

Castolin Eutectic CastoTIG 1401 DC Operating Manual
■■
■■
■
BETRIEBSANLEITUNG / ERSATZTEILLISTE
■■
■■
■
OPERATING MANUAL / SPARE PARTS LIST
■■
■■
■
MODE D’EMPLOI / LISTE DE PIÈCES DE RECHANGE
CastoTIG
1401 DC
© by Eutectic+Castolin - 304122- 02/2001

2
Betriebsanleitung ...............................................3
Operating manual .............................................13
Mode d'emploi ..................................................23
Schaltplan
Circuit diagram
Schema de connexions ...................................32
Ersatzteilliste
Spare Parts List
Liste de pièces de réchange............................33
3
Betriebsanleitung

4
AllgAllg
AllgAllg
Allg
emeine Bescemeine Besc
emeine Bescemeine Besc
emeine Besc
hrhr
hrhr
hr
eibeib
eibeib
eib
ungung
ungung
ung
Der Schweißgleichrichter CastoTIG 1401 DC, als primärgetaktete Schweißanlage ausgeführt, ist eine Weiterentwicklung transistorgesteuerter Schweißanlagen
und speziell geeignet zur WIG- und Elektroden-Handschweißung im Gleichstrombereich. Minimale Baugröße, geringes Gewicht und niedriger Energieverbrauch
sind Vorteile für den Einsatz in der Produktion, der
Montage und bei Reparaturen.
Besondere technische V orteile:
(gilt für beide Schweißverfahren)
o Hohe Energieeinsparung durch geringe Stromauf-
nahme.
o Hoher Wirkungsgrad durch Frequenzumwandlung
und Transistortechnik.
o Beste Schweißqualität durch Konstantstrom-Charak-
teristik.
o Stromkonstanthaltung: Unabhängig von Schweiß-
und Netzkabellängen bzw. Netzspannungsschwankungen wird der eingestellte Schweißstromwert von
der Steuerelektronik konstant gehalten.
o T emperaturüberwachung durch Thermo-Sicherheits-
automatik.
o - Gerät geeignet zum Schweißen in Räumen mit
erhöhter elektrischer Gefährdung.
o Stufenlose Einstellung des Schweißstromes
von 5 - 140 A DC WIG / 5 - 140 A DC EL.
o Ein serienmäßig eingebautes Digital-Amperemeter
ermöglicht Ablesen des gewünschten Schweißstromes, auch im Leerlauf.
o Schutzart IP 23.
WIG-Schweißen
o Berührungslose Zündung durch elektronische Zünd-
hilfe (HF).
o Der am Gerät vorgewählte Zweitakt- bzw. Viertakt-
funktionsablauf wird über den Brennerschalter abgerufen und beinhaltet: Gasvorströmung, Anstieg des
Schweißstromes auf Hauptstrom über Up-Slope, Absenken über Down-Slope, Endkraterstrom und Gasnachströmung.
o Umschaltbar auf Berührungszünden.
Elektroden-Handschweißen
o Beeinflussung des Zündvorganges durch HOT-
START-Einrichtung
Geräteaufbau
CastoTIG 1401 DC hat geringe Abmessungen, ist aber
so gebaut, daß das Gerät auch unter harten Einsatzbedingungen zuverlässig funktioniert. Pulverbeschichtetes Blechgehäuse sowie geschützt angebrachte
Bedienungselemente und Strombuchsen mit Bajonettverriegelung gewährleisten hohe Ansprüche.
Der Tragegurt ermöglicht einen leichten Transport sowohl innerbetrieblich als auch beim Einsatz auf Baustellen.
Kühlung
Die Kühlluft gelangt über Luftschlitze in den Geräteinnenteil und strömt über inaktive Bauteile in den
Lüftungskanal zum Lüftungsaustritt. Der Lüftungskanal
stellt eine wesentliche Sicherheitseinrichtung dar, da
dieser keine elektronischen Bauteile beinhaltet, sondern nur für optimale Kühlung sorgt. Leistungselektronik und Steuereinrichtung des Gerätes sind in der
staubgeschützten Zone untergebracht.
Funktionsablauf
Die Spannung des 230 V-Wechselstromnetzes wird
gleichgerichtet. Durch einen schnellen Transistorschalter wird diese Gleichspannung mit einer Frequenz von 100 kHz zerhackt. Nach dem
Schweißtransformator ergibt sich die gewünschte
Arbeitsspannung, welche gleichgerichtet und an die
Ausgangsbuchsen abgegeben wird. Ein elektronischer
Regler bzw. T ransistorwechselrichter paßt die Charakteristik der Stromquelle dem vorgewählten Schweißverfahren an.

5
Sicherheitshinweise
o Vor Öffnen des Gerätes stets den Netzstecker
ziehen oder sicherstellen, daß das Gerät stromlos ist.
o Bei allen Arbeiten an den Geräten sind die Un-
fallverhütungsvorschriften (VBG 15) zu beachten.
o Das Gerät, Bauteile und Baugruppen dürfen nur
in Betrieb genommen werden, wenn sie vorher
in ein berührungssicheres Gehäuse eingebaut
wurden. Während des Einbaus müssen sie
stromlos sein.
o Werkzeuge dürfen am Gerät, an Bauteilen oder
Baugruppen nur benutzt werden, wenn sichergestellt ist, daß das Gerät von der Versorgungsspannung getrennt ist und elektrische Ladungen, die in den Bauteilen des Gerätes gespeichert sind, vorher entladen wurden.
o Spannungsführende Kabel oder Leitungen, mit
denen das Gerät, das Bauteil oder die Baugruppe verbunden sind, müssen stets auf Isolationsfehler oder Bruchstellen untersucht werden.
Bei Feststellen eines Fehlers in der Zuleitung
muß das Gerät unverzüglich außer Betrieb gesetzt werden, bis die defekte Leitung ausgewechselt worden ist.
o Bei Einsatz von Bauelementen oder Baugrup-
pen muß stets auf die strikte Einhaltung der in
der zugehörigen Beschreibung genannten Kenndaten für elektrische Größen hingewiesen werden.
Wenn aus den vorliegenden Beschreibungen
für den nichtgewerblichen Endverbraucher
nicht eindeutig hervorgeht, welche elektrischen
Kennwerte für ein Bauteil gelten, so muß stets
der Castolin-Kundendienst um Auskunft ersucht werden.
Elektrische Sicherheitsmaßnahmen beim
Lichtbogenschweißen
Gefahren durch elektrischen Strom
Gefahren können vom Netz- oder Schweißstrom verursacht werden. Das Gesetz verbietet dem NichtElektrofachmann jegliches Hantieren an Teilen, die an
der Netzspannung liegen.
Davon ausgenommen ist die Bedienung des Netzstekkers oder des Netzstromschalters. Bei Instandsetzungs- oder Wartungsarbeiten an der Stromquelle
muß das Gerät vom Netz getrennt sein.
Bei Arbeiten, die das Maß einiger Handgriffe überschreiten, bei denen der Ausführende den Arbeitsplatz - wenn auch nur kurzzeitig - verläßt, ist die Steckdose zusätzlich deutlich zu blockieren.
Besonderer Hinweis für den WIG-Schweißer:
Im Inneren der Stromquelle befindet sich das HFZündgerät, welches mit einer Hochspannung von einigen tausend Volt arbeitet. Das Blechgehäuse des
Zünd-gerätes mit dem Aufkleber:
“ACHTUNG! LEBENSGEFÄHRLICHE SPANNUNG”
darf nur von einem Elektrofachmann und nur bei gezogenem Netzstecker geöffnet werden! Beim Schweißen
mit Zündhilfe muß der Arbeitstisch geerdet sein.
Schutzleiter
Jedes Drehstromnetz führt einen Schutzleiter. Dieser
ist ohne Spannung, er ist geerdet und mit dem Gehäuse des Gerätes verbunden. Tritt ein Erdschluß am Gerät auf, entsteht zwischen Schutzleiter und Phase ein
Kurzschluß. Damit schmilzt die entsprechende Außenleitersicherung bzw. der Fehlstromschutzschalter (FI)
spricht an.
Netz- und Gerätezuleitungen sollten regelmäßig von
einem Fachmann auf Funktionstüchtigkeit des Schutzleiters geprüft werden.
Leerlaufspannung
Die höchste und damit gefährlichste Spannung im
Schweißstromkreis ist die Leerlaufspannung. Höchstzulässige Leerlaufspannungen sind nach Schweißstromart, Bauart der Stromquelle und der mehr oder minder
elektrischen Gefährdung des Arbeitsplatzes in den nationalen und internationalen Bestimmungen festgehalten.
Gleichrichterstromquellen
Eine Gleichstrom-Schweißstromquelle muß so gebaut
sein, daß bei Defekt eines Gleichrichters (z. B. offener
Stromkreis, Kurzschluß oder Phasenfehler) die zulässigen Wechselstromwerte nicht überschritten werden
können.
Nachstehend die Leerlaufspannungs-Bemessungswerte nach IEC 974 (v. 1.1.1990) für Arbeiten unter
normalen Verhältnissen bzw. Arbeiten unter erhöhter
elektrischer Gefährdung.
Arbeiten unter normalen Verhältnissen
Bei Arbeiten unter normalen Verhältnissen und für einfache Geräte gelten folgende LeerlaufspannungsBemessungswerte:
o für Gleichstrom 113 V Scheitelwert
o für Wechselstrom 113 V Scheitelwert und
80 V Effektivwert.
Bei Geräten mit Schutzschaltung dürfen die Spannungswerte überschritten werden, wenn dabei die hö-
here Spannung bei nicht gezündetem Lichtbogen nicht
länger als 0,2 s auftritt.
Für vollmechanische-, automatische- und Sonderverfahren können Ausnahmen gelten. Für Schweiß-
stromquellen, denen nach Wahl Gleich- oder Wechselstrom entnommen werden kann, gelten die Bestimmungen für die jeweilige Betriebsart.
Arbeiten unter erhöhter elektrischer Gefährdung
Arbeiten in engen Räumen, unter beengten Verhältnis-
sen, zwischen, auf oder an elektrisch leitfähigen Teilen, in nassen oder heißen Räumen.
Für Arbeiten unter erhöhter elektrischer Gefährdung
gelten folgende Leerlaufspannungs-Bemessungswerte:
o für Gleichstrom 113 V Scheitelwert
o für Wechselstrom 68 V Scheitelwert und
48 V Effektivwert.
Eine im Schweißstromkreis auftretende Wechselspannung darf 48 V nicht übersteigen. Dies gilt auch für
Schweißgleichrichter im Schweißbetrieb, wenn die Bedienung der Geräte im Kessel erfolgt. Schweißgleichrichter für Arbeiten in Kesseln usw. müssen in jedem
Fall deutlich mit dem Zeichen (Safety) versehen
sein.
6
L
3
N
PE
(T)
(MP)
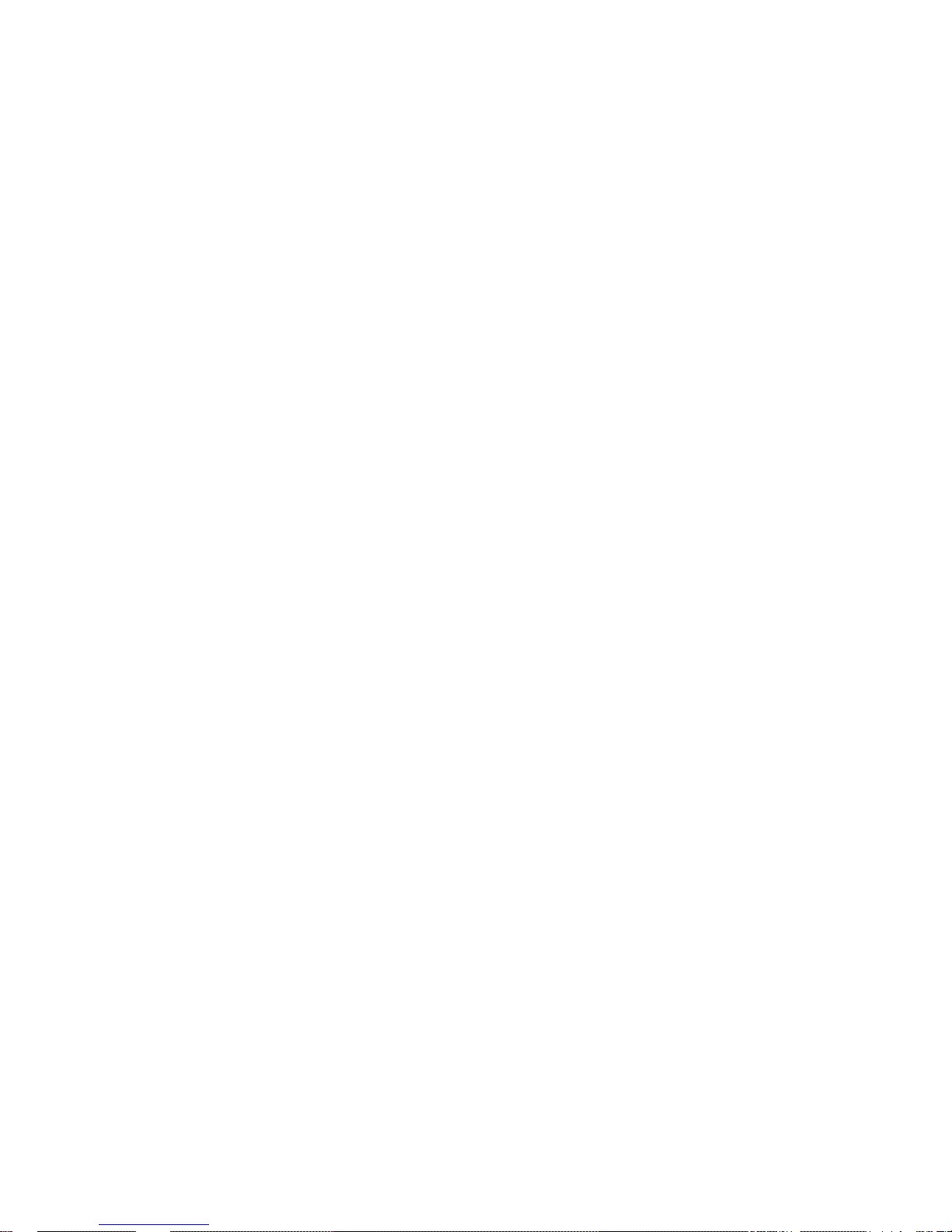
Abb. 1: Schweißstromquelle darf nie auf elektrisch leitfähi-
gem Boden stehen!
Werkstückanschluß: so nicht! Festangeschlossene
Klemme verwenden!
Schutzleiter werden zerstört, wenn der Schweiß-
strom seinen Weg selbst sucht!
Werkstückklemme
Wenn das Kabel der Werkstückklemme kürzer ist als
das Brennerschlauchpaket oder Elektrodenhandkabel,
und die Klemme nicht in unmittelbarer Nähe der
Schweißstelle angebracht wird, sucht sich der
Schweißstrom seinen Rückweg selbst. Dieser kann
zum Beispiel bei Instandsetzungen über Maschinenteile, Kugellager, oder über elektrische Schaltungen fließen. Er kann Teile zum Glühen bringen, Ketten, Stahl-
seile reißen lassen, aber auch den Schutzleiter durchschmelzen.
Dieses kann auch vorkommen, wenn die Werkstück-
klemme nur nachlässig befestigt ist oder nur auf das
Werkstück gelegt wird. Wenn also der Stromverlauf auf
“Brücken” von irgendwelchen Winkelstählen oder ähnliches angewiesen ist (Abb.1).
Persönlicher Körperschutz
o Beim Schweißen vorsorglich an beiden Händen
isolierende Handschuhe tragen. Diese schützen
vor elektrischen Schlägen (Leerlaufspannung des
Schweißstromkreises), vor schädlichen Strahlungen (Wärme- und UV-Strahlen), sowie vor glühenden Metall- und Schlackenspritzern.
o Festes, isolierendes Schuhwerk tragen; die Schuhe
sollen auch bei Nässe isolieren. Halbschuhe sind
nicht geeignet, da herabfallende, glühende Metalltropfen Verbrennungen verursachen.
o Geeignete Bekleidung anziehen; keine syntheti-
schen Kleidungsstücke.
o Nicht mit ungeschützten Augen in den Lichtbogen
sehen; nur Schweißer-Schutzschild mit vorschriftsmäßigem Schutzglas verwenden. Der Lichtbogen
gibt außer Licht- und Wärmestrahlen, die eine Blendung bzw. Verbrennung verursachen, auch UVStrahlung ab. Diese unsichtbare, ultraviolette
Strahlung verursacht bei ungenügendem Schutz
eine, erst einige Stunden später bemerkbare, sehr
schmerzhafte Bindehautentzündung. Außerdem
hat die UV-Strahlung auf ungeschützte Körperstellen sonnenbrandähnliche Wirkungen zur Folge.
o Auch in der Nähe des Lichtbogens befindliche Per-
sonen oder Helfer müssen auf die Gefahren hingewiesen und mit den nötigen Schutzmitteln ausgerü-
stet werden; wenn notwendig, Schutzwände aufstellen.
o Beim Schweißen, besonders in kleinen Räumen, ist
für ausreichende Frischluftzufuhr zu sorgen, da
Rauch und schädliche Gase entstehen können.
o An Behältern, in denen Gase, Treibstoffe, Mineral-
öle oder dgl. gelagert waren, darf, auch wenn sie
schon lange Zeit entleert sind, keine Schweißarbeit
vorgenommen werden, da durch Rückstände Explosionsgefahr besteht.
o In feuer- und explosionsgefährdeten Räumen gel-
ten besondere Vorschriften.
o Schweißverbindungen, die großen Beanspruchun-
gen ausgesetzt sind und unbedingte Sicherheitsforderungen erfüllen müssen, dürfen nur von besonders ausgebildeten Schweißern ausgeführt
werden. Beispiele sind: Druckkessel, Laufschienen, Anhängerkupplungen usw.
TT
TT
T
ecec
ecec
ec
hnischnisc
hnischnisc
hnisc
he Dahe Da
he Dahe Da
he Da
tenten
tenten
ten
Gerät geeignet zum Schweißen
in Räumen mit erhöhter
elektrischer Gefährdung
Netzspannung +/- 15 %: 1 x 230 V
50/60 Hz
Netzabsicherung 230 V: 16 AT
Scheinleistung bei 100 % ED: 4,6 kVA
35 % ED: 6,9 kVA
Cos j (140 A): 0,99
Wirkungsgrad bei 35 %: 0,85
Schweißstrombereich: 5 - 140 A
Schweißstrom bei 35 % ED: 140 A
100 % ED: 100 A
Arbeitsspannung WIG: 10 - 15,6 V
E-Hand: 20 - 25,6 V
Leerlaufspannung: 54 V
Isolationsklasse: B
Schutzart: IP 23
Kühlung: AF
Abmessungen L x B x H (mm): 360 x 120 x 215
Gewicht: 5,7 kg
7
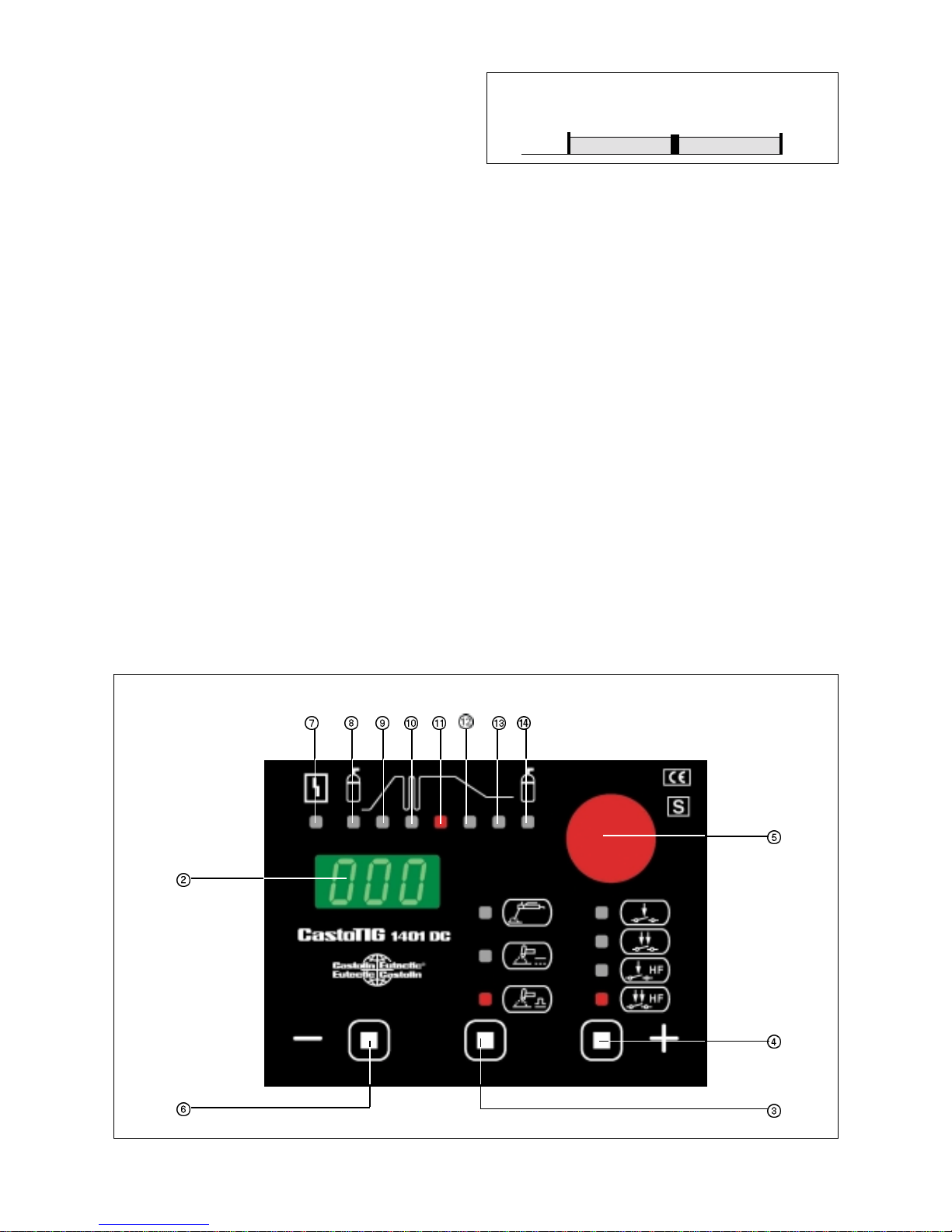
Abb. 3: Frontansicht CastoTIG 1401 DC
230 V230 V
230 V230 V
230 V
195 V
265 V
Abb. 2: Toleranzbereiche der Netzspannung
-15 %
+15 %
InbetrieInbetrie
InbetrieInbetrie
Inbetrie
bnahme allgbnahme allg
bnahme allgbnahme allg
bnahme allg
emeinemein
emeinemein
emein
Achtung! Störungseinflüsse nach außen
bei der WIG-Schweißung mit Hochfrequenz (HF)
Die bei der WIG-Schweißung anliegende Hochfrequenz, die zur berührungslosen Zündung des
Schweißlichtbogens benötigt wird, kann bei ungenü-
gend geschirmten Computeranlagen, Rechenzentren, Robotern, computergesteuerten Bearbeitungsmaschinen oder Meßstationen Störungen verursachen
oder den Ausfall dieser Systeme zur Folge haben. Ferner können bei WIG-Schweißungen in besiedelten
Wohngebieten Störungen in elektronischen Telefonnetzen sowie im Rundfunk- und Fernsehempfang auftreten.
Elektrische Eingriffe sowie das Wechseln der Sicherungen am Netzteilprint oder das Auf- bzw. Ummontieren des Netzsteckers dürfen nur von einem Elektrofachmann durchgeführt werden!
CastoTIG 1401 DC kann mit der Netzspannung von
1 x 230 V~ (+/- 15 % Toleranzbereich) betrieben werden. (Abb. 2).
Netzstecker müssen der Netzspannung und der Stromaufnahme des Schweißgerätes entsprechen (siehe
T echnische Daten!).
Die Absicherung der Netzzuleitung ist auf die Stromaufnahme des Schweißgerätes auszulegen!
AA
AA
A
ufstellbestimmufstellbestimm
ufstellbestimmufstellbestimm
ufstellbestimm
ungung
ungung
ung
enen
enen
en
Betrieb im Freien
Die Anlage kann gemäß ihrer Schutzart IP 23 im Freien aufgestellt und betrieben werden. Die eingebauten
elektrischen T eile sind jedoch vor unmittelbarer Nässe-
einwirkung, zum Beispiel äußere Naßreinigung, zu
schützen.
Kühlluft
Die Anlage muß so aufgestellt werden, daß die Kühlluft
ungehindert durch Luftschlitze an der Rückwand einund durch die Vorderseite austreten kann.
Staub
Es ist darauf zu achten, daß anfallender metallischer
Staub oder sonstige leitende Pulver und Stäube, zum
Beispiel bei Schleifarbeiten, nicht direkt vom Lüfter in
die Anlage gesaugt wird.
8
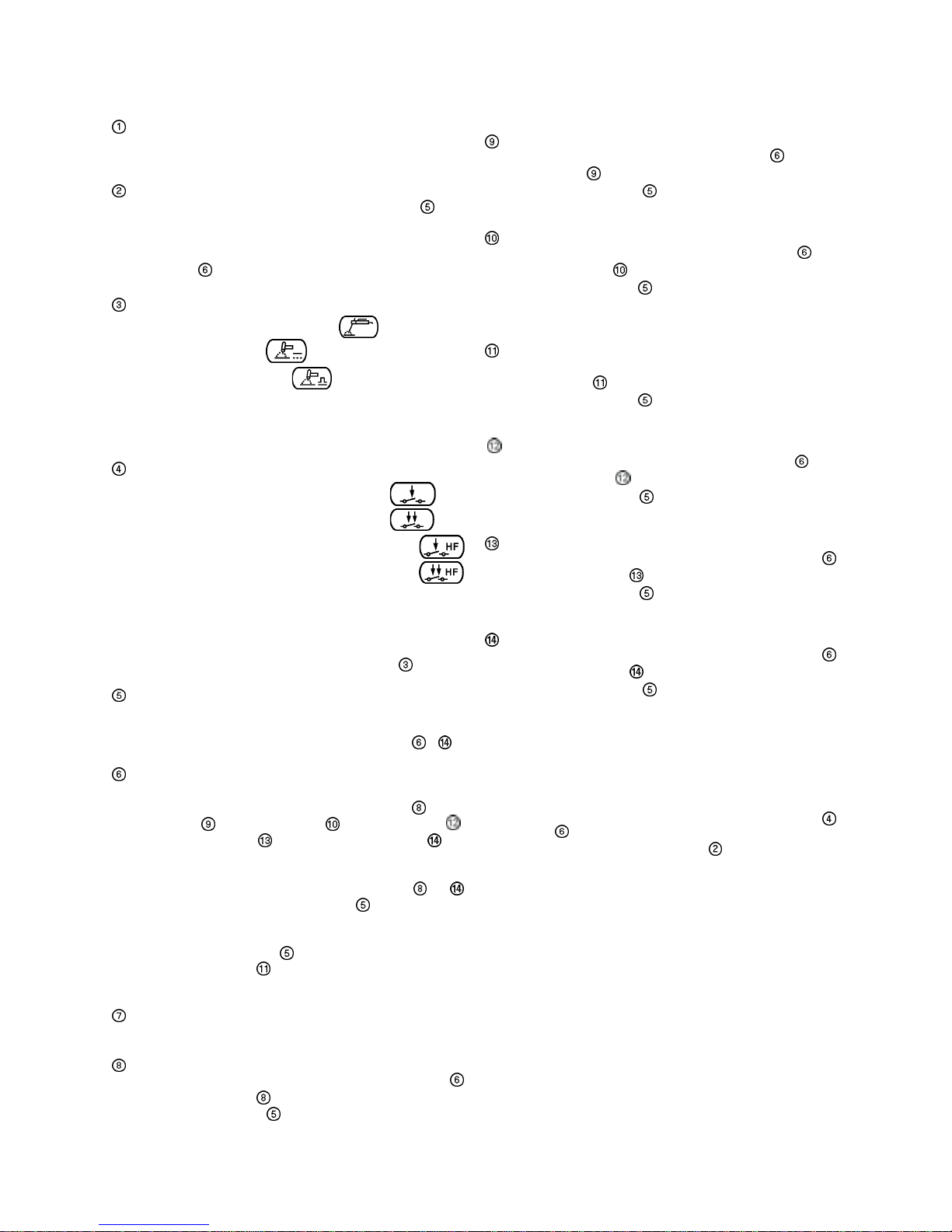
Beschreibung
der Bedienungselemente
Netz-Hauptschalter EIN/AUS
An der Rückseite des Gerätes (siehe Abb. 5 "Rückansicht")
Digital-Anzeige
o Die Digital-Anzeige zeigt den mit Regler ge-
wählten Schweißstrom an.
o Die Digital-Anzeige dient außerdem zur Anzeige
der Einstellparameter beim WIG-Schweißen
(siehe .)
Funktionswahlschalter Schweißverfahren
o Elektroden-Handschweißen
o WIG-Schweißen
o WIG-Pulsschweißen
o Durch Drücken des Tasters wird von oben nach
unten von einer Betriebsart auf die nächste
weitergeschaltet, die jeweilige LED leuchtet.
Funktionswahlschalter WIG-Betriebsart
o 2-Takt-Betrieb: Berührungszündung
o 4-Takt-Betrieb: Berührungszündung
o 2-Takt-Betrieb: kontaktlose HF-Zündung
o 4-Takt-Betrieb: kontaktlose HF-Zündung
o Durch Drücken des Tasters wird von oben nach
unten von einer Betriebsart auf die nächste
weitergeschaltet, die jeweilige LED leuchtet. Der
Taster ist nur auf der Stellung WIG-Schweißen
und WIG-Pulsschweißen des Tasters aktiv.
Einstellregler
o Stufenlose Schweißstromeinstellung im Bereich
5 A - 140 A.
o Einstellung der WIG Parameter gemäß - .
Funktionswahlschalter WIG Parameter
o Dient zur Anwahl der verschiedenen WIG-
Schweißparameter (Gasvorströmzeit , UpSlope , Pulsfrequenz , Down-Slope ,
Endkraterstrom und Gasnachströmzeit .)
o Durch Drücken des Tasters werden von links
nach rechts die verschiedenen möglichen Parameter angewählt, die jeweilige LED leuchtet. Mit dem Einstellregler kann der Wert
verändert werden.
o Erfolgt innerhalb von 3 Sek. keine Betätigung
des Einstellreglers , springt die Anzeige wieder auf LED , Einstellung des Schweiß-
stromes.
Thermo-Überwachung
o Anzeige für Übertemperatur.
Gasvorströmzeit
o Gasvorströmzeit mit Funktionswahlschalter
anwählen, LED leuchtet.
o Mit Einstellregler Gasvorströmzeit von 0 - 10
Sek. einstellen.
o Nur aktiv beim WIG-Schweißen mit kontaktloser
HF-Zündung.
Up-Slope (Stromanstieg)
o Up-Slope mit Funktionswahlschalter anwäh-
len, LED leuchtet.
o Mit Einstellregler Up-Slope-Zeit von 0 - 20
Sek. einstellen.
Puls-Frequenz
o Puls-Frequenz mit Funktionswahlschalter an-
wählen, LED leuchtet.
o Mit Einstellregler Puls-Frequenz von 0,5 - 250
Hz einstellen (in Stufen).
o Nur aktiv bei WIG-Pulsschweißen.
Schweißstrom
o Beim Einschalten des Gerätes leuchtet automa-
tisch LED .
o Mit Einstellregler Schweißstrom von 5 - 140 A
einstellen.
Down-Slope (Stromabfall)
o Down-Slope mit Funktionswahlschalter an-
wählen, LED leuchtet.
o Mit Einstellregler Down-Slope-Zeit von 0 - 20
Sek. einstellen.
Endkraterstrom
o Endkraterstrom mit Funktionswahlschalter
anwählen, LED leuchtet.
o Mit Einstellregler Endkraterstrom von 5 - 140
A einstellen.
Gasnachströmzeit
o Gasnachströmzeit mit Funktionswahlschalter
anwählen, LED leuchtet.
o Mit Einstellregler Gasnachströmzeit von 0 -
25 Sek. einstellen.
Reset-Funktion
o Das Gerät kann auf die von Castolin voreinge-
stellten Parameter zurückgesetzt werden.
o Dies geschieht durch gleichzeitiges Drücken
und Halten (ca. 3 Sek.) der Funktionsschalter
und , während das Gerät eingeschaltet wird.
o Sobald die Digital-Anzeige den Wert "80 A"
anzeigt, sind alle Parameter zurückgesetzt.
o Die voreingestellten Parameter sind:
- Gasvorstömzeit: 0 Sek.
- Up-Slope: 0 Sek.
- Puls-Frequenz: 125 Hz
- Schweistrom: 80 A
- Down-Slope: 0 Sek.
- Endkraterstrom: 5 A
- Gasnachströnzeit: 3 Sek.

9
Abb. 5: Rückansicht
Abb. 4: Brenner- bzw. Schweißkabelanschlüsse an der Geräte-
Frontseite
B
D
C
A
E
(–) Strombuchse mit Bajonettverschluß:
a) Anschluß des WIG-Brenners
b) Anschluß des E-Handkabels oder des Masse-
kabels bei der E-Handschweißung
(+) Strombuchse mit Bajonettverschluß :
a) Anschluß des Massekabels bei der WIG-
Schweißung.
b) Anschluß des E-Handkabels oder des Masse-
kabels bei der E-Handschweißung.
Gas-Überwurfmutter:
Zum Anschluß des Brenner-Schutzgasschlauches.
Brenner-Steuersteckdose (5-polig)
Steuerstecker des Schweißbrenners einstecken
und festschrauben.
Schutzgas-Anschluß
Zum Anschluß der Schutzgasversorgung
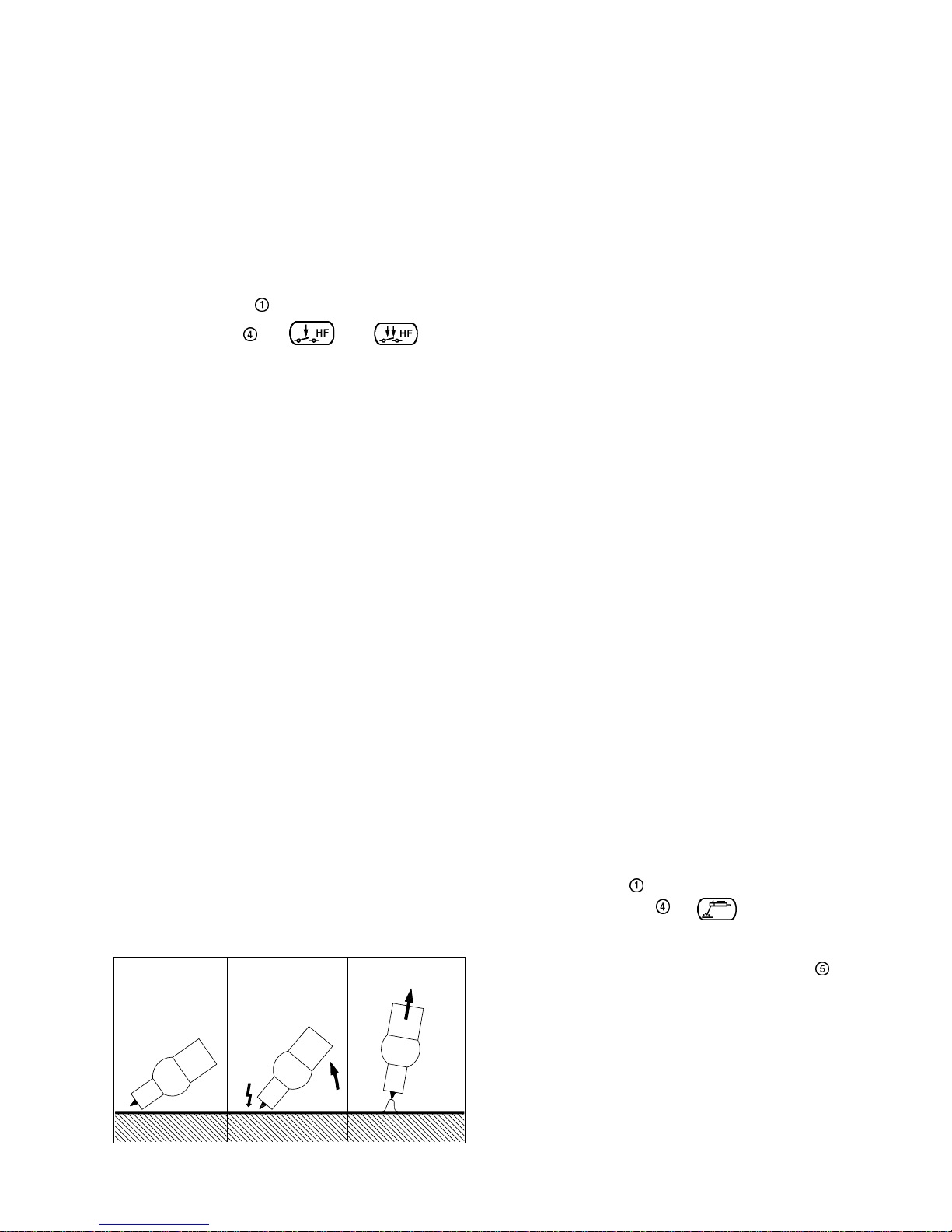
Abb. 7: Zünden durch Berührung.
a)Gasdüse aufsetzen
b)Zünden durch
Werkstückberührung
c)Lichtbogen gezündet
WIG-Schweißen
mit Bermit Ber
mit Bermit Ber
mit Ber
ührühr
ührühr
ühr
ungszündung (ohne HF)ungszündung (ohne HF)
ungszündung (ohne HF)ungszündung (ohne HF)
ungszündung (ohne HF)
Inbetriebnahme
¨ Schweißbrenner mit Wolframelektrode und Gas-
düse bestücken (siehe jeweilige Brenner-Bedienungsanleitung).
¨ Massekabel in Strombuchse B einstecken und
verriegeln.
¨ Gasschlauch an Anlage und Gasdruckminderer an-
schließen.
¨ Netzstecker einstecken.
¨ Netzhauptschalter einschalten,
¨ mit Wahlschalter auf WIG oder WIG-Puls schal-
ten, LED leuchtet.
¨ mit Wahlschalter auf bzw. stellen;
LED leuchtet.
¨ Wahl der Schweißparameter.
¨ Gasflaschenventil durch Drehen nach links öffnen.
¨ Brennerschalter vordrücken und loslassen
(4-Takt-Betrieb).
¨ Stellschraube an der Unterseite des Gasdruck-
minderers so lange nach rechts drehen, bis
Arbeitsmanometer gewünschte Litermenge anzeigt.
¨ Brennerschalter erneut vordrücken und
loslassen (Schweißen AUS).
Zünden des Lichtbogens
¨ Bei abgeschaltetem Schweißstrom Elektrode an
Zündstelle aufsetzen, Brenner zurückneigen bis
Gasdüse mit Rand auf Werkstück aufliegt und zwischen Elektrodenspitze und Werkstück 2 bis 3 mm
Abstand bestehen (Abb. 7 a).
¨ Schutzblende schließen.
¨ Brennerschalter betätigen - Schutzgas strömt.
¨ Brenner über Düsenrand langsam aufrichten bis
Elektrodenspitze das Werkstück berührt
(Abb. 7 b).
¨ Lichtbogen zündet durch Abheben des Brenners
und Schwenken in Normallage (Abb. 7 c).
¨ Schweißung durchführen.
Abb. 6: CastoTig 1401 DC mit Brenner G 160
E
10
Abb. 8: Zünden mit Zündhilfe.
a)Gasdüse aufsetzen
b)Berührungslose
HF-Zündung
c)Lichtbogen gezündet
Zünden des Lichtbogens
o Bei abgeschaltetem Schweißstrom Elektrode an
Zündstelle aufsetzen, Brenner zurückneigen bis
Gasdüse mit Rand auf Werkstück aufliegt und zwischen Elektrodenspitze und Werkstück 2 bis 3 mm
Abstand bestehen (Abb. 8 a).
o Schutzblende schließen.
o Brennerschalter betätigen.
o Lichtbogen zündet ohne Werkstückberührung
(Abb. 8 b).
o Brenner in Normallage bringen (Abb. 8 c).
Vorteil: Keine Elektroden- und Werkstückverun-
reinigung.
WICHTIG: Hochfrequenz schaltet nach dem Zünd-
vorgang selbsttätig ab.
Zündüberwachung:
Wird vom Schweißer nach erfolglosem Zünden oder
Abreißen des Lichtbogens der Steuerablauf
(4-T akt) durch den Brennerschalter nicht unterbrochen,
kommt es durch ständiges Austreten des Schutzgases
zu ungewolltem Gasverlust. In diesem Fall unterbricht
die Überwachungssteuerung den Steuerablauf nach
ca. 1 Sekunde selbsttätig. Ein erneuter Zündvorgang
muß abermals über den Brennerschalter eingeleitet
werden.
WIG-ScWIG-Sc
WIG-ScWIG-Sc
WIG-Sc
hwhw
hwhw
hw
eißen im 2-Teißen im 2-T
eißen im 2-Teißen im 2-T
eißen im 2-T
akt-Betrieakt-Betrie
akt-Betrieakt-Betrie
akt-Betrie
bb
bb
b
o Brennertaster nach vorne drücken und halten:
- Gasvorströmzeit läuft ab (nur bei HF-Zünding)
- Lichtbogen zündet
- Schweißstom steigt mit eingestelltem Up-SlopeZeit auf den eingestellten Wert.
o Brennertaster loslassen:
- Schweißstrom fällt mit eingestellter Down-SlopeZeit auf den eingestellten Endkraterstrom ab.
- Lichtbogen erlischt.
- Gasnachstromzeit läuft ab.
WIG-ScWIG-Sc
WIG-ScWIG-Sc
WIG-Sc
hwhw
hwhw
hw
eißen im 4-Teißen im 4-T
eißen im 4-Teißen im 4-T
eißen im 4-T
akt-Betrieakt-Betrie
akt-Betrieakt-Betrie
akt-Betrie
bb
bb
b
o Brennertaster nach vorne drücken und loslassen:
- Gasvorströmzeit läuft ab (nur bei HF-Zünding)
- Lichtbogen zündet
- Schweißstom steigt mit eingestelltem Up-SlopeZeit auf den eingestellten Wert.
o Brennertaster nach vorne drücken und halten:
- Schweißstrom fällt mit eingestellter Down-SlopeZeit auf den eingestellten Endkraterstrom ab.
- Endkraterstrom wird gehalten.
o Brennertaster loslassen:
- Lichtbogen erlischt.
- Gasnachstromzeit läuft ab.
ElektrElektr
ElektrElektr
Elektr
oden-Handscoden-Handsc
oden-Handscoden-Handsc
oden-Handsc
hwhw
hwhw
hw
eißeneißen
eißeneißen
eißen
Inbetriebnahme
o Polarität je nach Elektrodentyp richtig wählen.
o Schweißkabel laut Buchsenbezeichnung in Strom-
buchse einstecken und durch Drehung nach rechts
verriegeln. E-Hand-Zange isoliert ablegen.
o Netzhauptschalter auf “EIN” schalten,
o Funktionswahlschalter auf schalten; LED-
Anzeige leuchtet und Schweißstrom wird angezeigt.
o Schweißstromeinstellung mit Hauptstromregler
vornehmen.
o Schweißvorgang einleiten.
Inbetriebnahme
o Schweißbrenner mit Wolframelektrode und Gas-
düse bestücken (siehe jeweilige Brenner-Bedienungsanleitung).
o Massekabel in Strombuchse einstecken und ver-
riegeln.
o Gasschlauch an Anlage und Gasdruckminderer an-
schließen.
o Netzstecker einstecken.
o Netzhauptschalter einschalten,
o mit Wahlschalter auf bzw. schal-
ten; LED leuchtet.
o Wahl der Schweißparameter vornehmen.
o Gasflaschenventil durch Drehen nach links öffnen.
o Brennerschalter vordrücken und loslassen
(4-Takt-Betrieb).
ACHTUNG! Hochfrequenzzündung eingeschaltet!
o Stellschraube an der Unterseite des Gasdruck-
minderers so lange nach rechts drehen, bis
Arbeitsmanometer gewünschte Litermenge anzeigt.
o Brennerschalter erneut vordrücken und loslassen
(Schweißen AUS).
WIG-Schweißen
mit Hochfrequenzzündung (HF)

11
PfPf
PfPf
Pf
lele
lele
le
gg
gg
g
e und e und
e und e und
e und
WW
WW
W
arar
arar
ar
tungtung
tungtung
tung
CastoTIG 1401 DC benötigt unter normalen Arbeitsbedingungen ein Minimum an Pflege und Wartung. Die
Beachtung einiger Punkte ist jedoch unerläßlich, um
die Schweißanlage auf Jahre hindurch einsatzbereit zu
halten.
o Gelegentlich Netzstecker und Netzkabel sowie
Schweißbrenner und Masseverbindung auf Beschädigung überprüfen.
o Ein- bis zweimal jährlich Gerätedeckel abschrau-
ben.
Achtung: Gerät abschalten und Netzstecker
ziehen!
o Anlage mit trockener Preßluft ausblasen
(Beschädigungsgefahr elektronischer Bauteile
durch direktes Anblasen aus kurzer Distanz!).
RR
RR
R
ee
ee
e
parpar
parpar
par
aa
aa
a
turtur
turtur
tur
Reparaturen an dem Gerät dürfen nur durch unsere
Service-Abteilung oder von uns ermächtigte Personen
ausgeführt werden.
GeGe
GeGe
Ge
ww
ww
w
ährähr
ährähr
ähr
leistungleistung
leistungleistung
leistung
Die Gewährleistung beträgt 12 Monate und bezieht
sich auf den Einschichtbetrieb unter der Voraussetzung eines sachgemäßen Einsatzes der Geräte.
Die Gewährleistung umfaßt die Kosten für den Ersatz
defekter Teile und Bauteilgruppen einschließlich der
erforderlichen Montagezeit.
Ausgeschlossen von jeglicher Gewährleistung sind betriebsbedingte Verschleißteile. Ein unsachgemäßer
Einsatz der Geräte sowie eine Beschädigung durch
Gewaltanwendung schließt eine Gewährleistung aus.
Bei Garantieansprüchen bitten wir, uns die SerienNummern der Geräte mitzuteilen.
Geräterücksendungen benötigen unser vorhergehendes Einverständnis. Transport- und alle anfallende Nebenkosten gehen zu Lasten des Absenders.
(Bitte beachten Sie unsere allgemeinen Geschäftsbedingungen).
 Loading...
Loading...