

Page 1
W-LAN 3D-Drucker
Art. No. 2010100
WARNUNG!
Bedienungsanleitung
1. Gehäuse der Düse nicht entfernen!
2. Heiße Oberfläche! Sich im Betrieb aufheizende Düse
nicht berühren!
3. Verletzungsgefahr durch bewegliche Druckerteile.
Keine Handschuhe oder andere Dinge, die sich
verheddern können, während des Betriebs tragen!
Page 2

Page 3
Inhalt
Info, Update/After Sales Support/Garantie
Allgemeine Sicherheitshinweise
Begriffe
Kapitel 1: Der W-LAN 3D-Drucker
1.1 - Vorstellung der Komponenten
1.2 - Referenz
Kapitel 2: Betrieb
2.1 - Auspacken
2.2 - Zubehör
2.3 - Oberfläche
2.3.1 - Konstruktion
2.3.2 - Werkzeuge
2.3.2.1 - Netzwerk
2.3.2.2 - Vorwärmen
2.3.2.3 - Einstellung
2.3.2.4 - Informationen
2.3.3 - Fillament
2.4 - Druck
2.4.1 - Fillament einlegen
2.4.2 - Modelldateiübertragung
2.4.3 - Druck
2.4.4 - Modell herausnehmen
2.4.5 - Fillamentwechsel
2.5 - Kamerabedienung
02
03
05
06
06
07
08
08
10
11
11
13
13
18
19
22
23
24
24
26
28
29
30
31
Kapitel 3: Häufig gestellte Fragen
Kapitel 4 : Support und Kundendienst
01
37
40
Page 4
Weitere Informationen, Updates oder Software
Besuchen Sie unsere Website über die folgenden QR-Codes oder Weblinks, um weitere
Informationen, verfügbare Updates oder Software zu diesem Produkt oder entsprechendem Zubehör zu finden:
3D-Drucker Zubehör
www.bresser.de/P2010100
www.bresser.de/P2080200000000
After-Sales-Support / Service
Unser Support-Team steht Ihnen bei möglichen Problemen mit oder Fragen zu diesem
Produkt steht gern zur Verfügung.
Bitte halten Sie für einen reibungslosen Ablauf folgende Informationen für evtl.
Nachfragen griffbereit:
• Garantie-/Service-Karte
• Artikelnummer und -bezeichnung
• Kaufdatum und Händler
Kontaktmöglichkeiten:
E-Mail: service.3d@bresser.de (bevorzugter Kommunikationsweg)
Internet: www.bresser.de/c/de/service
Telefon*: 0 28 72 - 80 74-210
Servicezeiten:
Montag - Freitag (außer Feiertage)
* Lokale Rufnummer im dt. Festnetz / Gebühren je Anruf abhängig vom Tarif Ihres Telefonanbieters / Anrufe aus dem
Mobilfunknetz und dem Ausland ggf. wesentlich teurer
9:00 - 15:00 Uhr
Garantie
Informationen dazu entnehmen Sie bitte der beiliegenden Karte „Garantie & Service“.
02
Page 5
Allgemeine Sicherheitshinweise
LESEN UND BEFOLGEN SIE ALLE
NACHSTEHENDEN SICHERHEITSHINWEISE.
Sicherheit der Arbeitsumgebung
Ihr Arbeitsplatz muss stets aufgeräumt sein.
Bedienen Sie den W-LAN 3D-Drucker nicht in der Nähe von entzündlichen
Flüssigkeiten, Gas oder Staub.
Bewahren Sie den W-LAN 3D-Drucker außerhalb der Reichweite von
Kindern und ungeschulten Personen auf.
Elektrische Sicherheit
Schließen Sie den W-LAN 3D-Drucker ausschließlich an eine richtig geerdete Steckdose an.
Verwenden Sie den W-LAN 3D-Drucker nicht an feuchten oder nassen Orten.
Setzen Sie den W-LAN 3D-Drucker keiner direkten Sonneneinstrahlung aus.
Verwenden Sie den Drucker nicht während eines Gewitters.
Bitte trennen Sie den Drucker vom Stromnetz, wenn Sie ihn über einen längeren
Zeitraum nicht verwenden.
Personenschutz
Berühren Sie die Düse und die Arbeitsplatte nicht während des Drucks.
Berühren Sie die Düse nach dem Ende des Druckvorgangs nicht.
Kleiden Sie sich richtig. Tragen Sie keine lose Kleidung oder Schmuck. Halten Sie Haare, Kleidung
und Handschuhe von beweglichen Teilen fern.
Bedienen Sie den Drucker nicht, wenn Sie übermüdet sind, unter dem Einfluss von Drogen,
Alkohol oder Medikamenten stehen.
Warnungen
Lassen Sie das Gerät nicht über einen längeren Zeitraum unbeaufsichtigt.
Nehmen Sie keine Veränderungen am Gerät vor.
Senken Sie die Arbeitsplatte vor dem Einführen/Entfernen des Fillaments ab.
(Die Distanz zwischen Düse und Arbeitsplatte muss mindestens 50 mm betragen)
Benutzen Sie das Gerät in einer gut belüfteten Umgebung.
Verwenden Sie das Gerät niemals für ungesetzliche Zwecke.
Verwenden Sie das Gerät niemals, um Behälter für die Aufbewahrung von
Lebensmitteln herzustellen.
Verwenden Sie das Gerät niemals, um elektrische Geräte herzustellen.
Nehmen Sie das Modell niemals in den Mund.
Lösen Sie die Modelle niemals mit Gewalt.
03
Page 6
Anforderungen an die Umgebung
Temperatur: 15-30°C; Feuchtigkeit: 20%-70%
Aufstellung
Das Gerät muss in einer trockenen und belüfteten Umgebung aufgestellt werden.
Die frei Fläche an der rechten, linken und Rückseite muss mindestens 20 cm betragen.
Die freie Fläche vor dem Gerät muss mindestens 35 cm betragen.
Lagertemperatur des Gerätes: 0-40℃
Anforderungen für das Fillament
Verwenden Sie das Fillament ausschließlich für die vorgesehenen Zwecke.
Verwenden Sie bitte nur einen BRESSER-Fillament oder Fillament von Marken/Herstellern,
die von BRESSER zugelassen sind. Andere Fillamente, als jene von BRESSER, können die Düse
wegen der nicht geeigneten Materialeigenschaften verstopfen und beschädigen.
Aufbewahrung des Fillaments
Die Qualität aller Polymere lässt im Laufe der Zeit nach.
Packen Sie das Fillament erst aus, wenn Sie es benötigen.
Fillamente müssen sauber und trocken aufbewahrt werden.
Rechtshinweis
Alle Informationen in diesem Dokument unterliegen Änderungen ohne vorherige
Ankündigung durch BRESSER.
BRESSER ÜBERNIMMT KEINE GEWÄHRLEISTUNG JEGLICHER ART IM HINBLICK
AUF DIESE ANLEITUNG, EINSCHLIESSLICH STILLSCHWEIGENDER GARANTIEN ÜBER DIE
MARKTFÄHIGKEIT ODER EIGNUNG FÜR EINEN BESTIMMTEN ZWECK.
FCC-Hinweis: Dieses Gerät ist im Einklang mit „Part 15, FCC-Richtlinien“. Der Betrieb unterliegt
den folgenden beiden Bedingungen: (1) Dieses Gerät darf keine schädlichen Interferenzen
verursachen und (2) dieses Gerät muss empfangende Interferenzen aufnehmen können,
auch Interferenzen, die eventuell einen unerwünschten Betrieb verursachen.
BRESSER übernimmt keine Haftung für Fehler in dieser Anleitung oder für Neben- oder
Folgeschäden in Verbindung mit der Lieferung, Leistung oder Verwendung dieser Anleitung.
Dieses Dokument enthält eigentumsbezogene Informationen,
die urheberrechtlich Geschützt sind. Copyright © 2020 Bresser GmbH. Alle Rechte vorbehalten.
04
Page 7
Begriffe
Arbeitsplatte
Haftfolie
Konstruktionsvolumen
Extruder
Düse
Kühlgebläse
Fillamentbox
Die Oberfläche, auf der der W-LAN 3D-Drucker ein Objekt aufbaut.
Die schwarze Haftfolie, mit der die Arbeitsplatte des
W-LAN 3D-Druckers abgedeckt ist, damit das Objekt gut auf der
Arbeitsplatte haftet.
Die dreidimensionale Fläche eines Objektes nachdem es
fertiggestellt ist.
Das größte Konstruktionsvolumen beträgt 150x150x150 mm.
Der integrierte Extruder ist auf der X-Achse montiert.
Der Extruder zieht das Fillament von der Spule, schmilzt ihn
und drückt in durch die Düse auf die Arbeitsplatte.
Dieser „Druckkopf“ sitzt am Boden des Extruders,
dort wo das erwärmte Fillament herausgedrückt wird.
Es diente der Kühlung von Extruderaußenbaugruppe
und Getriebemotor.
Eine spezielle Box, in welche das Fillament eingelegt wird,
ist an der rechten Seite des Druckers angeordnet.
Fillamentführungsrohr
Fillamentaufnahme
Ein weißes Plastikrohr, in dem das Fillament von der
Fillamentbox zur Fillamentaufnahme geführt wird.
Eine Öffnung oben auf dem Extruder.
05
Page 8
Kapitel 1: Der W-LAN 3D-Drucker
1
2
3
4
5
10
11
12
13
14
6
7
8
9
21
20
19
18
17
16
15
25
23
22
24
26
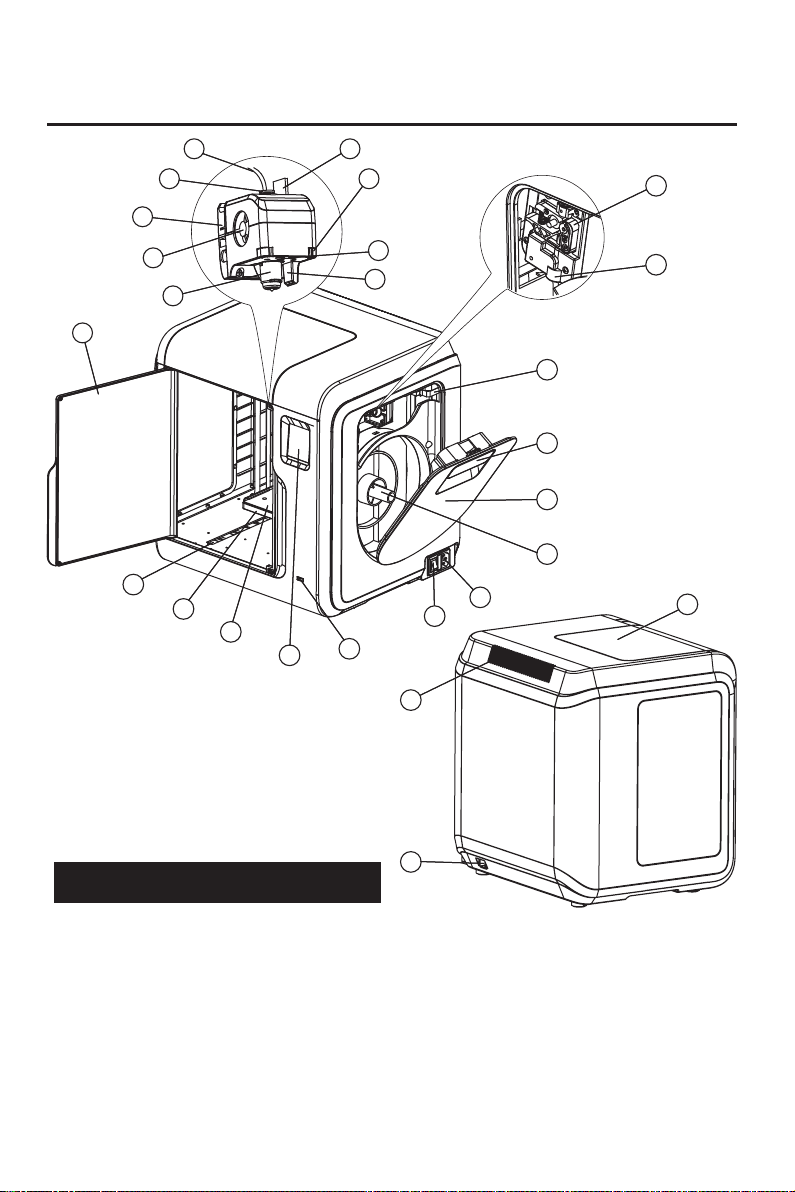
1.1 Vorstellung der Komponenten
1. Fillamentführungsrohr 2. Fillamentführungsrohrverbindung 3. Extrudersockel
4. Kühlgebläse 5. Abnehmbare Düse 6. Extruderkabel 7. Klammer
8. LED-Lampe 9. Druckluftführung 10. Vordertür 11. Y-Achse-Gleitschlitz
12. Plattformsockel 13. Abnehmbare Arbeitsplatte
14. Touchscreen USB-Wechseldatenträgeranschluss 16. Netzschalter 17. Netzeingang
18. Spulenhalter 19. Fillamentabdeckung 20. Griff der Fillamentabdeckung 21. Motor
22. Fillamentaufnahme 23. Fillamentzuführrad 24. Obere Abdeckung 25. Luftauslass
26. Ethernet-Eingang
06
Page 9
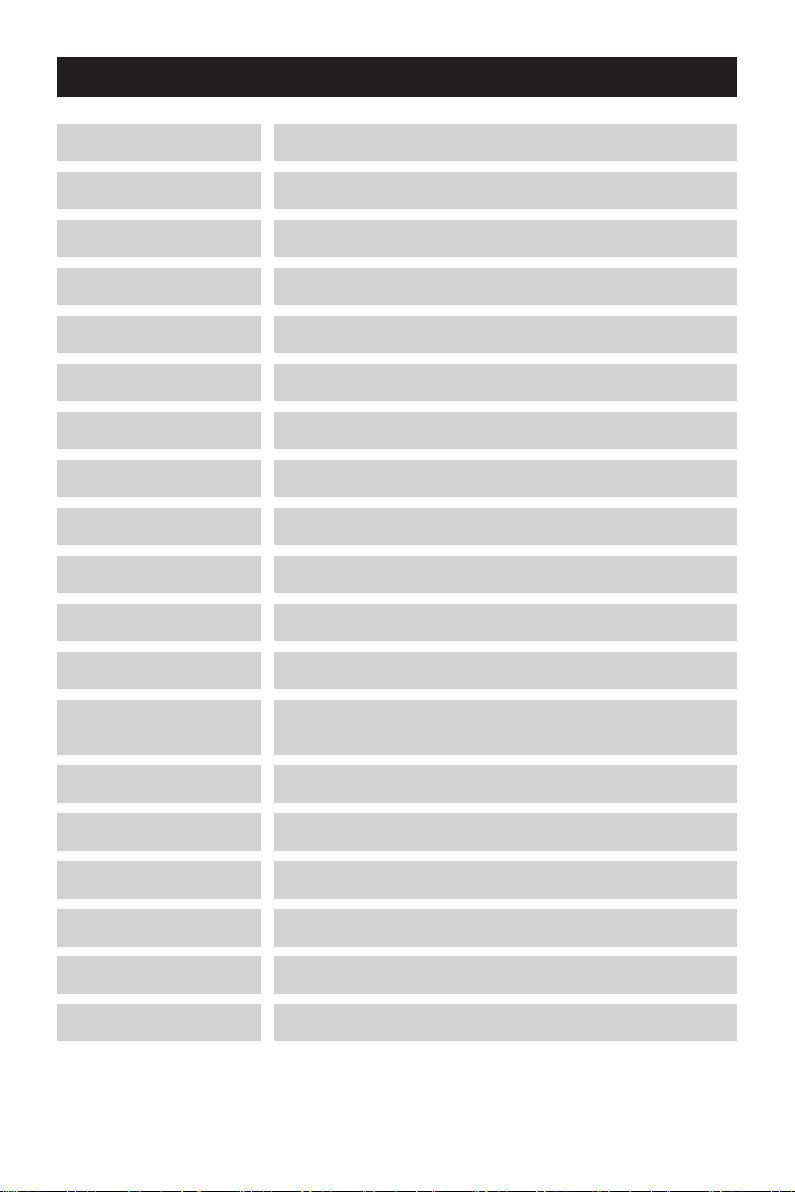
1.2 Referenz
Name
Anzahl Extruder
Drucktechnologie
Bildschirmgröße
Konstruktionsvolumen
Schichtauflösung
Konstruktionsgenauigkeit
Positioniergenauigkeit
Fillamentdurchmesser
Düsendurchmesser
Konstruktions
geschwindigkeit
Software
Unterstützte Formate
der Software
W-LAN 3D-Drucker
1. Abnehmbar
Fused Fillament Fabrikation (FFF)
2,8 Zoll IPS-Farb-Touchscreen
150×150×150 mm
0.1-0.4 mm
±0.2 mm
Z-Achse 0.0025 mm; XY-Achse 0.011 mm
1.75 mm (±0.07 mm)
0.4 mm
10~100 mm/s
FlashPrint
Eingabe: 3mf/stl/obj/fpp/bmp/png/jpg/jpeg
Ausgabe: gx/g Datei
Speichergröße
Betriebssystem
AC-Eingang
Konnektivität
Gerätegröße
Nettogewicht
8GB
Win 8/10
150W (100-250V, 50/60Hz)
USB-stick, W-LAN, Ethernet
388×340×405 mm
9 kg
07
Page 10
Kapitel 2: Betrieb
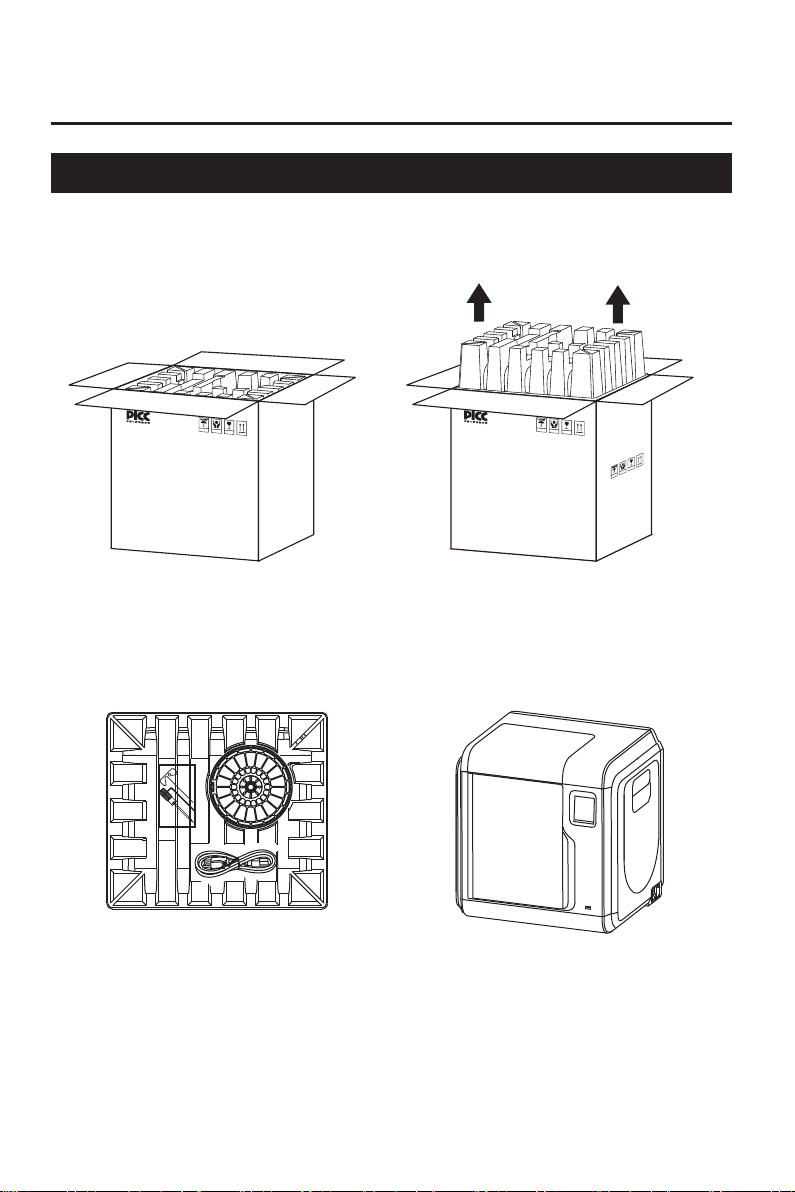
2.1 Auspacken
The People's Insurance Company of China
KEEP DRY
HANDLE
WITH CARE
FRAGILE
1. Öffnen sie den Karton.
3
. Seien Sie vorsichtig! Fillament und
Stromkabel sind im Papierkarton
verpackt
The People's Insurance Company of China
KEEP DRY
HANDLE
WITH CARE
FRAGILE
FRAGILE
HANDLE
WITH CARE
KEEP DRY
2. Nehmen Sie das Packpapier aus dem
Karton.
4. Nehmen sie den Drucker aus dem Karton.
08
Page 11
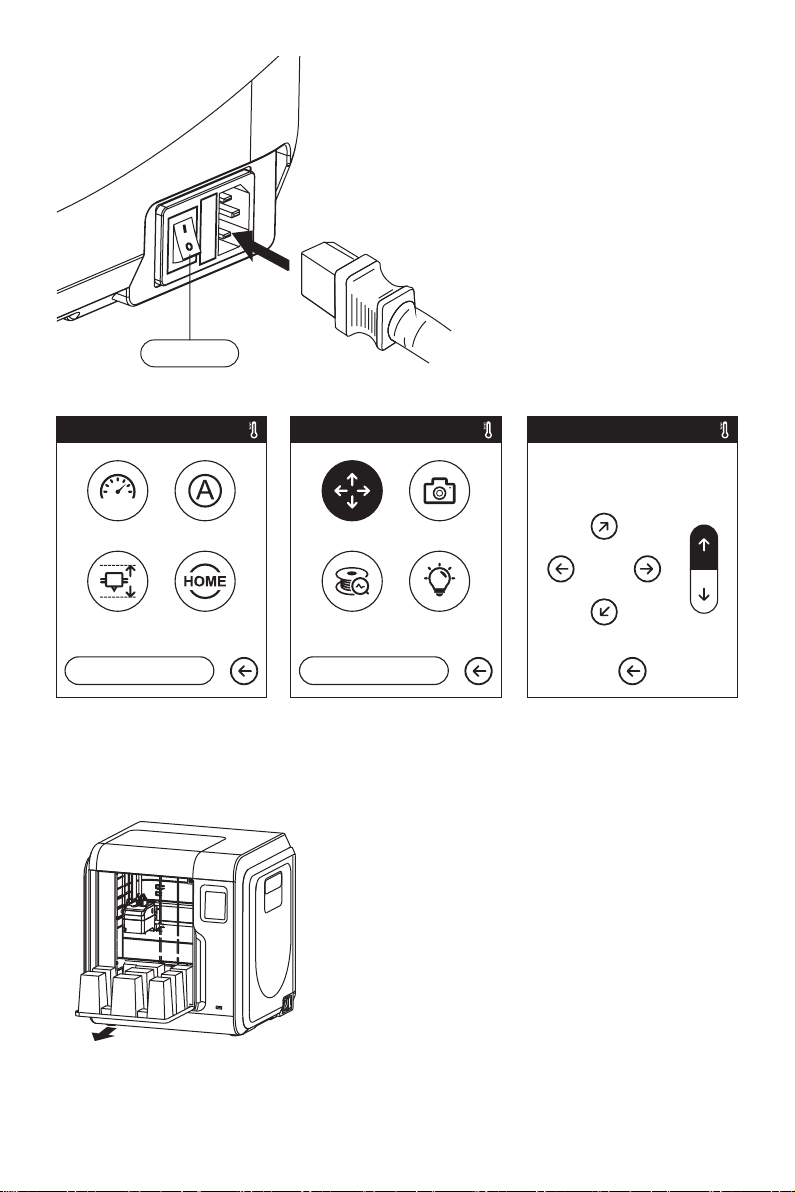
Netzschalter
Stecken Sie das Stromkabel an der Rückseite ein und
schalten Sie den Drucker mit dem Netzschalter ein.
Der Touchscreen wird eingeschaltet.
X: 20.00 Y: 45.00 Z: 36.00
Y
Bewegen Kamera
Fillamentprüfung LED
2/3
<
7. Öffnen Sie die Vordertür, nehmen Sie den Karton aus
dem Drucker und packen Sie ihn vollständig aus.
X
1/3
Sprachen
<<
Status
Kalibrierung Start
<
6. Klicken Sie auf [Werkzeuge]-[Einstellung], um auf die Seite zuzugreifen.
Klicken Sie auf [Bewegen], um zur zweiten Seite zu navigieren.
Klicken Sie auf den oberen Pfeil auf der Seite.
Nun hebt sich der Extruder an und der Karton darunter kann leichter herausgenommen werden.
Z
09
Page 12
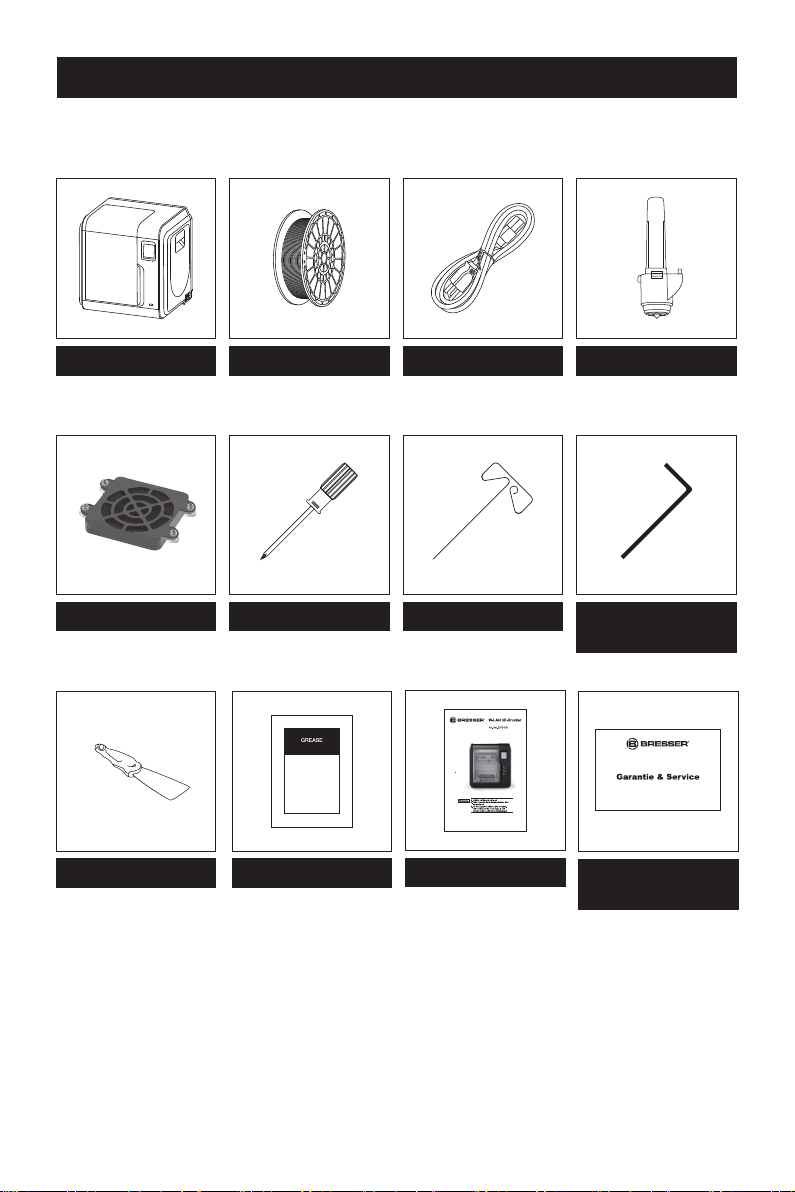
2.2 Zubehör
3D-Drucker
HEPA-Luftfilter
Spachtel
Fillament
Schraubendreher
Schmierfett
Stromkabel
Stiftwerkzeug
Schnellstartanleitung
Ersatzdüse
Innensechskant-
schlüssel
Garantie/Service-
Karte
10
Page 13
2.3 Vorstellung der Bildschirm-Menüs
n..
Lorem ipsum
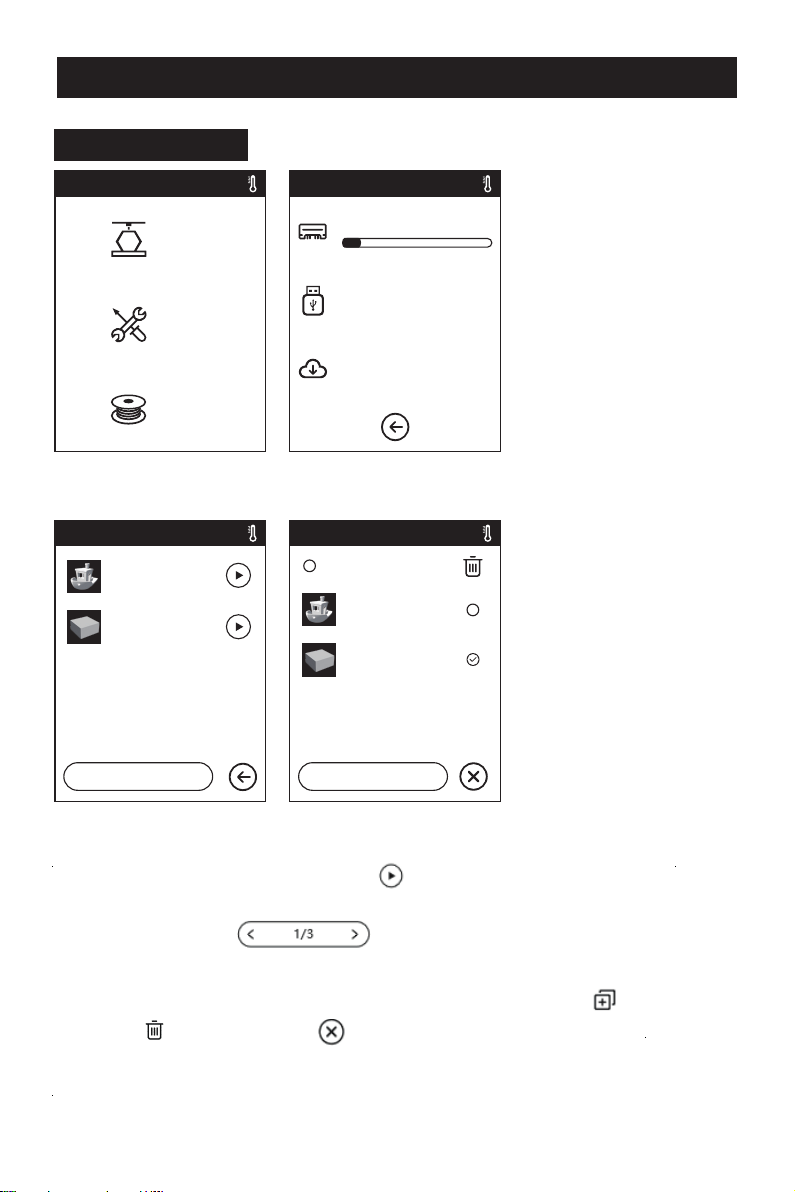
2.3.1 Konstruktion
Drucken
Werkzeuge
Fillament
1. Berühren Sie [Drucken]. 2. Wählen Sie zuerst den Lesen-Pfad der Druckdatei-Dateiliste.
Ship-PLA.gx
20mm_BoxPLA.gx
1/1
<
<
6.62GB
(Keine)
Untätig
Alle auswählen
Ship-PLA.gx
20mm_BoxPLA.gx
1/1
<
<
Lesen der Druckdatei:
Lokale Speicherkarte
USB-Wechseldatenträger
Cloud
Zurück: Zurück zum vorherigen
Bildschirm
3. Dateiliste
Um den Druck zu beginnen, berühren Sie '
gewählten Datei, um die Dateidetails einzugeben. Seitennavigation: Berühren Sie
den linken/rechten Pfeil.
Mit einem langen Druck auf das Dateibild oder den Dateinamen verlassen Sie die
Oberfläche. Hier können Sie die Auswahl „Alle“, „Kopieren“ ,
„Löschen“ treffen. Berühren Sie , um den Auswahlbildschirm
Berühren Sie das Bild der
11
zu verlasse
Page 14
20mm_Box-P...
0 10
h min
m
0.7
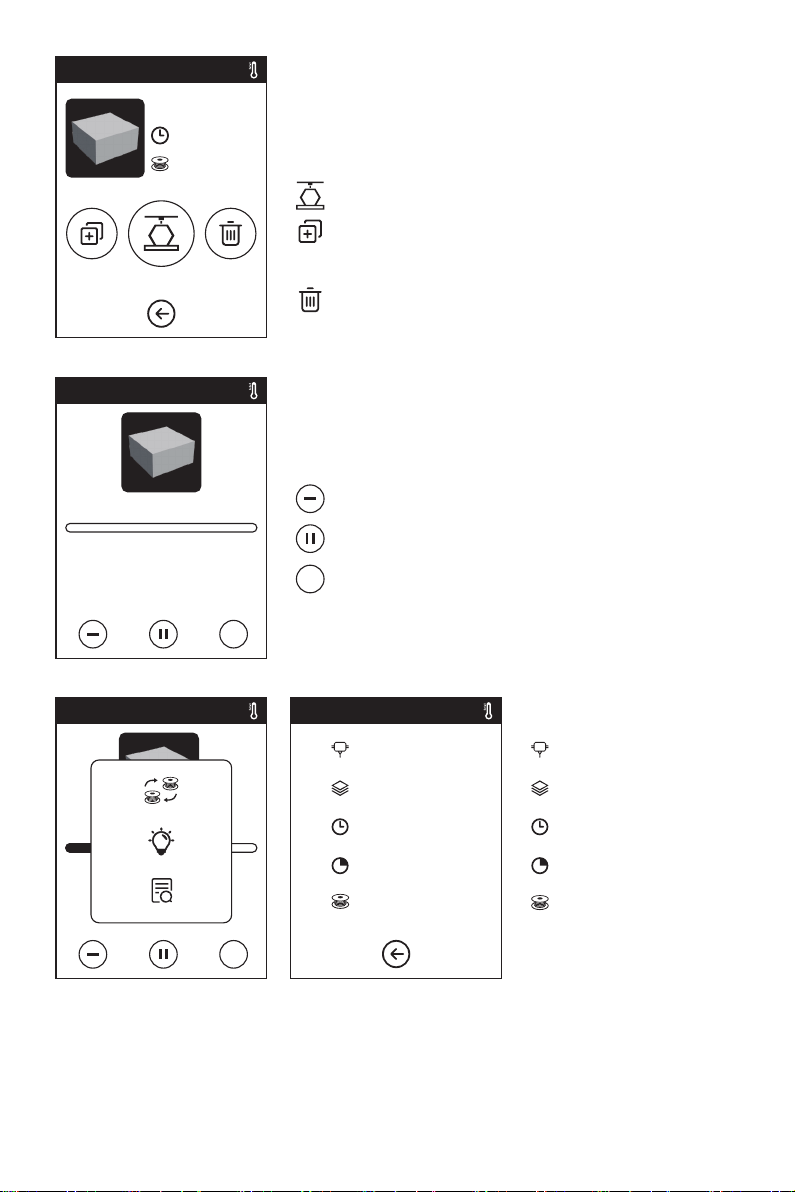
Datei Details: Einschließlich Dateibild, benötigter Zeit,
benötigtes Fillament.
Konstruktion: Beginn des Dateidrucks.
Kopieren: Kopieren der Dateien vom
USB-Wechseldatenträger auf die lokale Speicherkarte.
Löschen: Löschen der Druckdatei.
Druckoberfläche
20mm_Box-PLA.gx
0h10
min
Restdauer
warrior.gx
2h18
min
剩余
...
Abbrechen: Abbrechen des Druckauftrags.
Pause/Fortsetzen: Aussetzen/Fortsetzen des Druckauftrags.
...
Mehr: Überprüfung weiterer Einstellungen und detaillierter
Informationen während des Drucks.
220
℃/220℃
100
℃/100℃
0 1
h min
8
%
M
0.7
...
Mehr
Wechsel: Fillamentwechsel während des Drucks.
LED-Lampe: LED-Lampe ein- oder ausschalten.
Detail: Weitere detaillierte Informationen.
Details
Extrudertemperatur
Temperatur der
Arbeitsplatte
Aufgewandte Zeit
Druckfortschritt
Gesamter Fillamentbedarf
12
Page 15

2.3.2 Werkzeuge
Drucken
Werkzeuge
Netzwerk
Vorheizen
Einstellungen
Fillament
Über
Netzwerk: Druckerverbindung mit dem PC oder Internet
Vorwärmen: Vorwärmen von Extruder und Arbeitsplatte.
Einstellung: (Einstellung) Implementierung der relevanten Funktionen.
Info: „Informationen“ über den Drucker
2.3.2.1 Netzwerk
W-LAN
W-LAN
BRESSER
Netzwerk wählen
ChinaNet-AnCr
TP-LINK_EDC2
QS_1234
W-LAN
Cloud
Hotspot
Ethernet
123
1 2 3 4 5
6 7 8 9
,
abc
.
_
%#
0
1/3
<
<
EIN/AUS: W-LAN-Verbindung ein- oder ausschalten.
W-LAN-Verbindung: Drucken mit Ihrem Drucker mit dem PC über ein stabiles W-LAN-Signal.
13
Page 16

Hotspot
W-LAN-Hotsport einrichten
SSID:
Passwort:
Save
W-LAN
Cloud
Hotspot
Ethernet
W-LAN-Hotspot
SSID:
Passwort:
Setup hotspot
Einrichtung Ihres Druckers als W-LAN-Hotspot.
W-LAN-Hotspot ein- oder ausschalten.
Hotspot-Einstellung: Einrichtung von Hotspot-Name und -Passwort.
Eingabe des Hotspot-Namens mit Ziffern, Zeichen und Symbolen.
Berühren, um den Namen und das Passwort zu speichern.
Ethernet-Verbindung
W-LAN
Cloud
Hotspot
Ethernet
Bitte Kabel anschließen Erfolgreich Verbunden
123
abc
3 4
2
1
6 7 8 9 0
_
,
.
%#
5
Druckerverbindung mit dem PC über ein Ethernet-Kabel.
14
Page 17

Cloud-Verbindung
Der 3D-Drucker ist mit mehreren Cloud-Systemen kompatibel.
Empfohlen wird die FlashCloud.
PolarCloud
W-LAN
Hotspot
FlashCloud
Konto:
PIN:
PolarCloud
Cloud
Ethernet
Speichern
Cloud-Verbindung ein- oder ausschalten. Stellen Sie vor der Verbindung mit der
Cloud bitte die Verbindung mit dem Internet her.
Login
E-mail
Password
FlashCloud:Cloud.sz3dp.com
1. Nach der Registrierung Ihres Konto in der
FlashForge Cloud: Nachdem Sie Ihr Konto über Ihre E-Mail
aktiviert haben, melden Sie sich mit Ihrem Konto an der
FlashForge Cloud an.
Remember Password
Login
Forgot password Rigister
FlashCloud
Start
My Printer
My Model
My Job
Model Library
Add printer
My Printer
Name Register Code Type State
+
The current printer is empty. Please add a printer
2. Nachdem Sie sich mit Ihrem eigenen Konto angemeldet haben, klicken Sie auf [Mein Drucker]- Klicken
Sie auf [Drucker hinzufügen].
15
En
Page 18

FlashCloud
Type State
En
Start
My Printer
My Model
My Job
Model Library
Add printer
My Printer
Name Register Code
+
The current printer is empty. Please add a printer
Add Printer
All fields must be filLED in
Name
Registration Code
OK Cancel
FlashCloud
Drucker Name:
Flashforge
Registrierungscode:
ABCDEF
3. Geben Sie den Namen Ihres Druckers und den FlashCloud Registrierungscode unter [Drucker hinzufügen] ein.
Diese Informationen werden auf der FlashCloud-Oberfläche Ihres Druckers angezeigt.
FlashCloud
Start
My Printer
My Model
My Job
Model Library
My Printer
Name
BRESSER
Add printer
+
The current printer is empty. Please add a printer
Register Code Type State
ABCDEF Adventorer 3 Idle
En
4. Drucker hinzufügen abgeschlossen.
FlashCloud
Start
My Printer
My Model
My Job
Model Library
User
2018.3.2
3D Model
Model Detail
Print
5. Wählen Sie ein Modell aus der Cloud-Bibliothek aus oder laden Sie Ihr eigenes Modell hoch (.stl-Datei).
Klicken Sie auf [Drucken] und öffnen Sie die Modelloberfläche, um das Modell zu bearbeiten.
16
En
Page 19

FlashCloud
Start
My Printer
My Model
My Job
Model Library
BRESSER
Edit model
Move Rotate Scale
-150
X:
-150
Y:
Print para
En
150
0
150
0
-150
Z:
Print
150
0
6. Sie können den entsprechenden Drucker aus dem Dropdown-Menü auswählen.
(Der Drucker muss unter „Mein Drucker“ hinzugefügt werden).
FlashCloud
首页
我的打印机
我的模型
我的任务
模型库
BRESSER
Restdauer
h
0
0%
min
0
21℃ / 0℃ 21℃ / 0℃ Closed Normal
Start Abbruch
7. Klicken Sie auf [Start], um den Druck zu beginnen. Der gewählte Drucker startet den Druckvorgang sofort.
En
17
Page 20

2.3.2.2 Vorwärmen -Einstellung
Extruder
Netzwerk Vorheizen
Plattform
Einstellungen
EIN/AUS: Extruder- oder Plattform-Vorwärmen ein- oder ausschalten.
Berühren Sie das Symbol , um die Vorwärmtemperatur einzustellen.
Mit einem langen Druck auf das Symbol kann die
Schnellvorwärmtemperatur festgelegt werden.
Oberfläche: Extruder-/Plattform-Vorwärmen
Extruder
220
Über
/220℃
Extruder
Plattform
220℃
50℃
Start
220
75
/220℃
/100℃
Abbrechen
Hier werden die Isttemperatur, die Zieltemperatur
und der Aufwärmfortschritt angezeigt.
Höhe Extruder-Vorwärmtemperatur: 230°C
Höhe Plattform-Vorwärmtemperatur: 100°C
Berühren Sie: Druckauftrag abbrechen.
Abbrechen
Abbrechen
18
Page 21

2.3.2.3 Einstellung
Netzwerk
Einstellung
Summer
Update
<
Status
Vorheizen
Über
Werkseinstellung
3/3
<
Status
Kalibrierung
<
Menü Einstellungen
Status
Start
Fillamentprüfung
Werkseinstellungen
Sprachen
Start
1/3
Bewegen
Fillamentprüfung
<<
<
Sprache
Bewegen
LED
Update
Kamera
LED
2/3
Kalibrierung
Kamera
Summer
20℃
20℃
Entaden
19
1/3
Sprache
X: 20.00 Y: 45.00 Z: 36.00
<
Status
Kalibrierung Start
<
Echtzeitanzeige der Koordinaten von X-Achse, Y-Achse, Z-Achse
sowie aktuelle Temperatur von Extruder und Plattform.
Page 22

Sprache
1/3
1/3
Sprachen
<
Sprache
<
Fr
1/2
<
Click the arrow to adjust the
nozzle so that it just touches
the platform
Z-Achse
0.00
Extruder
OK
Status
Kalibrierung Start
<
Auswahl der Zielsprache.
Status
Kalibrierung Start
<
Aufwärtspfeil: Der Extruder hebt sich von der Plattform.
Abwärtspfeil: Der Extruder senkt sich zur Plattform hin.
En
Ar
De
Es
<<
Kalibrierung der anfänglichen
Distanz zwischen Extruder und
Plattform. Nach der Rückkehr in die
Ausgangsposition schieben Sie
ein Blatt Papier kontinuierlich
zwischen Düse und
Arbeitsplatte hin und her.
Gleichzeitig drücken Sie den Pfeil
nach oben und unten, um die
Distanz so lange anzupassen, bis das
Papier eine leichte Reibung erzeugt.
Berühren Sie [OK], um die
Kalibrierung abzuschließen.
2/2
<
Kalibrierung
Start
Rückkehr zu 0, bitte warten... Bereits zurückgekehrt zu 0
1/3
Sprache
<
20
Status
Kalibrierung Start
<
Rückführung der X-, Y- und Z-Achsen auf den mechanischen Nullpunkt.
JaJa
Page 23

Bewegen Kamera
Fillamentprüfung LED
2/3
<
Bewegen Kamera
<
X: 20.00 Y: 45.00 Z: 36.00
Y
Y
X
X
Auto Mode
IDLE Drucken
Manuell:
Manuelle Anpassung der
Positionen von Extruder und
Z
Z
Arbeitsplatte.
Der Extruder bewegt sich nach rechts.
Der Extruder bewegt sich nach links.
Arbeitsplatte vorwärts.
Arbeitsplatte rückwärts.
Der Extruder bewegt sich nach oben.
Der Extruder bewegt sich nach unten.
Kamera:
Kamera ein- oder ausschalten
Automatischer Modus:
Drucken: Kamera eingeschaltet.
USB-Stick ausgesteckt.
Leerlauf: Kamera eingeschaltet.
USB-Stick eingesteckt.
Fillamentprüfung LED
2/3
<
Hinweis: Beim Druck aus der Cloud und Verwendung der Kamerafunktion in der Cloud, ist die Kamera in den
manuellen Modus geschaltet. Der USB-Wechseldatenträger (Stick) ist deaktiviert. Wenn Sie den manuellen
Modus deaktivieren möchten, müssen Sie den automatischen Modus am Drucker aktivieren.
Weitere Angaben zur Kamera entnehmen Sie bitte Kapitel 2.5.
Bewegen Kamera
Fillamentprüfung LED
2/3
<
<
<
Manueller Modus
Bewegen Kamera
Fillamentprüfung LED
2/3
<
21
<
Manueller Modus: Kamera- oder USB-Stick
werden vom Benutzer aktiviert.
Es kann immer nur eines von beiden
eingeschaltet (aktiviert) sein.
Fillamentprüfung:
Die Fillamentprüfung, d. h.
eingeschaltet oder
ausgeschaltet, wird in einem
Dialogfeld angezeigt.
LED: Lampe ein-/ausschalten.
Page 24

Summer
Update
Werks-
einstellungen
Zurücksetzen
Internen Speicher
komplett löschen.
Fertig!
Zurückgesetzt auf
Werkseinstellungen
<
3/3
<
Start
ok
Werkseinstellung: Alle Daten im internen Speicher werden gelöscht und der Drucker wird auf
die Werkseinstellungen zurückgesetzt.
Summer: Summer ein- oder ausschalten.
Update: Update der Drucker-Firmware.
2.3.2.4 Informationen
Geräte Typ:
Adventurer 3
Seriennummer:
123456
Registrierungscode:
XXXXXX
Firmware Version:
v1.0.6-1.3
1/2
<
Aufbauvolumen:
150 x 150 x 150
Nutzungszähler:
12 Stunden
IP-Adresse:
10.90.243.184: 8899
2/2
<
< <
Anzeige der grundsätzlichen Informationen über den Drucker.
Hinweis: Geben Sie beim Kontakt mit dem Techniker des Kundendienstes bitte die
Seriennummer an, die Sie auf dem Bildschirm [Info] finden.
22
Page 25

2.3.3 Fillament
Einzug
Auswurf
/220℃
200
Extruder Heizung ein...
Cancel
Vorheizen abgeschlossen.
laden beginnt...
220
ok
/220℃
/220℃
220
Drücke ok wenn das neue
Fillament austritt.
ok
Laden
• Der Extruder wird auf 220°C erwärmt.
• Sobald die Temperatur erreicht ist, führen Sie das Fillament in einem rechten Winkel in den
Extruder ein, bis Widerstand zu spüren ist (das Fillament wird durch das Zuführrad gedrückt).
• Das Laden ist abgeschlossen, sobald das Fillament aus dem Extruder austritt
Einzug
Auswurf
/220℃
220
Fillament entladen,
bitte warten...
Altes Fillament entfernen
neues einfügen , drücke [ok].
220
ok
/220℃
/220℃
220
Drücke ok wenn das neue
Fillament austritt.
ok
Wechseln
• Der Extruder wird auf 220°C erwärmt. Sobald die Temperatur erreicht ist, wird das Fillament
aus dem Extruder ausgegeben.
• Ziehen Sie das Fillament gemäß den Anleitungen heraus.
• Führen Sie das neue Fillament in die Fillamentaufnahme ein und berühren Sie [OK].
• Das neue Fillament wird aus dem Extruder gedrückt. Der Austauschvorgang ist abgeschlossen,
sobald der neue Fillament aus dem Extruder austritt.
23
Page 26

2.4 Druck
Stecken Sie das Stromkabel am Anschluss an der
Rückseite ein und schalten Sie den Drucker mit dem
Netzschalter ein. Der Touchscreen wird eingeschaltet.
Netzschalter
2.4.1 Fillament laden
1. Öffnen Sie die Fillamentabdeckung, führen Sie das Fillament in die Fillamentaufnahme ein.
Drücken Sie das Fillament in das Zuführrad,
bis Sie Widerstand spüren.
Note: Hinweis: Das Fillament muss durch das Zuführrad
gedrückt werden!
24
Page 27

Drucken
Einzug
200
/220℃
Werkzeuge
Auswurf
Fillament
2. Berühren Sie [Fillament] --Berühren Sie [Laden]--Nach dem Laden berühren Sie [OK].
/220℃
220
Vorheizen fertig,
laden beginnen...
ok
3. Das Laden ist abgeschlossen, sobald das Fillament aus dem Extruder austritt. Berühren Sie [OK].
Setzen Sie die Fillamentspule in den Spulenhalter ein. Schließen Sie die Fillamentabdeckung.
Drücke ok,
wenn die neue Farbe erscheint
ok
220
/220℃
Extruder heizen...
Cancel
Beachten Sie die Laderichtung des Fillaments.
Es muss, wie in der Abbildung, im Uhrzeigersinn
geladen werden.
25
Page 28

2.4.2 Modelldateiübertragung
Nach dem Erzeugen der Gcode-Datei können Sie diesen mithilfe der Flash Print Software auf Ihren
W-LAN 3D-Drucker übertragen. Einen USB-Stick mit der Datei .g/.gx verbinden Sie ggf. mit Ihrem
W-LAN 3D-Drucker. In diesem Fall müssen Sie kein neues Netzwerk einrichten.
Methode 1 :
W-LAN-Verbindung
Netzwerk
Einstellungen
Vorheizen
Über
W-LAN
Cloud
Hotspot
Ethernet
1. Berühren Sie: [Werkzeuge]--[Netzwerk]--[W-LAN].
W-LAN
Netzwerk wählen
BRESSER
ChinaNet-AnCr
TP-LINK_EDC2
QS_1234
1/3
<
<<
123
1 2 3 4 5
6 7 8 9
,
abc
.
_
%#
0
2. Wählen Sie ein Netzwerk aus und geben Sie das Passwort ein.
W-LAN
BRESSER
Netzwerk wählen
ChinaNet-AnCr
TP-LINK_EDC2
QS_1234
1/3
<
26
Page 29

Cloud-Verbindung
Netzwerk Vorheizen
Einstellungen
FlashCloud
Drucker Name:
BRESSER
Registrierungscode:
ABCDEF
Über
W-LAN
Cloud
PolarCloud
Konto:
PIN:
Speichern
Hotspot
Ethernet
FlashCloud
PolarCloud
1. Aktivieren Sie die W-LAN- oder Ethernet-Verbindung und verbinden Sie den Drucker mit
dem Internet.
2. Berühren Sie [Werkzeuge]--Berühren Sie [Cloud] am Drucker.
3. Registrieren Sie Ihr Cloud-Konto und legen Sie Ihre Einstellungen unter
https://cloud.sz3dp.com mit dem Registrierungscode fest,
der am Touchscreen des Druckers angezeigt wird.
Oder Sie registrieren Ihr Cloud-Konto unter https://polar3d.com,
wo Sie Ihr polar3d-Konto und eine PIN erhalten werden.
27
Page 30

2.4.3 Druck
Drucken
Werkzeuge
Fillament
1. Berühren Sie [Konstruktion]. Wählen Sie den Dateipfad: Interner Druckerspeicher, USB-Stick, Cloud.
Ship-PLA.gx
20mm_BoxPLA.gx
1/1
<
2. Suchen Sie das Modell in der Modellliste. Berühren Sie auf der rechten Seite,
um den Druck zu starten. Oder Sie berühren das Bild der Modelldatei oder den Dateinamen, um die
Modelldetail-Seite zu öffnen. Berühren Sie , um den Druck zu beginnen.
<
6.62GB
(Keine)
Untätig
20mm_Box-P...
0 h 10 min
0.70M
20mm_Box-PLA.gx
h
10
Restdauer
min
0
...
3. Der Extruder wärmt sich automatisch auf. Sobald die Aufwärmtemperatur erreicht ist, beginnt der
Drucker mit dem Aufbau des Modells. Nach dem Abschluss des Druckvorgangs, gibt der Drucker
einen Piepton aus und am Touchscreen wird eine Meldung angezeigt.
28
Ship-PLA.gx
20mm_Box-
PLA.gx
Drucken abgeschlossen!
ok
1/1
<
<
Page 31

2.4.4 Modell herausnehmen
1. Nehmen Sie die Arbeitsplatte heraus.
Hinweis
Nach Abschluss des Drucks sind der Extruder und die
Arbeitsplatte ggf. noch heiß. Lassen Sie beides bitte zuerst
abkühlen, bevor Sie fortfahren!
Nach unten drücken und herausziehen
2. Biegen Sie die Arbeitsplatte. Die Plattform wird sich leicht verformen.
Trennen Sie die Plattform vom Boden des Modells (lösen Sie ein Modell, egal ob klein oder
groß, bitte mithilfe eines Spachtels).
29
Page 32

2.4.5 Fillamentwechsel
/220℃
200
Einzug
Extruder Heizung ein...
Wechsel
Cancel
1. Berühren Sie [Fillament], dann [Wechsel]. Der Extruder wird vorgewärmt.
2. Ziehen Sie das Fillament heraus;
siehe die vorherige Abbildung.
/220℃
220
Fillament entladen,
bitte warten...
4. Sobald das neue Fillament stabil aus dem Extruder austritt, ist der Wechsel abgeschlossen.
Berühren Sie [OK].
Entladen fertig, neues Fillament
in Extruder drücken,[OK] berühren.
3. Setzen Sie das neue Fillament in die
Fillamentaufnahme ein und drücken Sie das Fillament
in das Fillamentrad, bis Sie Widerstand spüren.
OK
220
30
/220℃
Drücken Sie OK wenn die neue
Farbe erscheint.
OK
220
/220℃
Page 33

2.5 Kamera-Bedienungsanleitung
Kamera-Bedienungsanleitung
Die Kamera und der USB-Wechseldatenträger nutzen dieselbe Schnittstelle.
Die Kamera des W-LAN 3D-Drucker und der USB-Stick des W-LAN 3D-Drucker sind nicht
miteinander kompatibel (das heißt, dass immer nur eines dieser beiden Geräte verwendet
werden kann: entweder die Kamera oder die USB-Wechselfestplatte).
Sie können in der Cloud oder am lokalen Computer zwischen der Kamera und der
USB-Wechselfestplatte umschalten.
Die Verwendung der W-LAN 3D-Drucker-Kamera wird nachstehend erläutert.
2.5.1. Sie kann über den angeschlossenen Computer geschaltet werden.
Die W-LAN 3D-Drucker-Kamera hat zwei Betriebsmodi: Automatikmodus (Standardmodus) oder
manueller Modus. Der Zugriff auf die Kamera erfolgt über „Werkzeuge -> Einstellungen -> Kamera)
(Werkzeuge-Einstellungen-Kamera) (auf der zweiten Seite). Für den Zugriff auf die relevante Seite,
berühren Sie die Schaltfläche „Kamera“.
Auto Mode
Idling Printing
Manual Mode
Automatischer Modus: Während des Druckerbetriebs wird die
Kamera eingeschaltet und die USB-Wechselfestplatte deaktiviert.
Während der Drucker inaktiv ist, wird die Kamera ausgeschaltet
und die USB-Wechselfestplatte ist aktiviert.
Drucken
Werkzeuge
Fillament
Drucken
Werkzeuge
Fillament
Auto Mode
Manual Mode
Manueller Modus: Der Benutzer kann
nach Belieben zwischen der Kamera
und der USB-Wechselfestplatte
umschalten.
Hinweis
Wenn die Bilder im Browser
angezeigt werden sollen,
müssen Drucker und PC in
demselben Intranet aktiv sein
(das heißt, Drucker und PC sind mit
demselben Router verbunden).
Sobald die Kamera erfolgreich eingeschaltet wurde, wird das Kamerasymbol in der
Statusleiste angezeigt. Sobald die Kamera ausgeschaltet wird, wird anstelle des
Kamerasymbols das USB-Wechselfestplattensymbol in der Statusleiste angezeigt.
31
Page 34

2.5.2. Verwendung von PolarCloud-Kamera
1. Für ein Polar Cloud-Konto müssen Sie sich auf der Website
www.polar3D.com registrieren.
2. PolarCloud-PIN
(1). Nach der Registrierung in der Polar Cloud und der Anmeldung an der
Polar Cloud-Website klicken Sie oben rechts auf den Pfeil und dann auf [Einstellungen].
Location
Biography
Website URL
http://www.example.com/profile
Email
+ADD Email
PIN Code
XXXX
(2). Unten auf der Seite werden die Ziffern für den PIN-Code angezeigt.
32
Page 35

3. W-LAN 3D-Drucker-Verbindung mit dem Internet Wählen Sie die richtige Verbindung
über die Netzwerkschnittstelle aus
(Angaben zu den Verbindungsmöglichkeiten entnehmen Sie bitte Seite xxx).
4. W-LAN 3D-Drucker-Verbindung mit Polar Cloud
PolarCloud
Account:
PIN:
Speichern
PolarCloud-Schalter
Auf der Cloud-Verbindungsoberfläche
(klicken Sie auf „Werkzeuge-Netzwerk-Cloud“. Schalten Sie den
Polar Cloud-Schalter ein. (Sobald Polar Cloud aktiviert ist,
wird der Schalter grün).
Geben Sie Ihre Kontodaten und den Pin-Code in die Spalte ein.
Klicken Sie dann auf „Save“ (Speichern).
Sobald die Verbindung hergestellt ist, können Sie das Kamerabild auf der Polar Cloud-Website sehen.
Hinweis
1. Der Drucker muss mit dem Internet verbunden sein.
2. Wenn Sie die Kamera verwenden, stellen Sie bitte sicher,
dass Sie den Kameramodus gewählt haben und nicht den
USB-Status.
(In der Statusleiste wird ein Kamerasymbol angezeigt).
33
Page 36

2.5.3. Die Umschaltung kann über die Cloud vorgenommen werden
1. Polar Cloud-Verbindung
Benutzer können die Kamera über die Polar Cloud ein- oder ausschalten.
Klicken Sie auf „Werkzeuge->Kommunikation -> Cloud Connect -> Polar Cloud“.
Auf der Einstellungsseite von Polar Cloud klicken Sie in die Eingabefelder für die Kontonummer
und die PIN. Geben Sie nun die Kontonummer und die PIN ein. Klicken Sie auf die Schaltfläche
„Start“, um sich mit der Polar Cloud zu verbinden. Die Kontonummer ist die E-Mail-Adresse,
die Sie bei der Anmeldung an PolarCloud für den Erwerb der PIN angegeben haben.
PolarCloud
Konto:
PIN:
So erhalten Sie eine Polar Cloud-Konto.
Der Name des Polar Cloud-Kontos ist die E-Mail-Adresse,
die Sie bei der Registrierung angegeben haben.
Polar Cloud Website: www.polar3D.com
Speichern
So erhalten Sie den PIN-Code.
(1). Nach der Registrierung in der Polar Cloud und der Anmeldung an der
Polar Cloud-Website klicken Sie oben rechts auf den Pfeil und dann auf [Einstellungen].
34
Page 37

Location
Biography
Website URL
http://www.example.com/profile
Email
+ADD Email
PIN Code
XXXX
(2). Unten auf der Seite werden die Ziffern für den PIN-Code angezeigt.
2. So öffnen oder schließen Sie die Kamera über die Cloud
(1). Nachdem Sie die Kamerafunktion aktiviert haben, klicken Sie auf der ersten Seite auf das
Kamera-Symbol, um auf einen Bildschirm zuzugreifen, der diesem hier vergleichbar ist.
Klicken Sie auf die Schaltfläche COMMANDS auf die der Pfeil zeigt.
CUSTOM COMMANDS
Kamera öffnen
Kamera schließen
CANCEL SEND
(2). Öffnen oder schließen Sie die Kamera mithilfe des Häkchens im Popupfenster.
35
Page 38

Hinweis
a. Wenn die Polar Cloud in ein Intranet eingebunden ist (das heißt, Drucker und PC sind mit demselben
Router verbunden), dann wird das Video angezeigt. Dann kann der Druckstatus in Echtzeit angezeigt
werden. Wenn die Polar Cloud in ein Extranet eingebunden ist, werden die Bilder angezeigt
(während des Druckvorgangs werden Bilder im 20-Sekunden-Intervall gesendet, andernfalls wird alle
60 Sekunden ein Bild übertragen).
b. Wenn die Kamera ausgeschaltet ist, schaltet sich der untergeordnete Computer aus und stellt die
erneute Verbindung mit Polar Cloud her. Das bedeutet, dass Polar Cloud während einer kurzen Zeit nicht
reagieren wird. Die Wiederherstellungszeit ist von der Netzwerk-Performance abhängig.
Nachdem die Kamera über die Cloud gesteuert wird, schaltet der untergeordnete Computer die
Kamera in den manuellen Modus, wenn der automatisch Modus wiederhergestellt wird.
Aktivieren Sie ihn bitte manuell („Werkzeuge->Einstellungen->Kamera“) (auf der zweiten Seite).
2.5.4. Fehlerbehebung
Auto Mode
Manual
Kamera nicht gefunden
Bestätige
PolarCloud
Account:
Fehler
PIN:
Bestätige
Save
1. Wenn die Kamera beschädigt oder nicht angeschlossen ist,
wird beim Versuch die Kamera einzuschalten eine Fehlermeldung
angezeigt. Nun schaltet der Computer die Kamera automatisch in
den manuellen Modus; die Kamera wird ausgeschaltet.
2. Wenn der Computer nicht mit Polar Cloud verbunden ist, wird er
aus der Cloud abgemeldet und eine entsprechende Fehlermeldung
wird angezeigt. Dieses Problem kann durch Rücksetzung auf die
Werkeinstellungen behoben werden. Wenn der Computer die
Verbindung mit dem Drucker herstellt und der Drucker aus der Cloud
gelöscht wird, muss die Anmeldung im Einklang mit den
vorstehenden Schritten wiederholt werden.
36
Page 39

Kapitel 3: Häufig gestellte Fragen
1 Was muss ich tun, wenn die Düse verstopft ist?
Methode 1: Berühren Sie [Vorwärmen], um den Extruder auf 240°C zu erwärmen.
Nach dem Aufwärmen drücken Sie die Luftrohrverbindung und ziehen das
Fillamentführungsrohr heraus. Prüfen Sie, ob das Fillament gebogen oder die Fillamentspitze
rau ist. Schneiden Sie die Fillamentspitze dann glatt und flach zu und setzen Sie das
Führungsrohr und das Fillament wieder ein. Berühren Sie [Laden].
Methode 2: Falls sich das Ergebnis mithilfe von Methode 1 nicht verbessern lässt, entfernen Sie das
Fillament und drücken sie das Reinigungswerzeug oben in den Extruder um Fillamentreste
aus der Düse zu drücken.
Methode3: Falls sich das Ergebnis mithilfe von Methode 1 und 2 nicht verbessern lässt,
tauschen Sie die Düse aus.
2 Wie tausche ich die Düse aus?
Hinweis
Schalten Sie den Drucker vor dem Austausch der Düse aus! Trennen Sie den Netzstrom!
Die Spitze des abgeschnittenen Fillaments muss glatt und flach sein.
1. Drücken Sie die Klammern rechts und links nach unten und ziehen Sie die Düse ab.
2. Führen Sie einen Fillament von Hand zur die Fillamentaufnahme. Der Fillament muss ausreichend lang
sein, um abgeschnitten werden zu können.
3. Drehen Sie die Fillamentspule manuell gegen den Uhrzeigersinn,
wobei Sie das Fillament etwas zurückschieben.
4. Drücken Sie die Clips rechts und links ein, setzen Sie die neue Düse wieder in den Extruder,
wobei der Düsenschlitz und die Unterseite des Extruders auf identischer Höhe sein müssen.
5. Berühren Sie: [Fillament] - [Laden], Wenn das Fillament aus der neuen Düse austritt,
ist der Wechsel abgeschlossen.
Clips
Die Spange ist nicht eingesetzt. Die Spange ist eingesetzt.
Überprüfung der Sprinklerbaugruppe:
1. Beim Einsetzen wird der Sprinkler am Ende eingedrückt.
2. So prüfen Sie, ob der Sprinkler eingesetzt ist:
(1) Berühren Sie die schwarze Spange und das Unter teil des Sprinklers;
beides muss fest sitzen und darf sich nicht nach unten bewegen.
(2) Schauen sie auf den schwarzen Spalt und das Unterteil des Sprinklers,
und achten sie darauf, dass nur ein kleiner Spalt vorhanden ist.
37
Page 40

3. Muss der Extruder nach dem Austausch der Düse erneut kalibriert werden?
Ja, für das Erreichen der optimalen Druckqualität muss der Extruder erneut kalibriert werden.
4. Was muss ich tun, bei fehlerhafter Temperaturanzeige nach dem Austausch der Düse tun?
Die fehlerhafte Temperaturanzeige ist ein Hinweis darauf, dass der Extrudersensor keine
Messung vornehmen kann. Bitte überprüfen Sie Düseninstallation.
5. Was muss ich tun, wenn nach dem Berühren von [Konstruktion] der Modelldatei kein
Fillament austritt, der Extruder sich jedoch normal bewegt?
1. Prüfen Sie das Fillamentführungsrohr. Der Fillament muss in den Extruder gedrückt werden.
Berühren Sie sonst [Laden]. Sobald das Fillament aus dem Extruder austritt, starten Sie die
Konstruktion der Modelldatei erneut.
2. Falls die Düse verstopft sein sollte, siehe Antwort in Q1.
6: Wie tausche ich das Fillament aus?
1. Berühren Sie [Fillament]--[Wechsel].Sobald der Extruder aufgewärmt ist, kann das Fillament
herausgenommen werden. Siehe hierzu die entsprechende Anleitung.
2. Setzen Sie einen neuen Fillament in die Fillamentaufnahme und das Zuführrad ein. Berühren Sie [OK].
Der neue Fillament wird durch den Extruder gedrückt.
3. Der Wechsel ist abgeschlossen, sobald das Fillament aus dem Extruder austritt
7: Wie nehme ich das Modell heraus?
1. Nehmen Sie die Arbeitsplatte heraus.
2. Biegen Sie die Arbeitsplatte. Die Plattform wird sich leicht verformen.
Trennen Sie die Plattform vom Boden des Modells. (Lösen Sie ein Modell, egal ob klein oder groß,
bitte mithilfe eines Spachtels).
3. Nehmen Sie das Modell heraus.
8: Wie verringere ich die Distanz zwischen Düse und Plattform während des Drucks, d. h.
zu gering oder zu groß?
1. Berühren Sie [Einstellung]--Kalibrierung.
2. Führen Sie den Extruder automatisch in die Ausgangsstellung zurück, dann verringert sich die Höhe.
3. Berühren Sie den Aufwärts- und Abwärtspfeil, um die Distanz zwischen Extruder und Plattform
zu verändern, bis der Extruder die Plattform knapp berührt.
4. Berühren Sie [OK]. Der Drucker speichert die aktuelle Kalibrierung und fährt automatisch in die
Ausgangsstellung zurück.
9: Können wir Fillament anderer Marken als BRESSER verwenden?
W-LAN 3D-Drucker unterstützt normalen ABS- und PLA-Fillament, allerdings weicht die
Zusammensetzung anderer Fillamente ab. Werksseitig wird W-LAN 3D-Drucker mit den Eigenschaften
von BRESSER ABS- und PLA-Fillament getestet.
Die Fillamente anderer Marken werden nicht empfohlen, weil sie den Extruder ggf. verstopfen,
sich die Druckqualität verschlechtert oder mögliche Fehlerquellen sind. BRESSER übernimmt
hierfür keine Haftung. Diese Probleme sind nicht durch die Garantie von BRESSER abgedeckt.
10. Mit welchen Stromquellen kann W-LAN 3D-Drucker betrieben werden?
Das 24V-/6,5-A-Netzteil in W-LAN 3D-Drucker ist für Eingangsspannungen von 110 V-240 V ausgelegt.
11. Schaltet sich W-LAN 3D-Drucker nach Abschluss des Druckauftrags automatisch aus?
Nein.
38
Page 41

12. Welche Dateiformate unterstützt die Software FlushPrint?
Eingabe: 3mf / stl / obj / fpp / bmp / png / jpg / jpeg.
Ausgabe: gx/g-Dateien.
13. Unterstützt W-LAN 3D-Drucker andere Cloud-Plattformen als FlashCloud?
Ja, W-LAN 3D-Drucker ist mit allen anderen Cloud-Plattformen kompatibel.
14. Ist der ABS-Druck sicher?
ABS-Fillamente geben während der Erwärmung giftige Gase ab. Drucken Sie mit ABS nur in gut
belüfteten Räumen.
Wir empfehlen dort wo sich Kinder aufhalten nicht toxische ABS-Fillament zu verwenden.
15. Wie löse ich das Problem der Randverwerfungen?
Methode 1: Das Problem lässt sich lösen oder minimieren, wenn der Kontakt zwischen Plattform und
Modell während des Aufwärmens verringert oder verstärkt wird.
Methode 2: Fügen Sie während Slicing in FlashPrint Raft hinzu.
Methode 3: Tragen Sie vor dem Drucken Leim auf die Plattform auf.
16. Muss vor dem Modelldruck Raft hinzugefügt werden?
Das ist nicht notwendig. Allerdings wird beim Druck mit Raft mehr Fillament aus dem Extruder
ausgegeben, wodurch sich das Ergebnis verbessert. Das Problem lässt sich lösen oder minimieren,
wenn der Kontakt zwischen Plattform und Modell während des Aufwärmvorgangs verringert oder
verstärkt wird.
17. Nach dem Düsenaustausch wird für den Drucker eine Temperatur von 300° angezeigt und das
Extrudergebläse läuft. Was ist die Ursache und wie lässt sich das Problem beheben?
Die neue Düse ist nicht richtig eingesetzt, dann kann die Extrudertemperatur nicht richtig gemessen
und angezeigt werden. Nehmen Sie die Düse heraus und setzen Sie sie wieder in den Extruder ein,
wobei der Düsenschlitz und die Unterseite des Extruders auf identischer Höhe sein müssen.
18. Der Extruder macht ein ratterndes Geräusch und es tritt kein Fillament aus dem Extruder aus.
Wie lässt sich dieses Problem lösen?
Es wurde kein Fillament in den Extruder eingeführt, die Düse ist verstopft oder das Fillamentführungsrohr
ist nicht richtig montiert. Überprüfen Sie zuerst das Führungsrohr.
Wenn das Führungsrohr richtig eingesetzt ist, ziehen Sie Q1 hinzu.
19.Was ist der Unterschied zwischen „Fillament laden“ (einführen) und „Fillament wechseln“?
Laden: Dies bezieht sich ausschließlich auf das Einsetzen (Laden) von Fillament in den Extruder.
Wechsel: Dies betrifft das Einlegen und Herausnehmen: zuerst wird das Fillament herausgenommen
(Entladen), dann wird ein Fillament eingesetzt (geladen).
20. W-LAN 3D-Drucker beginnt den Druck während die Distanz zwischen Extruder und
Arbeitsplatte groß ist, dann haftet das Fillament an der Arbeitsplatte und der
Druck schlägt fehlt.
Kalibrieren Sie den Drucker erneut und führen Sie ihn in die Ausgangsstellung zurück.
Drucken Sie dann, um das Ergebnis zu überprüfen.
Tägliche Wartung:
Tragen Sie Schmierfett auf die Druckerführungsstäbe auf, wenn Sie das Gerät über einen längeren
Zeitraum nicht verwenden. Schmieren Sie die Stäbe einmal monatlich.
39
Page 42

Kapitel 4: Support und Kundendienst
After-Sales-Support / Service
Unser Support-Team steht Ihnen bei möglichen Problemen mit oder Fragen zu diesem
Produkt steht gern zur Verfügung.
Bitte halten Sie für einen reibungslosen Ablauf folgende Informationen für evtl.
Nachfragen griffbereit:
• Garantie-/Service-Karte
• Artikelnummer und -bezeichnung
• Kaufdatum und Händler
Kontaktmöglichkeiten:
E-Mail: service.3d@bresser.de (bevorzugter Kommunikationsweg)
Internet: www.bresser.de/c/de/service
Telefon*: 0 28 72 - 80 74-210
Servicezeiten:
Montag - Freitag (außer Feiertage)
* Lokale Rufnummer im dt. Festnetz / Gebühren je Anruf abhängig vom Tarif Ihres Telefonanbieters / Anrufe aus dem
Mobilfunknetz und dem Ausland ggf. wesentlich teurer
9:00 - 15:00 Uhr
Geben Sie beim Kontakt mit dem Kundendienst bitte die Seriennummer an. Die Seriennummer ist
der Strichcode an der Rückseite Ihres W-LAN 3D-Drucker.
S/N: FFAD******
40
Page 43

Page 44

Irrtümer und technische Änderungen vorbehalten.
Manual_2010100_W-LAN-3D-Drucker_de_BRESSER_v122019a
Bresser GmbH
Gutenbergstr. 2 · DE-46414 Rhede
Deutschland
www.bresser.de · service@bresser.de
 Loading...
Loading...