

Castolin Eutectic totalarc2 3000, totalarc2 4000, totalarc2 5000 Operating Manual
n
BETRIEBSANLEITUNG / ERSATZTEILLISTE
n
OPERATING MANUAL / SPARE PARTS LIST
n
MODE D’EMPLOI / LISTE DE PIÈCES DE RECHANGE
n
ISTRUZIONI PER L‘USO / LISTA DEI PEZZI DI RICAMBIO
n
MANUAL DE INSTRUCCIONES / LISTA DE REPUESTOS
TotalArc
2
3000 / 4000 / 5000
© by Eutectic+Castolin - 303668 - 012001

2
Sehr geehrter Castolin-Kunde
Die vorliegende Bedienungsanleitung soll Sie mit Bedienung
und Wartung der TotalArc² 3000 / 4000 / 5000 vertraut machen.
Es liegt in Ihrem Interesse, die Bedienungsanleitung aufmerksam zu lesen und die hier angegebenen Weisungen
gewissenhaft zu befolgen. Sie vermeiden dadurch Störungen
durch Bedienungsfehler. Das Gerät wird Ihnen dies durch
stete Einsatzbereitschaft und lange Lebensdauer lohnen.
Inhaltsverzeichnis
Sehr geehrter Castolin-Kunde .............................................2
Sicherheitsvorschriften .........................................................3
Allgemeines ....................................................................... 3
Bestimmungsgemässe Verwendung ..............................3
Verpflichtungen des Betreibers ........................................ 3
Verpflichtungen des Personals ........................................ 3
Persönliche Schutzausrüstung ........................................ 3
Gefahr durch schädliche Gase und Dämpfe ................... 3
Gefahr durch Funkenflug ...................................................3
Gefahren durch Netz- und Schweiss-Strom ..................... 3
Besondere Gefahrenstellen ............................................. 3
Informelle Sicherheitsmassnahmen ............................... 4
Sicherheitsmassnahmen am Aufstellort ..........................4
Vagabundierende Schweisströme ...................................4
Sicherheitsmassnahmen im Normalbetrieb ................... 4
Sicherheitstechnische Inspektion .................................... 4
Veränderungen am Schweissgerät .................................. 4
Ersatz- und Verschleissteile .............................................4
Kalibrieren von Schweissgeräten .................................... 4
Die CE-Kennzeichnung ..................................................... 4
Urheberrecht ...................................................................... 4
Allgemeines ..........................................................................5
Prinzip der TotalArc
2
3000 / 4000 / 5000 ........................... 5
Gerätekonzept .................................................................... 5
Einsatzgebiete ...................................................................5
Beschreibung des Bedienpanels ........................................ 6
Bedienelemente und Anschlüsse........................................8
Stromquelle TotalArc² 3000 ...............................................8
Stromquelle TotalArc² 4000 / 5000 .................................... 9
Drahtvorschub DS III ....................................................... 10
Fernbedienung RC 2 ....................................................... 11
Fernbedienung RC 4 ....................................................... 11
Schweißbrenner-Betriebsarten ......................................... 12
2-Takt Betrieb ................................................................... 12
4-Takt Betrieb ................................................................... 12
4-Takt Betrieb Aluminium ................................................12
Punktieren ........................................................................13
Schweißgerät in Betrieb nehmen ...................................... 14
Bestimmungsgemäße Verwendung .............................. 14
Aufstellbestimmungen .................................................... 14
Netzanschluß...................................................................14
Option Drahtvorschubaufnahme montieren .................. 14
Verbindungsschlauchpaket an Stromquelle
anschliessen ................................................................... 14
Verbindungsschlauchpaket an Drahtvorschub
anschliessen ................................................................... 15
Gasflasche montieren / anschliessen ...........................15
Schweißbrenner montieren ............................................15
Kühlgerät in Betrieb nehmen ..........................................15
Schutzgasmenge einstellen ...........................................16
Drahtspule einsetzen ......................................................16
Drahtelektrode einlaufen lassen ....................................16
Vorschubrollen wechseln................................................16
MIG/MAG-Schweißen ..........................................................17
Manuell ............................................................................ 17
Funktion Ignition Time-Out .............................................. 17
Sonder-2-Takt Betrieb für Automateninterface ............... 17
E-Handschweißen .............................................................. 18
WIG-Schweißen ..................................................................18
Job-Betrieb .......................................................................... 19
Job erstellen ....................................................................19
Job kopieren / überschreiben .........................................19
Job löschen ..................................................................... 20
Job abrufen ......................................................................20
Das Setup-Menü ................................................................. 21
In das Setup-Menü einsteigen ........................................21
Parameter ändern ...........................................................21
Das Setup-Menü verlassen ............................................21
Parameter Verfahren „MIG/MAG Standard- /
Impulslichtbogen Schweißen“ ........................................21
Parameter Verfahren „WIG-Schweißen“ .........................21
Parameter Verfahren „E-Handschweißen“.....................21
Parameter Betriebsart „2-Takt Betrieb für
Automateninterface“ ........................................................22
Parameter Betriebsart „4-Takt Betrieb Aluminium“ ........22
Parameter Betriebsart „Punktieren“ ............................... 22
2nd - Zweite Ebene des Setup-Menüs ...........................22
PushPull-Unit ...................................................................... 23
Fehlermeldungen an den Anzeigen ...............................23
Fehlerdiagnose und -behebung ........................................24
Fehlermeldungen an den Anzeigen ...............................24
Stromquelle TotalArc
2
3000 / 4000 / 5000 ......................25
Pflege und Wartung ............................................................26
Technische Daten ...............................................................27
Stromquelle TotalArc² 3000 / 4000 / 5000 ......................27
Kühlgerät (eingebaut in Stromquelle) ............................ 27
Drahtvorschub DS III .......................................................27
Schaltplan
Ersatzteilliste
Achtung! Die Inbetriebnahme des Gerätes darf nur
durch geschultes Personal und nur im Rahmen der
technischen Bestimmungen erfolgen. Vor Inbetriebnahme unbedingt das Kapitel "Sicherheitsvorschriften"
lesen.

Sicherheitsvorschriften
Allgemeines
Das Schweißgerät ist nach dem Stand der Technik und den
anerkannten sicherheitstechnischen Regeln gefertigt. Dennoch drohen bei Fehlbedienung oder Mißbrauch Gefahr für
- Leib und Leben des Bedieners oder Dritten,
- das Schweißgerät und andere Sachwerte des Betreibers,
- die effiziente Arbeit mit dem Schweißgerät.
Alle Personen, die mit der Inbetriebnahme, Bedienung, Wartung und Instandhaltung des Schweißgerätes zu tun haben,
müssen
- entsprechend qualifiziert sein,
- Kenntnisse vom Schweißen haben und
- diese Bedienungsanleitung genau beachten.
Störungen, die die Sicherheit beeinträchtigen können, sind
umgehend zu beseitigen.
Es geht um Ihre Sicherheit!
Bestimmungsgemäße Verwendung
Das Schweißgerät ist ausschließlich für Arbeiten im Sinne der
bestimmungsgemäßen Verwendung (siehe Kapitel
"Schweißgerät in Betrieb nehmen") zu benutzen.
Zur bestimmungsgemäßen Verwendung gehört auch
- das Beachten aller Hinweise aus der Bedienungsanleitung
- die Einhaltung der Inspektions- und Wartungsarbeiten
Verpflichtungen des Betreibers
Der Betreiber verpflichtet sich, nur Personen am Schweißgerät arbeiten zu lassen, die
- mit den grundlegenden Vorschriften über Arbeitssicherheit
und Unfallverhütung vertraut und in die Handhabung des
Schweißgerätes eingewiesen sind
- das Sicherheitskapitel und die Warnhinweise in dieser
Bedienungsanleitung gelesen, verstanden und durch ihre
Unterschrift bestätigt haben
Das sicherheitsbewußte Arbeiten des Personals ist in regelmäßigen Abständen zu überprüften.
Verpflichtungen des Personals
Alle Personen, die mit Arbeiten am Schweißgerät beauftragt
sind, verpflichten sich, vor Arbeitsbeginn
- die grundlegenden Vorschriften über Arbeitssicherheit und
Unfallverhütung zu beachten
- das Sicherheitskapitel und die Warnhinweise in dieser
Bedienungsanleitung zu lesen und durch ihre Unterschrift
zu bestätigen, daß sie diese verstanden haben
Persönliche Schutzausrüstung
Treffen Sie für Ihre persönliche Sicherheit folgende Vorkehrungen:
- Festes, auch bei Nässe, isolierendes Schuhwerk tragen
- Hände durch isolierende Handschuhe schützen
- Augen durch Schutzschild mit vorschriftsmäßigem Filtereinsatz vor UV-Strahlen schützen
- Nur geeignete (schwer entflammbare) Kleidungsstücke
verwenden
- Bei erhöhter Lärmbelastung Gehörschutz verwenden
Befinden sich Personen in der Nähe so müssen
- diese über die Gefahren unterrichtet,
- Schutzmittel zur Verfügung gestellt bzw.
- Schutzwände bzw. -Vorhänge aufgebaut werden.
Gefahr durch schädliche Gase und Dämpfe
- Entstehenden Rauch sowie schädliche Gase durch geeignete Mittel aus dem Arbeitsbereich absaugen.
- Für ausreichende Frischluftzufuhr sorgen.
- Lösungsmitteldämpfe vom Strahlungsbereich des Lichtbogens fernhalten.
Gefahr durch Funkenflug
- Brennbare Gegenstände aus dem Arbeitsbereich entfernen.
- An Behältern in denen Gase, Treibstoffe, Mineralöle und
dgl. gelagert sind/waren, darf nicht geschweißt werden.
Durch Rückstände besteht Explosionsgefahr.
- In feuer- u. explosionsgefährdeten Räumen gelten besondere Vorschriften - entsprechende nationale und internationale Bestimmungen beachten.
Gefahren durch Netz- und Schweißstrom
- Ein Elektroschock kann tödlich sein. Jeder Elektroschock
ist grundsätzlich lebensgefährlich.
- Durch hohe Stromstärke erzeugte magnetische Felder
können die Funktion lebenswichtiger elektronischer Geräte (z.B. Herzschrittmacher) beeinträchtigen. Träger solcher
Geräte, sollten sich durch ihren Arzt beraten lassen, bevor
sie sich in unmittelbarer Nähe des Schweißarbeitsplatzes
aufhalten.
- Sämtliche Schweißkabel müssen fest, unbeschädigt und
isoliert sein. Lose Verbindungen und angeschmorte Kabel
sofort erneuern.
- Netz- u. Gerätezuleitung regelmäßig von einer ElektroFachkraft auf Funktionstüchtigkeit des Schutzleiters überprüfen lassen.
- Vor Öffnen des Schweißgerätes sicherstellen, daß dieses
stromlos ist. Bauteile die elektrische Ladung speichern
entladen.
- Sind Arbeiten an spannungsführenden Teilen notwendig,
ist eine zweite Person hinzuzuziehen, die notfalls den
Hauptschalter ausschaltet.
Besondere Gefahrenstellen
- Nicht in die rotierenden Zahnräder des Drahtantriebes
greifen.
- In feuer- und explosionsgefährdeten Räumen gelten besondere Vorschriften - entsprechende nationale und internationale Bestimmungen beachten.
- Schweißgeräte für Arbeiten in Räumen mit erhöhter elektrischer Gefährdung (z.B. Kessel) müssen mit dem Zeichen S (Safety) gekennzeichnet sein.
- Schweißverbindungen mit besonderen Sicherheitsanforderungen sind nur von speziell ausgebildeten Schweißern
durchzuführen.

ud_ca_st_sv_00216 022000
- Bei Krantransport der Stromquelle Ketten bzw. Seile in
einem möglichst kleinen Winkel zur Senkrechten in allen
Kranösen einhängen - Gasflasche und Drahtvorschubgerät entfernen.
- Bei Krantransport des Drahtvorschubes immer eine isolierende Drahtvorschubaufhängung verwenden.
Informelle Sicherheitsmaßnahmen
- Die Bedienungsanleitung ist ständig am Einsatzort des
Schweißgerätes aufzubewahren.
- Ergänzend zur Bedienungsanleitung sind die allgemein
gültigen sowie die örtlichen Regeln zu Unfallverhütung und
Umweltschutz bereitzustellen und zu beachten.
- Alle Sicherheits- und Gefahrenhinweise am Schweißgerät
sind in lesbarem Zustand zu halten.
Sicherheitsmaßnahmen am Aufstellort
- Das Schweißgerät muß auf ebenem und festen Untergrund standsicher aufgestellt werden. Ein umstürzendes
Schweißgerät kann Lebensgefahr bedeuten!
- In feuer- und explosionsgefährdeten Räumen gelten besondere Vorschriften - entsprechende nationale und internationale Bestimmungen beachten.
- Durch innerbetriebliche Anweisungen und Kontrollen sicherstellen, daß die Umgebung des Arbeitsplatzes stets
sauber und übersichtlich ist.
Sicherheitsmaßnahmen im Normalbetrieb
- Schweißgerät nur betreiben, wenn alle Schutzeinrichtungen voll funktionstüchtig sind.
- Vor Einschalten des Schweißgerätes sicherstellen, daß
niemand gefährdet werden kann.
- Mindestens einmal pro Woche das Schweißgerät auf äußerlich erkennbare Schäden und Funktionsfähigkeit der
Sicherheitseinrichtungen überprüfen.
Sicherheitstechnische Inspektion
Der Betreiber ist verpflichtet, das Schweißgerät nach Veränderung, Ein- oder Umbauten, Reparatur, Pflege und Wartung
sowie mindestens alle sechs Monate durch eine ElektroFachkraft auf korrekte Funktionsfähigkeit überprüfen zu lassen.
Bei der Überprüfung sind zumindest folgende Vorschriften zu
beachten:
- VBG 4, §5 - Elektrische Anlagen und Betriebmittel
- VBG 15, §33 / §49 - Schweißen, Schneiden und verwandte
Arbeitsverfahren
- VDE 0701-1 - Instandsetzung, Änderung und Prüfung elektrischer Geräte
Veränderungen am Schweißgerät
- Ohne Genehmigung des Herstellers keine Veränderungen, Ein- oder Umbauten am Schweißgerät vornehmen.
- Bauteile in nicht einwandfreiem Zustand sofort austauschen.
Ersatz- und Verschleissteile
- Nur Original-Ersatz- und Verschleißteile verwenden. Bei
fremdbezogenen Teilen ist nicht gewährleistet, daß sie
beanspruchungs- und sicherheitsgerecht konstruiert und
gefertigt sind.
- Bei Bestellung genaue Benennung und Artikel-Nummer
laut Ersatzteilliste, sowie Serien-Nummer Ihres Gerätes
angeben.
Kalibrieren von Schweißgeräten
Aufgrund internationaler Normen ist eine regelmäßige Kalibrierung von Schweißgeräten empfohlen. Castolin empfiehlt
ein Kalibrierintervall von 12 Monaten. Setzen Sie sich für
nähere Informationen mit Ihrem Castolin-Partner in Verbindung!
Die CE-Kennzeichnung
Das Schweißgerät erfüllt die grundlegenden Anforderungen
der Niederspannungs- und Elektromagnetischen Verträglichkeits-Richtlinie und ist daher CE-gekennzeichnet.
Gewährleistung
Die Gewährleistung beträgt 12 Monate und bezieht sich auf
den Einschichtbetrieb unter der Voraussetzung eines sachgemäßen Einsatzes des Gerätes.
Die Gewährleistung umfaßt die Kosten für den Ersatz defekter
Teile und Bauteilgruppen einschließlich der erforderlichen
Montagezeit.
Ausgeschlossen von jeglicher Gewährleistung sind betriebsbedingte Verschleißteile. Ein unsachgemäßer Einsatz des
Gerätes sowie eine Beschädigung durch Gewaltanwendung
schließt eine Gewährleistung aus.
Bei Garantieansprüchen bitten wir, uns die Serien-Nummer
des Gerätes mitzuteilen.
Geräterücksendungen benötigen unser vorhergehendes Einverständnis. Transport- und alle anfallenden Nebenkosten
gehen zu Lasten des Absenders (Bitte beachten Sie unsere
allgemeinen Geschäftsbedingungen).
Urheberrecht
Das Urheberrecht an dieser Bedienungsanleitung verbleibt
bei der Firma Castolin.
Text und Abbildungen entsprechen dem technischen Stand
bei Drucklegung. Änderungen vorbehalten. Der Inhalt der
Bedienungsanleitung begründet keinerlei Ansprüche seitens
des Käufers. Für Verbesserungsvorschläge und Hinweise
auf Fehler in der Bedienungsanleitung sind wir dankbar.
5
Allgemeines
Prinzip der TOTAL ARC2 3000 / 4000 / 5000
Die neuen Schweißanlagen sind mikroprozessorgesteuerte
Inverterstromquellen. Laufend werden die Ist-Daten gemessen, auf Veränderungen wird sofort reagiert. Die entwickelten
Regel-Algorithmen sorgen dafür, daß der jeweils gewünschte
Soll-Zustand erhalten bleibt.
Dadurch ergeben sich eine bisher unvergleichliche Präzision
im Schweißprozeß, exakte Reproduzierbarkeit sämtlicher Ergebnisse und hervorragende Schweißeigenschaften.
Gerätekonzept
Typisch sind besondere Flexibilität sowie äußerst einfache
Anpassung an unterschiedliche Aufgabenstellungen. Gründe
für diese erfreulichen Eigenschaften sind zum einen das modulare Produktdesign, zum anderen die vorhandenen Möglichkeiten der problemlosen Systemerweiterung.
Abb.1 Schweißanlage TotalArc² 3000, TotalArc² 4000, TotalArc² 5000
Einsatzgebiete
In Gewerbe und Industrie gibt es zahlreiche Anwendungsbereiche für die TotalArc2 3000 / 4000 / 5000. Für manuelles
Schweißen, aber auch für Automationsaufgaben sind sie die
idealen Stromquellen. Bezüglich der Materialien eignen sie
sich selbstverständlich für den klassischen Stahl, für verzinkte
Bleche, für Chrom/Nickel und sehr gut für Aluminium. Durch die
speziellen Programme für E+C EnDOtec-Fülldrähte sind die
TotalArc² 3000 / 4000 / 5000 besonders für den Einsatz in der
vorbeugenden Instandhaltung geeignet.
Die TotalArc2 3000 ist eine MIG/MAG-Schweißanlage mit integriertem 4-Rollenantrieb und Kühlkreis. 270 Ampere bei 71 kg
- das macht sie wie geschaffen für den mobilen Einsatz, etwa
auf Baustellen oder in der Reparaturwerkstätte.
Die TotalArc2 4000 / 5000 mit 400 A bzw. 500 A erfüllen höchste
Ansprüche der Industrie. Für den Einsatz im Apparate- und
Chemieanlagenbau sind sie ebenso geeignet wie für die Automobil- und Zulieferindustrie, für den Schienenfahrzeug- und
Schiffbau sowie für den allgemeinen Maschinenbau.
Alle Geräte sind multiprozeßfähig (konstante / fallende Kennlinie), weshalb sie beim WIG-Berührungszünden und beim EHandschweißen ebenso ausgezeichnete Dienste leisten, wie
in der MIG/MAG-Anwendung.

6
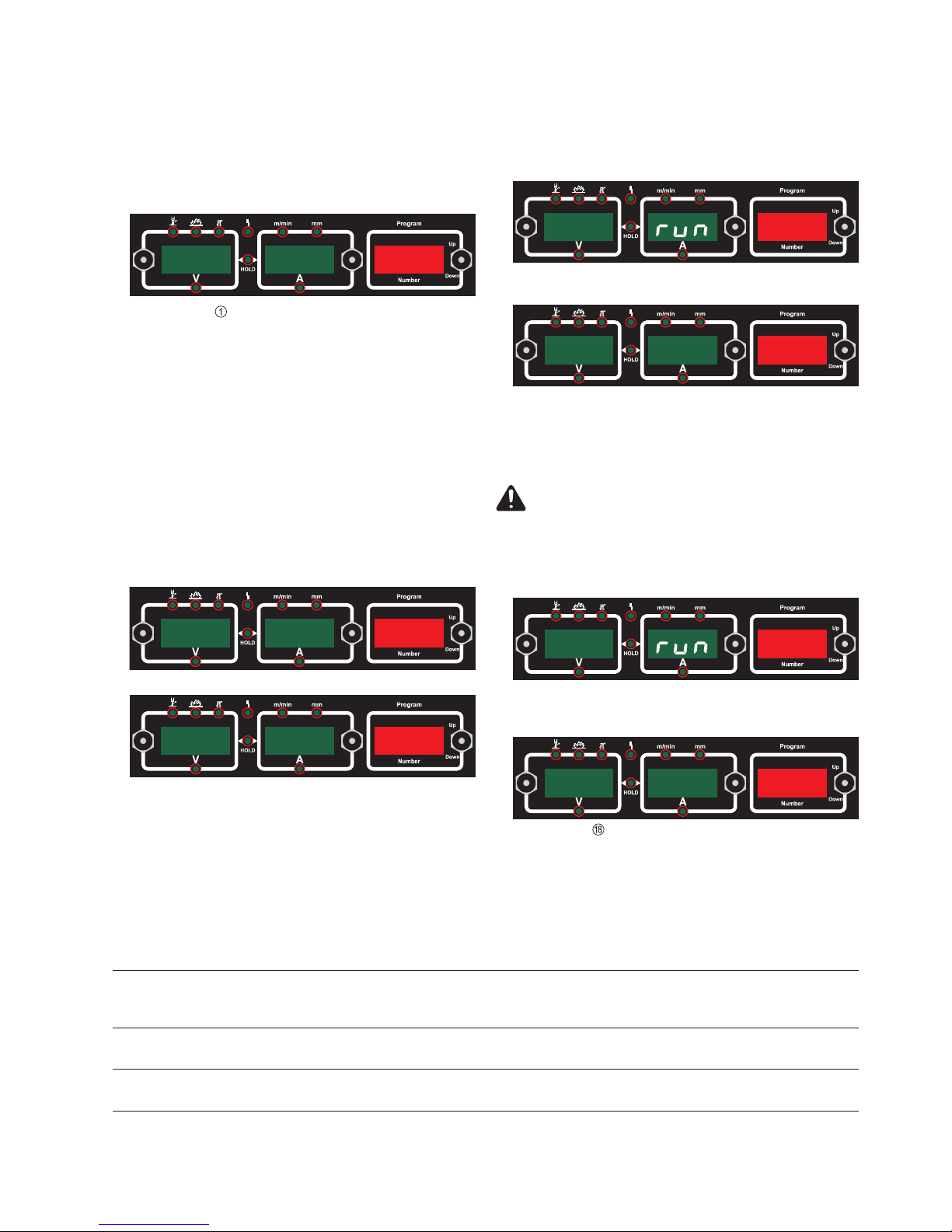
Beschreibung des Bedienpanels
Abb.2 Bedienpanel
Das Bedienpanel ist von den Funktionen her logisch aufgebaut.
Die einzelnen für die Schweißung notwendigen Parameter
lassen sich einfach anwählen.
Aufgrund der Synergic-Funktion werden bei einer einzelnen
Parameteränderung auch alle anderen Parameter miteingestellt.
Einstellrad ... zum Ändern folgender Parameter
- Schweißleistung (im Programm-Betrieb)
- Stromstärke (im Manuell-Betrieb)
- Drahtgeschwindigkeit
- Blechdicke
leuchtet die Anzeige am Einstellrad, kann der angewählte
Parameter abgeändert werden.
Einstellrad ... zum Ändern folgender Parameter
- Lichtbogenlängenkorrektur
- Dynamikkorrektur
- Pulskorrektur
- Schweißspannung (im Manuell-Betrieb)
leuchtet die Anzeige am Einstellrad, kann der angewählte
Parameter abgeändert werden.
Taster Parameterwahl ... zur Anwahl der Parameter
- Schweißspannung
- Lichtbogenlängenkorrektur
- Dynamikkorrektur
- Pulskorrektur
Leuchtet die Anzeige am Einstellrad , kann der Wert des
ausgewählten Parameters verändert werden.
Taster Parameterwahl ... zur Anwahl der Parameter
- Schweißstrom
- Drahtgeschwindigkeit
- Blechdicke
Leuchtet die Anzeige am Einstellrad , kann der Wert des
ausgewählten Parameters verändert werden.
Taster Verfahren ... zur Anwahl des Schweißverfahrens
- MIG/MAG Schweißen
- E-Handschweißen
- WIG-Schweißen mit Berührungszünden
Taster MIG/MAG-Betriebsart ... zur Anwahl der MIG/MAGBetriebsart
- MIG/MAG Standard Programm-Betrieb
- MIG/MAG Impulslichtbogen Programm-Betrieb
- MIG/MAG Manuell-Betrieb
- MIG/MAG Job-Betrieb (MEM)
7
Taster Schweißbrenner-Betriebsart ... zur Anwahl der
Steuerfunktion des Schweißbrenners beim Verfahren MIG/
MAG
- 2-Takt Betrieb
- 4-Takt Betrieb
- 4-Takt Betrieb Aluminium
- Punktieren
Taster Programm ... zur Anwahl des gewünschten MIG/
MAG-Schweißprogrammes in Abhängigkeit von Zusatzwerkstoff und Schutzgas
Anzeige Übertemperatur ... leuchtet auf, wenn sich die
Stromquelle zu stark erwärmt (z.B. durch überschrittene
Einschaltdauer)
Anzeige HOLD ... bei jedem Schweißende werden die
aktuellen Ist-Werte von Schweißstrom und -spannung gespeichert - die Hold-Anzeige leuchtet.
Parameter Schweißspannung ... zur Anwahl und Anzeige
der Schweißspannung. Vor Schweißbeginn wird automatisch ein Richtwert angezeigt, der sich aus den programmierten Parametern ergibt. Während des Schweißvorganges
wird der aktuelle Ist-Wert angezeigt.
Parameter Lichtbogenlängenkorrektur ... zur Korrektur
der Lichtbogenlänge
- ....... kürzere Lichtbogenlänge
0....... neutrale Lichtbogenlänge
+ ...... längere Lichtbogenlänge
Parameter Dynamikkorrektur bzw. Dynamik ... je nach
Verfahren mit unterschiedlicher Funktion belegt
MIG/MAG Standard-Schweißen ... zur Beeinflussung der
Kurzschlußdynamik im Moment des Tropfenüberganges
- ..... härterer und stabilerer Lichtbogen
0.....neutraler Lichtbogen
+ ....weicher und spritzerarmer Lichtbogen
MIG/MAG Manuell-Betrieb ... zur Beeinflussung der Kurzschlußstromstärke im Moment des Tropfenüberganges
0....... weicher und spritzerarmer Lichtbogen
10..... härterer und stabilerer Lichtbogen
E-Handschweißen ... zur Beeinflussung der Kurzschlußstromstärke im Moment des Tropfenüberganges
0....... weicher und spritzerarmer Lichtbogen
100 .. härterer und stabilerer Lichtbogen
Parameter Tropfenablösekorrektur ... zur stufenlosen Korrekturmöglichkeit der Tropfenablöseenergie beim MIG/MAG
Impulslichtbogen-Schweißen
- ....... geringere Tropfenablösekraft
0....... neutrale Tropfenablösekraft
+ ...... erhöhte Tropfenablösekraft
Parameter Schweißstrom ... zur Anwahl und Anzeige des
Schweißstromes. Vor Schweißbeginn wird automatisch ein
Richtwert angezeigt, der sich aus den programmierten Parametern ergibt. Während des Schweißvorganges wird der
aktuelle Ist-Wert angezeigt.
Parameter Drahtgeschwindigkeit ... zur Anwahl der Drahtgeschwindigkeit in m/min. Davon abhängige Parameter verändern sich entsprechend mit.
Parameter Blechdicke ... zur Anwahl der Blechdicke in mm.
Automatisch sind damit auch alle anderen Parameter miteingestellt.
Taster MEM ... zum Einstieg in das Setup-Menü bzw. im
Job-Betrieb zum Speichern bzw. Löschen von Parametereinstellungen.
Hinweis! Durch gleichzeitiges Drücken des Tasters MEM
sowie des Tasters Programm wird an den Anzeigen die Softwareversion angezeigt. Der Ausstieg erfolgt duch Drücken des
Tasters MEM.
Anzeige CLEAR ... leuchtet, wenn ein bereits gespeicherter
Job angewählt ist. Taster MEM nach oben drücken, um den
Job zu löschen.
Anzeige für Übergangslichtbogenbereich
- Übergangslichtbogen = Bereich zwischen Kurzlichtbo-
gen und Sprühlichtbogen
- Anzeige funktioniert nur im MIG/MAG-Standard-Pro-
grammbetrieb
- Anzeige leuchtet, wenn sich der eingestellte Arbeitspunkt
im Kennlinienbereich des Übergangslichtbogens befindet.
Da der Übergangslichtbogen während des Schweißprozesses relativ unstabil erscheint und der Werkstoffübergang bedingt durch gelegentliche Kurzschlüsse
spritzerbehaftet ist, wird ein Schweißen in diesem Bereich meist gemieden.
Das Wechseln auf andere Drahtdurchmesser oder Schutzgasgemische bzw. das Schweißen im fast spritzerfreien
Impulslichtbogen sind einige, in der Praxis bewährte
Möglichkeiten, den Übergangsbereich zu umgehen und
optimale Schweißeigenschaften zu erzielen.
8
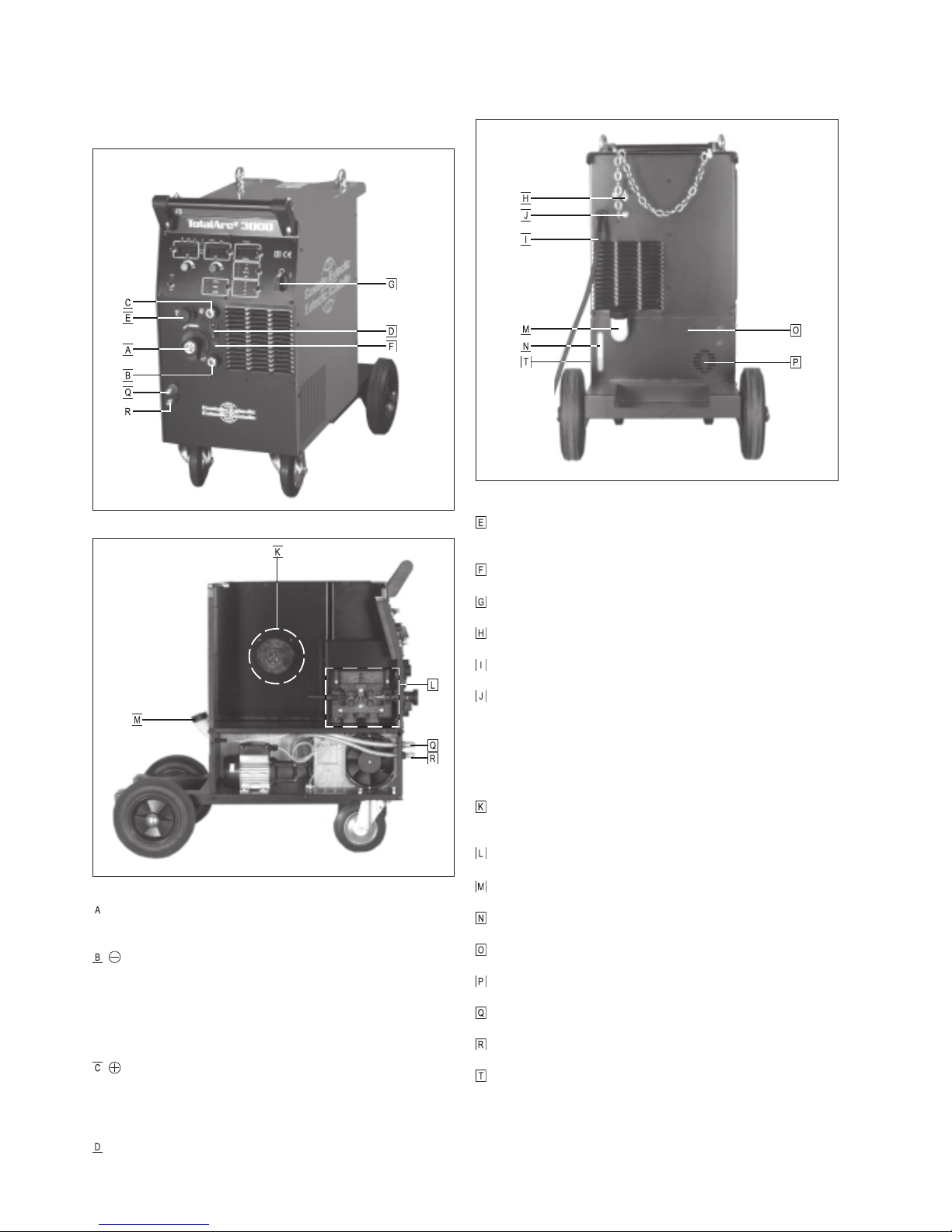
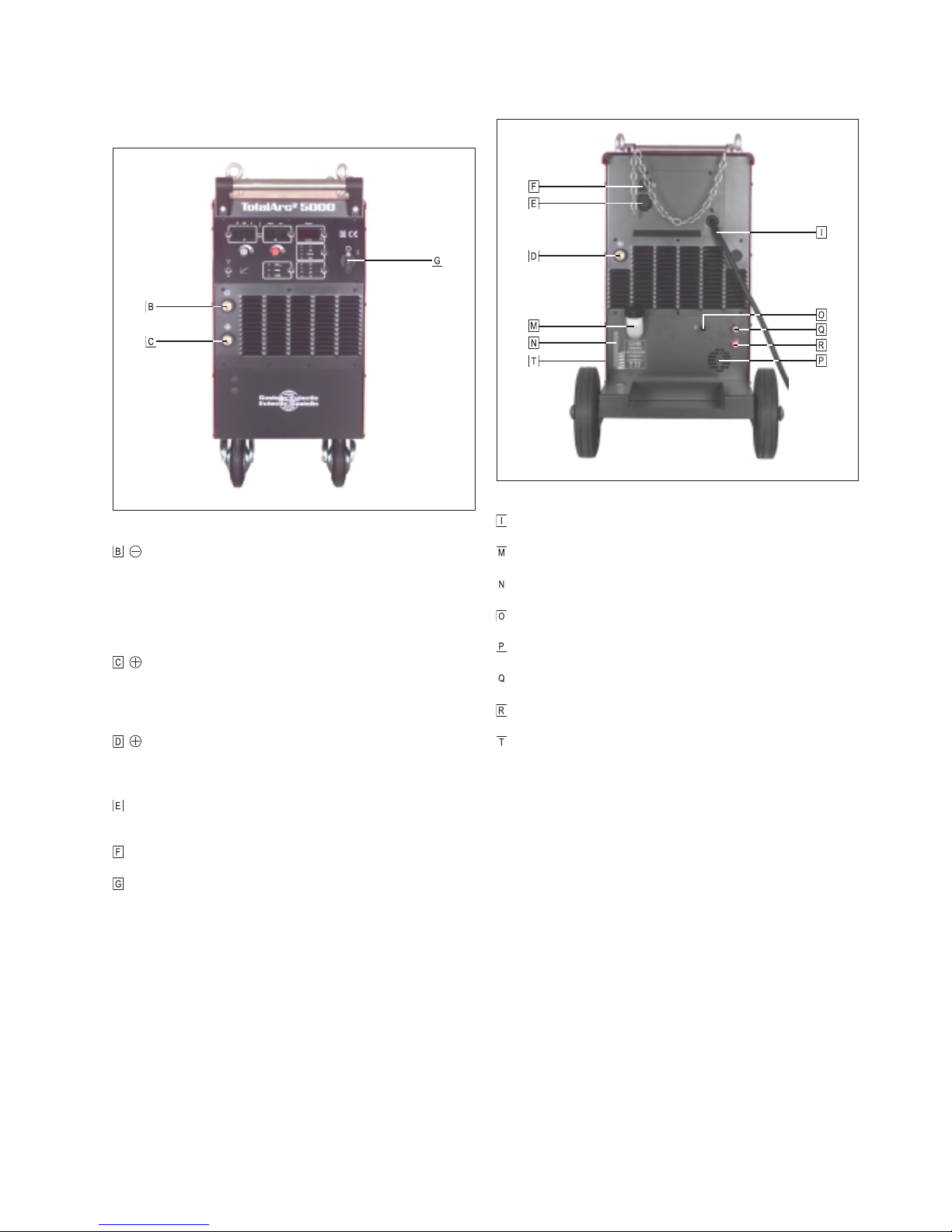
Abb.5 Rückansicht der Stromquelle TotalArc2 3000
Abb.3 Vorderseite Stromquelle TotalArc2 3000
Abb.4 Seitenansicht der Stromquelle TotalArc2 3000
Stromquelle TotalArc² 3000
Bedienelemente und Anschlüsse
Brenner-Zentralanschluß ... zur Aufnahme des MIG/MAGSchweißbrenners
- Strombuchse mit Bajonettverschluß ... dient zum
- Anschluß für das Massekabel beim MIG/MAG-Schweißen
- Stromanschluß des WIG-Schweißbrenners
- Anschluß für Handelektroden- bzw. Massekabel bei der
Elektrodenhandschweißung (je nach Elektrodentype)
- Strombuchse mit Bajonettverschluß ... dient zum
- Anschluß für das Massekabel beim WIG-Schweißen
- Anschluß für Handelektroden- bzw. Massekabel bei der
Elektrodenhandschweißung (je nach Elektrodentype)
Anschlußbuchse Brennersteuerung ... zum Anschluß des
Steuersteckers des Schweißbrenners
Anschlußbuchse Fernbedienung ... standardisierte Anschlußbuchse
Blindabdeckung
Netzschalter ... zum Ein- und Ausschalten der Stromquelle
Anschlußbuchse Schutzgas
Netzkabel mit Zugentlastung
Taster Gasprüfen / Drahteinfädeln
- Gasprüfen ... zum Einstellen der benötigten Gasmenge
am Druckminderer. Taster nach oben drücken und halten
- Gas strömt aus.
- Drahteinfädeln ... zum gas- und stromlosen Einfädeln der
Drahtelektrode in das Brennerschlauchpaket
Drahtspulenaufnahme mit Bremsvorrichtung ... zur Aufnahme genormter Schweißdrahtspulen bis max. 16 kg
4-Rollenantrieb
Schraubkappe / Einfüllstutzen für Kühlwasser
Sichtfenster Kühlflüssigkeit
Sicherung Kühlmittelpumpe
Durchführung Motorwelle der Wasserpumpe
Steckanschluß Wasservorlauf (schwarz)
Steckanschluß Wasserrücklauf (rot)
Tankabflußschlauch (im Gehäuseinneren) ... zum Entlee-
ren des Kühlflüssigkeitsbehälters
9
- Strombuchse mit Bajonettverschluß ... dient zum
- Anschluß für das Massekabel beim MIG/MAG-Schweißen
- Stromanschluß des WIG-Schweißbrenners
- Anschluß für Handelektroden- bzw. Massekabel bei der
Elektrodenhandschweißung (je nach Elektrodentype)
- Strombuchse mit Bajonettverschluß ... dient zum
- Anschluß für das Massekabel beim WIG-Schweißen
- Anschluß für Handelektroden- bzw. Massekabel bei der
Elektrodenhandschweißung (je nach Elektrodentype)
- Strombuchse mit Bajonettverschluß ... dient zum
- Anschluß des Verbindungsschlauchpaketes beim MIG/
MAG Schweißen
Anschlußbuchse Fernbedienung ... standardisierte Anschlußbuchse für Verbindungsschlauchpaket
Blindabdeckung
Netzschalter ... zum Ein- und Ausschalten der Stromquelle
Abb.5a Vorderseite Stromquelle TotalArc2 4000 / 5000
Abb.5b Rückansicht der Stromquelle TotalArc
2
4000 / 5000
Stromquelle TotalArc² 4000 / 5000
Netzkabel mit Zugentlastung
Schraubkappe / Einfüllstutzen für Kühlflüssigkeit
Sichtfenster Kühlflüssigkeit
Sicherung Kühlmittelpumpe
Durchführung Motorwelle der Wasserpumpe
Steckanschluß Wasservorlauf (schwarz)
Steckanschluß Wasserrücklauf (rot)
Tankabflußschlauch (im Gehäuseinneren)... zum Entlee-
ren des Kühlflüssigkeitsbehälters
10
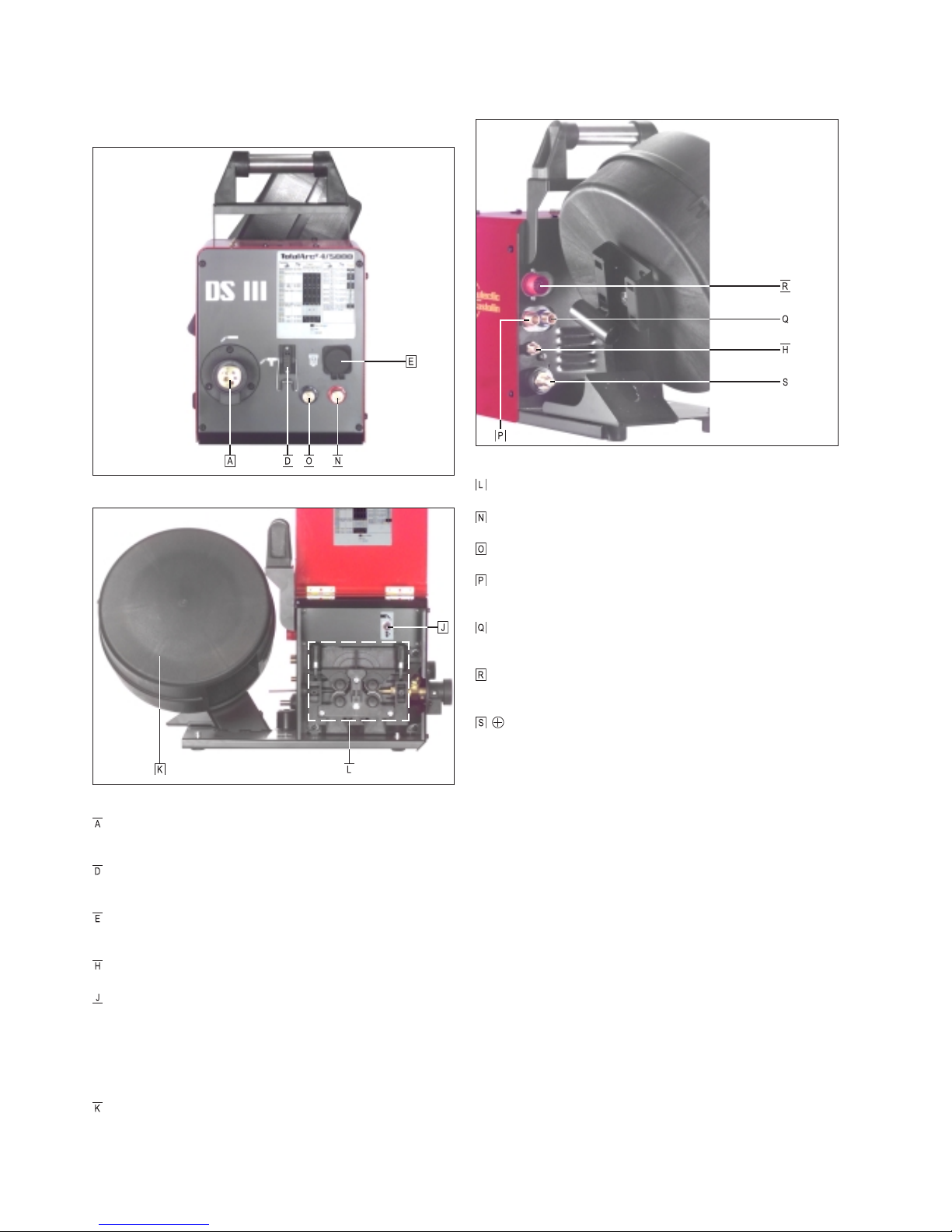
4-Rollenantrieb
Steckanschluß Wasserrücklauf (rot)
Steckanschluß Wasservorlauf (schwarz)
Anschluß Wasserrücklauf (rot) ... für Verbindungsschlauch-
paket
Anschluß Wasservorlauf (blau) ... für Verbindungsschlauchpaket
Stecker Datenübertragung Fernbedienung ... standardisierter Stecker für Verbindungsschlauchpaket
- Stecker mit Bajonettverschluß ... für Verbindungs-
schlauchpaket
Brenner-Zentralanschluß ... zur Aufnahme des Schweißbrenners
Anschlußbuchse Brennersteuerung ... zum Anschluß des
Steuersteckers des Schweißbrenners
Anschlußbuchse Fernbedienung ... standardisierte Anschlußbuchse
Anschlußbuchse Schutzgas
Taster Gasprüfen / Drahteinfädeln
- Gasprüfen ... zum Einstellen der benötigten Gasmenge
am Druckminderer. Taster nach oben drücken und halten
- Gas strömt aus.
- Drahteinfädeln ... zum gas- und stromlosen Einfädeln der
Drahtelektrode in das Brennerschlauchpaket
Drahtspulenaufnahme mit Drahtspulenabdeckung und
Bremsvorrichtung ... zur Aufnahme genormter Schweiß-
drahtspulen bis max. 16 kg
Drahtvorschub DS III
Abb.5c Vorderseite Drahtvorschub DS III
Abb.5d Seitenansicht Drahtvorschub DS III
Abb.5e Rückseite Drahtvorschub DS III
11
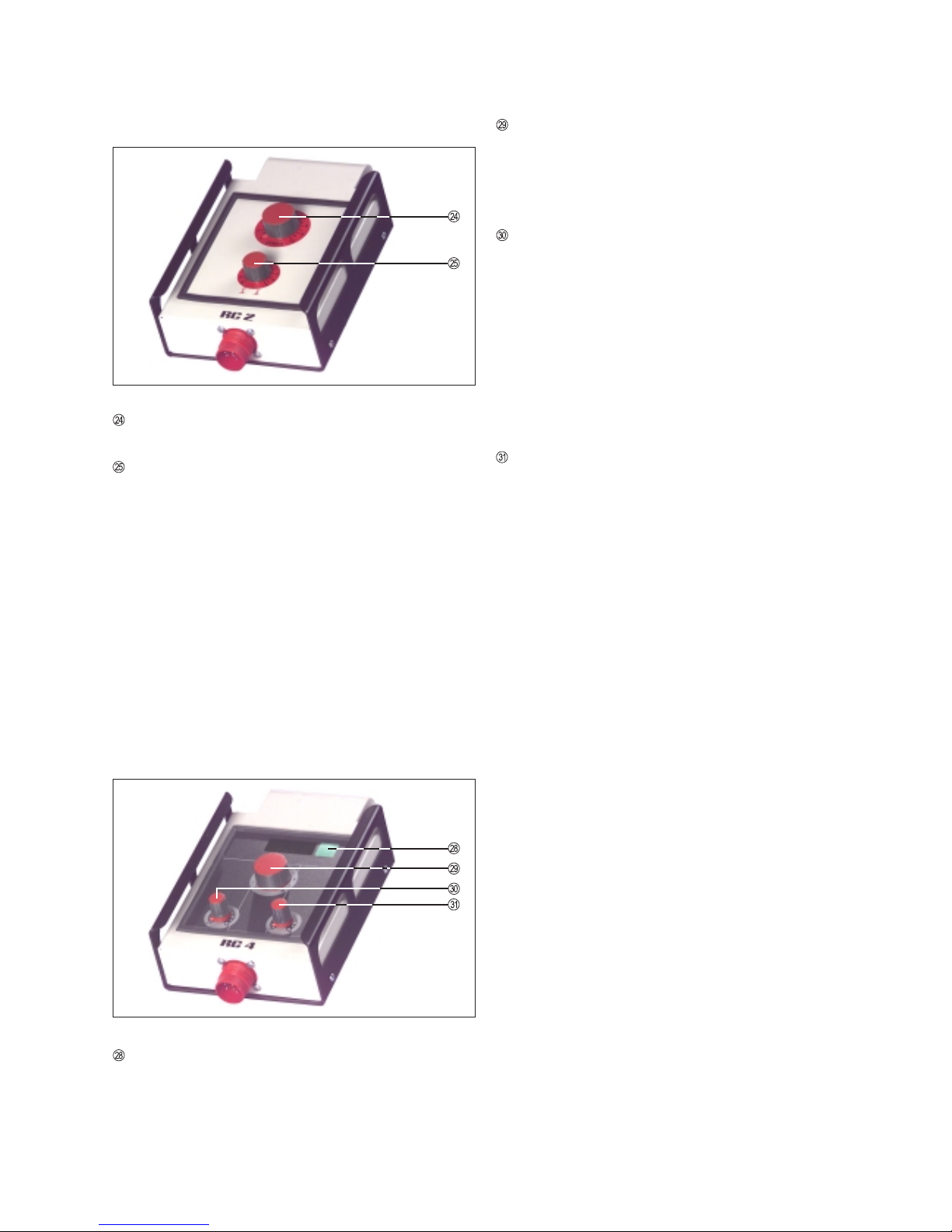
Abb.7 Fernbedienung RC 4
Fernbedienung RC 4
Taster Parameterumschaltung ... zur Anwahl und Anzeige
der Parameter Schweißspannung, Schweißstrom, Drahtgeschwindigkeit und Blechdicke an der Digitalanzeige
Hinweis! Beim Ändern eines Parameters wird der Parameterwert zur Kontrolle kurz an der Digitalanzeige der Fernbedienung angezeigt.
Abb.6 Fernbedienung RC 2
Einstellregler Schweißleistung ... zur Anwahl der Schweißleistung
Einstellregler Lichtbogenlängenkorrektur- bzw. Dynamik ... je nach Verfahren mit unterschiedlicher Funktion
belegt
MIG/MAG Schweißen ... zur Korrektur der Lichtbogenlänge
- ... kürzere Lichtbogenlänge
0... neutrale Lichtbogenlänge
+ .. längere Lichtbogenlänge
E-Handschweißen ... zur Beeinflussung der Kurzschlußstromstärke im Moment des Tropfenüberganges
0...... weicher und spritzerarmer Lichtbogen
10.... härterer und stabilerer Lichtbogen
Hinweis! Parameter, die an der Fernbedienung einstellbar
sind, können nicht an der Stromquelle geändert werden. Parameteränderungen können nur an der Fernbedienung erfolgen.
Fernbedienung RC 2
Einstellregler Schweißleistung bzw. Schweißstrom ... je
nach Verfahren mit unterschiedlicher Funktion belegt
MIG/MAG Schweißen ... Schweißleistung
E-Handschweißen ... Schweißstrom
WIG Schweißen ... Schweißstrom
Einstellregler Lichtbogenlängenkorrektur bzw. Hotstart
... je nach Verfahren mit unterschiedlicher Funktion belegt
MIG/MAG Schweißen ... zur Korrektur der Lichtbogenlänge
- kürzere Lichtbogenlänge
0 neutrale Lichtbogenlänge
+ längere Lichtbogenlänge
E-Handschweißen ... beeinflußt den Schweißstrom während der Zündphase
0 keine Beeinflußung
10100%ige Erhöhung des Schweißstromes während der
Zündphase
Einstellregler Tropfenablöse-, Dynamikkorrektur bzw.
Dynamik ... je nach Verfahren mit unterschiedlicher Funkti-
on belegt
MIG/MAG Standard-Schweißen ... zur Beeinflussung der
Kurzschlußdynamik im Moment des Tropfenüberganges
- ... härterer und stabilerer Lichtbogen
0... neutraler Lichtbogen
+ .. weicher und spritzerarmer Lichtbogen
MIG/MAG Impulslichtbogen-Schweißen ... stufenlose Korrekturmöglichkeit der Tropfenablöseenergie
- ... geringere Tropfenablösekraft
0... neutrale Tropfenablösekraft
+ .. erhöhte Tropfenablösekraft
E-Handschweißen ... zur Beeinflussung der Kurzschlußstromstärke im Moment des Tropfenüberganges
0..... weicher und spritzerarmer Lichtbogen
10... härterer und stabilerer Lichtbogen
Hinweis! Parameter, die an der Fernbedienung einstellbar
sind, können nicht an der Stromquelle geändert werden. Parameteränderungen können nur an der Fernbedienung erfolgen.

12
Schweißbrenner-Betriebsarten
Hinweis! Die Angaben über Einstellung, Stellbereich und Maßeinheiten der verfügbaren Parameter dem Kapitel „Das SetupMenü“ entnehmen.
2-Takt Betrieb
Die Betriebsart „2-Takt Betrieb“ eignet sich für
- Heftarbeiten
- Kurze Schweißnähte
- Automaten- und Roboterbetrieb
4-Takt Betrieb
Die Betriebsart „4-Takt Betrieb“ eignet sich für längere Schweißnähte.
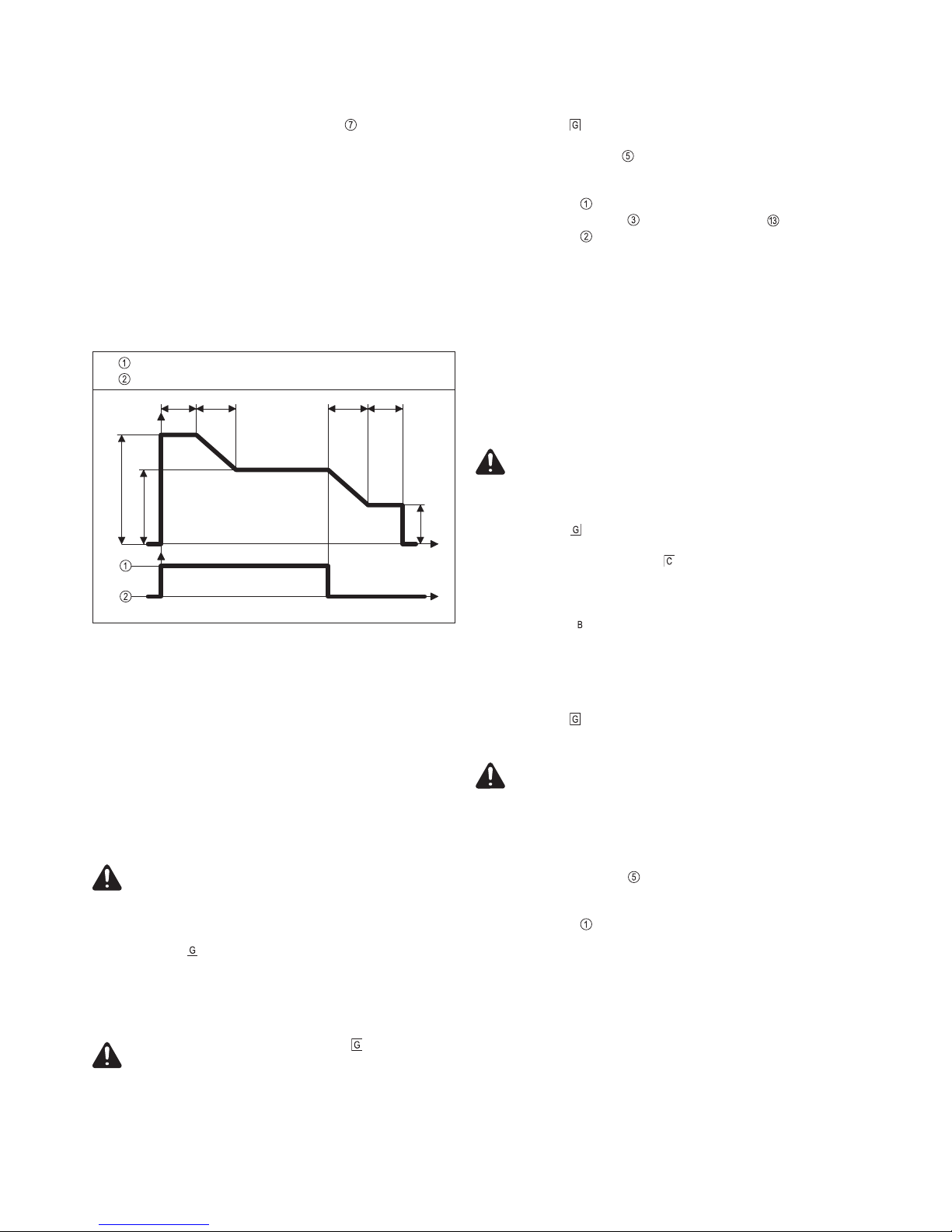
4-Takt Betrieb Aluminium
Die Betriebsart „4-Takt Betrieb Aluminium“ eignet sich besonders für das Schweißen von Aluminiumwerkstoffen. Die hohe
Wärmeleitfähigkeit von Aluminium wird durch den speziellen
Verlauf des Schweißstromes berücksichtigt:
- Startstrom (I-S): Für rasche Erwärmung des Grundmateri-
als trotz hoher Wärmeableitung zu Schweißbeginn
- Slope (SL): Kontinuierliches Absenken des Startstromes
auf den Schweißstrom
- Schweißstrom: Für gleichmäßige Temperatureinbringung
in das durch vorlaufende Wärme erhitzte Grundmaterial
- Slope (SL): Kontinuierliches Absenken des Schweißstro-
mes auf den Endstrom
- Endstrom (I-E): Zur Vermeidung einer örtlichen Überhit-
zung des Grundmaterials durch Wärmestau am Schweißende. Ein mögliches Durchfallen der Schweißnaht wird verhindert.
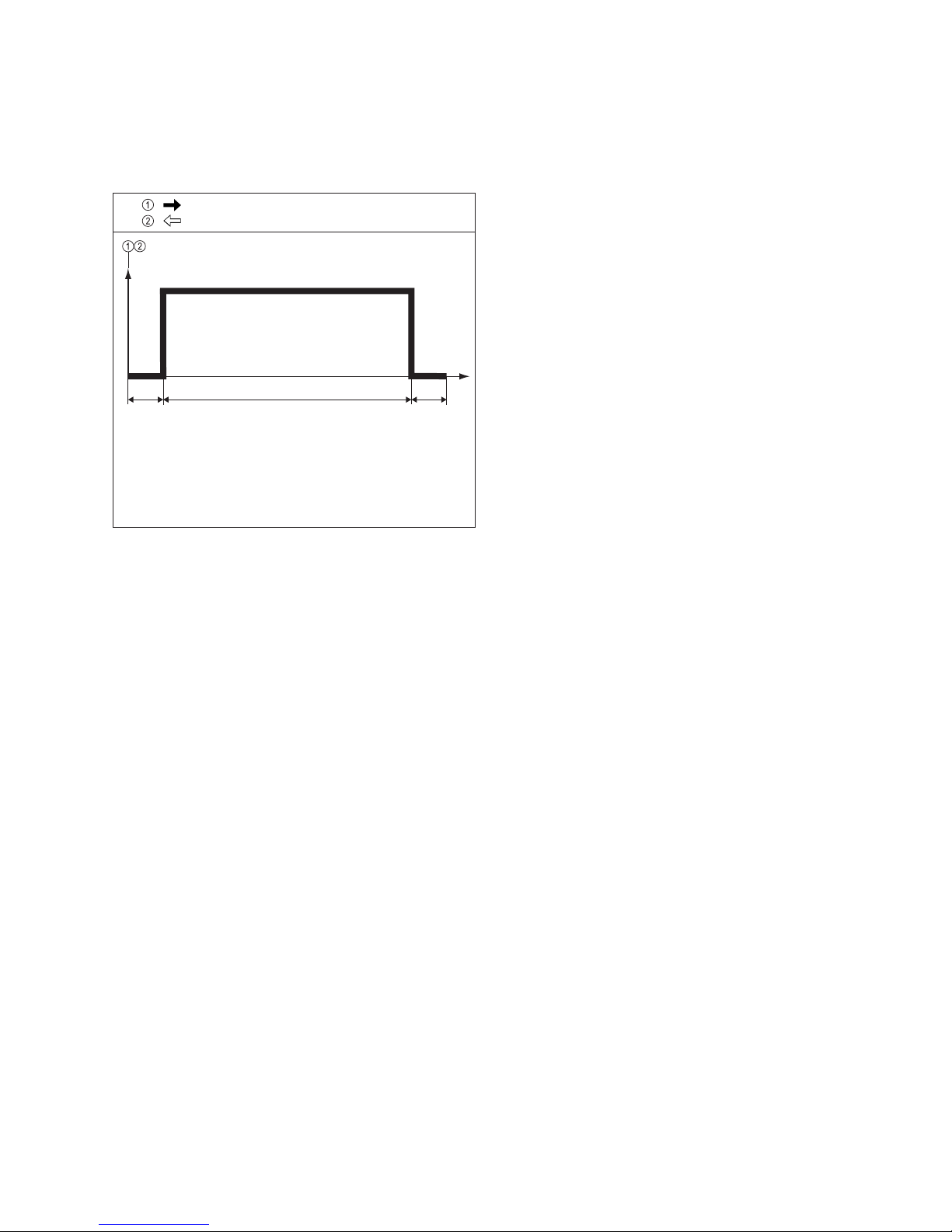
Abb.7c 4-Takt Betrieb Aluminium
Drücken und Halten der Brennertaste
Loslassen der Brennertaste
Abb.7a 2-Takt Betrieb
Drücken und Halten der Brennertaste
Loslassen der Brennertaste
I
t
Drücken der Brennertaste
Loslassen der Brennertaste
Schweißstrom-Phase
Gasvorströmzeit (GPr)
Gasnachströmzeit (GPo)
Abb.7b 4-Takt Betrieb
I
t
Schweißstrom-Phase
Gasvorströmzeit (GPr)
Gasnachströmzeit (GPo)
I
t
Schweißstrom-Phase
Gasvorströmzeit (GPr)
Gasnachströmzeit (GPo)
Startstrom-Phase (I-S)
Slope (SL)
Endstrom-Phase (I-E)
Slope (SL)
13
Punktieren
Die Betriebsart „Punktieren“ eignet sich für einseitig zugängliche Schweißverbindungen an überlappten Blechen.
Drücken der Brennertaste
Loslassen der Brennertaste
Abb.7d Punktieren
I
t
Punktierzeit (SPt)
Gasvorströmzeit (GPr)
Gasnachströmzeit (GPo)
14
Schweißgerät in Betrieb nehmen
Achtung! Vor Erstinbetriebnahme das Kapitel „Sicherheitsvorschriften“ lesen.
Bestimmungsgemäße Verwendung
Das Schweißgerät ist ausschließlich zum MIG/MAG- , Elektroden- und WIG-Schweißen bestimmt.
Eine andere oder darüber hinausgehende Benutzung gilt als
nicht bestimmungsgemäß. Für hieraus entstehende Schäden
haftet der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch
- das Beachten aller Hinweise aus der Bedienungsanleitung
- die Einhaltung der Inspektions- und Wartungsarbeiten
Achtung! Das Schweißgerät nie zum Auftauen von
Rohren verwenden.
Aufstellbestimmungen
Das Schweißgerät ist nach Schutzart IP23 geprüft, das bedeutet:
- Schutz gegen Eindringen fester Fremdkörper größer Ø
12mm
- Schutz gegen Sprühwasser bis zu einem Winkel von 60° zur
Senkrechten
Die Schweißanlage kann, gemäß Schutzart IP23, im Freien
aufgestellt und betrieben werden. Die eingebauten elektrischen Teile sind jedoch vor unmittelbarer Nässeeinwirkung zu
schützen.
Achtung! Schweißanlage auf ebenem und festem Untergrund standsicher aufstellen. Eine umstürzende
Schweißanlage kann Lebensgefahr bedeuten.
Der Lüftungskanal stellt eine wesentliche Sicherheitseinrichtung dar. Bei der Wahl des Aufstellorts ist zu beachten, daß die
Kühlluft ungehindert durch die Luftschlitze an Vorder- und
Rückseite ein- bzw. austreten kann. Anfallender elektrisch
leitender Staub (z.B. bei Schmirgelarbeiten) darf nicht direkt in
die Anlage gesaugt werden.
Netzanschluß
Die Schweißanlage ist für die am Leistungsschild angegebene
Netzspannung ausgelegt. Netzkabel und Netzstecker (bei Ausführung 400 V) sind bereits montiert. Die Absicherung der
Netzzuleitung ist den Technischen Daten zu entnehmen.
Achtung! Ist das Gerät für eine Sonderspannung ausgelegt, gelten die Technischen Daten am Leistungsschild. Netzstecker, Netzzuleitung sowie deren Absicherung sind entsprechend auszulegen.
Option Drahtvorschubaufnahme montieren
Hinweis! Die Drahtvorschubaufnahme ist
- Nicht für die Stromquelle TotalArc² 3000 vorgesehen
- Für den Betrieb des Drahtvorschubs DS III mit den Stromquellen TotalArc² 4000 / 5000 nicht zwingend erforderlich
Abb.7e Drahtvorschubaufnahme montieren
- Vier Stück Kranösen abschrauben
- Drahtvorschubaufnahme auf Stromquelle auflegen
- Drahtvorschubaufnahme mit vier Stück Kranösen festschrauben
Verbindungsschlauchpaket an Stromquelle
anschliessen
Bei den Stromquellen TotalArc² 4000 / 5000 ist die Stromquelle
mittels Verbindungsschlauchpaket mit dem Drahtvorschub zu
verbinden. Benutzer einer TotalArc² 3000 können dieses, sowie das folgende Kapitel überspringen und im Kapitel „Gasflasche montieren / anschließen“ weiterlesen.
- Netzschalter in Stellung „O“
- Zugentlastung in vorgesehene Öffnung am Geräteboden
stecken und fixieren
Hinweis! Für Verbindungsschlauchpakete mit einer Länge von
1,5 m ist keine Zugentlastung vorgesehen.
- Schlauch Wasservor- und rücklauf des Verbindungsschlauchpakets farbrichtig an den Steckanschlüssen und anstecken
- Bajonettstecker Schweißpotential des Verbindungsschlauchpakets an - Buchse anstecken und durch Drehen
verriegeln
- Stecker Fernbedienung des Verbindungsschauchpakets an
Anschlußbuchse Fernbedienung anstecken und mit Überwurfmutter festziehen
Abb.7f Verbindungsschlauchpaket an der Stromquelle
15
Hinweis! Optimale Fixierung nur im oberen Teil der Gasflasche (nicht am Flaschenhals)
- Schutzkappe der Gasflasche entfernen
Achtung! Vor Öffnen des Gasflaschenventils darauf
achten, daß die Austrittsöffnung nicht auf Personen
zielt.
- Gasflaschenventil kurz nach links drehen um umliegenden
Schmutz zu entfernen
- Dichtung am Druckminderer überprüfen
- Druckminderer auf Gasflasche aufschrauben und festziehen
- Anschluß Schutzgas des Verbindungsschlauchpaketes (TotalArc² 4000 / 5000), bzw. Anschluß Schutzgas an der
Stromquelle TotalArc² 3000, mittels Gasschlauch mit dem
Druckminderer verbinden
Schweißbrenner montieren
Hinweis! Es können nur wassergekühlte Schweißbrenner mit
externem Wasseranschluß verwendet werden.
- Netzschalter in Stellung „O“
- Richtig ausgerüsteten Schweißbrenner mit dem Einlaufrohr
voran in den Brenner-Zentralanschluß einschieben
- Überwurfmutter zur Fixierung von Hand festziehen
- Steuerstecker des Schweißbrenners an der Anschlußbuchse Brennersteuerung einstecken und verriegeln
- Wasserschläuche für Wasservor- und rücklauf des Schweißbrenners farbrichtig an den Steckanschlüssen , des
Drahtvorschubes (TotalArc² 4000 / 5000), bzw. an den
Steckanschlüssen , (TotalArc² 3000), anschliessen
Kühlgerät in Betrieb nehmen
Hinweis! Vor jeder Inbetriebnahme des Kühlgerätes Kühlflüssigkeitsstand sowie Reinheit der Kühlflüssigkeit kontrollieren.
Werkseitig ist das Kühlgerät mit ca. 2l Kühlflüssigkeit (Mischverhältnis von Wasser:Spiritus = 1:1) gefüllt.
- Netzschalter in Stellung „O“
- Schraubkappe entfernen
- Kühlflüssigkeit einfüllen (Mischverhältnis lt. nachfolgender
Tabelle)
- Schraubkappe wieder anbringen
Hinweis! Nur sauberes Leitungswasser und Spiritus verwenden. Andere Frostschutzmittel sind wegen ihrer elektrischen
Leitfähigkeit nicht zu empfehlen.
Achtung! Da Castolin auf Faktoren wie Qualität, Reinheit und Füllstand der Kühlflüssigkeit keinen Einfluß hat,
wird für die Kühlmittelpumpe keine Garantie übernom-
men.
Außentemperatur Mischverhältnis Wasser : Spiritus
+ °C bis -5°C 4,00 l : 1,00 l
-5°C bis -10°C 3,75 l : 1,25 l
-10°C bis -15°C 3,50 l : 1,50 l
-15°C bis -20°C 3,25 l : 1,75 l
Verbindungsschlauchpaket an
Drahtvorschub anschliessen
Bei den Stromquellen TotalArc² 4000 / 5000 ist die Stromquelle
mittels Verbindungsschlauchpaket mit dem Drahtvorschub zu
verbinden. Benutzer einer TotalArc² 3000 können dieses Kapitel überspringen und im Kapitel „Gasflasche montieren / anschließen“ weiterlesen.
- Netzschalter in Stellung „O“
- Option Drahtvorschubaufnahme ist montiert: Drahtvorschub
auf dem Zapfen der Drahtvorschubaufnahme einrasten lassen
Achtung! Wird die Option Drahtvorschubaufnahme nicht
verwendet: Beim Aufstellen des Drahtvorschubs darauf
achten, daß der Drahtvorschub nicht umstürzen kann.
- Option Drahtvorschubaufnahme ist nicht montiert: Drahtvorschub auf die Stromquelle stellen
- Zugentlastung in vorgesehene Öffnung am Drahtvorschub
stecken und fixieren
Hinweis! Bei hoher Belastung der Zugentlastung, diese mittels
Schrauben am Drahtvorschub festschrauben. Für Verbindungsschlauchpakete mit einer Länge von 1,5 m ist keine Zugentlastung vorgesehen.
- Gasschlauch des Verbindungsschlauchpaketes an Anschlußbuchse Schutzgas anstecken und mit Überwurfmutter festziehen
- Schlauch Wasservor- und rücklauf des Verbindungsschlauchpakets farbrichtig an den Anschlüssen
und anstecken
und mit Überwurfmutter festziehen
- Anschlußbuchse Fernbedienung des Verbindungsschauchpakets an Stecker Datenübertragung Fernbedienung anstecken und mit Überwurfmutter festziehen
- Buchse Schweißpotential des Verbindungsschlauchpakets
an Stecker anstecken und durch Drehen verriegeln
Hinweis! Um Abnützungserscheinungen vorzubeugen soll bei
Montage der Kabel / Schläuche des Verbindungsschlauchpakets eine „Schlaufenbildung nach innen“ erfolgen.
Abb.7g Verbindungsschlauchpaket am Drahtvorschub
Gasflasche montieren / anschliessen
- Gasflasche auf Geräteboden aufsetzen
- Gasflasche mit Kette fixieren
16
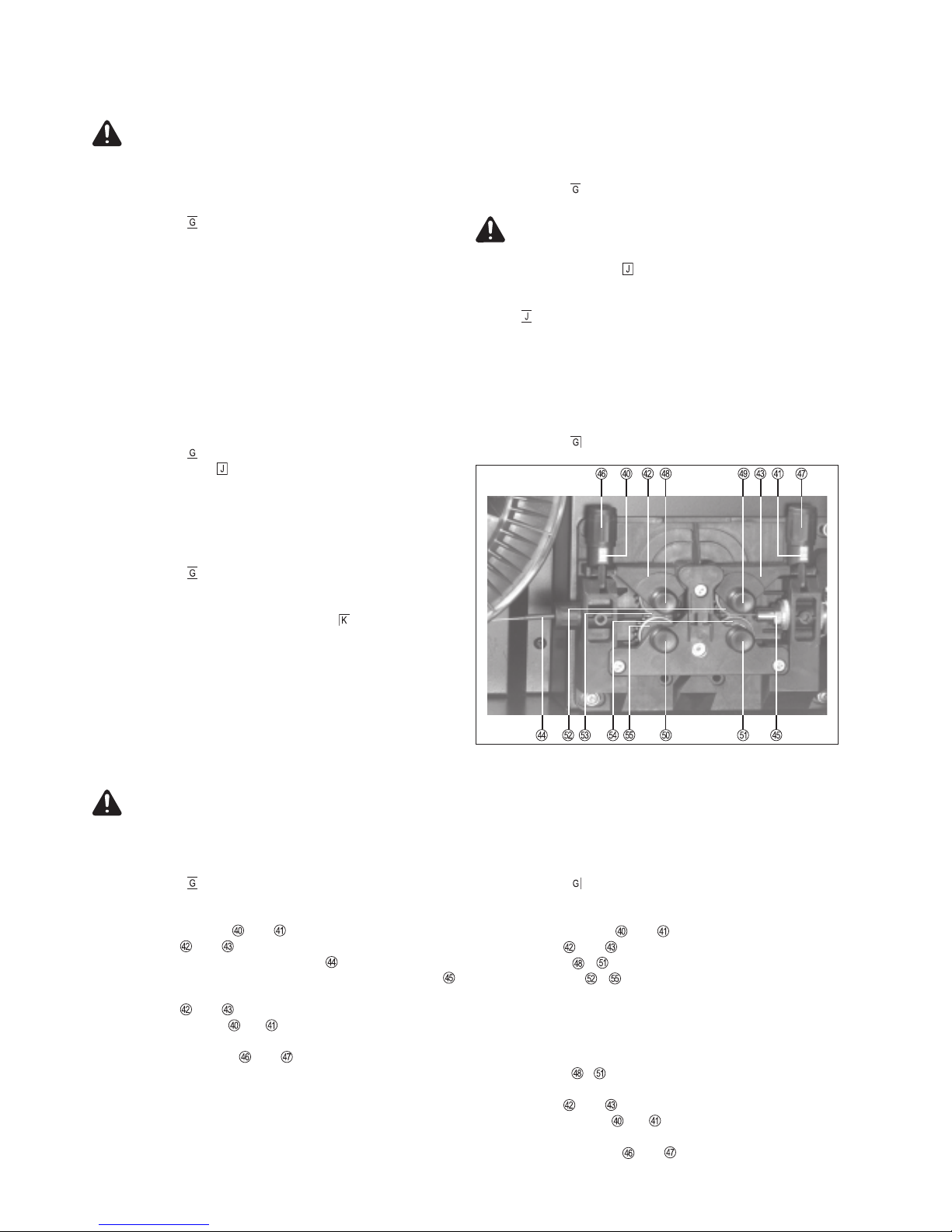
Vorschubrollen wechseln
Um eine optimale Förderung der Drahtelektrode zu gewährleisten müssen die Vorschubrollen dem zu verschweißenden
Drahtdurchmesser sowie der Drahtlegierung angepaßt sein.
- Netzschalter in Stellung „O“
- Drahtspulenabdeckung (DS III) bzw. linkes Seitenteil der
Stromquelle TotalArc² 3000 öffnen
- Spannvorrichtungen und nach vorne schwenken
- Druckhebel und nach oben klappen
- Steckachsen - herausziehen
- Vorschubrollen - entfernen
- Neue Vorschubrollen einlegen
Hinweis! Vorschubrollen so einlegen, daß die Bezeichnung für
den Drahtdurchmesser lesbar ist.
- Steckachsen - wieder einschieben - Verdrehsicherung
der Steckachse muß einrasten
- Druckhebel und nach unten klappen
- Spannvorrichtungen und in senkrechte Position schwenken
- Mittels Spannmuttern und Anpreßdruck einstellen
- Drahtspulenabdeckung bzw. Seitenteil schließen
Abb.8 4-Rollenantrieb
Achtung! Der Wasserdurchfluß muß im Betrieb in regelmäßigen Abständen kontrolliert werden - ein einwandfreier Rückfluß muß ersichtlich sein.
Kommt bei laufender Kühlmittelpumpe kein Wasserumlauf zustande, ist der Wasservorlauf zu entlüften:
- Netzschalter
in Stellung „I“ - Kühlmittelpumpe läuft
- Sicherungsring am Steckanschluß Wasservorlauf (schwarz/
blau) zurückziehen und Schlauch Wasservorlauf abstecken
- Dichtkegel im Zentrum des Steckanschlusses Wasservorlauf mittels Holz- oder Kunststoffstift vorsichtig hineindrükken und wieder loslassen, wenn Wasser austritt
- Schlauch Wasservorlauf wieder einstecken
- Wasseranschlüsse außen auf Dichtheit prüfen
- Vorgang so oft wiederholen, bis ein einwandfreier Rückfluß
ersichtlich ist
Schutzgasmenge einstellen
- Netzstecker einstecken
- Netzschalter in Stellung "I" schalten
- Taster Gasprüfen drücken
- Stellschraube an der Unterseite des Druckminderers drehen, bis das Manometer die gewünschte Menge anzeigt
Drahtspule einsetzen
- Netzschalter in Stellung „O“
- Drahtspulenabdeckung (DS III) bzw. linkes Seitenteil der
Stromquelle TotalArc² 3000 öffnen
- Drahtspule auf Drahtspulenaufnahme seitenrichtig aufsetzen
- Arretierbolzen in vorgesehene Öffnung am Spulenkörper
einrasten
- Bremswirkung mittels Spannschraube einstellen
- Drahtspulenabdeckung bzw. Seitenteil schließen
Hinweis! Bremse so einstellen, daß die Drahtspule nach
Schweißende nicht nachläuft - Spannschraube jedoch wegen
möglicher Überlastung des Motors nicht übermäßig festziehen.
Achtung! Fester Sitz der Drahtspule auf der Drahtspulenaufnahme ist sicherzustellen.
Drahtelektrode einlaufen lassen
- Netzschalter in Stellung „O“
- Drahtspulenabdeckung (DS III) bzw. linkes Seitenteil der
Stromquelle TotalArc² 3000 öffnen
- Spannvorrichtungen und nach vorne schwenken
- Druckhebel und nach oben klappen
- Drahtelektrode über das Einlaufrohr des 4-Rollenantriebes etwa 5 cm in das Einlaufrohr des Schweißbrenners
schieben
- Druckhebel und nach unten klappen
- Spannvorrichtungen und in senkrechte Position schwenken
- Mittels Spannmuttern und Anpreßdruck einstellen
Hinweis! Anpreßdruck so einstellen, daß die Drahtelektrode
nicht deformiert wird, jedoch ein einwandfreier Drahttransport
gewährleistet ist.
- Brennerschlauchpaket möglichst geradlinig auslegen
- Gasdüse am Schweißbrenner abziehen
- Kontaktrohr abschrauben
- Netzstecker einstecken
- Netzschalter
in Stellung "I" schalten
Achtung! Während des Drahteinfädelns Schweißbrenner vom Körper weg halten.
- Taster Drahteinfädeln drücken bis die Drahtelektrode aus
dem Brenner herausragt
- Einfädel-Vorgang durch Loslassen des Tasters Drahteinfädeln beenden
Hinweis! Nach Loslassen des Brennertasters soll die Drahtspule nicht nachlaufen. Gegebenenfalls Bremse nachjustieren.
- Kontaktrohr einschrauben
- Gasdüse aufsetzen
- Drahtspulenabdeckung bzw. Seitenteil schließen
- Netzschalter in Stellung „O“ schalten
17
MIG/MAG-Schweißen
Achtung! Vor Erstinbetriebnahme das Kapitel „Sicherheitsvorschriften“ sowie „Stromquelle in Betrieb nehmen“ lesen.
- Massekabel in Strombuchse
einstecken und verriegeln
- Mit anderem Ende des Massekabel Verbindung zum Werkstück herstellen
- Schweißbrenner in Brenner-Zentralanschluß
einstecken
- Wasserschläuche des Schweißbrenners an den Steckanschlüssen und anstecken
- Netzstecker einstecken
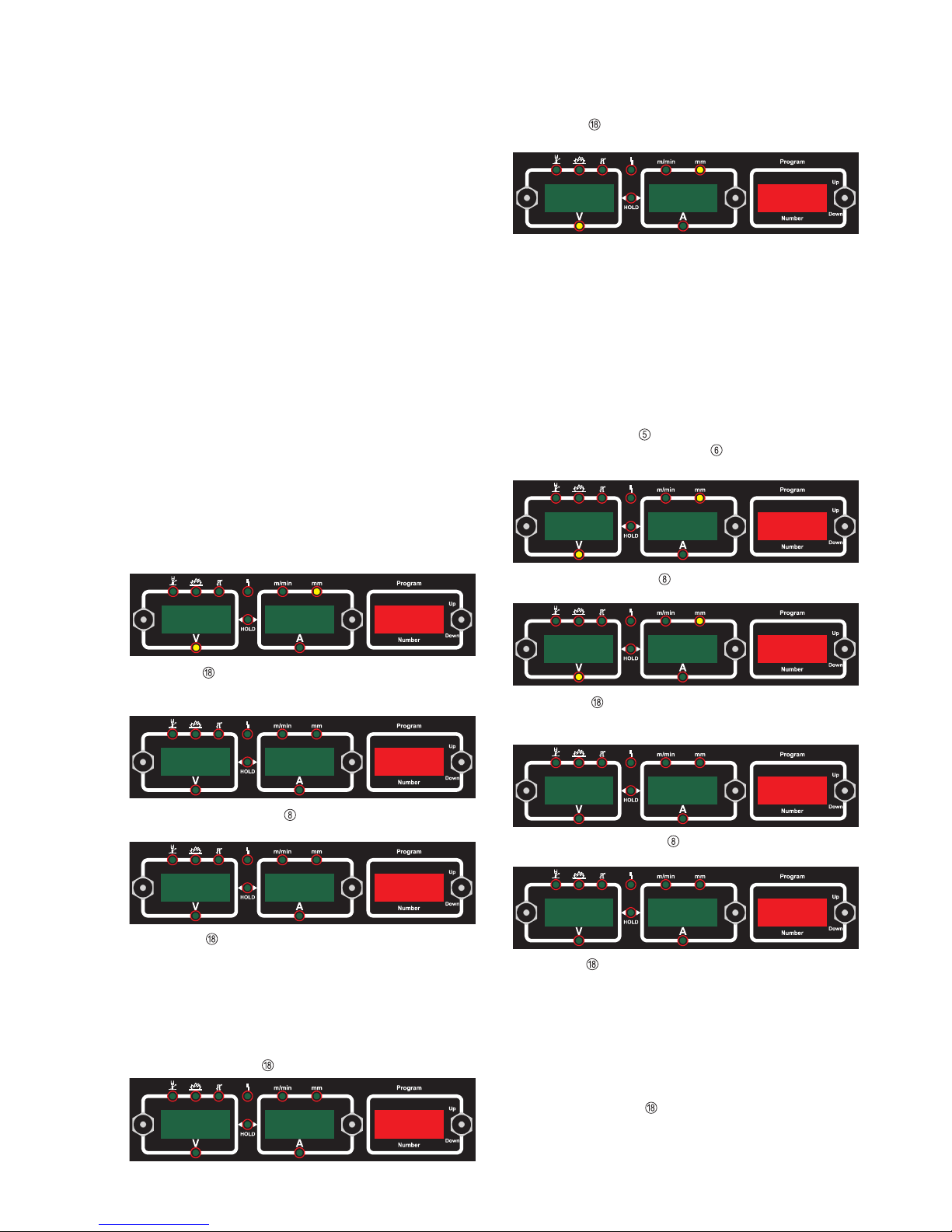
- Netzschalter in Stellung "I" schalten (sämtliche Anzeigen
am Bedienpanel leuchten kurz auf)
Achtung! Bei wassergekühlte Anlagen muß der Wasserdurchfluß im Betrieb in regelmäßigen Abständen kontrolliert werden - ein einwandfreier Rückfluß muß ersichtlich sein.
- Mit Taster Verfahren MIG/MAG-Schweißen anwählen
- Mit Taster MIG/MAG Betriebsart gewünschte Betriebsart
auswählen
- Mit Taster Schweißbrenner-Betriebsart gewünschte Betriebsart auswählen
Hinweis! Die Einstellung der Parameter für die Schweißbrenner-Betriebsarten Schweißstart Aluminium und Punktieren, ist
im Kapitel „Das Setup-Menü“ beschrieben.
- Mit Taster Programm Schweißprogramm („Kennlinie“) lt.
Programmtabelle auswählen
- Wahlweise über Parameter Blechdicke , Schweißstrom
oder Drahtgeschwindigkeit die gewünschte Schweißleistung angeben
Hinweis! Die Parameter Blechdicke , Schweißstrom und
Drahtgeschwindigkeit sind unmittelbar verknüpft. Es genügt,
einen der vier Parameter zu ändern, da die restlichen drei
Parameter sofort darauf abgestimmt werden.
- Gasflaschenventil öffnen
- Gasmenge einstellen
- Brennertaster drücken und Schweißvorgang einleiten
Hinweis! Gilt bei der Schweißbrenner-Betriebsart Punktieren:
Kommt innerhalb von 2 s kein Stromfluß zustande, schaltet die
Anlage selbsttätig ab. Für einen erneuten Versuch ist daher ein
wiederholtes Drücken der Brennertaste erforderlich.
Um ein optimales Schweißergebnis zu erzielen, sind in manchen Fällen die Parameter Lichtbogenlängen-, Tropfenablösebzw. Dynamikkorrektur sowie die Hintergrundparameter Gasvor- bzw. Gasnachströmung und / oder Anschleichen zu korrigieren.
Manuell
Die Betriebsart Manuell ist eine MIG/MAG Standard-Betriebsart ohne Synergic-Funktion. Wie bei aktiver Synergic-Funktion,
werden das MIG/MAG-Schweißprogramm und die Betriebsarten ausgewählt sowie anschließend die Parameter eingestellt.
Die Änderung eines Parameters hat jedoch keine automatische
Anpassung der übrigen Parameter zur Folge. Sämtliche veränderbaren Parameter müssen daher den Erfordernissen des
Schweißprozesses entsprechend einzeln eingestellt werden.
Bei dem Verfahren Manuell stehen folgende Parameter zur
Verfügung:
- Drahtgeschwindigkeit ... 0,5 m/min - maximale Drahtgeschwindigkeit (z.B. 22,0 m/min)
- Schweißspannung
... 10,0 - 40,0 V
- Dynamikkorrektur
... zur Beeinflussung der Kurzschlußdynamik im Moment des Tropfenüberganges
0,0 härterer und stabiler Lichtbogen
10,0 weicher und spritzerarmer Lichtbogen
- Schweißstrom (nur als Istwert-Anzeige)
- Netzschalter in Stellung “I” schalten (sämtliche Anzeigen
am Bedienpanel leuchten kurz auf)
- Mit Taster Verfahren MIG/MAG-Schweißen auswählen
- Mit Taster MIG/MAG Betriebsart die Betriebsart „Manuel“
auswählen
- Mit Taster Schweißbrenner-Betriebsart gewünschte Betriebsart auswählen
Hinweis! Die Schweißbrenner-Betriebsart 4-Takt Betrieb Aluminium entspricht bei der Betriebsart Manuell nur dem herkömmliche 4-Takt Betrieb.
- Mit Taster Programm Schweißprogramm („Kennlinie“) lt.
Programmtabelle auswählen
Hinweis! Wird die eingestellte Schweißspannung nicht erreicht, liefert die Stromquelle die momentan höchstmögliche
Spannung.
- Parameter Drahtgeschwindigkeit , Schweißspannung
und Dynamikkorrektur einzeln einstellen
- Gasflaschenventil öffnen
- Gasmenge einstellen
- Brennertaste drücken und Schweißvorgang einleiten
Funktion Ignition Time-Out
Hinweis! Werksseitig ist die Funktion Ignition Time-Out nicht
aktiviert. Bei Bedarf, die Funktion Ignition Time-Out im SetupMenü aktivieren (auf einen Wert von 5 bis 100 mm einstellen „ito
| 5 ... 100“).
Die Angaben über Einstellung, Einstellbereich und Maßeinheit
des Parameters Ignition-Time Out (ito), dem Kapitel „Das
Setup-Menü“ entnehmen.
Wird die Brennertaste gedrückt, beginnt sofort die Gasströmung. Anschließend werden Drahtförderung und Zündvorgang
eingeleitet. Kommt innerhalb einer im Setup-Menü eingestellten, geförderten Drahtlänge kein Stromfluß zustande, schaltet
die Anlage selbsttätig ab. Das Bedienpanel zeigt die Fehlermeldung „Err | Ito“.
Für einen erneuten Versuch ist ein wiederholtes Drücken der
Brennertaste erforderlich.
Sonder-2-Takt Betrieb für
Automateninterface
Der Sonder-2-Takt Betrieb für Automateninterface steht zur
Verfügung, wenn an der Anschlußbuchse Fernbedienung ein
Roboterinterface AUT 1 bzw. AUT 2 angeschlossen ist.
18
E-Handschweißen
Achtung! Vor Erstinbetriebnahme das Kapitel „Sicherheitsvorschriften“ sowie „Stromquelle in Betrieb nehmen“ lesen.
- Netzstecker ausstecken
- Netzschalter in Stellung "O" schalten
- MIG/MAG Schweißbrenner abmontieren
- Schweißkabel je nach Elektrodentype in Strombuchse einstecken und durch Drehen nach rechts verriegeln
- Netzstecker einstecken
Achtung! Sobald der Netzschalter in Stellung "I"
geschaltet ist, ist die Stabelektrode spannungsführend.
Beachten Sie, daß die Stabelektrode zu diesem Zeitpunkt keine elektrisch leitenden oder geerdeten Teile
wie z.B. Werkstück, Gehäuse, etc. berührt.
Abb.9 Funktionsweise Sonder-2-Takt Betrieb
Legende:
- I-S ... Startstrom
- SL ... Slope
- I-E ... Endstrom
- t-S ... Startstromdauer
- t-E ... Endstromdauer
I-S
Schweißstrom
I-E
SL SLt-S t-E
t
I
... Signalpegel Start
... Signalpegel Stopp
t
- Mit Taster Schweißbrenner-Betriebsart „2-Takt-Betrieb“
auswählen
Hinweis! Die Angaben über Einstellung, Einstellbereich und
Maßeinheiten der verfügbaren Parameter dem Kapitel „SetupMenü“ entnehmen. Die Parameter für die Betriebsart „Sonder2-Takt Betrieb für Automateninterface“ können im „SetupMenü“ (Parameter Betriebsart „2-Takt-Betrieb für
Automateninterface“) nur angewählt werden, wenn an der
Anschlußbuchse Fernbedienung ein Automateninterface angeschlossen ist.
In nachfolgend dargestellter Grafik ist die Funktionsweise des
Sonder-2-Takt Betriebes ersichtlich:
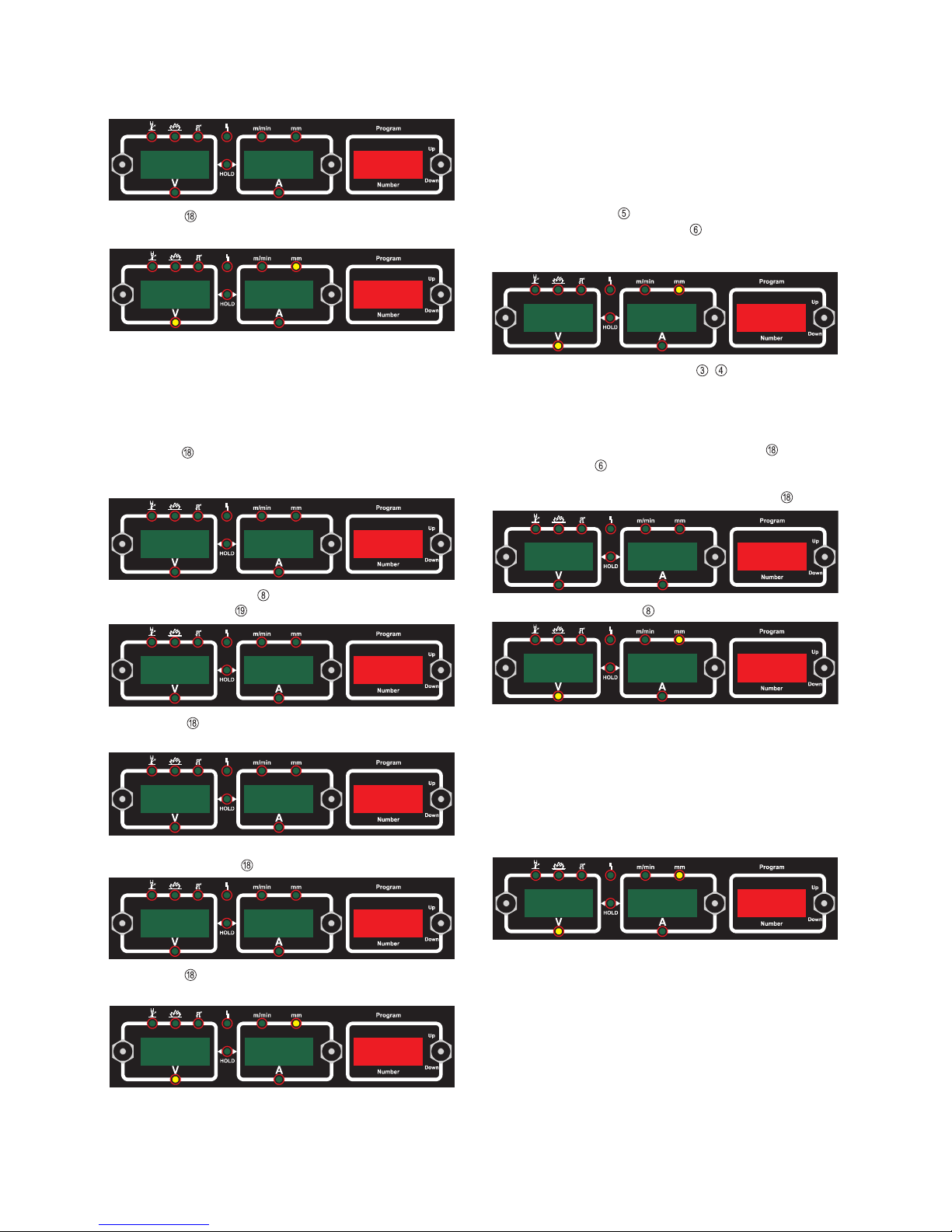
- Netzschalter in Stellung "I" schalten (sämtliche Anzeigen
am Bedienpanel leuchten kurz auf)
- Mit Taster Verfahren das Verfahren E-Handschweißen
anwählen - Schweißspannung wird mit einer Verzögerung
von 3 sec. auf die Schweißbuchse geschaltet.
- Mit Einstellrad gewünschte Stromstärke einstellen
- Taster Parameterwahl
drücken bis Anzeige leuchtet
- Mit Einstellrad
gewünschte Dynamik einstellen
- Schweißvorgang einleiten
Um ein optimales Schweißergebnis zu erzielen, sind in manchen Fällen die Hintergrundparameter Hotstromzeit und / oder
Hotstartstrom zu korrigieren.
WIG-Schweißen
Achtung! Vor Erstinbetriebnahme das Kapitel „Sicherheitsvorschriften“ sowie „Stromquelle in Betrieb nehmen“ lesen.
- Netzstecker ausstecken
- Netzschalter in Stellung "O" schalten
- MIG/MAG Schweißbrenner abmontieren
- Massekabel in Strombuchse einstecken und verriegeln
- Mit anderem Ende des Massekabel Verbindung zum Werkstück herstellen
- Schweißkabel des WIG-Gasschiebeschweißbrenners in
Strombuchse einstecken und durch Drehen nach rechts
verriegeln
- Druckminderer an der Argon-Schutzgasflasche aufschrauben und festziehen
- Gasschlauch mit Druckminderer verbinden
- Netzstecker einstecken
- Netzschalter in Stellung "I" schalten (sämtliche Anzeigen
am Bedienpanel leuchten kurz auf)
Achtung! Sobald das Verfahren WIG-Schweißen angewählt ist, ist die Wolframelektrode des WIG-Schweißbrenners spannungsführend. Beachten Sie, daß die Wolframelektrode zu diesem Zeitpunkt keine elektrisch
leitenden oder geerdeten Teile wie z.B. Werkstück, Gehäuse, etc. berührt.
- Mit Taster Verfahren das Verfahren WIG-Schweißen
anwählen - Schweißspannung wird mit einer Verzögerung
von 3 sec. auf die Schweißbuchse geschaltet.
- Mit Einstellrad gewünschte Stromstärke einstellen
- Gassperrventil am WIG-Gasschiebebrenner öffnen und am
Druckminderer gewünschte Schutzgasmenge einstellen
- Schweißvorgang einleiten
Hinweis! Die Zündung des Lichtbogens erfolgt durch Werkstückberührung der Wolframelektrode. Zum Beenden des
Schweißvorganges WIG-Gasschiebeschweißbrenner vom
Werkstück abheben, bis Lichtbogen erlischt.
19
- Taster MEM
kurz nach unten drücken um in das JobMenü zu wechseln erster freier Programmplatz für den zu
kopierenden Job wird angezeigt
- Mittels Taster Programm gewünschten Programmplatz
anwählen, bzw. vorgeschlagen Programmplatz belassen
- Mittels Taster Programm den zum Kopieren gewünschten
Job anwählen
- Taster MEM
nach unten drücken und halten. Der Job wird
auf den zuvor eingestellten Programmplatz kopiert.
Hinweis! Ist der ausgewählte Programmplatz bereits mit einem
Job belegt, so wird der bisher vorhandene Job mit dem neuen
Job überschrieben. Diese Aktion kann nicht rückgängig gemacht werden.
Erscheint am linken Display „PrG“ ist der Kopiervorgang
beendet. Taster MEM
loslassen.
- Taster MEM kurz nach unten drücken um das Job-Menü
zu verlassen
Job-Betrieb
Der Job-Betrieb erhöht die Qualität in der schweißtechnischen
Fertigung sowohl im Handschweiß- als auch im teil- und vollautomatisierten Betrieb erheblich.
Um bewährte Jobs (Arbeitspunkte) zu reproduzieren wurden
die dazu nötigen Parameter bisher von Hand dokumentiert. Im
Job-Betrieb können nun bis zu 50 beliebige Jobs (nur Verfahren
MIG/MAG-Schweißen) erstellt, kopiert, gelöscht und abgerufen werden.
Folgende Syntax wird im Job-Betrieb an der linken Anzeige
verwendet:
- - - ... Programmplatz mit keinem Job belegt (nur bei JobAbruf, ansonsten nPG)
nPG .. Programmplatz mit keinem Job belegt
PrG ... Programmplatz mit Job belegt
dEL ... Job wird vom Programmplatz gelöscht
Pro ... Anzeige des Schweißprogrammes („Kennlinie“) mit
welchem der Job erstellt wurde
Job erstellen
Werkseitig sind keine Jobs programmiert. Damit Sie einen Job
abrufen können muß daher zuvor ein Job erstellt werden.
Um einen Job zu erstellen gehen Sie wie beschrieben vor:
- Gewünschte Schweißparameter einstellen die als Job ge-
speichert werden sollen
5.5
24.6
26
- Taster MEM kurz nach unten drücken um in das Job-Menü
zu wechseln
Erster freier Programmplatz für den Job wird angezeigt
- Mittels Taster Programm
gewünschten Programmplatz
anwählen, bzw. vorgeschlagen Programmplatz belassen
- Taster MEM
nach unten drücken und halten.
Hinweis! Ist der ausgewählte Programmplatz bereits mit einem
Job belegt, so wird der bisher vorhandene Job mit dem neuen
Job überschrieben. Diese Aktion kann nicht rückgängig gemacht werden.
Erscheint am linken Display „PrG“ ist der Speichervorgang
beendet. Taster MEM loslassen.
NPG
0
NPG
1
Hinweis! Zu jedem Job werden auch automatisch alle Parameter des Setup-Menüs mitgespeichert; ausgenommen die Funktionen „PushPull-Unit“ und „Abschaltung Kühlgerät“.
Job kopieren / überschreiben
Sie können einen bereits auf einem Programmplatz gespeicherten Job auf einen beliebigen anderen Programmplatz kopieren. Um einen Job zu kopieren gehen Sie wie beschrieben
vor:
- Mit Taster Verfahren MIG/MAG-Schweißen anwählen
- Mit Taster MIG/MAG-Betriebsart MIG/MAG Job-Betrieb
(MEM) anwählen
PRG
1
5.5
24.6
26
5.5
24.6
1
3.8
20.7
2
NPG
0
NPG
3
20
Job löschen
Bereits auf einem Programmplatz gespeicherte Jobs können
auch wieder gelöscht werden. Um einen Job zu löschen gehen
Sie wie beschrieben vor:
- Taster MEM kurz nach unten drücken um in das Job-Menü
zu wechseln
erster freier Programmplatz wird angezeigt
- Mittels Taster Programm den zu löschenden Job anwählen (Anzeige CLEAR leuchtet)
- Taster MEM nach oben drücken und halten. Am linken
Display wird „dEL“ angezeigt - der Job wird gelöscht.
- Taster MEM
kurz nach unten drücken um das Job-Menü
zu verlassen
Erscheint am linken Display „nPG“ ist der Löschvorgang
beendet. Taster MEM
loslassen.
Job abrufen
Sämtliche zuvor programmierte Jobs können im Job-Betrieb
abgerufen werden. Um einen Job abzurufen gehen Sie wie
beschrieben vor:
- Mit Taster Verfahren MIG/MAG-Schweißen anwählen
- Mit Taster MIG/MAG-Betriebsart MIG/MAG Job-Betrieb
(MEM) anwählen - der zuletzt verwendete Job wird angezeigt
- Mittels Taster Programm gewünschten Job anwählen
Hinweis! Bei Abruf eines Jobs an der Stromquelle können auch
nicht belegte Programmplätze (symbolisiert durch „- - -“) angewählt werden.
- Schweißvorgang einleiten - während des Schweißvorganges kann ohne Unterbrechung auf einen anderen Job gewechselt werden.
- Durch Wechsel auf ein anderes Verfahren wird der JobBetrieb beendet
- Taster MEM kurz nach unten drücken um das Job-Menü
zu verlassen
PRG
3
5.5
24.6
26
NPG
3
DEL
3
PRG
3
NPG
0
5.5
24.6
26
3.8
20.7
2
5.5
24.6
1
5.5
24.6
26
PRO
1
Mit den Tastern Parameteranwahl , können die im Job
programmierten Einstellungen betrachtet werden. Weiters
werden MIG/MAG-Betriebsart und Schweißbrenner-Betriebsart des gespeicherten Jobs angezeigt.
Durch gleichzeitigs Drücken der Taster MEM und MIG/
MAG-Betriebsart wird das Programm („Kennlinie“) angezeigt, von welchem der Job erstmalig erstellt wurde. Der
Ausstieg erfolgt durch Drücken des Taster MEM .
21
Das Setup-Menü
In das Setup-Menü einsteigen
Verfahren „MIG/MAG Standard- / Impulslichtbogenschweißen“, „WIG-Schweißen“, „E-Handschweißen“ und „2nd“
Hinweis! Die Funktionsweise wird anhand des Verfahrens
„MIG/MAG-Standardschweißen“ erklärt. Die Vorgangsweise
beim Ändern anderer Parameter ist ident.
- Netzstecker einstecken
- Netzschalter in Stellung "I" schalten
- Mit Taster Verfahren das Verfahren „MIG/MAG-Schweißen“ anwählen
- Mit Taster MIG/MAG-Betriebsart MIG/MAG Standard
Programm-Betrieb anwählen
- Taster MEM drücken und halten
- Taster Verfahren drücken
- Taster MEM loslassen
Die Stromquelle befindet sich nun im Setup-Menü des Verfahrens „MIG/MAG-Standardschweißen“ - der erste Parameter
GPr (Gasvorströmzeit) wird angezeigt
Betriebsart „2-Takt Betrieb für Automateninterface“, „4Takt Betrieb Aluminium“ und „Punktieren“
Hinweis! Die Funktionsweise wird anhand des Verfahrens
„Sonder 4-Takt“ erklärt. Die Vorgangsweise beim Ändern anderer Parameter ist ident.
- Netzstecker einstecken
- Netzschalter in Stellung "I" schalten
- Mit Taster Verfahren das Verfahren „MIG/MAG-Schweißen“ anwählen
- Mit Taster Schweißbrenner-Betriebsart Sonder-4-Takt
anwählen
- Taster MEM drücken und halten
- Taster Schweißbrenner-Betriebsart drücken
- Taster MEM loslassen
Die Stromquelle befindet sich nun im Setup-Menü der Schweißbrenner-Betriebsart „Sonder-4-Takt“ - der erste Parameter I-S
(Startstrom) wird angezeigt.
Parameter ändern
- Mit Taster Verfahren den gewünschten Parameter anwählen
- Mit dem Einstellrad den Wert des Parameters ändern
Das Setup-Menü verlassen
- Taster MEM drücken
Hinweis! Änderungen werden durch Parameterwechsel bzw.
Verlassen des Setup-Menüs aktiv.
Parameter Verfahren „MIG/MAG Standard- /
Impulslichtbogen Schweißen“
GPr ... Gasvorströmzeit ... 0 - 9,9 s, Werkseinstellung: 0,1 s
GPo ... Gasnachströmzeit ... 0 - 9,9 s, Werkseinstellung: 0,5 s
Fdc ... Anschleichen ... AUT / OFF / 0,5 - maximale Drahtge-
schwindigkeit (z.B. 22 m/min), Werkseinstellung: AUT
Hinweis! Ist Fdc auf AUT (automatisch) eingestellt, wird der
Wert aus der Schweißprogrammdatenbank übernommen. Bei
manueller Einstellung von Werten für Fdc, welche die für den
Schweißprozeß eingestellte Drahtgeschwindigkeit überschreiten:
- Die während des Anschleichens tatsächlich ausgeführte
Drahtgeschwindigkeit entspricht der für den Schweißprozeß
eingestellten Drahtgeschwindigkeit.
Fdi ... Einfädelgeschwindigkeit ... 0 - maximale Drahtgeschwin-
digkeit (z.B. 22 m/min)
Werkseinstellung: 10 m/min
bbc ... Rückbrand ... +/- 0,20 s
Werkseinstellung: 0
FAC... Factory ... Schweißanlage zurücksetzen
Taster MEM 2 s gedrückt halten um Auslieferungszustand wiederherzustellen - wird am Display „PrG“ angezeigt ist die Schweißanlage zurückgesetzt
Achtung! Wird die Schweißanlage zurückgesetzt, gehen alle persönlichen Einstellungen im Setup-MenüEbene 1 verloren.
Hinweis! Jobs werden beim Zurücksetzen der Schweißanlage
nicht gelöscht - sie bleiben gespeichert. Auch die Funktionen in
der zweiten Ebene des Setup-Menüs (2nd) werden nicht gelöscht. Ausnahme: Parameter Ignition Time-Out (ito).
2nd ... zweite Ebene des Setup-Menüs (siehe Kapitel „2nd -
Zweite Ebene des Setup-Menüs)
Parameter Verfahren „WIG-Schweißen“
2nd ... zweite Ebene des Setup-Menüs (siehe Kapitel „2nd -
Zweite Ebene des Setup-Menüs)
Parameter Verfahren „E-Handschweißen“
Hinweis! Beim Zurücksetzen der Schweißanlage
- für das Verfahren MIG/MAG Standard- / Impulslichtbogenschweißen,
- mittels Parameter Factory (FAC),
- werden die Parameter Hotstromzeit (Hti) und Hotstartstrom
(HCU) ebenfalls rückgesetzt.
Hti ... Hotstromzeit ... 0 - 2,0 s, Werkseinstellung: 0,5 s
HCU...Hotstartstrom ... 0 - 100 %, Werkseinstellung: 50 %
2nd ... zweite Ebene des Setup-Menüs (siehe Kapitel „2nd -
Zweite Ebene des Setup-Menüs)

22
Parameter Betriebsart „2-Takt Betrieb für
Automateninterface“
Hinweis! Die Parameter für die Betriebsart „Sonder-2-Takt
Betrieb für Automateninterface“ stehen zur Verfügung, wenn
an der Anschlußbuchse Fernbedienung ein Automateninterface angeschlossen ist.
I-S ... Startstrom ... 0 - 200 % vom Schweißstrom
Werkseinstellung: 135 %
SL ... Slope ... 0,1 - 9,9 s, Werkseinstellung: 1 s
I-E ... Endstrom ... 0 - 200 % vom Schweißstrom
Werkseinstellung: 50 %
t-S ... Startstromdauer ... OFF / 0,1 ... 9,9 s
Werkseinstellung: OFF
t-E ... Endstromdauer ... OFF / 0,1 ... 9,9 s
Werkseinstellung: OFF
Hinweis! Im Kapitel MIG/MAG-Schweißen sind oben genannte
Parameter anhand einer Grafik veranschaulicht.
Parameter Betriebsart „4-Takt Betrieb
Aluminium“
I-S ... Startstrom ... 0 - 200 % vom Schweißstrom
Werkseinstellung: 135 %
SL ... Slope ... 0,1 - 9,9 s, Werkseinstellung: 1 s
I-E ... Endstrom ... 0 - 200 % vom Schweißstrom
Werkseinstellung: 50 %
Parameter Betriebsart „Punktieren“
SPt ... Punktierzeit ... 0,1 - 5,0 s
Werkseinstellung: 1,0 s
2nd - Zweite Ebene des Setup-Menüs
Folgende Funktionen wurden in einer zweite Menüebene untergebracht:
- PPU (PushPull-Unit)
- C-C (Abschaltung Kühlgerät)
- Ito (Ignition Time-Out)
In zweite Menüebene (2nd) wechseln
- Wie unter „In das Setup-Menü einsteigen“ beschrieben, den
Parameter „2nd“ anwählen
- Taster MEM drücken und halten
- Taster Verfahren drücken
- Taster MEM loslassen
Die Stromquelle befindet sich nun in der zweiten Menüebene
(2nd) des Setup-Menüs. Die Funktion „PPU“ (PushPull-Unit)
wird angezeigt.
Funktion anwählen
- Mit Taster Verfahren die gewünschte Funktion anwählen
- Funktion wie in nachfolgenden Kapiteln beschrieben einstellen
Zweite Menüebene (2nd) verlassen
- Taster MEM drücken
Hinweis! Änderungen werden durch Funktionswechsel bzw.
Verlassen der zweiten Menüebene (2nd) aktiv.
PPU...PushPull-Unit (siehe Kapitel „PushPull-Unit“)
C-C... Abschaltung Kühlgerät ... ON / OFF / Aut
Werkseinstellung: Aut (Automatisch)
Ito... Ignition Time-Out ... OFF / 5 ... 100 mm Drahtlänge bis
zur Sicherheitsabschaltung,Werkseinstellung: OFF
23
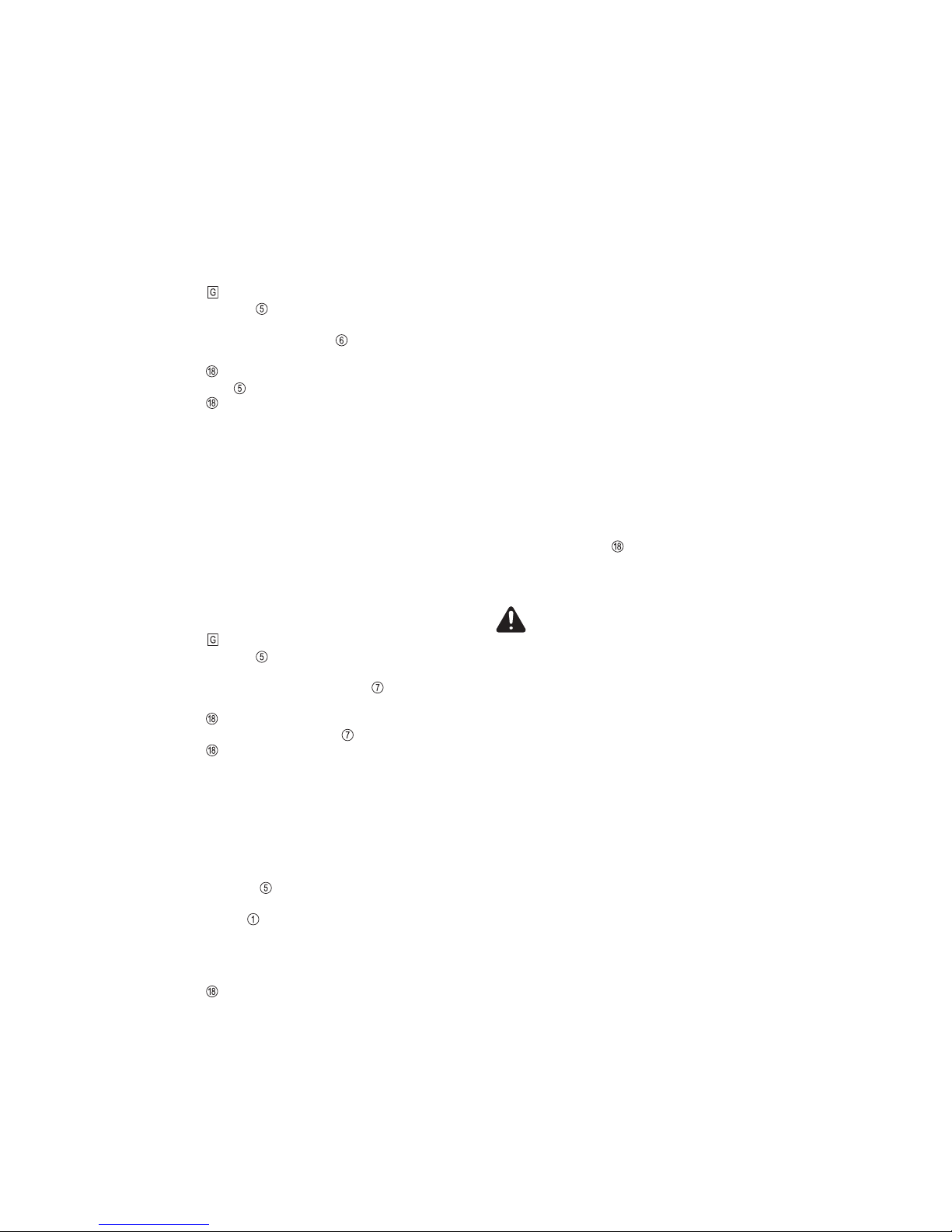
- Brennertaster drücken
- Mit Einstellrad
entsprechende PushPull-Unit aus nachfol-
gender Liste anwählen
5....... Hand PushPull mit Leistungspotentiometer
6....... Hand PushPull ohne Leistungspotentiometer
7....... Binzel Hand PushPull „PP 240D/401D“ 42V mit Lei-
stungspotentiometer
8....... Binzel Hand PushPull „PP 240D/401D“ 42V ohne
Leistungspotentiometer
9....... Binzel Roboter PushPull „WH/PP (WH/241)“ 42V
1)
10..... Binzel Roboter PushPull „WH/PP“ 24V
1)
11..... Dinse Roboter PushPull „DIX MAPTZ 2/500“ 42V
1)
12..... Hulftegger Hand PushPull 24 V
1)
13..... Zwischenantrieb „VR 143-2“
16..... „Cobra Gold“ Hand PushPull 24 V
1)
1)
Funktionsabweichungen durch Motor- und Getriebetoleranzen möglich - eventuell Werksabgleich notwendig
- Antriebseinheiten beider Drahtvorschub-Motoren (z.B.
Schweißbrenner und Drahtvorschub) entkoppeln - Drahtvorschub-Motoren müssen unbelastet sein
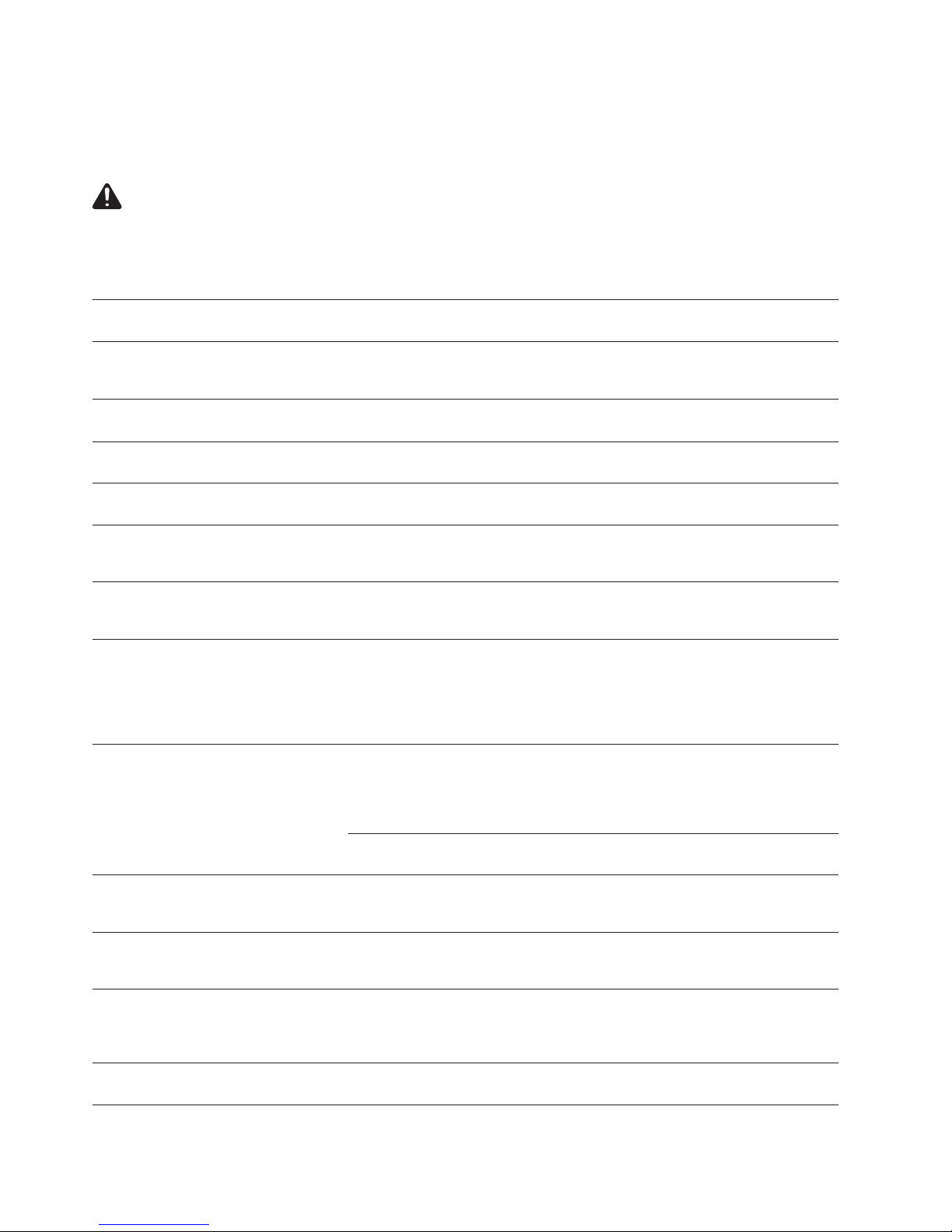
PushPull-Unit
Der Abgleich der PushPull-Unit muß vor jeder erstmaligen
Inbetriebnahme erfolgen. Wird dieser nicht durchgeführt werden Standardparameter verwendet - das Schweißergebnis
kann unter Umständen nicht zufriedenstellend sein.
- Funktion „PPU“ in der zweiten Menüebene (2nd) anwählen
- Antriebseinheiten beider Drahtvorschub-Motoren wieder einkoppeln
- Schweißdraht in Antriebseinheiten beider Drahtvorschubmotoren (z.B. Schweißbrenner und Drahtvorschub) einspannen
Achtung! Schweißbrenner vom Körper weghalten Gefahr durch austretenden Schweißdraht.
- Brennertaster drücken
Drahtvorschub-Motoren werden im belasteten Zustand abgeglichen; während des Abgleichs wird am rechten Display
„run“ angezeigt
- Der PushPull-Unit Abgleich ist erfolgreich abgeschlossen,
wenn am Display die zuvor eingestellten Werte„PPU“ und
z.B. „5“ erscheinen.
- Ist der Abgleich im unbelasten Zustand abgeschlossen wird
am Display „St2“ angezeigt
- Taster MEM
zweimal drücken um das Setup-Menu zu
verlassen
5
PPU
6
PPU
STI
STI
ST2
ST2
6
PPU
- Brennertaster drücken
Drahtvorschub-Motoren werden in unbelastetem Zustand
abgeglichen; während des Abgleichs wird am rechten Display „run“ angezeigt
Drahtrollen einkoppeln und Vorgang
durch Drücken der Brennertaste erneut
starten
Vorgang durch Drücken der Brennertaste erneut starten
Fehlermeldung Ursache Behebung
Fehlermeldungen an den Anzeigen
PPU-Abgleich: Step 2 (St2) wurde in entkoppeltem Zustand gestartet
Err | E11
PPU-Abgleich: Schnellstop wurde durch
Drücken der Brennertaste aktiviert
Err | E16
Vorgang durch Drücken der Brennertaste erneut starten
Hinweis! Erscheint eine hier nicht angeführte Fehlermeldung an den Anzeigen, ist der Fehler nur durch den Servicedienst zu
beheben. Notieren Sie die angezeigte Fehlermeldung sowie Seriennummer und Konfiguration der Stromquelle und verständigen
Sie den Servicedienst.
PPU-Abgleich: Fehlerhafte MessungErr | Eto
24
Fehlerdiagnose und -behebung
Fehlermeldung Ursache Behebung
kein vorprogrammiertes Programm angewählt
programmiertes Programm anwählenno | Prg
Das Schweißgeräte ist mit einem intelligenten Sicherheitssystem ausgestattet; auf die Verwendung von Schmelzsicherungen
(ausgenommen Sicherung Kühlmittelpumpe) konnte daher zur Gänze verzichtet werden. Nach der Beseitigung einer möglichen
Störung kann das Schweißgerät - ohne den Wechsel von Schmelzsicherungen - wieder ordnungsgemäß betrieben werden.
Achtung! Vor Öffnen des Schweißgerätes, Gerät abschalten, Netzstecker ziehen und ein Warnschild gegen Wiedereinschalten anbringen - gegebenenfalls Elkos entladen.
Fehlermeldungen an den Anzeigen
Übertemperatur im Sekundärkreis der
Schweißanlage
Schweißanlage abkühlen lassentS1 | xxx, tS2 | xxx, tS3 | xxx
(xxx steht für eine Temperaturanzeige)
tP1 | xxx, tP2 | xxx, tP3 | xxx
tP4 | xxx, tP5 | xxx, tP6 | xxx
(xxx steht für eine Temperaturanzeige)
Übertemperatur im Primärkreis der
Schweißanlage
Schweißanlage abkühlen lassen
Hinweis! Erscheint eine hier nicht angeführter Fehlermeldung an den Anzeigen ist der Fehler nur durch den Servicedienst zu
beheben. Notieren Sie die angezeigte Fehlermeldung sowie Seriennummer und Konfiguration der Stromquelle und verständigen
Sie den Servicedienst.
Fehler im Drahtfördersystem Schlauchpaket möglichst geradlinig
auslegen; Seele auf Knick oder Verschmutzung überprüfen; Anpreßdruck
am 2- bzw. 4-Rollen-Antrieb kontrollieren
EFd | 8.1
Übertemperatur im Steuerkreis Schweißanlage abkühlen lassentSt | xxx
(xxx steht für eine Temperaturanzeige)
Phasenausfall Netzabsicherung, Netzzuleitung und
Netzstecker kontrollieren
Err | 049
Netz-Unterspannung: Netzspannung hat
den Toleranzbereich (+/- 15%) unterschritten
Netzspannung kontrollierenErr | 051
Netz-Überspannung: Netzspannung hat
den Toleranzbereich (+/- 15%) überschritten
Netzspannung kontrollierenErr | 052
externe Versorgungsspannung: Versorgungsspannung hat den Toleranzbereich
unterschritten
externe Versorgungsspannung kontrollieren
EFd | 9.1
externe Versorgungsspannung: Versorgungsspannung hat den Toleranzbereich
überschritten
externe Versorgungsspannung kontrollieren
EFd | 9.2
Drahtvorschubmotor steckt / defekt Drahtvorschubmotor kontrollieren / aus-
tauschen
Funktion Ignition Time-Out ist aktiv: Innerhalb der im Setup-Menü eingestellten, geförderten Drahtlänge kam kein
Stromfluß zustande. Die Sicherheitsabschaltung der Stromquelle hat angesprochen.
Freies Drahtende kürzen, wiederholtes
Drücken der Brennertaste; Reinigung
der Werkstückoberfläche; ggf. im Setup-Menü die Drahtlänge bis zur Sicherheitsabschaltung erhöhen
Err | Ito
Strömungswächter Kühlgerät spricht an Kühlgerät kontrollieren; ggf. Kühlflüs-
sigkeit auffüllen bzw. Wasservorlauf
entlüften, gemäß Kapitel „Kühlgerät in
Betrieb nehmen“
no | H2O
Roboter nicht bereit Signal „Roboter ready“ setzen-St | oP- (bei Betrieb der Stromquelle
mit einem Automateninterface)
25
schlechte Schweißeigenschaften falsche Schweißparameter Einstellungen überprüfen
Masseverbindung schlecht guten Kontakt zum Werkstück herstel-
len
kein bzw. zuwenig Schutzgas Druckminderer, Gasschlauch, Gasma-
gnetventil, Brennergasanschluß, etc.
überprüfen
Schweißbrenner undicht Schweißbrenner wechseln
falsches oder ausgeschliffenes Kontaktrohr
Kontaktrohr wechseln
falsche Drahtlegierung bzw. falscher
Drahtdurchmesser
eingelegte Drahtrolle kontrollieren
Verschweißbarkeit des Grundwerkstoffes prüfen
Schutzgas für Drahtlegierung nicht geeignet
korrektes Schutzgas verwenden
unregelmäßige Drahtgeschwindigkeit
Schweißdraht bildet zwischen Vorschubrollen und Drahteinlaufdüse des
Schweißbrenners eine Schlaufe
Bremse zu stark eingestellt Bremse lockern
Bohrung des Kontaktrohes zu eng passendes Kontaktrohr verwenden
Steuerstecker nicht eingesteckt Steuerstecker einsteckenkeine Funktion nach Drücken des
Brennertasters
Netzschalter eingeschaltet, Anzeigen
leuchten
Masseanschluß falsch Masseanschluß und Klemme auf Pola-
rität überprüfen
kein Schweißstrom
Netzschalter eingeschaltet, Anzeigen
leuchten
Brenner tauschenStromkabel im Schweißbrenner unter-
brochen
Schweißbrenner bzw. Brennersteuerleitung defekt
Schweißbrenner tauschen
kein Schutzgas
alle anderen Funktionen vorhanden
Gasmagnetventil defekt Gasmagnetventil tauschen
Gasflasche leer
Gasdruckminderer defekt
Gasschlauch nicht montiert od. schadhaft
Schweißbrenner defekt
Gasflasche wechseln
Gasdruckminderer tauschen
Gasschlauch montieren od. tauschen
Schweißbrenner wechseln
Stromquelle TotalArc2 3000 / 4000 / 5000
Fehler Ursache Behebung
Netzzuleitung überprüfen, ev. Netzstekker einstecken
Gerät hat keine Funktion
Netzschalter eingeschaltet, Anzeigen
leuchten nicht
Einschaltdauer berücksichtigenkein Schweißstrom
Netzschalter eingeschaltet, Anzeige
Übertemperatur leuchtet
Netzsteckdose oder -stecker defekt
Netzzuleitung unterbrochen, Netzstekker nicht eingesteckt
Netzabsicherung defekt
defekte Teile austauschen
Netzabsicherung wechseln
Lüfter in der Stromquelle defekt
Gerät überlastet, Einschaltdauer überschritten
Thermo-Sicherheitsautomatik hat abgeschaltet
Lüfter wechseln
Abkühlphase abwarten; Gerät schaltet
nach kurzer Zeit selbsttändig wieder
ein
Drahtförderseele im Schweißbrenner
defekt
Drahtförderseele auf Knicke, Verschmutzung, etc. prüfen
Verbindungsschlauchpaket überprüfenVerbindungsschlauchpaket defekt od.
nicht korrekt angeschlossen (nicht bei
TotalArc² 3000)

26
Kühlflüssigkeitsstand zu niedrig
Engstelle bzw. Fremdkörper im Kühlkreislauf
Kühlflüssigkeit nachfüllen
Engstelle bzw. Fremdkörper beseitigen
Zu wenig bzw. kein Wasserdurchfluß
Sicherung Kühlmittelpumpe defekt
Kühlmittelpumpe defekt
Kühlmittelpumpe steckt fest
Sicherung Kühlmittelpumpe erneuern
Kühlmittelpumpe erneuern
Sicherung Kühlmittelpumpe entfernen
und mittels geeignetem Schlitzschraubendreher durch die Durchführung
Motorwelle die Motorwelle andrehen;
danach Sicherung Kühlmittelpumpe
erneuern
Ventilator defekt
Kühlmittelpumpe defekt
Kühler verschmutzt
Ventilator erneuern
Kühlmittelpumpe erneuern
Kühler mit trockener Druckluft ausblasen
Zu geringe Kühlleistung
Akustisch hohes Laufgeräusch Kühlflüssigkeitsstand zu niedrig
Kühlmittelpumpe defekt
Kühlflüssigkeit nachfüllen
Kühlmittelpumpe erneuern
Pflege und Wartung
Achtung! Vor Öffnen des Schweißgerätes, Gerät abschalten, Netzstecker ziehen und ein Warnschild gegen
Wiedereinschalten anbringen - gegebenenfalls Elkos
entladen.
Um das Schweißgerät über Jahre hinweg einsatzbereit zu
halten sind folgende Punkte zu beachten:
- Sicherheitstechnische Inspektion laut vorgegebenen Intervallen durchführen (siehe Kapitel „Sicherheitsvorschriften“)
Schweißbrenner wird sehr heiß Schweißbrenner zu schwach dimensio-
niert
Einschaltdauer und Belastungsgrenzen
beachten
nur bei wassergekühlten Anlagen: Wasserdurchfluß zu gering
Wasserstand, Wasserdurchflußmenge,
Wasserverschmutzung, etc. kontrollieren
Drahtvorschubrollen für verwendeten
Schweißdraht nicht geeignet
passende Drahtvorschubrollen verwenden
falscher Anpreßdruck der Drahtvorschubrollen
Anpreßdruck optimieren
Fehler Ursache Behebung
unregelmäßige Drahtgeschwindigkeit (Fortsetzung)
Kühlflüssigkeit verschmutzt Kühlflüssigkeitsbehälter mittels Tank-
abflußschlauch entleeren und mit neuer Kühlflüssigkeit befüllen
- Je nach Aufstellort, aber mindestens zweimal jährlich, Geräteseitenteile entfernen und das Schweißgerät mit trockener,
reduzierter Druckluft sauberblasen. Elektronische Bauteile
nicht aus kurzer Entfernung anblasen.
- Bei starkem Staubanfall die Kühlluftkanäle reinigen.
Bei wassergekühlten Schweißbrennern
- Brenneranschlüsse auf Dichtheit prüfen
- Wasserstand und Wasserqualität kontrollieren (stets nur
saubere Kühlflüssigkeit einfüllen)
- Wasserrückflußmenge im Kühlmittelbehälter überwachen
Kühlmittelfilter (Option), beim Steckanschluß Wasserrücklauf, verlegt
Kühlmittelfilter mit sauberem Leitungswasser reinigen bzw. Filtereinsatz erneuern
Fehlermeldung „no | H2O“ am
Bedienpanel der Stromquelle
Strömungswächter Kühlgerät (Option)
spricht an
Kühlgerät kontrollieren; ggf. Kühlflüssigkeit auffüllen bzw. Wasservorlauf
entlüften, gemäß Kapitel „Kühlgerät in
Betrieb nehmen“
27
Achtung! Ist das Gerät für eine Sonderspannung ausgelegt, gelten die Technischen Daten am Leistungsschild.
Netzstecker, Netzzuleitung sowie deren Absicherung sind entsprechend auszulegen.
Technische Daten
Stromquelle TOTAL ARC² 3000 / 4000 / 5000
TOTAL ARC
2
3000 TOTAL ARC
2
4000 TOTAL ARC
2
5000
Netzspannung 3x400 V 3x400 V 3x400 V
Netzabsicherung träge 16 A 35 A 35 A
Primärdauerleistung (100% ED) 4,5 kVA 12,7 kVA 15,1 kVA
Cos phi 0,99 0,99 0,99
Wirkungsgrad 87 % 88 % 89 %
Schweißstrombereich MIG/MAG 3 - 270 A 3 - 400 A 3 - 500 A
Elektrode 10 - 270 A 10 - 400 A 10 - 500 A
WIG 3 - 270 A 3 - 400 A 3 - 500 A
Schweißstrom bei 10 min/25°C 60% ED 270 A 400 A -
10 min/25°C 75% ED - - 500 A
10 min/25°C 100% ED 210 A 365 A 450 A
10 min/40°C 40% ED 270 A - 500 A
10 min/40°C 50% ED - 400 A 10 min/40°C 60% ED 210 A 365 A 450 A
10 min/40°C 100% ED 170 A 320 A 360 A
Leerlaufspannung 50 V 70 V 70 V
Arbeitsspannung MIG/MAG 14,2 - 27,5 V 14,2 - 34,0 V 14,2 - 39,0 V
Elektrode 20,4 - 30,8 V 20,4 - 36,0 V 20,4 - 40,0 V
WIG 10,1 - 20,8 V 10,1 - 26 V 10,1 - 30 V
Schutzart IP 23 IP 23 IP 23
Kühlart AF AF AF
Isolationsklasse B F F
Maße l/b/h mm 940/580/900 910/580/900 910/580/900
Gewicht 71 kg 75 kg 75 kg
S, CE S, CE S, CE
Drahtvorschub DS III
Versorgungsspannung 55 V DC
Nennstrom 4 A
Drahtdurchmesser 0,8 - 1,6 mm
Drahtgeschwindigkeit 0,5 - 22 m/min
Schutzart IP 23
Maße l/b/h mm 660/270/420
Gewicht 17,3 kg
Kühlgerät (eingebaut in Stromquelle)
Netzspannung 400 V, 50 Hz
Stromaufnahme 0,5 A / 0,6 A
Kühlleistung bei Q=1l/min, +20°C 1600 W
Kühlleistung bei Q=max, +20°C 1800 W
Max. Fördermenge 3,5 l/min.
Max. Pumpendruck 4,2 bar
Pumpe Kreiselpumpe
Kühlmittelinhalt 5,5 l
Schutzart IP 23


Operating Manual
30
Dear Castolin Customer
This brochure is intended to familiarise you with how to
operate and maintain your TotalArc² 3000 / 4000 / 5000. You
will find it well worthwhile to read through the manual carefully
and to follow all the instructions it contains. This will help you
to avoid operating errors - and the resultant malfunctions. Your
machine will repay you by giving you constant operational
readiness for many years to come.
Contents
Dear Castolin Customer .................................................... 30
Safety rules .......................................................................... 31
General remarks .............................................................31
Utilisation for intended purpose only .............................. 31
Obligations of owner/operator ........................................ 31
Obligations of personnel ................................................. 31
Personal protective equipment ....................................... 31
Hazards from noxious gases and vapours ....................31
Hazards from flying sparks .............................................31
Hazards from mains and welding current ...................... 31
Particular danger spots ................................................... 31
Informal safety precautions .............................................31
Safety precautions at the installation location ................32
Vagrant welding currents.................................................32
Safety precautions in normal operation ......................... 32
Safety inspection ............................................................. 32
Alterations to the welding machine ................................ 32
Spares and wearing parts ............................................... 32
Calibration of welding machines .................................... 32
CE-marking......................................................................32
Copyright .......................................................................... 32
General remarks .................................................................33
Principle of the digital family of machines ...................... 33
Machine concept .............................................................. 33
Areas of use ..................................................................... 33
Description of control panel ...............................................34
Controls and connections .................................................. 36
Power source TotalArc² 3000 ..........................................36
Power source TotalArc² 4000 / 5000 ............................... 37
DS III wire feeder .............................................................38
RC 2 remote-control unit .................................................39
RC 4 remote-control unit .................................................39
Torch operating modes ......................................................40
4-step mode .................................................................... 40
2-step mode .................................................................... 40
4-step mode (aluminium) ...............................................40
Spot welding .................................................................... 41
Starting to use the welding machine ..................................42
Utilisation for intended purpose only .............................. 42
Machine set-up regulations ............................................ 42
Mains connection ............................................................. 42
Mounting the optional wirefeeder fixture ......................... 42
Fixing the interconnecting cable
to the power source ......................................................... 42
Connecting the interconnecting cable
to the wirefeeder ..............................................................43
Mounting / connecting the gas cylinder ..........................43
Installing the welding torch .............................................43
Starting up the cooling unit..............................................43
Setting the shielding-gas rate ........................................ 44
Mounting the wire spool .................................................. 44
Feeding in the wire electrode .........................................44
Changing the feed rollers ............................................... 44
MIG/MAG welding ................................................................45
Manual .............................................................................. 46
Ignition time-out function .................................................46
Special 2-step mode for automatic interface ................. 46
Manual electrode welding .................................................. 47
TIG Welding ......................................................................... 47
Job mode ............................................................................ 48
Creating a Job ................................................................. 48
Copy / overwrite Job ........................................................ 48
Deleting a Job ..................................................................49
Retrieving a Job ...............................................................49
The set-up menu ................................................................. 50
Accessing the setup-menu .............................................50
Changing the parameter .................................................50
Exit the set-up menu ....................................................... 50
Parameters for "MIG/MAG standard /
pulsed-arc welding" process ..........................................50
Parameters for "TIG welding" ......................................... 50
Parameters for "Manual electrode welding" process .... 50
Special 2-step mode for robot interface ......................... 51
Parameters for "Aluminium 4-step" mode ..................... 51
Parameters for "Spot welding" mode ............................. 51
2nd - Second level of Set-up Menu .................................51
PushPull Unit ...................................................................... 52
Error codes on the display ..............................................52
Troubleshooting .................................................................. 53
Error messages on the displays ....................................53
TotalArc² 3000 / 4000 / 5000 power source ...................54
Care and maintenance ....................................................... 55
Technical Data .................................................................... 56
Total Arc² 3000 / 4000 / 5000 power source ...................56
Cooling unit (built in power source) ............................... 56
DS III wire feeder .............................................................56
Circuit Diagram
Spare parts list
Warning! The machine may only be put into service by
trained personnel, and only in accordance with the
technical directions. Before you start using the machine,
you must read the section headed "Safety rules".
 Loading...
Loading...