

Page 1

Installation and Maintenance Manual
A Subsidiary of BRAY INTERNATIONAL, Inc.
®
Multiport Threaded and Weld End Ball Valves
Date: August 2011 / Page 1 of 6
CRYOGENIC AND LOW TEMPERATURE SERVICE
TRIAD SERIES BALL VALVES
(FP2000/FP3000 and SP2000/SP3000 WITH CRYO OR LOW TEMP EXTENSION)
INSTALLATION - MAINTENANCE MANUAL
DESIGN
The extended stem assembly is designed to remove
the packing components and actuation from the cold
environment.
The three piece valve assembly allows for ease of
maintenance without special tools. These valves
feature a “free floating” ball. The ball is not fixed, but
is free to move with the line pressure. All valves are
provided with a vented ball and the flow direction
is indicated with an arrow. These valves should be
installed with the vented side of the ball upstream.
The valve is unidirectional in this configuration.
The downstream seat, opposite the pressurized side
of a closed valve, carries the load exerted by the
line pressure on the ball, while the upstream seat is
subject to little load or wear.
1. USE
The valve should be maintained as part of a
preventative maintenance program and in accordance
with Flow-Tek’s recommended pressure, temperature
and corrosion limits to ensure a long service life.
During shipment, storage, and in operation, the valve
should be fully open (“open” is preferred for shipping
and storage). Do not use in throttling service without
investigating flow and pressure conditions.
WARNING: Before installing this equipment, confirm
that it is suitable for the intended service.
The identifications tags describe the maximum
allowable service conditions for this product.
Be sure that the installation is protected by appropriate
pressure control and safety devices to ensure that
acceptable limits are not exceeded.
2. OPERATION:
a 1/4 turn (90 degree turn). Clockwise to close,
counter-clockwise to open.
A. VALVE OPEN POSITlON
The handle is parallel with the pipeline.
B. VALVE IN CLOSED POSITION
The handle is perpendicular to the pipeline.
Valves with actuators should be checked for actuator
-valve alignment. Misalignment will result in high
operational torque and damage to valve stem and seals.
3. STEM SEAL ADJUSTMENT:
1. For 1/2”- 2”, if slight leakage is noted at stem,
straighten lock washer tab, tighten stem nut to
flatten Bellville Washers, back stem nut off 1/4
turn, secure lock washer tab.
2. For sizes larger than 2”, simply tighten gland
bolts evenly until leak stops. Do not over tighten.
4. GENERAL INFORMATION FOR ON-SITE
INSTALLATION:
The valve must be installed in a horizontal piping run
with the stem vertical within +/- 25 degrees.
Before installing the valves, the pipes must be flushed
clean of dirt, burrs, and welding residues, or the
seats and ball surface will be damaged. See sections
9 thru 11 for installation details. Note direction of
flow arrow.
5. DISASSEMBLY & CLEANING PROCEDURES:
CAUTION: Line must be depressurized before
disassembly. Valve should be cycled to assure there is
no pressure is trapped in valve cavity. Ball valves can
trap pressurized media when closed. Flush line with
valve 1/2 open to remove hazardous media.
Operation of the valve is done by turning the handle
FLOW-TEK, Inc. Tel: 832.912.2300
8323 N. Eldridge Pkwy #100 Fax: 832.912.2301
Houston, Texas 77041 www.flow-tek.com
WARNING: DO NOT remove packing gland or any
© 2011 Flow-Tek, Inc.
Page 2

A Subsidiary of BRAY INTERNATIONAL, Inc.
Installation and Maintenance Manual
®
Multiport Threaded and Weld End Ball Valves
Date: August 2011 / Page 2 of 6
other valve parts while line is under pressure!
Stem seal leakage may be corrected without
disassembly by tightening the packing gland nut until
such leakage stops. If the leakage continues or valve
operating torque becomes excessive, the seals are
worn and replacement will be necessary.
If the valve has been used to control hazardous media,
it must be decontaminated before disassembly.
It is recommended that the following steps be taken
for safe removal and assembly.
As shipped from the factory, Valves may contain nonSilicone based lubricant. This is for break-in and may
be removed by disassembly and solvent washing, if it
is objectionable for a particular application,
6. DISASSEMBLY FOR EXTENDED STEM AND
SEAL REMOVAL:
1. Remove flange connections and lift valve from
line for servicing.
NOTE: Care should be taken to avoid scratching
or damaging mating faces.
The valve should be adequately supported and in
the open position before beginning.
2. Loosen handle set screw and remove handle and
stop plate. Next, remove gland nuts, gland flange
and gland.
3. Remove body end cap screws, using proper
wrench size. Lift off body end. One seat should
come out with body end.
4. Repeat the removal procedure for the other flange
end. Take out other seat.
5. To remove the ball, rotate the stem so ball is fully
closed. Lift the ball from body, using a strap and
lift device if necessary. NOTE: Extreme caution
should be taken to avoid damage to the ball.
6. Remove the mounting screws holding the extended
body to the valve top plate. Remove the extension
and stem components from the top plate of the valve.
7. The stem must be removed from inside the
extended body - a tap on the top of the stem
should loosen it. The thrust washer should come
out with the stem. Then remove the stem packing.
7. VISUAL INSPECTION:
Clean and inspect metal parts. It is not necessary
to replace the ball and stem unless the seating
surfaces have been damaged by abrasion or
corrosion. Replacement of all soft parts is strongly
recommend whenever the valve is disassembled for
reconditioning. This is the surest protection against
subsequent leakage after valve assembly.
The replacement parts can he ordered in kit form.
NOTE: The valve may be assembled and operated
dry where no lubricants are allowed in the system;
however, a light lubrication of mating parts will aid
in assembly and reduce initial operating torque.
Lubricant used must be compatible with the intended
line fluid.
FLOW-TEK, Inc. Tel: 832.912.2300
8323 N. Eldridge Pkwy #100 Fax: 832.912.2301
Houston, Texas 77041 www.flow-tek.com
© 2011 Flow-Tek, Inc.
Page 3
A Subsidiary of BRAY INTERNATIONAL, Inc.
Installation and Maintenance Manual
®
Multiport Threaded and Weld End Ball Valves
Date: August 2011 / Page 3 of 6
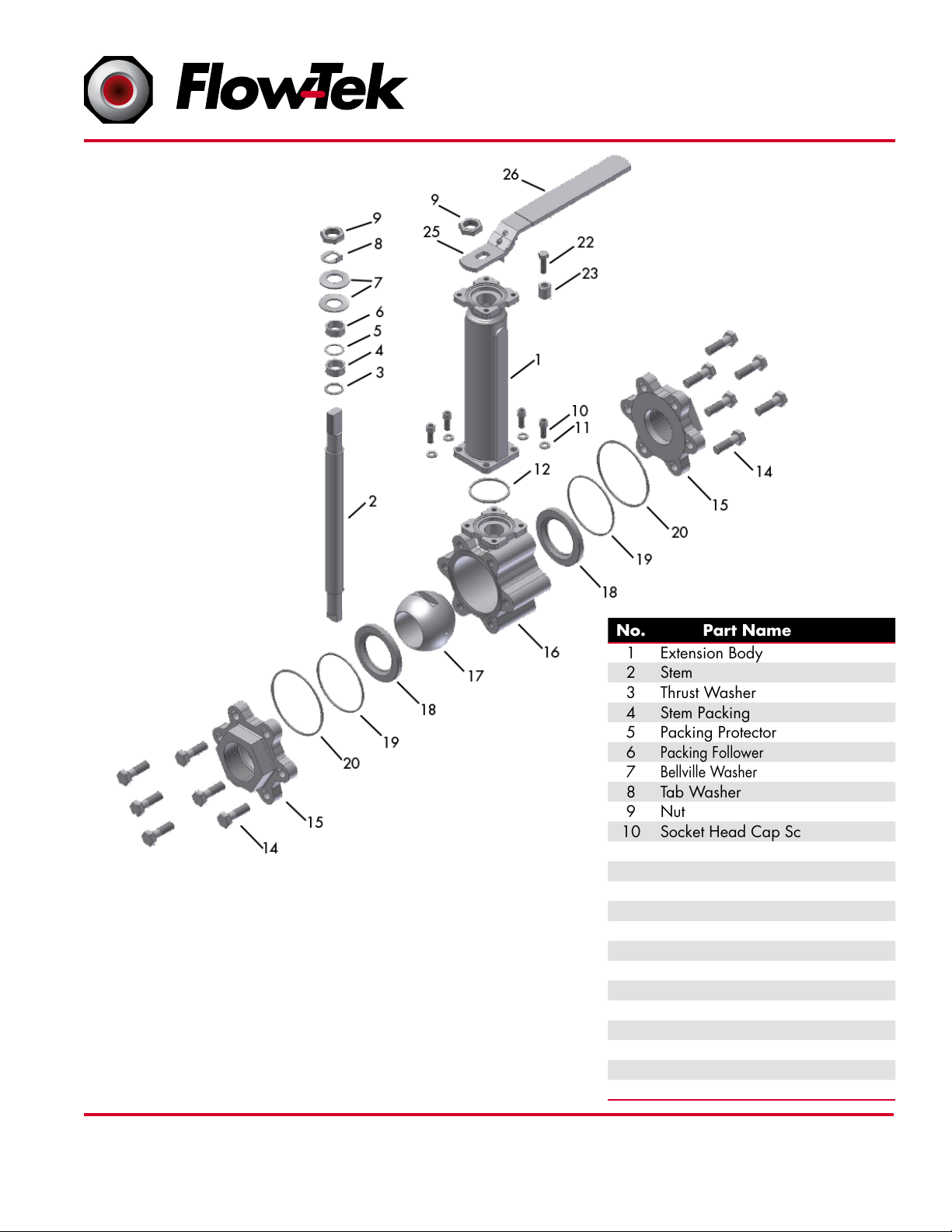
No. Part Name Qty
1 Extension Body 1
2 Stem 1
3 Thrust Washer 1
4 Stem Packing 3
5 Packing Protector 1
6
Packing Follower
7
Bellville Washer
1
2
8 Tab Washer 1
9 Nut 2
10 Socket Head Cap Screw 4
11 Cap Screw Washer 4
12 Bonnet Gasket 1
14 Body Bolt 8/12
15 End Cap 1
16 Valve Body 1
17 Ball 1
18 Seat 2
19 Valve Body Gasket 1
20 Valve Body Gakset 1
22 Valve Stop Bolt 1
23
Valve Stop Set Sleeve
1
25 Handle with Lock 1
26 Handle Sleeve 1
FLOW-TEK, Inc. Tel: 832.912.2300
8323 N. Eldridge Pkwy #100 Fax: 832.912.2301
Houston, Texas 77041 www.flow-tek.com
© 2011 Flow-Tek, Inc.
Page 4
A Subsidiary of BRAY INTERNATIONAL, Inc.
Installation and Maintenance Manual
®
Multiport Threaded and Weld End Ball Valves
Date: August 2011 / Page 4 of 6
8. ASSEMBLY
½”-2” VALVE ASSEMBLY PROCEDURES:
Hold the body in a vise with the stem horizontally firmly
enough so it will not move but do not crush it.
EXTENDED STEM ASSEMBLY
Put thrust washer (3) on valve stem (2) and slide the
stem into the stem hole in the extended body (1);
Slide the stem packing components (4) onto the stem
until it is sealed against the bottom of the stem hole;
Put packing protector (5). then packing gland sleeve
(6) onto the stem and the top of the stem packing;
Install extension gasket (12) into the body recess and
insert the lower end of the stem into the valve body
stem hole.
Align the four mounting screw holes and install the
four mounting screws (10).
Tighten the four cap screws to the recommended
values in table 1.
Turn the stem so that the ball is in the open position
(the ball will not fall out of the valve);
Install the second seat (18) and two body seals
(19,20) inside the body (16), make sure the spherical
curvature side of the seat will face the ball;
Install the end cap (15) with cap screws (14) and
tighten screws to the values indicated in Table 1.
Put Belleville washer (7) together in series mode (bottom
Belleville washer curve facing up, the top Belleville
washer curve facing down). and then place them onto
the stem, on top of the packing gland sleeve;
Put tab washer (8) on top of the Belleville washer and
tighten the stem gland nut (9) onto the stem to the
required stem gland nut torque value as specified in
the chart.
(Note: The use of a bore alignment tool, about 1.0 mm
(0.04 inch) less than the internal diameter of the end
cap and ball, inserted through the end cap and ball
will prevent the ball from turning as the stem gland nut
is lightened on the stem.
VALVE ASSEMBLY
Turn the stem until the stem flat is parallel to the port
centerline (so that the ball can fit onto the stem).
Install one seat (18) and two body seals (19,20) into
the body (16), make sure the spherical curvature side
of the seat will face the ball;
Install the end cap (15) with cap screws (14) and
tighten screws to the values indicated in Table 1.
Material for the bore alignment tool should be made
from a material softer than 300 Series S.S. so that it
will not inadvertently scratch the valve end cap or ball.
Suggested materials: Aluminum T6061. Acetal
or other hard polymer/plastic materials are also
suitable.)
Secure the tab washer with one ear bending up;
Place the handle (25) onto the stem, on top of the
stem gland nut (9);
Rotate the stem to the closed position and install the
ball (17) inside the valve body. The stem flats will fit
Secure the handle (25) with the stem lock nut (9).
into the slot on top of the ball;
Table 1; Tightening torques for cap screws
VALVE SIZE 1/2” 3/4” 1” 1-1/4” 1-1/2” 2” 3” 4”
EXTENSION MTG
SCREWS (lb-in.)
BODY END CAP
SCREWS (lb-in)
24 24 150 150 150 150 550 550
140 210 210 550 550 550 996 996
FLOW-TEK, Inc. Tel: 832.912.2300
8323 N. Eldridge Pkwy #100 Fax: 832.912.2301
Houston, Texas 77041 www.flow-tek.com
© 2011 Flow-Tek, Inc.
Page 5
A Subsidiary of BRAY INTERNATIONAL, Inc.
Installation and Maintenance Manual
®
Multiport Threaded and Weld End Ball Valves
Date: August 2011 / Page 5 of 6
IMPORTANT NOTES:
Valves with vented balls shall be installed with the
vent upstream.
All cryogenic valves shall be installed with the stem
within +/- 25 degrees of vertical.
Do not use the body screws to pull the pipe ends
together or into alignment.
9. INSTALLATION OF THREADED VALVES
Valve can be screwed on without the use of union or
with the end caps removed from the body.
The use of a thread sealant is recommended; Apply
wrench only on the valve end being tightened. Do not
tighten by applying torque to the opposite end cap or
other valve component. Tightening by using the valve
body, handle or the opposite end cap can seriously
damage the valve; Use a wrench on both the second
end cap and pipe to avoid applying torque to the
body through the bolting.
In some applications, screwed valves may be backwelded. Disassemble as per instructions for weld
end valves.
Confirm that the end cap bolt holes are aligned with
the body screw holes on both ends and that the end
caps are parallel and correctly spaced to fit the valve
body before re-assembly or back welding.
10. INSTALLATION OF EXTENDED WELD END
VALVE
Insure that appropriate weld procedures are implemented that are compatible with the materials used.
Butt weld valves with 3 inch or longer extended weld
ends do not require disassembly for installation welding.
Simply ensure that ball is in the full open position,
and perform normal welding procedures, using care
that the valve body does not reach a temperature
above 200°F.
11. INSTALLATION OF BUTT AND SOCKET
WELD END VALVES
(FP/SP2000, FP/SP3000 Series)
Insure that appropriate weld procedures are imple-
mented that are compatible with the materials used.
Socket weld ends: Insure proper stand off spacing of
pipe end to bottom of socket is 1/16” before welding.
Tack weld the valve to the pipe at four points on both
end caps.
With the valve in open position, (the valve is in the
open position when the handle is parallel to the axis
of the valve and pipe), loosen all body bolts, take the
body out.
Turn the handle in the half open position to assist in
the removal of the seats and body gaskets.
Turn handle in closed position and remove ball.
Place all removed parts in a clean and secure place.
Replace the body and all bolts and tighten them slightly.
This operation is very important, so that the body and
end caps remain perfectly parallel, thus preventing
any leakage at the body joint after welding.
Finish welding both end caps onto the pipe.
When cool, clean end caps, turn valve to closed
position and replace ball. Turn valve in open position
and replace seats and body gaskets.
Place body between the two end connections; then
replace all bolts and tighten firmly (See table 1.
Tightening torques for end cap screws).
12. Short and Long Term Storage:
Short term:
1. Short term storage is defined as storage of products
and equipment to be used in the construction of a
project for periods of one to three months.
2. Ball valves should remain in the original shipping
containers be placed on pallets of wood or other
suitable materials. End protectors should remain
FLOW-TEK, Inc. Tel: 832.912.2300
8323 N. Eldridge Pkwy #100 Fax: 832.912.2301
Houston, Texas 77041 www.flow-tek.com
© 2011 Flow-Tek, Inc.
Page 6
A Subsidiary of BRAY INTERNATIONAL, Inc.
Installation and Maintenance Manual
®
Multiport Threaded and Weld End Ball Valves
Date: August 2011 / Page 6 of 6
on the valve ends to prevent the entrance of dirt.
3. Valves should be stored in the open position to
protect the ball and seats.
4. Storage of ball valves can be in an open uncovered
area provided provisions are made for inclement
weather such as tarps or sheeting. Valves with
electric actuators shall be stored under cover until
ready for installation.
Long term:
1. Long term storage is storage of products and/or
equipment for periods of three months or more.
2. Valves should be stored in the open position to
protect the ball and seats.
3. Ball valves should remain in the original shipping
containers placed on pallets of wood or other
suitable materials and stored indoors. End
protectors should remain on the valve ends to
prevent the entrance of dirt.
13. Safety Summary
1. Read completely and understand all instructions
provided prior to beginning installation or
maintenance.
2. Follow all instructions as described using the
correct tools for the job.
3. Before installing this equipment, confirm that it is
suitable for the intended service. The identifications
tags describe the maximum allowable service
conditions for this product.
4. Be sure that the installation is protected by
appropriate pressure control and safety devices
to ensure that acceptable limits are not exceeded.
5. Confirm that line pressure has been removed
and that there is no pressure trapped within the
valve prior to beginning service. Do not attempt
to remove any packing components or other
fittings before confirming that pressure has been
completely removed!
The storage environment should be dry and not
have severe swings in temperature and humidity.
6. Do not begin service work without proper tools
and protective safety measures.
7. The work area should be clear of obstructions and
other safety hazards.
FLOW-TEK, Inc. Tel: 832.912.2300
8323 N. Eldridge Pkwy #100 Fax: 832.912.2301
Houston, Texas 77041 www.flow-tek.com
© 2011 Flow-Tek, Inc.
 Loading...
Loading...