

Braun AESCULAP FAVORITE II, AESCULAP ELEKTRA II, AESCULAP SHS EHMANN TURBO LINE Instructions For Use Manual
Page 1
GT 104 (230 V)
GT 101 (110—125 V)
GH 204 (230 V)
GH 201 (110—125 V)
GH 214 (230 V)
Gebrauchsanweisung/Technische Beschreibung
Instructions for use/Technical description
Mode d’emploi/Description technique
Instrucciones de manejo/Descripción técnica
Istruzioni per l’uso/Descrizione tecnica
Instruções de utilização/Descrição técnica
Gebruiksaanwijzing/Technische beschrijving
Brugsanvisning/Teknisk bescrivelse
OдзгЯет чсЮoзт/TечvЯкЮ ресЯгсбцЮ
Page 2
3
3
2
7
6
24
Abb. 4
1
Abb. 1 Abb. 2
20
5
22
9
10
8
23
Abb. 3 Abb. 5
4
8
Page 3
12
11
19
17
14
18
15
19
16
14
18
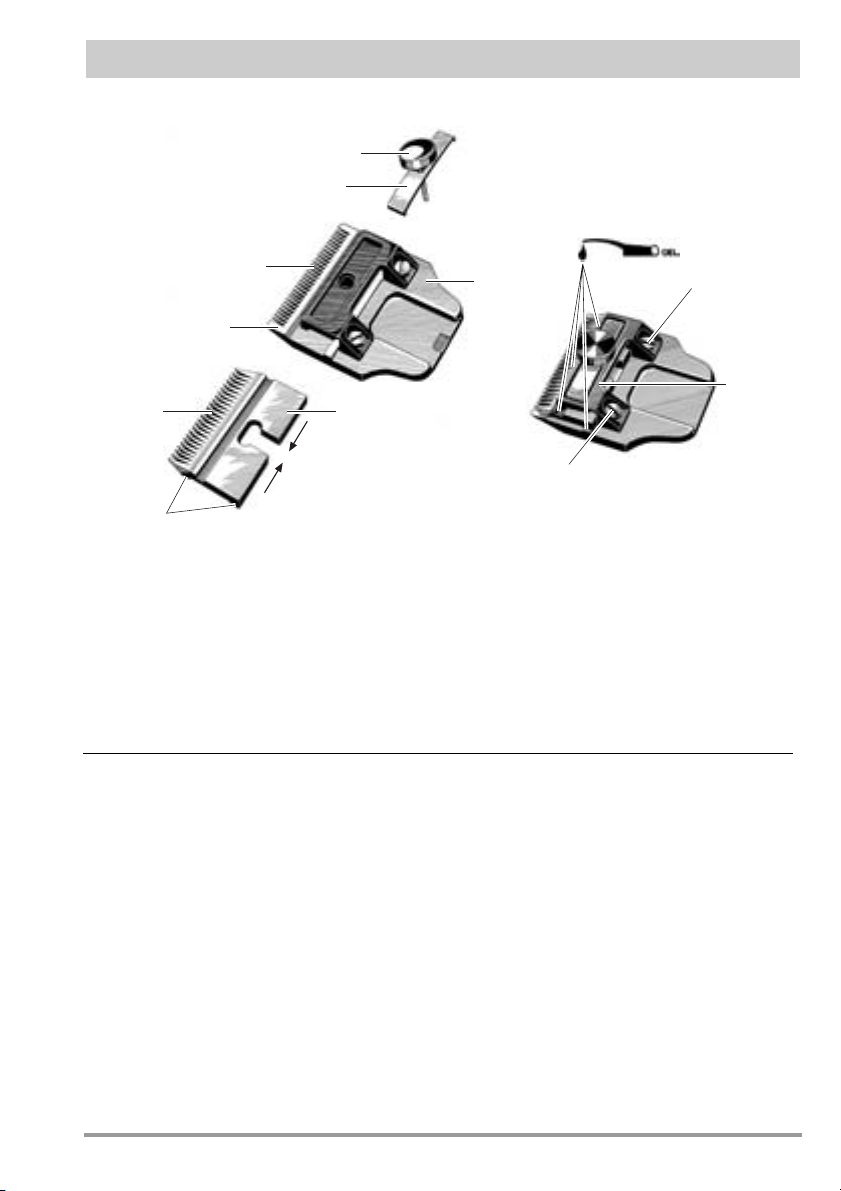
Schnitthöhe Schneidekopf komplett Obere Schneideplatte 16 Untere Schneideplatte 17
Clipping height Cutter head complete Upper cutter blade 16 Lower cutter blade 17
Hauteur de coupe Tête de tonte complète Contre-peigne 16 Peigne 17
Altura de corte Cabeza cortante completa Placa cortante superior16 Placa cortante inferior 17
Altezza di taglio Testina completa Contro completa 16 Pettine 17
Altura de corte Cabeçote porta-lâminas Lâmina de corte superior16 Lâmina de corte inferior 17
Snijhoogte Scheerkop kompleet Bovenmes 16 Ondermes 17
Skærehøjde Skærehoved komplett Øverste skæreplade 16 Nederste skæreplade 17
'Yшпт кпрЮт КецблЮ кпрЮт рлЮсзт ¢нщ рлЬкб кпрЮт 16 КЬфщ рлЬкб кпрЮт 17
1/20 mm GH 700 GT 731 GH 702
1/10 mm GH 703 GT 731 GH 705
1/2 mm GT 730 GT 731 GT 732
Turboline GH 730 GH 731 GH 732
1 mm GH 712 GT 731 GH 714
1 mm GT 736 GT 737 GT 738
1,6 mm GT 710 GT 743 GT 711
2 mm GH 715 GT 755 GH 717
2 mm GT 742 GT 743 GT 744
3 mm GT 748 GT 737 GT 750
3 mm GT 754 GT 755 GT 756
5 mm GT 758 GT 737 GT 759
7 mm GT 770 GT 737 GT 771
9 mm GT 779 GT 737 GT 778
12 mm GT 782 GT 780 GT 781
16 mm GT 784 GT 780 GT 783
GT 746 GT 737 GT 747
GT 772 GT 773 GT 774
Page 4
Schutzisoliert
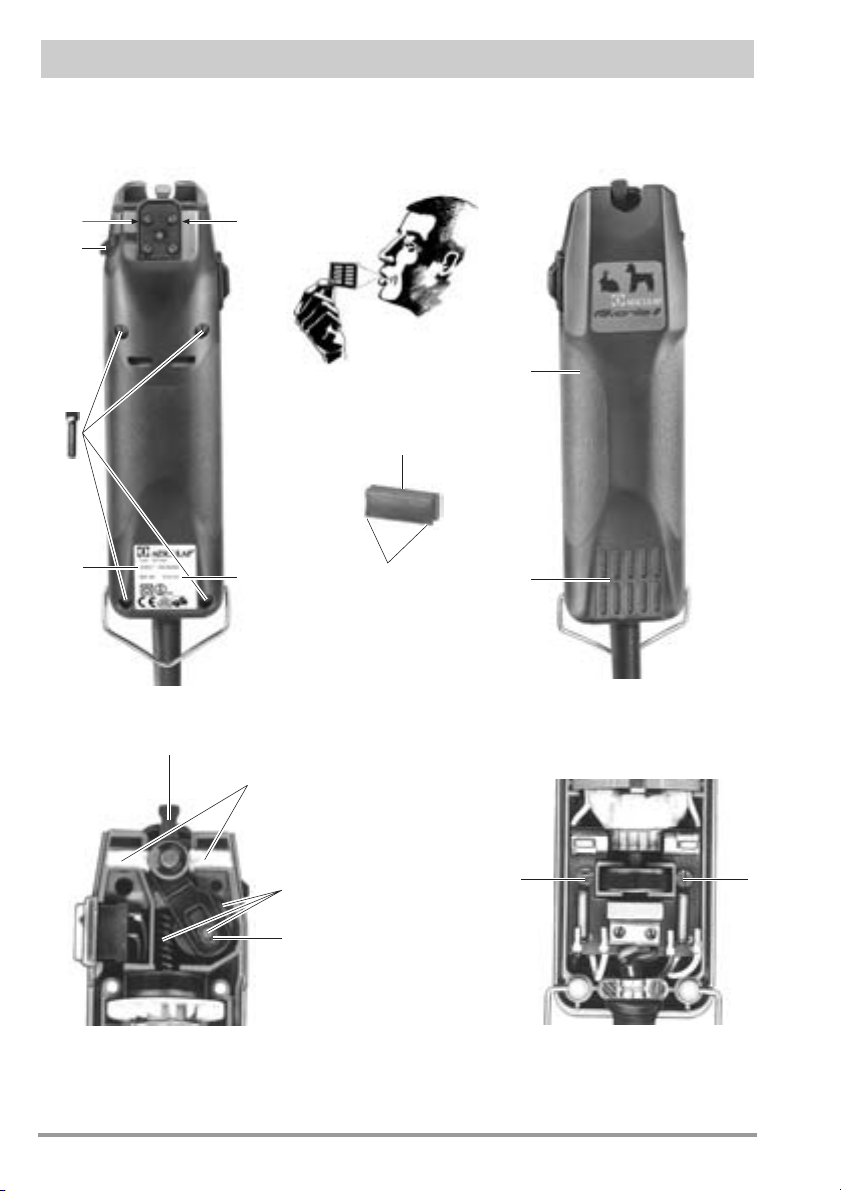
1. Netzanschluß
Bevor die Maschine an das Stromnetz angeschlossen
wird, ist zu prüfen, ob die Voltzahl, welche auf dem Typenschild 1 angegeben ist, mit der Netzspannung
übereinstimmt.
2. Auswechseln der
Schneideköpfe
Schneideköpfe wechselt man am besten bei laufender
Maschine, dazu muß der Hebel 2 (Abb. 1), gedrückt
werden.
Bitte Aufsteck-Gleitflächen 3 (Abb. 1), immer sauber
halten und leicht ölen.
Ø Kürzere Kohlen müssen durch neue Original-AES-
CULAP-Kohlen, Art.-Nr. GT 104 614 ersetzt werden.
Ø Kohlenhalter ausblasen.
Ø Feder des Kohlenhalters hinten einhängen und
Kohlen einsetzen.
Ø Leiterplatte nach unten klappen — keine Leitungen
einklemmen, dann Feder in Kohle eindrücken und
mit Schrauben 8 (Abb. 5) festdrehen.
Ø Maschine montieren.
Ø Bei der Montage sind die Deckelschrauben 6
(Abb. 1), zuerst nur leicht anzuziehen. Danach ist
zu prüfen, ob sich im Gehäuse nichts verklemmt
hat. Außerdem empfiehlt es sich, die Maschine kurz
laufen zu lassen, bevor die Schrauben zum Schluß
gut festgedreht werden.
Getriebe
Ø Wenn die Maschine zum Kohlenwechsel offen ist,
sind die Bohrung am Exzenter und die beiden Filzstücke 9, (Abb. 3), etwas zu ölen. Bitte verwenden Sie
nur Öl mit der Bestell-Nr. GT 604. Schnecke, Schnekkenrad und Exzenter 10 (Abb. 3), sind etwas zu fetten. Bitte nur Getriebefett GT 605 verwenden.
3. Pflege der Maschine
Der Luftfilter 4 (Abb. 2), soll wöchentlich oder bei Bedarf öfter gereinigt werden. Dazu wird der Filter durch
Schieben nach hinten abgenommen und dann ausgeblasen oder ausgewaschen. Beim Aufschieben des gereinigten Filters muß dieser trocken sein.
Bei starkem Gebrauch ist es erforderlich, die Kohlebürsten 24 (Abb. 4), jährlich zu überprüfen, was ausschließlich von einem Fachmann ausgeführt werden
darf. Wenn diese nur noch 4 mm lang sind, ist ein Auswechseln nötig. Dabei muß wie folgt vorgegangen werden:
Ø Netzstecker ziehen.
Ø Schrauben 6 (Abb. 1), lösen und den Gehäusedeckel
abnehmen.
Ø Schrauben 8 (Abb. 5) lösen und Leiterplatte an
Kohlenhalter anheben, Kohlen entnehmen.
Ø Kohlenlänge prüfen (Abb. 4), diese muß mindestens
4 mm betragen 5.
2
4. Pflegehinweise für
AESCULAP-Schneideköpfe
AESCULAP-Schneideköpfe werden aus einem extrem
harten Spezialstahl mit hohem Kohlenstoffgehalt hergestellt. Dieser Stahl ist besonders für schneidende Artikel geeignet und gewährleistet eine hohe Schnitthaltigkeit.
Voraussetzung für eine optimale Schur sind einwandfreier Schliff der Schneideplatten und die Einstellung des Plattendrucks mittels der Rändelschraube.
Page 5
Schnittprüfung
Nach der Voreinstellung der Rändelschraube sollte eine
Schnittprüfung durchgeführt werden.
Die Rändelschraube darf maximal nur so stark angezogen werden, daß sich die obere Schneideplatte noch
mit mittlerem Druck von der Seite her mit der Hand bewegen läßt.
Schneidet der Schneidekopf danach noch nicht einwandfrei, muß er nachgeschliffen werden.
Ø Die Schneideköpfe können mehrmals nachge-
schliffen werden. Hierzu wenden Sie sich bitte an
eine autorisierte Servicestelle oder an:
AESCULAP Technischer Service
Am Aesculap-Platz
78532 Tuttlingen/Germany
Phone: +49 (74 61) 95 27 00
Fax: +49 (74 61) 16 28 87
E-mail: ats@aesculap.de
Für eine zufriedenstellende Handhabung sind die
folgenden Empfehlungen zu beachten:
Ø Die Schneideplatten sind vor jeder Schur bei mon-
tiertem Schneidekopf einzuölen.
Ø Bei regelmäßiger Benutzung sind die Schneideköp-
fe in Abständen von einigen Tagen auseinanderzunehmen und mit einem weichen Lappen oder Pinsel
zu reinigen. Dabei ist auf besonders sorgfältige Reinigung der Zahnlücken zu achten.
Ø Nach dem Reinigen sind die Schneideplatten leicht
einzuölen (Rostschutz).
Ø Vor dem Zusammenbauen müssen die Gleitflächen
absolut sauber sein. Hierzu empfehlen wir das Abstreifen mit sauberem Handballen.
Ø Der Schneidekopf kann nur sauber schneiden, wenn
sich keine Haare zwischen den Schneideplatten befinden.
Ø Die Rändelschraube darf maximal nur so stark an-
gezogen werden, daß sich die obere Schneideplatte
noch mit mittlerem Druck von der Seite mit der
Hand bewegen lädt.
Ø Schneideköpfe wechselt man bei laufender Ma-
schine. Dazu ist der seitliche Hebel an die Maschine
zu drücken.
Ø Um die Schnitthaltigkeit zu verlängern, sind Verun-
reinigungen am Haarkleid des zu scherenden Tieres
zu entfernen.
Ø Um einen störungsfreien Schnitt zu erreichen, ist es
empfehlenswert, das Tier gründlich auszukämmen
und verfilzte Stellen gut zu lockern.
5. Aufbewahrung
Maschine nur mit geölten Schneideköpfen und geöltem
Schneidekopfhalter an einem trockenen Ort aufbewahren.
6. Wichtige Ersatzteile
Bitte bei Bestellung von Ersatzteilen die Fabrikationsnummer der Maschine 20, (Abb. 1), die Typenbezeichnung der Maschine sowie die Artikelnummer des Ersatzteils angeben.
GT 604 Spezialöl für Schneideköpfe
GT 605 Spezialfett für Getriebe
GT 104 614 Kohle 24
GT 104 803 Luftfilter 4 (Favorita/Elektra)
GT 104 808 Schwinghebel 22
GT 104 244 Gleitstein 23
GH 214 813 Luftfilter 4 (EHMANN)
TA 004 662 Rändelschraube 11
TA 004 663 Zylinderschraube 14 zur
Befestigung des Druckstükkes 15 an der Unterplatte
GT 730 203 Blattfeder 12
GT 730 201 Druckstück aus Kunststoff 15
3
Page 6
Double insulated
1. Mains connection
Prior to first use check whether the mains correspond
with the voltage on the rating plate 1.
2. Changing of the cutter heads
Changing of the cutter heads is best done with the
clipper running. For fitting press lever 2 (Fig. 1).
Sliding surfaces 3 (Fig. 1) must always be kept absolutely clean and regularly oiled lightly.
3. Care of the clipper
Remove air filter 4 (Fig. 2) once or several times a week.
Push the filter in the direction of the cable by using a
coin. Now the air filter can be thoroughly cleaned and
blown out. Only replace a dry and clean filter.
When the clipper is in heavy use then check the carbons 24 (Fig. 4) every 12 months which should only be
done by an expert. If the carbons are worn down to
4 mm (1 /8") th en same have to be re placed and for th is
proceed as follows:
Ø Pull out the mains plug.
Ø Loosen screws 6 (Fig. 1) and remove the housing
cover.
Ø Loosen screws 8 (Fig. 5), lift out PCB and carbon
holder, remove carbons.
Ø Check carbon length (Fig. 4). The length must be at
least 4 mm 5.
Ø Shorter carbons must be replaced by new original
AESCULAP carbons, article number GT 104 614.
Ø Blow out the carbon holder.
Ø Hook in carbon holder spring at the back and insert
carbons.
Ø Lower PCB (do not jam cables), then push spring
into carbon and tighten with screws 8 (Fig. 5).
Ø Assemble machine.
Ø Fix the cover of the housing again with the
4screws 6 (Fig. 1), but screw them in only lightly
for a start and lake care that everything is in proper
order within the housing. Then operate the clipper
for a few seconds and now fix the 4 screws very
tightly.
Gear
Ø When the clipper is open for changing the carbons
then oil lightly the bore holes on the excenter as
well as the two felt pieces 9 (Fig. 3). Use only oil
with the ordering number GT 604. Worm, worm
wheel and excenter 10 have to be lightly greased
with grease GT 605 (Fig. 3).
4. Instructions for maintenance
of AESCULAP cutter heads
AESCULAP cutter heads are made of extremely hard
special steel which contains a high amount of carbon.
This type of steel is especially suitable for cutting articles. It ensures long preservation of the cutting edge.
For optimal shearing both impeccably ground cutter
blades and adjustment, by means of the knurled
screw, of the pressure exerted by the upper on the
lower blade, are indispensable.
Cutting test
After preliminary adjustment of the knurled screw, a
cutting test should be carried out.
The knurled screw should be tightened only to such an
extent that the upper cutter blade can be moved manually from the side with moderate pressure.
If afterwards the cutter head does not deliver perfect
cutting performance, it must be resharpened.
4
Page 7
The following recommendations should be followed
for satisfactory handling:
Ø Each time before shearing, the cutter heads should
be oiled.
Ø When the cutter heads are in regular use, dismantle
them every few days and clean them with a soft
cloth or brush. Clean very carefully between the
teeth.
Ø After cleaning the cutter blades, oil them lightly (to
prevent rusting).
Ø Prior to assembling, wipe off the sliding surfaces
with the palm to make sure that these parts are absolutely clean.
Ø The cutter head can cut properly only if there are no
hairs between the cutter blades.
Ø Tighten the knurled screw only so far that the upper
cutter blade can still be moved with moderate pressure from the side.
Ø Cutter heads are changed while the machine is run-
ning. To do this, the lever on the side of the machine must be pressed.
Ø To maintain the accuracy of cutting over a longer
period, a heavily soiled coat of the animal to be
sheared should be cleaned beforehand.
Ø To ensure trouble-free cutting, it is advisable to
comb the animal thoroughly and to untangle matted parts.
Ø The cutter heads can be professionally sharpened
several times. For this purpose, contact an
authorized repair shop.
5. Storing
Keep the clipper in a dry place with oiled cutter heads
and cutter head holder.
6. Important spares
When ordering spare parts please indicate the serial
number as well as the type of the clipper 20 (Fig. 1) together with the cataloque number of the spare required.
GT 604 Special oil for cutter heads
GT 605 Special gear grease
GT 104 614 Carbon 24
GT 104 803 Airfilter 4 (Favorita/Elektra)
GT 104 808 Oscillating lever 22
GT 104 244 Plastic sliding bar 23
GH 214 813 Airfilter 4 (EHMANN)
TA 004 662 Knurled screw 11
TA 004 663 Cylinder screw 14 for fixing pres-
sure plate 15 at the lower cutter
blade
GT 730 203 Plate spring 12
GT 730 201 Pressure plate of plastic 15
5
Page 8
Isolement de sécurité
1. Branchement de la tondeuse
Avant la première utilisation de la tondeuse, contrôler
si le voltage de la tondeuse, indiqué sur la plaque
d'identification 1, est bien conforme à la tension du
secteur.
2. Changement des têtes de
coupe
On changera les têtes de coupe de préférence lorsque
la tondeuse est en marche. A cet effet, appuyer contre
le carter le levier 2 (Fig. 1).
Veiller à ce que les glissières de montage 3 (Fig. 1)
soient toujours bien propres et les huiler légèrement
régulièrement.
Ø Remplacer les charbons de moins de 4 mm de long
par de nouveaux charbons de marque AESCULAP,
référence GT 104 614.
Ø Souffler sur le support de charbons.
Ø Accrocher le ressort du support de charbons à l'ar-
rière et mettre les charbons en place.
Ø Rabattre la plaquette vers le bas — ne coincer
aucun câble —, puis enfoncer le ressort dans le
charbon et fixer solidement avec les vis 8 (Fig. 5).
Ø Procéder au montage de la machine.
Ø Pour le montage, ne visser d'abord que légèrement
les vis du couvercle 6 (Fig. 1). Veiller à ce qu'il n'y
ai t ri en d e co inc é da ns l e ca rte r. I l es t re com man dable de faire fonctionner brièvement la tondeuse
avant de revisser enfin solidement les vis.
Mécanisme
Ø Lorsque la tondeuse est ouverte pour changer les
charbons, huiler légèrement l'orifice qui se trouve
sur l'excentrique et les deux feutres 9 (Fig. 3).
N'utiliser que de l'huile portant la référence GT 604.
Graisser légèrement la vis sans fin, la roue dentée
et l'excentrique 10 (Fig. 3). A cet effet, n'employer
que la graisse réf. GT 605.
3. Entretien de la tondeuse
Nettoyer une ou, si nécessaire, plusieurs fois par semaine le filtre à air 4 (Fig. 2). A cet effet, enlever le filtre
en le déplaçant en direction du câble et le nettoyer en
soufflant ou en le lavant. Ne remettre sur la tondeuse
qu'un filtre sec. Dans le cas de très dures conditions
d'emploi, contrôler environ tous les 12 mois les charbons 24 (Fig. 4). Ce contrôle doit être effectué exclusivement par un technicien spécialiste. Si les charbons
ont été ramenés à 4 mm par l'usure, il convient de les
remplacer. A cet effet:
Ø Retirer la fiche de contact.
Ø Dévisser les vis 6 (Fig. 1) et enlever le couvercle.
Ø Dévisser les vis 8 (Fig. 5), soulever la plaquette et
retirer les charbons.
Ø Vérifier la longueur des charbons (Fig. 4) qui doit
être de 4 mm minimum 5.
6
4. Consignes d'entretien pour
les têtes de coupe AESCULAP
Les têtes de coupe AESCULAP sont fabriquées d'un
acier extrêmement dur avec une teneur élevée en carbone. Cet acier est spécialement approprié pour des articles coupants et assure une excellente conservation
du tranchant.
Les conditions préalables pour une tonte optimale
sont un affûtage impeccable des peignes ainsi que
l'ajustage, au moyen de la vis moletée, de la pression
exercée par le contre-peigne sur le peigne.
Contrôle de la capacité de coupe
Après le préréglage de la vis moletée, il convient d'effectuer un contrôle de la capacité de coupe.
Ne serrer la vis moletée que dans la mesure où le mouvement latéral du contre-peigne s'opère encore facilement à la main.
Si la tête de coupe ne coupe toujours pas correctement
ensuite, elle doit être réaffûtée.
Page 9

Pour une manipulation satisfaisante, respecter les
recommandations suivantes:
Ø Avant toute tonte, il convient d'huiler les peignes,
montés.
Ø Lorsqu'on se sert régulièrement de la tondeuse, dé-
monter les têtes de coupe à des intervalles de quelques jours et les nettoyer à l'aide d'un chiffon ou
d'un pinceau doux. Veiller particulièrement à ce
que les espaces entre les dents soient soigneusement nettoyés.
Ø Après avoir nettoyé les peignes, les huiler légère-
ment (protection antirouille).
Ø Avant le montage, les surfaces de coupe doivent
être absolument propres. Nous vous recommandons
pour cela de passer vos paumes de main propres sur
ces surfaces.
Ø La tête de coupe ne peut couper proprement que
lorsqu'il n'y a pas de poils entre le peigne et le contre-peigne.
Ø Ne serrer la vis moletée que dans la mesure où le
mouvement latéral du contre-peigne s'opère encore facilement à la main.
Ø On changera les têtes de coupe lorsque la machine
est en marche. A cet effet, appuyer le levier latéral
contre le carter.
Ø Afin de prolonger la capacité de coupe, débarrasser
le pelage de l'animal à tondre de toutes les saletés
tenaces.
Ø Afin d'obtenir une coupe sans perturbation, il est
recommandé de peigner très soigneusement l'animal et de bien demêler le pelage.
Ø Les têtes de tonte peuvent être réaffûtées plusieurs
fois par un technicien spécialiste. A cet effet,
s'adresser à un service de réparation autorisé.
5. Entreposage
Entreposer la tondeuse en un endroit sec après avoir
huilé les têtes de tonte et huilé le support de tête de
tonte.
6. Principales pièces de
rechange
Lors de la commande de pièces de rechange, prière
d'indiquer le numéro de fabrication 20 (Fig. 1) et la désignation de type de la tondeuse, ainsi que la référence
de la pièce de rechange.
GT 604 Huile spéciale cour tête de tonte
GT 605 Graisse pour mecanisme
GT 104 614 Charbon 24
GT 104 803 Filtre à air 4 (Favorita/Elektra)
GT 104 808 Levier oscillant 22
GT 104 244 Pièce baladeuse 23
GH 214 813 Filtre à air 4 (EHMANN)
TA 004 662 Vis moletée 11
TA 004 663 Vis à tête cylindrique 14 pour fixer la
pièce de pression 15 sur le peigne
GT 730 203 Ressort-lame 12
GT 730 201 Pièce de pression en matière pla-
stique 15
7
Page 10

Con aislamiento protector
1. Conexión a la red
Antes de conectar la máquina a la red debe comprobarse, si el voltaje indicado en la placa de características 1
coincide con el voltaje de la red.
2. Cambio de las cabezas
cortantes
Con preferencia se cambia las cabezas cortantes, cuando la máquina está en marcha, para lo cual debe apretarse la palanca 2 (Ilus. 1).
Sírvanse mantener siempre limpia la deslizadera de
montaje 3 (Ilus. 1), lubricándola suavemente.
3. Conservación de la máquina
El filtro de aire 4 (Ilus. 2) debe limpiarse una vez por semana o en caso necesario más seguido. Para tal efecto
se saca el filtro — empujándolo hacia atrás — soplándolo o lavándolo. Para el montaje del filtro limpiado
este debe estar completamente seco.
En caso de duras condiciones de servicio sería necesario comprobar las escobillas de carbón 24 (Ilus. 4) cada
12 meses, trabajo que debe ser ejecutado exclusivamente por una persona competente. Si estas tienen un
largo de sólo 4 mm, será necesario cambiarlas. En este
caso debe procedérse en la siguiente forma:
Ø Desconectar el enchufe de la red.
Ø Soltar los tornillo 6 (Ilus. 1) y retirar la tapa de la
caja.
Ø Soltar los tornillos 8 (Ilus. 5) y levantar la placa de
circuitos impresos del portacarbón, retirar el carbón.
Ø Controlar el largo del carbón (Ilus. 4) debe de ser
como mínimo de 4 mm 5.
Ø En caso de carbones más cortos, sustituirlos por
nuevos carbones originales AESCULAP, número de
artículo: GT 104 614.
Ø Soplar el portacarbón para limpiarlo.
Ø Enganchar el muelle del portacarbón en la parte de
atrás e introducir el carbón.
Ø Abatir la placa de circuitos impresos hacia abajo —
sin apretar ningún cable — seguidamente, introducir el muelle en los carbones y apretar los
tornillos 8 (Ilus. 5) a fondo.
Ø Montar la máquina.
Ø Para el montaje deben apretarse los tornillos de la
tapa 6 (Ilus. 1) primero en forma muy suave. En seguida debe comprobarse que en la caja nada quedó
atascado. Además se recomienda poner en marcha
la máquina por corto tiempo antes de apretar finalmente los tornillos en forma definitiva.
Engranaje
Ø Cuando la máquina se encuentra abierta para un
cambio de carbones debe lubricarse suavemente el
taladro en la excéntrica y las dos piezas de fieltro 9
(Ilus. 3). Sirvanse emplear unicamente el aceite con
el número de pedido GT 604. Deben engrasarse ligeramente el tornillo sinfin, la rueda helicoidal y la
excéntrica 10 (Ilus. 3). Sírvanse emplear unicamente grasa para engranajes GT 605.
4. Instrucciones para el cuidado
de los cabezales esquiladores
AESCULAP
Los cabezales AESCULAP se fabrican con un acero especial para instrumentos cortantes, extremamente
duro y con un alto contenido de carbono.
Para obtener óptimos resultados de esquilado es imprescindible que el tornillo de cabeza moleteada
esté ajustado debidamente.
8
Page 11

Prueba de corte
Una vez se haya ajustado el tornillo de cabeza moleteada se debe realizar una prueba de corte.
No apretar el tornillo de cabeza moleteada excesivamente; es decir, apretar de modo que la placa cortante
superior se deje mover con la mano desde el lado, ejerciendo sólo una fuerza media.
En caso de que el cabezal esquilador siga sin cortar con
precisión, deberá reafilarse.
Para un manejo satisfactorio de los cabezales
esquiladores se habrán de observar las siguientes
recomendaciones:
Ø Lubrificar las placas cortantes de los cabezales es-
quiladores antes de cada aplicación.
Ø En caso de aplicación regular, desmontar los cabe-
zales esquiladores tras algunos días de uso y limpiarlos con un paño suave o con un pincel. El entredientes exige particular atención y una cuidada
limpieza.
Ø Después de limpiar los cabezales lubrificar las pla-
cas cortantes ligeramente (para evitar que se oxiden).
Ø Antes de volver a montar el cabezal, verificar que
las superficies de deslizamiento estén perfectamente limpias. Para ello aconsejamos frotarlas con
los pulpejos de la mano limpios.
Ø Para que el cabezal esquilador pueda cortar perfec-
tamente no debe de haber pelo entre las placas cortantes.
Ø No apretar el tornillo de cabeza moleteada excesi-
vamente; es decir, apretar de modo que la placa
cortante superior se deje mover con la mano desde
el lado, ejerciendo sólo una fuerza media.
Ø Los cabezales cortantes conviene cambiarlos con la
máquina en funcionamiento; para ello basta oprimir la palanca lateral de la máquina.
Ø Eliminar fuertes suciedades del pelaje del animal
antes de esquilarlo, con ello se prolongará la eficacia de corte del instrumento.
Ø Para que el instrumento corte debidamente acon-
sejamos peinar bien el pelaje del animal y desenredar zonas enmarañadas antes de esquilar.
Ø Los cabezales cortantes se prestan para repetidos
reafilados, no obstante este trabajo se habrá de
confiar a un servicio competente. Para ello, dirigirse
a un servicio de asistencia técnica autorizado.
5. Conservación
Dejar conservacia la máquina solamente con cabezas
cortantes lubricadas y portador de cabezas cortantes
lubricado en un lugar seco.
6. Repuestos importantes
Sírvanse indicar en sus pedidos en repuestos el número
de fabricación de la máquina 20 (Ilus. 1), la designación del tipo de la máquina como también el número
de articulo del repuesto.
GT 604 Aceite especial para cabezas cortantes
GT 605 Grasa especial para engranajes
GT 104 614 Carbón 24
GT 104 803 Filtro de aire 4 (Favorita/Elektra)
GT 104 808 Palanca oscilante 22
GT 104 244 Piedra descilante 23
GH 214 813 Filtro de aire 4 (EHMANN)
TA 004 662 Tornillo moleteado 11
TA 004 663 Tornillo cilíndrico 14 para fijar la pieza
de apriete 15 en la placa inferior
GT 730 203 Resorte de lá mina 12
GT 730 201 Pieza de apriete de material plástico
9
Page 12

Isolamento di sicurezza
1. Collegamento della tosatrice
Prima della prima utilizzazione della tosatrice, controllare se il voltaggio indicato sulla placca di identificazione 1 è conforme alla tensione di rete.
Ø Soffiando pulire i supporti dei carboncini.
Ø Agganciare la molla del supporto dei carboncini
nella parte posteriore e inserire i carboncini.
Ø Chiudere la scheda verso il basso — senza incastrare
i fili —, quindi inserire la molla nel carboncino e fissare bene serrando la vite 8 (Fig. 5).
Ø Montare la tosatrice.
Ø Per il montaggio avvitare solo leggermente le viti
del coperchio 6 (Fig. 1). Controllare che non si sia
incuneato nulla nel carter. Si raccomanda di far
funzionare brevemente la tosatrice prima di riavvitare definitivamente e fortemente le viti.
2. Sostituzione delle testine
Si cambieranno le testine di preferenza quando la tosatrice è in funzione. A questo scopo premere contro il
carter la leva 2 che si trova in basso (Fig. 1).
Controllare che le scanalature di montaggio 3 (Fig. 1)
siano sempre ben pulite e oliare un poco regolarmente.
3. Manutenzione della tosatrice
Pulire una o se necessario, più volte alla settimana il
filtro dell'aria 4 (Fig. 2) a questo scopo togliere il filtro
spostandolo in direzione del cavo e pulirlo soffiando o
lavandolo. Rimettere sullatosatrice solo un filtro
asciutto.
In caso di dure condizioni d'impiego, controllare circa
ogni 12 mesi i carboncini 24 (Fig. 4). Questo controllo
deve essere effettuato solo da un tecnico specialista. Se
i carboncini sono ridotti a 4 mm dall'usura, conviene
sostituirli. A questo scopo:
Ø Togliere la presa di corrente alla rete.
Ø Svitare la vite 6 (Fig. 1) e togliere il coperchio
dell'involucro.
Ø Svitare la vite 8 (Fig. 5) e sollevare la scheda sui
supporti dei carboncini, quindi togliere i carboncini.
Ø Controllare la lunghezza dei carboncini (Fig. 4), che
deve risultare al minimo di 4 mm 5.
Ø I carboncini al di satto di tale dimensione vanno so-
stituiti con carboncini nuovi originali AESCULAP,
articolo nr. GT 104 614.
Meccanismo
Ø Quando la tosatrice è aperta per la sostituzione dei
carboncini oliare leggermente il foro che si trova
sull'eccentrico e i due feltri 9 (Fig. 3). Utilizzare solo
olio con codice GT 604. Ingrassare leggermente la
vite senza fine, la ruota dentata e l'eccentrico 10
(Fig. 3); a questo scopo usare solo il grasso con codice GT 605.
4. Manutenzione delle testine
Le testine per tosatrici per animali di piccola dimensione AESCULAP sono realizzate in acciaio speciale estremamente duro per strumenti da taglio ad alto contenuto di carbonio.
Essenziali ai fini di una tosatura ottimale sono la capacità di tosatura e la regolazione delle vite filettata della testina.
Prova di taglio
Dopo una prima regolazione della vite filettata eseguire una prova di taglio.
La vite filettata va stretta al massimo fino a consentire
che il contropettine si possa muovere esercitando solo
una moderata pressione laterale con la mano.
Se successivamente la testina non taglia ancora perfettamente, deve essere riaffilata.
10
Page 13

Per un uso soddisfacente vanno osservati i punti
seguenti:
Ø Le testine vanno oliate su pettine e contropettine
prima di ogni tosatura.
Ø Usando regolarmente la tosatrice, le testine vanno
smontate ad intervalli di alcuni giorni e pulite con
un panno morbido o un pennello. In tale operazione
prestare particolare attenzione ad una accurata
pulizia degli spazi interdentali.
Ø Dopo la pulizia oliare leggermente i pettini (prote-
zione antiruggine).
Ø Prima di procedere al montaggio, le superfici di
scorrimento devono essere perfettamente pulite. Si
consiglia di eseguire una prova passandovi sopra il
palmo della mano pulita.
Ø La testina potrà eseguire un taglio pulito soltanto
se non ci sono peli fra pettine e contropettine.
Ø La vite filettata va stretta al massimo fino a con-
sentire che il contropettine si possa muovere esercitando solo una moderata pressione laterale con la
mano.
Ø Le testine vanno sostituite preferibilmente con la
tosatrice in funzione. A tale scopo agire sulla leva
laterale e premerla sulla macchina.
Ø Al fine di prolungare l'effetto di tosatura, asportare
lo sporco più forte che aderisce sul pelo dell'animale da tosare.
Ø Per ottenere una tosatura senza problemi si consi-
glia di pettinare a fondo l'animale e di sfeltrare
bene i punti infeltriti.
Ø Le testine si possono rettificare anche più volte a
regola d'arte. A tale scopo si prega di rivolgersi al
Servizio Tecnico autorizzato dalla AESCULAP.
5. Conservazione
Conservare la tosatrice in un luogo secco dopo aver
oliato le testine ed il supporto delle testine.
6. Principali pezzi di ricambio
All'atto dell'ordinazione dei pezzi di ricambio indicare
il numero di fabricazione 20 (Fig. 1) ed il tipo di tosatrice nonché il codice del pezzo di ricambio.
GT 604 Olio speciale per testine
GT 605 Grasso per ingranaggi
GT 104 614 Carboncino 24
GT 104 803 Filtro dell´aria 4 (Favorita/Elektra)
GT 104 808 Leva oscillante 22
GT 104 244 Pietra scorrevole 23
GH 214 813 Filtro dell´aria 4 (EHMANN)
TA 004 662 Vite filetta ta 11
TA 004 6 63 Vite a testa cilindrica 14 per fissare il
pezzo di pressure 15 sul pettine
GT 730 203 Lama-molla 12
GT 730 201 Pezzo di pressione in m ateria
plastica 15
11
Page 14

Isolamento duplo
1. Ligação à rede
Antes de ligar a máquina à rede da corrente, verificar
se o número de volts indicado na placa de características 1 corresponde à tensão da rede.
2. Substituição dos cabeçotes
porta-lâminas
Ø Limpar os suportes dos carvões com ar comprimido
Ø Enganchar a mola do suporte dos carvões atrás e
colocar os carvões.
Ø Virar a placa de circuito impresso para baixo — não
entalar os cabos —, depois pressionar a mola para
dentro do carvão e fixar com os parafusos 8 (Fig. 5).
Ø Montar a máquina.
Ø Durante a montagem, apertar primeiro apenas li-
geiramente os parafusos da tampa 6 (Fig. 1). Depois
verificar, se na caixa não está nada entalado. Recomendase ainda que se deixe andar a máquina por
um período curto antes de se apertar firmemente os
parafusos.
Os cabeçotes porta-lâminas são substituídos de
preferência com a máquina em marcha, devendo
premir-se para tal a alavanca 2 (Fig. 1).
Favor manter as superfícies deslizantes de encaixe 3
(Fig. 1) sempre limpas e lubrificálas ligeiramente com
óleo.
3. Conservação da máquina
Limpar o filtro do ar 4 (Fig. 2), semanalmente ou, no
caso de necessidade, mais frequentemente. Para tal,
retirar o filtro — deslizando-o para trás — e depois
limpá-lo com ar comprimido ou lavá-lo. O filtro limpo
tem de ficar completamente seco antes de voltar a ser
montado.
No caso de forte utilização, é necessário verificar
anualmente as escovas de carvão 24 (Fig. 4), o que
deve ser feito exclusivamente por um técnico
especializado. Quando estas alcançarem um
comprimento de apenas 4 mm, torna-se necessário
substitui-las. Para tal, proceder da seguinte forma:
Ø Puxar a ficha da tomada.
Ø Soltar os parafusos 6 (Fig. 1), e retirar a tampa da
caixa.
Ø Soltar os parafusos 8 (Fig. 5) e levantar a placa de
circuito impresso no suporte do carvão, retirar os
carvões.
Ø Verificar o comprimento dos carvões (Fig. 4); estes
devem ter um comprimento mínimo de 4 mm 5.
Ø Os carvões mais curtos devem ser substituídos por
carvões originais da AESCULAP, art. n.º GT 104 614.
Engrenagem
Ø Quando a máquina estiver aberta para substituição
dos carvões, aproveitar para lubrificar com óleo os
furos do excêntrico e as duas peças de feltro 9
(Fig. 3). Favor utilizar apenas óleo com o número de
encomenda GT 604. Lubrificar um pouco o parafuso
sem fim, a roda helicoidal e o excêntrico 10 (Fig. 3).
Utilizar apenas massa lubrificante para engrenagens GT 605.
4. Instruções de tratamento dos
cabeçotes porta-lâminas da
AESCULAP
Os cabeçotes porta-lâminas da AESCULAP são
fabricadas a partir de um aço especial, extremamente
duro e com um alto teor de carbono. Este aço é
particularmente apropriado para artigos cortantes e
garante uma elevada exactidão de corte.
Pressuposto para uma tosquia ideal é uma afiação
perfeita das lâminas e uma regulação da pressão das
lâminas mediante o parafuso serrilhado.
Verificação do corte
Depois de uma primeira regulação do parafuso
serrilhado, deve proceder-se a uma verificação do
corte.
O parafuso serrilhado só deve ser apertado de forma a
que se possa ainda mover à mão a lâmina superior,
empurrando-a com pressão média para os lados.
Se o cabeçote porta-lâminas continuar a não cortar
correctamente, ele terá que ser afiado.
12
Page 15

Para um manuseamento satisfatório devem ser
observados os seguintes conselhos:
Ø Antes de cada tosquia, lubrificar as lâminas com
óleo, com o cabeçote porta-lâminas montado.
Ø No caso de utilização regular, desmontar os
cabeçotes porta-lâminas em intervalos periódicos
de alguns dias e limpá-los com um pano macio ou
um pincel. Prestar particular atenção à limpeza
cuidadosa dos intervalos entre os dentes.
Ø Depois da limpeza, lubrificar as lâminas
ligeiramente com óleo (protecção antiferruginosa).
Ø Antes de voltar a montar, as superfícies de deslize
têm de estar completamente limpas. Para tal,
recomendamos esfregá-las com o tenar limpo.
Ø O cabeçote porta-lâminas só consegue cortar
correctamente, se não se encontrarem quaisquer
pêlos entre as lâminas.
Ø O parafuso serrilhado só deve ser apertado de
forma a que se possa ainda mover à mão a lâmina
superior, empurrando-a com pressão média para os
lados.
Ø Os cabeçotes porta-lâmina são substituídos com a
máquina em marcha. Para tal, pressionar a
alavanca lateral da máquina.
Ø Para prolongar a capacidade de corte, remover
sujidade e incrustações do pêlo do animal a ser
tosquiado.
Ø Para se obter um corte fácil, recomenda-se que se
penteie bem o animal e que se afrouxe as partes
enredadas do pêlo.
Ø Os cabeçotes porta-lâminas podem ser afiados
várias vezes. Para tal, dirija-se a um concessionário
autorizado.
5. Armazenamento
Guardar a máquina apenas com o cabeçote portalâminas e o suporte do cabeçote porta-lâminas
lubrificado com óleo num lugar seco.
6. Peças sobressalentes
importantes
No caso da encomenda de peças sobressalentes, favor
indicar o número de fabrico da máquina 20 (Fig. 1), o
modelo da máquina assim como o número de artigo da
peça sobressalente.
GT 604 Óleo especial para cabeçotes porta-
lâminas
GT 605 Massa lubrificante para engrenagens
GT 104 614 Carvão 24
GT 104 803 Filtro de ar 4 (Favorita/Elektra)
GT 104 808 Alavanca oscilante 22
GT 104 244 Pedra deslizante 23
GH 214 813 Filtro de ar 4 (EHMANN)
TA 004 662 Parafuso serrilhado 11
TA 004 663 Parafuso de cabeça cilíndrica 14 para
fixar a peça de pressão 15 à placa
inferior
GT 730 203 Mola de lâmina 12
GT 730 201 Peça de pressão sintética 15
13
Page 16

Dubbel geïsoleerd
1. Netaansluiting
Voor men de stekker van de machine in het stopkontakt
steekt dient men te kontroleren, of het voltage overeenstemt met de op het typeschild 1 aangegeven netspanning.
2. Het wisselen van de
scheerkoppen
Ø Lengte van de koolborstels controleren (Afb. 4),
deze moet minstens 4 mm bedragen 5.
Ø Kortere koolborstels moeten door nieuwe originele
AESCULAP koolborstels artikelnummer GT 104 614
worden vervangen.
Ø Koolborstelhouder uitblazen.
Ø Veer van de koolborstelhouder achter ophangen en
koolborstels vervangen.
Ø Printkaart naar beneden klappen - geen leidingen
vastklemmen -, dan de veer in de koolborstel zetten
en met schroef 8 (Afb. 5) vastdraaien.
Ø Machine monteren.
Ø Bij montage de dekselschroeven 6 (Afb. 1) eerst
licht kruislings aandraaien. Kontroleer of het deksel
goed aansluit en niet klemt. Het dient aanbeveling
de machine even aan te zetten, voordat de
schroeven goed vastgedraaid worden.
De scheerkoppen wisselt men het beste bij een draaiende machine, daarvoor moet hevel 2 (Afb. 1) ingedrukt
worden.
De schuifslede 3 (Afb. 1) altijd schoon houden en licht
olieën.
3. Onderhoud van de machine
Het luchtfilter 4 (Afb. 2), dient men wekelijks en bij
veelvuldig gebruik dagelijks te reinigen. Daarvoor
wordt het filter door achterwaarts te schuiven van de
machine genomen en vervolgens uitgewassen of
schoon geblazen. Let op! De gereinigde filters alleen
droog monteren.
Bil veelvuldig gebruik is het aan te bevelen jaarlijks de
koolborstels 24 (Afb. 4) te kontroleren, hetgeen uitsluitend door een vakman uitgevoerd mag worden. Wanneer deze nog slechts 4 mm lang zijn, dienen deze vernieuwd te worden. Daarvoor dient men de
onderstaande procedure te volgen:
Ø Stekker uit het stopcontact trekken.
Ø Schroeven 6 (Afb. 1) losdraaien en kastdeksel ver-
wijderen.
Ø Schroeven 8 (Afb. 5) losdraaien en printkaart aan
koolborstelhouder optillen, koolborstels wegnemen.
Aandrijving
Ø Wanneer de machine voor koolborstel wisseling
open ligt kan men de boring aan de excenter en
beide viltstroken 9 (Afb. 3) licht olieën. Hiervoor alleen olie met bestelnr. GT 604 gebruiken. Wormwiel, tandrad en excenter 10 (Afb. 3) licht invetten.
Hiervoor alleen vet GT 605 gebruiken.
4. Wenken voor het onderhoud
van de AESCULAP
scheerkoppen
AESCULAP scheerkoppen zijn gemaakt van een extreem
hard speciaal staal voor snijdende instrumenten met
een hoog koolstofgehalte.
Voor het optimale scheren is de snijvaardigheid en
het instellen van de gekartelde stelschroef op van de
scheerkop het belangrijkst.
14
Page 17

Controle van de snijvaardigheid
Na het voorinstellen van de gekartelde stelschroef
dient de snijvaardigheid te worden gecontroleerd.
De gekartelde stelschroef mag hoogstens zoveel worden ingeschroefd dat het bovenmes nog met gemiddelde druk vanaf de zijkant met de hand kan worden bewogen.
Als de scheerkop daarna nog niet goed snijdt, moet hij
herslepen worden.
Voor een goed resultaat dient men de volgende
aanbevelingen in acht te nemen:
Ø De messen van de scheerkoppen voor elke scheer-
beurt inoliën.
Ø Bij regelmatig gebruik de scheerkoppen met tus-
senruimten van enige dagen demonteren en met
een zachte lapje of kwast reinigen. Daarbij dient op
een bijzonder zorgvuldige reiniging van de ruimten
tussen de tanden te worden gelet.
Ø Na het reinigen de messen en licht inoliën (be-
scherming tegen corrosie).
Ø Voor het in elkaar zetten moeten de glijvlakken ab-
soluut schoon en droog zijn. Hiertoe adviseren wij
het afstrijken met de schone bal van de hand.
Ø De scheerkop kan alleen dan goed knippen wanneer
er geen haren tussen de messen aanwezig zijn.
Ø De gekartelde stelschroef mag hoogstens zo sterk
worden ingedraaid dat het bovenmes nog met gemiddelde druk vanaf de zijkant met de hand kan
worden bewogen.
Ø Scheerkoppen bij voorkeur bij lopende machine
vervangen; daartoe op de hefboom aan de zijkant
van de machine drukken.
Ø Om de snijvaardigheid te verlengen, doet u er goed
aan om sterke verontreinigingen uit de vacht van
het te scheren dier te verwijderen.
Ø Om zonder storingen te kunnen knippen, verdient
het aanbeveling om het dier grondig uit te kammen
en in de war zittend haar goed los te halen.
Ø De scheerkoppen kunnen door een deskundige
meerdere keren worden bijgeslepen.
5. Het opbergen
De machine alleen met geoliede scheerkoppen en
scheerkophouder op een droge plaats bewaren.
6. Belangrijke onderdelen
Bij bestelling van onderdelen het serie en type nummer
van de machine opgeven 20 (Afb. 1) evenals de bestelnummers van de onderdelen.
GT 604 Olie voor scheerkoppen
GT 605 Vet voor aandrijving
GT 104 614 Koolborstels 24
GT 104 803 Luchtfilter 4 (Favorita/Elektra)
GT 104 808 Aandrijfarm 22
GT 104 244 Aandrijfblokje 23
GH 214 813 Luchtfilter 4 (EHMANN)
TA 004 662 Stelschroef 11
TA 004 663 Bevestigingsschroef 14 voor kunststof
stelplaat 15
GT 730 203 Bladveer 12
GT 730 201 Kunststof stelplaat 15
15
Page 18

Beskyttelsesisoleret
1. Nettilslutning
Før maskinen bliver tilsluttet til strømnettet, skal man
kontrollere, om volttallet, der er noteret på typeskiltet
1 stemmer overens med netspændingen.
2. Udskiftning af
klippehovederne
Man skal helst udskifte klippehovederne, medens
maskinen kører. Her skal man trykke håndtaget 2
(Fig. 1) ned.
Hold altid påstikkerens glideflader 3 (Fig. 1), rene og
smør dem en anelse ind i olie.
3. Pleje af maskinen
Luftfilteret 4 (Fig. 2), bør gøres rent en gang om ugen
eller hvis det er nødvendigt, oftere. I det tilfælde tager
man filteret af, idet man skubber det bagud. Derefter
blæser man det igennem og vasker det. Når man atter
skubber filteret på plads, skal det være tørt.
Ved hyppig anvendelse er det nødvendigt, at
kontrollere kullene 24 (Fig. 4) årligt. Dette må
udelukkende gennemføres af en fagmand. Hvis kullene
blot er 4 mm lange, skal de skiftes ud. Udskiftningen
skal gennemføres, som det er beskrevet nedenfor:
Ø Træk netstikket ud.
Ø Skruerne 6 (Fig. 1), løsnes og beklædningens låg
tages af.
Ø Skruerne 8 (Fig. 5) løsnes og printpladen løftes ved
holdeanordningen til kullene. Derefter fjernes
kullene.
Ø Knotroller kullenes længde (Fig. 4). De skal være
mindst 4 mm 5.
Ø Hvis kullene er kortere, skal de udskiftes med nye
originale AESCULAP kul, art.-nr. GT 104 614.
Ø Udblæsning af holdeanordningen til kullene.
Ø Fjederen på holdeanordningen til kullene hænges
ind bagi og kullene placeres atter.
Ø Printpladen klappes ned. Man må ikke klemme
nogle ledninger fast. Derefter trykkes fjederen ind i
kullene og fastgøres med skruerne 8 (Fig. 5).
Ø Montering af maskinen.
Ø Ved montage skal man først trække lågskruerne 6
(Fig. 1) en anelse fast. Derefter skal man kontrollere, at der ikke er klemt noget fast i beklædningen.
Derudover anbefales det, at lade maskinen køre en
anelse, førend skruerne til sidst bliver skruet rigtigt
fast.
Gear
Ø Når maskinen er åben ved udskiftning af kullene,
skal man smøre udboringerne ved ekscentreren og
begge filterstykkerne 9 (Fig. 3), en anelse med olie.
Anvend venligst udelukkende olie med bestillingsnr.
GT 604. Snekke, snekkehjul og ekscenter 10 (Fig. 3)
skal smøres en anelse. Anvend venligst udelukkende
gearsmørelse GT 605.
4. Plejehenvisninger til
AESCULAP-klippehoveder
AESCULAP-klippehoveder bliver fremstillet af ekstremt
hårdt specialstål med indhold af kulstof. Dette stål er
særdeles egnet til artikler, der skal skæres ud og det
garanterer en stor skæreevne.
Forudsætningen for en optimal snor er e et
ordentligt snit af skærepladerne samt indstillingen
af pladetrykket ved hjælp af fingerskruen.
Skærekontrol
Efter forindstillingen af fingerskruen skal man
gennemføre en skærekontrol.
Fingerskruen må højst trækkes så stærkt til, at den
øverste skæreplade stadig kan bevæges manuelt med
et mellemhårdt tryk fra siden.
Hvis klippehovedet stadig ikke skærer ordentligt, skal
det efterslibes.
16
Page 19

For at kunne omgås tilfredsstillende med
klippehovedet skal man være opmærksom på og
overholde følgende anbefalinger:
Ø Skærepladerne skal smøres ved hver snor, medens
klippehovedet er monteret.
Ø Ved regelmæssig anvendelse skal klippehovederne
inden for få dage rengøres med en blød klud eller en
pensel. Her skal man især være opmærksom på, at
tandhullerne bliver gjort ordentligt i stand.
Ø Efter rengøringen skal skærepladerne smøres en
anelse ind (rustbeskyttelse).
Ø Før monteringen skal glidefladerne være absolut
rene. Her anbefaler vi, at man skure med rene
håndflader.
Ø Klippehovedet kan udelukkende skære rent, når der
ikke er nogle hår mellem skærepladerne.
Ø Fingerskruen må maksimalt trækkes så stærkt til, at
den øverste skæreplade kan bevæges manuelt med
et mellemhårdt tryk fra siden.
Ø Man skifter klippehovederne, medens maskinen
kører. Her skal man trykke på håndtaget, der
befinder sig på siden af maskinen.
Ø For at forlænge skæreevnen, skal man fjerne
urenheder i håret på det dyr, der skal klippes.
Ø For at opnå et ordentligt snit, anbefales det, at rede
dyret grundigt på de steder, hvor dets pels har
knuder.
Ø Man kan efterslibe klippehovederne flere gange. I
det tilfælde skal De kontakte et autoriseret
servicested eller henvende Dem til
5. Opbevaring
Maskinen skal udelukkende opbevares med smurte
klippehoveder og skurt holdeanordning til klippehovederne på et tørt sted.
6. Vigtige reservedele
Ved bestilling af reservedele skal De venligst opgive
maskinens fabrikationsnummer 20 (Fig. 1), maskinens
typebetegnelse samt artikelnummeret på de pågældende reservedele.
GT 604 Specialolie til klippehoveder
GT 605 Specialolie til gear
GT 104 614 Kul 24
GT 104 803 Luftfilter 4 (Favorita/Elektra)
GT 104 808 Svingearm 22
GT 104 244 Glidesten 23
GH 214 813 Luftfilter 4 (EHMANN)
TA 004 662 Fingerskrue 11
TA 004 663 Cylinderskrue 14 til
fastgørelse af trykstykket 15
på den nederste plade
GT 730 203 Bladfjeder 12
GT 730 201 Trykstykke af plastik 15
17
Page 20

РспуфбфехфйкЮ мьнщуз
1. Уэндеуз дйкфэпх
Рсйн брь фз уэндеуз фпх мзчбнЮмбфпт уфп
дЯкфхп сеэмбфпт, рсЭрей нб елегчипэн фб volt фпх
мзчбнЮмбфпт
бхфЬ фпх дйкфэпх сеэмбфпт.
1 Эфуй юуфе нб бнфйуфпйчпэн уе
2. БллбгЮ фщн кецблюн
кпрЮт
З бллбгЮ фщн кецблюн кпрЮт рсЭрей нб гЯнефбй
кбфЬ фз дйЬскейб лейфпхсгЯбт фпх мзчбнЮмбфпт,
гй бхфь фп укпрь п мпчльт
рйеуфеЯ.
Рбсбкблпэме нб дйбфзсеЯфе фйт леЯет ерйцЬнейет
фзт уэндеузт
елбцсЬ лбдщмЭнет.
3 (Ейк. 1), рЬнфб кбибсЭт кбй
2 (Ейк. 1) рсЭрей нб
3. ЦспнфЯдб фпх мзчбнЮмбфпт
Фп цЯлфсп бЭспт 4 (Ейк. 2), рсЭре й нб кб ибсЯжефбй
мЯб цпсЬ фзн евдпмЬдб Ю бнЬлпгб ме фйт
бнЬгкет. РсЭрей нб бцбйсеЯфбй фп цЯлфсп фсбвюнфбт фп рспт фб рЯущ - кбй мефЬ нб гЯнефбй
п кбибсйумьт ме бЭсб Ю несь. З дйЬнпйоз фпх
кбибспэ цЯлфспх рсЭрей нб гЯнефбй ьфбн бхфь
еЯнбй уфегнь.
Уе ресЯрфщуз енфбфйкЮт чсЮузт еЯнбй брбсбЯфзфп
пй впэсфует Ьнисбкб
мЯб цпсЬ фп чсьнп, кЬфй рпх рсЭрей нб гЯнефбй
брь ербггелмбфЯб. Уфзн ресЯрфщуз рпх бхфЭт
Эчпхн мЮкпт мьнп 4 mm еЯнбй брбсбЯфзфп нб
бллбчипэн. Фьфе рсЭрей нб фзсзиеЯ з еоЮт
дйбдйкбуЯб:
Ø ФсбвЮофе фп кблюдйп сеэмбфпт.
24 (Ейк. 4), нб елЭгчпнфбй
Ø Пй вЯдет 6 (Ейк.1), рсЭрей нб бцбйсеипэн кбй
нб брпмбксхниеЯ фп кЬлхммб.
Ø Пй вЯдет 8 (Ейк 5) рсЭрей нб бцбйсеипэн кбй
уфз ухнЭчейб узкюуфе фзн рлЬкб бгщгпэ фпх
хрпуфзсЯгмбфпт Ьнисбкб, бцбйсЭуфе фпхт
Ьнисбкет.
Ø ЕлЭгофе фп мЮкпт фщн бнисЬкщн (Ейк. 4),
рсЭрей нб еЯнбй фпхлЬчйуфпн 4 mm
5.
Ø Пй кпнфэфеспй Ьнисбкет рсЭрей нб бллбчипэн
ме кбйнпэсйпхт рсщфьфхрпхт фзт AESCULAP, Бсим. еЯдпхт GT 104 614.
Ø БцбйсЭуфе фпн бЭсб фпх хрпуфзсЯгмбфпт
бнисЬкщн.
Ø ФсбвЮофе фп елбфЮсйп фпх хрпуфзсЯгмбфпт
фщн бнисЬкщн рспт фб рЯущ кбй
бнфйкбфбуфЮуфе фпхт Ьнисбкет.
Ø Дйрлюуфе фзн рлЬкб бгщгпэ рспт фб кЬфщ -
мзн дйрлюуефе фпхт бгщгпэт -, уфз ухнЭчейб
енюуфе фп елбфЮсйп уфпхт Ьнисбкет кбй
буцблЯуфе ме фйт вЯдет
8 (Åéê 5).
Ø Ухнбсмпльгзуз фпх мзчбнЮмбфпт.
Ø Гйб фз ухнбсмпльгзуз, рсЭрей бсчйкЬ пй
вЯдет фпх кблэммбфпт
оевйдщипэн елбцсют. Уфз ухнЭчейб, рсЭрей
нб елечиеЯ мЮрщт Эчей кпллЮуей кЬфй уфп
кЬлхммб ЕрЯузт, ухнйуфЬфбй нб феиеЯ гйб лЯгп
фп мзчЬнзмб óå лейфпхсгЯб, рсйн
буцблйуфпэн фелйкЬ пй вЯдет.
Мзчбнйумьт мефбдьуещт кйнЮуещт
6 (Åéê. 1), íá
Ø ¼фбн фп мзчЬнзмб еЯнбй бнпйчфь кбфЬ фз
дйЬскейб бллбгЮт фщн бнисЬкщн, з дйЬфсзуз
уфп Эккенфсп кбй уфпхт дэп рбсЬкхклпхт
(Ейк 3), рсЭрей нб лйрбниеЯ ме лЬдй. Р
бсбкблпэме чсзуймпрпйеЯфе мьнп лЬдй ме бс.
рбсбггелЯбт GT 604. П кпчлЯбт, з дйЬмефспт
фпх кпчлЯб кбй фп Эккенфсп
нб лйрбЯнпнфбй ме лЬдй. Рбсбкблпэме
чсзуймпрпйеЯфе мьнп фп лЬдй гйб мзчбнЮмбфб
GT 605.
10 (Ейк. 3), рсЭрей
9
18
Page 21

4. ПдзгЯет ухнфЮсзузт гйб фйт
кецблЭт кпрЮт AESCULAP
Пй кецблЭт кпрЮт AESCULAP-кбфбукехЬжпнфбй
брь Энб ейдйкь уклзсь бфуЬлй ме хшзль рпупуфь
Ьнисбкб. Бхфьт п Ьнисбкбт ендеЯкнхфбй
йдйбЯфесб гйб кпрЮ кбй дйбфзсеЯ бхфЮ фзн
йкбньфзфб гйб мегЬлп чспнйкь дйЬуфзмб.
Рспырьиеуз гйб фзн йдбнйкЮ йкбньфзфб
кпрЮт еЯнбй з йкбнпрпйзфйкЮ леЯбнуз фщн
рлбкюн кпрЮт кбй з фпрпиЭфзуз фзт рЯеузт
уфзн рлЬкб мЭущ ресйкьчлйпх вЯдбт.
¸легчпт кпрЮт
МефЬ фзн фпрпиЭфзуз фпх ресйкьчлйпх вЯдбт
рсЭрей нб гЯней Элегчпт фзт кпрЮт.
Фп ресйкьчлйп вЯдбт мрпсеЯ нб бнхшщиеЯ фп
мЭгйуфп уе фЭфпйп узмеЯп, юуфе з Ьнщ рлЬкб
кпрЮт нб мрпсеЯ нб мефбкйнзиеЯ брь фп рлЬй ме
мЭфсйб рЯеуз фпх чесйпэ.
Ецьупн мефЬ з кецблЮ кпрЮт ден кьвей бкьмз
Ьшпгб, рсЭрей бхфЮ нб бкпнйуиеЯ рсьуиефб.
Гйб фзн йкбнпрпйзфйкЮ чсЮуз рсЭрей нб
рспуечипэн фб рбсбкЬфщ:
Ø Рсйн брь кЬие кпрЮ рсЭрей нб лйрбЯнпнфбй пй
рлЬкет кпрЮт ме ухнбсмплпгзмЭнз фзн
кецблЮ кпрЮт.
Ø Уе фбкфйкЮ чсЮуз, пй кецблЭт кпрЮт рсЭрей нб
брпмбксэнпнфбй мефбоэ фпхт уе дйбуфЮмбфб
месйкюн змесюн кбй нб кбибсЯжпнфбй ме
мблбкь рбнЯ Ю рйнЭлп. Фьфе рсЭрей нб
рспуечиеЯ йдйбЯфесб п кбибсйумьт фщн
дйбуфзмЬфщн мефбоэ фщн пдьнфщн.
Ø МефЬ фпн кбибсйумь рсЭрей нб гЯнефбй елбцсЬ
лЯрбнуз фщн рлбкюн кпрЮт (рспуфбуЯб брь
укпхсйЬ).
Ø Рсйн брь фз ухнбсмпльгзуз, пй леЯет
ерйцЬнейет рсЭрей нб еЯнбй енфелют кбибсЭт.
УхнйуфЬфбй фп укпэрйумб ме кбибсЬ чЭсйб.
Ø З кецблЮ кпрЮт Эчей фзн йкбньфзфб кбибсЮт
кпрЮт мьнп ьфбн ден бнехсЯукпнфбй фсЯчет
мефбоэ фщн рлбкюн кпрЮт.
Ø Фп ресйкьчлйп вЯдбт мрпсеЯ нб бнхшщиеЯ фп
рплэ уе фЭфпйп узмеЯп, юуфе з Ьнщ рлЬкб
кпрЮт нб мрпсеЯ нб мефбкйнзиеЯ брь фп рлЬй
ме мЭфсйб рЯеуз фпх чесйпэ.
Ø Пй кецблЭт кпрЮт бллЬжпнфбй кбфЬ фз
дйЬскейб лейфпхсгЯбт фпх мзчбнЮмбфпт. Гй
бхфь фп укпрь рсЭрей нб рйЭжефбй п рлЬгйпт
мпчльт фпх мзчбнЮмбфпт.
Ø Гйб фзн ерймЮкхнуз фзт дйЬскейбт йкбньфзфбт
кпрЮт, рсЭрей íá брпмбксэнпнфбй
бкбибсуЯет брь фп фсЯчщмб фпх жюпх.
Ø Гйб фзн ерЯфехоз пмпйьмпсцзт кпрЮт
ухнйнуфЬфбй фп кбль чфЭнйумб фпх жюпх рсйн
брь фзн кпхсЬ.
Ø Пй кецблЭт кпрЮт мрпспэн нб лейбнипэн
рпллЭт цпсЭт. Гй бхфь фп укпрь
рбсбкблпэме брехихниеЯфе уе бнЬлпгз
хрзсеуЯб Ю уфзн.
19
Page 22

5. БрпиЮкехуз
Рбсбкблпэме нб брпизкеэефе фп мзчЬнзмб
мьнп ме лбдщмЭнет кецблЮт кпрЮт кбй
хрпуфЮсйгмб кецблюн кпрЮт уе озсь
ресйвЬллпн.
6. УзмбнфйкЬ бнфбллбкфйкЬ
Рбсбкблпэме кбфЬ фзн рбсбггелЯб бнфбллбкфйкюн
нб дЯнефе фпн бсйимь есгпуфбуЯпх фпх
мзчбнЮмбфпт
фпх мзчбнЮмбфпт кбиют кбй фпн бсйимь
рбсбггелЯбт фщн бнфбллбкфйкюн.
GT 604 Ейдйкь лЬдй гйб кецблЭт кпрЮт
GT 605 Ейдйкь лЯрпт гйб мзчбнЮмбфб
GT 104 614 ¢нисбкет 24
GT 104 803
GT 104 808 Мпчльт 22
GT 104 244
GH 214 813
TA 004 662 Ресйкьчлйп вЯдбт 11
TA 004 663
GT 730 203 ЕлбфЮсйп цэллпх 12
GT 730 201
20 (Ейк. 1), фзн ресйгсбцЮ фпх фэрпх
ЦЯлфсп бЭспт 4 (Favorita/Elektra)
Фспчьт мйксьт бхлбкщфьт 23
ЦЯлфсп бЭспт 4 (EHMANN)
КхлйндсйкЮ вЯдб 14 гйб уфесЭщуз
фпх фмЮмбфпт рЯеузт
кЬфщ рлЬкб
ФмЮмб рЯеузт брь рлбуфйкь 15
15 óôçí
20
Page 23

Garantieschein (bei Bedarf abtrennen und ausgefüllt mit Maschine einsenden)
Warranty certificate (to be cut off, filled in and returned together with the clipper in case of need)
Bon de garantie (à découpler et retourner avec la tondeuse le cas échéant)
Certificado de garantía (cortar en caso de necesidad y enviar, debidamente rellenado,
Certificado di garanzia (in caso di necessità, tagliare il cedolino e inviarlo insieme alla tosatrice)
Certificado de garantia (recortar no caso de necessidade e enviá-lo preenchido
Garantiecertificaat (indien nodig afklippen en ingevuld met apparaat opsturen)
Garantiseddel (skal klippes af i givet fald og indsendes, idet man har udfyldt den med skrivemaskine)
Еггэзуз (уе ресЯрфщуз бнЬгкзт бцбйсЭуфе фп кбй уфеЯлфе фп мбжЯ ме фп мзчЬнзмб)
Artikel-Nr. Fabrikations-Nr. Lieferdatum
Referencia Serial No. Date of delivery
Catalogue No. No. de fabrication Date de livraison
Numero di articolo No. de fabricación Fecha de entrega
Réference No. di fabbrica Data di consegna
Artigo nº. Fabrico nº. Data de fornecimento
Artikelnr Fabricagennr. Leveringsdatum
Artikel-nr. Fabrikationsnr. Leveringsdato
Бс. еЯдпхт Бс. есгпуфбуЯпх ЗмеспмзнЯб мефбцпсЬт
a la fábrica junto con la maquinilla)
juntamente com a máquina ao fabricante)
Stempel und Unterschrift des Händlers
Dealer's stamp and signature
Cachet et signature du dépôt
Sello y signature del destribuidor
Timbro e firma del commerciale
Carimbo e assinatura do revendedor
Stempel en handtekening van de verkoper
Forhandlerens stempel uog underskrift
УцсбгЯдб кбй хрпгсбцЮ фпх рщлзфЮ
Page 24

AESCULAP AG & CO. KG
Am Aesculap-Platz
78532 Tuttlingen/Germany
Phone +49 (74 61) 95-0
Fax +49 (74 61) 95-26 00
CE-Kennzeichnung gemäß Richtlinie 93/42/EWG
CE marking according to directive 93/42/EEC
Marquage CE conforme à la directive 93/42/CEE
Identificación CE en conformidad con la directriz 93/42/CEE
Marchio CE conforme alla direttiva 93/42/CEE
Simbolo CE, em conformeidade com a Directiva 93/42/CEE
CE-certificering conform richtlijn 93/42/EEG
CE-markering iht. retningslinie 93/42/EEC
¸ндейоз CE уэмцщнб ме фзн ПдзгЯб 93/42/EEC
Technische Änderungen vorbehalten
Technical alterations reserved
Sous réserve de modifications techniques
Sujeto a modificaciones técnicas
Con riserva di modifiche tecniche
Salvo alterações técnicas
Technische wijzigingen voorbehouden
Retten til tekniske ændringer forbeholdes
Ерйцхлбууьмеиб гйб фечнйкЭт бллбгЭт
TA-Nr. 009 813 07/02 Änd.-Nr. 25492
 Loading...
Loading...