


- 1 -
前 言
深圳市卓茂科技有限公司是一家集研发、生产、销售为一体的高新技术企业,
公司自成立以来,凭借雄厚的技术力量、诚信的经营理念、完善的销售网络、全面周
到的售后服务,通过吸收和引进国内外先进技术,不断提升自己,在 BGA 返修系统和
周边辅助设备及耗材上赢得广大客户的信赖和支持。
公司产品销售遍及全国各大城市,并远销日本、韩国、北非、越南、东南亚、
中东及欧美等国。在同行业中有很强的生命力和较高的知名度。我公司将继续秉承“专
业 创新 诚信”的理念,与社会各界关心和支持我公司发展的朋友一起不断进取,开
拓创新,为广大客户提供更加高品质、高效率和真诚的服务!您的微笑是卓茂科技永
恒的追求!
● 非常感谢您使用深圳市卓茂科技有限公司的 ZM-R590 返修台。
● 为了确保您使用设备的安全和充分发挥本产品的卓越性能,在您使用之前请详细
阅读本说明书。
● 由于技术的不断更新,卓茂科技有限公司保留在未事先通知的情况下对技术及产
品规格进行修改的权力。
● 本说明书为随机配送的附件,使用后请妥善保管以备日后对返修台检修和维护时
使用。
● 如对本设备的使用存在疑问和特殊要求,可随时与本公司联系。
● 本公司保留本使用说明书内容的最终解释权。
- 2 -
目 录
一、产品特点简介 .................................................................................................... - 3 -
二、返修台的安装要求 ............................................................................................ - 3 -
三、产品规格及技术参数......................................................................................... - 4 -
四、主要结构介绍 .................................................................................................... - 5 -
(一)、结构介绍 ................................ ................................................................ . - 5 -
(二)、功能介绍 ................................ ................................................................ . - 5 -
五 、 程序 设 置 及 操 作使 用 .................................................................................. - 6 -
(一 ) 、 上 部 温度 程 序 设 置 ............................................................................ - 6 -
(二)、 外接电脑的使用方法 .......................................................................... - 10 -
(三)、外部测量电偶的使用方法..................................................................... - 19 -
六 、 植球 工 序 ...................................................................................................... - 24 -
七 、 设备 的 维 修 及 保养 ..................................................................................... - 25 -
(一)、上部发热器 ........................................................................................... - 25 -
(二 ) 、 下 部 (第 二温 区) 发 热 丝 的更 换 .................................................... - 26 -
(三)、下部发热板 ........................................................................................... - 26 -
(四)、设备的保养 ........................................................................................... - 26 -
八 、 安全 注 意 事 项 ............................................................................................. - 27 -
(一 ) 安 全 使用 ................................................................ ............................. - 27 -
(二 ) 属 于 以下 情 况 之 一 者 ....................................................................... - 28 -
常用 B GA 焊 接拆 卸 工 艺 参 数表 :( 仅 供 参 考 ) ............................................ - 29 -
1、有铅温度曲线焊接...................................................................................... - 29 -
2、无铅温度曲线焊接...................................................................................... - 30 -

- 3 -
一、产品特点简介
1 独立三温区控温系统
① 上下温区为热风加热,IR 预热区(350×265)为红外加热,温度精
确控制在±3℃,上下部发热器可同时设置多段温度控制;IR 预热区可
依实际要求调整输出功率,可使 PCB 板受热均匀;
② 可对 BGA 芯片和 PCB 板同时进行热风局部加热,同时再辅以大面积的
红外发热器对 PCB 板底部进行加热,能完全避免在返修过程中 PCB 板的
变形;通过选择可单独使用上部温区或下部温区,并自由组合上下发热
体能量;
③ 选用高精度 K 型热电偶闭环控制,外置测温接口实现对温度的精密检
测,可随时对实际采集 BGA 的温度曲线进行分析和校对;
2 多功能人性化的操作系统
① 上部温区可视需要手动自由移动,该机采用高精度温控仪表,内置
PC 串口,外置测温接口,配有软件,能实现电脑控制;上部温区可手动
前后左右方向自由移动;
② 配有多种不同尺寸合金热风风咀,可 360°旋转,易于更换,可根
据实际要求量身定制;
③ BGA 焊接区支撑框架,可微调支撑高度以限制 PCB 焊接区局部下沉;
④ 多功能 PCB 定位支架,可 X 方向移动,PCB 板定位方便快捷,同时
适用异性板安装定位;
3 优越的安全保护功能
焊接或拆焊完毕后具有报警功能,在温度失控情况下,电路能自动
断电,拥有双重超温保护功能。温度参数带密码保护,防止任意修改等
多项安全保护及防呆功能,具有优越的安全保护功能,确保避免在任何
异常状况下返修 PCB 及元器件损坏及机器自身损毁。
二、返修台的安装要求
1、远离易燃、易爆、腐蚀性气体或液体的环境。
2、避免多湿场所,空气湿度小于 90%。

- 4 -
3、环境温度-10℃~40℃,避免阳光直射,爆晒。
4、无灰尘、漂浮性纤维及金属颗粒的作业环境。
5、安装平面要求水平、牢固、无振动。
6、 机身上严禁放置重物。
7、避免受到空调机、加热器或通风机直接气流的影响。
8、返修台背面预留 30CM 以上的空间,以便散热。
9、摆放返修台的工作 台建议表面积 (900×900MM)相对水平,高度
750~850MM。
10、设备的配线必须由合格专业技术人员进行操作,主线 3*1.5mm2,
设备必须接地良好。
11、设备停用时关掉电源主开关,长期停用必须拔掉电源插头。
三、产品规格及技术参数
1 电 源:AC220V±10% 50/60Hz
2 功 率:Max 4800W
3 加热器功率:上部温区 800W 下部温区 1200W
IR 温区 2700W
4 电气选材:智能可编程温度控制系统,支持电脑通讯
5 温度控制:K 型热电偶闭环控制,上下独立测温,温度精准范围±3℃
6 定位方式:V 型卡槽 PCB 定位
7 PCB 尺寸:Max 420×390mm Min 22×22mm
8 外形尺寸:L810×W510×H650mm
9 机器重量:41kg

- 5 -
序号
名 称
用 途
使 用 方 法
1
Y 轴调节手柄
调节上部发热器前后位置
右旋后退,左旋向前
2
Z 轴调节手柄
调节上部发热器上下位置
右旋上行,左旋下行
3
上部发热器
焊接 BGA 时上部加热
通过 Z 轴拔动手柄调节
4
上部发热器风
咀
确保热风集中于 BGA 表面
使出风口距 BGA 合适位置
5
下部发热器
焊接 BGA 时下部加热
/
6
PCB 支撑条
加热时支撑 PCB 用,使其不变
形
调整螺柱的高度
7
下部发热板
给需要返修的 PCB 板预热用
/
8
下部发热板开
关
控制下部预热区的发热面积
/
9
PCB 托板
托起 PCB 板
把 PCB 板放上,移动其进
行装夹
10
横流风扇
对受热后的 PCB 板冷却
加热完成后自动启动
11
上部可编程温
控器
控制上部发热器的温度
参照本说明书 7~11 页使
用
12
下部可编程温
控器
控制下部发热器的温度
参照本说明书 11 页使用
13
冷却/真空自动
与手动
控制冷却/真空自动或手动的
切换
/
14
测温接口
连接外部电偶,测量实际温度
直接连接测温线
15
照明/启动/停
止
分别控制照明、启动和停止
/
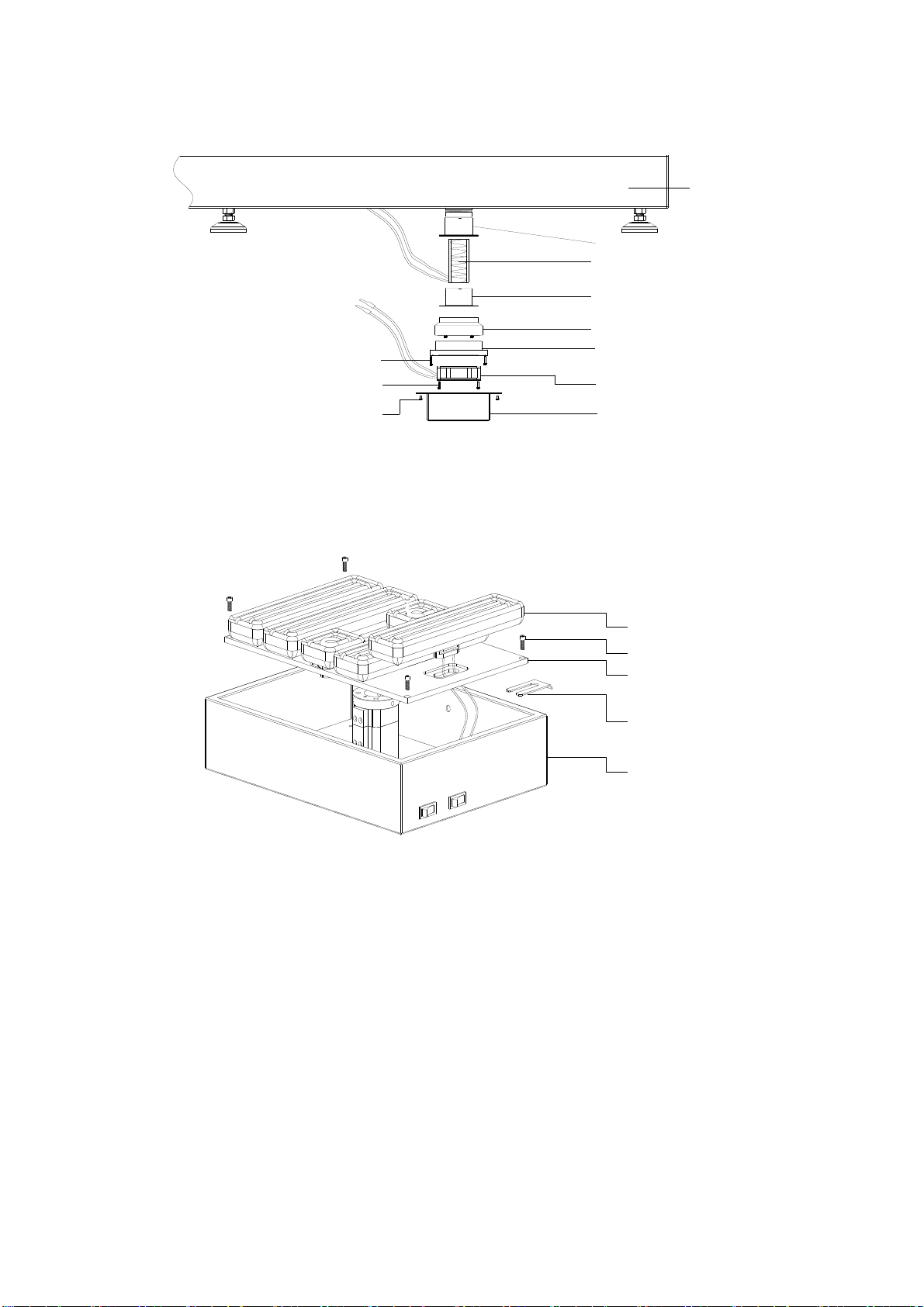
四、主要结构介绍
(一)、结构介绍
(二)、功能介绍
- 6 -
PV
SV
B I P
PV410
PTN
PUN
PRO STEP
AT
OUT1
OUT2
AL1
SV
MAN
MV
COM
EV
AUTO
HAND
PAR
SET
DISP
SELE
SET
PROG
RUN
PROG
PTN
8
9
7
6 5 4 3 2 1
10 11
PV410
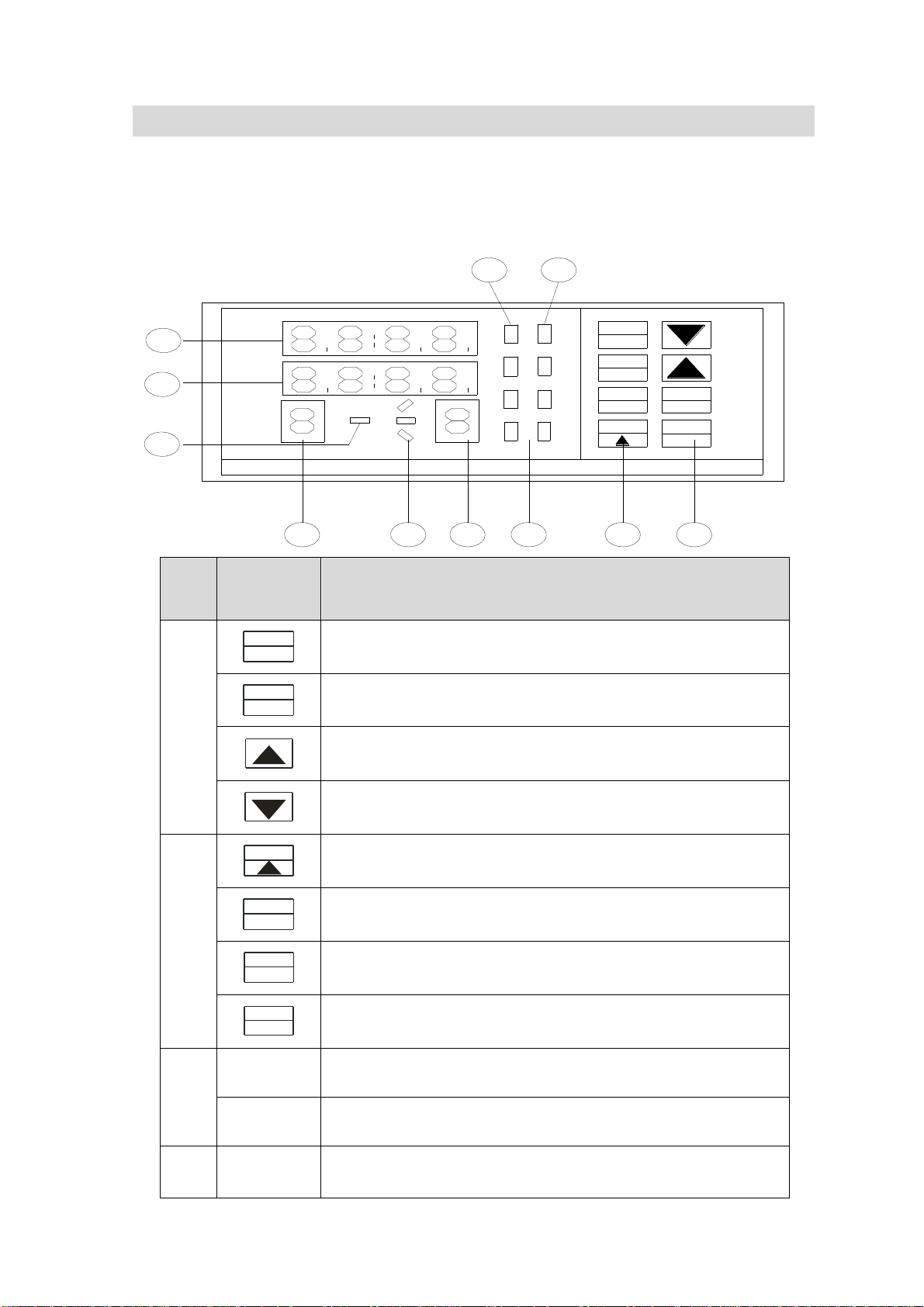
序
号
项目
说 明
1
SET
PAR
参数设定键
HAND
AUTO
自动/手动切换键
数值增加键
数值减小键
2
PIN
曲线程序组增加键
PROG
PUN
启动/暂停曲线程序运行键
PROG
SET
曲线程序参数设置键
PROG
DISP
显示项目切换键
3
OUT1
输出 1 指示灯
OUT2
输出 2 指示灯
4
STEP
曲线程序段号显示器,显示曲线程序正在运行的
五、程 序 设 置 及 操 作 使 用
(一 )、 上 部 温度程 序 设 置
1、 温 控 器 按 钮界 面及 功能 介绍 :
- 7 -
段号
5
PROFILE
曲线程序监视指示灯,当运行在斜坡上升段时,
显示“/”,当运行在平台段时,显示“-”,当运
行在斜坡下降段时显示“\”
6
PIN
曲线程序编号显示器,显示曲线程序编号
7
OP3
第 3 输出指示灯
AT
PID 自整定指示灯
RUN
曲线运行指示灯
8
PV 显示窗
显示实测值
9
SV/MV/EV
显示窗
显示设定值,输出值或运行段的剩余时间,当按
DISP SELECT 键时显示项目切换
10
SV
设定值指示灯,下行显示窗显示设定值时,该指
示灯将被点亮
MV
输出值指示灯,下行显示窗显示值时,该指示灯
将被点亮
EV
外测指示灯,下行显示窗显示设定值时,此指示
灯将被点亮
11
AL1
第 1 报警指示灯
MAN
手动控制指示灯,当在手动控制时,该指示灯点
亮
COM
通讯指示灯,当仪表发送数据时,该指示灯点亮
2、设置步骤:
首先开启电源使整机通电。
选择温度储存位置: (设置组数) 按 PTN 键(可储存 10 组温度程序),
按 PTN 键设置组数将随之变化(1,2,3,4,5,..0 )选择其中一组, 为设定

- 8 -
PV
SV
PIN
PV410
RUN
STEP
PRO
COM
MV MAN
SV AL1
OUT1 OUT2
DISP
SET
PROG
RUN
PIN
AUTO
HAND
PAR
SET
Bip
1
EV
PV
SV
PIN
PV410
RUN
STEP
PRO
EV COM
MV MAN
SV AL1
OUT1 OUT2
DISP
SET
PROG
RUN
PIN
AUTO
HAND
PAR
SET
Bip
r1
3.00
1
的温度程序,(10 组之中选择第几组,现以第 1 组为例设置)。
(1)、斜率设置(每秒上升温度,用 r 表示)
按 SET 键进入曲线设置,r1 表示第一段温度的斜率(以此类推,r2
则表示第二段温度的斜率……);3.00 表示 3 度/秒,点增、减键调节,
按 PAR 键为确认设置完成并键进入下一步。(如下图)
(2)、温度(L)设置(如下图)
L1 表示第一段温度(以此类推,L2 则表示第二段温度……);160 表
示温度数值(预热温度 160℃),点增、减键调节。 按 PAR 键为确认设
置完成并进入下一步。

- 9 -
SV
SET
PAR
SET
PAR
PV
SV
PIN
PV410
RUN
STEP
PRO
MV MAN
SV AL1
OUT1 OUT2
DISP
SET
PROG
RUN
PIN
AUTO
HAND
PAR
SET
Bip
L1
160.00
1
COM
EV
PV
SV
PIN
PV410
RUN
STEP
PRO
EV
COM
MV MAN
SV
AL1
OUT1 OUT2
DISP
SET
PROG
RUN
PIN
AUTO
HAND
PAR
SET
Bip
d1
30
1
1
300
Hb
Bip
SET
PAR
HAND
AUTO
PIN
RUN
PROG
SET
DISP
OUT2OUT1
AL1SV
MANMV
PRO
STEP
RUN
PV410
PIN
SV
PV
EV
COM
(3)、时间(d)设置(如下图)
d1 表示第一段温度恒温时间(以此类推,d2 则表示第二段温度恒温
时间……);30 表示时间数值(表示预热温度上升至 160℃后,恒温 30
秒),点增、减键调节,按 PAR 键确认设置完成并进入下一步。
注:其余七段温度的设置以上述设置完全相同,如不需要用到八段时,
则用几段设几段即可。比如只用到六段,则在第六段设置好后按
键进入第七段斜率设置时按 键直到 显示格显示
End(关闭)时为止,按下 会出现下图(表示:设置结束,此功能为
最高限制温度,Hb300 禁止修改),再按一下表示确认。

- 10 -
PV
SV
RKC REX-C10
SET
ALM
OUT1
OUT2
AT
显示实际温度值
显示设置温度值
数值减少键
数值增加键
数值跳格键
参数设置键
PV
SV
RKC REX-C10
SET
ALM
OUT1
OUT2
AT
(4)、REX--C10 温控表:
恒温控制,采用 REX--C10 温控表
设置方法:
按住参数设置 5~6 秒,此时设置温度值个位闪烁,按数值增加(减少)
键修改.再按调节移动键修改十位,最后到百位,调节完毕后再按参数设
置确定。
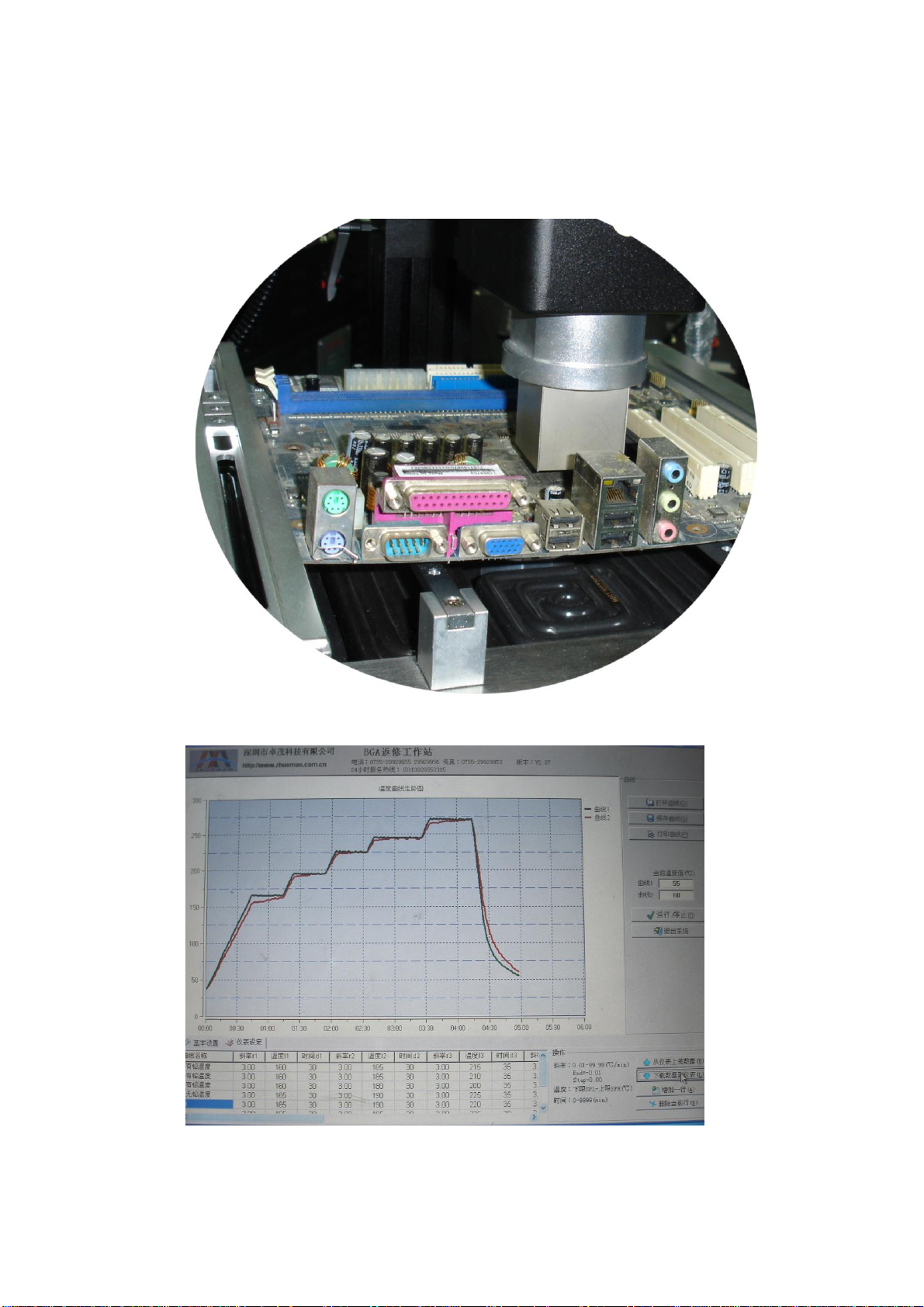
(二)、 外接电脑的使用方法
该设备可以外接电脑,通过电脑界面可以观测到头部发热丝、内
部电偶和外部测量电偶两条温度曲线,可以通过电脑设置斜率、温度、
时间等参数,还可以实现数据在电脑和仪表之间传输,可以无限制存

- 11 -
储曲线并方便实现曲线的打印。(注:该功能仅限于上部加热控制)
说明:本设备的相关温度参数,可以完全通过仪表设置和存储,但是为
了更加方便用户进行温度设置,更加直观显示、存储、打印温度曲线。
软件安装:
1、软件运行环境,电脑系统配置最低要求
a CPU:P Ⅲ 800
b 内存:128M
c 显卡:4M
d 光驱:CD ROM
e 具备串行通讯口
2、软件的安装
a 将随机光盘放入电脑光驱内,打开光驱,运行“V2.07setup”出
现语言选择画面,选择“中文”点击“确定”,出现画面 1。
图 1

- 12 -
图 2
b 点击“下一步”进入下(图 2)。
c 进入(图 2)以后,按照默认途径安装,点击“下一步”,进入(图 3)。
d 进入(图 3)后,点击“下一步”,进入(图 4)。
e 进入(图 4)后,点击“下一步”,进入( 图 5)。
f 点击“安装”,进入(图 6),开始安装过程。
g 点击“完成”,安装过程完毕。

- 13 -
图 3
图 4
图 5

- 14 -
图 6
图 7
3、软件的使用
(1)、将电脑的串口和设备的通讯口通过随机附带的数据线连接;
(2)、打开设备电源;
- 15 -
(3)、点击电脑桌面快捷方式图标 ,进入温度曲线记录
系统应用程序画面(图 10);
(4)、设置各段斜率 温度 时间参数。
a 点击“仪表设定”,画面切换到(图 11),按照待焊接 BGA 和焊锡
的具体特性设定各段相关参数,也可以查找参考设备说明书中提
供的“常用 BGA 焊接工艺参数参考表”。
b 注明:本设备的相关温度参数,可以完全通过仪表设置,但是为
了更加方便用户进行温度设置,更加直观显示存储打印温度曲
线。
(5)、点击“下载数据到仪表”下载数据到可编程温控器。
(6)、按照 BGA 类型安装上下部相适应的风咀,注意观察上下风咀吹风
是否顺畅(上部风咀吹风量可以通过面板风量调节旋钮调节大
小);如果吹风异常,禁止加热并及时检查相应风扇,否则极易
造成发热丝因升温太高而损坏。
(7)、把待焊接或者拆卸的 PCB 板固定在设备 PCB 托板上,并且使待加
热部位处于下部风咀的正上方。
(8)、调整“上部加热器 Z 轴调节手柄”“上部加热器 Y 轴调节手柄”,
使上部风咀处于待加热部位的正下方,并且上部风咀下部边缘
距离 PCB 板的高度为 3~5mm(图 8)。
(9)、点击“启动/停止”,设备执行加热动作。
(10)、此时可以在画面上观测到温度随时间的变化曲线(图 9)。
(11)、 曲线 1(绿色)表示:加热器实际测量温度。
(12)、曲线 2(红色)表示:外部电偶测量温度(通过设备面板上测温
接口,外接电偶)。

- 16 -
(13)、 加热完成后,系统有报警提示并且自动开启冷却横流风机,通
过冷却可以缩短工作周期进而提高工作效率。
(14)、 如果在设备加热过程,点击“启动/停止”,或者按设备控制面
板上的“停止”,加热过程会停止。
(15)、 点击“退出系统”,电脑会退出该应用程序。
4、扩展功能介绍 (图 9、图 11)
(1)、“从仪表上传数据”按钮:点击该按钮可以把仪表内部设定的参
数值传送到电脑,每点击一次可以传送一组数据(注明设备可编
程温度控制仪自身存储数据为 10 组)。
(2)、“下载数据到仪表”按钮:点击该按钮可以把电脑上设置的一组
参数传送到仪表。
(3)、“保存曲线”按钮:当使用软件操作加热完成后,“Profile View”
曲线显示画面会显示两条随时间变化的曲线,使用该按钮可以将该
曲线保存在电脑硬盘的任意位置。
(4)、“打开曲线”按钮:使用该按钮可以将电脑中存储的曲线调出。
(5)、 “打印曲线”按钮:通过外接打印机可以方便的打印当前曲线。
(6)、“X 轴最大值(分钟)”后边数值设置窗口:曲线画面横坐标最大
单位数值。
- 17 -
(7)、“Y 轴最大值(摄氏度)”后边数值设置窗口:曲线画面纵坐标最
大单位数值。
图 8
图 9

- 18 -
图 10
图 11
5、电脑设置(上部发热器)
(1)、点击图标,显示屏显示(图 11),画面下方为设置的温度曲线参数,
拖动光标点 160,参照参数设定参考值表中的参数进行修改。
(2)、各段参数设置完成后,点击(图 11)"下载数数据到仪表",使设置的

- 19 -
数据传送到仪表储存,(注:传送时仪表上显示 的组数编号,便是
传送进入的数据此组的编号,仪表中原编号的数据将被覆盖)。
6、使用操作
(1)、打开电源总开关后,首先检查上方热风咀是否有冷风吹出,若无
风吹出,严禁点动启动开关,否则会烧毁上部发热器;
(2)、按上述方法设置各项程序,并正确安装好电脑数据线,开启电源。
(3)、安装需焊接的 PCB 板和合适的风咀,使风咀中心正对 PCB 板的焊
位中心, 转动发热器 Y 轴调节手柄,使风咀下表面与 PCB 板上表
面 3~5mm。
(4)、按启动开关,系统将自动加热焊接,显示屏上将出现温度走势曲
线。
(5)、焊接完成后,系统将自动报警,并停止加热.此时转动发热器 Y 轴
调节手柄,并使发热器上移,检查焊接结果,焊接工序完成。
(三)、外部测量电偶的使用方法
1、 外 部 电 偶 的作 用
(1)、更加准确的测量焊接过程中待加热部位的实际温度;
(2)、因其便于移动,可方便测量加热过程中待焊接元件不同部位的温
度;
(3)、校准作用,通过适当的调校,尽可能使焊接部位温度接近设定温
度。
2、 电 偶 的 安 装
(1)、检查电偶线有没有破皮断线现象;
(2)、将电偶线插头按照正负标识插入设备控制面板的“外测电偶插座”

- 20 -
内;
(3)、电偶安装正确后,点击上部仪表面板上“DiSP SELE”按钮(显示
项目切换键),切换到“EV”指示灯点亮的位置,此时在仪表第二
行即“SV”显示窗口就会对应显示外侧电偶当前温度测量数值;
(4)、 注明:“DiSP SELE”按钮为显示项目切换键,当按此键时,下行
显示窗顺序显示设定值、输出值、运行段数剩余时间,对应面板
“SV”、“MV”、“EV”指示灯点亮。
3、 用 电 偶 测 量实 际温 度
(1)、将 PCB 板安装到返修台上,用锡箔贴纸将电偶线固定在 PCB 板上;
(2)、调整探头高度,使电偶线探头位于待测部位上方 0.5~2mm 处(如
图 12 所示);
图 12

- 21 -
图 13
(3)、调节相关机械调节旋钮,使待加热部位位于风咀的正下方(如图
13 所示);
(4)、调节头部风筒上下调节旋钮,使风咀边缘距离 PCB 板上方 3~5mm
的距离;
(5)、执行焊接/拆卸过程,即启动上下部加热过程;
(6)、此时在电脑显示器的曲线画面内会显示绿红两条曲线;
(7)、曲线 1 上部风筒加热器内部电偶实际测量温度曲线(绿色);
(8)、曲线 2 外部电偶实际测量温度曲线(红色);
4、用外测电偶校准温度曲线
说明:本组操作,可能会因为操作不当而导致设备温度偏差甚至失控,
请谨慎操作!
以上部风筒为例详细说明调校方法
(1)、设定上部斜率 温度 时间等参数;
(2)、调校过程建议在废弃电路板上进行,以免损害电路板及板上电子

- 22 -
元件;
(3)、执行上述 3 过程,安装好外测电偶,将电偶安装在 PCB 板的上方
头部风咀的正下方;
(4)、关闭下部加热过程,点击“启动”,启动加热过程,这样会在电脑
显示器曲线画面上会显示上部实测温度(绿色)和外部测温线测
出温度的(红色)两条曲线;
(5)、绿色曲线表示上部发热丝内部电偶实际测量曲线,红色曲线表示
外部电偶实际测量温度,绿色曲线和红色曲线之间的差距越小 说
明实际加热部位的温度和设定温度越接近,上部加热过程就越标
准;反之,两条曲线之间的差距越大,说明实际温度偏离设定温度
越大,上部加热过程就越不标准。
(6)、如果两条曲线之间的偏差太大,就应该做适当的调整加以校正;
(7)、具体调节方法如下,因为系统工艺和环境的影响,偏差会在客观
上是不可避免的,如果温度偏差不影响正常的焊接和拆卸,非专
业人士尽量避免执行下列修正操作!
a、如果外测电偶曲线(红色)低于上部实测温度曲线(绿色),向上
调整上部风筒内部电偶探头;
b、如果外测电偶曲线(红色)高于上部实测温度曲线(绿色),向下
调整上部风筒内部电偶探头;
c、调整幅度一定要小,每次调节幅度尽量控制在 1mm 以内;
d、重复多次调整;
e、调校过程中,加热时电偶探头严禁接触任何物体,以免影响测量温
度的准确性;
f、温度调整完毕,应固定好探头,避免探头振动对设备测量温度的
影响

- 23 -
g、本例的调整方法仅适用于两条曲线平行平稳均匀偏差,对温度上下
无规律抖动调节此方法无效!
h、上 部风筒内部电偶的位置:取下上部加热器风咀,在距离风筒边缘
5~10mm 处;
i、操作过程注意规范相关操作,避免高温烫伤!
(8)、由于电脑曲线画面内没有下部风筒内部电偶温度曲线,调校下部
加热器过程只能靠目测完成。
(9)、用锡箔贴纸将电偶线固定在 PCB 板的下方(相对于上部加热器调
校时 PCB 板的背面),使电偶探头位于下部风筒风咀的正上方,探
头距离 PCB 板的距离 0.5~2mm,并且调整机械部分,使上部风咀
偏离加热部位,尽量避免冷风对加热部位的温度影响。
(10)、设定下部加热温度参数,同时关闭上部加热过程,点击“启动”
按钮,开始加热。
(11)、此时观察到上部可编程温控器面板的下部显示窗口“SV”(同样
点击上部仪表面板上“DiSP SELE”按钮,切换到“EV”指示灯
点亮的位置)是外部电偶测量温度,简称外侧温度;下部可编程
控制器控制面板上部显示窗口“PV”为下部加热器内部电偶测量
温度,简称下部温度。
(12)、注意事项同上部加热器调校上述第 7 项相关内容。
(13)、具体调节方法如下:
a、如果外侧温度低于下部温度,向下调整下部风筒内部电偶探头。
b、如果外侧温度高于下部温度,向上调整下部风筒内部电偶探头。

- 24 -
六、植 球 工 序
1、 把 需 要 植 球的 BGA 芯 片 固 定 到 我司 的万 能植
珠台底 座 上 , 用 M3 扳 手 调 节 四个 滑块 固定 住
芯片, 让 BGA 芯片保 持在 植株 台中 心位 置。
2、 根 据 芯 片 型 号 选 择 合适 规 格 钢 片.将 钢 片 固 定 到 顶 盖 上 , 锁
四个 M3 螺丝,先 不要 锁得 太紧 ,盖 上顶 盖。调 节 底座 底 部 的
四个机 米 螺 丝, 以保 持 芯 片的 高度 。
3、 观 察 钢 片 圆孔 与 BGA 芯 片 焊 点是 否对 准,如错
位需前 后 左 右调 整钢 片 ,确 保钢 片圆 孔与 BGA
芯片焊 点 完 全对 准, 再 锁 紧上 盖四 个螺 丝夹 紧钢 网。
4、 锁 紧 2 个 无弹 簧 的 固定 滑 块,取下 BGA 芯 片 并 涂上 薄薄 一层
助焊膏( 越 少 越好 ),再将 芯 片 再次 卡 入 底座 上 ,盖 上 顶 盖( 确
保刚才 对 准 的方 向)。
5、 倒 入 适 量 锡 球 ,双 手 捏 紧 植 株 台 并 轻 轻 晃 动 ,
使 锡 球 完 全 填 充 芯 片 的 所 有 焊 点 ,并 注 意 在 同
一 个 焊 点 上 不 要 有 多 余 的 锡 球 , 如 有 多 余 锡 球
需清理 出 来 。
6、 将 植 株 台 放置 于平 坦桌 面上 ,取 下 顶 盖,小 心拿 下 BGA 芯片.
观察芯 片 ,如 有个 别锡 球位 置略 偏可 用镊 子纠 正 。
7、固 定 方法 可使 用我 公司 不同 型 号 的返 修台 或铁 板

- 25 -
风扇
风扇支撑架
塑胶接头
发热丝固定件
高温绝缘纸
发热丝
纤维隔热板
绝缘纤维块
烧,加 热 BGA 芯片上的 锡 球 , 使 锡 球焊 接 到 BGA 芯 片 上 ,至
此植球 完 毕 。
七、设 备 的 维 修 及 保 养
(一)、上部发热器
拆下发热器罩, 拆下绝缘纤维块和风扇,折下风扇支撑架,拆下塑
注 意 :更换 发 热丝 时 发热 丝 一定要 用 高温 绝 缘纸 裹 好 , 以防止漏
1、风扇的更换:
拆下发热器罩, 拆下绝缘纤维块, 即可更换风扇。
2、发热丝的更换:
胶接头和发热丝固定件,取出发热丝,即可更换。
电、烧坏发热丝等安全隐患。
- 26 -
01
03
02
04
05
06
07
08
09
11
10
发热箱
发热板卡片
发热板固定板
发热板
锁紧螺丝
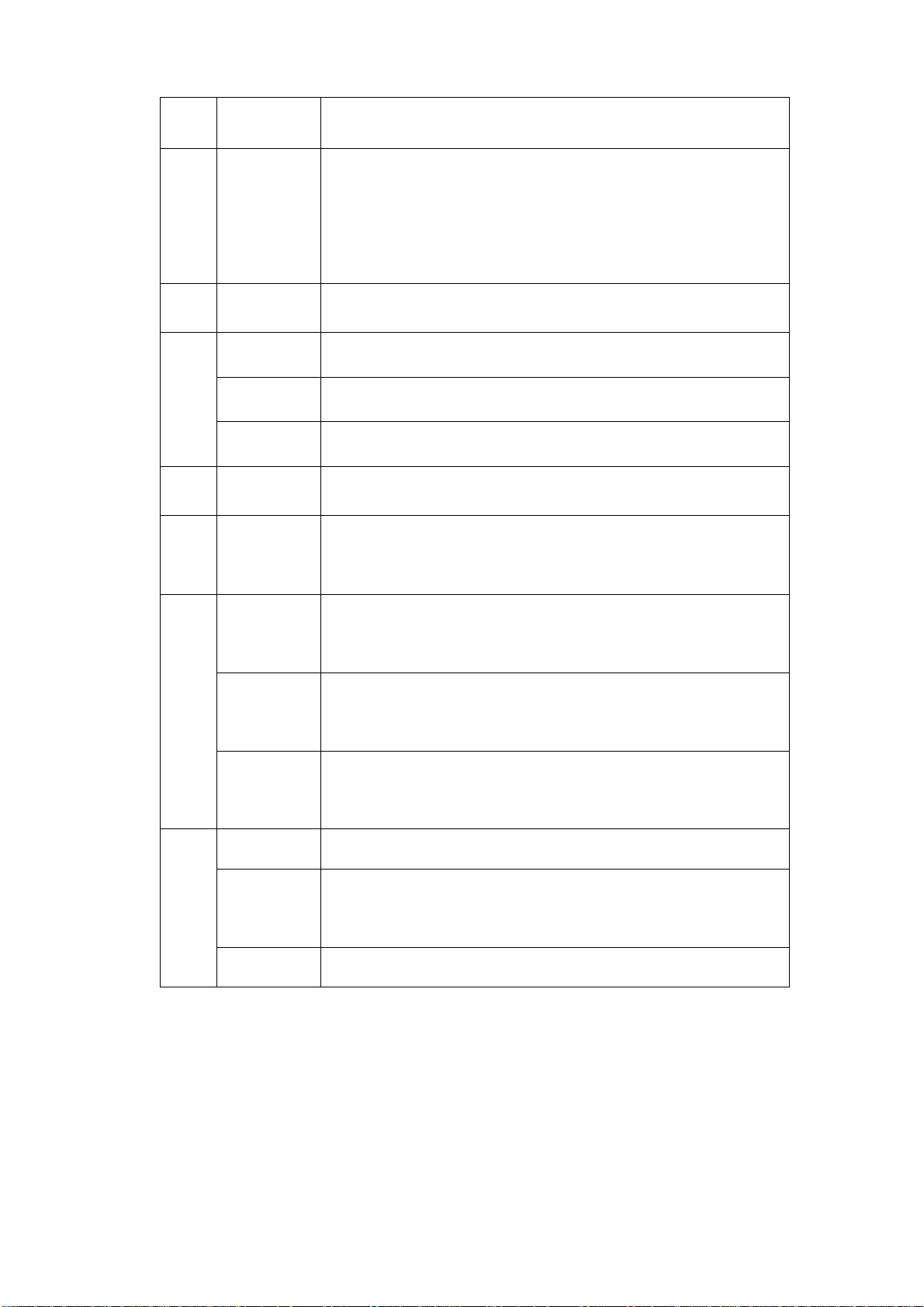
(二 )、 下部( 第 二 温 区)发 热 丝的 更换
(三)、下部发热板
01 机体 02 发热风筒 03 发热丝
04 发热丝固定件 05 塑胶接头 06 风扇固定座
07 风扇 08 发热器罩 09 风扇固定座螺栓
10 风扇螺栓 11 发热器罩螺栓
1、 下部热风发热丝的更换:
(1)、拆下发热器罩螺栓,取下发热器罩。
(2)、拆下风扇及风扇固定座, 塑胶接头、发热丝固定件,取出发
热丝.即可更换发热丝, 以防止漏电、烧坏发热丝等安全隐患。
发热板的更换:
(1)、 拆卸锁紧螺丝(4 颗),取出发热固定板与发热板组装件,放置在
表面放有海棉(或其它柔软物)的台面上 (发热板表面朝下)。
(2)、 将固定发热板的卡片拆下,即可分解发热固定板与发热板组装
件,取出发热板即可更换。
(四)、设备的保养
1、发 热 板 的 表面 清 洁 .待 停 机 关 电, 发热 板 彻 底冷 却后 , 用 气枪
吹净即 可 ,再 用细 棉布 加少 许防 锈油 或酒 精轻 轻 擦 拭。

- 27 -
2、所 有 滑杆 上随 时保 持干 净清 洁;并且定期(每 月 至 少加 一 次 )
加润滑 油 ,保 养时 可用 干布 擦拭 ;
3、 定 期 对 线 路进 行检 查,发现 线 路 老化 , 要 及 时 更 换;
八、安 全 注 意 事 项
(一 ) 安 全使 用
ZM-R590 返 修台 使用 AC220V 电源,工作温度高达 400℃,若
因操作不当会造成设备的损坏,甚至危及操作者的人身安全。因此
必须严格遵守下列事项:
1、本 产 品 所用 电源 为 AC220V,总 功 率为 4800W;在 使 用 前一
定要检 查 贵 公司 的电 源 系 统, 是否 能达 到安 全使 用的 标准 。
2、设 备 工 作 时 严禁 直接 用电 扇或 其他 设备 对其 吹风 ,否 则 会导
致加热 器 测 温失 真而 造 成 设备 或部 件的 损坏 ;
3、严禁在易燃易爆性气体或液体附近操作使用;开机后,严禁可燃物
碰触高温发热区和周边之金属零件,否则极易引起火灾或爆炸;
4、为避免高温烫伤,工作时严禁用手触摸高温发热区,工作完成后 PCB
板上尚有余温,操作过程中应采取必要的防护措施;
5、PCB 板应放在 V 型支撑架上,并用支撑滑块对 PCB 板中部进行支撑;
6、加热过程中上部发热器进气口禁止有任何物体遮挡,否则发热丝会
因为散热不良导致损坏;
7、设备工作完毕后,保证自然散热 5 分钟后,再关闭电源总开关;
8、如在工作中有金属物体或液体落入返修台内部应立即切断电源,拔
去电源插头,待机器冷却后再彻底清除落物、污垢;如发热板上残
留油后,重新开机工作时会影响散热,并伴有异味故应保持机器清
洁,及时维护;
9、当返修台异常升温或冒烟时,立即断开电源,并通知技术服务人员
维修;搬运设备时要将电脑和设备之间连接的数据线取下,拔取数
据线插头时要用手握住插头,避免损坏内部连线。

- 28 -
(二 ) 属 于以 下 情 况 之 一者
由 此 行为 引 发 的 其 它损 害, 不 在 本 公司 保 证 范 围 之内 !
1、未按照使用说明书中所记述的条件环境操作方法;
2、非本公司产品之外的原因;
3、非本公司进行的改造和维修;
4、未按照本公司产品所规定的使用方法使用;
5、本公司当时的科学技术水平所无法预计的情况;
6、自然灾害或者人为破坏等非本公司所承担责任的场所。
- 29 -
预热段
保温段
升温段
焊接段 1
焊接段 2
降温段
上部温度
160
185
210
225
230
200
恒温时间
30
30
35
40
20
15
底部温度
160
185
210
225
230
200
恒温时间
30
30
35
40
20
15
斜 率
3.0
3.0
3.0
3.0
3.0
3.0
红外预热
180
预热段
保温段
升温段
焊接段 1
焊接段 2
降温段
上部温度
160
185
210
220
225
200
恒温时间
30
30
35
40
20
15
底部温度
160
185
210
220
225
200
恒温时间
30
30
35
40
20
15
斜 率
3.0
3.0
3.0
3.0
3.0
3.0
红外预热
180
预热段
保温段
升温段
焊接段 1
焊接段 2
降温段
上部温度
160
180
200
215
220
200
恒温时间
30
30
35
40
20
15
底部温度
160
180
200
215
220
200
恒温时间
30
30
35
40
20
15
斜 率
3.0
3.0
3.0
3.0
3.0
3.0
红外预热
180
常用 BGA 焊 接 拆卸 工艺参 数表 :( 仅供 参考 )
1、有铅温度曲线焊接
41*41 BGA 焊接温度设定:
38*38 BGA 焊接温度设定:
31*31 BGA 焊接温度设定:
以上为有铅 BGA 参考温度
- 30 -
预热段
保温段
升温段
焊接段 1
焊接段 2
降温段
上部温度
165
190
225
245
255
240
恒温时间
30
30
35
55
25
15
底部温度
165
190
225
245
255
240
恒温时间
30
30
35
55
25
15
斜 率
3.0
3.0
3.0
3.0
3.0
3.0
红外预热
210
预热段
保温段
升温段
焊接段 1
焊接段 2
降温段
上部温度
165
190
225
245
250
235
恒温时间
30
30
35
45
25
15
底部温度
165
190
225
245
250
235
恒温时间
30
30
35
45
25
15
斜 率
3.0
3.0
3.0
3.0
3.0
3.0
红外预热
210
预热段
保温段
升温段
焊接段 1
焊接段 2
降温段
上部温度
165
190
220
240
245
235
恒温时间
30
30
35
40
20
15
底部温度
165
190
220
240
245
235
恒温时间
30
30
35
40
20
15
斜 率
3.0
3.0
3.0
3.0
3.0
3.0
红外预热
210
2、无铅温度曲线焊接
41*41 BGA 焊接温度设定:
38*38 BGA 焊接温度设定:
31*31 BGA 焊接温度设定:
以上为无铅 BGA 参考温度
如拆卸 BGA 将降温段的值设为 0 即可。
 Loading...
Loading...