


USER
MANUAL
I.G.B.T. INVERTER
DC TIG ARC WELDER
NICE - 350DT
NICE - 500DT
Autowel Co. Ltd.

Guarantee Certificate◀▶
* The warranty of products shall confirm to the specification set forth in
thearticle2"configurationandspecifications" for 14 months from the
date on Bill of Lading.
* The extent of seller's liability under this warranty shall be limited to the
repair or replacement as herein provided of any defective parts thereof.
* The warranty does not extend to following occasion:
- subjected to mis-use, neglect, accident or abuse
- improperly repaired, installed, transported, altered or modified
- used in violation of instructions furnished by user's manual
Model NICE -
Serial no.
manufacture
date
shipdate 년월일200
seller's name Autowel Co., Ltd.
company
client name
person
년월200
1. Warranty period is 14 months
from the date on Bill of Lading.
2. Except for the express limited
warranties set forth in this
guarantee certificate, Autowel has
no other liability.
Certified by Autowel CO., Ltd.
Warranty Card.
*Note:
1. The "Guarantee Certificate" shall practically be effected with seller's
signature after fill in blank of Warranty Card.
2. Users has to pay attention to the subjects set forth Article 3
"installation" when installing the main power units and accessories.
3. Autowel has no liability of accessories, which are consumable and not
to manufactured by Autowel
-1-

Table of contents◀▶
1. Product description
2. Composition and specification
3. Installation
4. Handling and operation
5. Safety regulations
6. Diagnosis and countermeasures
To increase product's life and welding efficiency, please
make sure to read this user manual before using.
-2-

1. Product description
NICE-350(500)DT of Autowel which is DC TIG welding machine can be
used as MMA as well. We maximized the efficiency through adopting
INVERTER method by PWM power control using I.G.B.T element. You
can select various welding functions so that this machine can be used
for specialists.
2. Composition and specification
1) Composition and standard parts
Name Type NICE-350DT NICE-500DT Q'ty
WELDING POWER DC 350A DC 500A 1
TORCH (SET)
Air cooling
350A 4M
Base metal CABLE 22SQ or more 38SQ or more 1
Chuck, body Ø2.4 Ø3.2 1
Tungsten Ø2.4 Ø3.2 1
Ceramic 6 8 1
Gas gauge ARGON ARGON 1
Hose 3M 3M 1
Air cooling
500A 4M
1
-3-

2) Rated specification
Item Type NICE-350DT NICE-500DT
AC 220V 1P, 3P
Input voltage
Input power
Frequency 50/60 ㎐
TIG
Output currency
ARC
Unloading voltage Approximately 70V Approximately 75V
(380V multiple use
OPTION)
3 phase 10.5 KVA
Single phase 6.3 KVA
3 phase 5 350A~
Single phase 5 250A~
3 phase5 220A~
Single phase 5 200A~
AC 220V/380V
multiple use
1P, 3P
3phase 18KVA
Single phase9.2 KVA
3 phase5 500A~
Single phase 5 380A~
3 phase5 350A~
Single phase 5 300A~
Loading voltage 22V 24V
Efficient 60 %
Size (WXDXH) 270X440X400 330X570X560
Weight 25KG 35KG
-4-

3. Installation
* Installation description
NFB ARGON
REGULATOR GAS
EARTH
TORCH
BASE METAL
-5-

4. Handling and operation
4-1. Front panel structure and name
-6-
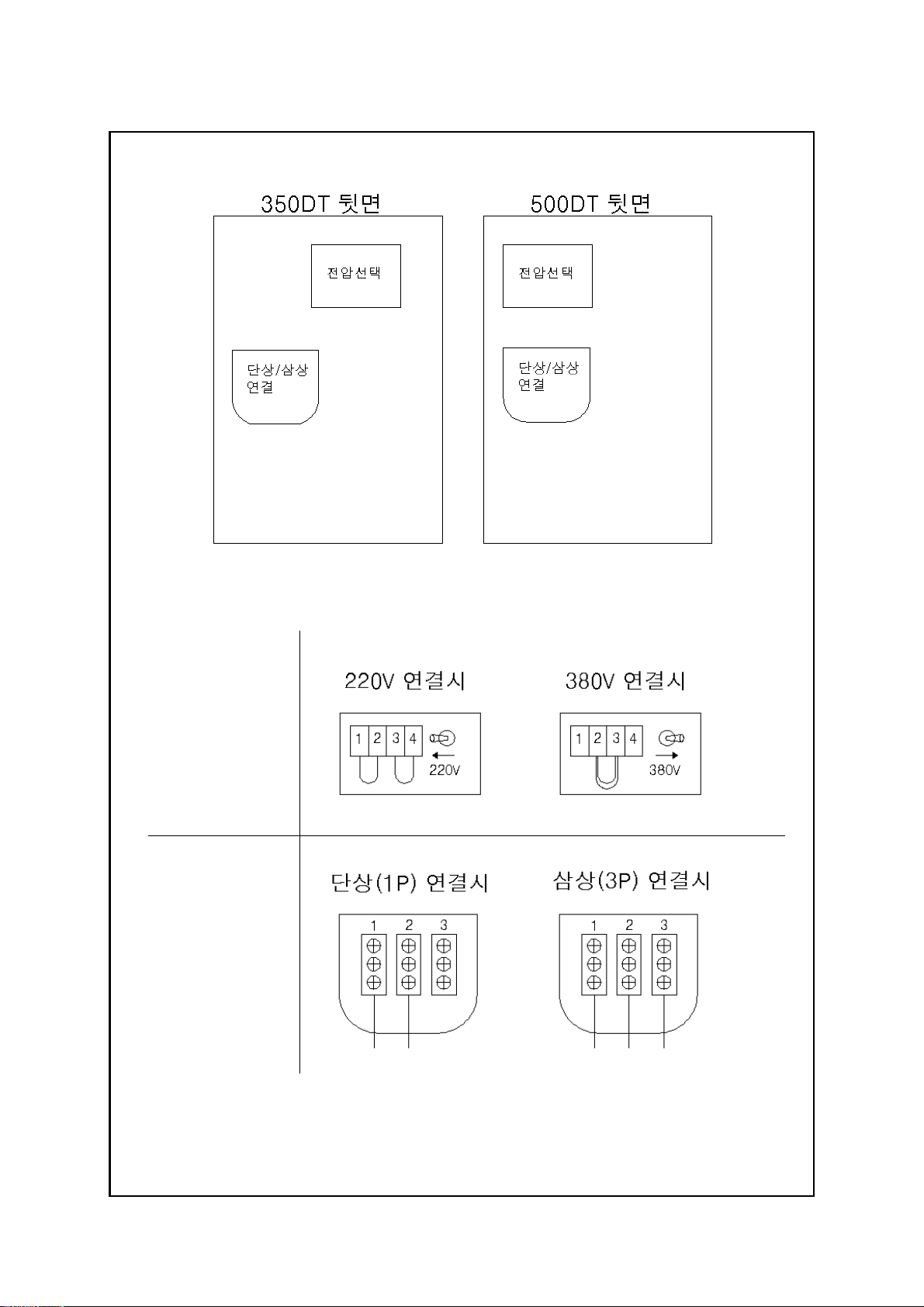
Power
selection
Single
phase/
3phase
connection
Rear wiring diagram
-7-
4-2. Functions and operations
1)CURRENTMeter:Itisoutputcurrentinwelding.
2) WARNING lamp:
Power error- It will be turned on (off) when imput voltage goes①
down by more than 20% from standard voltage.
Overload- It will be turned on (off) when welding current goes up②
rapidly.
Temperature error- It will be turned on (off) when inner③
temperature of the machine is higher than 85 and it is able to use℃
the machine when this lamp is turned off after certain period of time.
3) FUSE: It is for protecting PCB and FAN. (350DT : 3A, 500DT : 5A)
4) Power lamp: It indicates power is supplied to welding machine.
5) Power switch: It turns ON/OFF the welding machine and it will shut
off the power in overloading.
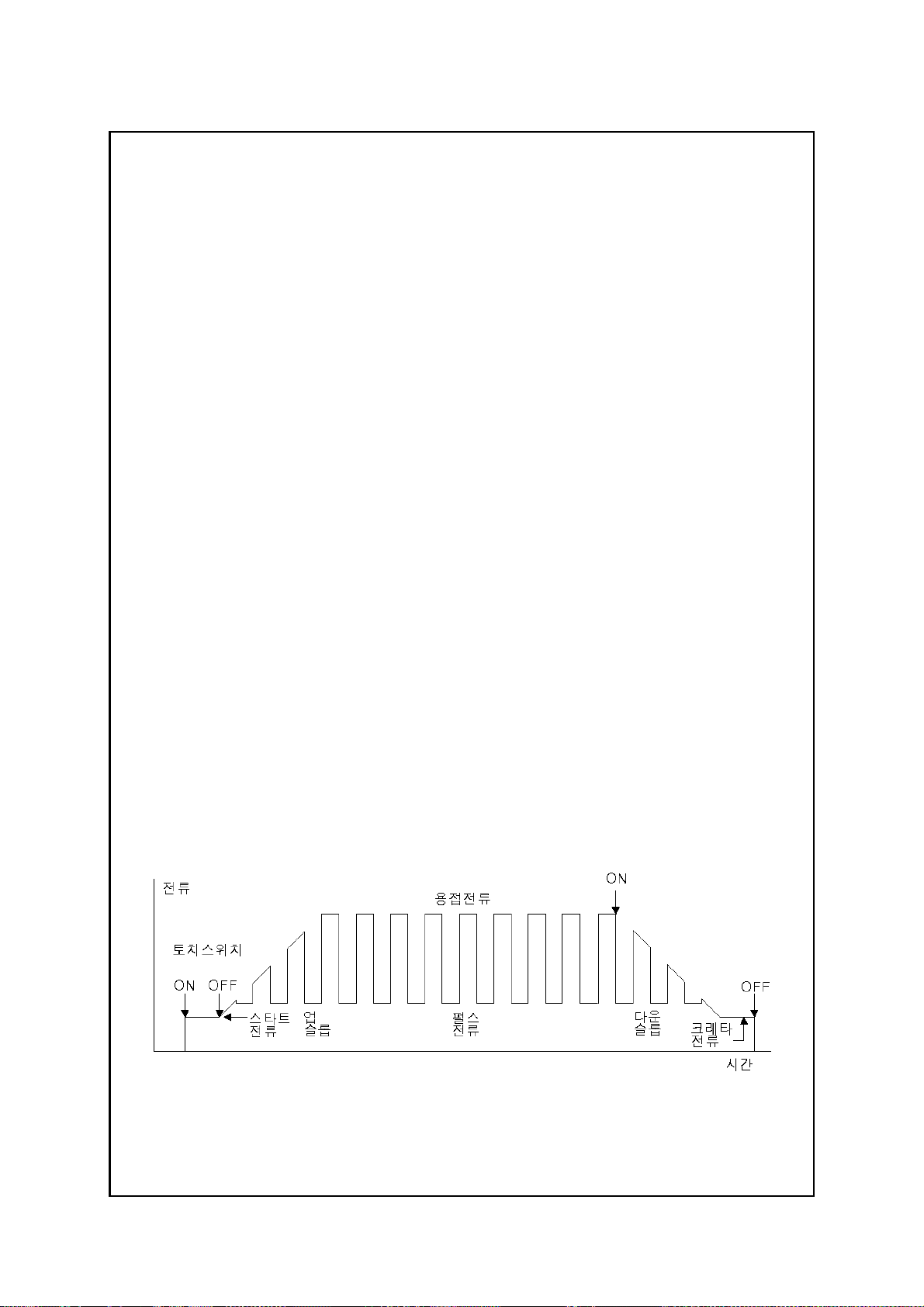
6) WELDING SELECTION switch
No crater (OFF) - It operates only when torch switch is ON.①
With crater (SINGLE) - Crater current is generated when②
pressing torch switch and welding will be done with this crater current.
If pressing this switch again, crater current will be generated and
welding will be stopped when releasing this switch.
Crater REPEAT - Above condition will be maintained. If keeping③②
the torch away from base metal it will be OFF.
-8-

Arc SPOT - SPOT welding is possible. Welding is done during④
torch switch is ON and it will be OFF when it reaches arc spot time
set.
Manual welding (MMA) - It is used in general arc welding and⑤
the holder is connected to (+) electrode and earth to (-) electrode.
7) PULSE CYCLE: It can adjust the frequency between 10 500 .~㎐
8) PULSE WIDTH: It can adjust pulse width (500DT).
9)WELDINGCURRENT:Itisusedtoadjusttheweldingcurrent.
10) PULSE SELECTION: High - 10 500 adjustment①~㎐
(PULSE SELECTION) Low - 0.5 25 adjustment②~㎐
None - No pulse used.③
11) TIG SPOT TIME / DOWN SLOPE: Spot time can be adjusted
when welding selection switch is in Arc Spot position. If selecting With
Crater or Crater Repeat, you can adjust the time the welding current
changes into crater current.
12) AFTER FLOW: It adjusts gas generating time after completion of
the welding.
13) TORCH S/W: This is a CONNECTOR of the torch switch.
14) GAS OUTLET: This is gas discharging outlet.
15) Torch terminal (-): This is connected with torch and it is used as
ground in manual welding.
16) Ground terminal (+): Connected with base metal and used as holder
in manual welding.
-9-

17) TIG welding condition set up
Metal thickness
(mm)
Electrode
Ø
Welding
current
Gas quantity
/minℓ
Electrode
Ø
(A)
0.1-0.5
5-40
1.0-1.6
1.60.6-1.0 20-60
4
1.0-2.0
40-100
1.6-2.4
2.0-3.0 60-120 2.6
3.0-5.0
2.4-3.2
100-160
5
3.2
5.0-7.0 160-240 4.0
7.0-9.0
220-300
2.4-3.2
65.09.0-12 250-500
이상12 3.2-6.4 350-500
5. Safety regulations
1) Power facility: Have one switch for each welder and use 5.5SQ of
service wire for 350DT and 8.0SQ or higher for 500DT.
2) Welding terminal: Please keep your hands, PC or electric products
away from welder during operation as there is high voltage generated
at torch side of the terminal.
3)Gad:PleaseuseonlyArgongasasprovided.
4) Ground: Comply with Class 3 ground.
5) Circumstance: Avoid the places with moisture, dust and high
temperature around and install it at the place of good ventilation.
Ventilation is particularly closely related with the efficiency.
6) Movement: Make sure to check input power and connecting condition
of input/output line when using after moving the welder.
7) Body safety: Be careful for burning as torch is high temperature and
wear safety mask and cloth as arc ray may damage eye and skin.
Install a ventilating facility and take rest regularly as welding gas is
harmful for body.
-10-

6. Diagnosis and countermeasures
Order Status Cause Countermeasures
Main NFB defect
1Noreaction
FAN is running
but welder
2
doesn't
operate
Gasisnot
3
discharged
Gas is
Check service line
Check power supplied
Torch switch defect Replace switch
Warning lamp flickers
Warning lamp is ON
continuously
There is no gas or it is
not connected
Solenoid valve defect Exchange
Control PCB error Request A/S
Turn off the power
Check and replace
High temperature
(Use after certain
period of time)
Resistance wire
break due to
overcurrent
(Request A/S )
Check
Remove foreign
substances from
4
5
discharged
continuously
Start is not
smooth
Solenoid valve defect Exchange
Control PCB error Request A/S
Shortage of gas
Overage of gas
High frequency is not
generated
Circuit break of base
metal
Torch defect
the valve
Adjust gas
pressure
Request A/S
Exchange

Autowel Co., Ltd
TEL : 032) 819-8925 / 818-8925 FAX : 032) 819-8926
http://www.autowel.co.kr e-mail : autowel@autowel.co.kr
Address: 363-4 Kojan-dong, Namdong-ku Incheon City
Korea
-12-
 Loading...
Loading...