

Page 1
Version 1.00 4-2-2010
Page 2
Message from BMI Racing
The Copperhead 10 is the first 2nd generation World GT car. After two years of racing and testing we had more than few
good ideas that we wanted to incorporate in our next World GT car. As the concept for the new car started to come
together we realized this was not going to be a DB10RRR. There we too many subtle tweaks, changes in suspension
geometry, altering the chassis torsional stiffness as well as optimizing the car for the latest Brushless/LiPo power systems.
The result of all of this is the Copperhead 10. This car is everything the DB 10R was and much, much more. All the
changes focused on expanding the cars setup envelope. This means its is easier to get the car setup on a wider variety
of surfaces. From club races on low grip parking lot tracks to the carpet at the A-Main of the Snowbird Nationals, the
Copperhead 10 can easily be setup to win.
Please read through the instruction manual carefully. Even if you are an experienced R/C racer, there are some details
about the Copperhead 10 that are different. To get the most out of your kit you must have it assembled correctly.
With Regards,
Jason Breiner
BMI Racing
Items needed to assemble your Copperhead 10
1. .050”, 1/16” and 3/32” Allen wrenches
2. A #2 Phillips Screwdriver
3. 3/16” and 11/32” nut drivers
4. A pair of needle nose pliers
5. A pair of slip join pliers
6. A hobby knife
7. A ruler or calipers
8. A file
9. A soldering iron
10. Diff Grease
11. Electric Motor Cleaner Spray
12. 40wt silicon shock oil (for center shock)
13. 10,000wt silicon diff oil (for damper tubes)
Items needed to operate your Copperhead 10
1. Two channel surface Radio system
2. A servo*
3. One or more 4 cell battery packs
4. A battery charger
5. An electronic speed control
6. An electric motor
7. A 64 pitch pinion gear
8. A small servo saver.
9. A 200m 1/10th scale body
10. 1/10th foam tires scale tires
* The Copperhead 10 was designed to use mini
servos. While any servo will fit the ideal weight
distribution is best achieved with a min servo such
as the Futaba 9602, 3650, JR 3650, etc.
Page 3
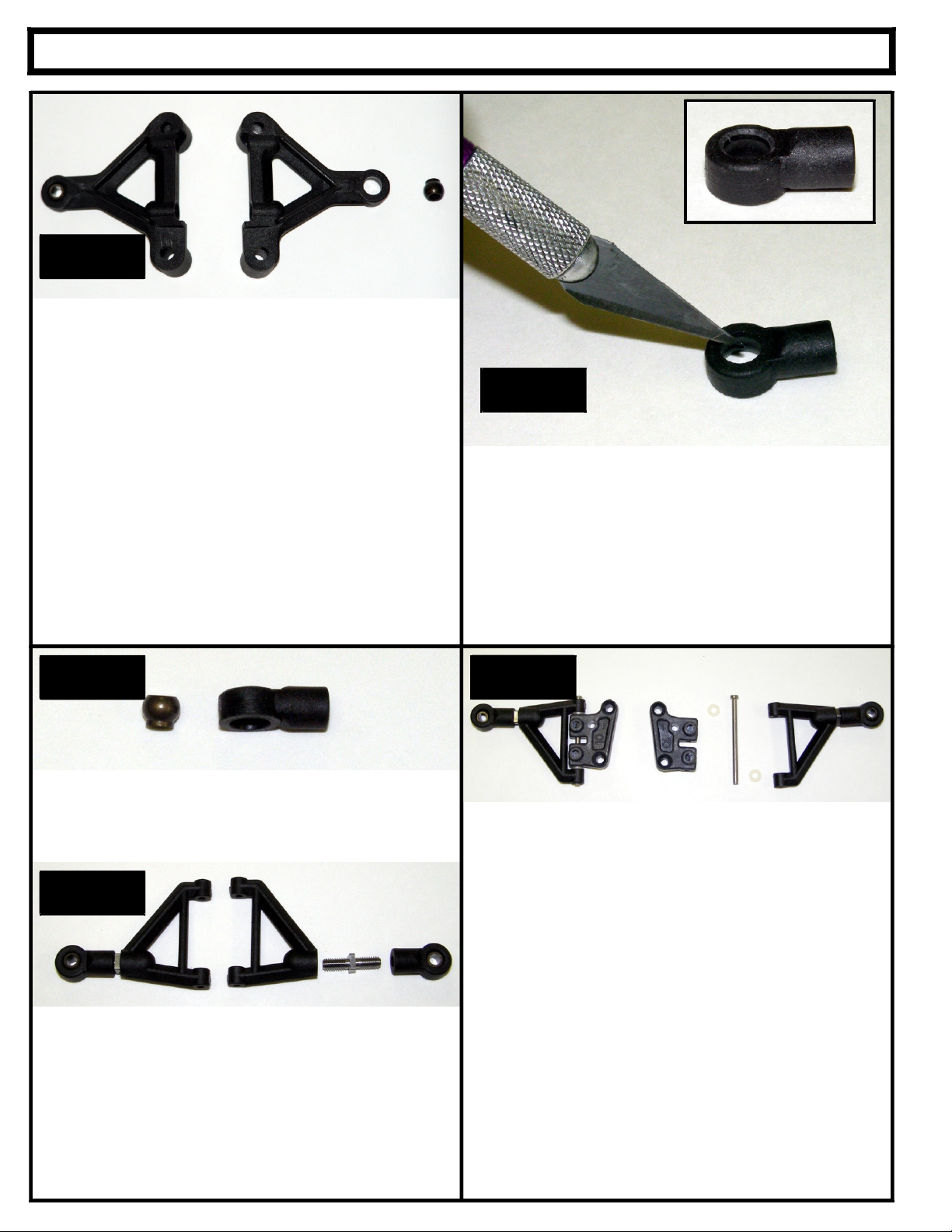
Front suspension assembly
Step 1
Locate your lower front suspension arms and
the hard anodized alloy pivot balls. Note that the
arms are not symmetrical.
Pop the pivot balls into the arms with the
shoulder on the ball facing up. Do this by placing the
ball on a hard flat surface and placing the arm over
the ball. Carefully push the arm down over the pivot
ball. Be careful. It will take a lot of force.
Special Note:
The best way to install the pivot balls is with an IRS
pivot ball tool (www.teamirsrc.com, IRS1376). If the
pivot balls are tight you can over tighten this tool, after
the ball snaps in, a little at a time until the ball moves
freely.
Step 2
Locate your upper suspension arm rod ends.
Note that the top side of the rod end opening is
smaller than the bottom
With a hobby knife, carefully chamfer the top
of the rod ends opening. This creates clearance for
the king pin shims that will go here later. This will
ensure there is no binding in the suspension.
The inset picture shows a finished rod end.
Step 3
Locate the two remaining hard anodized alloy pivot
balls and snap them into the upper arm rod ends with
the shoulder on the ball facing down. As with the lower
arms, squeeze the rod ends if the balls do not move
freely.
Step 4
Locate the upper suspension arms, the upper arm
turnbuckles and assemble as shown above.
We prefer to thread the right hand thread portions
of the turnbuckles into the rod ends and the left
hand thread into the upper arms.
Note:
The arms have a bottom and a top. They have
small circular impressions on the bottoms.
Step 5
Locate the 10 degree reactive caster upper
suspension mounts, upper suspension hinge pin,
e-clip and nylon caster spacers.
Assemble as shown.
Make sure the upper suspension arms pivots
freely. If there is any binding at all, the car may
handle poorly. If the upper arms are tight, use the
back of a hobby knife to scrape the front and back
of the reactive caster blocks and the inside of the
upper suspension arms to make more clearance
for the caster spacers. Take your time here and
get it right!
Special Note:
The Copperhead 10 uses IRS upper hinge pins
and does not require setscrews in the upper
suspension arm mounts.
Page 4
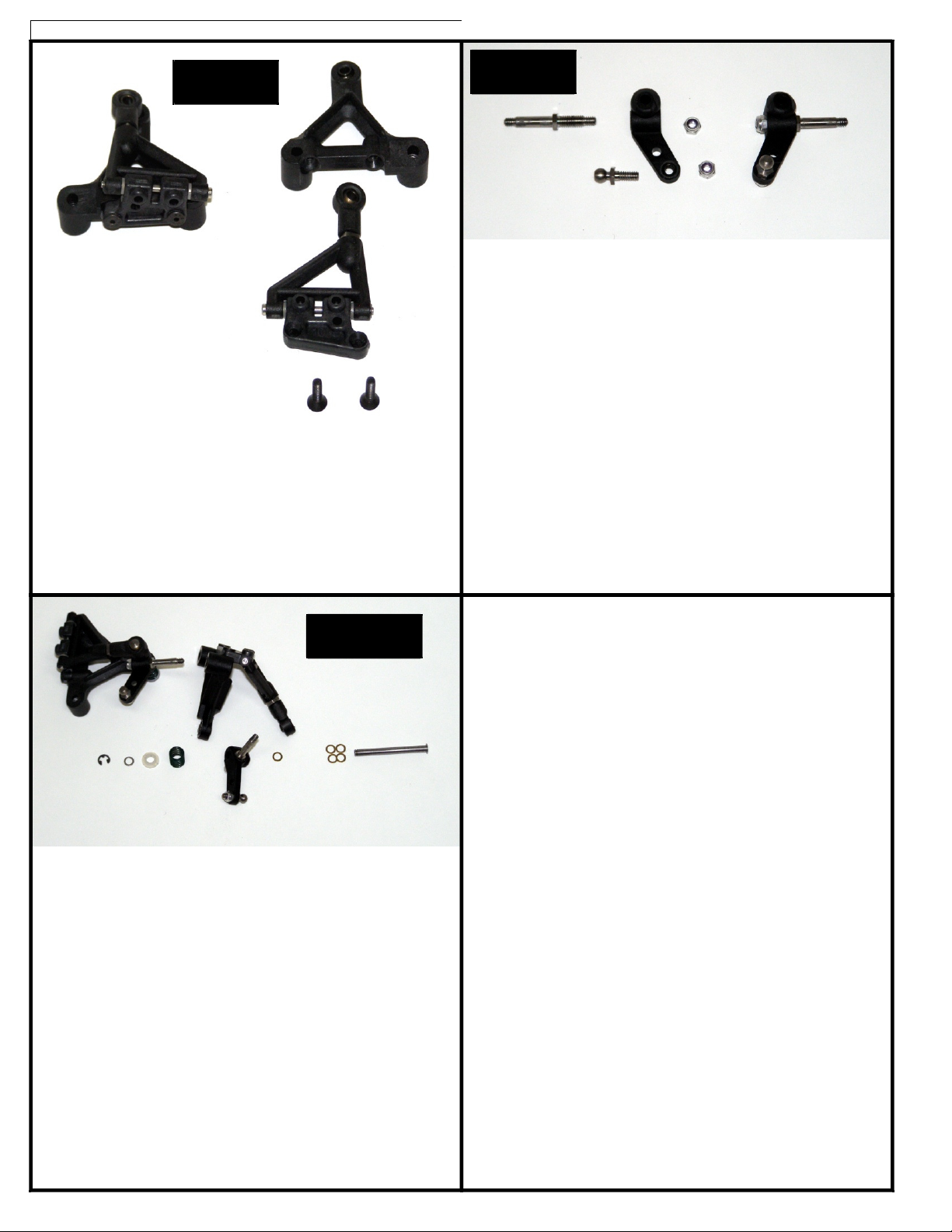
Step 6
Step 7
Locate the Ti front axles, four 4-40 alloy lock nuts,
and two alloy pivot balls.
Thread the Ti axles into the steering spindles.
Note that the threads on the axles that go into the
spindles are left hand. After the axles are fully
seated tighten an alloy 4-40 lock nut onto the
threaded stub coming out the back of the spindle.
Attach the upper suspension arm assembly to the
lower suspension arms as shown with 4-40 x ½”
screws.
Step 8
Locate 2 steel 1/8” king pins,12 1/8” shims, 2 eclips and 2 .022” king pin springs and 2 white nylon
spring perches.
1. Slide 4 shims onto the king pins against the
capped end of the king pin.
2. Pass this through the pivot ball in the upper
suspension arms rod end.
3. Place one more shim on the king pin.
4. Slide the steering spindle onto the king pin.
5. Slide the king pin through the pivot ball in the
lower suspension arm.
Thread the alloy pivot balls into the holes on the
steering arms and secure them with alloy 4-40 lock
nuts. Remember these are alloy pivot balls so
make the nuts snug. They are strong enough to
last a few racing seasons; but if you crank them
down, you can snap them.
1. Slide the spring onto the king pin.
2. Place a nylon spring perch and one 1/8”
shim onto the king pin then snap an e-clip on
to the bottom of the king pin.
3. Repeat for the other side of the front
suspension.
Special notes:
Make sure the steering arms on the spindle are
pointing towards the rear of the car as shown in
the picture.
The axle is offset in the spindle. Make sure the
axle is closest to the lower suspension arm. As
shown in the picture to the left
It is important that the king pin slide freely in all of
the parts including the steering spindle. When
you thread the axle into the spindle, it may swell
the king pin bore and make it tight on the spindle.
You can try to use a 1/8” drill to open it up but the
best solution is to use a 1/8” reamer.
You can order the reamer from:
www.mcmaster.com.
The part number is 2995A61
Page 5

Step 9
Take a minute to prepare all your carbon components
for assembly. With a file or sand paper knock off any
sharp edges along the perimeter or the carbon parts.
Special note:
Carbon fiber dust is really bad for you. Always
wear a mask and eye protection when sanding or
filing carbon fiber.
Step 10
Note that the Track Width Adjuster plates have the
large holes chamfered on one side. This is to
provide clearance for the heads of the 8-32 screws
that hold the front suspension to the lower chassis.
Make sure these face down towards the chassis in
all assembly steps.
Thread 2 ¼” 4-40 button head screws into the
track adjuster plate as shown. Make them stick
out the bottom ~1/16” (1.5mm). These screws will
key into holes in the lower chassis to provide
alignment at different width settings.
Step 11
Locate four 8-32 x 5/8” screws and 4 thick nylon
lower suspension arm risers.
Pass a screw through the chassis, a track adjuster
plate and slide a thick nylon riser over the screw.
Start threading the screw into the lower suspension
arm but do not tighten it. Pass another screw
through the chassis and adjuster plate and slide a
thick nylon riser over that screw. Start threading
the screw into the other hole on the lower
suspension arm. Tighten both screws. Repeat on
the other side.
Special Note:
You will have to add or subtract spacers in order to
achieve your desired ride height. BMI Racing
makes alloy spacers you can get a variety of sizes
from www.bmiracing.com, (P/N DB5311-DB5316)
Step 12
Pass a 4-40 x 3/8” flat head screw through the
bottom of the chassis and track adjuster plate.
Secure it with an alloy lock nut.
Page 6

Rear suspension assembly
Step 13
Locate two flex plates*, 2 flex plate pivot assemblies
and 4 2-56 button head screws.
1.Insert a pivot assembly into a flex plate.
2.Pass the 2-56 screws through the pivot ball
assembly from the top so they thread into the flex
plate.
3.Repeat for the other flex plate.
Step 14
Locate the delrin center pivot assembly one 4-40 x ¼”
and two 4-40 x 3/8” flat head screws.
Attach the center pivot assembly to the rear most hole
in the center of the lower chassis plate with the ¼”
screw. The shoulder on the pivot ball and the two
bosses on the center pivot assembly should face
down towards the chassis. The pivot ball has a 3/32”
hex in the top so you can use a wrench to tighten it
firmly.
Attach the rear lower pod plate to the center pivot
assembly with two 4-40 x 3/8” flat head screws.
Step 15
Attach the two flex plate assemblies to thelower pod
plate with 4-40 x 1-4: flat head screws. Use the
3/32” hex in the top of the pivot balls to tighten them
down firmly.
Locate 2 anodized short non-threaded spacers and
2 4-40 x ½” flat head screws.
1.Pass a 4-40 x ½” flat head screw through the hole
in the chassis corresponding to the front hole on the
flex plate.
2.Slide the anodized spacer onto the screw.
3. Slide the flex link over the screw and secure it
with an alloy lock nut.
4.Repeat to assemble the other side
Page 7

Step 16
Locate the two alloy rear pod plates, the alloy rear
pod plate spacer tube 2 4-40 x 3/8” flat head screws
and 4 4-40 x ¼” flat head screws.
Attach the alloy pod plates to the lower carbon pod
plate with the 4 4-40 x ¼” screws.
Step 17
Locate and install the two long anodized threaded
spacers as shown with 4-40 x ¼” flat head screws
Attach the alloy rear pod plate spacer tube to the
allow rear pods with the 2 4-40 x 3/8” screws.
Step 18
1. Attach the carbon chassis brace to the chassis with 2 4-40 x ¼” flat head screws by threading them into
the long alloy threaded posts at the rear corners of the chassis.
2. Attach the alloy pivot balls to the bottom of the pod top plate and the tops pf the side wings as shown
above. Secure them with alloy lock nuts
3. Attach a black medium ball stud on top of the top pod plate in the front and center hole. Secure it with
an alloy lock nut.
4. Attach the carbon pod top plate to the alloy rear pod plates
Page 8

Step 19
Locate the damper tube parts bag, the rear pod top
plate and 4 4-40 x ¼” flat head screws..
1.Thread a 4-40 x3/8” set screw into each of the 4
ball cups from the damper parts bag.
2.Thread a ball cup/set screw assembly into the
ends of each of the damper tube pistons and
damper tubes.
3.Apply 10000wt silicon diff oil to the pistons and
insert them into the damper tubes.
4.Snap the ball cups of the assembled damper
tubes onto the pivot balls on the pod top plate and
wings.
Note:
If you feel play between your ball cups and ball
studs, you can place a single layer of plastic bag
material between your ball cup and ball stud then
snap them together. This will cut and insert a disc
of plastic into your ball cup reducing or eliminating
the play. If you still feel play, repeat the process.
Attach 2 long alloy stand offs to the chassis in the
locations shown with 4-40 x ¼” flat head screws.
Step 21Step 20
Install a short ball stud in the battery retention plate
in the hole show in the picture above.
Attach the battery retention plate to the 3 alloy
stand offs with 3 4-40 x ¼” flat head screws.
Page 9

Step 22
Step 23
Locate the rear axle parts bag. There are a couple
of steps that can make your diff last longer that should be
done at this time.
Assemble the IRS Nickel-Teflon Macro Shock as per
the included instructions with 40wt silicon shock oil.
Trim 1/8” (3mm) from the ball cup that threads onto the
shock cap. Thread the ball cups on the ends of the
shock so the over all shock length is 3.312” . This
length will give you the standard setting of 1.5mm of
rear pod droop.
Diff Assembly:
Step 23 Continued
1. Put a small dab of diff grease on the axle flange
so the diff will stick to it. Place a diff ring on the
flange so its flat keys onto the flat on the diff
flange.
2. Place a flanged 3/8 x ¼” bearing in the center
of the spur gear. Slide the spur gear and
bearing unit on to the axle until it stops against
the diff ring.
3. With a small flat screw driver remove the diff
balls from the diff grease and snap them into
the outer row of holes in the spur gear.
4. Place a flanged 3/8 x ¼” bearing into the inside
face of the right side diff hub. Put a small dab of
diff grease on the hub flange so the diff will
stick to it. Place a diff ring on the flange so its
flat keys onto the flat on the hub flange. Slide
this unit on to axle.
5. Slide a flanged 3/8 x ¼” bearing over the axle
into the outside face of the right side diff hub.
Slide the stepped thrust cone onto the axles so
the smaller diameter part is against the right
hub bearing.
Use the right alloy diff hub as a holder and sand
both sides of each diff ring on 600 grit sand paper using
electric motor cleaner spray as a lubricant. Sand until you
see an even scoring pattern across the face of each diff
ring. Clean them with motor spray and set them aside.
The diff balls may have a protective oil coating on
them. Place them on a clean paper towel and carefully
clean them with motor spray. When dry drop them into
your cup of diff grease and stir them to coat them with diff
grease.
1. Thread the black nylon lock nut onto the
threaded stud on the axles until it makes
contact with the thrust cone.
2. Tighten the black lock nut gradually with an
11/32” nut driver until you notice you cannot slip
the spur gear when holding the axle and right
hub in a fixed position.
Six 4-40 x ¼” cap head screws are supplied to mount
your rear wheels.
Notes:
Keep you fingers clean with motor spray. Diff
assembly is like surgery. You do not want dirt
or oil where it does not belong.
The grease on the diff balls when you pluck them out
of the cup of diff grease is all you need.
Smearing diff grease on the rings will make
your diff get dirty faster and make a mess.
The ultimate goal in building a diff is one which is
extremely free and glass smooth but requires a
lot of force to slip the spur gear.
Page 10

Step 24
Insert the IRS precision ride height adjuster cams into the rear alloy pod plates. Insert a 3/8” x ¼” flanged
bearing into each ride height adjuster and insert the axle as shown. Install your favorite wheels and measure
the width of the car. Shim as necessary to obtain a centered axle and a 200mm rear track width.
Special Note:
The Copperhead 10 is designed to work with IRS precision ride height adjuster cams. We find too much
size variation in other cams and cannot guarantee they will fit properly.
Angled Mounting
Step 25
You have two servo mounting options with the
Copperhead 10, Angled or Flat. The new BMI
Servo Mounts have holes to allow either mounting
option.
The Reactive Caster front suspension used on the
Copperhead 10 is designed to function best with
angled servo mounting. The hardware supplied
with this kit is what you need for angled mounting.
If you wish to mount your servo flat, you will need
two long off set ball studs to replace the standard
offset ball studs on your steering spindles. These
ball studs will correct the steering geometry and
eliminate the bump steer present if you did not use
them.
The servo is mounted to the servo mounts with two
4-40 x ¼” button head screws.
Flat Mounting
Page 11

Step 27
The Servo mounts are attached to the lower chassis
with two 4-40 x ¼” flat head screws.
At this time drill out the center holes on your servo
saver (not supplied) for two Nickel Teflon ball studs.
Secure them with two 3/16 alloy lock nuts.
Locate two titanium turnbuckles and four black ball
cups. Assemble them as shown and adjust them to
an over all length of 2.66” (67.5mm). This is a
starting point. You will need to reset their length after
setting your camber in order to achieve the desired
amount of front toe.
Note:
You can use the same plastic bag trick mentioned in
Step 18 to remove play in your steering linkage.
Remember you want to remove play but still have
totally free movement in the links. Any friction at all is
unacceptable and will make you car not center
properly after steering inputs
Step 28
Install your body posts with two 4-40 x ½’ flat head
screws in the front (the front bumper fits between the
lower chassis and the front body mounts) and two 440 x ¼” button head screws in the rear.
Page 12

Mounting Electronics
The “Center Mass“ chassis layout of the Copperhead 10 is one of the features that really puts this car
ahead of the pack. This chassis design moves the batteries forward and places the electronics between the
battery and the motor pod.
This accomplishes two things.
1. The batteries are moved forward to obtain the proper weight distribution.
2. The electronics are located in the most efficient location (short power wires, tidy receiver wiring).
You have the option of running the batteries down the center or across the chassis as shown in the
picture. This will give you the option to run your electronics however you may choose. We recommend
running them as shown as it did yield the best overall result. However the option is there.
Note:
There is an antenna mount hole in the chassis for racers using non 2.4GHz receivers. An antenna
mount is not supplied in the kit.
 Loading...
Loading...