

Page 1

Руководство по эксплуатации и смазыванию
Диаметр проходного отверстия
.015
Зазор (G)
ГИБКИХ МУФТ DODGE® GRID-LIGN
Размеры 1020-1200T10 (с сомкнутой, горизонтально разрезной
крышкой)
T31 (с полноразмерной проставкой) T35 (с половинной проставкой)
Внимательно ознакомьтесь с данными указаниями перед началом работ по монтажу или эксплуатации.
T20 (с сомкнутой, вертикально разрезной крышкой)
МОНТАЖ:
ШАГ 1: ОСМОТР ПЕРЕД СБОРКОЙ
Во время приемки осмотрите все детали на наличие повреждений, полученных
во время транспортировки и перемещении. Следует произвести измерения с
целью удостоверения соответствия эксплуатационным требованиям, например,
посадок ступицы и вала, расстояния между валами и пр. Перед монтажом следует
убедиться в чистоте и отсутствии посторонних материалов на всех деталях.
ШАГ 2: МОНТАЖ ШПОНОК
Установите шпонки в соответствующие канавки валов. Шпонки должны
размещаться в пазу с плотным боковым натягом и небольшим зазором поверх
шпонки. Нанесите пластичный маслонепроницаемый герметик вокруг шпонок
для предотвращения вытекания смазочного вещества.
ШАГ 3: МОНТАЖ СТУПИЦ
Произведите посадку ступиц вровень с концами вала согласно приведенным
ниже указаниям.
Уплотнение
Ступица
Ступица
Неподвижная
половина крышки
с уплотнением
Монтаж ступицы T10 Монтаж ступицы T20
Рис. 1: Монтаж ступицы
ПРИМЕЧАНИЕ: При монтаже муфт T10 следует установить уплотнения до
размещения ступиц вала. Нанесите тонкий слой смазки на оба уплотнения
узла решетчатой сетки и крышки. Разместите все уплотнения далеко на
соответствующих валах.
ПРИМЕЧАНИЕ: При монтаже муфты T20 следует установить половины
крышки до ступиц вала. Извлеките смазочные пробки из обеих половин
крышки и вставьте два кольцевых уплотнения. Нанесите тонкий слой
смазки на уплотнения. Разместите половины крышки далеко на
соответствующих валах с фланцами по направлению друг к другу.
A. Посадка с натягом цилиндрической ступицы требует расширения ступицы
перед установкой. Нагрейте ступицу в масляной ванне или печи до
увеличения проходного отверстия до размера больше диаметра вала. Нормы
температур см. в таблице 1. Проявляйте исключительную осторожность
при нагревании проходного отверстия открытым пламенем. Во избежание
деформаций необходимо производить нагрев ступицы равномерно без
превышения температуры 232°С.
ПРИМЕЧАНИЕ: Ограничение посадки с натягом для ступицы со шпонкой
составляет максимальный натяг 0,00075” на дюйм диаметра вала.
ВНИМАНИЕ: В связи с опасностью для людей или имущества аварий,
вызванных некорректным использованием изделий, необходимо
придерживаться указанных ниже методов эксплуатации. Изделия должны
использоваться в соответствии с технической информацией, приведенной
в каталоге. Необходимо использовать надлежащие методики монтажа,
технического обслуживания и эксплуатации. Необходимо следовать
инструкциям, содержащимся в руководствах. Должны проводиться осмотры,
необходимые для обеспечения безопасной эксплуатации в существующих
условиях работы. Должны быть установлены надлежащие и являющиеся
целесообразными или рекомендованными согласно нормативам по технике
безопасности ограждения и другие соответствующие защитные средства,
не входящие в объем поставки и сферу ответственности компании Baldor
Electric. Настоящее устройство и относящееся к ней оборудование должны
устанавливаться и обслуживаться квалифицированным персоналом,
знакомым с конструкцией и работой всего оборудования системы и
сопряженными с ней потенциальными опасностями. При наличии опасности
для людей или имущества за выходным валом редуктора скорости
конструкцией ведомого оборудования должно быть предусмотрено
отказоустойчивое устройство.
.014
.013
.012
.011
.010
.009
.008
.007
.006
.005
Посадка с натягом
.004
.003
.002
.001
0
2" 3"
1"
4" 5" 6" 7" 8" 9"
10"
Таблица 1. Нормы температур
B. Посадка с зазором цилиндрической ступицы рекомендуется только
для облегченных условий работы. Надвиньте ступицу на вал и затяните
установочные винты с усилием, указанным в таблице 4. Следует периодически
проверять плотность затягивания установочных винтов.
C. Конические ступицы не требуют предварительного нагрева для сборки.
Установите ступицу и проведите юстировку на валу перед расстановкой на
требуемом расстоянии на валу. В большинстве видов установок поверхность
ступицы будет выступать за малый конец конуса вала. Зафиксируйте ступицу при
помощи соответствующего блокирующего устройства из комплекта поставки вала.
D. Ступицы TAPER-LOCK® поставляются для муфт T10, T20, T31 и T35 с
целью использования в облегченных и среднетяжелых условиях работы.
Произведите монтаж согласно указаниям для втулок TAPER-LOCK.
E. Расстояние между валами для муфт T10 и T20 должно быть установлено
к надлежащим размерам G, см. таблицу 1. Для муфт T31 и 35 используйте
размер BSE (расстояние между концами валов) в таблице 1.
Рис. 2. Расстояние между валами
ШАГ 4: ЮСТИРОВКА
УГЛОВАЯ ЮСТИРОВКА
ПРИМЕЧАНИЕ: Надлежащая юстировка обеспечивает наибольший срок
службы деталей.
A. Инструментальный метод проверки юстировки рекомендуется в связи с
обеспечением наибольшей аккуратности результатов. Жестко прикрепите
циферблатное основание к одной из ступиц, а стрелку прибора у поверхности
другой ступицы. Поверните обе ступицы на 360°. Снимите показания
индикатора в четырех точках под углом 90° друг от друга. Производите
юстировку до установки четырех значений в пределах значений углового
смещения, указанных в таблице 1. Для проверки юстировки переместите
циферблатное основание на противоположную ступицу и повторите действия.
1
Page 2
B. Метод с использованием калибра/толщиномера может применяться в
случае отсутствия циферблатного индикатора или слишком малом зазоре
вала; однако, данный метод не является рекомендованным для проверки
юстировки. Произведите проверку при помощи калибров или толщиномера в
четырех точках под углом 90° друг к другу. Производите юстировку до установки
четырех значений в пределах углового смещения, указанных в таблице 1.
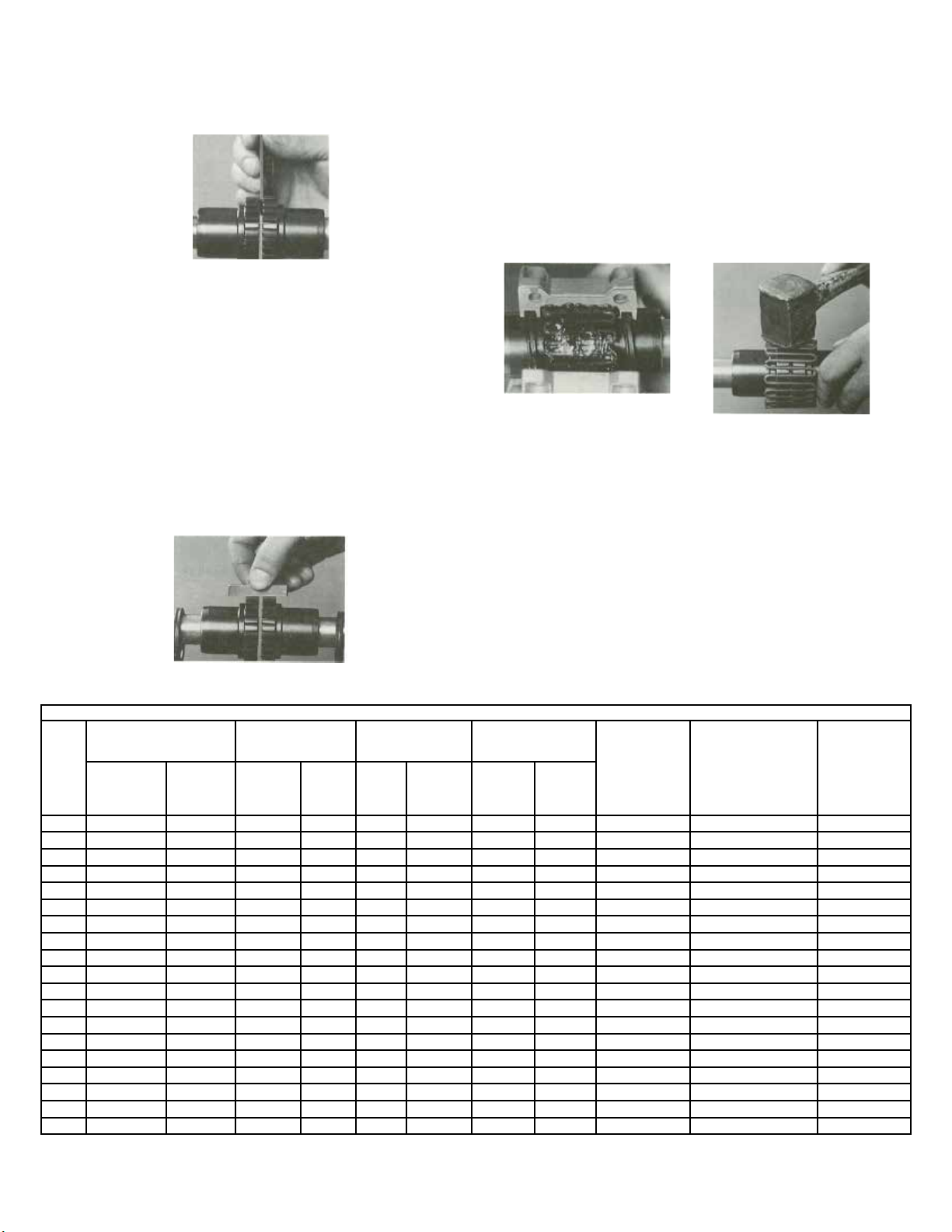
ШАГ 5: СБОРКА СТАНДАРТНОЙ РЕШЕТЧАТОЙ СЕТКИ
A. Сборка муфты T10 (с сомкнутой, горизонтально разрезной крышкой):
a) перед вставкой решетчатой сетки, вручную набейте зубцы ступицы
смазочным веществом. (Указания по типу и количеству смазочного вещества
см. в таблицах 1 и 2). Насадите решетчатые сетки на ступицы и, начиная с
одного конца, проведите изгибы сетки между зубцами. Простучите мягкой
колотушкой до посадки. В случае поставки решетчатых сеток из нескольких
сегментов установку следует производить с размещением всех срезанных
концов в одном направлении.
Вручную дополнительно набейте смазку вокруг решетчатой сетки и в
промежутки сетки после завершения монтажа. Важные замечания по
смазыванию см. в шаге 7.
Рис. 3. Метод проверки углового смещения с
использованием толщиномера
ПАРАЛЛЕЛЬНОСТЬ
A. Инструментальный метод является рекомендованным в связи с наибольшей
аккуратностью результатов. Жестко прикрепите циферблатное основание к
одной из ступиц, а кнопка индикатора должна контактировать с наружным
диаметром противоположной ступицы. Поверните обе ступицы на 360°.
Снимите показания индикатора в четырех точках под углом 90° друг от друга.
Производите юстировку до установки четырех значений в пределах значений
параллельного смещения, указанных в таблице 1. Для проверки юстировки
переместите циферблатное основание на противоположную ступицу и
повторите действия. Повторно проверьте угловое смещение.
B. Метод с использованием линейки и толщиномера может применяться
в случае отсутствия циферблатного индикатора; однако, данный метод не
рекомендуется в качестве точного для проверки юстировки. Производите
юстировку до обеспечения перепендикулярности размещения линейки
на диаметрах обеих наружных зубцов. Повторите данные действия в 3
дополнительных точках под углом 90° друг от друга. Пределы параллельного
смещения см. в таблице 1. Повторно проверьте угловое смещение.
Рис. 4. Метод проверки параллельного смещения с
использованием линейки и толщиномера
Таблица 1. Рекомендованные эксплуатационные смещения
Пределы смещения ① Зазор муфты - G
Размер
Параллельное
смещение (in.)
1020T 0,005 0,005 0,125 0,188 3,50 8,00 1,78 4,03 13,55 11,29 0,06
1030T 0,005 0,005 0,125 0,188 3,50 8,50 1,78 4,28 13,55 11,29 0,06
1040T 0,005 0,005 0,125 0,188 3,50 8,50 1,78 4,28 13,55 11,29 0,12
1050T 0,005 0,005 0,125 0,188 4,38 8,50 2,22 4,28 28,24 22,59 0,12
1060T 0,010 0,010 0,125 0,188 5,00 13,00 2,53 6,53 49,71 22,59 0,25
1070T 0,010 0,010 0,125 0,188 5,00 13,00 2,53 6,53 49,71 22,59 0,25
1080T 0,010 0,010 0,125 0,188 7,25 16,00 3,66 8,03 93,21 22,59 0,38
1090T 0,012 0,012 0,125 0,188 7,25 16,00 3,66 8,03 185,3 22,59 0,56
1100T 0,012 0,012 0,188 0,250 8,00 16,00 3,93 7,93 332,2 29,37 0,94
1110T 0,012 0,012 0,188 0,250 8,25 16,00 4,80 7,93 332,2 29,37 1,12
1120T 0,012 0,012 0,375 0,375 9,69 16,00 5,78 7,65 921,95 73,44 1,60
1130T 0,012 0,012 0,375 0,375 10,12 16,00 6,53 7,90 1315,14 73,44 2,00
1140T 0,012 0,012 0,375 0,375 10,50 16,00 7,40 7,90 1843,9 73,44 2,50
1150T 0,012 0,016 0,375 0,375 13,50 14,75 6,65 7,28 610,11 73,44 4,30
1160T 0,012 0,018 0,375 0,375 13,50 16,00 6,65 7,90 610,11 73,44 6,20
1170T 0,012 0,02 0,375 0,375 15,00 17,50 7,40 8,65 921,95 146,88 7,70
1180T 0,015 0,022 0,375 0,375 15,75 19,31 7,78 9,56 1315,14 146,88 8,30
1190T 0,015 0,024 0,375 0,375 16,00 20,88 8,00 10,34 1843,91 146,88 9,70
1200T 0,015 0,027 0,375 0,375 17,50 22,50 8,80 11,15 1843,91 259,86 12,40
① Приведенные значения являются рекомендованными ограничениями смещения при монтаже. С увеличением эксплуатационного смещения уменьшается срок
службы муфты.
Угловое
смещение
(дюйм.)
Муфты типа
T20, T10
T35 (дюйм.)
Муфты
типа T31
(дюйм.)
BSE (расстояние
между концами
валов) для T31
Мин.
(дюйм.)
Макс.
(дюйм.)
между валами) для T35
Набивание смазки Вставка решетчатой сетки
Рис. 5. Набивка смазки и вставка решетчатой сетки.
b) расположите два уплотнения крышки на ступицу и выровняйте с канавками в
полукрышке. Уложите прокладки на фланцы нижней полукрышки. Соберите
крышку с отметками на одной стороне. Установите крепежные элементы в
половины крышки со стороной гаек рядом с ближайшей к болту смазочной
пробкой. (В данном положении являются самоудерживающимися и не
требуют использования ключа). Затяните крепления с крутящим усилием
для болта крышки T10, см. таблицу 1. (Размеры 1020-1090 имеют грани,
фиксирующие гайку в крышке)
ПРИМЕЧАНИЕ: Муфта T10 может устанавливаться на вертикальных
или наклонных валах. При подобной установке следует собрать
половины крышки с использованием упора антивращения и
совместить отметки к или по верхней стороне. (См. ниже).
BSE (расстояние
Мин.
(дюйм.)
Макс.
(дюйм.)
Крутящее усилие
для затягивания
болтов фланца
проставки (Нм)
Крутящее усилие для
затягивания болтов
крышки
Крутящее усилие для
муфт типа T20, T10, T31,
T35 (Нм)
Масса
консистентной
смазки (фунт.)
2
Page 3

Lug
Match
Mark
Упор антивращения Совместить отметки на
крышке
Рис. 6. Позиционирование
B. Сборка муфты T20 (с сомкнутой, горизонтально разрезной крышкой):
a) смажьте и установите решетчатую сетку согласно указаниям шага 5a для T10,
b) соедините половины вертикальной крышки муфты T20 с использованием
прокладки, выровняв все болтовые отверстия. Смазочные отверстия
должны располагаться под углом 180° друг от друга. Затяните болты с
крутящими усилиями, указанными в таблице 1.
В таблице 2 приведены данные о поставляемых несколькими производителями
смазках, показывающих удовлетворительные результаты в типовых
промышленных условиях, при окружающей температуре в пределах от –18°C до
+66°C (от 0°F до 150°F). Данная таблица не является заменой полного перечня
разрешенных консистентных смазок и не запрещает использование смазок с
эквивалентными свойствами. Информацию о требуемых для тяжелых условий
работы консистентных смазках можно запросить в компании CO Engineering
(864-284-5700) или у представителя производителя смазок. Рекомендуемые для
типовых условий консистентные смазки для муфт GRID-LIGN должны отвечать
требованиям, указанным в таблице 2.
Таблица 2. Рекомендуемые консистентные смазки.
(для окружающих температур
от –18°C до +66°C).
Производитель Название смазки
Amoco Amolith №2
Citgo Citgo HEP-2
Conoco EP Conolith №2
Exxon Ronex MP
Mobil Moilux EP-1 и EP-2
Shell Alvania Grease №2
Sun Oil Prestige 42
Рекомендации по выбору консистентной смазки
для муфт GRID-LIGN:
• Диапазон окружающей температуры: от –18°C до +66°C. Марка по
классификации Национального института смазочных материалов США
(NLGI): от 1 до 3 согласно ASTM D-217.
• Минимальная вязкость базового масла: 750 сек. Сейболта при 38°С
согласно ASTM D-445.
• Минимальная температура каплеобразования: 105°C согласно ASTM D-556
или D-2265.
• Максимальное содержание загустителя: 8% сопротивление окислению.
Максимальное падение давления: 1,4 бар (20 фунт./дюйм.2) в течение 100
часов согласно ASTM D-942.
• Рекомендуемые свойства: противоокислительные, антикоррозийные,
устойчивость к сверхвысокому давлению.
Жесткий монтаж
ступицы
Выпадение центральной
секции муфты T31
Рис. 7. Монтаж с полноразмерной или половинной
проставкой
C. Сборка муфт T31 (полноразмерная проставка) и T35 (половинная проставка):
a) уплотнения и крышки муфт T31 и T35 устанавливаются после размещения
жестких ступиц валов.
b) установите расстояние между валами согласно размерам BSE в таблице 1.
c) осторожно натяните уплотнения крышки на зубцы и на проставку ступицы.
Прикрутите болтовым соединением обе ступицы с половинной проставкой
на жесткие ступицы валов и затяните с крутящими усилиями, указанными в
таблице 1 (крутящее усилие затягивания болтов фланца проставки).
d) смажьте и установите решетчатую сетку согласно указаниям шага 5a для T10.
e) разместите уплотнения крышки на ступицы и соберите крышки с
уплотнениями и прокладками, см. шаг 5b.
f) для демонтажа проставки с крышкой следует открутить болты жесткой
ступицы и надавить на проставки для расцепления центрирующий
выступов. Центральная секция проставки выпадет без влияния на ведущий
или ведомый валы.
ШАГ 6: СМАЗЫВАНИЕ
Извлеките обе смазочные пробки крышки и вставьте смазочный патрубок.
Закачивайте соответствующее количество надлежащей смазки (см. таблицы 1
и 2) до появления смазки из противоположного смазочного отверстия. Вставьте
смазочные пробки в отверстия.
ПРИМЕЧАНИЕ: Все смазочные пробки должны быть вставлены до начала
использования муфты.
ПРИМЕЧАНИЕ: Надлежащее смазывание всех типов муфт GRID-LIGN
является необходимым условием для обеспечения эффективного
функционирования и продолжительного срока службы.
ШАГ 7: ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Для гарантирования долгого срока служьы рекомендуется проводить
техническое обслуживание каждые 6 месяцев. Разберите муфту, удалите
отработанную смазку и произведите полную очистку. Проведите визуальный
осмотр всех деталей. Замените изношенные части. Набейте муфту смазкой
вручную и повторите действия шага 6.
ШАГ 8: ДЕМОНТАЖ РЕШЕТЧАТОЙ СЕТКИ
При необходимости разборки муфты следует снять половины крышки. Начиная с
разрезного конца сетки, осторожно вставьте отвертку в петлю. Используя зубец
для рычага, постепенно подденьте сетку вверх, меняя стороны во время работы.
Рис. 8. Демонтаж решетчатой сетки
ИНФОРМАЦИЯ О ВЗАИМОЗАМЕНЯЕМОСТИ
Компоненты гибких муфт DODGE GRID-LIGN разработаны с обеспечением
взаимозаменяемости с другими компонентами конических муфт с решетчатыми
сетками. Дополнительную информацию см. в таблице 3.
3
Page 4

Таблица 3. Номенклатура взаимозаменяемости деталей
конических муфт с решетчатыми сетками
Муфта с горизонтально
разрезанными крышками
Муфта с вертикально
разрезанными крышками
DODGE Falk DODGE Falk
1020T10 20T10 1020T10 1020T20 20T20 1020T20
1030T10 30T10 1030T10 1030T20 30T20 1030T20
1040T10 40T10 1040T10 1040T20 40T20 1040T20
1050T10 50T10 1050T10 1050T20 50T20 1050T20
1060T10 60T10 1060T10 1060T20 60T20 1060T20
1070T10 70T10 1070T10 1070T20 70T20 1070T20
1080T10 80T10 1080T10 1080T20 80T20 1080T20
1090T10 90T10 1090T10 1090T20 90T20 1090T20
1100T10 100T10 1100T10 1100T20 100T20 1100T20
1110T10 110T10 1110T10 1110T20 110T20 1110T20
1120T10 120T10 1120T10
1130T10 130T10 1130T10
1140T10 140T10 1140T10
1150T10 150T10 1150T10
1160T10 160T10 1160T10
1170T10 170T10 1170T10
1180T10 180T10 1180T10
1190T10 190T10 1190T10
1200T10 200T10 1200T10
Муфта с полноразмерной
проставкой
Муфта с половинной
проставкой
DODGE Falk DODGE Falk
1020T31 20T31 1020T31 1020T35 20T35 1020T35
1030T31 30T31 1030T31 1030T35 30T35 1030T35
1040T31 40T31 1040T31 1040T35 40T35 1040T35
1050T31 50T31 1050T31 1050T35 50T35 1050T35
1060T31 60T31 1060T31 1060T35 60T35 1060T35
1070T31 70T31 1070T31 1070T35 70T35 1070T35
1080T31 80T31 1080T31 1080T35 80T35 1080T35
1090T31 90T31 1090T31 1090T35 90T35 1090T35
1100T31 100T31 1100T31 1100T35 100T35 1100T35
1110T31 110T31 1110T31 1110T35 110T35 1110T35
Крутящее усилие для затягивания установочных винтов
Таблица 4. Крутящее усилие для затягивания установочных винтов фланцев цилиндрических и чистовых проходных отверстий.
Размер уст. винта 0 1 2 3 4 5 6 8 10 1/4 5/16 3/8 7/16 1/2 9/16 5/8 3/4 7/8 1
Крутящее усилие при
монтаже (Нм)
ПРИМЕЧАНИЕ. Проверьте размер установочного винта перед затягиванием.
П/я 2400, г. Форт-Смит, штат Аризона, 72902-2400, США. Тел.: (1) 479.646.4711, факс (1) 479.648.5792, международная линия факса (1) 479.648.5895
© Baldor Electric Company
IMN4001RU
0,11 0,20 0,20 0,56 0,56 1,12 1,12 2,25 4,06 9,82 18,64 32,76 48,58 70,05 70,05 149,7 271,16 587,52 813,49
Техническая поддержка ряда продукции Dodge
6040 Пондерс Корт, г. Гринвиль, штат Южная Каролина, 29615-4617, США. Тел.: (1) 864.297.4800, Факс: (1) 864.281.2433
www.baldor.com
Все права защищены. Отпечатано в США.
4/12
 Loading...
Loading...