folgende Operationen ausführen:
• Das Kontaktrohr vom Brennerkopf abschrauben, um das Heraustreten des Drahtes zu erleichtern. Überprüfen, ob das
Kontaktrohr dem verwendeten Drahtdurchmesser entspricht;
• Den Brennerschalter bzw. den Schalter für die Überprüfung
des Vorschubmotors betätigen, bis der Draht aus dem Brennerkopf herauskommt;
• Das Kontaktrohr einschrauben;
• Den Hahn an der Gasflasche langsam öffnen und am Druck-
minderer den Gasdruck auf einen geeigneten Wert einstellen
(ca. 1,3-1,7 bar);
• Die Gasprüftaste betätigen und den Fluss auf einen Wert zwischen 14 und 20 l/Min. je nach dem für das Schweißen verwendeten Strom einstellen;
• Die Anlage ist somit schweißbereit.
SYNERGETISCHE Arbeitstypologie
Man hat zu dieser Schweißmodalität Zugriff, indem man die Taste SCHWEISSVERFAHREN drückt und auf MIG-MAG
GEPULSTES MIG
und indem man die Taste ARBEITSTYPOLOGIE drückt und auf
SYN geht.
Die Synergie ist nicht anderes als eine Verbindung zahlreicher
untereinander unterschiedlicher Größen in dem Sinne, dass, wenn
eine dieser Größen verändert wird, die anderen dementsprechend
automatisch und synergetisch variieren.
Der Generator DIGITECH 250 DUAL PULSED erlaubt die Eingabe von 100 Programmen, die vom Hersteller geliefert werden,
für jedes Schweißverfahren gültig sind und folgendermaßen aufgeteilt sind:
• 100 Programme mit MIG-MAG (Programm-Nr. von 1 bis 99);
• 100 Programme mit GEPULSTEM MIG (Programm-Nr. von 101
bis 199);
• 100 Programme mit GEPULSTEM DOPPELMIG (ProgrammNr. von 201 bis 299).
Bei der Lieferung verfügt der Generator über eine gewisse Anzahl von Programmen, die bereits im Werk geschaffen wurden,
für den Bediener verfügbar sind und auf der Programmtabelle
(siehe entsprechenden Paragraphen) oder auf dem Display
oder GEPULSTES DOPPELMIG geht
PROGRAMMANZEIGE (abgekürzt dVP) angezeigt werden.
Die Schweißkabel nach der Beschreibung in dem Paragraphen
"Anschluss der Schweißkabel - MIG-MAG-Schweißung,
GEPULSTE MIG-Schweißung oder GEPULSTE DOPPELMIGSchweißung (Abb. C)" anschließen.
Die Tasten PROGRAMMDURCHLAUF zur Auswahl des Programms benützen, das sich am besten für den auszuführenden
Arbeitstyp eignet, und zwar aufgrund der Kenntnis einiger Parameter (Drahtdurchmesser, zu schweißendes Material, zu verwendender Gastyp) oder die Taste RUN/MEM für die Anzeige der
Eigenschaften der vom Hersteller gelieferten Programme.
Vor dem Durchführen der Schweißung werden auf dem Display
PARAMETERANZEIGE - A (abgekürzt mit dVPA) die vorgegebenen Werte der Dicke des Werkstücks
Drahtgeschwindigkeit
veränderbar) angezeigt und auf dem Display PARAMETERANZEIGE - V (abgekürzt mit dVPV) werden die vorgegebenen Werte
der Schweißspannung
Induktivität
(durch den Drehknopf ENCODER 2 veränderbar) angezeigt.
Die Werte der beiden zuletzt erwähnten Parameter werden vom
Hersteller mit Null eingegeben.
Die gewünschten Einstellungen eingeben und mit dem Schweißen beginnen.
Während der Schweißung werden auf dem Display dVPA die realen Werte des Schweißstroms angezeigt (durch den Drehknopf
ENCODER 1 veränderbar) und auf dem Display dVPV werden die
realen Werte der Schweißspannung, der elektronischen Induktivität und der Feineinstellung der Schweißspannung (durch den
Drehknopf ENCODER 2 veränderbar) angezeigt.
Die beiden Codierer sind auch während der Schweißphase aktiv
und operativ, weshalb alle mit ihnen verbundenen Größen veränderbar sind.
Der von den Displays angezeigte Parameter variiert nicht, wenn
von der Phase der Voreingabe zur Schweißphase und umgekehrt
übergegangen wird.
MANUELLE Arbeitstypologie (nur beim MIG-MAG-
und der Feineinstellung der Schweißspannung
(durch den Drehknopf ENCODER 1
(unveränderbar), der elektronischen
, Schweißstrom ,
Schweißverfahren aktiv)
Man hat zu dieser Schweißmodalität Zugriff, indem die Taste
SCHWEISSVERFAHREN gedrückt wird, man zu MIG-MAG
geht und die Taste ARBEITSTYPOLOGIE drückt und zu MAN
geht.
Bei dieser Arbeitstypologie werden als Grundlage die beim MIGMAG-Schweißen verfügbaren Programme verwendet (siehe Paragraph "Synergetische Arbeitstypologie") und die veränderba-
ren Parameter (Drahtgeschwindigkeit
sind durch die Drehknöpfe ENCODER 1 und 2 in keiner Weise
untereinander verbunden, weshalb sie frei vom Benutzer verän-
dert werden können.
Die Schweißkabel nach der Beschreibung in dem Paragraphen
"Anschluss der Schweißkabel - MIG-MAG-Schweißung, MIG
PULSED -Schweißung oder MIG DUAL PULSED-Schweißung
(Abb. C)" anschließen.
Die Schweißprogramme können auf der Programmtabelle (siehe
entsprechender Paragraph) oder auf dem dVP-Display angezeigt
werden.
Die Tasten PROGRAMMDURCHLAUF zur Auswahl des Programms benützen, das sich aufgrund der Kenntnis einiger Parameter (Drahtdurchmesser, zu schweißendes Material, zu verwendende Gasart) am besten für den auszuführenden Arbeitstyp eig-
,
net und/oder die Taste RUN/MEM, um die Merkmale der vom
Hersteller gelieferten Programme anzuzeigen.
Vor dem Durchführen der Schweißung werden auf dem Display
dVPA die vorgegebenen Werte der Drahtgeschwindigkeit
(durch den Drehknopf ENCODER 1 veränderbar) angezeigt und
auf dem Display dVPV werden die vorgegebenen Werte der
Schweißspannung
änderbar) angezeigt.
Die gewünschten Einstellungen eingeben und mit dem Schweißen beginnen.
Während der Schweißung werden auf dem Display dVPA die realen Schweißstromwerte
veränderbar - er kann vom Mindest- zum Höchstwert desjenigen
der entsprechenden synergetischen Kurve des Programms variieren) angezeigt und auf dem Display dVPV werden die realen
Werte der Schweißspannung
ENCODER 2 veränderbar - sie kann von 10 bis 40V variieren).
Der von den Displays angezeigte Parameter variiert nicht, wenn
von der Phase der Voreingabe zur Schweißphase und umgekehrt
übergegangen wird.
, (durch den Drehknopf ENCODER 2 ver-
(durch den Drehknopf ENCODER 1
angezeigt (durch den Drehknopf
, Schweißspannung )
67

Außerdem erlaubt diese Arbeitstypologie die Schaffung und Speicherung (siehe entsprechende Paragraphen) von Schweißeins-
tellungen ( -Punkten), die dann in der AUTOMATISCHEN
ARBEITSTYPOLOGIE abgerufen werden können.
AUTOMATISCHE Arbeitstypologie
Man hat zu dieser Schweißmodalität Zugriff, indem man die Taste SCHWEISSVERFAHREN drückt und zu MIG-MAG
GEPULSTES MIG
und die Taste ARBEITSTYPOLOGIE drückt und zu AUT geht.
Die automatische Modalität erlaubt dem Benutzer, an vorher gespeicherten Punkten zu schweißen. Er kann nämlich in den synergetischen und manuellen Arbeitstypologien vorher festgelegte
und gespeicherte Einstellungen (siehe entsprechende Paragraphen) abrufen und benutzen. Wenn die Einstellungen eines einzelnen Schweißpunktes abgerufen werden, sind sie
unveränderbar, es sei denn, es wird zu einem anderen Schweiß-
punkt übergegangen.
Sonderfunktionen
Um zu diesen Parametern Zugriff zu haben, reicht das Drücken
auf die Taste SONDERFUNKTIONEN. Danach werden kurz die
Parameter beschrieben, die Änderungen erfahren können und in
der Tabelle 5 (die leicht zu lesen ist) sind alle möglichen Kombinationen zusammengefasst.
1) STARTGESCHWINDIGKEIT — Regelt die Annäherungs-
geschwindigkeit des Drahtes an das Werkstück. Der angegebene Wert ist eine prozentuale Veränderung gegenüber dem
im Werk eingestellten Wert (StS - von -30% bis +100% mit
Regulierabstand von 1%);
2) BURNBACK — Regelt die Länge des Drahtes, der aus der
Gasdüse nach der Schweißung austritt. Der angegebene Wert
ist eine prozentuale Veränderung gegenüber dem im Werk
eingestellten Wert. Einer höheren Zahl entspricht ein größe-
res Abbrennen des Drahtes (bub - von -20% bis zu +20% mit
einem Regulierabstand von 1%);
3) GASVORSTRÖMZEIT — Liefert vor dem Schweißbeginn eine
zusätzliche Gasmenge für eine im Werk festgelegte und eingestellte Zeit (PrG - von 0 bis 2 Sekunden mit einem Regulierabstand von 0,1 Sekunden);
4) GASNACHSTRÖMZEIT — Liefert vor dem Schweißende eine
zusätzliche Gasmenge für eine im Werk festgelegte und eingestellte Zeit (POG - von 0 bis 10 Sekunden mit einem Regulierabstand von 0,1 Sekunden);
5) KRATERANFANGSSTROM — Dies ist der Strom, mit dem
die Schweißung beginnt (KRATER-Schweißart aktiviert) und
der von -50% bis +99% des Schweißstroms regulierbar ist
(CSC - von -50% bis +99% mit einem Regulierabstand von
1%);
6) ZEIT DES ANFANGSSTROMS - Zeit, während der der Strom
auf dem Krateranfangswert bleibt (aktiv nur im 2T-KRATERBetrieb) (SCt - von 0 bis 5 Sek. mit einem Regulierabstand
von 0,1 Sekunden);
7) KRATERENDSTROM — Dies ist der Strom, mit dem die
Schweißung endet (KRATER-Schweißart aktiviert) und der von
-99% bis +50% des Schweißstroms regulierbar ist (CEC -
von -99% bis +50% mit einem Regulierabstand von 1%);
oder GEPULSTES DOPPELMIG geht
8) ZEIT DES ENDSTROMS - Zeit, während der der Strom auf
dem Kraterendwert bleibt (aktiv nur im 2T-KRATER-Betrieb)
(ECt - von 0 bis 5 Sek. mit einem Regulierabstand von 0,1
Sekunden);
9) SLOPE — Stromsteilheit für den Übergang vom Niveau des
"Krater-Anfangsstroms" zum Niveau des Schweißstroms und
um von letzterem auf das Niveau eines "Krater-Endstroms"
,
zu kommen (SLO - von 10 A/s bis 500 A/s mit Regulierabstand von 5 A/s);
10) STROMDOPPELPULS — Bestimmt in Prozent den Höchst-
und den Basiswert des Stroms mit doppelter Kreisfrequenz.
Der angezeigte Wert ist eine prozentuale Variation in + und in
– bezüglich des Werts des angelegten, durchschnittlichen
Schweißstroms (dPC - von 0 auf +100% mit einer Einstellpause von 1%).
BEISPIEL: Durchschnittlicher gepulster Strom =120A — Strom
mit doppelter Kreisfrequenz = 180A— Basisstrom = 60A, wenn
der Strom mit doppelter Kreisfrequenz auf Position 50 eingestellt ist.
11) DOPPELPULSFREQUENZ — Bestimmt die Doppelpuls-Fre-
quenz (FdP - von 0,5 bis 5Hz mit Regulierabstand von 0,1Hz);
12) PUNKTSCHWEIßZEIT — TZeit, in der das Punktschweißen
ausgeführt wird (nachdem die Brennertaste gedrückt wurde),
danach schaltet sich der Lichtbogen automatisch aus (SPt -
von 1 bis 20 Sekunden mit Regulierabstand von 0,1 Sekunden).
13) SLOPE VON AUTOMATISCHEM STROM — Stromsteilheit,
um von einem Niveau zum anderen überzugehen; dienlich
bei Verwendung der Schweißsequenzen (ACS — von 5A/s
auf 500A/s mit einer Regulierpause von 5A/s). Bestimmt auch
die Variationsgeschwindigkeit des Schweißstroms nach einer von Fachpersonal ausgeführten Regulierung.
Die Tabelle 5 fasst die Verfügbarkeit der Sonderfunktionen bei
den verschiedenen Schweißverfahren und -arten zusammen.
Erstellung und speicherung neuer
automatischer schweisspunkte
Nach der Festlegung eines neuen Schweißpunktes (siehe Paragraph "AUTOMATISCHE Arbeitstypologie") folgendermaßen vorgehen:
• Die Taste RUN/MEM drücken (Led AUT erleuchtet), bis auf dem
Display PROGRAMMANZEIGE (dVP) blinkend der erste freie
und/oder verfügbare Schweißpunkt erscheint;
• Den Knopf RUN/MEM so lange drücken, bis auf dem Display
dVP "Sto" erscheint und ihn dann loslassen;
• Nach der beendeten Sicherungsoperation stellt sich das Pro-
gramm automatisch auf den letzten gesicherten Schweißpunkt.
BEMERKUNG: Die Schaffung eines automatischen Schweiß-
punktes impliziert die Speicherung aller mit ihm verbundenen
Spezialfunktionen.
GRÖßE
STARTGESCHWINDIGKEIT
BURN BACK
PRE GAS
POST GAS
KRATERANFANGSSTROM
ZEIT DES ANFANGSSTROMS
KRATERENDSTROM
ZEIT DES ENDSTROMS
SLOPE
STROMDOPPELPULS
DOPPELPULSFREQUENZ
PUNKTSCHWEIßZEIT
SLOPE VON AUTOMATISCHEM STROM
MELDUNG
StS
bub
PrG
POG
CSC
SCt
CEC
ECt
SLO
dPC
FdP
SPt
ACS
MIG/MAG
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
PULSIERTES
MIG
DOPPEL-
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
68
MIG
PULS
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
2T/4T
✔
✔
✔
✔
✔
✔
✔
SCHWEIßARTSCHWEIßVERFAHREN
PUNKT-
SCHWEIß
✔
✔
✔
✔
✔
✔
✔
✔
2T
KRATER
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
Tabelle 5
4T
KRATER
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔

Die vorher gespeicherten
automatischen punkte abrufen
Zum Abrufen der vorher gespeicherten Schweißpunkte muss man
zur AUTOMATISCHEN Arbeitstypologie gehen und dann die Tasten PROGRAMMDURCHLAUF für Wahl und Anzeige der gespeicherten Schweißpunkte drücken.
Die automatischen schweisspunkte
kopieren und ändern
Nachdem der automatische Punkt, den man kopieren oder än-
dern möchte, abgerufen wurde, folgendermaßen vorgehen:
• Die Taste SCHWEISSART 3 Sekunden lang gedrückt halten;
diese Operation bringt die Maschine in die manuelle und synergetische Modalität und erlaubt so, alle gespeicherten Parameter an dem abgerufenen Punkt zu korrigieren. Auf diese
Weise ist es möglich, eine oder mehrere Einstellungen zu ändern und dann den automatischen Punkt zu sichern, indem
der vorhergehende überschrieben wird (indem man ihn also
ändert) oder auf einem anderen Programm gespeichert wird
(siehe Paragraph "Schaffung und Speicherung neuer Schweiß-
punkte"). Zur Wahl der Position, an der man den Schweißpunkt
speichern möchte, die Taste PROGRAMMDURCHLAUF verwenden. Zur Speicherung die Taste RUN/MEM drücken, bis
auf dem Display PROGRAMMANZEIGE (dVP) die Schrift "Sto"
erscheint.
Eine automatische Schweißstelle
löschen
Um eine bereits von der Arbeitstypologie AUTOMATISCH
gespeichertre automatische Schweißstelle eines jedweden Vorgangs zu löschen, ist bei nicht-aktivem Schweißvorgang folgendermaßen vorzugehen:
• Sich auf die betreffende Schweißstelle positionieren;
• den RUN/MEM-Knopf 5 Sekunden lang drücken;
• auf dem Display erscheint stabil die Schrift “CLR”;
• beim Loslassen des Knopfes wird die derzeitig gewählte auto-
matische Schweißstelle gelöscht.
Nach dem Löschen der automatischen Schweißstelle positioniert
sich die Maschine auf eine gültige automatische Schweißstelle.
Sollte es keine gültigen automatischen Schweißstellen geben,
visualisiert die Maschine die Schrift “NA1” so, wie es in dem Fall
geschieht, wenn man in die Modalität AUTOMATISCH eintritt und
wenn keine automatischen Schweißstellen präsent sind. Freiraum
kann von einer neuen automatischen Schweißstelle besetzt werden bzw. er kann freigelassen bleiben, um als Sequenzterminator
benutzt zu werden (siehe Absatz “Schweißfrequenzen”).
Verwendung der automatischen
schweisspunkte
Die automatischen Stellen sind in einer einzigen Speicherposition
gruppiert (MAX 99 Stellen), so dass sie in Sequenz über die Befehle UP/DOWN des Lötkolbens abgetastet werden können; bei
Vorgangsgleichheit kann der Übergang von einer Stelle zur anderen während des Schweißens erfolgen; zu diesem Zweck wur-
de der programmierbare Parameter “ACS” zur linearen Verbin-
dung der synergischen Stellen während der Übergänge eingeführt.
Schweißsequenzen
Es wurde die Möglichkeit eingeführt, Schweißarbeiten auszuführen, indem man auf die Verwendung mehrerer automatischer, vorab vom Benutzer gespeicherter Schweißstellen in Sequenzen zurückgreift. Ebenso wird der Wechsel der automatischen Schweiß-
stelle beim aktiven Schweißen betrieben, wenn ein Lötkolben des
Typs up/down verwendet wird.
DAS KONZEPT DER “SEQUENZ AUTOMATISCHER
SCHWEISSSTELLEN”
Als “Sequenz automatischer Schweißstellen” wird die Gruppierung einer bestimmten, vom Benutzer abgespeicherten Anzahl
automatischer Schweißstellen definiert. Die Gruppierung wird
dadurch begrenzt, dass eine automatische Schweißstelle am
Anfang der Gruppierung und eine an deren Ende leer gelassen
werden.
ABSPEICHERN EINER SCHWEISSSEQUENZ
Zum Einstellen einer Schweißsequenz ist Folgendes nötig:
1) Überprüfen, dass die erste Stelle vor der ersten automatischen Stelle frei ist (implizit nimmt man an, dass vor Position
1 und nach Position 99 zwei freie automatische Schweißstel-
len liegen, die die Sequenz automatisch begrenzen; daher ist
es nicht nötig, in Position 1 und Position 99 eine leere Stelle
einzufügen);
2) Die Maschine auf das gewünschte Programm positionieren,
in Modalität MANUELL oder SINERGISCH mit den Einstellungen, die man für die automatische Schweißstelle zu verwenden beabsichtigt;
3) den Knopf SPEZIAL-FUNKTIONEN drücken, um Zugang zu
Spezial-Funktionen zu haben;
4) mittels des Drehknopfs ENCODER 1 den Paramenter ACS
wählen;
5) mittels des Drehknopfs ENCODER 2 die Steilheit in A/s einstellen, die man verwenden will, um sich in Richtung auf diese automatische Schweißstelle zu verlagern;
6) Man kann die Spezial-Funktionen verlassen, indem man erneut den Knopf SPEZIALFUNKTIONEN drückt;
7) Die in einer automatischen Schweißstelle laufenden Einstellungen abspeichern (siehe Absatz “Schaffung und Speichern
neuer automatischer Schweißstellen”);
8) den Vorgang ab Punkt 2 für alle automatischen Schweißstel-
len wiederholen, die man hinzufügen will;
9) prüfen, dass eine freie Stelle nach der letzten eingefügten Stelle vorliegt bzw. die letzte Stelle löschen (siehe Absatz “Lö-
schen einer automatischen Schweißstelle”).
VERWENDUNG DER SEQUENZEN
Um eine Schweißsequenz ausgehend von einem Mig/Mag-,
Pulsiertem oder Doppelt Pulsiertem Prozess zu aktivieren, drückt
man den Knopf ARBEITSTYPOLOGIE, bis man in die Modalität
AUTOMATISCH gelangt. Dies führt zu:
• Abspeichern des letzten, nicht-automatischen Prozesses, der
vor dem Eintritt in die Modalität AUTOMATISCH aktiv war;
• die Positionierung auf der letzten, vorab benutzten automati-
schen Schweißstelle (zum Beispiel die letzte gespeicherte) bzw.
sollte diese fehlen, auf der ersten vorliegenden. Dabei ist zu
beachten, dass die Stelle einem anderen als dem zu dieser
Zeit ausgewählten Prozess zugehören kann.
Bei nicht-aktivem Schweißvorgang ermöglichen es die auf dem
Frontpaneel angebrachten Knöpfe ABLAUFEN DER PROGRAMME sämtliche gespeicherten automatischen Schweißstellen abzutasten und automatisch dann den Vorgang zu wechseln, wenn
die automatische Stelle dies erforderlich macht. Die Knöpfe rechts
(+) und links (-) auf dem Lötkolben (falls vom Typ up/down) ermöglichen es, sich nur unter den zur selben Sequenz gehörenden Stellen zu bewegen.
Beim Drücken des Knopfes ARBEITSTYPOLOGIE kehrt man auf
die letzten Einstellungen zurück, die aktiv waren, bevor man in
die Modalität AUTOMATISCH eingetreten ist; dabei kann, falls
es notwendig wird, auch der Schweißvorgang abgeändert werden.
Wird eine automatische Schweißstelle gewählt, ist es möglich,
den Schweißvorgang innerhalb der entsprechenden Sequenz zu
beginnen. Die Knöpfe ABLAUFEN DER PROGRAMME auf dem
Paneel sind außer Betrieb, während die Knöpfe rechts (+) und
links (-) auf dem Lötkolben in Betrieb bleiben. Ist der Lötkolben
nicht vom Typ up/down, ist es nicht möglich, die automatische Stelle während des Schweißvorgangs zu ändern.
Beim aktiven Schweißen ist es möglich, von einer automatischen
Schweißstelle zu der innerhalb der Sequenz vorhergehenden oder
der nachfolgenden überzugehen, indem man die Knöpfe rechts
(+) und links (-) auf dem Lötkolben drückt und dabei die im Punkt
“Beschränkungen bei der Verwendung der Sequenzen” aufgeführten Beschränkungen berücksichtigt. Wird bei Drücken der
Knöpfe rechts (+) und links (-) ein Extrem der Sequenz erreicht,
wird die Sequenz am entgegengesetzten Extrem wieder aufgenommen.
69

Der Übergang von einer automatischen Stelle zur anderen wird
ausgeführt, indem die mittels eine Stromrampe gespeicherten
Strömungen miteinander verbunden werden. Die Steilheit ist innerhalb der Spezialfunktionen der automatischen EmpfängerSchweißstelle gespeichert; daher ist der ACS-Parameter zum
Zeitpunkt des Abspeicherns der automatischen Schweißstelle
aktiv.
BESCHRÄNKUNGEN BEI DER VERWENDUNG DER
SEQUENZEN
Die Verwendung der Sequenzen mit der Möglichkeit, bei aktivem
Schweißvorgang von einer automatischen Schweißstelle zu einer anderen überzugehen, ist nur in folgenden Fällen erlaubt:
• wenn die Änderung der automatischen Schweißstelle nicht die
Änderung des Schweißvorgangs mit sich bringt;
• der gewählte Vorgang muss MIG/MAG oder MIG PULSIERT
sein (d.h. es ist nicht gestattet, die automatische Schweißstelle während eines Schweißvorgangs in MIG DOPPELT PULSIERT
zu ändern);
• die Änderung der automatischen Schweißstelle führt nicht zu
einer Änderung der verwendeten Synergie-Kurve (daher ist es
nicht möglich, zum Beispiel von einer ausgehend von Kurve
P4 gespeicherten Stelle zu einer ausgehend von Kurve P5 gespeicherten überzugehen);
• es ist nicht gestattet, von einer automatischen Schweißstelle
zu einer anderen überzugehen, wenn die SCHWEISSARTEN
(2T, 4T, KRATER, HEFTSCHWEISSEN) nicht an den beiden automatischen Stellen übereinstimmen und wenn diese sich von
2T und 4T unterscheiden.
Reset der Einstellungen
Das Reset der Einstellungen an den Fabrikwerten muss in zwei
Teile aufgeteilt werden. Vor allem drückt man und lässt man die
Taste SONDERFUNKTIONEN los, um zu den Sonderfunktionen
Zugriff zu haben. Dann:
• Durch das Drücken der Taste RUN/MEM für 3 Sekunden wird
die Blink-Schrift STD angezeigt: Am Ende des Blinkens wird
beim Loslassen der Taste die Rückstellung auf die Werkseinstellungen nur bei dem vorher aktiven Schweißprogramm vorgenommen, und zwar mit Ausnahme der automatischen Punkte
(die also gespeichert bleiben);
• durch das Drücken der Taste ARBEITSTYPOLOGIE für 5 Se-
kunden wird die Blink-Schrift RST angezeigt: Am Ende des
Blinkens wird beim Loslassen der Taste die Rückstellung auf
die Werkseinstelung und die automatischen Schweißpunkte
werden gelöscht.
Die Anzeige der Schriften STD oder RST gibt die Wiedererkennung der Operation an. Diese wird beim Loslassen einer der Tasten vervollständigt und danach läuft die Maschine automatisch
wieder an, so dass die Default-Einstellungen sofort geladen und
aktiv gemacht werden.
HINWEIS: Die Spezialparameter aller Schweißprogramme wer-
den auf die Fabrikwerte zurückgesetzt und die automatischen
Schweißpunkte werden gelöscht.
Einschränkung für die Änderung der
Parameter
Für die Eingabe des Maschinenstillstands muss die Taste
SONDERFUNKTIONEN 5 Sekunden lang gedrückt gehalten werden. An diesem Punkt weist die Maschine eine Schnittstelle auf,
die derjenigen ähnelt, die Parametereinstellung der Sonderfunktionen erlaubt, und zwar insbesondere: mit dem Drehknopf
ENCODER 1 können die geforderten Funktionen gewählt werden, während mit dem Drehknopf ENCODER 2 die Parameterwerte derselben eingestellt werden können.
Die durch den Knopf ENCODER 1 wählbaren und auf dem entsprechenden Display dVPA angezeigten Werte sind:
• KENNWORT (auf dem Display gezeigte Schrift PAS )
• STILLSTANDSSTUFEN (auf dem Display gezeigte Schrift BLL)
Die durch den Knopf ENCODER 2 wählbaren und auf dem entsprechenden Display dVPV angezeigten Werte sind:
• Das Kennwort besteht aus drei numerischen Schriftzeichen,
deren Werte von 000 bis 999 variieren.
• 0 = FEHLENDER STILLSTAND oder MASCHINENFREIGABE
Man hat keinen Maschinenstillstand und außerdem erlaubt dies,
sie freizugeben, wenn sie vorher blockiert wurde (nach vorheriger Eingabe des richtigen Kennwortes).
• 1 = STILLSTAND STUFE 1 aktiv
Im Modus SYNERGISTISCH und MANUELL kann der Wert von
EINSTELLUNG SPANNUNGSENDE VON SCHWEISSUNG
der STROMWERT VON SCHWEISSUNG
ELEKTRONISCHEN INDUKTANZ geändert werden, hierzu den
Drehknopf ENCODER1, den Drehknopf ENCODER 2 oder die
eventuelle Fernsteuerung betätigen.
• 2 = STILLSTAND STUFE 2 aktiv
Es kann kein Schweißparameter verändert werden.
• 3 = STILLSTAND STUFE 3 aktiv
Im Modus SYNERGISTISCH und MANUELL kann kein
Schweißparameter geändert werden. Im Modus AUTOMATISCH kann nur die GESCHWINDIGKEIT DES DRAHTES um
einen Wert von ±15% des gespeicherten Wertes geändert werden, hierzu ausschließlich den Drehknopf ENCODER 1 betätigen. Mit eventuellen Fernsteuerungen können die gespeicher-
ten automatischen Punkte gescrollt werden.
Nachdem die Stillstandsstufen und das Kennwort eingegeben
wurden (der entsprechende Wert oder Code muss das erste Mal
vom Benutzer eingegeben werden), reicht es, wenn man von
neuem die Taste SONDERFUNKTIONEN drückt, um das Menü
zu verlassen und die Maschine erneut für die Schweißung zur
Verfügung zu haben. Die getroffenen Wahlen bleiben bis zu anschließenden Änderungen gespeichert.
und der Wert der
"ENERGY SAVING"- Funktion
Diese Funktion verwaltet den ordnungsgemäßen Betrieb des
Kühlungslüfterrades und der Kühlanlage, die nur dann aktiviert
werden, wenn es unbedingt erforderlich ist, und zwar:
• VENTILATOR-MOTOR
Das Lüfterrad wird aktiviert, wenn:
-Während der Schweißphase oder aber über einen geeigne-
ten Zeitraum hinweg, wenn diese beendet ist;
- Wenn das Thermostat in Funktion tritt, oder über einen geeigneten Zeitraum hinweg, sobald das sich Thermostat in
Betrieb setzt.
• KÜHLANLAGE
Die Kühlanlage wird aktiviert:
- Beim Einschalten der Maschine für eine Minute, um zu ver-
anlassen, dass die Kühlflüssigkeit in der Anlage mit dem richtigen Druck zirkuliert (falls, wenn sich die Kühlanlage ausschaltet, von den Displays nicht die Fehlermeldungen verschwinden, den technischen Kundendienst rufen);
-Während der Schweißphase oder aber über einen geeigne-
ten Zeitraum hinweg, wenn diese beendet ist.
Schweißen von aluminium
Für das Schweißen mit Aluminiumkabel gehen Sie wie folgt vor:
• Die Antriebsrolle durch spezielle für Aluminium ersetzen (siehe
Paragraph "Montage der Mitnahmerollen für Aluminium");
• Einen Brenner mit 3 m langem Draht und Drahtführungsseele
aus Teflon oder ähnliches verwenden;
• Den Anpreßdruck der Drahtförderrollen mit Hilfe der Daumen-
schraube auf das Minimum einstellen;
• ArgonGas bei einem Druck von 1,3 - 1,7 bar verwenden.
Instandhaltung
VORSICHT: Vor jeglichen Wartungsarbeiten im Generatorinnern
Strom ausschalten.
DIGITECH 250 DUAL PULSED
WICHTIG: Da die Schweißmaschinen völlig elektronisch arbei-
ten, ist die Beseitigung des Staubs, der im Maschineninnern von
den Ventilatoren angesaugt wird, von größter Bedeutung.
Zur Beibehaltung des ordnungsgemäßen Betriebs der Maschine
wie beschrieben vorgehen:
• Entfernen von Schmutz - und Staubpartikeln aus dem
Generatorinnern mittels Druckluft. Elektrokomponenten mit
,
70

Luftstrahl nicht direkt belüften, um keine Schaden anzurichten.
• Periodische Inspektion zur Ermittlung von abgenutzten Kabeln
oder von lockeren Verbindungen, die Überhitzungen verursachen.
•Überprüfen Sie, ob der Gaskreislauf völlig frei von Verunreini-
gungen ist, und ob dessen Anschlüsse festsitzen und dicht sind.
Überprüfen Sie mit besonderer Sorgfalt die Funktionstüchtigkeit des GasMagnetventils.
• In regelmäßigen Abständen kontrollieren Sie die
Drahtförderrollen und ersetzen Sie sie, falls die regelmäßige
Förderung des Drahtes nicht mehr gewährleistet wird. (Schlupf,
usw.).
BRENNER
Der Brenner ist hohen Temperaturen ausgesetzt und Belastungen wie Zug und Drehung unterworfen. Vermeiden Sie daher plötz-
liches Knicken des Kabels und verwenden Sie den Brenner nicht
als Schleppkabel für die Schweißmaschine. Folgende Kontrollen
sind regelmäßig durchzuführen:
• Entfernen der Schweißspritzer vom Gasverteiler, um einen korrekten Gasfluß zu gewährleisten;
• bei verformter Drahtdurchgangsbohrung Austausch der
Kontaktspitze;
• Reinigung des Drahtführungsmantels mit Trichloräthylen oder
spezifischem Lösemittel;
•Überprüfen der Isolierung und der Anschlüsse des Leistungs-
kabels; die Anschlüsse müssen elektrisch und mechanisch in
gutem Zustand sein.
ERSATZEILE
Die Originalteile sind speziell für unsere Plasmaanlage konzipiert.
Die Verwendung von Nicht Originalteile kann das Funktionieren
der Maschine verndem und die vorgeschriebene Sicherheit gefährden. Für Schäden, die durch die Verwendung von NichtOriginafteiien entstehen, lehnen wir jede Haftung ab.
Fehlersuche und fehlerbeseitigung
Die meisten Störungen treten an der Zuleitung ein. Gegebenenfalls so vorgehen wie folgt:
1)Die Werte der Linienspannung kontrollieren;
2)Prüfen, ob die Netzabschmelsicherungen durchgebrannt oder
locker sind;
3) Das Netzkabel auf seine einwandfreie Verbindung mit dem Stekker oder mit dem Schalter kontrollieren;
4)Prüfen, ob:
• der Hauptschalter der Schweissmaschine;
• die Wandsteckdose;
• Generatorschalter defekt sind.
Zusammenbau und Zerlegen den
Deckel
Fernsteuerungen und Zubehör
Die DIGITECH-Generatoren können mit verschiedenen Fernsteuerungen und Zubehör ausgerüstet sein wie:
Luft- und/oder wassergekühlter Up/down-Brenner
Die Gebläselampe up/down in Arbeitsweise SYNERGETISCH
(SYN) und MANUELL (MAN) ersetzt den ENCODER 1 auf dem
Kontroll-Paneel des Generators vollständig. Durch den Druck der
beiden Tasten rechts (+) und links (-) können die Schweißwerte
der synergetischen Parameter reguliert werden. Die Regulierung
der Bogenlänge erfolgt erneut mit dem ENCODER 2 auf dem
Kontroll-Paneel des Generators.
In der Arbeitstypologie AUTOMATISCH (AUT) können durch Drük-
ken der beiden Knöpfe rechts (+) und links (-) die vorher eingestellten Schweißstellen und die gespeicherten Schweißsequenzen
abgetastet werden.
Brenner mit Display (Digitorch)
Mit den neuen Digitorch hat man alle Informationen zur Hand.
Dank der innovativen Mikrokontrolle mit Display im Griff können
die wesentlichen Schweißparameter angezeigt und reguliert werden:
• Strom
• Materialdicke
• Drahtgeschwindigkeit
• Bogenlänge
• Elektronische Drossel
• Gespeicherte Programmnummer
Durch einfaches Drücken auf die Tasten Up / Down kann man je
nach gewählter Betriebsart von einem Programm zum anderen
gehen oder die Parameter bei den verwendeten sinergetischen
Kurven erhöhen oder verringern.
HINWEIS: Die Digitalsteuerung des Generators verfügt über eine
Funktion zur Selbsterfassung des ausgeführten Bedienung, die
Steuerung kann so die angeschlossene Vorrichtung feststellen
und den Betrieb dem entsprechend anpassen. Für das korrekte
Arbeiten der Selbsterfassungsfunktion ist (bei abgeschalteter Maschine) das zu verwendende Zubehör am entsprechenden Verbinder anzuschließen, bevor dann die Schweißmaschine erneut
über den On/Off Schalter in Betrieb gesetzt wird.
Gehen Sie folgendermaßen vor: Schrauben Sie die sechs Schrauben ab (zwei befinden sich an der Vorderseite, die restlichen vier
an der Rückseite), die in den Abbildungen gezeigt sind, nehmen
Sie den Griff komplett mit den beiden Abdeckungen (vorn/hinten) ab und ziehen Sie zum Schluss den Deckel ab. Für die Montage umgekehrt vorgehen.
Ersatz der frontalen elektronischen
Karte
Folgendermaßen vorgehen:
• Die 4 Schrauben lösen, die das frontale Rack-Paneel befesti-
gen.
• Die Reguliergriffe abnehmen.
• Die elektrischen Steckverbinder von der Karte abziehen.
• Die Haltestützen entfernen.
• Die Elektronikkarte entfernen und dabei aus ihren Halterungen
nehmen.
• Zum Einbau der neuen Karte in umgekehrter Reihenfolge vorgehen.
HINWEIS: Bei Schäden am Generator sich an geschultes Fach-
personal oder an unseren Kundendienst wenden. Ausge- zeichnete technische Kenntnisse sind hier erforderlich.
71

Fehlerbedingungen
In diesem Paragraphen werden die Fehlerbedingungen beschrieben, die bei der Schweißmaschine festgestellt werden können
und für deren Anzeige werden die drei Displays an der BedienerSchnittstelle (Abb. G) verwendet:
• Display FEHLER (abgekürzt mit dE): auf diesem Display er-
scheint die blinkende Schrift ERR;
• Display FEHLERBESCHREIBUNG (abgekürzt mit dDE): auf
diesem Display wechseln sich die blinkenden Schriften ab, die
in der Reihenfolge zuerst die GESAMTZAHL an festgestellten
Fehlern (Beisp. 02) und dann die allgemeine BESCHREIBUNG
des ersten festgestellten Fehlers (Beisp. PRG) zeigen;
ABB. G
Display
FEHLER
ERR
ERR
ERR
ERR
ERR
ERR
ERR
ERR
Display
FEHLERBESCHREIBUNG
CFG
PRG
TFS
HAR
t°C
H
O
2
SLC
FCC
Display
FEHLERCODE
00
00
00
00
00
01
01
01
02
03
03
03
03
04
05
06
06
06
06
07
07
00
01
02
03
04
00
01
02
00
00
01
02
03
00
00
00
01
02
03
00
01
Tabelle 6
DIAGNOSE
Datei "CFG" (Maschinenparameter) fehlt
Datei "CUI" (Benutzerparameter) fehlt
Datei "CEA" (PID nicht im Programm) fehlt
Datei "CAL" (Maschinenkalibrierung) fehlt
Inkongruenz der Konfiguration
Kurven MIG-MAG-Schweißverfahren fehlen
Kurven GEPULSTES MIG-Schweißverfahren fehlen
Kurven GEPULSTES DOPPELMIG-Schweiß-
verfahren fehlen
Kontrollfehler des gespeicherten Dateisystems FLASH
Alarm OVER VOLTAGE.
Schweißen unmöglich.
Alarm UNDER VOLTAGE.
Schweißen unmöglich.
Alarm UNDER & OVER VOLTAGE.
Schweißen unmöglich.
Alarm PRIMARY OVERCURRENT.
Schweißen unmöglich.
Alarm Thermostat. Die Lüfterräder sind in Betrieb.
Schweißen unmöglich.
Alarm Druckwächter Kühlgruppe.
Schweißen unmöglich.
Drahtmitnahmevorrichtung während des Gebrauchs entfernt
Digitale Schalttafel während des Gebrauchs entfernt
Anschluss zur Robot-Interface-Karte
fehlt
Stablampe mit Display (Digitorch) während des Gebrauchs entfernt
Firmware-Aktualisierung nicht korrekt – NVRAM-
Speicher nicht mit der soeben geladenen Firmware
kompatibel
Firmware-Aktualisierung nicht korrekt - NVRAMSpeicher hat nicht das richtige Maß oder ist defekt
72

• Display FEHLERCODE (abgekürzt mit dCE): auf diesem Dis-
play erscheint die blinkende Schrift des Codes (4 Ziffern) des
festgestellten Fehlers (oder des ersten festgestellten Fehlers
im Falle vielfacher Fehler).
Die Tabelle 6 führt die möglichen Fehlermeldungen auf, die auf
den verschiedenen Displays erscheinen können sowie die Diagnose der verschiedenen Fehler.
Um darüber hinaus die Diagnose eventuell auftretender
Kommunikationsprobleme mit den Anschlussgeräten zu vereinfachen, wurde das Verhalten der Led auf der “digitalen cpu-Karte Frontpaneel” (siehe Tab. 7 und Abb.H) geändert. Sollte keine
Kommunikation mit der Digital-Karte zur Motorkontrolle stattfin-
den, wurde außer der Anzeige mittels Led DL1 der Zugang zu
den Schweißvorgängen MIG/MAG, MIG PULSIERT und MIG
DOPPELT PULSIERT verhindert. Die Maschine stellt sich automatisch von MMA auf TIG um und umgekehrt, während es unmöglich ist, die Möglichkeit zu wählen, die die Verwendung des
Mitnehmers erfordert.
All dies dient dazu, sicher zu stellen, dass unser technischer Kundendienst (der jedesmal gerufen werden muss, wenn die Fehlermeldungen an der Bedienerschnittstelle der Schweißmaschine
erscheinen) in der kürzestmöglichen Zeit und dank der Angaben
des Benutzers das Problem auf die unkomplizierteste Art und
Weise lösen kann.
ABB. G
LED
DL1
(verde)
DL2
(rosso)
DL3
(rosso)
DL4
(rosso)
DL5
(rosso)
DL6
(rosso)
DL7
(rosso)
DL8
(rosso)
DL9
(verde)
KONDITION
Ausgeschaltet
Blinkend
Ausgeschaltet
Eingeschaltet
Ausgeschaltet
Blinkend
Eingeschaltet
Ausgeschaltet
Eingeschaltet
Ausgeschaltet
Eingeschaltet
-
Ausgeschaltet
Eingeschaltet
Ausgeschaltet
Eingeschaltet
Ausgeschaltet
Langsames Blinken
Schnelles Blinken
Tabelle 7
BEDEUTUNG
Kontrollprogramm Zusatzplatine nicht aktiv
Kontrollprogramm Zusatzplatine aktiv
+5V nicht vorhanden
+5V vorhanden
Kein Problem am Motor festgestellt
Motorgeschwindigkeitsfehler
Motor im Kurzschluss oder unter zu hoher Belastung
-15V nicht vorhanden
-15V vorhanden
+15V nicht vorhanden
+15V vorhanden
Nicht verwendet
Kein Problem
Kommunikation mit Zusatzplatine nicht vorhanden
Kein Problem
Kommunikation mit Zusatzplatine nicht vorhanden
Kontrollprogramm Hauptplatine nicht aktiv
Kontrollprogramm Hauptplatine aktiv
Versorgungsspannung fehlt. Maschine ausgeschaltet (Frontpaneel unter dieser Bedingung
vollständig ausgeschaltet)
73

ES
ESPAÑOL
Premisa 74
Descripción74
Datos técnicos 75
Límites de uso (IEC 60974-1) 75
Método de levantamiento de la instalación75
Abertura del embalaje 75
Instalación y conexiónes 76
Carga del hilo 78
Montaje rodillos de arrastre para acero 78
Montaje rodillos de arrastre para aluminio 78
Aparatos de mando y control 79
Panel de control 80
Visualización de la versión del software instalado 84
Antes de soldar 84
Procesos de soldadura 84
Creación y memorización de nuevos
puntos automáticos de soldadura 86
Hacer referencia a los puntos automáticos
anteriormente memorizados 87
Copiar y modificar los puntos
automáticos de soldadura 87
Cancelar un punto automático de soldadura 87
Utilización de los puntos automáticos de soldadura 87
Secuencias de soldadura 87
Reset de las programaciones 88
Limitación de la modificación de los parámetros 88
Función "ENERGY SAVING" 88
Soldadura del aluminio 88
Mantenimiento 88
Mandos a distancia y accesorios 89
Detección de eventuales inconvenientes
y su eliminación89
Procedimiento de montaje y desmontaje tapa 89
Sustitución de la tarjeta electrónica frontal 89
Condiciones de error 90
Esquema eléctrico 92
Leyenda esquema eléctrico 95
Leyenda colores 95
Significado de los símbolos gráficos
referidos en la máquina 96
Significado de los símbolos referido
en la chapa datos 97
Lista repuestos 98-102
Grupo mecanismo de arrastre 4 rodillos 103
Rodillos de arrastre 104
Pedido de las piezas de repuesto 105
Premisa
Les agradecemos por la compra de nuestro producto. Para obtener del equipo las mejores prestaciones y asegurar a sus partes la máxima duración, hay que leer detenidamente y respetar
escrupulosamente las instrucciones para el empleo contenidas
en este manual, así como las normas de seguridad conteni-
das en el fascículo adjuntado. En el interés de la clientela se
aconseja hacer efectuar el mantenimiento y, en caso fuera necesario, la reparación de la instalación en un taller de nuestra organización de asistencia, dado que los mismos cuentan con los
equipos adecuados y con personal especialmente capacitado.
Todas nuestras máquinas y equipos están sujetos a un continuo
desarrollo. Por lo tanto nos reservamos el derecho de modificar
partes de la construcción y de las dotaciones.
Descripción
GENERADORES CON INVERTER, MULTIFUNCIÓN PARA
SOLDADURA DE DOBLE PULSADO, MIG-PULSADO, MIGMAG, MMA y TIG
Los generadores multifunción DIGISTAR 250 DUAL PULSED
basados sobre la más moderna tecnología inverter IGBT con
control completamente digital, permiten efectuar soldaduras de
alta calidad, tanto en MIG/MAG como en MIG pulsado y Doble
pulsado, en todos los materiales y especialmente en el acero
Inoxidable, el aluminio y las chapas galvanizadas, reduciendo al
mínimo las reelaboraciones debidas a la presencia de
salpicaduras. Innovadoras, robustas y fáciles de utilizar, las instalaciones de soldadura DIGISTAR 250 DUAL PULSED representan la solución ideal para todos los trabajos que requieran
una elevada precisión y repetición de los resultados, permitiendo que estos generadores sean particularmente adecuados para
ser empleados en todos los campos industriales y profesionales, concretamente en el mantenimiento cualificado y en el sector de la industrial Automotriz. Caracterizados por sus dimensiones y peso reducidos, los generadores DIGISTAR 250 DUAL
PULSED se pueden transportar fácilmente y permiten disponer
en todas las condiciones de trabajo de un producto de altísimo
nivel tecnológico. La gran versatilidad de los generadores
DIGISTAR 250 DUAL PULSED, permite obtener óptimas prestaciones incluso en la soldadura TIG con cebado tipo "lift" y en la
soldadura por electrodo (MMA). Las principales características
de la soldadora DIGITECH 250 DUAL PULSED son:
• Diseño novedoso y funcional;
• Estructura portante de metal con panel frontal en un especial
material antigolpe;
• Robusta manilla integrada en el bastidor.
• Mandos protegidos contra golpes accidentales;
• Control digital sinérgico de todos los parámetros de soldadu-
ra;
• Control del ciclo inicial y final de soldadura;
74

• Control del BURN BACK. Al final de la soldadura, en todas las
condiciones y con cualquier material, el control digital asegura
un corte perfecto del hilo, evitando la formación de la clásica e
indeseada "bolita", garantizando un correcto reencendido del
arco;
• Excepcional característica de soldadura en MIG-MAG, MIG Pul-
sado y MIG Doble Pulsado con todos los materiales y diversos
tipos de gas con ausencia de proyecciones;
• Elevada característica de soldadura MMA y TIG con inicio tipo
“lift”;
• Posibilidad de memorizar programas personalizados de sol-
dadura;
• Monitoreo y repetividad de los parámetros de soldadura;
• Simplicidad de utilización con fácil selección y llamada de los
parámetros y los programas de soldadura;
• Dispositivo exclusivo SWS "Smart Welding Stop" para el final
de la soldadura en TIG. Levantando la antorcha sin apagar el
arco se introduce un slope down con apagamiento automáti-
co;
• WSC "Wire start control". Dispositivo de control del cebado
del arco que previene eventuales encolados del hilo a la pieza
que hay que soldar o a la boquilla de la antorcha y asegura
cebados del arco siempre precisos y suaves, especialmente
en la soldadura del aluminio;
• WFC "Control de la forma de onda". Los parámetros de la sol-
dadura y la forma de la onda del impulso, controlados
digitalmente por el microprocesador, se monitorizan y modifi-
can en pocos microsegundos, manteniendo el arco constan-
temente preciso y estable al continuo variar de las condicio-
nes de la soldadura, debidas al movimiento de la antorcha y a
las irregularidades de las piezas que hay que soldar;
• Función “Energy Saving” que activa la ventilación del genera-
dor y elenfriamiento de la antorcha sólo cuando es necesario;
• Dispositivo de autodiagnóstico para indicar las averías;
• Llave de bloqueo parcial o total de la instalación, con accesos
regulables a través de una contraseña;
• El empleo de especiales antorchas MIG permite la regulación
a distancia de los parámetros de soldadura, directamente desde
la antorcha;
• Arrastra-hilo incorporado de 4 rodillos con un gran diámetro,
que garantiza un preciso y constante avance del hilo;
• Mandos graduados para una precisa regulación de la presión
en el hilo, que permanece invariada durante la apertura y el
cierre de los brazos;
• Rodillos de doble ranura, que se pueden sustituir sin tener que
usar herramientas;
• Sede para bobinas de hilo, de máx. 300 mm.
Modelo
Alimentacion trifasica 50/60 Hz
Campo de regulación
Potencia
Tensión secundaria en vacío
Corriente utilizable al 100%
Corriente utilizable al 60%
Corriente utilizable al 40%
Clase de aislación
Clase de protección
Dimensiones
Peso
Potencia motor
de arrastre
N° rodillos
Diámetro del hilo
Velocidad nominal de arrastre
del cordón
Tipos de cordones
de soldadura
Carrete
Diámetro
Peso
Gas de protección
Líquido de enfriamiento
Presión máxima
DIGISTAR 250
DUAL PULSED
V
A
kVA
V
A
A
A
400
10-250
7,8
63
160
200
250
H
IP 23
mm
kg
W
615-525-290
28
50
4
mm
m/min
• Acero al carbono
• Acero inoxidable
• Aluminio magnesio
• Aluminio silicio
• Cordones con ánima y rutilo
Ømm
kg
• Anhídrido carbónico
• Argón puro
• Argón-Anhídrido carbónico
Oxígeno
• Mezclas de Argón y Anhídrido carbónico
0,6-1,2
1-22
300
20 (max)
Agua destilada
bar
3,5
Tabla 1
Datos técnicos
Los datos técnicos generales de la instalación se resumen en la
tabla 1.
Límites de uso (IEC 60974-1)
El uso de una soldadora es típicamente discontinuo dado que
está compuesto de períodos de trabajo efectivo (soldadura) y
períodos de reposo (colocación de las piezas, cambio del alambre, operaciones de amolado, etc.). Esta soldadora está
dimensionada para entregar una corriente nominal I
condiciones de completa seguridad, durante un período de trabajo de 40% del tiempo de empleo total. Las normas vigentes
establecen en 10 minutos el tiempo de empleo total. Como ciclo
de trabajo se considera el 40% de dicho intervalo. Superado el
ciclo de trabajo permitido se provoca la intervención de una protección térmica que preserva los componentes internos de la
soldadora contra recalentamientos peligrosos. La intervención
de la protección térmica está indicada por la intermitencia de
algunos escritos en los display (ver párrafo "Condiciones de
error"). Después de algunos minutos, la protección térmica se
rearma de manera automática y la soldadora queda nuevamente
lista para ser utilizada. No suelden bajo la lluvia. Este generador
está construido según el grado de protección IP 23.
máx, en
2
Método de levantamiento de la
instalación
Después de haber envuelto la instalación con algunas correas
de levantamiento, alzarla del suelo en forma estable y segura,
embragándola desde la parte baja.
La soldadora está equipada con una manilla central para el transporte manual de la máquina.
NOTA: Estos dispositivos de elevación y transporte son confor-
mes a las disposiciones prescritas por las normas europeas. No
use otros dispositivos como medios de levantamiento y transporte.
Abertura del embalaje
La instalación está constituida principalmente por:
• Unidad para la soldadura;
• Antorchas de soldadura MIG-MAG;
• Unidad para el enfriamiento de la antorcha de soldadura (HR26)
(opcional);
• Carretilla para el transporte (opcional).
Efectuar las siguientes operaciones cuando se recibe la instalación:
• Sacar el generador de soldadura y todos los correspondientes
accesorios -componentes del embalaje;
• Controlar que la instalación de soldadura esté en buenas condiciones, si no es así, contactar inmediatamente al revendedor- distribuidor;
• Controlar que todas las rejillas de ventilación estén abiertas y
que no haya objetos que obstruyan el correcto pasaje del aire.
75

Instalación y conexiónes
El lugar de instalación de la soldadora debe ser elegido cuidadosamente de manera tal de asegurar un servicio satisfactorio y
seguro. El usuario es responsable de la instalación y del uso del
equipo de acuerdo con las instruccio-nes del fabricante indicadas en este manual. Antes de instalar la soldadora el usuario
debe tomar en consideración los potenciales problemas electromagnéticos del área de trabajo. Especialmente, sugerimos evitar que el equipo sea instalado en las proximidades de:
• cables de señalización, de control y telefónicos;
• transmisores o receptores radiotelevisivos;
• computers o instrumentos de control y medición;
• instrumentos de seguridad y protección.
Los portadores de pace-maker, de prótesis auriculares y de equipos similares deben consultar el proprio médico antes de acercarse al equipo mientras está en funcionamiento. El ambiente de
instalación de la soldadora debe cumplir con el grado de protección de la carcasa.
La unidad de soldadura está caracterizada por las siguientes clases:
• Clase de protección IP 23 indica que el generador puede ser
usado tanto en ambientes internos como al aire libre;
• Clase de utilización "S" significa que el generador puede ser
usado en ambientes con riesgo aumentado de sacudidas eléctricas.
Esta equipo se enfría mediante la circulación forzada de aire y
por lo tanto, debe ser colocado de manera tal que el aire pueda
ser fácilmente aspirado y expulsado de las aberturas practicadas en el chasis.
La instalación debe de montarse procediendo de la siguiente
forma:
• Montaje de la carretilla (optional);
• Sujeción de la unidad de soldadura en la carretilla;
• Sujeción de la unidad de enfriamiento (optional) en la carretilla
y en la soldadora (conexiones eléctricas e hidráulicas).
• Conexión de los cables de soldadura;
• Conexión de la soldadora en la línea de usuarios.
Las instrucciones para el montaje de cada uno de los optional se
encuentran dentro de los correspondientes embalajes.
CONEXIÓN DE LOS CABLES DE SOLDADURA
Soldadora con electrodo (MMA)
Efectuar las conexiones, siempre con la máquina desconectada
de la red de suministro de corriente eléctrica, de los cables de
soldadura a los bornes de salida (Positivo y Negativo) de la
soldadora, conectándolos a la pinza y a la masa, con la polaridad prevista para el tipo de electrodo que se debe emplear (Fig.
A). Eligiendo las indicaciones provistas por el fabricante de los
electrodos, los cables de soldadura deben ser lo más cortos
posible, deben estar cercanos los unos a los otros, colocados al
nivel del suelo o cerca del mismo.
2000H933
FIG. A
Soldadura TIG
Para comenzar a soldar en TIG efectuar las conexiones indicadas en la
Fig. B y más precisamente (con máquina apagada):
• Conectar el tubo del gas procedente de la unión rápida de la antorcha
con válvula para la soldadura TIG, en la botella del gas y abrirla. Las
botellas del gas se suministran con un reductor de presión para la
regulación de la presión del gas que se utiliza para la soldadura.
• Conectar el cable de masa con la conexión rápida contramarcada
con el símbolo + (positivo) y sucesivamente la relativa pinza masa en
la pieza por soldar o en el plano portapiezas en zona sin herrumbre,
pintura y grasa;
• Conectar el cable de potencia de la antorcha con la conexión rápida
contramarcada por el símbolo - (negativo).
La pieza que se debe soldar
La pieza que se debe soldar debe estar siempre conectada a tierra para
reducir las emisiones electromagnéticas. Es necesario prestar mucha
atención a que la conexión de tierra de la pieza que se debe soldar no
aumente el riesgo de accidentes para el usuario o daños a otros equipos eléctricos. Cuando sea necesario conectar la pieza que se debe
soldar a tierra, es oportuno efectuar una conexión directa entre la pieza
y la jabalina de tierra. En los países en los cuales esta conexión no está
permitida, conectar la pieza que se debe soldar a la tierra mediante
oportunos condensadores de acuerdo a las normas nacionales.
76
2000H934
FIG. B

Soldadura MIG-MAG / MIG PULSADO / MIG DOBLE PULSADO
Para comenzar a soldar en MIG-MAG efectuar las conexiones
indicadas en la Fig. C y más precisamente (con máquina apagada):
• conectar el tubo del gas a la botella. Las botellas del gas se
suministran con un reductor de presión para la regulación de
la presión del gas utilizado en fase de soldadura.
• conectar el cable de masa en la conexión rápida contramarcada
por el símbolo - (negativo) y sucesivamente la relativa pinza
masa en la pieza por soldar o en el plano portapiezas en zona
sin herrumbre, pintura y grasa. El empleo de cables de masa y
de extensiones particularmente largos provoca la caída de ten-
inductancia de los cables que pueden causar defectos de soldadura. Para evitar estos inconvenientes seguir las siguientes
prescripciones:
• adoptar cables de masa de idónea sección;
• tender lo más que se pueda los cables, evitando la forma-
ción de espiras.
• atornillar el cable de potencia de la antorcha en el acoplamien-
to centralizado colocado en el panel frontal de la máquina y
conectar los tubos de impulsión (color azul) y retorno (color
rojo) del agua en los respectivos acoplamientos rápidos (de
color azul y rojo) colocados en el carro.
sión y algunos problemas causados por la mayor resistencia e
CONEXIÓN DE LA SOLDADORA A LA LÍNEA DE
CORRIENTE ELÉCTRICA
El enlace de la máquina a la línea usuarios es una operación
que tiene que ser efectuada sólo y exclusivamente por personal calificado.
Antes de conectar la soldadora a la línea de suministro de
corriente eléctrica, controlar que los datos nominales de la
misma correspondan al valor de la tensión y frecuencia de
red y que el interruptor de línea de la soldadora esté en la
posición "0".
Conectar la soldadora exclusivamente a redes industriales y
no a la red pública de distribución.
La conexión a la rete de alimentación tiene que efectuarse mediante el uso del enchufe en dotación con la soldadora. En caso
sea necesario sustituir el enchufe, proceder de la siguiente manera:
• 3 conductores se utilizan para la conexión de la máquina a la
red de suministro eléctrico;
• el cuarto, de color AMARILLO-VERDE, se utiliza para efectuar
la conexión a "TIERRA".
Conectar al cable de alimentación a un enchufe normalizado
(3p+t) de capacidad adecuada y predisponer un tomacorriente
de red con fusibles o interruptor automático; el terminal de
tierra especial, debe estar conectado al conductor de tierra
(AMARILLO-VERDE) de la línea de alimentación.
La tabla 2 contiene los valores de capacidad aconsejados para
los fusibles de línea retardados elegidos en función a la corriente
máxima nominal entregada por la soldadora y a la tensión nominal de alimentación.
NOTA: Los eventuales alargues del cable de alimentación se de-
ben efectuar con cables de sección adecuada, y en ningún caso
inferior a la del cable en dotación.
2000F935
Modelo
2 Max nominal 40% (*)
I
Potencia maxima de la
instalación
Corriente nominal de los
fusibles retardados
Cable de conexión a la red
Longitud
Sección
Cables de masa
(*) Factor de servicio
A
kVA
A
m
mm
mm
DIGISTAR 250
DUAL PULSED
2
2
FIG. C
Tabla 2
250
7,8
10
4
1,5
35
77

Carga del hilo
Montaje rodillos de arrastre para
• Introduzca el carrete (Ø 300 mm MAX) en el específico soporte
de forma que el cordón se enrolle en el sentido de las agujas
del reloj y centrando la referencia que sobresale del soporte
con el respectivo orificio en el carrete.
• Insertar el comienzo del hilo en la guía (pos. 1 fig. D) sobre el
mecanismo de arrastre.
• Levantar el rodillo loco desbloqueando la leva (pos. 8 figD).
Controlar que el rodillo motor (pos. 5 fig. D) lleve marcado sobre la parte externa el diámetro correspondiente al hilo usado.
• Insertar el hilo en la vaína guía hilo (pos. 9 fig. D) por algunos
centímetros. Bajar el rodillo loco asegurándose que el hilo entre en la cavidad del rodillo motor. Eventualmente regular la
presión entre los rodillos actuando sobre los tornillos adecuados (pos. 5 fig. D). La presión correcta es aquella mínima que
no permite a los rodillos deslizarse sobre el hilo. Una presión
excesiva creará la deformación del hilo y una maraña a la entrada de la vaína; una presión insuficiente dará como consecuencia irregularidad en la soldadura.
5
2
2
8
8
9
1
4
aluminio
DESMONTAJE DE LOS RODILLOS EXISTENTES (fig.
E)
Destornillar el perno de fijación (posición 1) mediante la correspondiente llave y desmontar el cojinete junto a los distanciadores
(posición 2).
1
2
3
3
7
6
FIG. E
Montaje rodillos de arrastre para
acero
Desenroscar el tornillo (pos.6 fig.D). Levante el brazo porta rodillo loco (pos. 2 fig. D) y actúe de la siguiente forma:
• Cada rodillo lleva en las dos caras exteriores el tipo de hilo y el
diámetro.
• Montar los rodillo adecuados (pos.3 fig.D) con atención a la
correcta posición del acanalado según el diámetro del hilo utilizado.
• Enroscar el tornillo (pos.6 fig.D).
FIG. F
MONTAJE DE LOS RODILLOS KIT ALUMINIO (fig. F)
Instalar el rodillo loco y el distanciador, suministrado con el kit, en
la sede del engranaje (véase la figura del lado derecho) y bloquear
todo en el brazo mediante el perno de fijación (posición 1). Destornillar el tornillo de fijación (posición 3) y sustituir los 2 rodillos con
sus correspondientes suministrados en el kit.
78
1
FIG. G

Aparatos de mando y control
5
1
2
3
Pos. 1 Acoplamiento rápido polaridad negativa
Pos. 2 Conector para mandos auxiliares soldadura
Pos. 3 Acoplamiento rápido polaridad positiva
Pos. 4 Conexión centralizada de la antorcha
4
6
Pos. 5 Interruptor de línea. En la posición "0" la soldadora está
apagada
Pos. 6 Conector para la alimentación del sistema de enfriamien-
to HR26
79

Panel de control
MANDOS DE PULSANTE
Pulsador SELECCIÓN PARAMETROS - A
Permite la selección de los siguientes parámetros (si activados)
y en cada presión del pulsador la máquina pasa a seleccionar el
sucesivo parámetro (función válida para todos los pulsadores
listados) respetando el siguiente orden:
• ESPESOR PIEZA DE SOLDADURA - Posible campo de regulación (variable de acuerdo con el proceso de soldadura escogido) de 0,6 a 20 mm con intervalo de regulación de 0,1mm;
• CORRIENTE DE SOLDADURA - Posible campo de regulación
(variable de acuerdo con el proceso de soldadura escogido)
de 10 a 250 A con intervalo de regulación de 1A;
• VELOCIDAD DEL HILO - Posible campo de regulación (variable de acuerdo con el proceso de soldadura escogido) de 1 a
22m/min con intervalo de regulación de 0,1m/min.
Pulsador PROCESO DE SOLDADURA
Permite la selección de 5 procesos de soldadura:
• MIG PULSADO;
• MIG DOBLE PULSADO;
• MIG/MAG;
• ELECTRODO o MMA;
• TIG con inicio tipo "LIFT".
Pulsador MODO DE SOLDADURA
Permite la selección de 5 modos de soldadura:
• 2T (dos tiempos)
Presionando el pulsador antorcha se efectúa el ciclo de soldadura, mientras soltándolo termina la soldadura.
• 4T (cuatro tiempos)
Presionando y soltando el pulsador antorcha se comienza el
ciclo de soldadura. Presionando y soltando el pulsador antorcha se termina el ciclo de soldadura.
• 2T CRÁTER
CSC [%]
StS [%]
PrG [s]
100%
SCt [s]
SLO [A/s]
SLO [A/s]
ECt [s]
CEC [%]
PoG [s]
1) Presionando el pulsador antorcha se ceba el arco y la corriente permanece con el valor de CORRIENTE INICIAL DE
CRÁTER (CSC), por un tiempo determinado por el
parámetro TIEMPO DE LA CORRIENTE INICIAL (SCt).
Sucesivamente la corriente pasa al valor nominal (CORRIENTE DE SOLDADURA) con una inclinación determinada por el parámetro SLOPE (SLO).
2) Soltando el pulsador antorcha la corriente pasa al valor de
CORRIENTE FINAL DE CRÁTER (CEC) con una inclinación
determinada por el parámetro SLOPE (SLO).
A continuación la corriente permanece con el valor de CORRIENTE FINAL DE CRÁTER (CEC), por un tiempo determinado por el parámetro TIEMPO DE LA CORRIENTE FINAL (ECt), antes de terminar la soldadura.
80

• 4T CRÁTER
CSC [%]
StS [%]
PrG [s]
100%
SCt [s]
SLO [A/s]
SLO [A/s]
ECt [s]
CEC [%]
PoG [s]
1) Presionando el pulsador antorcha se inicia el arco y la corriente permanece con el valor de CORRIENTE INICIAL de
CRÁTER (CSC).
2) Soltando el pulsador antorcha se efectúa el SLOPE (SLO) y
la corriente alcanza el valor nominal (CORRIENTE DE SOLDADURA).
3) Presionando el pulsador antorcha se efectúa el SLOPE
(SLO) y la corriente alcanza el valor de CORRINTE FINAL
de CRÁTER (CEC).
4) Soltando el pulsador se termina el ciclo de soldadura.
• SOLDADURA POR PUNTOS (Spot).
Presionando el pulsador antorcha, permite efectuar la soldadura por puntos durante un lapso de tiempo preprogramado
(en segundos) al término del cual el arco se apaga
automáticamente.
Pulsador TIPO DE TRABAJO
Permite la selección de 3 diferentes tipologías/modalidades de
trabajo:
• MODALIDAD SINÉRGICA (SYN);
• MODALIDAD MANUAL (MAN);
• MODALIDAD AUTOMÁTICA (AUT).
En los procesos ELECTRODO y TIG con inicio tipo "LIFT" éste
pulsador no se encuentra activo.
Pulsador SELECCIÓN PROGRAMMA (+/-)
Este botón se utiliza para desplazar los programas suministrados por el fabricante en modalidad SINÉRGICA, los puntos de
soldadura memorizados por el usuario y las secuencias de soldaduras en modalidad AUTOMÁTICA (99 puntos).
Pulsador PRUEBA GAS
Se activa la electroválvula y el gas comienza a salir cuando se
aprieta y se suelta este pulsador. El escape de gas termina, de
manera automática, después de 30 segundos o bien, en forma
manual, presionando y soltando el pulsador.
Pulsador FUNCION ESPECIAL
Este pulsador permite la visualización y modificación de algunos
parámetros necesarios y fundamentales para la soldadura, los
cuales ya fueron precedentemente programados en la fábrica
por el constructor. Los parámetros varían de acuerdo con el procedimiento y el modo de soldadura utilizado y se memorizan para
cada programa y punto automático de soldadura.
Pulsador PRUEBA HILO
El motor se activa durante unos 3 segundos con una velocidad
fija (establecida por el constructor) de 1m/min y el hilo inicia a
avanzar en cuanto se presiona este pulsador. Después de aproximadamente 1 segundo, el motor alcanza una velocidad de 8m/
min. Cuando se deja de presionar el pulsador, termina el proceso. Para que siga avanzando el hilo necesario, hay que mantener
presionado el pulsador.
Pulsador SELECCIÓN PARAMETROS - V
Permite la selección de los siguientes parámetros (si activados):
• REGULACIÓN FIN DE LA TENSIÓN DE SOLDADURA - Ten-
sión de soldadura comprendida entre -25% y +25% del valor
de tensión programado, con intervalo de regulación del 1%;
• TENSIÓN DE SOLDADURA - parámetro calculado
diferentemente según la tipología de la soldadura seleccionada:
- Tensión de soldadura comprendida entre -25% e +25% del
valor de tensión programado, con intervalo de regulación
del 1% en modalidad SINÉRGICA;
- de 10V a 40V con intervalo de regulación de 0,1V en moda-
lidad MANUAL;
• INDUCTANCIA ELECTRÓNICA - parámetro que asume diver-
sos significados, de acuerdo con el proceso de soldadura seleccionado:
- Variación de la respuesta dinámica de la máquina (válida para
los procesos MIG/MAG, MIG PULSADO, MIG DOBLE PULSADO con campo de regulación de -32 a +32 e intervalo de
regulación 1);
- Arc Force (válido para el proceso MMA con campo de regu-
lación de 0 a 100 e intervalo de regulación 1).
Pulsador RUN/MEM
A este pulsador se le asocian dos funciones:
• Función RUN utilizada para visualizar las características (material, diámetro del hilo, tipo de gas etc.) de los programas suministrados por el constructor (en tipología SINÉRGICA) y solicitados por el usuario mediante los pulsadores DESPLAZAMIENTO PROGRAMAS.
• Función MEM utilizada para memorizar las programaciones de
soldadura determinadas por el usuario (99 puntos de soldadura diversos en tipología AUTOMÁTICA).
81

MANDOS DE BOTÓN
Mando ENCODER 1
Con éste encoder se pueden modificar los valores de
los parámetros (si activados) visualizados en el display VISUALIZACIÓN PARÁMETROS - A.
Mando ENCODER 2
Con éste encoder se pueden modificar los valores de
los parámetros (si activados) visualizados en el display VISUALIZACIÓN PARÁMETROS - V.
INDICACIONES EN DISPLAY Y EN LED
Led SELECCIÓN PARAMETROS - A
Led PROCESO DE SOLDADURA
Led TIPO DE TRABAJO
Led FUNCION ESPECIAL
Led SELECCIÓN PARAMETROS - V
Cuando estos led se encuentran encendidos significa que se ha
seleccionado el correspondiente parámetro (función activa), cuyo
valor se visualiza en el display de referencia.
Led MODO DE SOLDADURA
Cuando estos led se encuentran encendidos significa que ha
sido seleccionado el correspondiente parámetro (función acti-
va), cuyo valor se visualiza en el display de referencia.
82

Las 5 modalidades de soldadura se indican cuando los led se
encuentran activos de la siguiente forma:
Seleccionado modo de soldadura: 2T
Seleccionado modo de soldadura: 4T
Seleccionado modo de soldadura: 2T CRÁTER
Seleccionado modo de soldadura: 4T CRÁTER
Seleccionado modo de soldadura: SOLDADURA POR
PUNTOS
Led ENCODER 1
Indica que el valor del parámetro visualizado por el display VISUALIZACIÓN PARÁMETROS - A se puede modificar girando el
mando ENCODER 1.
Led ENCODER 2
Indica que el valor del parámetro visualizado por el display VISUALIZACIÓN PARÁMETROS - V se puede modificar girando el
mando ENCODER 2.
Display VISUALIZACION PARAMETROS - A
Este display visualiza las siguientes funciones (si activadas):
• La CORRIENTE DE SOLDADURA tanto preprogramada (únicamente en tipología SINÉRGICA) como real;
• La VELOCIDAD DEL HILO tanto preprogramada como real;
• El ESPESOR DE LA PIEZA DE SOLDADURA preprogramado
(sólo en tipología SINÉRGICA).
Display VISUALIZACION PARAMETROS - V
Este display visualiza las siguientes funciones (si activadas):
• La TENSIÓN DE SOLDADURA tanto preprogramada (sólo en
tipología SINÉRGICA) como real;
• La REGULACIÓN FIN DE LA TENSIÓN DE SOLDADURA (sólo
en tipología SINÉRGICA);
• LA INDUCTANCIA ELECTRÓNICA.
Display VISUALIZACION PROGRAMMA
Este display visualiza:
• El número del programa cuando aparece la letra P + un número variable de 000 a 299;
• El número de la programación (punto) de trabajo cuando aparece el escrito Au + un número variable de 01 a 99.
Cuando los números que siguen los escritos se encuentran fijos,
la programación está activa, cuando las programaciones
relampaguean no están activas sino únicamente memorizables.
Led FUNCION HOLD
Indica que los valores de los parámetros visualizados por el display VISUALIZACIÓN PARÁMETROS - A y V son los valores de
corriente y de tensión respectivamente, al finalizar la última soldadura. El led relampaguea por 15 segundos o bien hasta el momento en que se aprieta cualquier tecla activa en ese momento.
83

Visualización de la versión del
software instalado
La DIGITECH 250 DUAL PULSED está dotada de un control
digital con a bordo un software definido en la fábrica. Dicho software es susceptibles de constantes evoluciones y mejoras. El
software de cada tarjeta se identifica mediante un número/ver-
sión específico/a visualizable en el display VISUALIZACIÓN PROGRAMAS en las siguientes formas:
• MICROCONTROLADOR PRINCIPAL
Poner en funcionamiento la soldadora girando el interruptor,
situado en el panel posterior, hasta llegar a la posición 1, presionar el pulsador FUNCIONES ESPECIALES y a continuación
el pulsador RUN/MEM.
• MICROCONTROLADOR AUXILIAR
Poner en funcionamiento la soldadora girando el interruptor,
situado en el panel posterior, hasta llegar a la posición 1, presionar el pulsador FUNCIONES ESPECIALES y a continuación
el pulsador PRUEBA HILO.
Antes de soldar
IMPORTANTE: Antes de empezar a soldar verifiquen que el ge-
nerador esté alimentado regularmente por la tensión de red co-
rrespondiente a los datos nominales.
• Poner en función la soldadora girando el interruptor, colocado
sobre el panel posterior, en la posición 1 (NOTA BIEN: cada
vez que se enciende, en la máquina se visualizarán las últimas
programaciones efectuadas antes del apagamiento);
• Programar las diversas unidades de acuerdo con el deseado
proceso de soldadura.
ción del espesor y de las dimensiones de la pieza. El valor de
intensidad de corriente que se debe utilizar para los diferentes
tipos de soldadura, dentro del campo de regulación indicado en
la tabla 3 es:
• Elevado para la soldadura en plano, en plano frontal y vertical
ascendente;
• Medio para las soldaduras sobrecabezal;
• Bajo para las soldaduras verticales descendentes y para unir
piezas de pequeñas dimensiones precalentadas.
Una indicación, bastante aproximada, de la corriente media que
se debe utilizar en la soldadura de electrodos para acero normal
está dada por la siguiente formula:
I = 50 x (Øe – 1 )
donde: I = intensidad de la corriente de soldadura
Øe = diámetro del electrodo
Ejemplo: electrodo de diámetro 4 mm
I = 50 x (4 –1 ) = 50 x 3 = 150A
Antes de efectuar la soldadura en los display VISUALIZACIÓN
PARÁMETROS - A (abreviado dVPA) y VISUALIZACIÓN
PARÁMETROS - V (abreviado dVPV) se visualizan los valores de
la corriente de soldadura preprogramados
diante el mando ENCODER 1) y de la tensión en vacío (no modificable) o del "arc force" (si está seleccionada - modificable mediante el mando ENCODER 2).
Durante el proceso de soldadura en los display dVPA y dVPV se
visualizan los valores de la corriente de soldadura
cuales se está soldando (modificable mediante el mando
ENCODER 1) y de la tensión de soldadura
del "arc force" (si está seleccionada - modificable (sobre una
escala de valores variable de 0 a 100 (valor absoluto) con intervalo de regulación de 1 - parámetro que aumenta la energía de
arco en condiciones de soldadura gravosa) mediante el mando
ENCODER 2).
(modificable me-
con los
(no modificable) o
Procesos de soldadura
SOLDADORA CON ELECTRODO
Para la soldadura de electrodos revestidos por el usuario con
dispositivos regulables "arc force" (regulable mediante el pulsador SELECCIÓN PARÁMETROS - V) y "hot start" (regulable mediante el pulsador FUNCIONES ESPECIALES).
A esta modalidad de soldadura se accede presionando el pulsador PROCESO DE SOLDADURA y colocándose en MMA
Conectar los cables de soldadura de acuerdo con lo descrito en
el párrafo "Conexión de los cables de soldadura - soldadura por
ELECTRODO (Fig. A)".
Parámetros de soldadura
La tabla 3 muestra los valores de corriente que se deben utilizar
con los respectivos electrodos para la soldadura de aceros comunes o de baja aleación. Dichos datos no se deben considerar
un valor absoluto sino que se deben considerar simplemente
como recomendaciones, para una elección precisa se deben
seguir las indicaciones dadas por los fabricantes de electrodos.
La corriente que se debe utilizar depende de las posiciones de
soldadura, del tipo de junta y varía de manera creciente en fun-
Ø ELECTRODO
(mm)
1,6
2
2,4
3,2
4
4,8
5,6
6,4
8
6010
6011
-
-
40-80
75-125
110-170
140-215
170-250
210-320
275-425
TIPO DE ELECTRODO - Campo de regulación de la corriente (A)
6012
20-40
25-60
35-85
80-140
110-190
140-240
200-320
250-400
300-500
6013
20-40
25-60
45-90
80-130
105-180
150-230
310-300
250-350
320-430
6020
-
-
100-150
130-190
175-250
225-310
275-375
340-450
125-185
160-240
210-300
250-350
300-420
375-475
Funcion especial
• HOT START o sea la sobrecorriente erogada en el momento
del encendido del arco. (Hot - de 0 a 100 con intervalo de
regulación de 1). En electrodo y mediante la presión del pulsador FUNCIONES ESPECIALES, es posible acceder a la función "hot start" (regulable por medio del mando ENCODER 2 y
no modificable en soldadura).
SOLDADURA TIG CON CEBADO TIPO “LIFT”
A esta modalidad de soldadura se accede presionando el pulsa-
.
dor PROCESO DE SOLDADURA y colocándose sobre TIG con
inicio tipo "Lift"
Conectar los cables de soldadura de acuerdo con lo descripto
en el párrafo "Conexión de los cables de soldadura - soldadura
TIG (Fig. B)".
Parámetros de soldadura
En la tabla 4 se encuentran indicados los valores de corriente a
utilizar con los respectivos electrodos para la soldadura TIG AC
y DC. Tales datos no tienen un valor absoluto sino simplemente
de orientación; para una precisa elección seguir las indicaciones
proporcionadas por los fabricantes de electrodos. El diámetro
del electrodo por emplear es directamente proporcional con la
corriente usada para soldar.
6027
-
-
-
7014
-
-
80-125
110-160
150-210
200-275
260-340
330-415
390-500
.
7015
7016
-
-
65-110
100-150
140-200
180-255
240-320
300-390
375-475
7018
-
-
70-100
115-165
150-220
200-275
260-340
315-400
375-470
7024
7028
-
100-145
140-190
180-250
230-305
275-365
335-430
400-525
ESPESOR
SOLDADURA
U 6,5
Tabla 3
(mm)
U 5
> 3,5
> 6,5
> 9,5
> 13
84

Antes de efectuar la soldadura en los display VISUALIZACIÓN
PARÁMETROS - A (abreviado dVPA) y VISUALIZACIÓN
PARÁMETROS - V (abreviado dVPV) se visualizan los valores de
la corriente de soldadura preprogramados
diante el mando ENCODER 1) y de la tensión en vacío
modificable).
Durante el proceso de soldadura en los display dVPA y dVPV se
visualizan los valores de la corriente de soldadura
que se está soldando (modificable mediante el mando ENCODER
1) y de la tensión de soldadura
Mediante el innovador inicio tipo "lift" de control térmico (TCS),
en este proceso los encendidos tienen lugar en forma precisa y
rápida, reduciendo al mínimo las inclusiones de tungsteno y anulando los grabados en la pieza a soldar.
La soldadora está dotada también del exclusivo dispositivo SWS
"Smart Welding Stop" para el final de la soldadura en TIG. Levantando la antorcha sin apagar el arco se introduce un slope
down con apagamiento automático.
Funcion especial
No existen funciones especiales asociadas a este proceso.
(no modificable).
(modificable me-
(no
con los
Tabla 4
TIPO DE ELECTRODO
Campo de regulación de la corriente (A)
Ø ELECTRODO
(mm)
1
1,6
2,4
3,2
4
Tungsteno
Ce 1%
Gris
10-50
50-80
80-150
150-250
200-400
TIG DC
Tungsteno
Tierras raras 2%
Turquesa
10-50
50-80
80-150
150-250
200-400
SOLDADURA MIG-MAG, MIG PULSADO Y MIG
DOBLE PULSADO
Antes de iniciar a soldar efectuar las siguientes operaciones:
• Quiten la boquilla guía hilo de la antor- cha para que, durante
la carga, el hilo pueda salir libremente. Recuerden que la boquilla guía hilo tiene que corresponder al diámetro del hilo utilizado;
• Accionen el pulsador de la antorcha o el pulsador prueba motor hasta que el hilo salga de la antorcha;
• Vuelvan a atornillar la boquilla guía hilo en la extremidad de la
antorcha;
• Abran el grifo de la botella lentamente y giren la empuñadura
del reductor para obtener una presión de más o menos 1,3 -
1,7 bar;
• Accionar el pulsador prueba de gas y regular el flujo con un
valor comprendido entre 14 y 20 l/min de acuerdo con la corriente usada para soldar;
• La soldadora está lista para soldar.
Tipología SINÉRGICA de trabajo
A esta modalidad de soldadura se accede presionando el pulsador PROCESO DE SOLDADURA colocándose sobre MIG-MAG
, MIG PULSADO o MIG DOBLE PULSADO y pre-
sionando el pulsador TIPOLOGÍA DE TRABAJO colocándose
sobre SYN.
La sinergia no es más que una ligadura que une numerosas dimensiones diversas entre ellas, en el sentido que cuando se modifica una de estas dimensiones, de consecuencia las demás
varían en forma automática y sinérgica.
El generador DIGITECH 250 DUAL PULSED permite la introducción de 100 programas, suministrados por el constructor,
válidos para cada proceso de soldadura y subdivididos como
sigue:
• 100 programas en MIG-MAG (n° de programa de 1 a 99);
• 100 programas en MIG PULSADO (n° de programa de 101 a
199);
• 100 programas en MIG DOBLE PULSADO (n° de programa de
201 a 299).
En el momento de la entrega el generador dispone de un cierto
número de programas ya construidos en la fábrica y disponibles
para el operador, visualizados sobre la tabla de los programas
(ver párrafo dedicado) o bien en el display VISUALIZACIÓN PROGRAMAS (abreviado dVP).
Conectar los cables de soldadura de acuerdo con lo descrito en
el párrafo "Conexión de los cables de soldadura - soldadura MIGMAG, MIG PULSADO o MIG DOBLE PULSADO (Fig. C)".
Usar los pulsadores DESPLAZAMIENTO PROGRAMAS para seleccionar el programa que se adapta mayormente al tipo de trabajo que se deberá efectuar, en base al conocimiento de algunos parámetros (diámetro del hilo, material a soldar, tipo de gas
por utilizar) o el pulsador RUN/MEM para visualizar las características de los programas suministrados por el constructor.
Antes de efectuar la soldadura, sobre el display VISUALIZACIÓN
PARÁMETROS - A (abreviado dVPA) se visualizan los
preprogramados valores del espesor de la pieza
de soldadura
el mando ENCODER 1) y en el display VISUALIZACIÓN
PARÁMETROS - V (abreviado dVPV) se visualizan los valores de
la tensión de soldadura preprogramados
la inductancia electrónica
sión de soldadura
ENCODER 2). Los valores de los últimos dos parámetros men-
cionados se encuentran programados por el constructor sobre
el cero.
Programar las regulaciones deseadas y comenzar a soldar.
Durante la soldadura sobre el display dVPA se visualizan los valores reales de la corriente de soldadura, (modificable mediante
el mando ENCODER 1) y en el display dVPV se visualizan los
valores reales de la tensión de soldadura, de la inductancia electrónica y de la regulación fin de la tensión de soldadura (modificables mediante el mando ENCODER 2).
Los dos encoder se encuentran activos y operativos también
durante la fase de soldadura y por lo tanto todas las dimensiones asociadas con los mismos, resultan modificables.
El parámetro visualizado por los display no varía pasando de la
fase de preprogramación a la de soldadura y viceversa.
Tipologia de trabajo MANUAL (activa únicamente
, velocidad del hilo (modificables mediante
(no modificable), de
y de la regulación fin de la ten-
(modificables mediante el mando
, corriente
en el proceso de soldadura MIG-MAG)
A esta modalidad de soldadura se accede presionando el pulsador PROCESO DE SOLDADURA colocándose sobre MIG-MAG
y presionando el pulsador TIPOLOGÍA DE TRABAJO co-
locándose sobre MAN.
En esta tipología de trabajo se utilizan como base los programas
disponibles en MIG-MAG (ver párrafo "Tipologia sinérgica de trabajo") y los parámetros modificables (velocidad hilo
de soldadura
tán unidos entre ellos por ninguna ligadura y por lo tanto pueden
ser libremente modificados por el usuario.
Conectar los cables de soldadura de acuerdo con lo descrito en
el párrafo "Conexión de los cables de soldadura - soldadura MIGMAG, MIG PULSED o MIG DUAL PULSED (Fig. C)".
Los programas de soldadura pueden ser visualizados en la tabla
programas (ver correspondiente párrafo) o bien en el display dVP.
Usar los pulsadores DESPLAZAMIENTO PROGRAMAS para seleccionar el programa que se adapta mayormente al tipo de trabajo que se deberá efectuar en base al conocimiento de algunos
parámetros (diámetro del hilo, material por soldar, tipo de gas a
utilizar) y/o el pulsador RUN/MEM para visualizar las características de los programas suministrados por el constructor.
Antes de efectuar la soldadura sobre el display dVPA se visualizan
los preprogramados valores de la velocidad del hilo
ficable mediante el mando ENCODER 1) y en el display dVPV se
visualizan los preprogramados valores de la tensión de soldadura
(modificable mediante el mando ENCODER 2).
Programar las deseadas regulaciones e iniciar a soldar.
Durante la soldadura sobre el display dVPA se visualizan los valores reales de la corriente de soldadura
diante el mando ENCODER 1 - puede variar del mínimo al máximo de aquella de la correspondiente curva sinérgica del programa) y en el display dVPV se visualizan los valores reales de la
tensión de soldadura
ENCODER 2 - puede variar de 10 a 40V).
El parámetro visualizado por los display no varía pasando de la
fase de preprogramación a la de soldadura y viceversa.
Asimismo, ésta tipología de trabajo permite la creación y memorización (ver correspondientes párrafos) de programaciones (puntos) de soldadura que luego podrán ser solicitadas en la
TIPOLOGÍA AUTOMÁTICA DE TRABAJO.
) mediante los mandos ENCODER 1 y 2 no es-
(modificable me-
(modificable mediante el mando
, tensión
(modi-
85

Tipología AUTOMATICA de trabajo
Se accede a esta modalidad de soldadura presionando el pulsador PROCESO DE SOLDADURA colocándose sobre MIG-MAG
, MIG PULSADO o MIG DOBLE PULSADO y apre-
tando el pulsador TIPOLOGÍA DE TRABAJO posicionándose
sobre AUT.
La modalidad automática permite al usuario de soldar en puntos
precedentemente memorizados, de hecho puede resolicitar y usar
programaciones precedentemente definidas y memorizadas en
las tipologías sinérgica y manual de trabajo (ver correspondientes párrafos). Cuando se solicitan las programaciones de un úni-
co punto de soldadura, sólo se podrán modificar si se pasa a
otro punto de soldadura.
Funcion especial
Para acceder a estos parámetros es suficiente presionar el pulsador FUNCIONES ESPECIALES. A continuación y en forma breve se describirán los parámetros que son susceptibles de modificaciones, mientras que en la tabla 5 (de fácil lectura) se encuentran resumidas todas las posibles combinaciones que se
pueden obtener.
1) VELOCIDAD DE ACERCAMIENTO DEL HILO — Regula la
velocidad de acercamiento del hilo a la pieza. El valor indicado es una variación en porcentaje respecto al valor programado en la fábrica (StS - da -30% a +100% con intervalo de
regulación del 1%).
2) BURN BACK — Regula la longitud del hilo que sale de la
boquilla del gas después de la soldadura. El valor indicado
es una variación en porcentaje respecto al valor programado
en la fábrica. Con mayor número corresponde una mayor quemadura del hilo (bub - de -20% a +20% con intervalo de
regulación del 1%).
3) PRE GAS — Suministra una cantidad adicional de gas, por
un tiempo determinado y programado en la fábrica, antes del
comienzo de la soldadura (PrG - de 0 a 2 segundos con un
intervalo de regulación de 0,1 segundos).
4) POST GAS — Suministra una cantidad adicional de gas, por
un tiempo determinado y programado en la fábrica, antes de
finalizar la soldadura (POG - de 0 a 10 segundos con un intervalo de regulación de 0,1 segundos).
5) CORRIENTE INICIAL DEL CRATER — Es la corriente con la
que comienza la soldadura (modo de soldadura CRÁTER habilitado) y es regulable del -50% al +99% de la corriente de
soldadura (CSC - de -50% a +99% con un intervalo de regulación del 1%).
6) TIEMPO DE LA CORRIENTE INICIAL - Tiempo durante el
cual la corriente permanece con el valor inicial de cráter (activo únicamente en modalidad 2T CRÁTER) (SCt - de 0 a 5
seg. con intervalo de regulación de 0,1 segundos).
7) CORRIENTE FINAL DEL CRATER — Es la corriente con la
que termina la soldadura (modo de soldadura CRÁTER habilitado) y es regulable del -99% al +50% de la corriente de
soldadura (CEC - de -99% a +50% con un intervalo de regulación del 1%).
8) TIEMPO DE LA CORRIENTE FINAL - Tiempo durante el cual
la corriente permanece con el valor final de cráter (activo únicamente en modalidad 2T CRÁTER) (ECt - de 0 a 5 seg. con
intervalo de regulación de 0,1 segundos).
9) SLOPE — Pendiente de la corriente para pasar del nivel de
"corriente inicial de cráter" al nivel de corriente de soldadura
y para llegar desde este último nivel al nivel de "corriente final
de cráter" (SLO - de 10 A/s a 500 A/s segundos con intervalo
de regulación de 50 A/s).
10) CORRIENTE DOBLE PULSACIÓN — Determina en porcen-
taje el valor de la corriente de pico y de base de la doble
pulsación. El valor indicado es una variación porcentual en +
y en - respecto al valor de la corriente de soldadura media
configurada (dPC — de 0 a +100% con intervalo de regulación del 1%).
EJEMPLO: Corriente media pulsada =120A . Corriente doble
pulsación = 180A . Corriente de base = 60A si la corriente de
doble pulsación se regula en la posición 50.
11) FRECUENCIA DOBLE PULSACION — Determina la frecuen-
cia de la doble pulsación (FdP - de 0,5 a 5Hz con intervalo de
regulación de 0,1Hz).
12) TIEMPO SOLDADURA POR PUNTOS — Tiempo durante el
cual se efectúa la soldadura por puntos (después de haber
presionado el pulsador antorcha) después de lo cual el arco
automáticamente se apaga (SPt - de 1 a 20 segundos con
intervalo de regulación de 0,1 segundos).
13) SLOPE DE CORRIENTE AUTOMÁTICO — Pendencia de la
corriente para pasar de un nivel a otro; útil cuando se usan
las secuencias de soldadura (ACS — de 5A/s a 500A/s con
intervalo de regulación de 5A/s). También determina la velocidad de variación de la corriente de soldadura después de
una regulación efectuada por el operador.
La tabla 5 resume la disponibilidad de las funciones especiales
en los varios procesos y modos de soldadura.
Creación y memorización de nuevos
puntos automáticos de soldadura
Después de haber definido un nuevo punto de soldadura (ver
párrafo "Tipología AUTOMÁTICA de trabajo") proceder de la siguiente forma:
• Presionar el pulsador RUN/MEM (led AUT iluminado) hasta
cuando en el display VISUALIZACIÓN PROGRAMAS (dVP)
aparezca, en forma intermitente, el primer punto libre de soldadura y/o a disposición;
• Pulsar el botón RUN/MEM hasta que en el dVP aparezca "Sto"
y después dejarlo;
• Una vez terminada la operación de salvación el programa se
pone en modo automático en el último punto de soldadura
salvado.
NOTA: La creación de un punto automático de soldadura implica
la memorización de todas las funciones especiales asociadas al
mismo.
DIMENSIÓN
VELOCIDAD DE ACERCAMIENTO DEL HILO
BURN BACK
PRE GAS
POST GAS
CORRIENTE INICIAL DEL CRATER
TIEMPO DE LA CORRIENTE INICIAL
CORRIENTE FINAL DEL CRATER
TIEMPO DE LA CORRIENTE FINAL
SLOPE
CORRIENTE DOBLE PULSACION
FRECUENCIA DOBLE PULSACION
TIEMPO SOLDADURA POR PUNTOS
SLOPE DE CORRIENTE AUTOMÁTICO
ESCRITO
bub
PrG
POG
CSC
CEC
SLO
dPC
FdP
ACS
StS
SCt
ECt
SPt
MIG/MAG
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
MIG
PULSADO
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
86
MIG
DOBLE
PULSADO
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
2T/4T
✔
✔
✔
✔
✔
✔
✔
MODO DI SALDATURAPROCESO DE SOLDADURA
SOLDADURA
POR
PUNTOS
✔
✔
✔
✔
✔
✔
✔
✔
2T
CRATER
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
Tabla 6
4T
CRATER
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔

Hacer referencia a los puntos
Secuencias de soldadura
automáticos anteriormente
memorizados
Para solicitar los puntos de soldadura precedentemente memorizados, es necesario acceder a la tipología AUTOMÁTICA de
trabajo y luego presionar los pulsadores DESPLAZAMIENTO
PROGRAMAS para seleccionar y visualizar los puntos de soldadura memorizados.
Copiar y modificar los puntos
automáticos de soldadura
Después de haber solicitado el punto automático que se desea
copiar o modificar, proceder de la siguiente forma:
• Tener presionado, durante 3 segundos, el pulsador MODO DE
SOLDADURA; ésta operación hace que la máquina pase a la
modalidad manual y sinérgica permitiendo que se puedan corregir todos los parámetros memorizados en el punto solicitado. De esta manera es posible modificar una o más programaciones y por tanto salvar el punto automático sobrescribiendo
el precedente (por tanto modificándolo) o bien memorizándolo
en un programa diverso (ver párrafo "Creación y memorización de nuevos puntos de soldadura"). Para escoger la posición en la que se desea memorizar el punto de soldadura utilizar el pulsador DESPLAZAMIENTO PROGRAMAS. Para memorizar presionar el pulsador RUN/MEM hasta que en el display VISUALIZACIÓN PROGRAMAS (dVP) aparezca el escrito
"Sto".
Cancelar un punto automático de
soldadura
Para cancelar un punto automático de soldadura ya memorizado por la tipología de trabajo AUTOMÁTICA de cualquier proceso, es necesario, con la soldadura no activa, proceder de la siguiente manera:
• posicionarse en el punto automático de soldadura en cuestión;
• pulsar el botón RUN/MEM por 5 segundos;
• en el display aparece “CLR” fijo;
• cuando se deja libre el botón, el punto automático de soldadu-
ra actualmente seleccionado se cancela.
Cancelado el punto automático de soldadura, la máquina se
posiciona en un punto automático de soldadura válido. Si no
existen puntos de soldadura válidos, la máquina visualiza “NA1”
como sucede cuando se entra en modalidad AUTOMÁTICA y no
existen puntos automáticos de soldadura. El espacio libre puede estar ocupado por un nuevo punto automático de soldadura
o se puede dejar libre para que se utilice como terminador de
secuencia (véase párrafo “Secuencias de soldadura”).
Utilización de los puntos automáticos
de soldadura
Los puntos automáticos se agrupan en sólo una posición de memoria (MÁX. 99 puntos) de manera que se puedan marcar en
secuencia mediante los mandos UP/DOWN de la antorcha; con
igualdad de proceso el pasaje entre un punto y el otro puede
llevarse a cabo durante la soldadura; con este objetivo se ha
introducido el parámetro programable “ACS” para la unión lineal
de los puntos sinérgicos durante los pasajes.
Se ha introducido la posibilidad de efectuar trabajos de soldadura recurriendo a la utilización en secuencia de puntos automáticos de soldadura anteriormente memorizados por el usuario.
También se gestiona el cambio del punto automático con soldadura activa, con la condición que se utilice una antorcha de tipo
up/down.
CONCEPTO DE “SECUENCIA DE PUNTOS
AUTOMÁTICOS DE SOLDADURA”
Se define “secuencia de puntos automáticos de soldadura” el
agrupamiento de un cierto número de puntos automáticos de
soldadura memorizados por el usuario. El agrupamiento se delimita dejando un punto automático de soldadura vacío al inicio
del agrupamiento y uno vacío al final.
MEMORIZACIÓN DE UNA SECUENCIA DE
SOLDADURA
Para configurar una secuencia de soldadura es necesario:
1) verificar que exista un punto libre antes del primer punto automático (implícitamente antes de la posición 1 y después de
la posición 99 se considera que existan dos puntos automá-
ticos de soldadura libres que delimitan automáticamente la
secuencia; por lo tanto no es necesario introducir un punto
vacío en la posición 1 y en la posición 99);
2) posicionar la máquina en el programa deseado, en modalidad MANUAL o SINÉRGICA con las configuraciones que se
desean utilizar para el punto automático;
3) pulsar el botón FUNCIONES ESPECIALES para acceder a
las funciones especiales;
4) seleccionar por medio del botón ENCODER 1 el parámetro
ACS;
5) configurar por medio del botón ENCODER 2 la pendencia en
A/s que se desea utilizar para desplazarse hacia dicho punto
automático de soldadura;
6) salir de las funciones especiales pulsando nuevamente el botón FUNCIONES ESPECIALES;
7) memorizar las configuraciones corrientes en un punto automático de soldadura (véase párrafo “Creación y memorización de nuevos puntos automáticos de soldadura);
8) repetir el procedimiento del punto 2 para todos los puntos
automáticos de soldadura que se desean añadir;
9) verificar que exista un punto libre sucesivo al último punto
introducido o cancelarlo (véase párrafo “Cancelar un punto
automático de soldadura”).
UTILIZACIÓN DE LAS SECUENCIAS
Para activar una secuencia de soldadura comenzando de un proceso Mig/Mag, Pulsado o Doble Pulsado, se pulsa el botón
TIPOLOGÍA DE TRABAJO hasta entrar en la modalidad AUTOMÁTICA. Esto implica:
• la memorización del último proceso no automático activo an-
tes de entrar en modalidad AUTOMÁTICA;
• el posicionamiento en el último punto automático utilizado an-
teriormente (por ejemplo el último memorizado), o si no existe,
en el primero existente. Se tiene que considerar que es posible que el punto pertenezca a un proceso diferente al actual-
mente seleccionado.
Cuando la soldadura no está activa, los botones DESPLAZAMIENTO PROGRAMAS posicionados en el panel frontal, permiten desplazarse entre todos los puntos automáticos de soldadura memorizados, cambiando automáticamente el proceso cuando el punto automático lo exija. Los botones derecho (+) e izquierdo (-) en la antorcha (si es de tipo up/down) permiten desplazarse sólo entre los puntos pertenecientes a la misma secuencia.
Pulsando el botón TIPOLOGÍA DE TRABAJO se llega a las últimas configuraciones activas antes de entrar en modalidad AUTOMÁTICA cambiando también el proceso de soldadura, si es
necesario.
Seleccionado un punto automático de soldadura, se puede iniciar la soldadura en el interior de la correspondiente secuencia.
Los botones DESPLAZAMIENTO PROGRAMAS en el panel están desactivados mientras quedan activados los botones derecho (+) e izquierdo (-) en la antorcha. Si la antorcha no es de
tipo up/down, no es posible cambiar el punto automático
durante la soldadura.
87

Cuando la soldadura está activa, pulsando los botones derecho
(+) e izquierdo (-) en la antorcha, es posible pasar de un punto
automático de soldadura al anterior o sucesivo en el interior de
la secuencia, respetando los vínculos indicados en “Vínculos en
la utilización de las secuencias”. Si cuando se pulsan los botones derecho (+) e izquierdo (-) se llega a un extremo de la secuencia, la secuencia se retoma del extremo opuesto.
El pasaje de un punto automático al otro se efectúa uniendo las
corrientes memorizadas mediante una rampa de corriente. La
pendencia está memorizada en el interior de las funciones especiales del punto automático de soldadura de destinación y, por
lo tanto, el parámetro ACS está activo en el momento de la memorización del punto automático de soldadura.
VÍNCULOS EN LA UTILIZACIÓN DE LAS
SECUENCIAS
La utilización de las secuencias con la posibilidad de pasar de
un punto automático de soldadura a otro con soldadura activa
se puede realizar sólo si:
• el cambio del punto automático de soldadura no implica un
cambio del proceso de soldadura;
• el proceso seleccionado tiene que ser MIG/MAG o MIG PULSADO (por lo tanto no se puede cambiar el punto automático
de soldadura durante una soldadura en MIG DOBLE PULSADO);
• el cambio del punto automático de soldadura no implica un
cambio de la curva sinérgica utilizada (por lo tanto no es posible pasar, por ejemplo, de un punto memorizado a partir de la
curva P4 a un punto memorizado a partir de la curva P5);
• no se puede pasar de un punto automático de soldadura a
otro si los MODOS DE SOLDADURA (2T, 4T, CRÁTER, SOLDADURA POR PUNTOS) no coinciden en ambos puntos automáticos y si estos son distintos de 2T y 4T.
Reset de las programaciones
El reset de las programaciones con los valores de fábrica se debe
de dividir en dos partes. Ante todo se presiona y se suelta el
pulsador FUNCIONES ESPECIALES para acceder a las funciones especiales. Por tanto:
• la presión del pulsador RUN/MEM, por 3 segundos, visualiza
el escrito STD relampagueante: al terminar el relampagueo y
soltando el pulsador tiene lugar la reactivación de las programaciones de fábrica del solo programa de soldadura precedentemente activo, con exclusión de los puntos automáticos
(que por tanto permanecen memorizados);
• la presión del pulsador TIPOLOGÍA DE TRABAJO, por 5 se-
gundos, visualiza el escrito RST relampagueante: al terminar
el relampagueo y soltando el pulsador, tiene lugar la reactivación
de las programaciones de fábrica y los puntos automáticos de
soldadura se anulan.
La visualización de los escritos STD o RST indica el reconocimiento de la operación. La misma tiene lugar cuando se suelta
uno de los pulsadores y le sigue un reinicio automático de la
máquina, de manera que las programaciones de default sean
cargadas inmediatamente y pasen a ser activas.
NOTA: Los parámetros especiales de todos los programas de
soldadura vuelven a ser los valores de fábrica y los puntos automáticos de soldadura se anulan.
Limitación de la modificación de los
parámetros
Para programar el bloqueo de la máquina es necesario tener presionado por 5 segundos el pulsador FUNCIONES ESPECIALES.
A este punto la máquina presenta una interfaz similar a la que
permite la programación de los parámetros de las funciones especiales y en particular: con el mando ENCODER 1 es posible
seleccionar las funciones solicitadas, mientras con el mando
ENCODER 2 se pueden programar los valores de los parámetros
de las mismas. Los parámetros en grado de ser seleccionados
mediante el mando ENCODER 1 y visualizables en el relativo
display dVPA son:
• PASSWORD (escrito visualizado en el display PAS)
• NIVELES DE BLOQUEO (escrito visualizado en el display BLL)
Los valores seleccionables mediante el mando ENCODER 2 y
visualizables en el relativo display dVPV son:
• La password está compuesta por tres carácteres numéricos
cuyos valores varían de 000 a 999.
• 0 = BLOQUEO AUSENTE o DESBLOQUEO MÁQUINA
No se cuenta con ningún bloqueo de la máquina y además
esto permite de desbloquearla si precedentemente había sido
bloqueada (previa introducción de la password correcta).
• 1 = BLOQUEO DE NIVEL 1 activo
En modalidad SINÉRGICA y MANUAL se puede modificar el
valor de la REGULACIÓN FINA DE LA TENSIÓN DE SOLDADURA
valor de la INDUCTANCIA ELECTRÓNICA utilizando el mando
ENCODER 1, el mando ENCODER 2 o el eventual mando a
distancia.
• 2 = BLOQUEO DE NIVEL 2 activo
No es posible modificar ningún parámetro de soldadura.
• 3 = BLOQUEO DE NIVEL 3 activo
En modalidad SINÉRGICA y MANUAL no se puede modificar
ningún parámetro de soldadura. En modalidad AUTOMÁTICA
se puede modificar sólo la VELOCIDAD DEL HILO con un valor igual a ±15% del valor memorizado, utlizando únicamente
el mando ENCODER 1. Con los eventuales mandos a distancia se pueden desplazar los puntos automáticos memoriza-
dos.
Después de haber programado los niveles de bloqueo y la
password (la primera vez, el relativo valor o código debe ser introducido por el usuario) es suficiente presionar nuevamente el
pulsador FUNCIONES ESPECIALES para salir del menú y tener
nuevamente la máquina disponible para la soldadura. Las selecciones efectuadas permanecen memorizadas hasta las sucesivas modificaciones.
, el valor de la CORRIENTE DE SOLDADURA y el
Función "ENERGY SAVING"
Esta función controla el correcto funcionamiento tanto del ventilador como de la instalación de enfriamiento que se activan únicamente cuando es estrictamente necesario o sea:
• MOTOR VENTILADOR
El ventilador se activa cuando:
- Durante la fase de soldadura o, por un adecuado periodo de
tiempo, cuando la misma ha acabado;
- Cuando interviene el termóstato o, por un adecuado periodo de tiempo, después que el mismo se ha rearmado.
• INSTALACIÓN DE ENFRIAMIENTO
La instalación de enfriamiento se activa:
- Por un minuto en el momento de encenderse la máquina, de
manera que en la instalación circule el líquido de enfriamiento con la presión correcta (en el caso que cuando la instalación de enfriamiento se apaga en el display no aparecen los
mensajes de error, llamar la asistencia técnica);
- Durante la fase de soldadura o, por un adecuado periodo de
tiempo, cuando la misma ha acabado.
Soldadura del aluminio
Para soldar con alambre de aluminio obren de la manera siguiente:
• Reemplacen el rodillo motor con el tipo especial para alambre
de aluminio (ver párrafo "Montaje rodillos de arrastre para aluminio);
• Utilizar una antorcha con cable de 3 my protección en material
plástico, o equivalente;
• Regulen la presión entre los rodillos de arrastre al mínimo, girando el tornillo especial;
• Utilicen gas argón con presión de 1,3 - 1,7 bar.
Mantenimiento
ATENCIÓN: Antes de efectuar cualquier inspección en el interior
del generador quitar la alimentación eléctrica de la instalación.
IMPORTANTE: Como las soldadoras son completamente electrónicas la remoción del polvo, aspirado por los ventiladores dentro de la máquina, tiene la máxima importancia.
88

DIGITECH 250 DUAL PULSED
Para mantener el correcto funcionamiento de la máquina proceder tal como descrito:
• Remoción periódica de las acumulaciones de suciedad y polvo alrededor del generador por medio de aire comprimido. No
dirigir el chorro de aire directamente sobre los componentes
eléctricos porque se podrían dañar.
• Inspección periódica, con la finalidad de individuar cables desgastados o conexiones flojas que pueden ser causa de
recalentamientos.
• Comprueben que el circuito de gas esté completamente libre
de impuridades y que las conexiones estén bien ajustadas y
no tengan pérdidas. Tengan cuidado sobre todo con la
electroválvula
• Controlen periódicamente los rodillos de arrastre y sustitúyanlos cuando el desgaste perjudique el avance regular del alambre (resbalar, etc.).
ANTORCHA
La antorcha está sometida a temperaturas elevadas y además
solicitada a tracción y a torsión. Se recomienda de evitar pliegues bruscos del cable y de no emplear la antorcha como cable
de tiro para desplazar la soldadora. A causa de lo antes indicado, la antorcha necesitará frecuentes revisiones como:
• limpieza del difusor del gas de las salpicaduras, con el fin de
permitir un correcto pasaje del gas;
• reemplazo del puntal de contacto cuando el agujero de pasaje
del hilo se deformó;
• limpieza de la vaína guía hilo por medio de tricloroetileno o
solventes específicos;
• verificación del aislante y de las conexiones del cable de potencia;
• las uniones deben estar eléctricamente y mecánicamente en
buenas condiciones.
portarse consecuentemente. Para hacer que el dispositivo de
autorreconocimiento funcione correctamente, es necesario (con
la máquina apagada) conectar al relativo conector el accesorio
que hay que utilizar y a continuación encender la soldadora con
el interruptor on/off. accendere la saldatrice con l'interruttore on/
off.
Detección de eventuales
inconvenientes y su eliminación
A la línea de alimentación se le imputa la causa de los más frecuentes inconvenientes. En caso de fallas proceder como se indica a continuación:
1) Controlar el valor de la tensión de línea;
2) Controlar que la conexión del cable de alimentación al enchufe y al interruptor de red sea perfecta;
3) Verificar que los fusibles de red no estén quemados o flojos;
4) Controlar que no haya defectos en:
• el interruptor que alimenta la máquina;
• el tomacorriente del enchufe;
• el interruptor del generador.
NOTA: Dados los necesarios conocimientos técnicos que requie-
ren las reparaciones del generador, se aconseja, en caso de rotura, de dirigirse a personal calificado o a nuestra asistencia técnica.
Procedimiento de montaje y
desmontaje tapa
REPUESTOS
Los repuestos originales han sido especialmente proyectados
para nuestros equipos. El uso de repuestos no originales puede
causar variaciones en las prestaciones y reducir el nivel de seguridad previsto. Declinamos toda responsabilidad por daños resultantes del uso de repuestos no originales.
Mandos a distancia y accesorios
Los generadores DIGITECH 250 DUAL PULSED se pueden equipar con diversos mandos a distancia y accesorios como ser:
Antorcha up/down enfriada por aire y/o por agua
La antorcha up/down en tipología de trabajo SINÉRGICA (SYN)
y MANUAL (MAN) sustituye de manera completa el ENCODER 1
que se encuentra en el panel de control del generador. Mediante
la presión de los pulsadores derecho (+) e izquierdo (-) se pueden regular los valores de los parámetros sinérgicos de soldadura. La regulación del largo del arco se efectúa con el ENCODER
2 que se encuentra en el panel de control del generador.
En la tipología de trabajo AUTOMÁTICA (AUT) cuando se pulsan
los botones derecho (+) e izquierdo (-) se pueden desplazar los
puntos de soldadura anteriormente configurados y las secuencias de soldadura memorizadas.
Antorcha con display (Digitorch)
Con las nuevas Digitorch se pueden tener todas las informaciones al alcance de la mano. Gracias al innovador microcontrol
con display integrado en la empuñadura, se pueden visualizar y
regular los principales parámetros de la soldadura:
• Corriente
• Espesor del material
• Velocidad del hilo
• Longitud del arco
• Inductancia electrónica
• Número de programa memorizado
Mediante una sencilla presión sobre las teclas up / down, según
la modalidad operativa seleccionada, se puede pasar de un programa a otro, o bien aumentar o disminuir los parámetros en las
curvas sinérgicas utilizadas.
NOTA: El control digital del generador está equipado con un dis-
positivo de autorreconocimiento del mando utilizado que le permite entender cual es el dispositivo que está conectado y com-
Actuar de la siguiente forma: destornillar los seis tornillos (dos
están colocados en el panel frontal, los otros cuatro en el panel
posterior), como se muestra en las figuras. Quitar la manilla provista de dos tapas de cobertura (anterior/posterior) y por último
sacar la tapadera. Para el montaje, hay que actuar en sentido
inverso.
Sustitución de la tarjeta electrónica
frontal
Proceder de la siguiente manera:
• Aflojar los 4 tornillos que fijan el panel rack frontal.
• Quitar los mandos de regulación.
• Sacar los conectores eléctricos de la tarjeta.
• Destornillar las columnas de soporte.
• Quitar la tarjeta electrónica levantándola de sus propios so-
portes.
• Para montar la nueva tarjeta proceda en sentido inverso.
89

Condiciones de error
En el presente párrafo se describen las condiciones de error que
se pueden encontrar en la soldadora y para visualizarlas se utilizan los tres display presentes en la interfaz operador (fig. G):
• Display ERROR (abreviado dE): sobre este display aparece el
escrito ERR intermitente;
FIG. G
Display
ERROR
ERR
ERR
ERR
ERR
ERR
ERR
ERR
ERR
Display
DESCRIPCIÓN ERROR
CFG
PRG
TFS
HAR
t°C
H
O
2
SLC
FCC
Display
CÓDIGO ERROR
00
00
00
00
00
01
01
01
02
03
03
03
03
04
05
06
06
06
06
07
07
00
01
02
03
04
00
01
02
00
00
01
02
03
00
00
00
01
02
03
00
01
Tabla 6
DIAGNOSTICO
Filas "CFG" (parámetros de máquina) ausente
Filas "CUI" (parámetros usuario) ausente
Filas "CEA" (PID no de programa) ausente
Filas "CAL" (calibrado máquina) ausente
Incongruencia de configuración
Curvas proceso de soldadura MIG/MAG ausentes
Curvas proceso de soldadura MIG PULSADO ausentes
Curvas proceso de soldadura MIG DOBLE PULSADO ausentes
Error de control del filesystem en memoria FLASH
Alarma OVER VOLTAGE
No es posible soldar
Alarma UNDER VOLTAGE
No es posible soldar
Alarma UNDER & OVER VOLTAGE
No es posible soldar
Alarma PRIMARY OVERCURRENT
No es posible soldar
Alarma termóstato. Los ventiladores están funcionando
No es posible soldar
Alarma presóstato grupo enfriamiento
No es posible soldar
Unidad de arrastre del hilo eliminada durante el uso
Panel de control digital eliminado durante el uso
Falta de conexión con tarjeta
interfaz robot
Antorcha con visualizador (Digitorch) eliminada durante el uso
Actualización Firmware no correcta - Memoria
NVRAM no compatible con el firmware apenas
cargado
Actualización Firmware no correcta - Memoria
NVRAM de dimensión no correcta o averiada
90

• Display DESCRIPCIÓN ERROR (abreviado dDE): en este dis-
play se alternan los escritos intermitentes que en sucesión evidencian primero el NÚMERO TOTAL de errores (Es. 02) encontrados y luego la DESCRIPCIÓN general del primer error encontrado (Ej. PRG);
• Display CÓDIGO ERROR (abreviado dCE): en este display apa-
rece el escrito intermitente del código (4 cifras) del error detectado (o del primer error encontrado en el caso de múltiples
errores).
La tabla 6 contiene los posibles mensajes de error que pueden
aparecer en los diversos display y el diagnóstico de los varios
errores.
Además, para facilitar la diagnosis de eventuales problemas de
comunicación con las periféricas, se ha modificado el compor-
tamiento de los led existentes en la “tarjeta digital cpu panel frontal” (véase tabla 7 y fig. H).
Si falta la comunicación con la tarjeta digital de control motor,
además de la señalización mediante el Led DL1, se impide el
acceso a los procesos de soldadura MIG/MAG, MIG PULSADO
y MIG DOBLE PULSADO. La máquina se configura
automáticamente por MMA a TIG y viceversa, mientras es imposible seleccionar las modalidades que exigen la utilización del
arrastrador.
Todo esto sirve para que nuestra asistencia técnica (se debe consultar cada vez que en la interfaz operador de la soldadora aparecen los mensajes de error) pueda, cuanto antes posible y gracias a las comunicaciones del usuario, resolver con mayor facilidad el problema.
FIG. H
LED
DL1
(verde)
DL2
(rojo)
DL3
(rojo)
DL4
(rosso)
DL5
(rojo)
DL6
(rojo)
DL7
(rojo)
DL8
(rojo)
DL9
(verde)
CONDICIÓN
Apagado
Intermitente
Apagado
Encendido
Apagado
Intermitente
Encendido
Apagado
Encendido
Apagado
Encendido
-
Apagado
Encendido
Apagado
Encendido
Apagado
Centelleos lentos
Centelleos rápidos
Tabla 7
SIGNIFICADO
Programa de control del microcontrolador auxiliar no activo
Programa de control del microcontrolador auxiliar activo
+5V ausente
+5V presente
Ningún problema observado en el motor
Error de velocidad del motor
Motor en corto circuito o bajo un esfuerzo excesivo
-15V ausente
-15V presente
+15V ausente
+15V presente
No usado
Ningún problema
Comunicación con microcontrolador auxiliar ausente
Ningún problema
Comunicación con microcontrolador auxiliar ausente
Programa de control del microcontrolador principal non activo
Programa de control del microcontrolador principal activo
Falta de tensión en la alimentación. Máquina apagada (el panel frontal está completamente apagado en esta condición)
91

Schema
Wiring
Schéma
Schaltplan Esquema
elettrico
diagram
électrique
eléctrico
2101A758
92
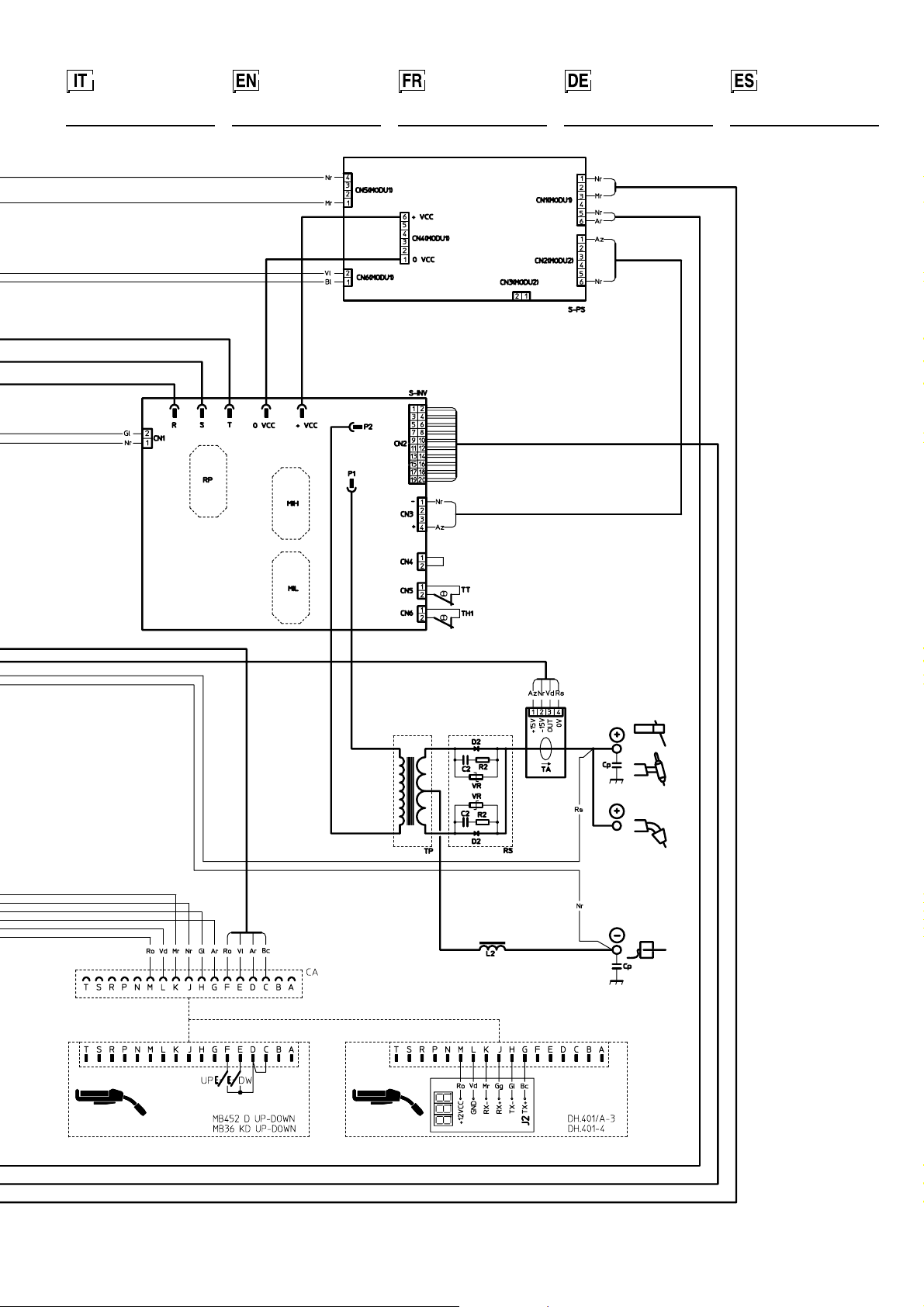
Schema
Wiring
Schéma
Schaltplan Esquema
elettrico
diagram
électrique
eléctrico
93

•1 •2 •3 •4 •5 •6 •7 •8 •9 •10 •11 •12
AUX C CA CHR CM CN CP CT D2 DW EVG F-EMC
•13 •14 •15 •16 •17 •18 •19 •20 •21 •22 •23 •24
IL L1 L2 ME MIH MIL MV1-2 P1 P2 PF PS PT
•25 •26 •27 •28 •29 •30 •31 •32 •33 •34 •35 •36
R1 R2 RK RP RS S-INV S-PS SCPU TA TH1 TP TT
•37 •38
UP VR
Legenda schema elettrico
•1 Avvolgimento ausiliario •2 Condensatore di snubber diodi d'uscita •3 Connettori accessori •4 Connettore alimentazione HR26 •5
Connettore motoriduttore •6 Connettore scheda elettronica •7 Condensatore di protezione poli d'uscita postivo e negativo •8
Connettore torcia •9 Diodi secondari •10 Pulsante Down •11 Elettrovalvola gas •12 Filtro EMC •13 Interruttore di linea •14 Induttore
primario •15 Induttore secondario d'uscita •16 Motoriduttore con encoder •17 Modulo IGBT primario superiore •18 Modulo IGBT
primario inferiore •19 Motore ventilatore •20 Primario trasformatore principale (inizio) •21 Primario trasformatore principale (fine) •22
Potenziometro “Fine Adjustment” tensione •23 Potenziometro regolazione “Synergic” •24 Pulsante torcia •25 Resistore carica con-
densatori •26 Resistore di snubber •27 Tastiera a membrana •28 Raddrizzatore primario •29 Raddrizzatore secondario •30 Scheda
inverter •31 Scheda alimentazioni •32 Scheda microprocessore •33 Trasformatore di Hall •34 Termostato circuito primario •35
Trasformatore di potenza principale •36 Termostato trasformatore •37 Pulsante Up •38 Varistore snubber diodi d’uscita
Key to the electrical diagram
•1 Auxiliary winding •2 Snubber capacitor for output diodes •3 Accessory connectors •4 HR26 input voltage connector •5 Ratio-
motor connector •6 Electronic card connector •7 Exit protection capacitor (positive/negative) •8 Torch connector •9 Secundary
diodes •10 “Down” button •11 Gas solenoid •12 EMC filter •13 Supply switch •14 Primary inductor •15 Secondary output inductor
•16 Ratio-motor with encoder •17 Upper primary IGBT module •18 Lower primary IGBT module •19 Fan motor •20 Main primary
transformer (start) •21 Main primary transformer (end) •22 Voltage fine adjustment potentiometer •23 Synergic adjustment potentiometer
•24 Torch button •25 Condensers load resistor •26 Snubber resistor •27 Membrane keyboard •28 Primary rectifier •29 Secondary
rectifier •30 INVERTER board •31 Power input board •32 Microprocessor board •33 Hall effect transformer •34 Primary circuit
thermostat •35 Main power transformer •36 Transformer thermostat •37 “Up” button •38 Output diodes snubber varistor
Légende schéma électrique
•1 Enroulement auxiliaire •2 Condensateur de protection des voyants de sortie •3 Connecteurs accessoires •4 Connecteur alimentation
HR26 •5 Connecteur motoréducteur •6 Connecteur fiche électronique •7 Condensateurs de protection de sortie •8 Connecteur
torche •9 Diode secondaire •10 Touche directionnelle vers le haut “Down” •11 Electrovanne du gaz •12 Filtre EMC •13 Interrupteur
de lignes •14 Inducteur primaire •15 Inducteur secondaire de sortie •16 Motoréducteur avec encoder •17 Module IGBT primaire
supérieur •18 Module IGBT primaire inférieur •19 Moteur ventilateur •20 Primaire transformateur principal (début) •21 Primaire
transformateur principal (fin) •22 Potentiomètre de Réglage fin de la tension •23 Potentiomètre de réglage Synergic •24 Bouton
poussoir de la torche •25 Résistance de charge condensateurs •26 Résistance de Limiteur •27 Clavier tactile •28 Redresseur
primaire •29 Redresseur secondaire •30 Carte INVERTER •31 Carte des alimentations •32 Carte de microprocesseur •33 Transformateur
à effet de Hall •34 Thermostat du circuit primaire •35 Transformateur principal •36 Thermostat transformateur •37 Touche directionnelle
vers le haut “Up” •38 Varistance snubber diodes de sortie
Legenda colori
AN Arancione Nero
Ar Arancio
AR Azzurro Rosso
Az Azzurro
Bc Bianco
Bl Blu
BN Bianco Nero
BR Bianco Rosso
Gl Giallo
GV Giallo Verde
Gg Grigio
Mr Marrone
NA Nero Azzurro
Nr Nero
RN Rosso Nero
Ro Rosa
Rs Rosso
Vd Verde
Vl Viola
Colour key
AN Orange Black
Ar Orange
AR Sky Blue Red
Az Sky Blue
Bc White
Bl Blue
BN White Black
BR White Red
Gl Yellow
GV Yellow Green
Gg Grey
Mr Brown
NA Black Sky Blue
Nr Black
RN Red Black
Ro Pink
Rs Red
Vd Green
Vl Violet
Legende couleurs
AN Orange Noir
Ar Orange
AR Bleu Rouge
Az Bleu Clair
Bc Blanc
Bl Bleu
BN Blanc Noir
BR Blanc Rouge
Gl Jaune
GV Jaune Vert
Gg Gris
M Marron
NA Noir Bleu
Nr Noir
RN Rouge Noir
Ro Rose
Rs Rouge
Vd Vert
Vl Violet
94

•1 •2 •3 •4 •5 •6 •7 •8 •9 •10 •11 •12
AUX C CA CHR CM CN CP CT D2 DW EVG F-EMC
•13 •14 •15 •16 •17 •18 •19 •20 •21 •22 •23 •24
IL L1 L2 ME MIH MIL MV1-2 P1 P2 PF PS PT
•25 •26 •27 •28 •29 •30 •31 •32 •33 •34 •35 •36
R1 R2 RK RP RS S-INV S-PS SCPU TA TH1 TP TT
•37 •38
UP VR
Schaltplan-Legende
•1 Zusatzwicklung •2 Snubber-Kondensator Ausgangsdioden •3 Verbinder Zubehör •4 HR26 Verbinder Versorgung •5 Verbinder
Getriebemotor •6 Verbinder elektronische Karte •7 Schutzkondenstoren Ausgang •8 Brennerverbinder •9 Sekundäre Diode •10
Taster “Down” •11 Gaselektroventil •12 Filter EMC •13 Leitungschalter •14 Primärdrossel •15 Ausgangssekundärdrossel •16
Getriebemotor mit Encoder •17 Primäres IGBT-Modul oben •18 Primäres IGBT-Modul unten •19 Lüftermotor •20 Primärer
Haupttransformator (Anfang) •21 Primärer Haupttransformator (Ende) •22 Potentiometer Fine Adjustment Spannung •23 Potentiometer
Synergic-Regulierung •24 Brennerschalter •25 Richtwiderstand kondenstoren •26 SNUBBER-Widerstand •27 Membrantastatur
•28 Primärer Gleichrichter •29 Sekundärer Gleichrichter •30 INVERTER-Karte •31 Karte der Speisungen •32 Mikroprozessorkarte
•33 Transformator mit Hall-Effekt •34 Thermostat primärer kreis •35 Haupttransformator •36 Transformator-Thermostat •37 Taster
“Up” •38 Modul Snubber Dioden Ausgang
Leyenda esquema eléctrico
•1 Bobinado auxiliar •2 Condensador de “snubber” diodos de salida •3 Conectores accesorios •4 Conectador alimentación HR26
•5 Conector motorreductor •6 Conector tarjeta electrónica •7 Condensadores de protección de salida (positivo/negativo) •8 Conector
antorcha •9 Diodos segundarios •10 Pulsador “Down” •11 Electroválvula gas •12 Filtro EMC •13 Interruptor de línea •14 Inductor
primario •15 Inductor secundario de salida •16 Motorreductor con encoder •17 Módulo IGBT primario superior •18 Módulo IGBT
primario inferior •19 Motor ventilador •20 Primario transformador principal (inicio) •21 Primario transformador principal (final) •22
Potenciómetro Final Ajuste de la tensión •23 Potenciómetro de regulación Sinérgica •24 Pulsador antorcha •25 Resistor de carga
condensadores •26 Resistor de snubber •27 Teclado de membrana •28 Enderezador primario •29 Enderezador secundario •30
Tarjeta INVERTER •31 Tarjeta alimentaciones •32 Tarjeta del microprocesador •33 Transformador con efecto Hall •34 Termostato
circuito primario •35 Transformador de potencia principal •36 Termostato transformador •37 Pulsador “Up” •38 Varistor snubber
diodos de salida
Farbenlegende
AN Orange Schwarz
Ar Orange
AR Hellblau Rot
Az Hellblau
Bc Weiß
Bl Blau
BN Weiß Schwarz
BR Weiß Rot
Gl Gelb
GV Gelb Grün
Gg Grau
Mr Braun
NA Schwarz Hellblau
Nr Schwarz
RN Rot Schwarz
Ro Rosa
Rs Rot
Vd Grün
Vl Violett
Leyenda colores
AN Anaranjado Negro
Ar Anaranjado
AR Azul Rojo
Az Azul
Bc Blanco
Bl Azul
BN Blanco Negro
BR Blanco Rojo
Gl Amarillo
GV Amarillo Verde
Gg Gris
Mr Marrón
NA Negro Azul
Nr Negro
RN Rojo Negro
Ro Rosa
Rs Rojo
Vd Verde
Vl Violeta
95

•1 •2 •3 •4 •5 •6 •7 •8 •9 •10 •11 •12
•13 •14 •15 •16 •17 •18
Significato dei simboli grafici riportati sulla macchina
•1 Interruttore acceso/spento •2 Impianto che può essere utilizzato in ambienti con rischio accresciuto di scosse elettriche •3
Prodotto atto a circolare liberamente nella Comunità Europea •4 Tensione pericolosa •5 Terra di protezione •6 Terra •7 Attacco
rapido polo positivo •8 Attacco rapido polo negativo •9 Attenzione! •10 Prima di utilizzare l’impianto è necessario leggere attentamente le istruzioni contenute in questo manuale •11 Fusibile •12 Prova motore •13 Prova gas •14 Regolazione lunghezza dell’arco
•15 Regolazione della corrente di saldatura •16 Pericolo! organi in movimento •17 Divieto utilizzo guanti •18 Smaltimento speciale
Meaning of graphic symbols on machine
•1 On/off switch •2 System for use in environments with increased risk of electroshock •3 Product suitable for free circulation in the
European Community •4 Danger! High voltage •5 Grounding protection •6 Grounding •7 Positive pole snap-in connector •8 Negative pole snap-in connector •9 Warning! •10 Before using the equipment you should carefully read the instructions included in this
manual •11 Fuse •12 Motor testing •13 Gas testing •14 Arc length adjustment •15 Adjustment of the welding current •16 Danger!
Parts moving •17 It is forbidden to use gloves •18 Special disposal
Interprétation des symboles graphiques reportés sur la machine
•1 Interrupteur allumé/éteint •2 Installation pouvant être utilisée dans des milieux avec augmentation du risque de secousses électriques
•3 Produit pouvant circuler librement dans la Communauté Européenne •4 Tension dangereuse •5 Terre de protection •6 Terre •7
Prise rapide pôle positif •8 Prise rapide pôle negatif •9 Attention! •10 Avant d’utiliser l’installation il est nécessaire de lire avec
attention les instructions qui se trouvent dans ce manuel •11 Fusible •12 Essai moteur •13 Essai gaz •14 Reglage de la longeur de
l'arc •15 Réglage du courant de soudure •16 Danger, partes en mouvement •17 Interdiction d’utiliser des gants •18 Elimination
spéciale
Bedeutung der grafischen Symbole auf der Maschine
•1 Schalter EIN/AUS •2 Möglicher Gebrauch der Anlage in Umgebung mit erhöhter Gefahr elektrischer Schläge •3 Für den freien
Warenverkehr in der EU zugelassenes Produkt •4 Gefährliche Spannung •5 Schutzerde •6 Erdung •7 Schnellanschluß Pluspol •8
Schnellanschluß Minuspol •9 Achtung! •10 Vor der Anwendung der Anlage sind die Gebrauchsanweisungen des vorliegenden
Handbuches sorgfältig zu lesen •11 Sicherung •12 Motortest •13 Gastest •14 Lichtbogenãnge Einstellung •15 Einstellung des
Schweisstromes •16 Achtung, bewegliche Teile •17 Keine Handschuhe benützen •18 Sonderentsorgung
Significado de los símbolos gráficos referidos en la máquina
•1 Interruptor conectado/apagado •2 Instalación que puede ser utilizada en ambientes con grande riesgo de descargas eléctricas •3
Producto apto para circular libremente en la Comunidad Europea •4 Tensión peligrosa •5 Tierra de protección •6 Tierra •7 Toma
rápida polo positivo •8 Toma rápida polo negativo •9 Atención! •10 Antes de utilizar la instalación, es necesario leer atentamente las
instrucciones contenidas en este manual •11 Fusibile •12 Prueba motor •13 Prueba gas •14 Regulacion longitud del arco •15
Regulación de la corriente de soldadura •16 Peligro! Partes en movimiento •17 Está prohibido usar guantes •18 Eliminación especial
96

Significato dei simboli grafici riportati sulla targa dati
•1 Nome e indirizzo costruttore •2 Denominazione impianto •3 Numero di matricola •4 Generatore ad inverter trifase •5 Saldatura
TIG •6 Saldatura MIG •7 Saldatura ad elettrodo •8 Corrente continua di saldatura •9 Tensione a vuoto secondaria •10 Alimentazione
di rete, numero delle fasi, frequenza nominale di rete •11 Tensione nominale di alimentazione •12 Grado di protezione dell’involucro
•13 Raffreddamento ad aria forzata •14 Classe di isolamento •15 Massimo valore della corrente di alimentazione •16 Saldatrice
utilizzabile in ambienti con rischio accresciuto di scosse elettriche •17 Prodotto atto a circolare liberamente nella Comunità Europea
•18 Massimo valore della corrente effettiva di alimentazione •19 Tensione nominale di saldatura •20 Corrente nominale di saldatura
•21 Rapporto di intermittenza •22 Minima e massima corrente e tensione di saldatura •23 Normativa di riferimento
Meaning of graphic symboles on rating plate
•1 Name and address of manufacturer •2 Name of system •3 Serial number •4 Three-phase INVERTER generator •5 MIG welding •6
TIG welding •7 Electrode welding •8 Continuous welding current •9 Secondary no-load voltage •10 Mains power supply, number of
phases, nominal supply frequency •11 Nominal supply voltage •12 Degree of protection of casing •13 Forced air cooling •14
Insulation class •15 Maximum value of input current •16 Welder usable in environments with enhanced risk of electroshock •17
Product suitable for free circulation in the European Community •18 Maximum value of effective input current •19 Nominal welding
voltage •20 Nominal welding current •21 Duty cycle •22 Minimum and maximum current and welding voltage •23 Reference standards
Interprétation des symboles graphiques sur la plaque de données
•1 Nom et adresse du fabricant •2 Dénomination de l’installation •3 N° de série •4 Générateur à CONVERTISSEUR triphasé •5
Soudure TIG •6 Soudure MIG •7 Installation soudure électrode •8 Courant de soudure continu •9 Tension secondaire à vide •10
Alimentation de réseau, numéro des phases, fréquence nominale d’alimentation •11 Val eur nomi nale tension d’alimentation •12
Degré de protection de l’enveloppe •13 Refroidissement à air forcée •14 Classe d’isolation •15 Valeur maximale du courant
d’alimentation assigné •16 Soudeuse pouvant être utilisée dans un environnement avec risque croissant de décharges électriques
•17 Produit pouvant circuler librement dans la Communauté Européenne •18 Valeur maximale du courant effectif d’alimentation •19
Ten sion nominale de la charge •20 Courant nominal de soudure •21 Rapport d’intermittence •22 Minimum et maximum courant et
tension de soudure •23 Réglementation de référence
Bedeutung der grafischen Symbole auf dem Datenschild
•1 Name und Anschrift des Herstellers •2 Bezeichnung der Anlage •3 Seriennummer •4 Dreiphasiger INVERTER-Generator •5 TIG-
Schweißen •6 MIG-Schweißen •7 Anlage Elektrodenschweissen •8 Gleichstrom Schweissen •9 Sekundär-Leerlaufspannung •10
Netzspeisung, Phasenanzahl, Nennwert Versorgungsfrequenz •11 Nennwert Versorgungsspannung •12 Gehäuse-Schutzgrad •13
Zwangsluftkühlung •14 Isolationsklasse •15 Höchstwert des zugeführten Nennstromes •16 Möglicher Gebrauch in Umgebung mit
erhöhter Gefahr elektrischer Schläge •17 Für den freien Warenverkehr in der EU zugelassenes Produkt •18 Höchstwert des tatsächlich
zugeführten Stromes •19 Nennwert Ladespannung •20 Nennwert Schweißstrom •21 Aussetzungsverhältnis •22 Min. und Max.
Schweisstrom und Schweisspannung •23 Referenznormen
Significado de los símbolos referido en la chapa datos
•1 Nombre y dirección del constructor •2 Denominación sistema •3 N° de matrícula •4 Generador de inverter trifásica •5 Soldadura
TIG •6 Soldadura MIG •7 Soldadura con electrodo •8 Corriente continua de soldadura •9 Tensión secundaria en vacío •10 Alimentación
de red, número de las fases, frecuencia nominal de alimentación •11 Tensión nominal de alimentación •12 Grado de protección de
la caja •13 Refrigeración por aire forzado •14 Clase de aislamiento •15 Máximo valor de la corriente de alimentación •16 Soldadora
utilizable en lugares con riesgo acrecido de choques eléctricos •17 Producto apto para circular libremente en la Comunidad Europea
•18 Máximo valor de la corriente efectiva de alimentación •19 Tensión nominal de soldadura •20 Corriente nominal de soldadura •21
Relación de intermitencia •22 Corriente y tensión de soldadura mínimas y máximas •23 Normas de referencia
97

Lista ricambi
Ersatzteilliste
Spare parts list
Liste pièces de rechange
1
Lista repuestos
2
3
4
5
6
Pos.
1
2
3
4
5
6
7
8
9
10
11
12
13
Cod.
447837
438888
438849
352427
414326
420515
352421
428110
434249
236631
466968
419051
403611
13
12
Descrizione
Tastiera a membrana
Manopola senza indice Ø29
Manopola senza indice Ø22
Coperchio pannello posteriore
Coperchio parte mobile
Guida laterale
Tubetto guidafilo 58mm
Attacco Euro con tubetto guidafilo
Adesivo frontale attacco rapido
Presa 17 poli
Attacco rapido
11
Chiavistello
Flangia
10
9
98
7
8
Description
Key board
Knob without index Ø29
Knob without index Ø22
Rear panel cover
Lock
Movable cover
Side guide
Flange
58mm Wire guide tube
Euro connection with wire guide tube
Quick connection front sticker
17 Pin plug
Quick connection

Lista ricambi
Ersatzteilliste
Spare parts list
Liste pièces de rechange
26
25
24
23
Lista repuestos
14
15
16
17
Pos.
14
15
16
17
18
19
20
21
22
23
24
25
26
22
Cod.
438116
466418
352424
352420
420516
419049
425938
485040
352432
235989
427895
468708
438710
21
20
Descrizione
Tappo frontale
Coperchio pannello frontale
Pannello frontale
Coperchio parte fissa
Elettrovalvola
Pannello posteriore
Pressacavo con ghiera
Adesivo pannello posteriore
Manopola interruttore
19
Maniglia
Presa 9 poli
Tubo gas
Cavo linea
18
Description
Handle
Frontal hole cover
Front panel cover
Front panel
Fixed cover
9 Pin plug
Solenoide valve
Gas tube
Rear panel
Mains cable
Cable clamp with lock ring
Rear panel sticker
Switch knob
99

Lista ricambi
Ersatzteilliste
Spare parts list
Liste pièces de rechange
Lista repuestos
32
31
30
29
28
27
Pos.
27
28
29
30
31
32
Cod.
404972
241840
240611
400000
444469
454151
Descrizione
Basamento
Mozzo bobina
Meccanismo di trascinamento
Adattatore
Motoriduttore + encoder
Encoder
Description
Base
Spool holder
Wire feeding device
Adaptor
Encoder + drive motor
Encoder
100
 Loading...
Loading...