

Page 1
Domestic® Pump
WARNING
Vacuum Heating Units
INSTRUCTION MANUAL
DN0134
REVISION D
Series VLR
™
SERIES VLR UNITS
1,000 – 20,000 SQ. FT. EDR
INSTALLER: PLEASE LEAVE THIS MANUAL FOR THE OWNER’S USE.
SAFETY
INSTRUCTIONS
This safety alert symbol will be used in this manual and on
the unit safety instruction decals to draw attention to safety
related instructions. When used, the safety alert symbol means
ATTENTION! BECOME ALERT! YOUR SAFETY IS INVOLVED!
FAILURE TO FOLLOW THESE INSTRUCTIONS MAY RESULT
IN A SAFETY HAZARD.
DO NOT PRESSURIZE TANK.
ISOLATE TANK DURING LEAK TEST.
DO NOT RESTRICT VENT.
DO NOT PLUG OVERFLOW.
OPEN INLET VALVES SLOWLY.
EXPLOSIBLE
(2) All Units
DN0483 (Small) - DN0484 (Large)
DO NOT USE AS A FLASH TANK.
FAILURE TO FOLLOW
INSTRUCTIONS COULD RESULT
IN SERIOUS INJURY OR DEATH.
EXPLOSIBLE
DURING LEAK TEST
DN0485 (Small)
DN0486 (Large)
If the decals as noted below are missing or are illegible contact
your local B&G representative for a replacement.
1. Electrical connections to be made by qualified Electrician in
accordance with all National, State and Local codes.
2. Motor must have properly sized starter with properly sized
heaters to provide overload and undervoltage protection.
3. If pump, motor or piping are operating at extremely high or
low temperatures, guarding or insulation is required.
4. Operating personnel should be trained in the operation of
vacuum/condensate return units.
TM
WARNING
ISOLATE TANK
(2) All Units
SERIES HV
MODEL
SERIAL
GPM PSI PUMP
CFM IN HG. PUMP
DWGS
POWER V. PH. HZ 60
CONTROL V. PH. 1 HZ 60
TOTAL LARGEST MOTOR
F.L. AMP F.L. AMP
DN0016
DN0116 Units with Panel
TM
Morton Grove, Illinois 60053
CAUTION
DO NOT RUN PUMP DRY,
SEAL DAMAGE MAY OCCUR.
INSPECT PUMP SEAL
REGULARLY FOR LEAKS,
REPLACE AS REQUIRED.
FOR LUBRICATION
REQUIREMENTS, CONSULT
SERVICE INSTRUCTIONS.
FAILURE TO FOLLOW
INSTRUCTIONS COULD
RESULT IN INJURY OR
PROPERTY DAMAGE.
P70644 All Units
P70644
Page 2
2
DESCRIPTION AND INSTALLATION
The Series VLR vacuum heating units are designed to serve the
dual purpose of pumping accumulated condensate back to the
boiler feed tank and maintaining vacuum in the condensate
system. This vacuum will draw air out of the system on start-up
and facilitate the flow of steam thru the heating system.
One pump/vacuum producer/discharge valve assembly
controls both the condensate discharge and the production of
vacuum. Two pump (duplex) units have a second assembly for
backup and to provide extra capacity to handle peak loads.
Various electrical controls are offered to meet system requirements. These controls are normally supplied as part of the
assembled unit and a wiring diagram is furnished with the unit.
Refer to this electrical diagram as required.
The units respond to both changing condensate levels and
system vacuum requirements. The Series VLR units feature a
low inlet height and therefore have a second float (in lower
compartment). As condensate accumulates in the lower compartment, this float starts the pump and siphons the condensate to the upper chamber.
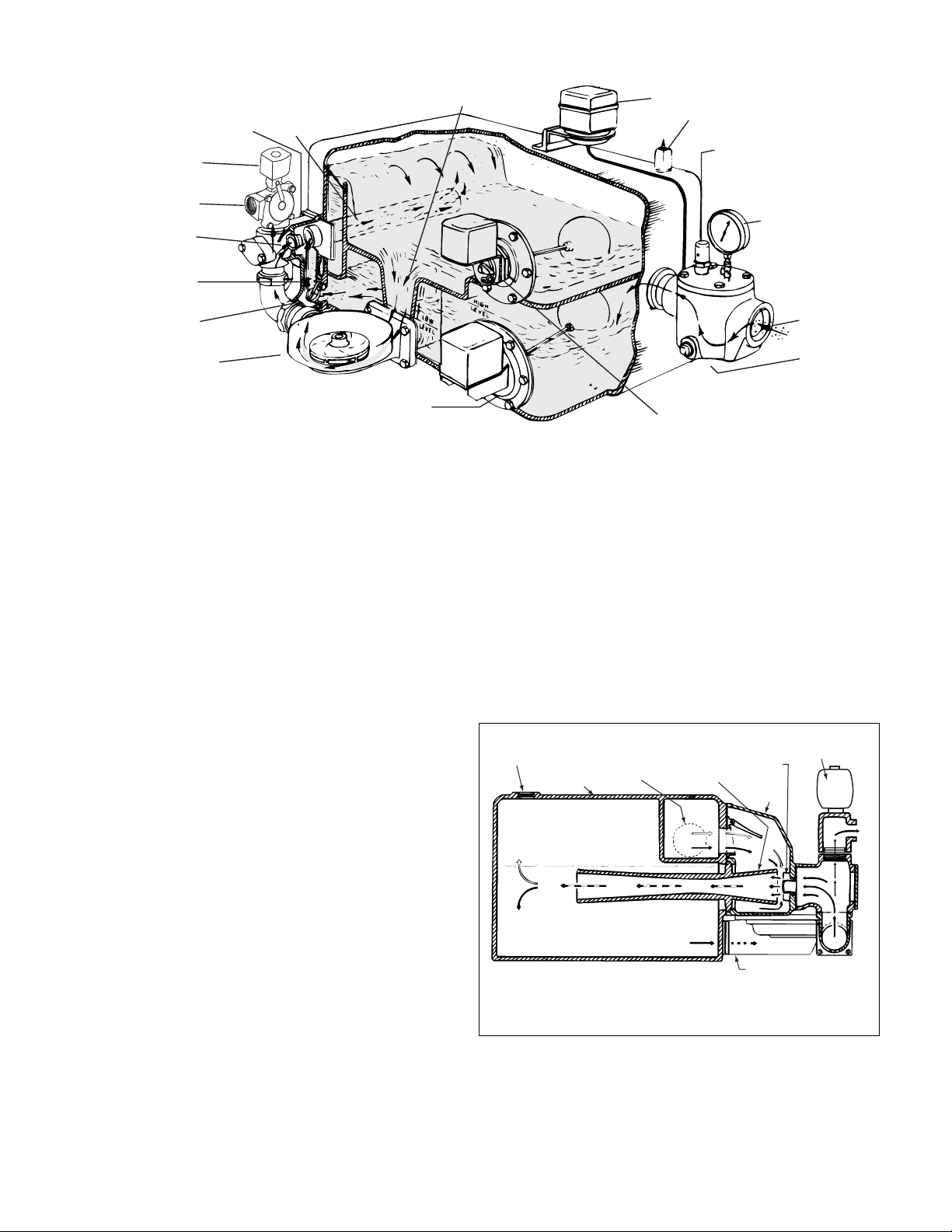
In operation the centrifugal pump circulates condensate from
the upper compartment thru the multi-jet nozzle creating multiple jets of water entering the venturi. These jets entrain air and
gasses creating a smooth steady vacuum in the lift manifold
and in the condensate system. The air and gasses are separated in the upper compartment and vented to atmosphere.
See Figure 1.
Low system vacuum or high water in the upper compartment
or high water in the lower compartment will start the pump to
create vacuum and transfer water to the upper tank. High water
level in the upper compartment will also cause the discharge
valve to open.
When the vacuum and float switches have been satisfied and
the pump stops, the check valve in the lift manifold closes, preventing the return of air and water to the system.
The solenoid operated discharge valve is opened in response
to the condensate level float switch in the upper compartment.
Controlled opening of the discharge valve holds sufficient back
pressure in the nozzle body that the vacuum producer continues to function even when discharging condensate (simultaneous ratings).
NOZZLE BODY
MULTI-JET NOZZLE
VENTURI
PUMP SUCTION
SOLENOID OPERATED
DISCHARGE VALVE
DISCHARGE
LIFT MANIFOLD
CHECK VALVE
CENTRIFUGAL PUMP
LOWER COMPARTMENT FLOAT SWITCH
UPPER COMPARTMENT FLOAT SWITCH
STRAINER
LOW INLET
VACUUM GAUGE
VACUUM BREAKER
VACUUM SWITCH
AIR VENT
OPERATION IS SIMPLE, EFFECTIVE AND RELIABLE
FIG. 1 CUT-AWAY VIEW OF SINGLE SERIES VLR SINGLE UNIT: TYPICAL OF ALL SINGLE AND DUPLEX MODELS
FIG. 2 SERIES VLR VACUUM PRODUCER
AIR VENT
RECEIVER
INLET
MULTI-JET NOZZLES
VENTURI
NOZZLE
BODY
CENTRIFUGAL PUMP
DSK-1328
SOLENOID
DISCHARGE
VALVE
Page 3
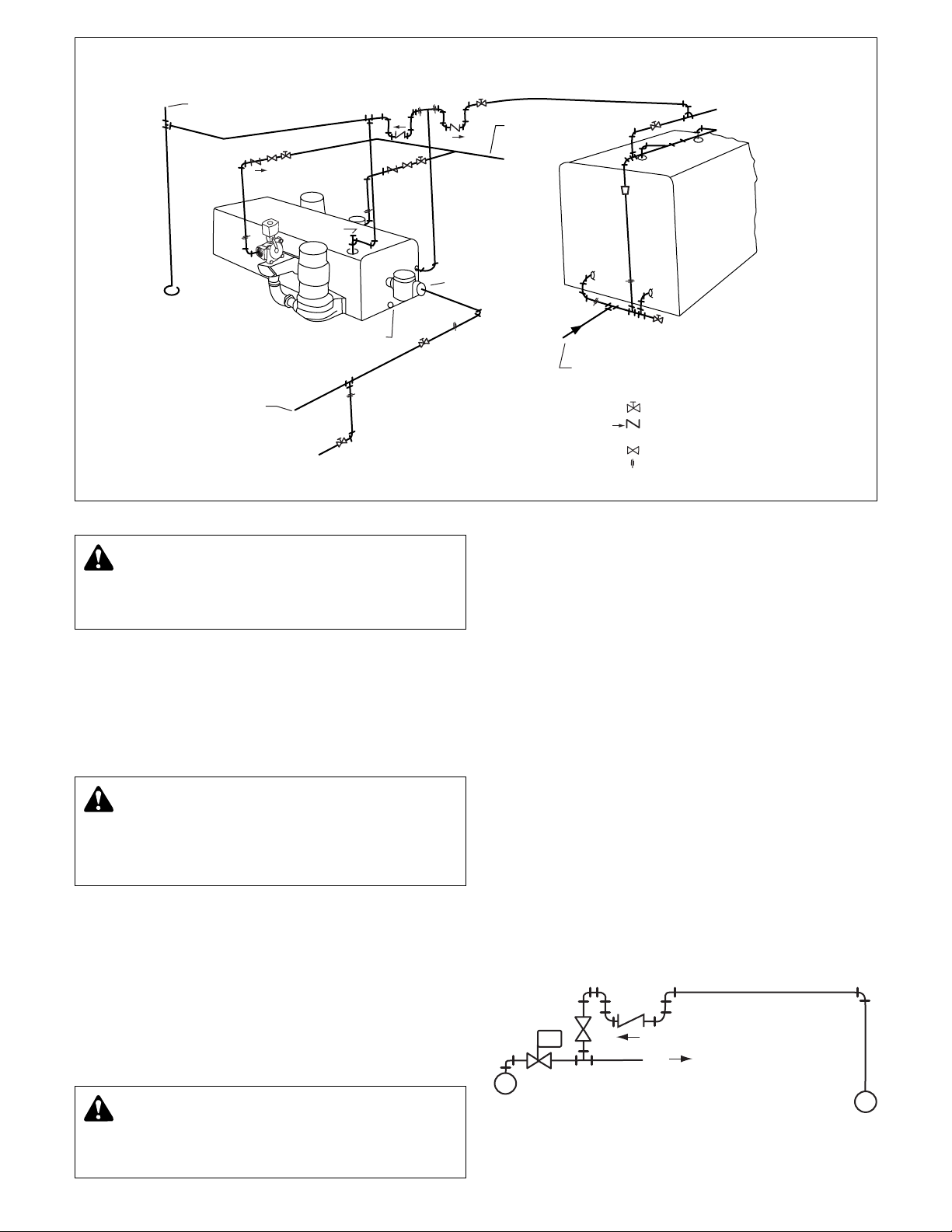
TO BOILER
FEED
SYSTEM
REDUCER
STRAINER
SERIES VLR DUPLEX
PIPING DIAGRAM
DRAIN
DRAIN
DRAIN
DV
PRIMING
OPENING
EQUALIZING LINE —
3
/4"
BOILER
FROM BOILER
FEED SYSTEM
— GATE VALVE
— DISCHARGE VALVE
DV
— STEAM OR PLUG COCK
— UNION
— CHECK VALVE
OPEN VENT ABOVE
BOILER WATER LINE
RETURN FROM
HEATING SYSTEM
Receivers are non-code cast iron.
PRELIMINARY INSPECTION
Assure that there is no shipping damage.
Assure that nameplate ratings agree with job specifications and
actual conditions.
HANDLING
Use care in installing unit.
LOCATION
Place unit for easy access to all parts. Allow adequate space
for servicing. Check ambient conditions.
NOTICE/TEMPERATURE LIMITS
Motors are designed to operate in 104°F max. ambient.
Insulate or ventilate as required.
PIPING (General)
Pipe the unit per the Elementary Piping Diagram. Locate and
support piping so as to not load the discharge valve.
PIPING (Vent)
Install a vent pipe to atmosphere. Pipe to be size of vent port
on unit. Do not restrict or reduce vent opening or exceed 20
inch vertical height unless an overflow connection is provided.
PRIMING PORT
Provide a priming port as shown on piping diagram.
FLOAT SWITCHES
Floats are locked in place to prevent damage during shipment.
Remove shipping locks. Check factory settings. Floats are
adjustable for various levels of operation.
See page 7 for detailed instructions.
EQUALIZING LINE
An equalizing line must be installed with all Series VLR units.
This line must be installed to prevent formation of a vacuum on
the radiation side of the system when steam stops flowing in
the mains. This vacuum may be higher than return line vacuum,
which would prevent condensate from flowing back to pump.
To correct this in an unzoned system, install equalizer line as
shown in the piping diagram. To correct this in a zoned system,
install equalizer line for each zoned section or install a vacuum
breaker on supply line on radiation side of each zone control
valve.
3
CAUTION: UNIT LIFTING EYE
Use unit lifting eyes only to lift unit as shipped from
factory. Unit must be empty and disconnected from pipes,
anchors and other restraints. Use proper rigging procedures. Failure to follow these instructions could result in
injury or property damage.
CAUTION: NOT A CHEMICAL PUMP
Inject boiler feed compounds from chemical feed tank
into boiler feed piping – never into condensate tank. Failure
to follow these instructions could result in injury or property
damage.
EQUALIZING CONNECTIONS FOR ZONED SYSTEMS
ZONE CONTROL
VALVE
STEAM MAIN
M
TO ZONE
RETURN MAIN
FIG. 3.
WARNING: EXPLOSIBLE
Do not pressurize receiver. Isolate receiver during leak
test. Do not plug overflow. Do not restrict vent opening to
atmosphere. Open valves slowly. Failure to follow these
instructions could result in serious injury or death.
FIG. 4
Page 4

4
PIPING (Returns)
Gravity return lines from system must be properly pitched down
to unit inlet. Returns must also be trapped to prevent steam
entry into the unit. An inlet basket strainer is recommended.
Install gate valve in return line for testing pump shut off vacuum,
closing off hot returns when cleaning strainer, etc. Do not install
check valve in return line. Avoid elbow or tee located closer
to strainer inlet than 10 times inlet diameter. If unavoidable
relocate vacuum switches to top of nearest “dry” point on
return main unless a portion of return is below pump inlet. If
returns are lower than pump inlet an accumulation tank is recommended. Accumulator tank may not be necessary if low
length of return is not lower than 24" below pump inlet or
longer than 30'. See TYPICAL PIPING-LOW RETURNS. High
pressure steam traps should empty into uninsulated flash tank
where condensate will cool before entering unit.
DISCHARGE LINE
Install union, check valve, steam cock and gate valve at unit in
each discharge line. Steam cock to be adjusted to cause pump
to operate at specified pressure. If discharge line is more than
100' long, install pipe 1 or 2 sizes larger than discharge valve
tapping.
ELECTRICAL WIRING & CONTROLS
Connect power wiring per the National Electric Code. Recheck
nameplate vs specifications and conditions. All single phase
motors have internal thermal protection.
Three phase motors must use starters with properly sized overload relays. Overload relays furnished are designed for manual
reset.
WARNING: HIGH VOLTAGE ELECTRICITY
Disconnect and lock out power before connecting or
servicing unit. Failure to follow these instructions could
result in serious injury or death.
PUTTING THE UNIT INTO SERVICE
1. Assure that the unit is piped in accordance with instruc-
tions.
2. Isolate tank before performing any system leak test. Do not
pressurize the tank as part of the leak test. Failure to do this
can result in serious injury or death.
3. Check floats for free operation.
4. Check power leads in accordance with wiring diagram
enclosed in control cabinet (when furnished).
5. Units are shipped with receiver and pump drain plugs
removed. Drain plugs are removed and replaced with
thread protection. Locate drain plugs that are shipped
loose with the unit. Identify openings that the plugs were
removed from. Remove thread protectors and install drain
plugs.
6. Fill receiver (upper compartment on Series VLR) half full of
water to prime pump(s) and prevent possible damage to
pump seals. Avoid freezing conditions after unit receiver
has been filled.
7. Check for proper rotation of all three phase motors.
Rotation must be clockwise looking down on the motor as
indicated by directional arrow on pump casting. If pump
runs backwards, interchange two wires (3 phase only).
8. Throttle plug cock in discharge line until pressure at pump
(while pump is discharging) approaches pump rated pressure. Tighten plug nut to secure adjustment.
9. Remove start-up label (below) from panel (if applicable)
after complying with instructions.
10. If possible, observe operation thru several cycles using
Selector or Vacuum Switch settings as noted below.
The vacuum switches are adjusted and tested at the factory for
proper operation. The vacuum switch on a single unit and the
lead switch of a duplex unit is set to close at 3" Hg vacuum and
open at 8". The lag switch of a duplex unit is set to close at
2" and open at 8".
These settings are suitable for all normal installations including
those having an accumulator tank or lift fitting. If settings must
be readjusted refer to manufacturer’s instructions.
POSITION WHEN USED OPERATION
“Vacuum and Float” or “FL-Vac’’ Normal position
Pumps operate on either low
vacuum or high condensate
“Float Only” or “Float”
Sometimes used for night and week-end service. Pump starts and stops on
This setting is not recommended for use with lift fitting. condensate level change
“Continuous” or “Hand”
Testing and for unusually high
Continuous
lift conditions in return lines.
“Off” (Duplex Units only) Adjust controls, inspect pump Prevent operation of motor
SELECTOR OR VACUUM SWITCH SETTINGS
WARNING: HIGH VOLTAGE
Disconnect and lock out power before connecting or
servicing unit. Failure to follow these instructions could result
in serious injury or death.
CAUTION: DO NOT REVERSE
Reverse operation can cause extensive damage to
pumps. Jog the motor to test for direction of rotation. Failure
to follow these instructions could result in injury or property
damage.
CAUTION: DO NOT RUN DRY.
SEAL DAMAGE MAY OCCUR.
Inspect pump seal regularly for leaks. Replace as required.
Failure to follow these instructions could result in injury or
property damage.
ELECTRICIAN/INSTALLER/OPERATOR
REMOVE AND DESTROY THIS TAG AFTER —
1. ASSURING THAT ALL PUMPS ROTATE CLOCKWISE PER ARROWS CAST
ON VOLUTES. (JOG PUMP MOMENTARILY TO TEST – INTERCHANGE
ANY TWO MOTOR POWER WIRES TO REVERSE 3PH MOTORS.)
2. ASSURING THAT SHIPPING LOCKS HAVE BEEN REMOVED FROM ALL
FLOAT SWITCHES.
WARNING: EXPLOSIBLE
Do not pressurize receiver. Isolate receiver during leak
test. Do not plug overflow. Do not restrict vent opening to
atmosphere. Open valves slowly. Failure to follow these
instructions could result in serious injury or death.
Page 5

5
SPECIAL PIPING ARRANGEMENTS FOR LOW RETURNS
(IF LIFT EXCEEDS 5 FEET, A MECHANICAL LIFT IS RECOMMENDED)
Page 6

6
OPERATION AND MAINTENANCE
Operators must be familiar with all sections of this manual to
understand the operation of the unit.
Hot water, steam and electricity can be hazardous.
LUBRICATION
The only pump bearing requiring lubrication is the ball bearing
in the motor support just below the flexible coupling. It has a
reservoir, which is filled with moisture resistant high temperature grease.
Remove pipe plug in motor support and add approximately 3
ounces of Shell Alvania RL 2 grease (or equivalent) from once
a year (normal) to twice a year for extremely hot conditions. Do
not use ordinary grease.
NOTICE/AUTO RESTART
Single phase motors will restart automatically after thermal
overload protector trips.
Overload thermal relays in starters must be reset manually.
A properly installed unit should function unattended for long
periods of time. Periodic checks to assure proper operation are
highly recommended. Refer to trouble shooting section when
necessary.
A variety of control options are available and are furnished in
accordance with user specifications. Refer to wiring diagrams
(when furnished) to determine control switch settings.
The inlet strainer (when furnished) is intended to protect the
pump and system. Periodic cleaning should be included in the
maintenance schedule. Check frequently in new systems.
GAGE GLASS MAINTENANCE (Vented Systems)
Clean gage glass as required using commercial glass cleaner.
Dilute muratic acid may be used if required (observe handling
precautions). Never clean gage glass with wire brushes,
scrapers or harsh abrasives.
Do not reuse gage glass or packing or seals.
Immediately replace glass which is broken, cracked, chipped,
scratched or otherwise damaged. Inspect periodically with a
bright concentrated light. Anything which glistens and catches
the fingernail or any star-shaped or crescent-shaped mark
which glistens is cause for replacement. Any gage glass which
appears cloudy or roughened and will not respond to cleaning
procedures should be replaced.
When replacing gage glass, use new packings specified for this
use. Install glass with sufficient end clearance for expansion
(keep glass to metal clearance at each end) and tighten nuts
just enough to avoid leakage (do not over tighten).
Condensate enters the screen from the bottom and flows
outward from the inside. Foreign matter intercepted by the
screen may drop into the large dirt pocket in the lower portion
of the strainer body; however, grease, oil, gasket material and
other foreign substances present in all heating systems are
likely to stick and clog the strainer screen. For this reason it
may be necessary to clean the strainer several times a week
during the first few months of operation.
To clean strainer proceed as follows: (1) open disconnect
switch(es), (2) close return line gate valve, (3) remove drain
plug, (4) remove cap screws, cover and screen, (5) clean screen
thoroughly, (6) flush strainer body and dirt pocket, (7) inspect
gasket, (8) reassemble.
While the pump is shut down inspect and clean the multi-jet
nozzles as follows: (1) drain receiver below nozzle level by
removing drain plug, (2) remove discharge manifold cover plate
and multi-jet nozzle, (3) clean nozzle, (4) inspect gasket and
reassemble, (5) reprime pump to half way level in gauge glass,
(6) close switches, (7) open return line gate valve slowly.
INLET BASKET STRAINER MAINTENANCE
WARNING: HIGH VOLTAGE
Disconnect and lock out power before connecting or
servicing unit. Failure to follow these instructions could
result in serious injury or death.
CAUTION: SUBSEQUENT DAMAGE
A unit showing symptoms of possible problems (over-
flow, noise, leaks, vibrations, continual operation, etc.) must
be corrected immediately. Failure to follow these instructions
may result in full liability for subsequent injury or property
damage.
SAFETY INSTRUCTIONS
SEE COVER OF THIS MANUAL
VACUUM GAUGE TAPPING
VACUUM BREAKER TAPPING
CAPSCREWS
COVER
GASKET
SCREEN
STRAINER BODY
DRAIN PLUG
(ON REAR OF STRAINER)
THERMOMETER (ON FRONT OF STRAINER)
WARNING: EXPLOSIBLE
Do not pressurize receiver. Isolate receiver during leak
test. Do not plug overflow. Do not restrict vent opening to
atmosphere. Open valves slowly. Failure to follow these
instructions could result in serious injury or death.
FIG. 11
Page 7

7
CONTROLS ARE PRESET AT THE FACTORY BUT
MAY VARY DUE TO HANDLING DURING SHIPMENT.
PROPER ADJUSTMENT OF CONTROLS
ASSURES BEST PERFORMANCE
1. Close the inlet gate valve and operate the pump on CON-
TINUOUS to remove as much water as possible from the
receiver. Open disconnect switch(es).
2. Adjust cut-off point of lower compartment float switch so
that switch opens just before float touches bottom of
receiver. Both switches of duplex units should open at
same low level. (See switch manufacturer’s instructions for
procedure).
3a.(One float switch in lower compartment.) Remove strainer
cover and fill lower compartment thru strainer. Close inlet
valve and remove drain plug from strainer. When water
stops flowing from drain opening adjust cut-in point of
lower float switch by depressing float arm slightly and setting adjusting strip so that switch turns on when float arm is
released.
3b.(Two float switches in lower compartment.) Adjust cut-in
point of second switch so that operating range ia approximately 2 divisions narrower than range for switch adjusted
in 3a.
4. Adjust cut-off point of upper compartment float switch so
that switch opens when there is about
1
/4" water in gauge
glass. Check as follows: (1) close discharge gate valve (2) fill
top compartment until upper float switch closes (3) close
inlet valve (4) set selector switch on FLOAT ONLY (5) open
discharge gate valve. When float switch opens and pump
stops, level should be
1
/4" in guauge glass.
5. Adjust the cut-in point of upper compartment switch by setting it for minimum level change.
FLOAT SWITCH ADJUSTMENT PROCEDURES
HIGH LEVEL
FLOAT SWITCH-ON
WATER LEVEL
GAUGE
INLET
1
/4
"
HIGH LEVEL
FLOAT SWITCH -ON
LOW LEVEL
FLOAT SWITCH -OFF
VENTURI
LOW LEVEL
FLOAT SWITCH-OFF
PUMP SERVICE INSTRUCTIONS FOR VACUUM PRODUCING CENTRIFUGAL PUMPS
Close coupled centrifugal pumps are designed for years of
trouble free service. Units have mechanical shaft seals and are
vertically mounted to put the motor above floor dirt and water.
1. Drain hurling chamber.
2. Shut-off and lock out power.
3. Make sure unit is cool enough that pump can be handled
safely. Open drain to remove remaining liquid.
4. Carefully remove pump drain plug and bleed line. Wait for
complete drainage.
5. Loosen the motor bracket to pump volute capscrews.
Assure that the pressure is relieved per caution note.
6. Complete the removal of the above hardware. Remove
pump/motor assembly and place on work bench.
7. Remove self locking stainless steel capscrews and stainless steel washer (or self locking brass cap nut and washer)
that secure the impeller in place.
8. To remove impeller from motor shaft proceed as follows:
(1) Keyed Shafts. Remove impeller with gear puller or other
means which will not damage impeller or bend motor
shaft.
(2) Threaded Shafts. Hold end of motor shaft opposite
pump with large screwdriver or other suitable tool and
back impeller off with a rectangular bar or other flat tool
inserted between the vanes of the impeller.
9. Remove rotating part of seal from shaft, being careful not
break carbon face.
10. Remove capscrews holding motor bracket to motor and
remove bracket.
11. Remove stationary part of seal assembly, being careful not
to chip or break ceramic seal.
12. To install seal proceed as follows:
(1) Clean recess in bracket thoroughly. Coat recess and
“rubber” portion of seat with soap solution. Press seat
into recess firmly by hand making certain both parts
bottom evenly. If seal cannot be bottomed with fingers
place cardboard shipping disc on ceramic and force into
place with tool.
(2) Carefully place bracket in position on motor shaft
without displacing ceramic seat and secure bracket to
motor with capscrews.
CAUTION: PRESSURIZED SYSTEM
Operating system may contain very hot water. Close
inlet and open drains before servicing. When servicing,
loosen screws and move components to assure pressure is
relieved before
removing screws. Keep drains open during
servicing. Failure to follow these instructions could result in
injury or death.
CAUTION: HOT SURFACE
Surfaces are hot when system is in operation. Do not
touch hot receiver, let unit cool before servicing. Failure to
follow these instructions could result in serious injury or
death.
WARNING: HIGH VOLTAGE
Disconnect and lock out power before connecting
servicing unit. Failure to follow these instructions could
result in serious injury or death.
FIG. 12
Page 8

(3) Place motor vertically with pump end up. Do not attempt
assembly of seal and impeller with shaft horizontal.
(4) The “carbon” of rotating part of seal should not be loose.
If it is, hold in place with grease. Using clean, lint free
cloth, wipe mating surfaces perfectly clean. Soap shaft
and push seal onto shaft so that carbon will contact
ceramic seal. If spacer is required, use grease to cause
spacer to adhere to bottom of seal after seal has been
put on shaft. Be sure spacer is on larger diameter of
shaft so that will not catch between shoulder and
impeller.
13. Replace impeller on shaft. Replace stainless steel washer
and secure impeller with capscrew or cap nut.
14. Place new gasket on pump volute and reassemble motor
and pump subassembly on pump volute.
15. Reconnect pump bleed line and motor wiring.
16. Close drain and slowly open inlet valves. See warning.
17. Jog to check motor rotation. See caution.
18. Observe operation thru several cycles.
8
CAUTION: DO NOT REVERSE
Reverse operation can cause extensive damage to
pumps. Jog the motor to test for direction of rotation. Failure
to follow these instructions could result in serious injury or
death.
CAUTION: DO NOT RUN DRY.
SEAL DAMAGE MAY OCCUR.
Inspect pump seal regularly for leaks Replace as required.
Failure to follow these instructions could result in serious
injury or death.
TROUBLESHOOTING SERIES VLR UNITS
ALL UNITS ARE THOROUGHLY TESTED AT THE FACTORY BEFORE SHIPMENT AND SHOULD OPERATE SATISFACTORILY
WITHOUT FURTHER ADJUSTMENT IF PROPERLY INSTALLED AND IF NOT DAMAGED BY ROUGH HANDLING IN TRANSIT.
IF SYSTEM OR UNIT PERFORMANCE IS NOT SATISFACTORY, REFER TO THE FOLLOWING CHECK LIST.
PUMP WILL NOT START
1. The power supply has been interrupted, disconnect switch
is open or selector switches improperly positioned.
2.Insufficient condensate accumulated to actuate float
switch.
3. Vacuum is not low enough to actuate vacuum switch.
4. Incorrect voltage for motor. Check voltage and wiring with
motor characteristics.
5. Incorrect starter coil for power supply.
6. The overload relays in the starter have tripped out and must
be reset. Ambient temperature may be too high.
7. Check float switch, vacuum switch or other control for
proper operation.
8. Wiring to control panel is incorrect or connections are loose.
PUMP DOES NOT RETURN ALL CONDENSATE TO
BOILER FEED SYSTEM (UNIT FLOODS)
1. Pump is running backward looking down on motor.
Rotation of 3 phase motors may be corrected by interchanging any two of the three wires. Pump should run
clockwise.
2. Steam traps are blowing through causing condensate to
return at excessive temperatures. If 160°F is exceeded the
capacity of the pump may be reduced below its rating.
Traps should be repaired or replaced.
3. The total pressure at the pump discharge is greater than the
pressure for which the pump was designed. Check the total
pressure which includes the boiler pressure, the friction
head and the static head.
4. A valve in the discharge line between pump and boiler is
closed or throttled too tightly. Check valve is installed
backwards.
5. Condensate is held up in system periodically by induced
vacuum in boiler or radiation then released in a flood when
the pump starts. Install equalizer line.
6. The strainer is dirty thus retarding flow. Refer to instructions
for cleaning.
7. The impeller eye is clogged with debris. Clean.
8. The solenoid discharge valve is not opening. This may be
caused by loss of power to the solenoid discharge valve or
upper chamber float switch failure.
9. Systems with accumulator tanks should have equalizer
line run from accumulator tank to steam header NOT
from accumulator tank to pump receiver NOR from pump
receiver to steam header. Install vacuum breaker on
accumulator tank, NOT on pump.
10. Pump is too small for the system.
WARNING: EXPLOSIBLE
Do not pressurize receiver. Isolate receiver during leak
test. Do not plug overflow. Do not restrict vent opening to
atmosphere. Open valves slowly. Failure to follow these
instructions could result in serious injury or death.
VIEW OF
THREADED
IMPELLER
WATER
SLINGER
MECHANICAL
SEAL
MOTOR BRACKET
WEAR RING
VOLUTE
IMPELLER
2DPF03
Page 9

9
VACUUM PUMP RUNS CONTINUOUSLY OR FAILS TO
PRODUCE SUFFICIENT VACUUM*
1. Selector switch is set on “continuous” or “hand”.
2. The temperature of the condensate is too high. Normal
operating condensate temperature should not exceed
160°F for rated capacities. Correct the cause for high
temperature condensate.
3. There are excessive leaks in the system piping preventing
the pump from producing sufficient vacuum to satisfy the
vacuum switch setting. To confirm this, make sure pump is
primed, close inlet valve, close equalizing line valve, plug
other check valve on this line, replace vacuum breaker with
plug and observe shut-off vacuum while pump is running.
4. The vacuum or float switch electrical contacts remain in
closed position. Adjust controls.
5. The nozzle, strainer, or impeller passageways are clogged
with foreign matter. Refer to instructions for cleaning.
6. A vacuum breaker is set too low. It should not admit air at a
vacuum within the range of the vacuum switch setting.
7. The pump has lost its “hurling” water. There should never
be less water than shown on float adjustment sketch. Loss
of “hurling” water may be caused by:
(1) Solenoid discharge valve lleaks due to dirt or worn seat.
(2) Solenoid discharge valve stuck in “open” position.
(3) Check valve in nozzle body is leaking.
8. Check valve in equalizer line or air vent line from receiver or
accumulator tank leaks, or is installed backwards.
9. One nozzle body check valve, Figure 2, page 2, on duplex
pump remains open, permitting air to recirculate.
10. Pump is too small for the system.
11. Lower float switch does not turn off. Float rests on receiver
bottom and should be raised.
PUMP STARTS AND STOPS IN RAPID SUCCESSION
1. A check valve in return line. Remove.
2. A partially closed inlet valve. Valve should be a gate valve
rather than globe.
3. A lift in return line at or near the pump. Low return lines will
fill with condensate between pump operations. The inertia
of the collected water may be quite great, and before the
vacuum suddenly produced by starting of the pump can set
the water in motion, the vacuum at the pump may reach the
cut-off point of the vacuum switch, thus stopping the
pump. The vacuum quickly recedes as the condensate
moves into the receiver and the pump “trips in” on vacuum
control again, thus repeating this “hunting action”.
There are two ways to correct this difficulty:
(1) If the vacuum sensing line can be relocated away from
the vacuum switch(es), connect this sensing line into the
nearest “dry” point in the return main so that the operation of the unit may be governed by the vacuum in the
system.
(2) If the nearest “dry” point on the return main is more than
2 ft. above the vacuum switch, relocate and reconnect
the switches to sense the vacuum at this point. If a
separate selector switch for “FL-Vac,” “Float,” “Hand”
operation is not already furnished with the unit, one
must be provided for each vacuum switch for installation
in control panel.
4. Elbow in return line too close to unit inlet. Correct as
described in item 3, or if there is no lift in the return line at
or near the pump, extend the
3
/4" equalizing line to top of
“dry” point on return main.
5. Equalizer line is improperly connected.
6. Strainer clogged with dirt. Clean strainer.
PUMP MAKES NOISE
1. The pump is working against a lower pressure than
designed for. While pump is discharging, adjust square
headed steam cock in discharge line until pressure at pump
approaches pump rated pressure. Secure adjustment of
steam cock by tightening lock nut.
2.Excessive condensate temperature. Correct system
conditions.
3. Magnetic hum or bearing noise in motor. Consult motor
manufacturer’s authorized service station nearest pump
location.
4. Starter chatters. Trouble is caused by low line voltage, poor
connections, defective starter coil, or burned contacts.
5. Pump is running backward.
6. Water hammer when discharge valve closes:
(1) Adjust steam cock to reduce discharge velocity or
(2) Install surge chamber on boiler side of discharge check
valve or
(3) Install additional check valve near boiler or
(4) Install discharge piping 1 or 2 sizes larger.
THE SYSTEM IS NOISY
1. Banging in the steam mains is usually caused by
“imploding” in condensate lying in low points in lines. These
pockets can be eliminated by “dripping” low points,
properly supporting the pipe, or by increasing the pitch of
the lines.
2. Improper dripping of the steam mains and risers. Where
there is a rise in the steam main, or where it branches off
into a riser, a drip trap must be installed to the drain line.
3. The piping is too small to drain properly.
4. A defective trap is holding condensate in radiation.
5. A priming boiler is permitting a carry-over of water with the
steam. A priming boiler is caused by:
(1) Oil or other foreign matter. Clean boiler thoroughly.
(2) A reduction of the steam liberating area due to too high
water level in the boiler. Reduce water line.
(3) Overloading. Reduce firing rate.
(4) Undersized steam outlet area, resulting in velocities in
excess of 15 to 25 ft. per second.
*Product life and product efficiency are greatly affected by system maintenance. A
tight (leak-free) system with properly functioning traps is essential for efficient
operation.
Page 10

TM
DEALER SERVICE
If trouble occurs that cannot be rectified, contact your local
B&G representative. He will need the following information in
order to give you assistance.
1. Complete nameplate data of pump and motor.
SEE RATING NAMEPLATE at right.
2. Vacuum readings.
3. Ampere draw of the motor.
4. A sketch of system piping.
SERIES HV
TM
MODEL
SERIAL
GPM PSI PUMP
CFM IN HG. PUMP
DWGS
POWER V. PH. HZ 60
CONTROL V. PH. 1 HZ 60
TOTAL LARGEST MOTOR
F.L. AMP F.L. AMP
DN0016
Morton Grove, Illinois 60053
Xylem Inc.
8200 N. Austin Avenue
Morton Grove, Illinois 60053
Phone: (847) 966-3700
Fax: (847) 965-8379
www.xyleminc.com/brands/bellgossett
Bell & Gossett is a trademark of Xylem Inc. or one of its subsidiaries.
© 2012 Xylem Inc. DN0134D November 2012
 Loading...
Loading...