

Page 1
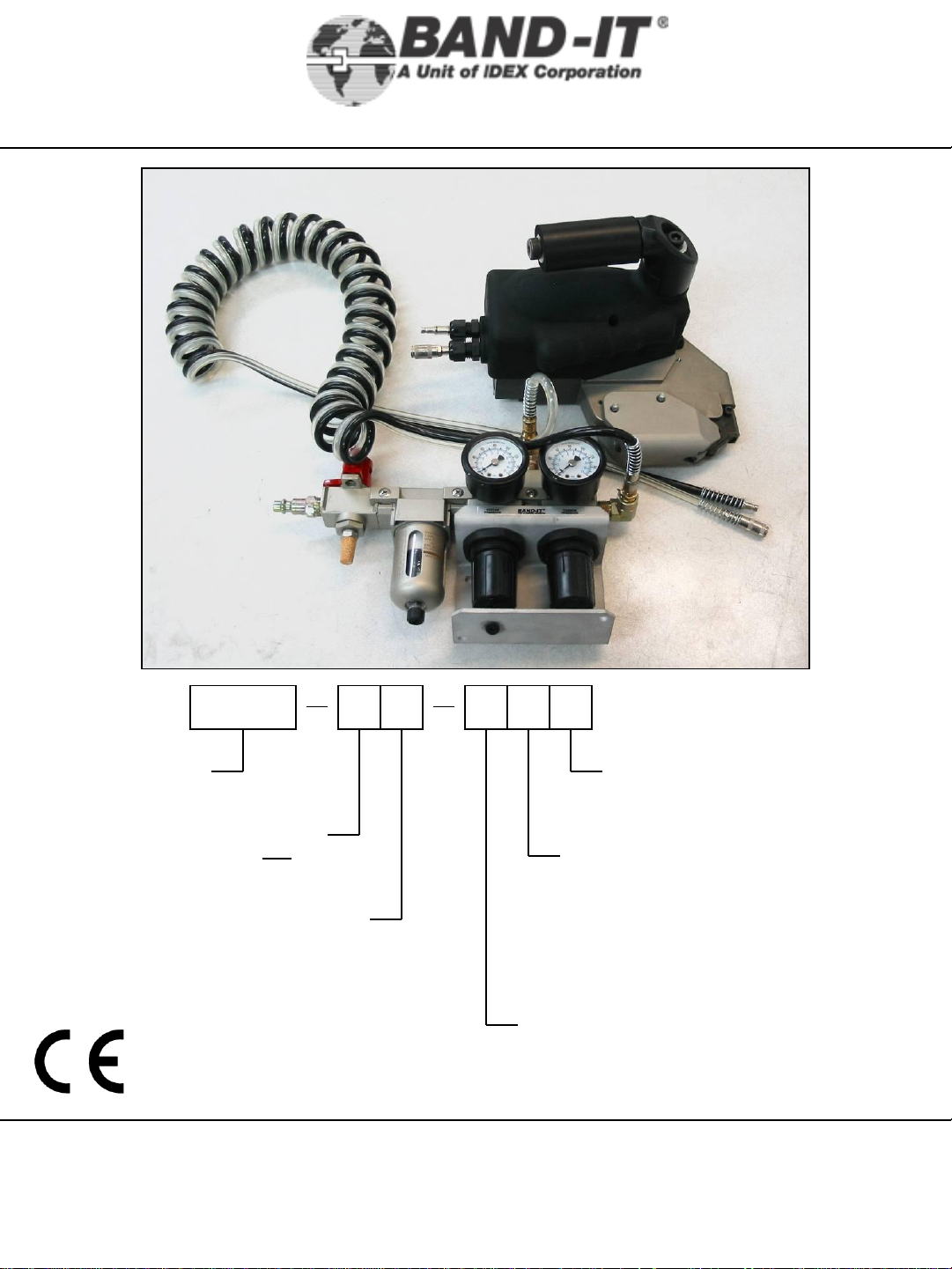
Owner’s
IT1000-AB
Manual
1/4” Tie-Lok®Tool
IT1000 A B 0 0 0
Base part number
Product level
Revisions are not
compatible
Tool revision
Revisions are
compatible
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
1 of 38
Other options:
0 – None (standard)
1 – Feedback system
Trigger options:
0 – Standard thumb trigger
1 – Connection for a remote trigger
(I17490, Foot Control Kit, is
available to purchase separately)
Packaging options:
0 – Tool with all accessories (standard)
1 – Tool only
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 2
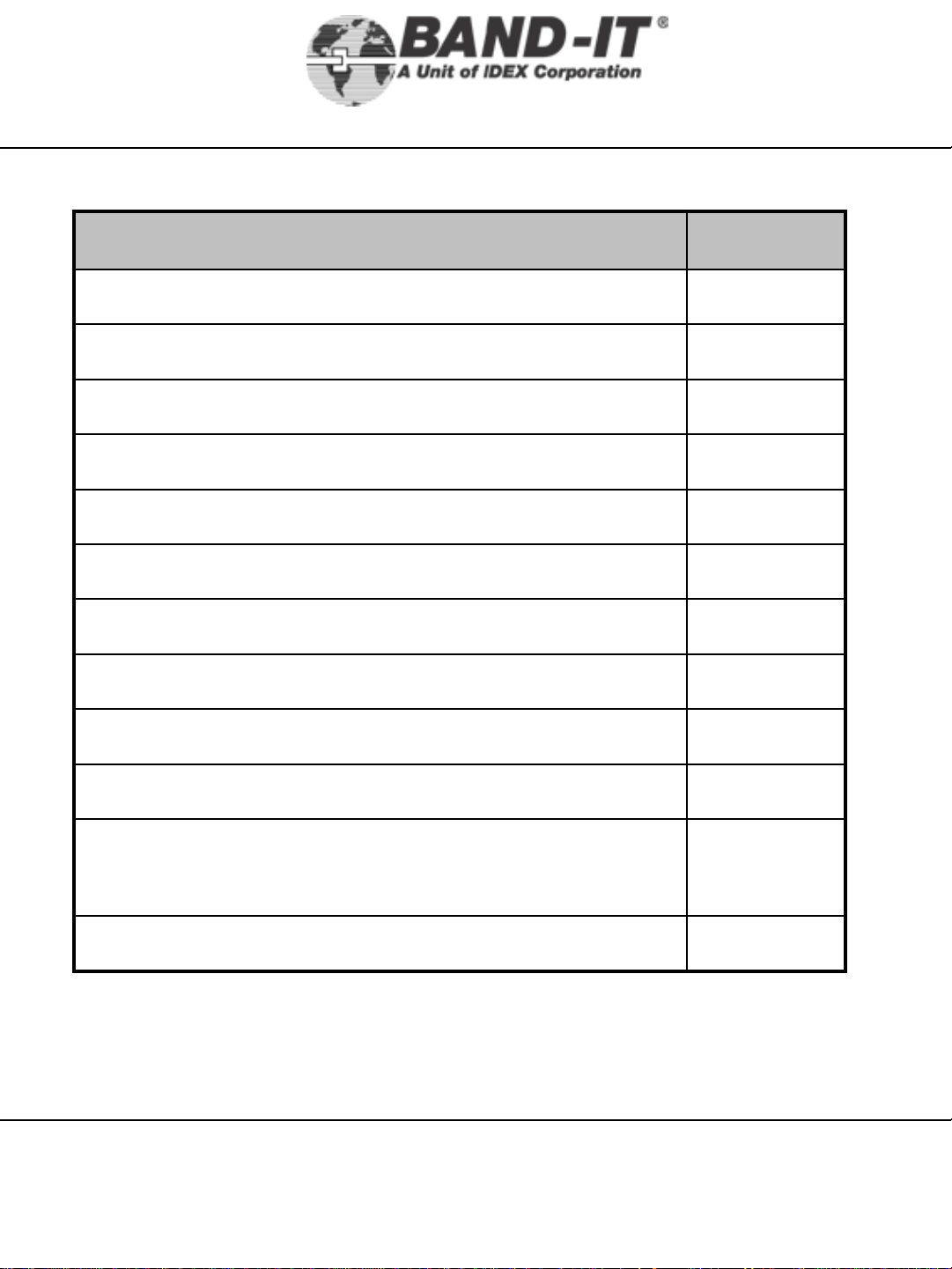
Table of
IT1000-AB
Contents
Warranty & Safety Guidelines 3
Air System 4-6
Parts Identification 7,22
Tool Overview 8
Setup and Assembly Instructions 9-11
Remote Operations & Fixturing Tips 12,13
1/4” Tie-Lok®Tool
Table of Contents Page
Operating Tips 14
Operating Instructions 15
Troubleshooting 16-20
Maintenance 21-28
Tension Cylinder Pressure Monitoring
29-37
System
Tool Calibration 38
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
2 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 3

Warranty &
IT1000-AB
Safety Guidelines
Warranty:
For Warranty information visit the following URL
www.BAND-IT-IDEX.com/Warranty.html
Safety Guidelines
• Read this manual and become familiar with the tool before installing any
clamps.
• Protective eyewear should be worn when connecting and disconnecting
the tool to compressed air sources and during operation.
• Wear appropriate gloves for handling steel while operating this tool,
applying stainless steel clamps and removing scrap clamp tail.
1/4” Tie-Lok®Tool
• Clamp tensioning can be immediately stopped by releasing the tool
trigger system.
• When applying clamps, care should be taken to insure fingers and loose
clothing are not in the way of the clamp being applied.
• Never attempt to clamp objects which have a potential to burst, shatter
or otherwise cause bodily harm.
• Disconnect air supply and electrical power prior to maintenance and
disassembly of tool components.
• Liquids or lubricants should never be put into the air lines.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
www.BAND-IT-IDEX.com
Document # I17791 Rev H
© Copyright
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
3 of 38
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 4
Air System
IT1000-AB
1/4” Tie-Lok®Tool
The IT1000 is a pneumatic tool that needs a clean and dry air supply. The BAND-IT Air
Controller Module includes a filter to meet these requirements. For proper tool
performance, the air requirements at the inlet to the BAND-IT Air Controller Module of
the IT1000 must be:
Item Min Max
Inlet Supply Pressure, PSI [kPa] 100 [690] 140 [965]
Inlet Supply Air Flow, SCFM [L/s] 1.5 [0.71]
Particle Size In Air Supply, microns 5
Air Moisture Content 20% RH
Tension Pressure Setting, PSI [kPa] 50 [345] 80 [550]
Cut-off Pressure Setting, PSI [kPa] 100 [690] 110 [760]
Note – An Air Booster Unit is now available to meet air pressure requirements. Please
have tool model and serial #’s available when calling the factory for service assistance.
Contact BAND-IT-IDEX customer service, 303-320-4555.
Caution – Do not exceed a Tension pressure of 80 PSI (550 kPa). Pressures above that
may cause premature clamp failure.
Air Controller Module
Inlet Air Supply
Cut-off Pressure
Regulator
Tension
Pressure
Regulator
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
4 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 5
Air System
IT1000-AB
1/4” Tie-Lok®Tool
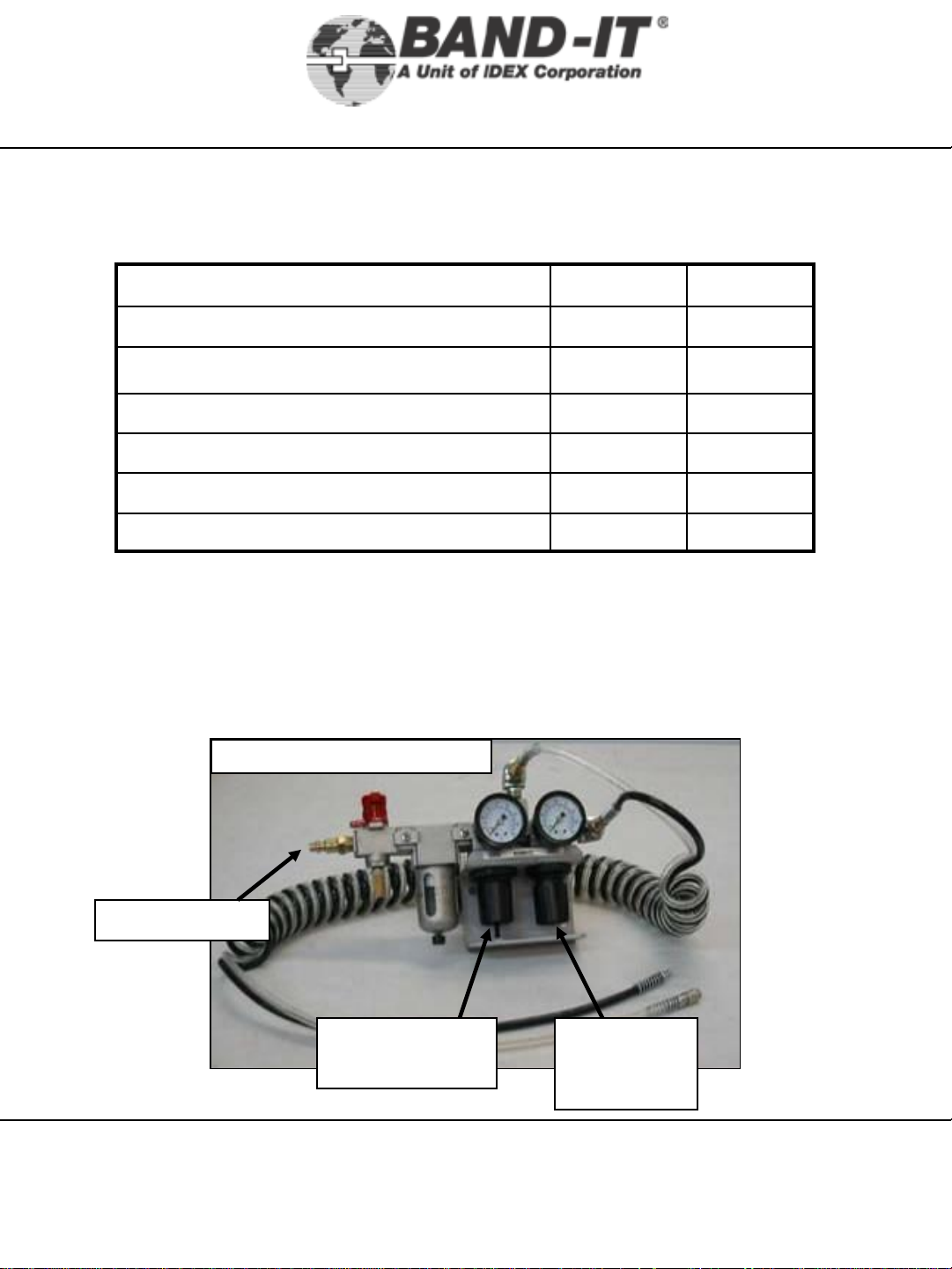
Inlet Air Supply
Quick Disconnect
Use one of two
quick-disconnects
supplied or remove
and use 1/4” NPT
fitting
Air Shut-Off Valve
Cut-off
Pressure
Gauge
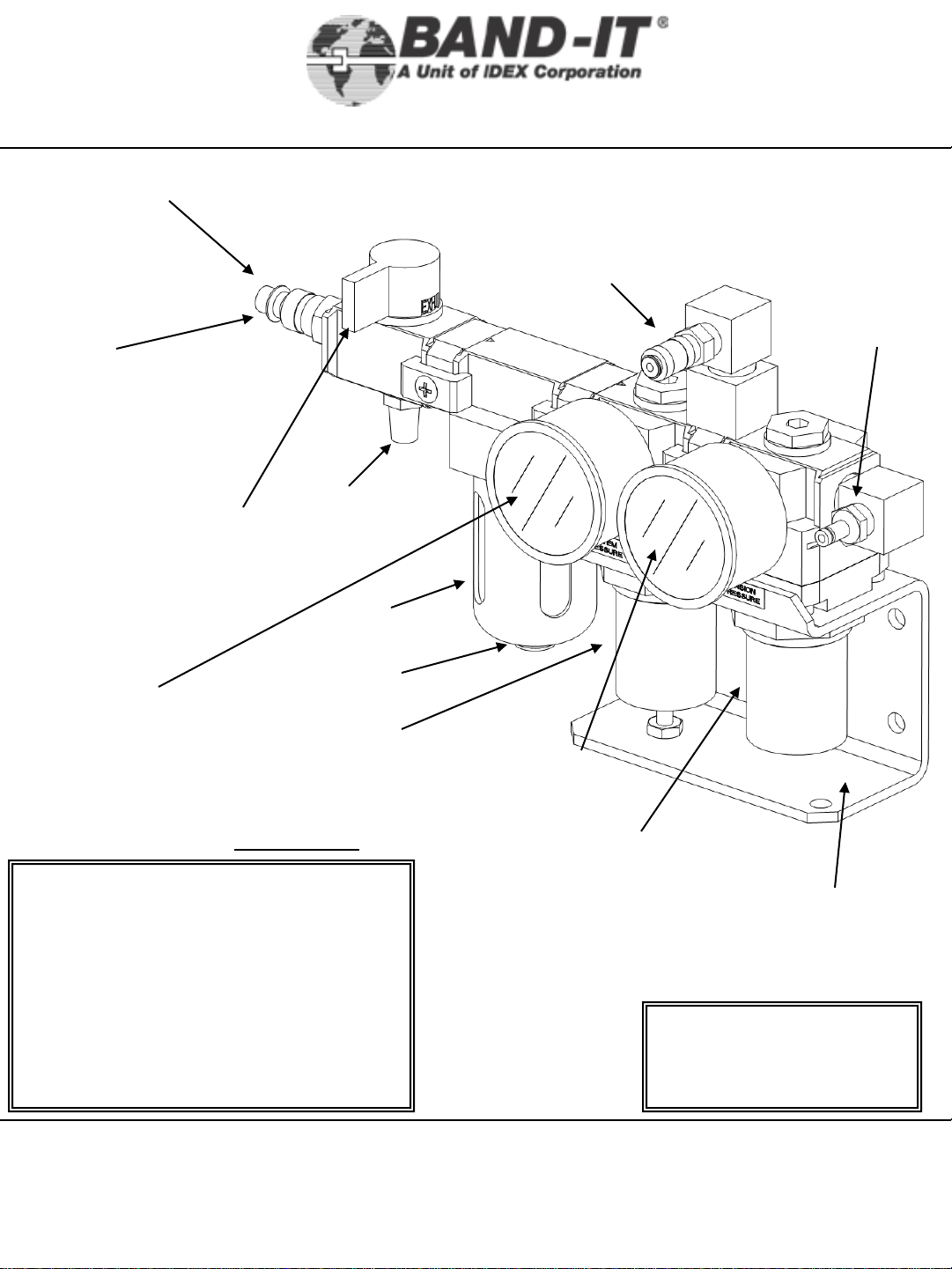
Air Filter Environment:
Standard Filters/Regulators
incorporate polycarbonate bowls and/or
observation windows. DO NOT use in
an environment that will expose the
above mentioned components to
synthetic fluids, organic solvents,
chemicals, cutting lubricants, thread
lock solutions or similar materials.
Air Controller Module
Exhaust
Muffler
Filter
Fluid Drain
Release
Valve
Cut-off Pressure
Regulator
Factory set to 105 PSI
(725 kPa)
Do not adjust
Cut-off
Outlet
Tension
Pressure Gauge
Tension Pressure
Regulator
Pull Regulator
Knob and twist to
adjust tension,
push to lock
Tension
Outlet
Mounting Bracket
Unit may be mounted
on wall or bench
Note: Air Controller Module
must be mounted and operated
in a horizontal position.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
5 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 6
Air System
IT1000-AB
1/4” Tie-Lok®Tool
The standard IT1000 shipping container includes: Air Controller
Module, IT1000 tool body, coiled air line, owner’s manual and tool kit.
(tools with packaging option 1 include the tool and manual only)
Pressure conversion: bar = kPa / 100
Initial Setup - Pneumatics
• Connect the tool body to the Air Controller Module using the included Coiled Hose
Assembly. The hose assembly includes both a clear and black hose. Each hose
end includes a female and male fitting, arranged to prevent reversing of
connections.
• Connect Air Controller Module to air source (ensure air supply meets
requirements on page 4) and turn RED Shut-off Valve counter clockwise to
pressurize tool (“SUP” position).
• Cut-off Pressure: 105 PSI (760 kPa) recommended. Make sure the Cut-off
Pressure Gauge located on the left side of the module reads a pressure of 100
PSI min and 110 PSI max.
• Tension Pressure: 70 PSI (480 kPa) recommended. The Tension Pressure
Gauge monitors the tension applied to the clamp tail. Recommended air pressure
at the Tension Gauge should be 50-80 PSI (345-550 kPa) for BAND-IT 1/4” Tie-
Lok®Ties.
• Caution: Tension pressures above 80 PSI (550 kPa) may cause premature clamp
failure and/or tool wear.
Setting the Tool Air Pressure
The tension pressure directly affects the force applied to the clamp.
To correctly set the air pressure from the air controller module going to the tool, hook up
the air supply to the tool. Activate the tool by depressing the trigger for a few seconds.
Re-read the pressure when the tool is at rest and adjust again if necessary. Repeat until
the desired pressure is shown on the tension pressure gage.
Tension pressure may need to be adjusted depending on the application.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
6 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 7
Parts
IT1000-AB
Identification
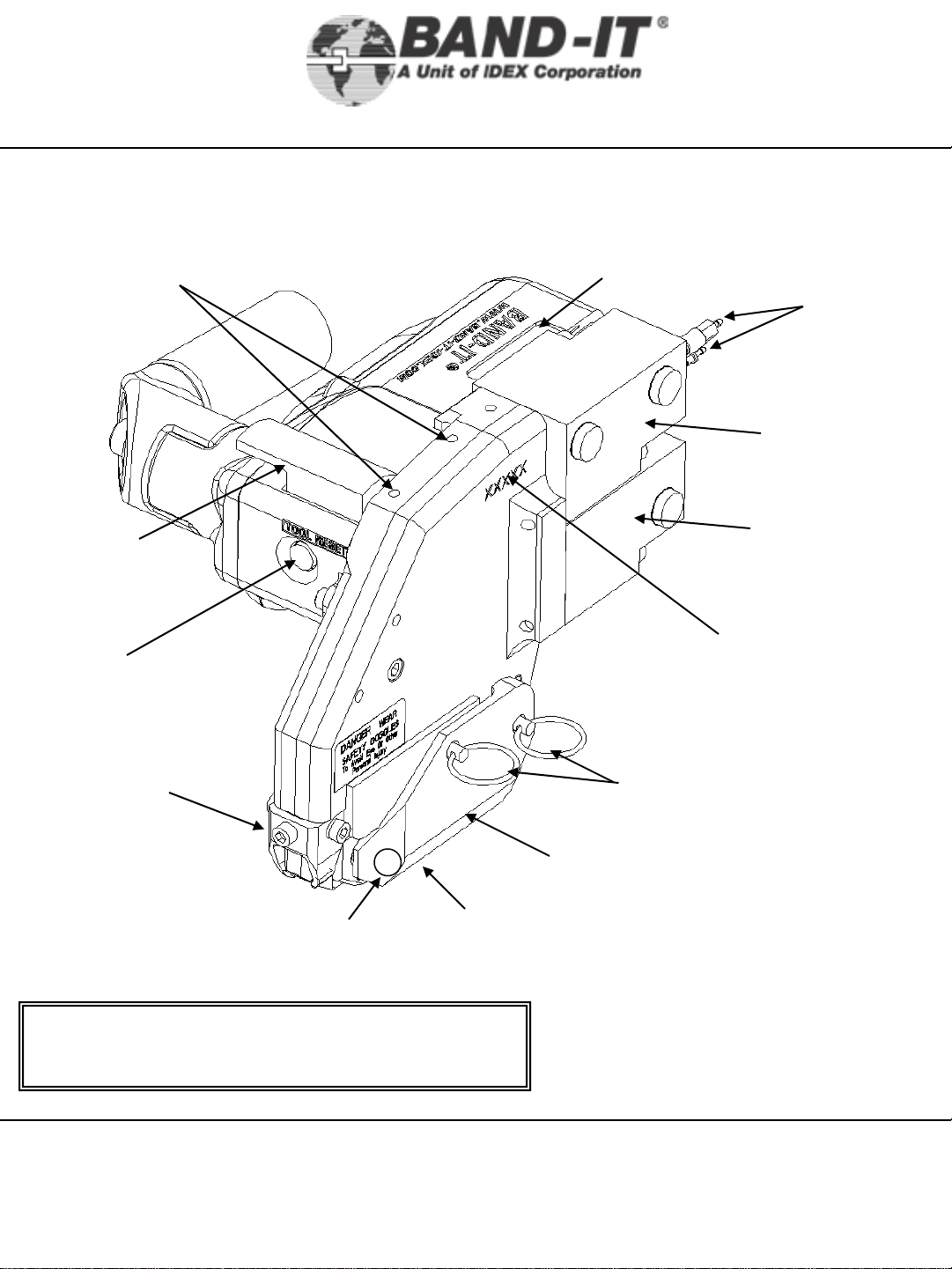
Tool Hanger
Mounting
Holes
Operating
Trigger
IT1000-AB Tool Body
Model I.D.
Plate
1/4” Tie-Lok®Tool
Quick Connect
Air Couplings
(Do not add
lubricants)
Tension
Cylinder
Cut-off
Cylinder
Reset
Button
Tool Head
with Cutter
Knife and
Blade
Flip Cover
Head Screws
Important: Before disassembling tool, be sure to
shut-off air supply on theAir Controller Module.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
www.BAND-IT-IDEX.com
Flip Cover
Tightening Screw
Serial #
Location
Quick Release Pins
Maintenance
Flip Cover
Document # I17791 Rev H
© Copyright
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
7 of 38
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 8
Tool
IT1000-AB
Overview
Pneumatic System:
The pneumatic valves and cylinders contain seals and o-ring components which can
experience accelerated wear associated with the quality of the air supply. Worn cylinder orings allow air to bypass the pistons in the cylinders, affecting the performance of the tool
and cause the output force of the tool to drift. Although cylinders are permanently
lubricated, premature wear can be caused by contaminants in the air supply or the presence
of water and oil. The tool’s internal valves can also be affected by contaminants in the air
lines causing a valve malfunction.
BAND-IT recommends the use of an Air Booster System to address the potential problems
associated with low air supply. In addition to filtering and drying the air supply, it will assure
pressure of 100 -110 PSI (690-760 kPa) improving the consistency of tool performance.
Tool Function:
1/4” Tie-Lok®Tool
The IT1000 tool utilizes the conditioned air supply to actuate the mechanical linkage. The
linkage activates a gripping system which tensions the Tie-Lok ties. This tension output of the
tool can vary depending upon the air pressure supplied to the tool. If the pressure is increased,
the output force increases.
During the tension cycle, the tool continues to tension the band until the pre-set tension is
achieved. The tool stops tensioning when the pressure in the tension cylinder equals the inlet
tension pressure coming from the air controller module. After the tool has achieved the preset
tension, its valve switches over to the cutoff cycle. The gripping system retains force on the tie
until a knife is actuated down, forming a dimple lock and cutting the excess clamp tail.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
www.BAND-IT-IDEX.com
Document # I17791 Rev H
© Copyright
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
8 of 38
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 9
Setup &
Assembly
Instructions
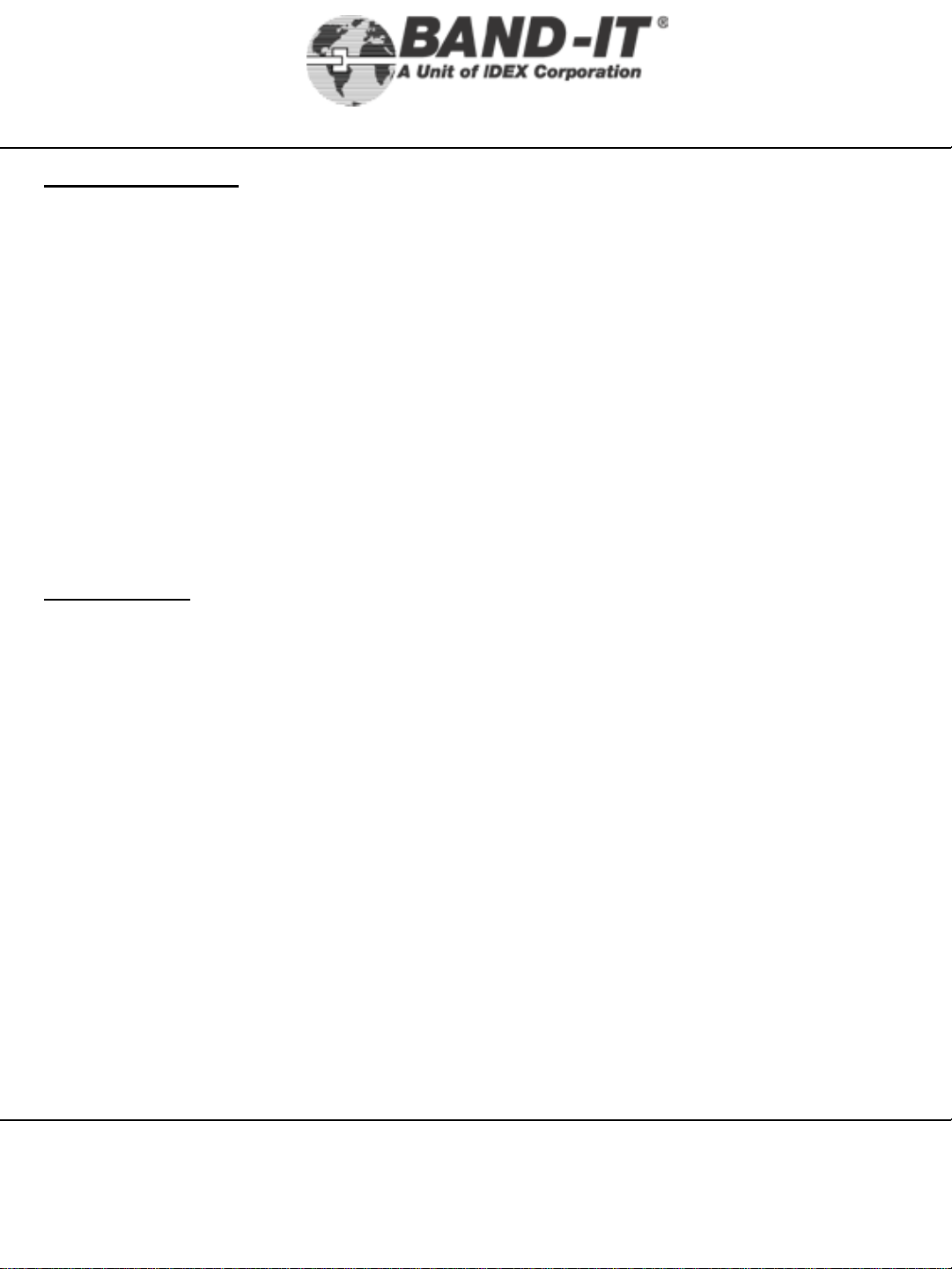
Handle adjustment:
• Using 1/4” hex key (supplied), adjust
the Support Arm/Handle to
ergonomically match the operator’s
hand.
• Be sure not to adjust the Handle too far
outward (beyond interlocking legs) or
the handle will not function properly or
provide support to the operator.
IT1000-AB
1/4” Tie-Lok®Tool
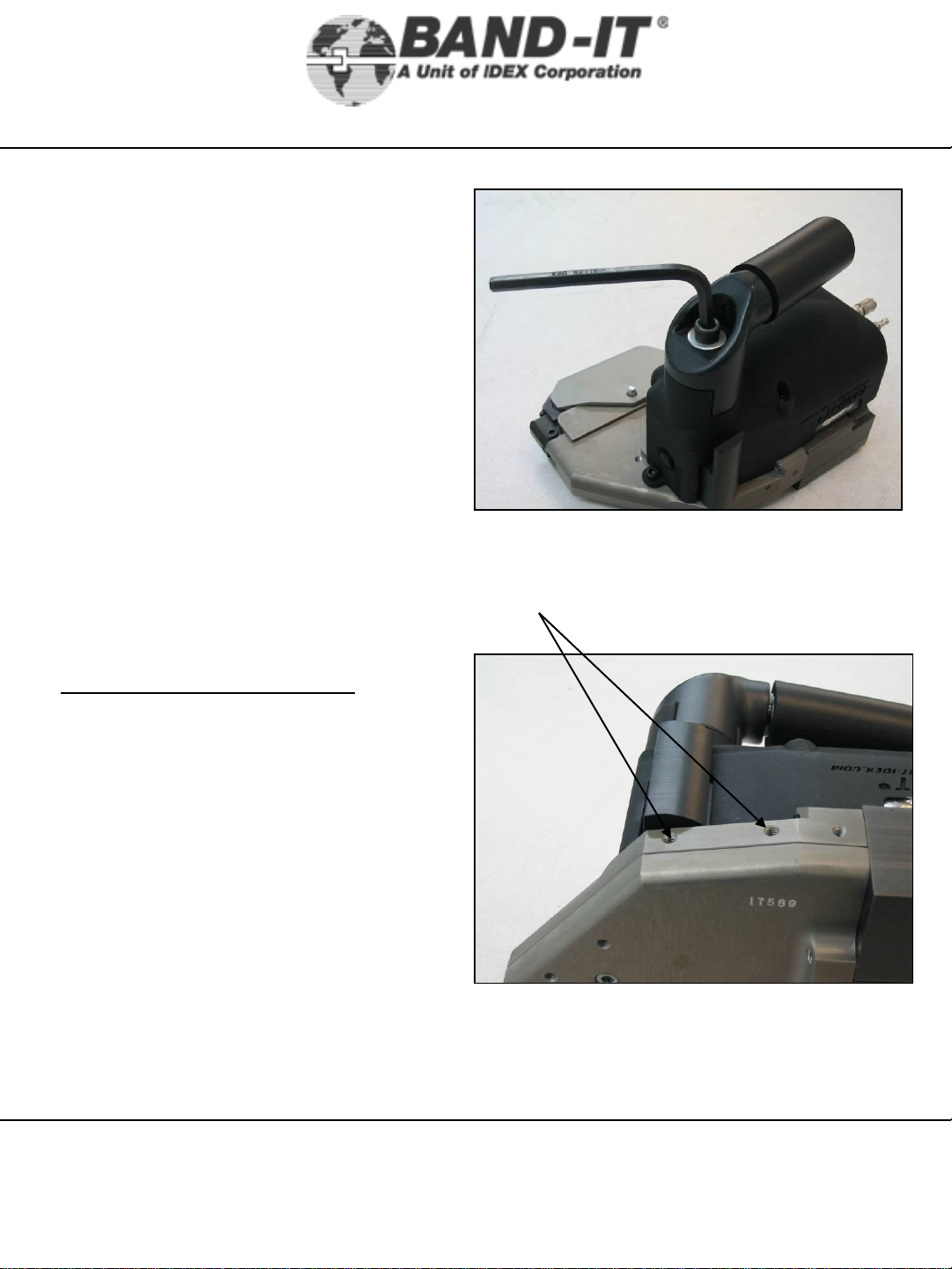
Hanger Support Instructions:
1. An aluminum hanger (accessory)
can be utilized for supporting the
tool.
2. The hanger should be installed (as
shown) into the two threaded holes.
3. Secure the hanger against the tool
body with the two supplied screws.
4. A light application of vibratite is
already included on the screw’s
thread.
Hanger Mount
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
9 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 10
Setup &
Assembly
Instructions
IT1000-AB
1/4” Tie-Lok®Tool
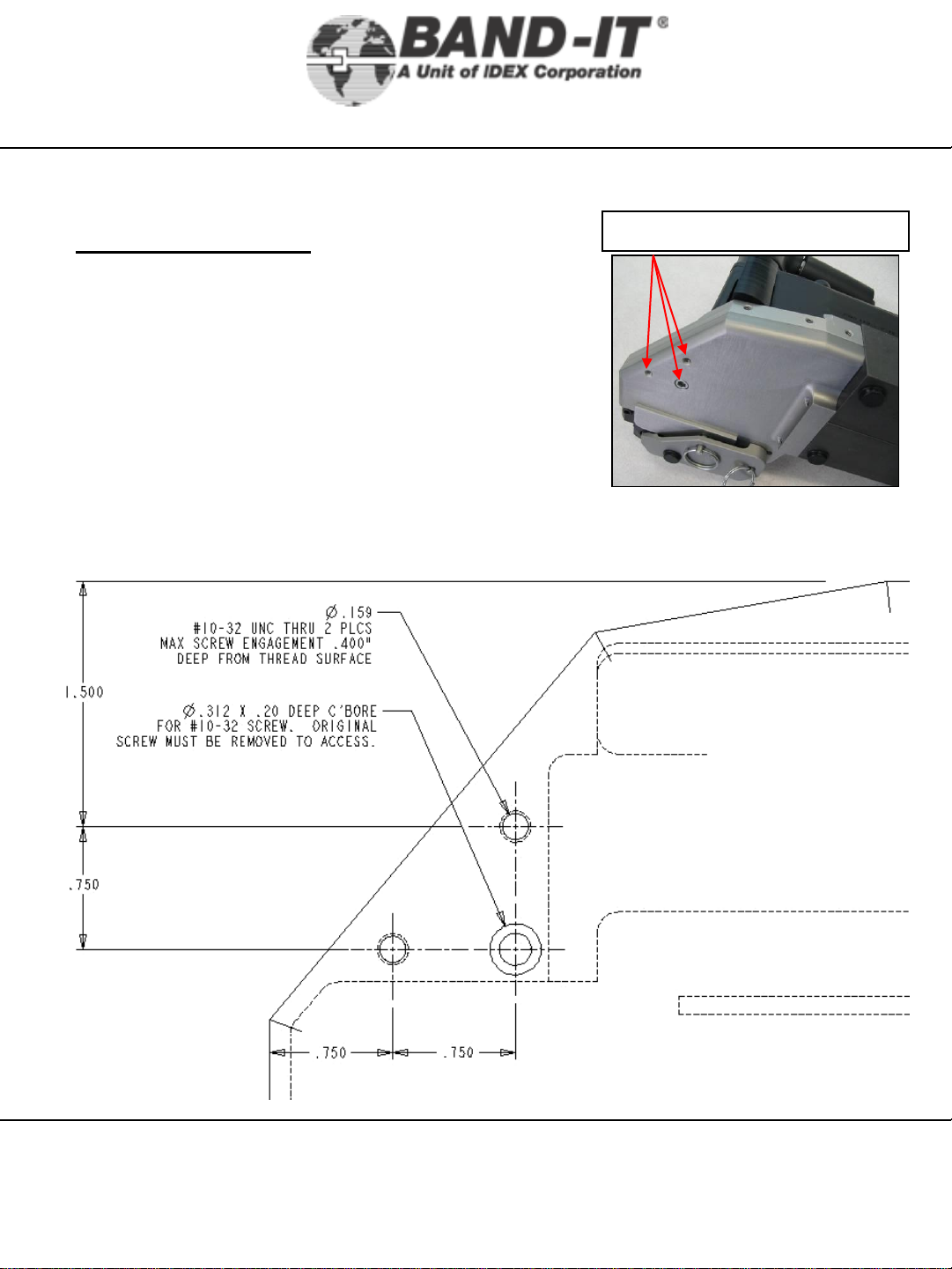
Fixture Locating Points
Three additional fixture mounting holes are available
to assist with mounting the IT1000. Thread size is
#10-32 for each of the holes. Usable thread depth is
.400” for two of the three fixture holes. One hole is
utilized to attach and lock the tool body halves
together. This hole may also be used for fixturing,
provided the #10-32 cap screw is replaced with a
similar threaded screw with appropriate thread
length secure the two halves together in addition to
fixturing.
Fixture Mounting Locations
Note: Hole locations
are .750” to
centerline of holes
and edge of tool as
indicated by the
detail to the left.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
10 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 11
Setup &
Assembly
Instructions
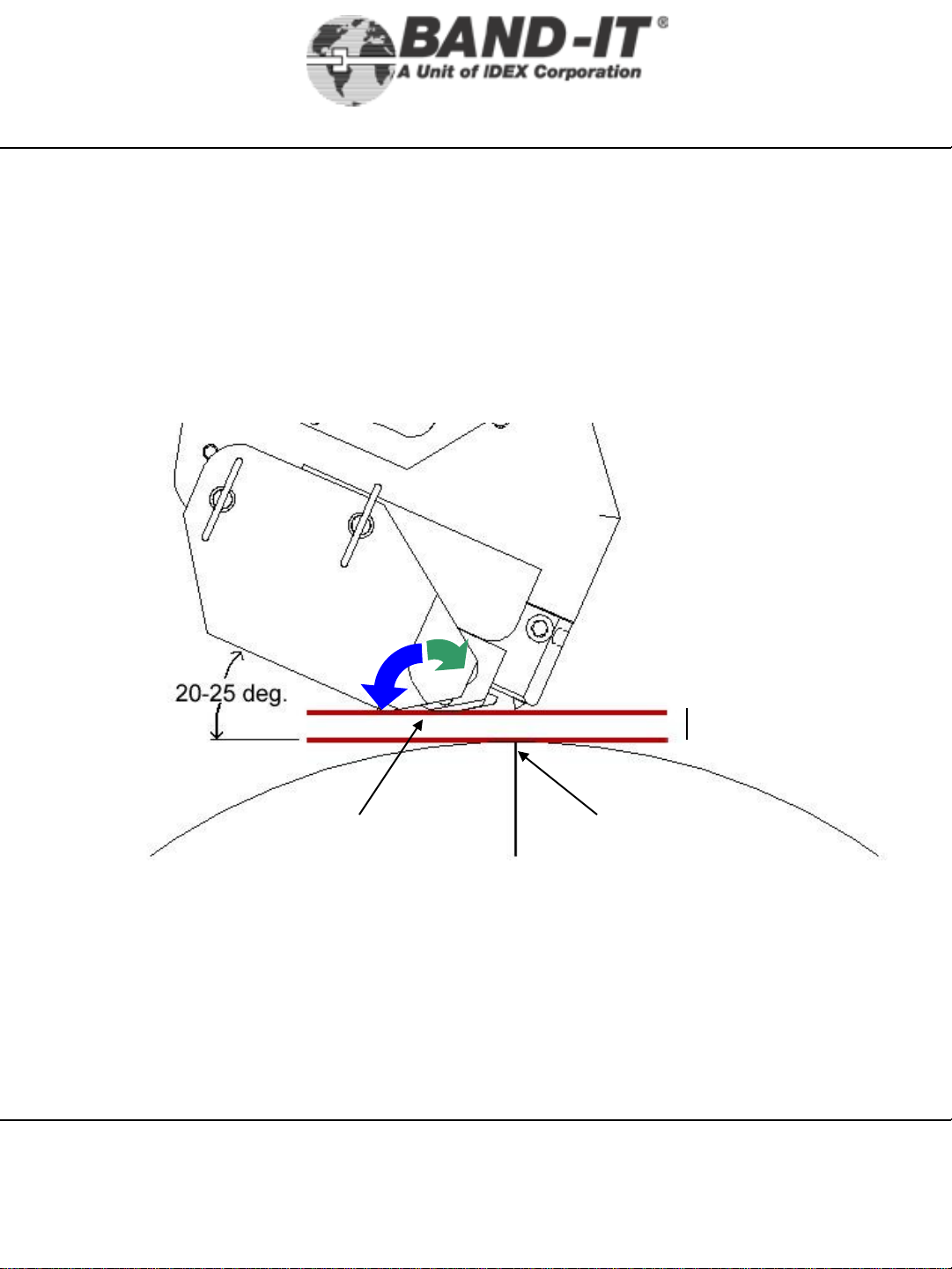
Part of insuring that the tool is producing a strong lock is making sure that it approaches
the application correctly and is fixtured to allow repeatability of application. The tool
should approach the surface tangent to where the buckle of the band is to be applied.
The tool should be allowed to float 1/8” – 1/4” above the surface to allow the buckle to
move to the proper position for cut-off. Once the tool begins tensioning, the band will
pull the tool down to the surface.
IT1000-AB
1/4” Tie-Lok®Tool
1/8” – 1/4”
Buckle LocationPivot Point
As the band is tensioning, the tool may rotate clockwise up to 5 degrees about the pivot
point (Green Arrow). During the cut-off cycle, the tool must be allowed to rotate counterclockwise up to 35 degrees (Blue Arrow). Because of this movement, BAND-IT
recommends that the tool be mounted in a fixture that will provide adequate
rotation during both cycles.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
11 of 38
Document # I17791 Rev H
BAND-IT-IDEX, Inc. 2009
© Copyright
All rights reserved
Page 12

Remote Operation
IT1000-AB
& Fixturing Tips
IT1000 Orientation Requirements:
• The IT1000 tool has a number of Tool/Clamp/Object Being Clamped
orientation requirements that must be followed in order to reach an acceptable
end result.
• In concept, the fixture maker should attempt to replicate the natural human
wrist/elbow/shoulder motions that would occur when operating the tool in the
hand-held configuration, allowing the tool to float along a plane through the
entire Tension (pull-up) and Cut-Off (lock) process.
The Tool MUST:
• Contact the object being clamped without restricting or forcing.
Suggestions Include:
1/4” Tie-Lok®Tool
• The tool fixture should be able to accommodate some longitudinal rotational
movement, i.e. “wrist like”, at the final moment of applied tension. The
purpose being, to allow the tool freedom of movement to orient itself in its best
natural orientation as relates to the clamp and the object-being-clamped.
• A home or neutral position should be established at the optimal final position
with +/- 10-12½ degrees of rotational freedom being allowed from the pivot
point.
• The tool fixture should be able to accommodate some extensive movement,
i.e. “elbow like”, during the tension phase to allow the tool to be “pulled” up to
the object being clamped.
• Deviations from accommodating the natural inclination of the tool/clamp/object
being clamped, may negatively impact the integrity of the final assembly. The
clamp should fully rest upon the object being clamped at the time of final
tension and cut-off. If the tool can not reach the object being clamped and
attempts to cut-off, the clamp and/or lock may not form optimally.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
12 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 13

Remote Operation
IT1000-AB
& Fixturing Tips
1/4” Tie-Lok®Tool
IT1000 Configured for Remote Actuation:
• The IT1000 with trigger option 1 is a modified version of the base unit. A tool with trigger option 0 is
manually operated via the incorporated thumb actuation lever. A tool with trigger option 1 is configured to
allow remote operation via palm button or other device permitting the tool to be incorporated into the
customer’s fixture or assembly process. Band-It offers a Foot Control Kit (I17490) for this purpose.
• The modification consists of deactivating the thumb lever actuation switch and installing two 6-ft X 1/8”
O.D. hoses to accomplish the same task via the use of a remote actuation device such as a palm button
or other device that can provide a pneumatic signal to pilot the tension control valve.
• Various actuation devices can be incorporated based upon end user requirements. Basic schematic for 2-
way & 3-way valves included below. The valve should be set up in the normally closed mode and upon
opening the circuit a supply of air is provided.
• The customer is responsible for incorporating this tool into their process, BAND-IT is available to provide
advice and recommendations.
Remote trigger: 2-way valve
Hose from tool
(male quick disconnect)
Remote trigger: 3-way valve
Hose from
tool (male)
Actuate
to stop
tool
Supply Hose from
tool 90-120 PSI
(female quick disconnect)
If more than one trigger is used,
connect in series. All need to be
actuated to run the tool.
Supply Hose from
tool 90-120 PSI
(female)
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
Multiple Triggers
Hose from tool
(male)
www.BAND-IT-IDEX.com
Actuate
to start
tool
Actuate to
stop tool
Supply Hose from
tool 90-120 PSI
(female)
Actuate to
start tool
Connect the 2 hoses extending
from the tool to the ports of the
valve. As the hoses are not
marked, they may need to have
their connection on the valve
reversed if the remote trigger
does not start the tool.
Document # I17791 Rev H
© Copyright
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
13 of 38
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 14

Operating Tips
IT1000-AB
1/4” Tie-Lok®Tool
Tie Installation:
When installing a tie, a random visual check to verify the presence of a dimple after
the tie has been applied is recommended. The dimple is the locking element of an
installed band. The IT1000 forms a dimple into the band with the punch. By
controlling and monitoring the items that are needed to form a good lock, an operator
can help insure that the band will be applied correctly without having to inspect every
assembly.
These items are:
• Adequate air pressure and volume (see page 4,6)
• Setting the tool air pressure (see page 4,6)
• Following recommended PM Schedule (see page 21)
• Fixture mounting the tool properly (see page10-13 )
For Best Performance and to Extend Tool Life:
• Follow preventative maintenance and parts replacement instructions (page 21) at
appropriate service intervals.
• Do not remove factory applied lubrication from inside tool unless performing a
thorough maintenance procedure and then replacing with fresh lubricant
immediately.
• Do not use degreaser in the tool body.
• Do not spray any lubricant or cleaner into the Quick Connect Air Couplings.
• Use nominal recommended tension setting (listed on page 4,6). Higher pressure
may not result in a tighter clamp, but increases the likelihood of clamp tail jamming
and premature worn parts.
• Do not over-tighten Knife Pin access screws. Over torque on these screws may
result in stripping screw threads.
• For maintenance beyond what is described in this manual, consult BAND-IT.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
14 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 15

Operating
IT1000-AB
Instructions
1/4” Tie-Lok®Tool
2.5”
1. Insert clamp tail into tool as shown. Clamp tail length
extending into tool must be at least 2.5” (6.4 cm) long. The
head of the tool should rest against the buckle. Note - Do not
activate tool while inserting clamp tail. This can cause
clamp tail to jam in the Tension Block Assembly.
2. Begin tensioning clamp by pushing and holding down
operating trigger
3. Band should be applied to a uniform solid surface allowing
the buckle adequate support during the clamp locking and
clamp tail cut-off operation.
4. While tensioning clamp, hold tool slightly tipped forward.
This will assist proper clamp installation. Continue to hold
down operating trigger until tool completely tensions and
cuts off clamp. Release trigger after cut off.
5. After clamp is completed, clamp tail scrap must be
removed from tool. Clamp tail scrap is not ejected
automatically. Tool is now ready for next clamp.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
15 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 16

Troubleshooting
IT1000-AB
1/4” Tie-Lok®Tool
Tool Fails to Fully Tension Clamp:
Failure to fully tension the clamp can be caused by a variety of factors. The two most
common factors are: incorrect tension pressure and problems in the Tension Block
Assembly.
Check tension pressure setting on Tension Pressure Gauge of Air Controller Module.
Adjust pressure per the settings in the Setup & Assembly Instructions section found on
(pages 9-11).
After air pressure settings are verified or corrected, if failure to fully tension clamps
continues, evaluate the clamp tail dimple pattern. If elongated dimples are present, the
problem may be with the Tension Block.
Normal clamp tail
dimple pattern.
If a problem is indicated, follow the instructions on page 24 to remove the tension block
assembly.
Examine the Tension Block components for excess lubrication. Refer to lubrication
instructions on pages 24, 27.
If dirt or debris is visible, follow the cleaning instructions on page 24.
Examine the Tension Block and Gripper for wear (see below).
If excessive wear is determined, follow the instructions on page 24 to replace the worn
parts.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
www.BAND-IT-IDEX.com
Clamp tail dimple pattern indicates
problem in the tension block
assembly.
Document # I17791 Rev H
© Copyright
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
16 of 38
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 17

Troubleshooting
IT1000-AB
1/4” Tie-Lok®Tool
Tool fails to cut off clamp tail:
• The Inlet Air Pressure may be low. Check air supply to Air Controller Module. Cut-off
Pressure Gauge should indicate 100 -110 PSI (690-760 kPa). See pages 4-6 for air supply
requirements.
• The scrap clamp tail from the previous clamp may not have been removed. Press the Reset
Button to release the tension on the clamp and remove the scrap clamp tail.
• The Cutter Blade or Knife may be worn. See below for Cutter Blade inspection and
replacement.
• Note: The Flip Cover Tightening Screw and Head Screws are factory tensioned and will
need to have thread locking compound reapplied and be re-tightened after the quick release
pins are reinstalled upon completion of maintenance.
Cutter Blade Inspection and Replacement:
1. Loosen the Flip
Cover Tightening
Screw and Head
Screws (see note
above) to remove both
Quick Release Pins as
shown.
3. Remove the Cutter
Blade Pin and Cutter
Blade. The Cutter
Blade has two working
edges and can be
rotated 180° to use the
second edge prior to
replacement.
Front
Gripper
2. Remove Flip
Cover and
Tension Block
Assembly for
cleaning and
lubrication.
4. When installing
the Cutter Blade
Pin, use a small
screwdriver to
push the front
gripper toward the
back of the tool.
Cutter
Blade Pin
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
17 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 18

Symptom Probable cause Recommended Fix Page
Rear tension block slipping,
therefore tool does not
reach cut off tension.
Remove and inspect gripper block assembly. Replace as
required.
24
Front gripper slipping
Remove and inspect front gripper and gripper guide arm.
Replace if worn.
*
Dirty front and rear gripper
interfaces
Remove and clean surfaces surrounding the grippers. 24
Air leaks when trigger is not
activated
Listen for air leaks. Check red valve , Air lines, and
replace as required. No air leaks allowed. Remove and
replace as required or contact BAND-IT.
28
Worn flip cover and tool
body
Inspect inside of flip cover and bottom of tool body for
excessive wear. Replace flip cover as required. For tool
body wear contact BAND-IT for evaluation.
28
Water or oil in pneumatic
lines.
Purge pneumatic lines and red four way valve assembly.
Install a desiccant air dryer or similar which meets tool set
up requirements).
*
Tool cutting before full
tension applied.
Verify cut-off timing. If required, remove handle cover and
adjust timing valve. Replace if damaged.
28
Premature release of trigger Hold trigger down until tool completes cut off cycle 15
Fluctuating facility air
pressure
Verify if facility air pressure meets tool set up
requirements. Air booster system may be required.
4-8
Worn knife/blade
Remove and replace knife and blade. Refer to
maintenance schedule.
21,22
Timing valve adjustment
Verify timing. If required, remove right side body and
adjust timing valve. Replace if damaged.
28
Rear tension block slipping,
therefore tool does not
reach cut off tension.
Remove and inspect gripper block assembly. Replace as
required.
24
Coiled hose line has air leak
Verify no air leaks in coiled hose assembly. Remove and
replace as required.
4-8
Front gripper slipping
Remove and inspect front gripper and gripper guide arm.
Replace if worn.
*
Red four way valve
malfunction
Remove clean and inspect. Replace as required. *
Worn blade pin or housing
Remove and replace blade pin and/or Maintenance Flip
Cover.
23
Tool will not
tension
properly (i.e.
slipping, slow
etc.)
Tool will not
cut off clamp
tail
Troubleshooting
IT1000-AB
Matrix
1/4” Tie-Lok®Tool
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
18 of 38
Document # I17791 Rev H
BAND-IT-IDEX, Inc. 2009
All rights reserved
© Copyright
Page 19

Symptom Probable cause Recommended Fix Page
Linkage components
damaged, causing
interference
Remove tool left side body and verify linkage mechanism.
Remove and replace damage as required or contact BANDIT.
27
Cut-off cylinder seal
damaged or leaking
Remove left side tool body and verify seal integrity *
Cut off pneumatic air leak
Verify Coiled Hose Assembly is free of air leaks. Remove
handle cover and inspect for leaks on gray anodized valve
assembly and red valve assembly. Inspect for leaks in
pneumatic system.
*
Water or oil in pneumatic
lines.
Purge pneumatic lines and red four way valve assembly.
Install a desiccant air dryer or similar equipment which meets
tool requirements (see manual).
4
Screws holding Cutter Knife
Pin too long or loose
Verify proper length screws and Cutter Knife Pin seated
properly.
23
Coiled hose line is reversed
(i.e. cut off pressure is
actually going to tension
cylinder.
Verify coiled hose air line from right side of control module
enters bottom fitting on tool.
4,5,7
Improper tool use Verify operator properly trained and familiar with tool manual. 5,7,8,14
Tension setting too low Adjust Air Controller Module's tension setting per instructions. 4
Improper buckle location or
application
Locate buckle on smallest radius area. Buckle must be
supported underneath during application. Contact BAND-IT
for application verification / recommendation.
15
Tool cuts clamp tail before
reaching full tension.
Verify timing. If required remove right side handle and adjust
Timing Valve. Replace if damaged.
28
Worn Cutter Knife/ Cutter
Blade
Remove and replace Cutter Knife and Cutter Blade. Refer to
maintenance schedule.
17
Air leaks when trigger is not
activated
Listen for air leaks. Check red valve, Air lines, and replace as
required. No air leaks allowed. Remove and replace as
required or contact BAND-IT.
Contact BAND-
IT for
assistance
Control Module air pressure
valve is in "off" position.
Rotate Control Module valve to open position. Verify gauges
read air pressure.
5
Pinched coil hose line
Loosen fitting on coiled hose assembly where it enters tool
body.
4,7
Kinked or pinched air line
Remove right side handle and inspect air lines. Remove and
replace as required.
28
Tension piston interference
with hanger screw holes.
Loosen Hanger Screw on top of tool. Thread engagement
cannot exceed .125 in.
11
Quick disconnect fittings
not positively engaged.
Disconnect and firmly reconnect. 5,8
Tool will not
operate when
trigger is
depressed
Loose clamp
after cut-off
Tool will not cut
off clamp tail -
Continued.
Troubleshooting
IT1000-AB
Matrix
1/4” Tie-Lok®Tool
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
19 of 38
Document # I17791 Rev H
BAND-IT-IDEX, Inc. 2009
All rights reserved
© Copyright
Page 20

Symptom Probable cause Recommended Fix Page
Control Module air pressure
valve is in "off" position.
Rotate Control Module shut-off valve to open position.
Verify gauges, air pressure and all connections.
5
Clamp tail inside tool
Remove clamp tail, if jammed remove
maintenance/flip cover and remove clamp material.
15-17
Knife is in down position.
Remove or replace knife. Verify missing and or
damaged linkage.23Wrong clamp type for tool Verify proper tool for selected clamp. Cover page
Handle will not
adjust
Handle nut is
damaged/misaligned.
Remove handle assembly and inspect nut/housing for
damage. Replace as required.
9
Clamp will not
insert into tool
Troubleshooting
IT1000-AB
Matrix
* = for additional assistance, contact BAND-IT
1/4” Tie-Lok®Tool
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
20 of 38
Document # I17791 Rev H
BAND-IT-IDEX, Inc. 2009
All rights reserved
© Copyright
Page 21

Maintenance
IT1000-AB
1/4” Tie-Lok®Tool
Tool Preventative Maintenance:
The tool has some wear components that must be checked and replaced on a certain
schedule. BAND-IT has developed a Preventative Maintenance (PM) schedule to help
facilitate these requirements. If tools are experiencing difficulties during function or there
audible air leaks coming from inside the handle, the tool should be returned to BAND-ITIDEX, Inc. for servicing.
BAND-IT recommends that the tool be sent in for general overhaul every 100,000 clamps
installed.
Preventative Maintenance Schedule
Clamps
Installed
Every 50,000
Maintenance
Item
and Knife pin
Maintenance
Action
Clean & Re-LubricateTension Block AssemblyEvery 12,500
Clean & Re-LubricateFlip Cover
Clean & Re-LubricateMechanical LinkageEvery 25,000
Clean & Re-LubricateTool Head
Rotate Cut-off Blade
RotateCut-off Knife
Clean & Re-LubricateFront Gripper
ReplaceBlade, Blade pin, Knife
Replace AssemblyTension Block Assembly
Replace GripperFront Gripper
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
21 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 22

Maintenance
IT1000-AB
1/4” Tie-Lok®Tool
Production tools will experience wear of specific parts. Preventative maintenance, including
regular cleaning and lubrication, will reduce the replacement frequency of these parts. To
maximize life, use synthetic gel lubricant containing Teflon. See (pages 22-28) for tool
maintenance. When repairing tools, threaded fasteners should be secured using a small
amount of Loctite, Blue - Medium strength being careful to apply sparingly.
*Replacement Parts
Part #
I10688 Knife 1
I13887 Knife Pin 1
I13687 Knife Pin Access Screw 3
I10788 Blade 1
I13987 Blade Pin 1
I10188 Tension Block 1
I10190 Tension Block Assembly (Includes I10188,
I10388, I10888, and 2 x A38487)
I24199 Flip Cover Assembly (Includes assembled flip
cover and 2 quick release pins)
I16387 Lubricant (synthetic gel lubricant containing
Teflon)
Description
Quantity per
Tool
1
1
*Note – A basic IT1000 Repair Parts Kit is now available.
Please have tool model and serial #’s available when calling the factory for service
assistance. Contact BAND-IT-IDEX customer service, 800-525-0758.
Part numbers are subject to change.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
22 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 23

Maintenance
Knife Assembly Replacement:
IT1000-AB
1/4” Tie-Lok®Tool
A) Remove Cutter Blade as described on page 17.
B) Remove the 3 Knife Pin Access Screws. These
are special length screws. Remove dimple clip.
Important: When repairing tools, threaded fasteners
should be secured using Loctite, Blue - Medium
strength.
To remove Cutter Knife Pin the Knife Assembly
must be in its uppermost position indicated by the
Cutter Knife Pin in line with the access hole. If not
aligned, connect the tool to the Air Controller
Module. Open the Air Shut-off Valve to
momentarily pressurize the tool. Close the valve
and disconnect the tool from the Air Controller
Module. Then push out the Cutter Knife Pin with
a piece of wire (for example, a bent paper clip).
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
Once the pin is removed, grasp the Knife
Assembly with a pair of needle-nose pliers and
pull out of tool head. Examine for wear and
replace if needed.
Re-install all parts in reverse order. After the
Maintenance Flip Cover is installed and Quick
Release Pins are in place, apply tension to the
Flip Cover Screw and Head Screws.
Document # I17791 Rev H
© Copyright
23 of 38
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 24

Maintenance
IT1000-AB
1/4” Tie-Lok®Tool
Tension Block Assembly Maintenance:
Remove the Maintenance Flip Cover by loosening the Maintenance Cover Tightening Screw and Head Screws on
the Maintenance Flip Cover and removing both Quick Release Pins as shown on page 17.
Tension Block
Assembly
Tension
Gripper
Tension Block Assembly
Compression Spring - 2
Tension Block
Tension Block Assembly, inspection and parts replacement:
Disassembly:
• Lift and remove the Tension Block Assembly from the notch on the Tension Arm.
• Push out the Gripper. remove the loose Gripper Springs.
• Push out the Gripper Pin.
Inspection:
• Inspect and replace the Tension Block if worn.
• Inspect and replace the Tension Gripper if worn.
• Inspect and replace the Gripper Pin if worn.
Reassembly:
• Lubricate the Gripper surfaces as shown on page 27.
• Install the Gripper in the Tension Block.
• Lubricate the Tension Pin surfaces as shown on page 27.
• Install the Gripper Pin in the Tension Block.
• Reinstall the Gripper Springs.
• Reinstall the Tension Block Assembly. Be careful to engage
the Tension Block Pin with the notch on the Tension Arm.
• Lubricate the Maintenance Flip Cover as described on page 27.
• Reinstall the Maintenance Flip Cover and insert Quick Release Pins.
• Tension the Flip Cover Tightening Screw and Head Screws to
complete reassembly.
Tension Block Pin
Tension Gripper
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
24 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 25

Maintenance
IT1000-AB
1/4” Tie-Lok®Tool
• Remove the Maintenance Flip Cover. Examine all moving parts and linkages for wear.
• Using an air nozzle, gently clean the parts of any dirt and metal filings in the tensioning
cavity.
• Using cotton swabs or a short bristled brush, continue to wipe away any foreign debris
and purge once again with the air nozzle.
• After thoroughly cleaning all moving parts, re-lubricate all surfaces. Following are
lubrication instructions.
• For mechanical parts lubrication use a synthetic gel lubricant containing Teflon.
Procedure for disassembly to clean and lubricate the
mechanical linkage points
1) Remove the two screws located at the back of the
cylinders. Remove third screw holding the side
bodies together. Holding the tool in place, gently
lift the side cover exposing the mechanical linkage.
This side cover is a close fit and may require a
slight rocking motion to separate the cover from
the tool.
2) Examine the linkage for over-all condition such as
dirt, metal filings, liquid contamination and
lubrication.
3) Examine the upper cylinder (tension cylinder), for
evidence of air leaks, noted by residue around the
piston.
4) Clean tool cavity, including tool body, linkage, and
already removed tool cover.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
25 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 26

Maintenance
IT1000-AB
1/4” Tie-Lok®Tool
5) Lubricate the removed cover as shown with red arrows above. Also, lubricate the tool
body, linkage and Tension Block Assembly as shown on page 27.
6) Inspect all mechanical linkage for lubrication, proper placement and re-fit cover.
7) Secure the tool side cover by inserting and tensioning (2) #10 – 32 X 4” length cap
screws through the Cylinder Housing and into the Cover. Apply a light dab of BlueMedium Loctite to one or two threads to prevent loosening during operation.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
26 of 38
Document # I17791 Rev H
BAND-IT-IDEX, Inc. 2009
© Copyright
All rights reserved
Page 27

Maintenance
IT1000-AB
1/4” Tie-Lok®Tool
Lubrication – Follow recommended intervals – Use a synthetic gel lubricant containing
Teflon for the internal parts as shown and described. Lubricate all pivot points and internal
surfaces of maintenance flip cover with a light coating of the lubricant.
Caution – Excessive amounts of lubricant may result in gripper slippage, requiring a
full repeat of cleaning process.
Lightly lubricate all
points indicated with
Maintenance Flip Cover
every 12,500 cycles
red arrows.
Tool mechanics
every 25,000 cycles
After the Maintenance
Flip Cover is cleaned,
lubricated, installed and
Quick Release Pins are
in place, apply tension
to the Flip Cover Screw
and Head Screws.
Refer to pages 7, 17.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
27 of 38
Tension Block Assembly
every 12,500 cycles
Note: Ensure no
lubrication is present in
the center of Gripper.
(indicated by the blue
circle)
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 28

Maintenance
Procedure to adjust the timing of the clamp tail cut-off:
Bottom airline
IT1000-AB
1/4” Tie-Lok®Tool
The Timing Valve will be affected over time by
contaminants in the air system. Moisture, dirt
particles, oil and solvents can cause blockage or
fluctuations in the tool performance.
Cycle should be .5 – 1.0 seconds.
Cut-off timing set too short will not allow the clamp to
achieve the desired tension before switching to the
cut-off function causing a loose clamp. Clamping on
softer objects requires a longer timing.
Cut-off timing set too long may slow production and
cause operator to twist the tool during application.
This may damage tool.
Procedure:
1) Remove the two cap screws in the Handle Cover with
a 9/64” hex key. Remove cover and lay aside. The
Brass Needle Valve used to adjust timing is highlighted
in view to the left.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
2) To adjust: Hold the valve in position being careful not
to kink tubing inside tool. Start by gently turning the
Adjusting Valve Screw clockwise until snug. Back out
the Adjusting Screw counterclockwise 1 1/2 turns.
This should be the proper setting, yielding a .5-1.0
second delay.
3) To test and verify proper adjustment: Connect the tool
to the Air Control Module, then turn supply valve on.
Gently kink the coiled air supply tube connected to the
bottom Quick Connect Air Coupling (top photo), then
activate the Tool Trigger. This action causes the tool
to cut off, allowing the timing to be reviewed. Adjusting
the Timing Screw in by ½ turn will slow the tool’s cutoff action. Adjusting the Timing Screw out by a half
turn increases the speed of the cut-off activation.
Repeat this entire step until timing is set at a .5 – 1.0
second delay. Caution: Setting timing to less than
.5 may result in loose clamps.
www.BAND-IT-IDEX.com
Document # I17791 Rev H
© Copyright
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
28 of 38
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 29

Tension Cylinder
IT1000-AB
Pressure Monitoring
System
The tension feedback system provides an indication, but not confirmation, of clamp tail tension by transmitting a
pressure reading from the tension cylinder via a pressure transducer. The cut-off cylinder begins to move when the
tool has reached maximum tension. The force applied by the tension cylinder is calculated from the transducer
signal. The transducer signal is recorded when the cut-off cylinder begins to move. The system also provides a
gateway to pass the number of completed cycles of both the tension and cutoff cylinders to the data collection
device. Data, in ASCII format, is sent via an RS-232 serial port to a data collection device (not part of the system).
The tension feedback system consists of:
(1) Data Control Box
(2) 5VDC Power Supply with interchangeable outlet clips
(US, UK and Europe)
(3) RS232 Serial Cable, approx. 10 ft length
(4) 15 foot Data Cable
(5) CD with programs and this manual
(6) Tool with other option 1
(1)
1/4” Tie-Lok®Tool
(2)
(3)
Initial Set Up:
• Connect the serial cable from the data control box to the data collection device, (e.g. Computer)
• Set the BAUD selection switch on the back of the control box to the desired communication speed: 2400 or 9600.
• Connect the data cable to the receptacles on both the tool and control box.
• If desired, one or both of the relay contact sets can be connected to a customer supplied device. For example,
these can be used to send signals to a PLC, or control a tool shutoff device.
• Plug the 5VDC power supply into a 110-240VAC 50-60Hz wall outlet and the cable to the power connector on the
Control Box.
• The green indicator on the control box should be lit indicating the system is ready to monitor the tension pressure.
• If the yellow indicator is lit this indicates the tool has not been detected. Insure the data cable is connected and
routed away from sources of electrical noise.
• For information on data capture, refer to page 31.
• To verify tool cut-off timing, refer to pages 28, 33.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
29 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 30

Tension Cylinder
Pressure Monitoring
System
Overview of Data Control Box
Red indicator:
• Reading out-of-range
• Wrong tool version connected
Button:
• Resets relay 1
• Program change
(hold for 3 seconds)
Yellow indicator:
• No tool connected
• Error in cut-off cycle
IT1000-AB
1/4” Tie-Lok®Tool
Green indicator:
• Ready to monitor tool
• No errors
Relay contacts
12VDC 500mA max
Relay1, closes on:
• Clamp cycle completion
Relay2, closes on:
• Out-of-range reading
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
BAUD selection switch
www.BAND-IT-IDEX.com
Document # I17791 Rev H
© Copyright
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
30 of 38
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 31

Tension Cylinder
IT1000-AB
Pressure Monitoring
System
Setting the upper and lower control limits
Included in the CD provided with the tool is a program that can be used to adjust the type
of data and the upper and lower control limits that the control box will monitor.
1. Connect the control box to power and to a device that will allow 2-way RS232
communication, such as a PC with HyperTerminal. For this procedure flow control must
be disabled.
2. On the CD, locate and run the file named “Control Settings.exe”
3. Press the Download button. This will load a program into the control box.
4. Open the HyperTerminal and follow the instructions. If the option to check both pressure
and force is selected, use caution in setting the limits. Both the force and pressure ranges
must be met to keep from generating an error message, so it is possible to create a
situation where the error state will never clear.
5. Once the limits have been set, close HyperTerminal and locate and run the file named
“I75301.exe” located on the CD. Press Download and the operating program will be reinstalled.
6. The data control box is now ready for use.
7. Example:
Program: I75302 Rev A
This program will reset the limits on the Data Control Box
Enter the units of force to use: LBF (L), or Newton (N): L
Enter the units of pressure to use: psi (P) or kPa (A): P
Enter data type to check: PSI (p), Force (f), or Both (b): F
Enter the lower force limit: 300
Enter the upper force limit: 360
Force: 300 to 360 LBF
If this is correct, download the operating program.
If not, try again.
Suggestions for choosing the control limits:
1/4” Tie-Lok®Tool
All control boxes arrive from the factory pre-set to check the pressure range stated in this
manual.
As the pressure to force relationship changes from tool to tool, it is recommended that the
force be the limiting factor. Keep in mind that the force range required will vary depending
on the clamping application. Run test samples at different settings to determine the upper
and lower limits acceptable for the application.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
31 of 38
Document # I17791 Rev H
BAND-IT-IDEX, Inc. 2009
All rights reserved
© Copyright
Page 32

Tension Cylinder
IT1000-AB
Pressure Monitoring
System
Specifications:
• Power: 110-240 50-60 Hz VAC input, 5VDC output wall supply adapter (6 ft wire provided)
• Pressure range: will detect 10 to 125 PSI (70-860 kPa)
• Output: 9-pin RS-232 serial (approx 10 ft cable provided)
• Serial settings:
o 2400 or 9600 Baud
o 8 bit
o No parity
o 1 stop bit
o ASCII formatted data
o No flow control
• Data format: Data columns (clamp number, PSI, estimated LBF and error if any) separated by tabs,
each record separated by line feed / carriage return, (hard return)
• Actual ASCII output: items in [ ] are output only if an error is detected:
(cycle number) 9 (Pressure) 9 (Force) 9 (serial number) [9 (error)] 10 13
• Data is sent at each clamp installation cycle
• Accuracy:
o PSI: +/- 1.0 kPa: +/- 7
o LBF: +/- 10 N: +/- 45
1/4” Tie-Lok®Tool
Operation:
• When the system calculates a force or pressure outside the predetermined range the red light will
be lit, error message will be appended to output data string, and the contacts of relay-1 will close.
This condition could be caused by: tension pressure set incorrectly, an air leak in the tool, cut-off
timing set too short, or low air supply volume to the tool.
• Correct the problems as required and cycle the tool by installing a clamp or using the M28090
device. If the red indicator is still lit, continue to look for and correct problems related to the air
system.
• Note: Pushing the button on the control box will clear the error, return the indicator to green, and
open the relay contacts. This is not normally needed, unless the relay directly controls a shutoff
device to the tool. See page 34 for additional means to reset the system.
• When the Control box first detects a connected tool, it will output the tool information: Total number
of cycles and tool serial number.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
32 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 33

Tension Cylinder
IT1000-AB
Pressure Monitoring
System
Data Capture:
• The tension feedback system can be used with many data capturing devices including any
computer with Windows operating software.
• Any properly equipped tool will work with any I75390 data control box. The tool’s
serial #, clamp count and settings remain with the tool and will be detected by any control box
used. (*the I75390 system will not work with the X75390 system)
• Any software or hardware that can read the stated format can be used to collect data as it is sent
from the tool.
• Updates or customizations to the program in the control box can be sent to the customer using a
single executable file, no other software is required.
Contact BAND-IT Engineering at 800-525-0758.
Example of Data Output:
Program: I75301 Rev A
Pressure: 55 to 75
Force: 336 to 360
Clamp # PSI LBF Tool # Error
30 11111
31 69.1 360 11111
32 64.8 337 11111
33 58.1 302 11111 LOW
34 72.7 378 11111 HIGH
35 69.0 359 11111 C
1/4” Tie-Lok®Tool
• LBF = The calculated force applied to the clamp tail +/- 10 LBF.
• One or both of the Pressure and Force rows will display, depending on control box settings. See
page XX for instructions on setting the parameters.
• Clamp number 33 shows a low output and clamp number 34 shows a high output for this example.
• Clamp number 35 shows the data output when the system fails to detect a complete cutoff cycle in
the time allowed. Note that having the tool on the M28090 device will trigger this error.
• Clamp number 30 shows output when tool is first connected.
Incompatible tools:
• In the case that the tool does not have the correct hardware installed the data control box will
output the message “Error! Incompatible tool type detected”
• Contact BAND-IT for information on upgrades.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
33 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 34

Tension Cylinder
IT1000-AB
Pressure Monitoring
System
Trouble Shooting Guide for the Tension Feedback System:
No data output: Is power connected? Is the tool connected with a CAT5 patch cable? Is the
control box connected using a RS-232 serial cable? Null modem cables will NOT work with
this device. Some computer systems’ ports, to which the control box is connected, may be
in use by another program. Close the program or try another port.
Data output is garbled: Check the settings on the data capture device and control box.
Maximum cable length can be 25 feet between control box and tool, maximum cable length
between the breakout box and data capture location can be 50 feet. (For longer serial cable
run, we suggest the use of a serial line amplifier).
Tool cycles, but no tool data is output: If the breakout box sends the header strings, but not
tool pressure and force data, make sure the air lines inside tool handle are not pinched.
This can be verified by loosening the two handle screws and re-cycling the tool. Verify
timing is properly adjusted, refer to page 28. Verify the cable connections and settings are
correct and the tool is operating at correct tension cylinder pressure.
1/4” Tie-Lok®Tool
Tool cycles and system reads normal but clamp is loose:
Refer to this manual. See air pressure settings, cleaning, lubrication, preventative
maintenance, parts replacement sections. Tool user is responsible for ensuring clamp
application.
Box randomly resets and/or occasionally fails to send data:
Caused by interference from outside sources. Move the box away from devices like power
converters and motors. If this is not possible the box can be placed inside its own
shielded/grounded enclosure.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
www.BAND-IT-IDEX.com
Document # I17791 Rev H
© Copyright
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
34 of 38
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 35

Tension Cylinder
IT1000-AB
Pressure Monitoring
System
Cut-off Timing Verification Procedure
1. This procedure requires the use of the M28090 Calibration Device.
2. Prepare tool by connecting the M28090 Calibration Device per instructions included
with the device.
3. To switch the breakout box over to check cut-off timing, press and hold the button on
the control box 3-4 seconds. The green indicator will begin flashing and the display will
read “Ready to check timing: Press Trigger”
4. Press the trigger on the Tool. The control box will output the measured cut-off
timing.
Examples:
“Timing OK, Time = 1.01 sec”
“Timing Error! Timing short = .80 sec”
1/4” Tie-Lok®Tool
5. The green indicator will light and remain solid if the timing is well within the
suggested range. The Red indicator will light if the timing cycle is set too short
or too long. Follow instructions on page 28 for adjustments and re-check.
6. Press the reset button on the tool and the control box will reset, flashing the
green indicator and be ready to check the timing again.
7. To switch from timing check mode to normal program operation, press and
hold the reset button on the breakout box for 3-4 seconds.
Note: The program will not switch into or out of timing mode unless it detects
an attached tool.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
35 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 36

Tension Cylinder
Pressure Monitoring
System
Connections:
1. Data cable connection between tool and breakout box:
8-pin, 15 ft long, CAT5e cable provided. This cable carries 5 VDC power and 5
digital lines. Using a cable longer than 15 ft will degrade the signal and may cause
the tool to incorrectly report pressure readings.
Only connect the data control box to the tool. Never connect either the tool or control
box to any other device. Damage may occur to device, control box, and/or tool.
Before connecting the cable to the tool and control box, check for debris inside both
connectors. On rare occasions, debris inside the connectors will cause a short,
possibly damaging the electronics.
2. Serial connection:
9-pin, approx 10 ft long, straight RS232 serial cable provided. Do not use a null
modem cable. (pins 1, and 6 thru 9 are inactive)
IT1000-AB
1/4” Tie-Lok®Tool
Pin 2: Data is sent on this pin in ASCII format
Pin 3: Not needed for normal operation. This pin is used to reprogram the control
box and needs to be connected for program updates.
Pin 4: This pin controls the control box reset and programming. Changing the state
of the this pin from low to high will force a reset on the control box. If needed, this
can be used to clear errors.
See Figure for Pin Assignments:
3. Relay contacts:
Two sets of normally open relay contacts. Each set can handle up to 12VDC
500mA of power.
To connect to the contacts, use the provided screw terminal block.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
36 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 37

Tension Cylinder
Pressure Monitoring
System
(Example of data collection using a Windows XP Operating System)
IT1000-AB
1/4” Tie-Lok®Tool
1. Begin with Start Menu:\Programs\
Accessories\Communications\HyperTerminal
2. Type a connection name.
3. Click OK
6. Properties dialog box appears
7. Port Settings should be:
• Bits per second (2400 or 9600)
• Data bits (8)
• Parity (None)
• Stop bits (1)
• Flow control (NONE)
Click OK
4. “Connect to” dialog box appears
5. In the "Connect Using” text box,
choose COM1, Click OK
8. Hook up control box, two lines of header
information will appear on the screen:
Program / clamp, etc. Upon
connection, the current clamp
information and tool serial # will
appear. Tool is now ready.
9. To capture data- click Transfer, then click
Capture Text, enter a file name and
location, then click Start. *NOTE!
*Data will not be saved unless “stop”
is selected from this same menu.
To check the cut-off delay timing, hold down the reset button on the breakout box for 3 seconds. You will see “Ready to
check timing” appear on the screen. Activate the tool and it will display the delay duration in decimals of seconds. Hold
down reset button for 3 seconds to return to main menu. See page 33.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
37 of 38
Document # I17791 Rev H
© Copyright
BAND-IT-IDEX, Inc. 2009
All rights reserved
Page 38

Tool
IT1000-AB
Calibration
BAND-IT’s use of the word calibration refers to the tool’s electronic output being
checked against a load measuring device. This is to insure that the electronic
calculation of the output force based on the supply pressure is still matched up with
the actual output force of the tool. To measure the actual output of the tool, BAND-IT
has developed a Calibration Device (M28090). Call BAND-IT for more information.
The Calibration Device is installed onto the tool in place of the maintenance cover.
The tension block of the tool presses up against the load cell on the calibration device
when the trigger of the tool is depressed, allowing the tension force to be captured.
The force is displayed on the readout. The direction of the tension force is shown by
the white arrow. See the M28090 manual for further information.
Tension Block
Readout Load Cell
1/4” Tie-Lok®Tool
IT Tool w/ Maintenance Cover Removed Installed M28090
To check the calibration of the tool, attach the calibration device, hook up the air supply
and actuate the trigger. Read the display once the tool stops moving. If the M28090
calibration device varies from the calculated force output from the data acquisition
system by more than 15 lbs, the tool needs to be sent to BAND-IT-IDEX, Inc. for repair.
Press the tool reset button to release the force and remove the calibration device. Be
sure to clean and lubricate the maintenance cover before reinstalling the cover on the
tool and inserting the Quick Release Pins shown on page 7.
BAND-IT-IDEX, Inc.
A Unit of IDEX Corporation
4799 Dahlia Street Denver, CO 80216-0307 USA
P: 1-800-525-0758 F: 1-800-624-3925
www.BAND-IT-IDEX.com
38 of 38
Document # I17791 Rev H
BAND-IT-IDEX, Inc. 2009
© Copyright
All rights reserved
 Loading...
Loading...