

Aurotek r-S168 Service Manual
γ
γ
γγ
IN LINE PCB Seperator
IN LINE PCB Seperator
IN LINE PCB SeperatorIN LINE PCB Seperator
----S168
S168
S168S168
使用手冊
使用手冊
使用手冊使用手冊
Versio n 1
Versio n 1 .0
Versio n 1Versio n 1
200
2005. 12
200200
.0 5555
.0.0
5.12
5.125.12
著 作 權
版 權 所 有
20 0 5
屬 於 和 椿 科 技 股 份 有 限 公 司
γ–
S 1 6 8 I N L I N E
2005 年 12 月 Ver 1.05
本 使 用 手 冊 可 能 會 因 情 況 而 修 改,本 公 司 將 會 於 新 版 印 刷 時 更 新;但 並 不 另 行 通 知。
本 公 司 依 著 作 權 法 , 享 有 及 保 留 一 切 著 作 專 屬 之 權 利 , 未 經 本 公 司 允 許 , 不 得 已 任
何 形 式 增 減 、 改 編 、 複 製 本 使 用 手 冊 。
γ–
S1 6 8 I N L I N E
機 型 :
序 號 :
軟 體 版 本 :
主 軸 序 號 :
出 廠 日 期 :
Au r o t ek 及 A ur o te k 標 誌 為 和 椿 科 技 股 份 有 限 公 司 所 有
2222

目 錄
r-s168
PCB 切 割 機
1﹒ 概 要 . . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. . .. . . . .. . . . . 3
2﹒ 操 作 前 注 意 事 項 .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. . 4
3﹒ 保 証 期 限 及 保 証 範 圍 .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. . . 5
3. 0 1 保 證 期 限 .. . .. . . . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. . . . .. . . . . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. 5
3. 0 2 保 證 範 圍 .. . .. . . . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. . . . .. . . . . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. 6
3. 0 3 服 務 範 圍 .. . .. . . . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. . . . .. . . . . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. 6
4﹒ 安 裝 . . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. . .. . . . .. . . . . 6
4. 0 1 設 置 環 境 .. . .. . . . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. . . . .. . . . . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. 6
4. 0 2 供 給 電 源 .. . .. . . . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. . . . .. . . . . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. 7
4. 0 3 供 給 空 壓 .. . .. . . . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. . . . .. . . . . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. 7
5﹒ 規 格 . . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. . .. . . . .. . . . . 7
5. 0 1 外 形 尺 寸 .. . .. . . . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. . . . .. . . . . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. 7
5. 0 2 規 格 . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . 8
6﹒ 外 部 設 備 及 I/ O 接 線 ... . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . . 8
6. 0 1 輸 入 .. .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. . .. . 9
6. 0 2 輸 出 .. .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. . .. . 9
6. 0 3 訊 號 說 明 .. . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . . .. .. . .. .. . .. . . . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. 9
7﹒ 操 作 部 説 明 . .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . 1 0
7. 0 1 操 作 面 板 .. . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . . .. .. . .. .. . .. . . . .. . . . .. . . . .. . . . .. . .. .. . .. .. . 10
7. 0 2 觸 控 螢 幕 .. . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . . .. .. . .. .. . .. . . . .. . . . .. . . . .. . . . .. . .. .. . .. .. . 12
7. 0 2 . 01 主 畫 面 . .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . . 12
7. 0 2 . 02 誤 訊 息 畫 .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. 1 8
7. 0 2 . 04 設 定 畫 面 .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. 2 8
7. 0 2 . 05 C C D 畫 面 .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . . 33
8﹒ 教 導 範 例 .. .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. . .. 3 8
9﹒ 用 詞 說 明 .. .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. . .. 4 4
附 錄 A. 軸 參 數 (A X IS PR A M) 說 明 .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . . . . .. . . . .. . . . .. . .. .. . .. 4 6
附 錄 B. 錯 誤 訊 息 .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . . 48
附 錄 C. 維 護 說 明 .. . .. .. . .. .. . .. .. . .. . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . . . . .. . . . .. . . . .. . .. .. . .. .. . .. .. . .. .. . .. . . . .. . . . . 49
1
﹒﹒﹒﹒ 概 要
概 要
概 要概 要
本 設 備 是 利 用 雙 皮 帶 式 輸 送 機 , 將 前 一 階 段 加 工 完 成 的 印 刷 電 路 板 直 接 引
至 , 導 至 輸 送 機 的 定 位 點 , 再 利 用 橫 走 式 機 械 手 臂 的 真 空 吸 盤 吸 取 工 件 到 治 具
上 定 位 點,然 後 治 具 再 移 動 到 加 工 位 置,啟 動 主 軸 並 執 行 以 設 定 好 的 加 工 程 式 ,
將 成 品 與 板 邊
手 臂 放 置 的 位 置 , 由 機 械 手 臂 再 次 移 到 治 具 上 的 定 位 點 在 將 成 品 與 板 邊 取 出 ,
(
廢 料)切 割 分 離 , 待 加 工 完 後 治 具 連 同 成 品 與 板 邊(廢 料)退 回 機 械
3333

r-s168
PCB 切 割 機
然 後 移 到 廢 料 投 棄 位 置 將 廢 料 丟 到 收 集 箱 , 再 將 成 品 移 到 成 品 收 集 區 的 後 段 輸
送 機 繼 續 送 至 下 一 加 工 站 或 是 成 品 收 集 桶 , 完 成 一 個 自 動 投 , 加 工 分 割 、 成 品
廢 料 分 離 排 出 的 全 自 動 化 循 環 動 作 , 其 中 因 兩 組 加 工 治 具 配 合 加 工 的 關 係 、 作
業 時 間 大 幅 縮 短 , 切 割 基 板 的 加 工 銑 刀 、 因 使 用 高 速 運 轉 的 主 軸 、 故 基 板 因 切
割 產 生 的 殘 留 應 力 是 目 前 業 界 最 低(沖 床 分 離 式 的 十 分 之 一 以 下
AC
伺 服 馬 達 及 精 密 滾 珠 導 螺 桿 , 操 作 人 性 化 的 教 導 自 動 程 式 , 輔 以 放 大 十 倍 的
C C D 攝 影 機 及 螢 幕 模 組 , 除 大 幅 提 高 加 工 程 式 精 度 外 , 更 保 護 操 作 人 員 的 作
業 安 全 , 縮 短 程 式 設 定 的 時 間 , 另 外 加 工 中 產 生 的 粉 塵 及 切 屑 使 用 高 空 氣 流 量
的 低 壓 集 塵 器 , 由 工 件 下 方 收 集 排 出 , 減 少 基 板 粉 塵 附 著 的 顧 慮 。
)
, 各 軸 均 使 用
2
﹒﹒﹒﹒ 操 作 前 注 意 事 項
操 作 前 注 意 事 項
操 作 前 注 意 事 項操 作 前 注 意 事 項
為 確 保 使 用 者 之 操 作 安 全 及 保 養 維 修 機 器 , 以 下 為 客 戶 安 全 控 制 規 範 :
a
﹚操 作 使 用 時 嚴 禁 使 用 超 出 本 手 冊 記 載 以 外 之 方 法 使 用 , 若 有 不 明 白 的 地 方 請
與 本 公 司 或 代 理 商 聯 絡 。
b
﹚ 使 用 者 於 安 裝 及 使 用 前 必 須 確 實 瞭 解 各 部 機 械 之 操 作 方 式 及 各 個 按 鈕 之 功
能 。
4444

r-s168
PCB 切 割 機
c
﹚ 任 何 散 落 零 件 , 不 要 置 於 機 器 上 , 穿 寬 鬆 衣 服 及 沒 有 綁 住 的 頭 髮 者 , 不 能 操
作 及 保 養 機 器 。
d
﹚ 機 械 之 組 裝 調 整 或 保 養 作 業 時 , 請 務 必 將 電 源 插 頭 拔 掉 , 另 於 機 械 周 圍 顯 而
易 見 之 處 掛 上 作 業 中 的 標 示 記 號 , 防 止 其 他 人 不 小 心 插 上 電 源 。
e
﹚ 複 數 人 員 作 業 時 須 有 相 互 安 全 之 確 認 聯 絡 語 言 , 特 別 是 在 送 、 切 電 及 馬 達 動
作 或 軸 動 作 前 須 出 聲 通 知 , 防 止 意 外 事 故 發 生 。
f
﹚ 其 他 如 延 長 之 電 源 線 、 訊 號 線 等 配 線 為 防 止 誤 接 引 起 之 不 必 要 損 失 , 請 通 電
前 做 好 重 復 確 認 工 作 。
g
﹚主 軸 運 轉 時 請 務 必 關 閉 安 全 門 或 戴 上 護 目 鏡 , 防 止 切 屑 或 刀 刃 斷 裂 時 傷 及 眼
睛 。
h
﹚ 不 要 碰 觸 機 器 移 動 的 部 份 。
i
﹚ 當 運 轉 中 , 不 要 碰 觸 刀 具 尖 端 。
j
﹚ 基 板 切 割 所 產 生 的 切 屑 請 務 必 用 強 力 的 集 塵 機 將 其 吸 乾 淨 , 並 將 集 塵 機 的 排
氣 口 接 到 屋 外 。
3
﹒﹒﹒﹒ 保 証 期 限 及 保 証 範 圍
保 証 期 限 及 保 証 範 圍
保 証 期 限 及 保 証 範 圍保 証 期 限 及 保 証 範 圍
本 機 出 貨 前 以 已 做 好 完 善 之 品 質 檢 驗,在 以 下 的 條 件 下 本 公 司 會 對 其 做 出 保 證。
3. 0 1
保 證 期 限
本 公 司 出 貨 後12個 月 以 內 , 或 主 軸
5555
( Sp in d le )
運 轉
3, 0 00
小 時 以 內 。

3. 0 2
r-s168
PCB 切 割 機
保 證 範 圍
保 證 期 限 內 正 常 使 用 所 發 生 的 故 障 , 本 公 司 將 免 費 負 責 修 理 , 但 以 下 情 形
3. 0 3
將 不 在 保 證 範 圍 :
a
﹚ 塗 裝 之 自 然 褪 色 。
b
﹚ 消 耗 品 之 耗 損 。
c
﹚ 不 影 響 機 能 之 噪 音 變 化 、 發 熱 、 感 覺 現 象 。
d
﹚ 使 用 者 不 當 操 作 或 使 用 。
e
﹚ 不 當 保 養 。
f
﹚ 使 用 非 本 公 司 指 定 之 零 件 。
g
﹚ 未 經 本 公 司 同 意 之 改 造 。
h
﹚ 其 他 天 然 災 害 下 之 損 害 。
另 、 本 保 證 內 容 僅 對 本 機 單 品 有 效 , 其 他 因 衍 生 之 問 題 並 不 在 保 證 範 圍
內 , 因 此 使 用 者 若 有 使 用 上 不 明 白 的 地 方 請 務 必 與 本 公 司 聯 絡 處 理 。
服 務 範 圍
本 機 之 銷 售 金 額 中 並 不 包 括 加 工 程 式 之 作 成 , 或 技 術 人 員 出 差 支 援 的 費
用 , 因 此 以 下 情 形 雖 在 保 證 期 限 內 亦 須 另 外 收 費 :
a
﹚ 裝 配 調 整 指 導 及 試 運 轉 。
b
﹚ 定 期 保 養 。
4
﹒﹒﹒﹒
4. 0 1
c
d
e
安 裝
安 裝
安 裝安 裝
設 置 環 境
a
b
﹚ 操 作 、 配 線 方 法 等 技 術 指 導 或 教 育 訓 練 。
﹚ 加 工 程 式 作 成 及 其 相 關 之 技 術 指 導 或 教 育 訓 練 。
﹚ 其 他 本 公 司 認 定 之 收 費 服 務 或 作 業 。
)電 氣 控 制 箱 之 放 置 及 配 線 時 , 須 注 意 側 面 下 及 後 面 的 冷 卻 通 氣 孔 壁 ,避
免 影 響 其 通 風 效 果 。( 通 風 不 良 除 機 械 本 身 性 能 受 影 響 外 , 也 容 易 造 成
故 障 損 壞 )。
) 通 氣 孔 應 防 止 異 物 掉 入 , 且 本 控 制 器 並 不 具 防 水 或 防 塵 機 能 , 因 此 請
勿 放 置 在 塵 埃 及 油 氣 多 的 地 方 。
c
)本 機 請 勿 暴 露 在 日 光 直 接 照 到 或 熱 處 理 爐 等 大 量 熱 源 幅 射 設 備 的 場 所 。
d
) 本 機 請 安 置 在 溫 度0~40℃ 、 濕 度85% 以 下 ( 不 結 露 ), 無 腐 蝕 或 易 燃
6666
r-s168
PCB 切 割 機
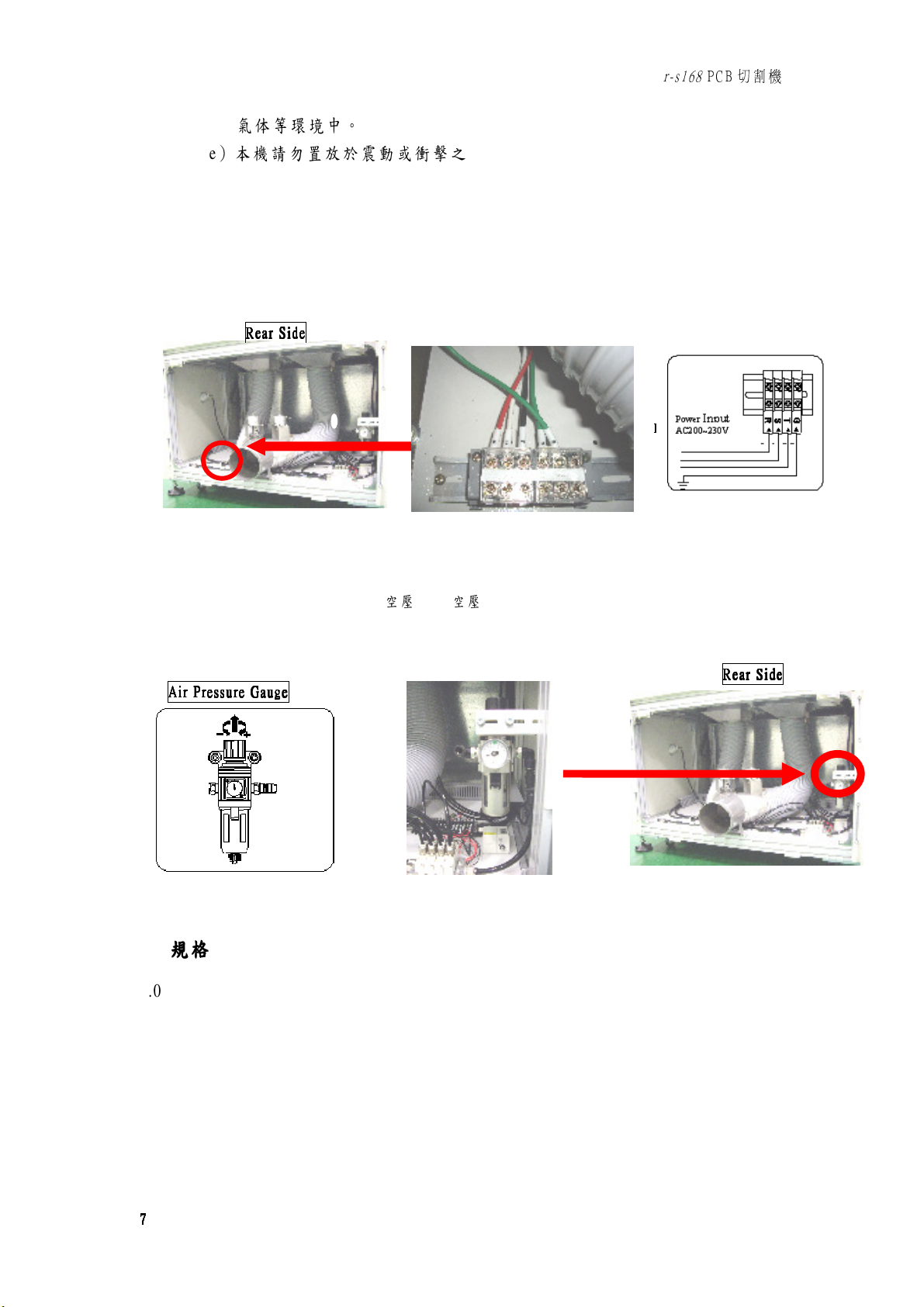
氣 体 等 環 境 中 。
e
) 本 機 請 勿 置 放 於 震 動 或 衝 擊 之 外 力 容 易 侵 害 的 場 所 。
f
) 避 免 因 配 線 及 使 用 不 當 之 電 源 雜 訊 侵 害 或 影 響 。
4. 0 2
供 給 電 源
本 機 須 由 外 部 供 給
AC 2 2 0V±5
% 三 相
制 接 地 , 若 電 源 品 質 不 良 時 請 外 接 穩 壓 器 。
Rear
Rear Side
Side
RearRear
SideSide
4. 0 3
供 給 空 壓
本 機 須 由 外 部 供 給
2
5k g / c m
空 壓
, 若
3. 0 kw
的 電 源,且 電 源 線 中 綠 色 的 電 線 須 強
空 壓
不 足 時 會 自 動 警 告 。
Power Input
Power Input
Power InputPower Input
Air
Air Pressure
AirAir
5
﹒﹒﹒﹒ 規 格
規 格
規 格規 格
5. 0 1
Pressure Gauge
PressurePressure
Gauge
GaugeGauge
外 形 尺 寸
Rear
Rear Side
Side
RearRear
SideSide
7777
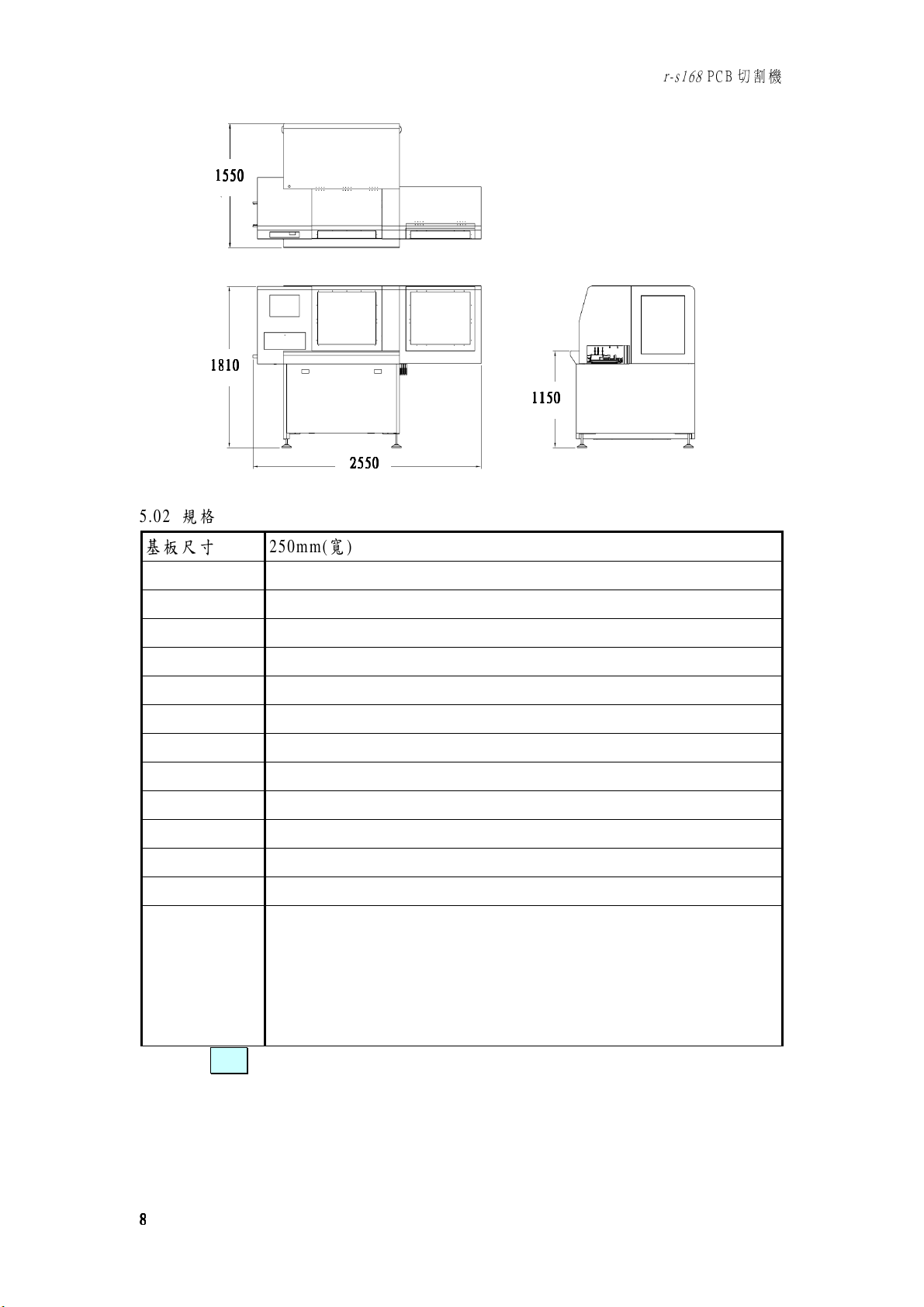
5. 0 2
規 格
1111555550
111181
810000
8181
50
5050
25
2550
50
2525
5050
1150
1150
11501150
r-s168
PCB 切 割 機
基 板 尺 寸
銑 刀 直 徑
夾 頭 直 徑
切 削 精 度
最 大 驅 動 速 度 X 、 Y :
最 大 切 削 速 度 X 、 Y 、 Z :
主 軸 馬 達
主 軸 功 率
主 軸 回 転 數
控 制 器
使 用 軸 數
切 割 路 徑 規 劃 JO G
25 0 mm (寬)×33 0 mm (長)
ψ
0. 8
~ ψ
ψ
3. 1 75 m m
±
0. 1 mm
3. 0 mm
( 不 包 括 基 板 治 具 精 度 )
75 0 mm / se c
50 m m/ s ec (
高 周 波 變 頻 馬 達
15 0 W
5, 0 00~6 0 , 00 0 rp m
8軸PC B A S E D
8
軸 ( X 、 Y 、 Z 、 搬 送 、 輸 送 機 回 転 )
教 導 模 式
控 制 器
程 式 記 憶 方 式 HD D及1 . 4 4 FD D
使 用 馬 達
外 形 尺 寸
額 定 功 率
全 部
20 0 WAC
約
25 5 0(長)×15 5 0 (深)×1 8 1 0 (高)m m (
伺 服 馬 達
3相A C2 2 0V 60 H z 3 . 0 k w *
磁 碟
、 Z :
可 設 定
35 0 mm / se c
)
含 警 示 燈
2 1 1 0高mm )
供 給 空 壓
重 量
6
﹒﹒﹒﹒ 外 部 設 備 及
外 部 設 備 及
外 部 設 備 及外 部 設 備 及
前 後 段 設 備 之 訊 號 連 接
8888
5K g /c m2以 上
10 5 0k g
注 意 內 接 於 本 機 器 時 ‚ 其 供 給 電 源 至 少 要
I/ O
接 線
接 線
接 線接 線
3 . 0 kw。
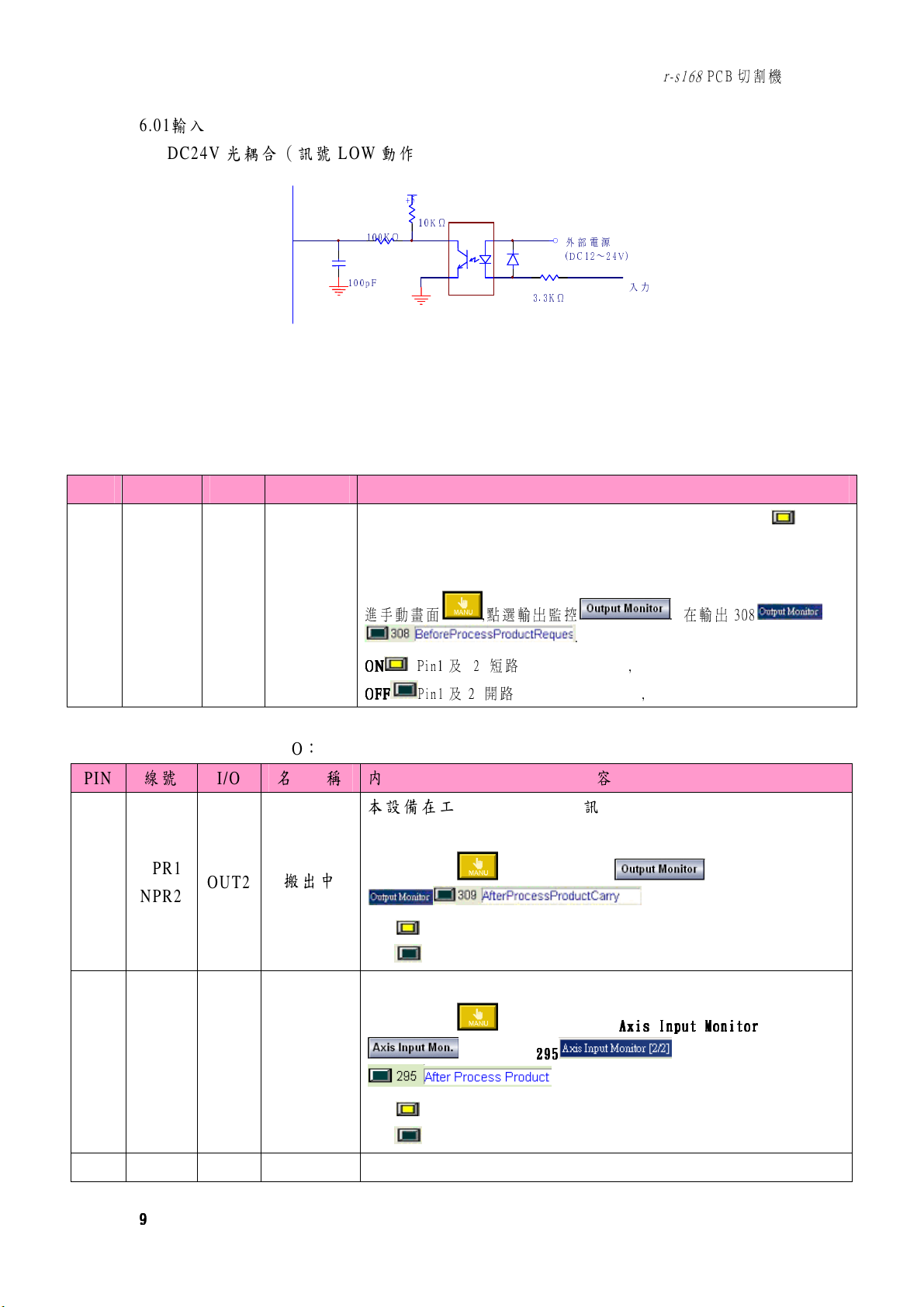
6. 0 1
輸 入
r-s168
PCB 切 割 機
PI N
1, 2
DC 2 4 V
6. 0 2
輸 出
RE L L AY
6. 0 3
訊 號 說 明
前 工 程 設 備 用
線 號
BP 1
BP 2
光 耦 合 ( 訊 號
接 點 (
Ma x :1 0 0 mA)。
I /O:
名
I/ O
OU T 1
稱
工 件 要 求
L O W
動 作 、 保 護 阻 抗
+5
10 K
10 0 K
10 0 pF
内
容
Ω
Ω
本 機 於 待 機 狀 態 即 工 件 可 以 進 來 的 狀 態 下 此 訊 號
機 開 始 迴 轉 。
3 . 3 K
Ω )。
外 部 電 源
(D C 1 2 ~2 4 V )
3. 3 K
Ω
入 力
ON
前 段 光 電 開 關 感 應 到 基 板 通 過 輸 送 機 的 工 件 時 訊 號
進 手 動 畫 面 ,點 選 輸 出 監 控 . 在 輸 出 308
.
, 輸 送
O FF。
後 工 程 設 備 用
線 號
PI N
NP R 1
3, 4
OU T 2
NP R 2
5 2B 32 IN 1
I/ O
I /O:
名
稱
搬 出 中
工 件 要 求
ON
ON
Pin1 及 2 短 路
ONON
OFF
OFF
OFFOFF
内
Pin1 及 2 開 路
容
工 件 可 以 進 來
,
工 件 不 可 以 進 來,
本 設 備 在 工 件 排 出 開 始 時 此 訊 號 ON, 直 到 取 出 手 臂 將 工 件 放
到 定 位 後 此 訊 號 O F F。
進 手 動 畫 面 ,點 選 輸 出 監 控 . 在 輸 出 30 9
.
ON Pi n 3 及 4 短 路 有 工 件 到 達 u nlo ad 位 置 可 以 搬 出 ,
OF F Pi n 3 及 4 開 路 無 工 件 可 以 搬 出
後 工 程 設 備 待 機 完 成 , 可 以 接 取 工 件 的 狀 態 下 此 訊 號 O N 。
進 手 動 畫 面 ,點 選 輸 入 監 控
. 在 輸 入
295
295
295295
Axis Input
Axis Input Monitor
Axis Input Axis Input
Monitor
MonitorMonitor
.
ON 可 以 接 取 工 件
OF F 不 可 以 接 取 工 件
0 V
6
9999
0 V
0 V
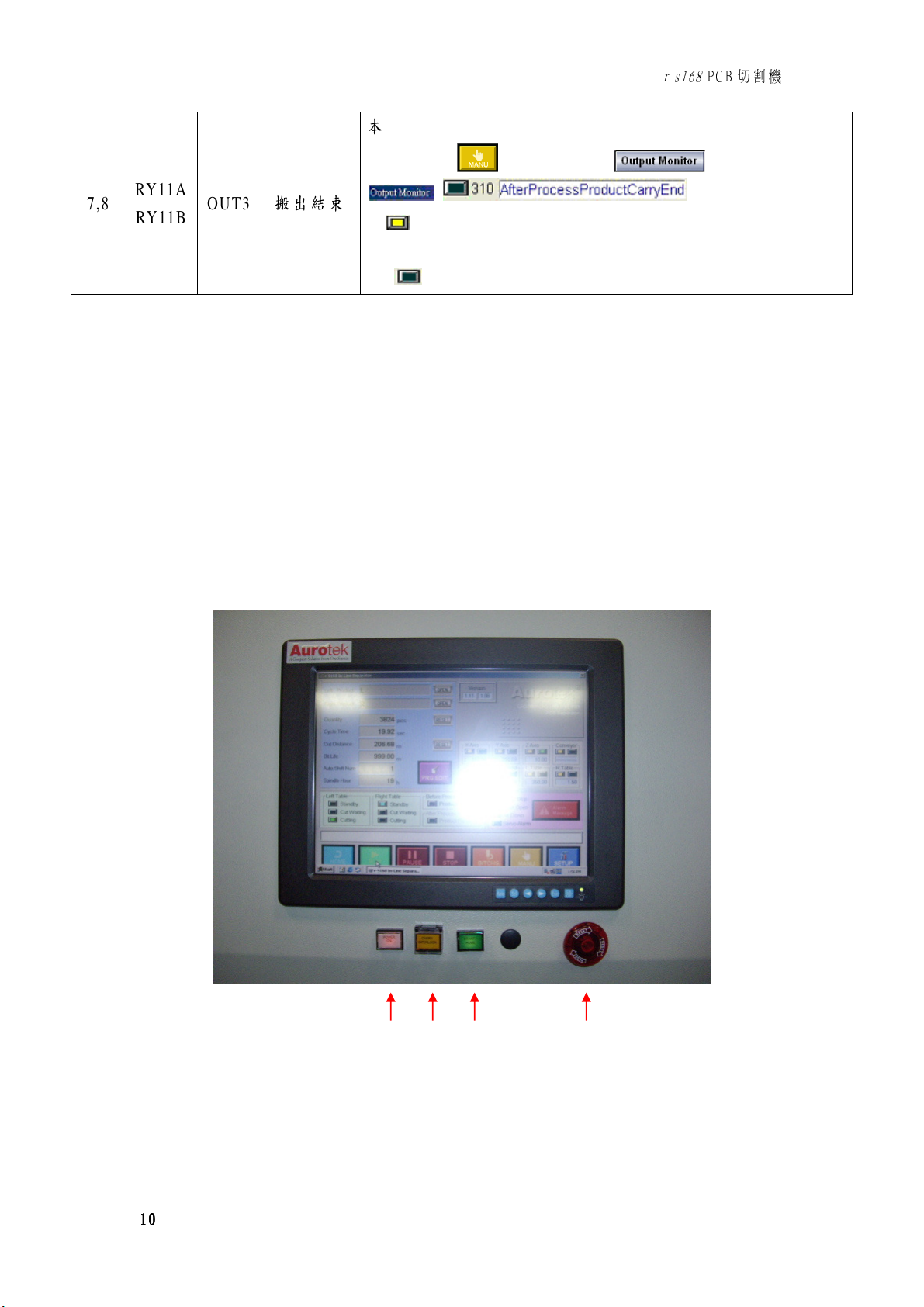
7, 8
a c b d
RY 11 A
RY 11 B
7
﹒﹒﹒﹒ 操 作 部 説 明
7. 0 1
OU T 3
操 作 部 説 明
操 作 部 説 明操 作 部 説 明
操 作 面 板
搬 出 結 束
r-s168
PCB 切 割 機
本 設 備 將 工 件 正 常 的 搬 出 後 , 此 訊 號 會 O N 。
進 手 動 畫 面 ,點 選 輸 出 監 控 . 在 輸 出 31 0
.
ON Pi n 7 及 8 短 路 有 工 件 到 達 unl oad 位 置 往 下 已 搬 出 往 上
後 結 束
OF F Pi n7 及 8 開 路
操 作 面 板 如 下 圖 所 示 :
a
﹚
PO W ER ON (
10
10
1010
白 色
)
r-s168
PCB 切 割 機
壓 下 此 開 關 後 本 設 備 電 源 即 通 電 ,
PO W ER ON
按 鈕 的 背 光 燈 亮 起 。
b﹚START /H O M E(
綠 色
)
電 源 投 入 第 一 次 為 原 點 復 歸 使 用,其 他 時 間 為 自 動 啟 動 或 吸 盤 吸 取 失 敗
時 之 重 複 吸 取 開 關 。
c)CA R RY I NT E R L O C K(
用 於 移 動 吸 盤 組 。
黃 色
)
d
﹚ 緊 急 停 止 開 關
此 開 關 按 下 以 後 , 機 械 的 動 力 電 源 切 斷 運 轉 停 止 ‚汽 缸 動 作 保 持 住 ,
緊 急 停 止 按 鈕 解 除 後 、 機 械 需 在 執 行 原 點 復 歸 才 可 以 繼 續 操 作 運 轉 。
注 意 緊 急 停 止 O N → O F F 間 隔 時 間 太 短 時 、 伺 服 驅 動 器 沒 辦 法 完 全 解
除 異 常 狀 態 , 因 此 請 將
ON / OF F
的 間 隔 時 間 延 長 至 少5秒 以 上 。
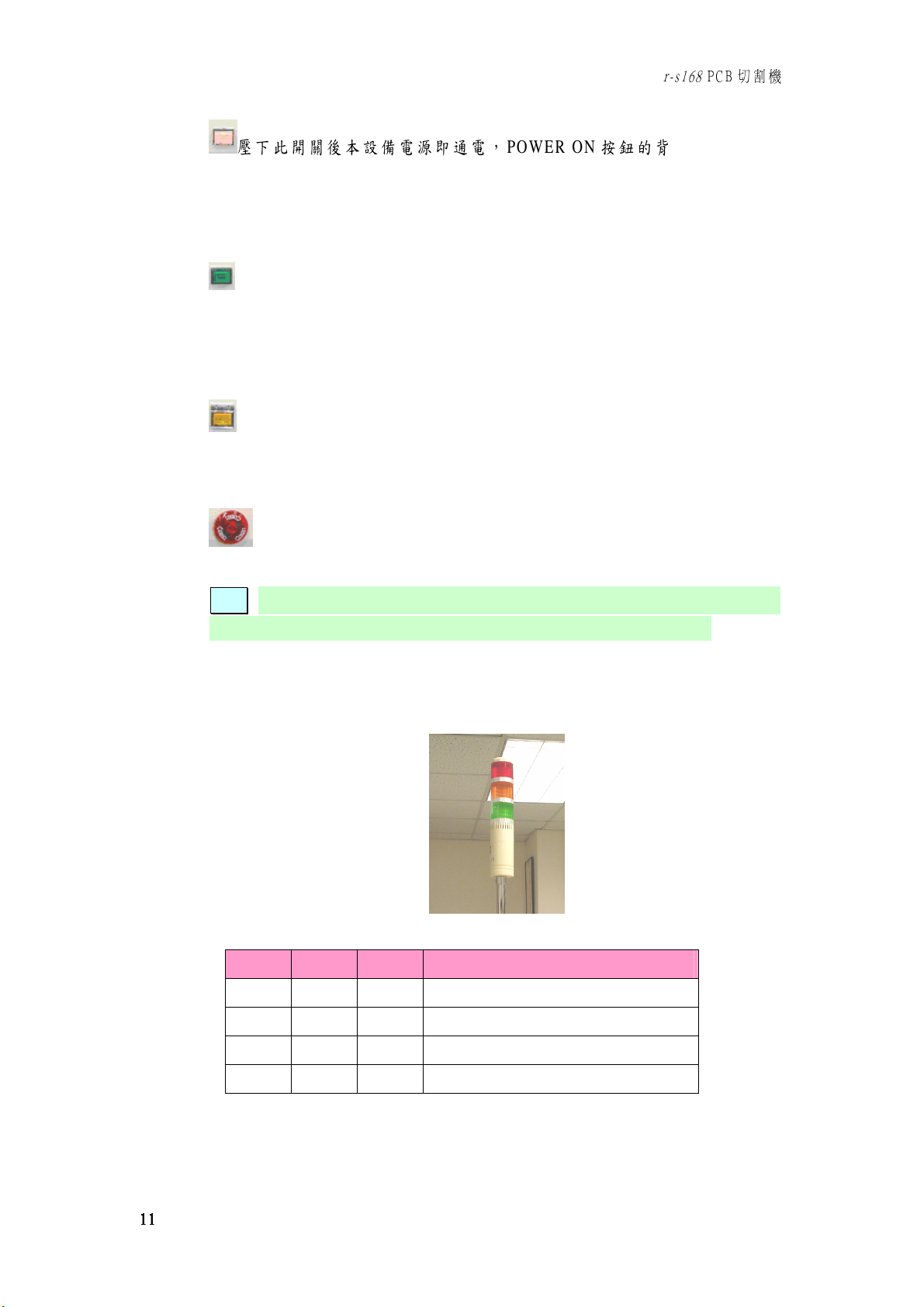
f
﹚ 訊 號 指 示 燈
紅
黄
閃 爍
綠 狀
亮 自 動 運 轉 中
閃 爍 運 轉 準 備 中
等 待 基 板 搬 入 / 搬 出
態
亮
異 常 發 生
11
11
1111
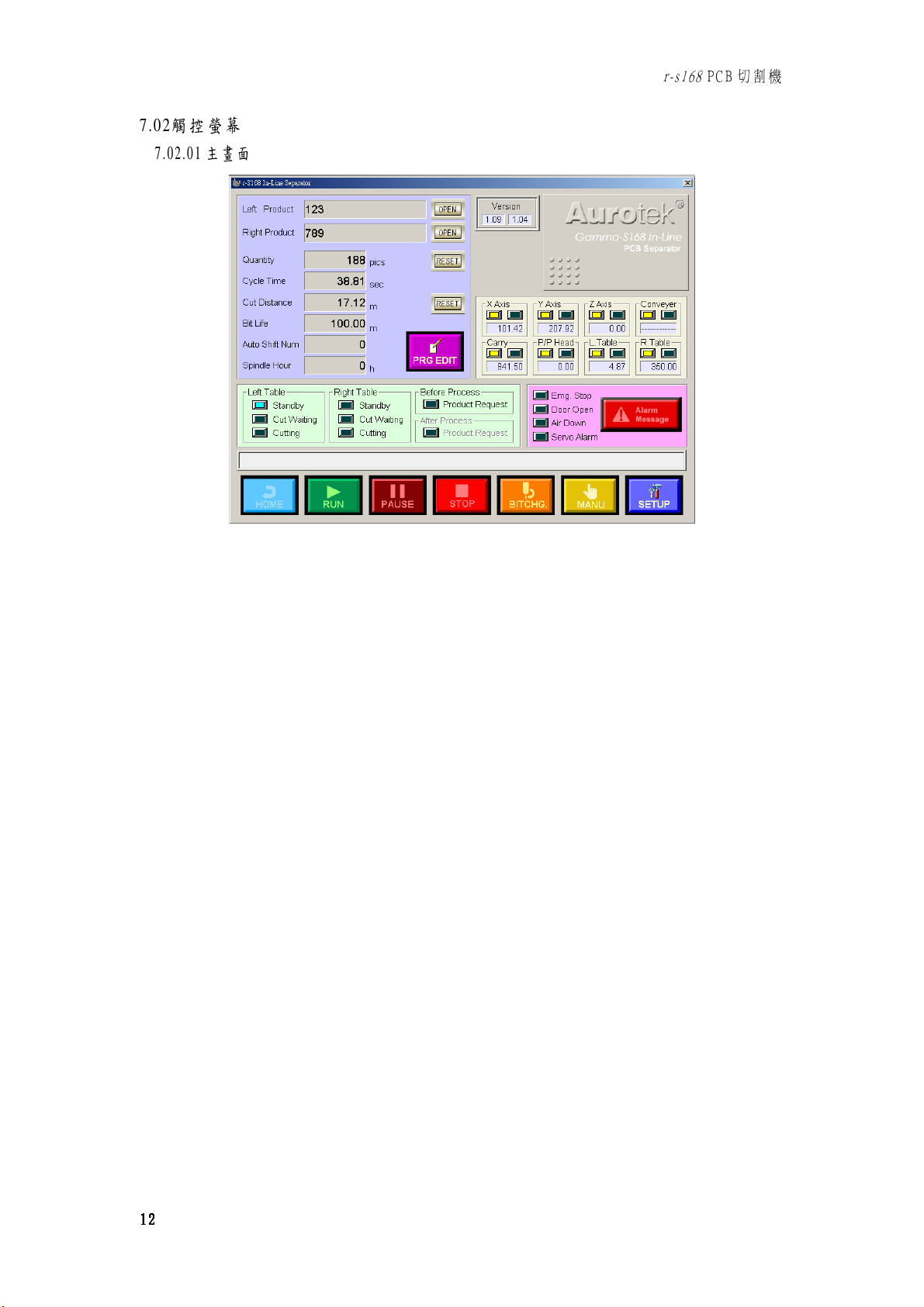
7. 0 2
觸 控 螢 幕
r-s168
PCB 切 割 機
7 . 0 2 . 0 1
主 畫 面
12
12
1212
r-s168
PCB 切 割 機
a﹚HO M E
按 鈕
押 下
HO M E
機 械 的 運 轉 狀 態 如 下 :
a. 0 1
未 完 成 原 點 復 歸
按 鈕 時 機 械 開 始 做 原 點 復 歸 動 作 、 其 中 按 鈕 的 背 景 顏 色 顯 示 代 表
未 完 成 原 點 復 歸 時 按 鈕 呈 現 暗 色 。
a. 0 2
原 點 復 歸 中
原 點 復 歸 時 按 鈕 會 呈 現 閃 爍 。
a. 0 3
原 點 復 歸 完 成
原 點 復 歸 完 畢 時 按 鈕 會 呈 現 亮 色 。
注 意 機 器 在
b﹚RU N
RU N
狀 態 下 無 法 回
Ho m e
b. 0 1
按 鈕 才 有 效 。
按 鈕
不 可 運 轉 狀 態
不 能 運 轉 狀 態 下 按 鈕 呈 現 暗 色 。
b. 0 2
可 運 轉 狀 態
可 運 轉 狀 態 下 按 鈕 呈 現 閃 爍 。
b. 0 3
運 轉 中
H om e
, 必 須 按 下
St o p
鈕 將 機 器 停 止 , 按 下
運 轉 狀 態 中 按 鈕 呈 現 亮 色 , 再 開 始 運 轉 時 輸 送 機 會 先 檢 查 治 具 廢 板 位 置 是
否 有 加 工 件 , 若 有 加 工 件 將 立 即 停 止 運 轉 , 並 出 現 警 告 訊 息 。
13
13
1313
r-s168
PCB 切 割 機
c﹚PAU S E
按 鈕
當 機 器 運 轉 中 、 門 開 啟 或 按 下 此 按 鈕 時 , 正 在 執 行 中 的 動 作 結 束 後 機 械 會 暫
時 停 止 , 此 時 按 鈕 閃 爍 , 當 再 次 押 下
此 按 鈕 之 背 光 會 再 回 復 成 暗 色 。
當 機 器 正 在 執 行
此 時 按 鈕 閃 爍 。
RU N
動 作 時 , 若 艙 門 被 打 開 , 也 會 強 迫 跳 至 暫 時 停 止 狀 態 ,
RU N
按 鈕 後 機 械 即 開 始 繼 續 運 轉 ,
c. 0 1
暫 時 停 止
c. 0 2
繼 續 運 轉
d﹚ST OP
按 鈕
當 機 器 再 運 轉 中 時 , 按 下 此 按 鈕 輸 送 機 停 止 運 轉 , 制 止 新 的 工 件 進 入 , 但 加
工 中 的 工 件 會 完 成 加 工 行 程 , 才 停 止 , 同 時 按 鈕 的 會 閃 爍 。
d. 0 1
e﹚BI T CH G
銑 刀 斷 刀 檢 出 或 設 定 的 切 割 壽 命 距 離 … 等 異 常 發 生 時 , 此 按 鈕 會 明 暗 的 閃
爍 , 主 軸 自 動 移 到 銑 刀 更 換 位 置 , 繼 電 器 立 刻 斷 電 , 當 銑 刀 更 換 完 畢 後 押 下
此 開 關 時 , 切 割 壽 命 距 離 會 歸 零 按 鈕 的 背 光 會 回 復 暗 色 。
e. 0 1
停 止 按 鈕 呈 現 閃 爍
按 鈕
銑 刀 斷 刀 檢 出 或 設 定 的 切 割 壽 命 到 達
e. 0 2
刀 具 更 換 完 畢
押 下
RU N
14
14
1414
按 鈕
後 機 械 即 開 始 繼 續 運 轉

r-s168
PCB 切 割 機
◎Z軸 進 刀 深 度 自 動 遞 補 機 能 及 銑 刀 壽 命 管 理
進 刀 深 度 自 動 遞 補 為 加 工 中 的 銑 刀 於 設 定 的 壽 命 到 達 後 , 自 動 向 前 遞 增
一 個 已 設 定 的 進 刀 深 度 再 繼 續 加 工 , 如 此 不 僅 可 以 減 少 刀 具 損 耗 之 直 接 成
本 外 , 並 可 以 防 止 因 過 度 使 用 而 刀 刃 磨 耗 下 產 生 的 靜 電 效 應 及 粉 塵 附 著 的
問 題 。
進 刀 深 度 遞 補 後,壽 命 距 離 會 自 動 歸 零,若 設 定 的 遞 補 次 數 及 壽 命 到 達 後 ,
系 統 會 發 出 異 常 訊 , 並 停 機 提 醒 工 作 人 員 換 刀 。
此 異 常 可 以 在 更 換 銑 刀 後 按 下 觸 控 螢 幕 的 銑 刀 更 換 按 鈕 即 可 解 除 , 解 除 後
按 下 啟 動 按 鈕 即 可 立 即 再 啟 動 。
※ 若 要 使 用 者 將 程 式 中 自 動 遞 補 次 數 設 為 零 , 則 於 設 定 的 壽 命 距 離 到 達 後
系 統 便 立 即 發 出 異 常 訊 號 。
※ 銑 刀 壽 命 監 控 機 能 可 於 主 選 單 中 按 下
下
Bi t l i f e Ch k
按 鈕 設 定 是 否 使 用 。
SE T U P
鈕 輸 入 密 碼 進 入 到 選 單,按
◎ 銑 刀 斷 刀 檢 查
f﹚MA N U
手 動 操 作 畫 面 切 換 鈕 , 於 機 械 調 整 或 動 作 確 認 時 使 用 , 機 械 運 轉 時 或 原 點 復
歸 中 及 緊 急 停 止 時 此 按 鈕 操 作 無 效 。
g﹚PR G E D IT
加 工 結 束 後 各 軸 移 動 到 銑 刀 斷 刀 檢 知 位 置﹙ 光 耦 合 器 處 ﹚, 檢 查 銑 刀 是 否 斷
刀 。
若 銑 刀 完 整 時 各 軸 移 動 到 待 機 位 置 ‚ 當 檢 查 出 斷 刀 發 生 時 各 軸 移 動 到 待 機
位 置 後 運 轉 停 止 , 系 統 發 出 異 常 訊 號 , 提 醒 工 作 人 員 換 刀 後 再 押 下 銑 刀 更
換 按 鈕 即 可 解 除 ‚ 此 時 切 割 距 離 及 自 動 遞 補 次 數 歸 零,若 要 再 啟 動 請 押 下 啟
動 鈕 , 系 統 會 重 新 將 上 次 加 工 過 的 工 件 重 新 加 工 一 次 。
※ 銑 刀 壽 命 監 控 機 能 可 於 主 選 單 中 按 下
下
Bi t B r e a k C h k
按 鈕
按 鈕 設 定 是 否 使 用 。
SE T U P
鈕 輸 入 密 碼 進 入 到 選 單,按
按 鈕
押 下 此 按 鈕 後 操 作 畫 面 切 換 至
運 轉 中 此 按 鈕 無 效 。
CC D
畫 面 , 可 新 增 或 編 輯 加 工 程 式 , 但 自 動
15
15
1515
r-s168
PCB 切 割 機
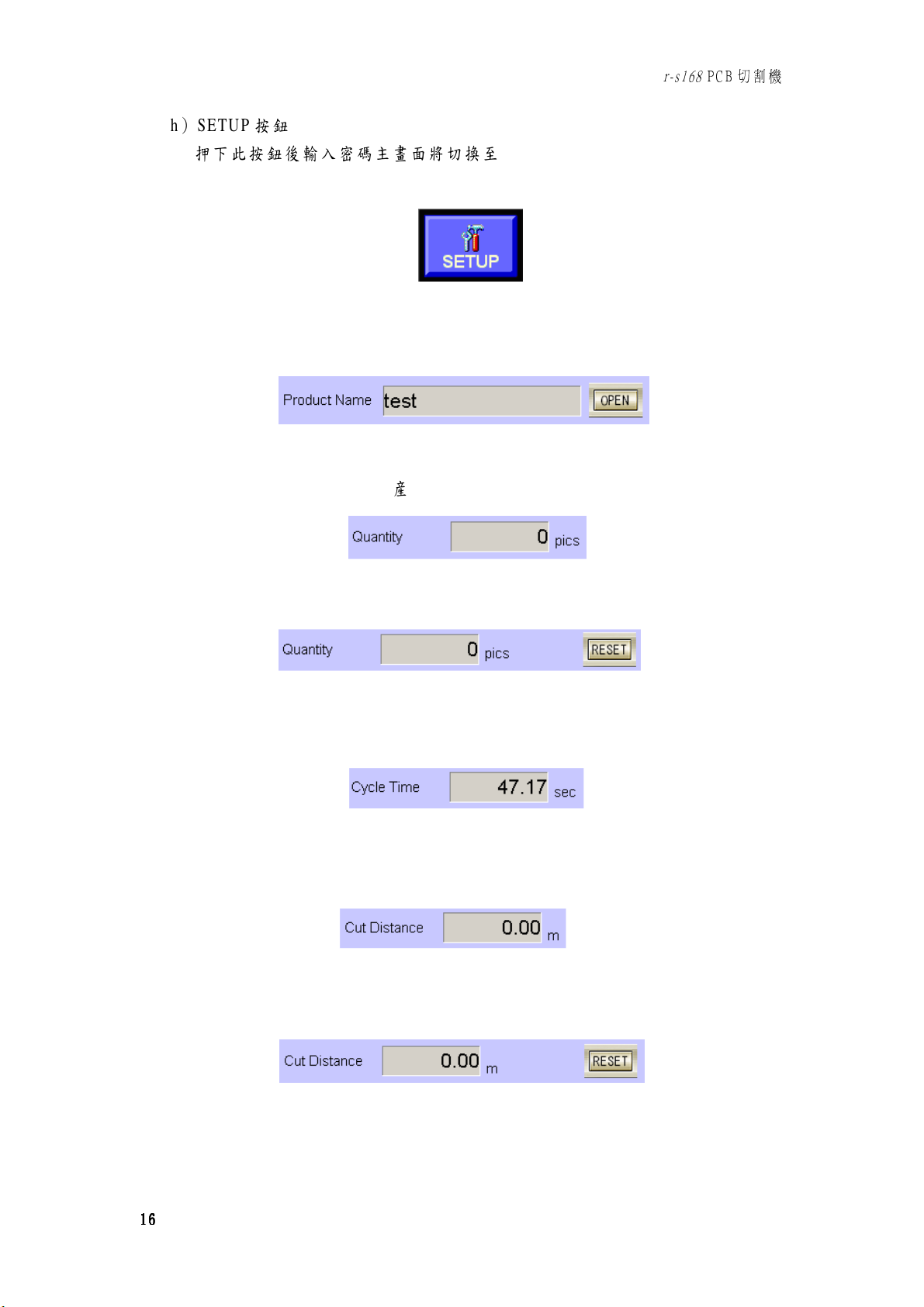
h)SE T U P
押 下 此 按 鈕 後 輸 入 密 碼 主 畫 面 將 切 換 至 設 定 畫 面,在 設 定 畫 面 裡 主 要 用 於 設
定 各 加 工 定 位 點 位 置 及 各 種 機 能 是 否 使 用 。
i﹚Pr o d u c t N am e
顯 示 所 設 定 的 產 品 名 稱(檔 案 名 稱)。
j﹚Qu a n t i t y
顯 示 目 前 為 止 所 累 積 的 生 産 件 數 。
k﹚RE S ET
按 鈕
顯 示 窗
按 鈕
顯 示 窗
按 下
l﹚Cy c le T im e
顯 示 每 一 片 板 子 加 工 所 需 時 間 。
m﹚Cu t D i st a nc e
顯 示 目 前 為 止 銑 刀 所 累 積 切 割 的 距 離 。
n﹚RE S ET
按 下
RE S ET
RE S ET
累 積 生 産 件 數 的 歸 零 按 鈕 , 在 自 動 運 轉 中 無 效 。
顯 示 窗
顯 示 窗
累 積 切 割 距 離 的 歸 零 按 鈕 , 自 動 運 轉 中 無 效 。
o﹚Bi t L i fe
顯 示
16
16
1616
顯 示 窗
CC D
畫 面 設 定 的 刀 具 切 割 壽 命 距 離 , 刀 具 使 用 每 次 到 達 設 定 距 離 及 自
 Loading...
Loading...