


SW-120-1
Wartungsanleitung
Maintenance Instruction
Instructiondemaintenance
Überprüfen und Einstellen des Axialspiels
bei Schraubenverdichtern
Verdichtertypen
• OS.53 / OS.70 / OS.74
• HS.53 / HS.64 / HS.74
• HSKC 64 / HSKC 74
Inhalt Seite
1 Allgemeines 1
2 Werkzeuge und Hilfsmittel 2
3 Demontage 3
4 Axialspiel überprüfen 4
5 Axialspiel einstellen 5
6 Montage 6
1 Allgemeines
Hinweise hinsichtlich routinemäßiger Überprüfungs- und
Austausch-Zeiten sind in der War tungsanleitung "Über prüfungs- und Austauschintervalle bei Schraubenverdichtern"
(SW-110) gegeben.
Bei schwergängigen oder blockierten Rotoren wird eine
Überprüfung des Verdichters beim Hersteller empfohlen.
Autorisiertes Fachpersonal
Sämtliche Arbeiten an Verdichtern und Kälteanlagen dürfen
nur von qualifiziertem und autorisiertem Fachpersonal ausgeführt werden.
Die hier beschriebenen Tätigkeiten sind sehr anspruchsvoll
und erfordern höchste Präzision.
Checking and Adjusting the Axial
Clearance of Screw Compressors
Compressor types
• OS.53 / OS.70 / OS.74
• HS.53 / HS.64 / HS.74
• HSKC 64 / HSKC 74
Contents Page 1 General 1
2 Tools and other materials 2
3 Dismantling 3
4 Checking the axial clearance 4
5 Adjusting the axial clearance 5
6 Assembly 6
1 General
Advices on routine times for checking and replacing is given
in the maintenance instructions "Inspection and
Replacement Intervals with Screw Compressors" (SW-110).
If rotors are tight or blocked it is recommended to have the
compressor inspected by the manufacturer.
Authorized staff
All work on compressors and refrigeraton systems is to be
carried out by qualified and authorized personnel only.
The activities described here are very demanding and require utmost precision.

SW-120-12
Attention!
Successive compressor damage possible!
Refrigerating compressor oils can absorb large amounts of moisture. Chemical reactions are possible with
humidity and oxygen in the air.
Oil wetted metal surfaces can corrode quickly.
• Do not leave compressors open for several hours
(e.g. over night)!
• Assembled compressors are to be evacuated immediately and charged with protective gas (dried nitroen) or refrigerant (gaseous).
• Do not reuse drained oil!
2 Tools and other materials
• Dial gauge (scale with 0.001 mm divisions: metric
microns) with magnetic base
• Steel plate (e.g. 80 mm wide, 150 mm long, 6 mm thick)
with excentric positioned holes drilled (Ø 10.5 mm) at the
long side to attach the magnetic base of the dial gauge
• Sets of ring spanners, open-ended spanners and socket
spanners
• Gasket for discharge flange cover
• O-ring gasket for oil separator body (HSKC)
• Drift punch
• Set of Allen keys ( 3 mm ..14 mm) and extension tube
• Machinist's hammer
• Plastic hammer (5 kg)
• Fitting glue (e. g. Loctite 648)
• Torque spanner
• Oil drip pan
• Refrigerating compressor oil (for compact screws HSKC)
• Petroleum or benzine and cleaning rags
• Eye bolts, one of each:
• with M10 thread
• with M10 thread (extended by approx. 60 mm)
• for compressor series 53 and 64 additionally one with
M8 thread
• Lever (e.g.steel rod with 20 mm diameter, 60 cm long)
• Maintenance Instructions SW-100 "Tightening Torques for
Screw Fixing"
Achtung!
Verdichter-Folgeschaden möglich!
Kältemaschinenöle können größere Mengen Luftfeuchtigkeit aufnehmen.Chemische Reaktionen mit
Luftfeuchtigkeit und Luftsauerstoff sind möglich.
Ölbenetzte metallische Oberflächen können schnell
korrodieren.
• Verdichter nicht über mehrere Stunden (z.B. über
Nacht) geöffnet lassen!
• Zusammengebauten Verdichter sofort evakuieren.
Mit Schutzgas (getrockneter Stickstoff) oder Kältemittel (gasförmig) befüllen.
• Abgelassene Öle nicht wieder verwenden!
2 Werkzeuge und Hilfsmittel
• Meßuhr mit verlängertem Taster und Magnetständer
(Anzeigeskala 0,001 mm Teilung)
• Stahlblech (z.B.80 mm breit, 150 mm lang, 6 mm dick)
mit exzentrisch positionierter Bohrung (Ø 10,5 mm) zum
Aufsetzen des Magnetständers der Meßuhr
• Satz Ringschlüssel, Gabelschlüssel und Steckschlüssel
• Flachdichtung für Druckflansch-Deckel
• O-Ring-Dichtung für Ölabscheiderbehälter (HSKC)
• Durchschlag
• Satz Innensechskantschlüssel (3 .. 14 mm)
und V erlängerungsrohr
• Schlosserhammer
• Plastikhammer (5 kg)
• Montagekleber (z. B. Loctite 648)
• Drehmomentschlüssel
• Ölauffangwanne
• Kältemaschinenöl (bei Kompaktschrauben HSKC)
• Waschbenzin und Putzlappen
• Ringschrauben (je einmal):
• mit Gewinde M10
• mit Gewinde M10 (ca. 60 mm verlängert)
• bei Verdichter-Serien 53 und 64 zusätzlich einmal mit
Gewinde M8
• Hebel (z.B. Eisenstange 20 mm Durchmesser, 60 cm
lang)
• Wartungsanleitung SW-100 "Anzugsdrehmomente für
Schraubverbindungen"
!
!
!
!

SW-120-1 3
3 Demontage
• Verdichter allseitig absperren und auf drucklosen Zustand
bringen.
Warnung!
Verdichter kann unter Überdruck stehen.
Schwere V erletzungen möglich.
Verdichter auf drucklosen Zustand bringen!
3.1 Ölabscheider demontieren (nur bei Kompakt-
Schraubenverdichtern HSKC..)
• Öl ablassen. Der Ölablaßstopfen (13) befindet sich unten
am Ölabscheider.Siehe Abbildung 1.
• Alle Flanschschrauben (6) des Ölabscheider-Behälters (7)
gleichmäßig lösen und entfernen. Behälter abnehmen.
• Schrauben (8), (10) und (11) lösen. Zentrifugal-Ölabscheider (12) und Demister (9) entfernen.
3.2 Druckflansch-Deckel demontieren
• Schrauben (5) gleichmäßig lösen und entfernen. Deckel
(4) abnehmen.Wenn der Deckel (4) festgeklebt ist, ggf.
durch leichte Schläge mit Plastikhammer lösen.
3 Dismantling
• Isolate all compressor connections and release pressure.
Warning!
Compressor may be pressurized.
Serious injury possible.
Release compressor pressure!
3.1 Removing the oil separator (only for compact screw
compressors HSKC..)
• Drain the oil.The oil drain plug (13) is located at the bot-
tom of the oil separator (see Fig. 1).
• Loosen evenly all flange screws (6) of the oil separator
vessel (7) and remove them.Remove the vessel.
• Loosen screws (8), (10) and (11). Remove the centrifugal
separator (12) and demister (9).
3.2 Removing the discharge flange cover
• Loosen evenly screws (5) and remove them.Remove
cover (4).If the cover (4) is stuck, loosen it by striking
lightly with the plastic hammer.
Abb.1 Schraubenverdichter demontieren und montieren
Beispiel: Kompakt-Schraubenverdichter HSKC 74
Fig. 1 Dismantling and assembling of a screw compressor;
example: compact screw compressor HSKC 74
Legende
1 Verdichtergehäuse
2 O-Ring-Dichtung
3 Flachdichtung
4 Druckflansch-Deckel
5 Schraube
6 Flanschschraube
7 Ölabscheider-Behälter
8 Schraube
9 Demister
10 Schraube
11 Schraube
12 Zentrifugal-Ölabscheider
13 Ölablaßstopfen
Legend
1 Compressor housing
2 O-Ring
3 Gasket
4 Discharge flange cover
5 Screw
6 Flange screw
7 Oil separator vessel
8 Screw
9 Demister
10 Screw
11 Screw
12 Centrifugal separator
13 Oil drain plug
!
!
7
6
5
4
3
2
1
13
12
11
10
9
8
SW-120-1
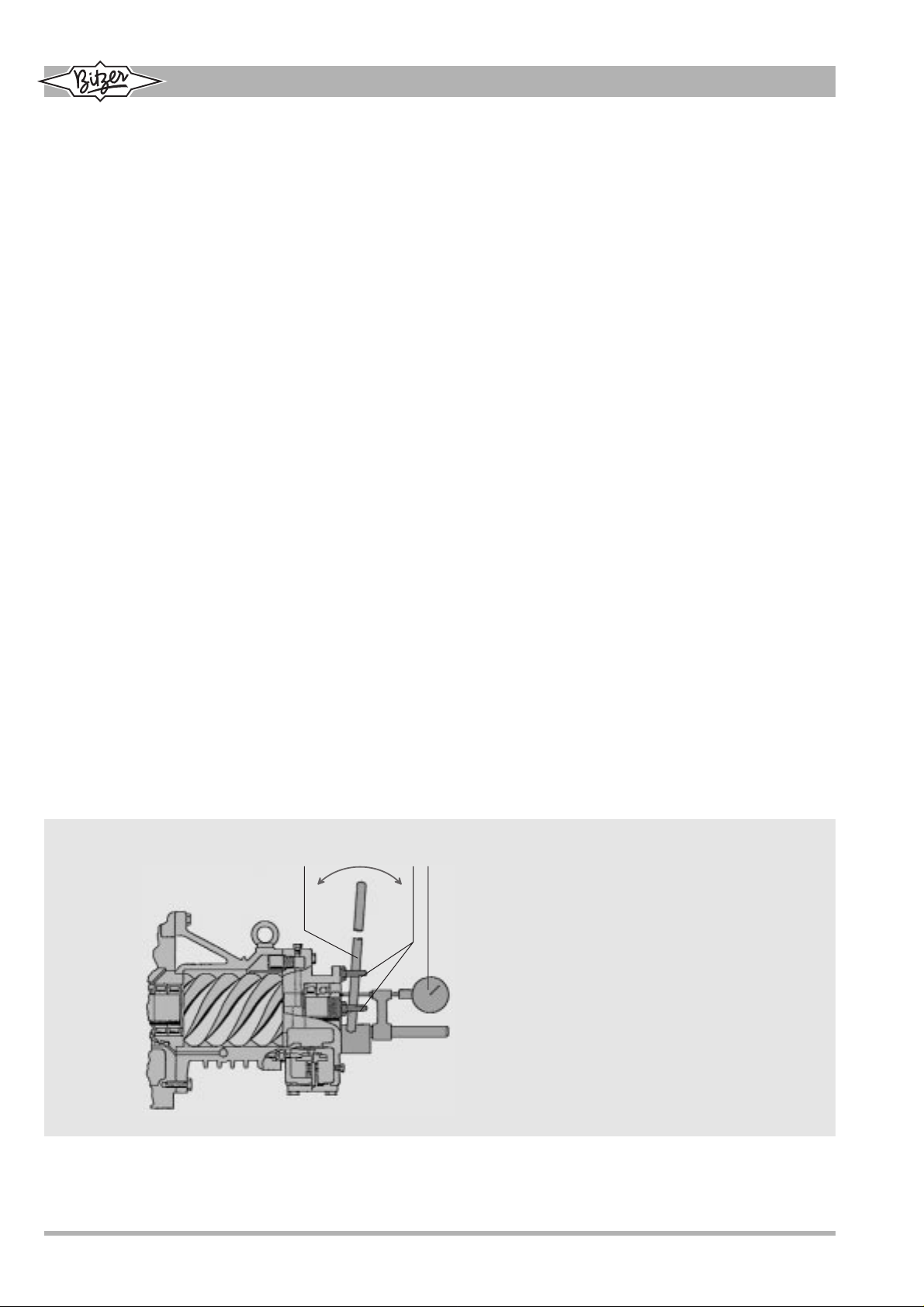
4 Checking the axial clearance
4.1 Prepare for inspection
• Screw one eye bolt (2) each in the end of the shaft of the
male rotor (or female rotor), and in the discharge flange
(compressor body). See Fig. 2.
• Fit dial gauge (3) with magnetic base to the discharge
flange (compressor body). Make sure that the fitting area
is free of dirt or grease.
• Setting the dial gauge:
Place the measuring probe right angled on the face of the
grooved nut.The pointer of the dial gauge should move
about half a revolution.Move the measuring probe several
times by hand to make sure that the complete measuring
device is firmly positioned and working perfectly.
• Slide lever (1) through both eye-bolts.
4.2 Measuring procedure
• Press the male rotor towards the suction side until a noticeable stop.(Set the dial gauge pointer to zero.)
• Press the rotor towards the discharge side until a noticeable stop.Take the dial gauge reading (axial clearance).
• Repeat the measuring procedure several times.The clearance measured must be identical each time.
• Check the axial clearance of the female rotor in the same
way.
The axial clearance of male and female rotor must be
0.03 .. 0.05 mm.
4
4 Axialspiel überprüfen
4.1 Überprüfung vorbereiten
• Je eine Ringschraube (2) in das Wellenende des Hauptläufers (bzw. Nebenläufers), sowie in den Druckflansch
(Verdichtergehäuse) einschrauben. Siehe Abbildung 2.
• Meßuhr (3) mit Magnetständer am Druckflansch (Verdichtergehäuse) anbringen. Darauf achten, daß die
Befestigungsstellen schmutz- und fettfrei sind.
• Meßuhr einstellen:
Meßtaster rechtwinklig auf die Stirnseite der Nutmutter
aufsetzen. Der Zeiger der Meßuhr sollte etwa eine halbe
Umdrehung ausschlagen. Den Meßtaster mehr mals von
Hand betätigen um sicherzustellen, daß die gesamte
Meßeinrichtung fest positioniert ist und einwandfrei funktioniert.
• Hebel (1) durch beide Ringschrauben stecken.
4.2 Meßvorgang
• Hauptläufer in Richtung Saugseite bis zum spürbaren
Anschlag drücken.(Anzeige der Meßuhr auf Null stellen.)
• Läufer in Richtung Druckseite bis Anschlag drücken.
Meßuhr (Axialspiel) ablesen.
• Meßvorgang mehrmals wiederholen. Das er mittelte Spiel
muß jedesmal den gleichen Wert ergeben.
• Axialspiel des Nebenläufers genauso bestimmen.
Das Axialspiel des Haupt- und des Nebenläufers muß
jeweils 0,03 .. 0,05 mm betragen.
Abb.2 Axialspiel messen
Fig. 2 Measuring the axial clearance
12
3
Legende
1 Hebel
2 Ringschrauben
3 Meßuhr
Legend
1Lever
2 Eye bolts
3 Dial gauge

5
5 Axialspiel einstellen
5.1 Axialspiel verkleinern
Tips & Tricks:
Mit Filzstift (Permanent-Schreiber) oder Reißnadel
zunächst die Position der Nutmutter markieren, um
diese "Ausgangsbasis" im Zweifelsfall leichter wieder
zu finden.
• Mit dem Hauptläufer beginnen.
• Die zwei Sicherungsschrauben (1), siehe Abb.3, am
Umfang der Nutmutter lösen.Anschließend wieder leicht
anziehen, damit die Nutmutter nicht wackelt oder zu leicht
verdreht werden kann.
Tips & Tricks:
Axialspiel in mehreren kleinen Schritten einstellen ist
besser, als in einem Schritt möglicherweise zu viel.
Ein zu klein eingestelltes Axialspiel wieder zu vergrößern bedeutet einen größeren Zeitaufwand.
• Durch leichte Schläge mit Durchschlag und Schlosserhammer die Nutmutter geringfügig im Uhrzeigersinn verdrehen. Den Läufer dabei nicht mitdrehen.
Eine Verdrehung der Nutmutter um 10° im Uhrzeigersinn
entspricht einer Axialspiel-Verkleinerung von etwa
0,04 mm.
• Beide Sicherungsschrauben der Nutmutter wieder fest
anziehen.
• Axialspiel erneut überprüfen.
Achtung!
Ein zu kleines Axialspiel kann zu Schäden an Rotor
und Druckflansch (Verdichtergehäuse) führen.
Unbedingt den in Kapitel 4 angegebenen
Toleranzbereich einhalten!
5 Adjusting the axial clearance
5.1 Reducing the axial clearance
Tips & Tricks:
Mark first the position of the grooved nut with a felt-pen
(permanent marker) or a scribing iron, so that this
"starting position" can easily be found again if necessary.
• Start with the male rotor.
• Loosen the two locking screws (1), see Fig.3, at the circumference of the grooved nut.Then tighten them again
slightly, so that the grooved nut does not rock and cannot
be turned too easily.
Tips & Tricks:
It is better to adjust axial clearance in several small
steps than to try to do too much in one step.
It is very time-consuming to increase axial clearance
after it has been set too small.
• Turn the grooved nut clockwise a little by hitting it slightly
with the drift punch and the machinist's hammer.Do not
turn the rotor with it.
Turning the grooved nut clockwise by 10° is equivalent to
a reduction of axial clearance of about 0.04 mm.
• Retighten both locking screws of the grooved nut.
• Recheck axial clearance.
Attention!
Too small axial clearance can cause damage to the
rotor and discharge flange (compressor body).
It is essential to observe the tolerance range mentioned
in Chapter 4!
SW-120-1
Abb.3 Axialspiel einstellen Fig. 3 Adjusting the axial clearance
Legende
1 Sicherungsschrauben
(Innensechskant)
2 Stahlblech
3 Nebenläufer
4 Hauptläufer
5 Durchschlag
Legend
1 Locking screws
(hexagon socket)
2 Steel plate
3 Female rotor
4 Male rotor
5 Drift punch
5
verkleinern
reduce
!
!
1
2
1
3
!
!
4

6
5.2 Increasing the axial clearance
• Loosen the two locking screws (1, Fig.3) at the circumference of the grooved nut.Then tighten them a little again
so that the grooved nut does not rock and cannot be turned too easily.
• Turn the grooved nut counter-clockwise by about 20° by
hitting it slightly with the drift punch and machinist's hammer (do not turn the rotor with it).
• Drive the loosened male or female rotor towards the suction side by hitting the end of the shaft several times with
the plastic hammer.
• Retighten both locking screws of the grooved nut.
• Recheck axial clearance.
Attention!
Too large axial clearance can cause damage to the
rotor and compressor body.
It is essential to observe the tolerance range mentioned
in Chapter 4!
6 Assembling the discharge flange and oil separator
(HSKC only)
Tips & Tricks:
When the axial clearance of the male and female rotor
have been checked and, if necessar y, adjusted:
Check again whether the rotors can easily be turned by
hand.
If the rotors are tight or blocked the cause must be
determined and remedied.
Possible causes of tight or blocked rotors are:
• too little axial clearance,
• damaged roller bearing,
• dirt or foreign material in the roller bearings or in the
compressor itself or
• contact between rotors and discharge flange or compressor body.
If rotors are tight or blocked it is recommended to have
the compressor inspected by the manufacturer.
• Clean individual parts, e.g. discharge flange (and oil separator with oil separator vessel in compact screw compressors HSKC).
• Assemble in reverse order.Use new gaskets (2 and 3),
see Fig. 1!
• Degrease the threads of the screws (8 and 10) and the
threaded holes! Apply a few drops of fitting glue (e.g.
Loctite 648) before fitting the screws.
5.2 Axialspiel vergrößern
• Die zwei Sicherungsschrauben (1, Abb.3) am Umfang der
Nutmutter lösen. Anschließend wieder leicht anziehen,
damit die Nutmutter nicht wackelt oder zu leicht verdreht
werden kann.
• Durch leichte Schläge mit Durchschlag und Schlosserhammer die Nutmutter um ca. 20° entgegen dem Uhrzeigersinn drehen (den Läufer dabei nicht mitdrehen).
• Den gelockerten Haupt- bzw.Nebenläufer durch mehrere
Schläge auf das Wellenende mit dem Plastikhammer in
Richtung Saugseite treiben.
• Beide Sicherungsschrauben der Nutmutter wieder fest
anziehen.
• Axialspiel erneut überprüfen.
Achtung!
Ein zu großes Axialspiel kann zu Schäden an Rotor
und V erdichtergehäuse führen.
Unbedingt den in Kapitel 4 angegebenen Toleranzbereich einhalten!
6 Druckflansch und Ölabscheider (nur HSKC) montieren
Tips & Tricks:
Wenn die Axialspiele an Haupt- und Nebenläufer überprüft und gegebenenfalls eingestellt sind:
Nochmals kontrollieren, ob sich die Rotoren von Hand
mit geringem Kraftaufwand durchdrehen lassen.
Bei schwergängigen oder blockierten Rotoren die
Ursache herausfinden und beseitigen.
Ursachen für blockierte oder schwergängige Rotoren
können zum Beispiel sein:
• zu kleines Axialspiel,
• beschädigte Wälzlager,
• Verunreinigungen oder Fremdkörper in den Wälzlagern oder im Verdichter selbst oder
• schleifende Rotoren am Druckflansch bzw. Verdichtergehäuse.
Bei schwergängigen oder blockierten Rotoren ist eine
Überprüfung des Verdichters beim Hersteller zu empfehlen.
• Einzelteile reinigen, wie z. B. Druckflansch (und Ölabscheider mit Ölabscheider-Gehäuse bei KompaktSchraubenverdichtern HSKC).
• In umgekehrter Reihenfolge montieren. Dabei neue Dichtungen (2 und 3), siehe Abb.1, einsetzen!
• Gewinde der Schrauben (8 und 10) sowie Gewindelöcher
entfetten! Vor dem Einschrauben einige Tropfen Montagekleber (z. B. Loctite 648) aufbringen.
SW-120-1
!
!
!
!

7
• Schrauben (5, 6, 8, 10 und 11) mit den vorgeschriebenen
Anzugsmomenten anziehen, entsprechend der Wartungsanleitung SW-100.
Achtung!
Kältemaschinenöle können größere Mengen Luftfeuchtigkeit aufnehmen.Chemische Reaktionen mit
Luftfeuchtigkeit und Luftsauerstoff sind möglich.
Abgelassene Öle nicht wieder verwenden!
Altöl umweltgerecht entsorgen!
Chlorhaltiges Öl ist Sondermüll.
• Tighten screws (5, 6, 8, 10 and 11) with the prescribed
tightening torques, according to the Maintenance Instructions SW-100.
Attention!
Refrigerating compressor oils can absorb a large amount of moisture. Chemical reactions are possible with
the humidity and oxygen in the air.
Do not reuse drained oil!
Dispare of waste oil in an ecologically beneficial way!
Chlorinated oil is pollutive waste.
SW-120-1
!
!
!
!
Änderungen vorbehalten / Subject to change / Toutes modifications résérvées 08.99
Bitzer Kühlmaschinenbau GmbH
P.O. Box 240
D-71044 Sindelfingen (Germany)
Tel. +49(0)7031/932-0
Fax +49 (0)7031/932-146+147
http://www.bitzer.de • mail@bitzer.de
 Loading...
Loading...