

Page 1

РУКОВОДСТВО
ПО ЭКСПЛУАТАЦИИ
Инверторный аппарат ручной дуговой сварки
Вектор 1600
Вектор 2000
Вектор 2200
aurora-online.ru
Page 2

2
Page 3
СОДЕРЖАНИЕ
ВВЕДЕНИЕ ...................................................................................................... 4
КОМПЛЕКТАЦИЯ ........................................................................................... 5
ОБЩИЙ ВИД .................................................................................................... 5
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ........................................................ 6
ТЕХНИКА БЕЗОПАСНОСТИ ....................................................................... 8
УСТАНОВКА И ЭКСПЛУАТАЦИЯ ............................................................ 10
ЕЖЕДНЕВНОЕ ОБСЛУЖИВАНИЕ .......................................................... 13
ХРАНЕНИЕ И ТРАНСПОРТИРОВКА ...................................................... 13
УСТРАНЕНИЕ ВОЗМОЖНЫХ НЕИСПРАВНОСТЕЙ .......................... 14
ДЕТАЛИРОВКА ............................................................................................. 15
ЭЛЕКТРИЧЕСКАЯ СХЕМА ........................................................................ 16
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА ........................................................ 17
3
Page 4
ВВЕДЕНИЕ
Благодарим вас за приобретение сварочного аппарата АВРОРА Вектор.
Мы создаём современные сварочные аппараты, которые помогают Вам создавать что-то новое,
работать и воплощать творческие мечты! Позволяют Вам быть уверенным в надежности
сварочного соединения и быть уверенным в своём будущем!
Аппарат серии Вектор предназначен для ручной дуговой сварки покрытым электродом, может
широко применяться для сварки углеродистой стали, нержавеющей стали и различных сплавов,
для проведения строительных, ремонтных и монтажных работ. Благодаря высокой мощности,
аппарат обеспечивает сильную и стабильную дугу.
Благодаря использованию мощных IGBT-транзисторов и быстродействующих диодов как основных
электрических компонентов инвертора, выпрямленное напряжение сети (50/60Гц) преобразуется в
высокочастотное переменное напряжение (60КГц), которое подается на первичную обмотку
понижающего ферритового трансформатора. Полученное на вторичной обмотке переменное
высокочастотное напряжение преобразуется в постоянное. Такой принцип работы позволяет
использовать силовой трансформатор значительно меньшего размера и уменьшить вес
инверторного оборудования, что ведет к увеличению КПД аппарата на 30%.
Отличительным качеством аппарата Вектор является легкость настройки сварочного режима даже
при небольшом опыте сварщика. В работе также помогают встроенные функции:
Горячий старт (HOT START) - автоматически увеличивает сварочный ток в момент касания
электродом свариваемой поверхности, что позволяет быстро зажечь дугу и начать сварку.
Антиприлипание (ANTI STICK) – автоматическое снижение сварочного тока при залипании
электрода позволяет отделить и сохранить электрод, не прокаливая его.
Форсаж дуги (FORCE ARC) – автоматическое увеличение сварочного тока во время сварки в
момент отделения капли металла от электрода, снижает вероятность прилипания электрода и
повышает стабильность горения дуги.
Аппарат Вектор адаптирован к российским условиям эксплуатации, имеет защиту от перегрева и
предназначен для работы в сетях с большим диапазоном питающего напряжения.
ВАЖНО! Перед началом работы необходимо внимательно прочитать инструкцию, это
поможет уменьшить риск совершения ошибок при эксплуатации аппарата, а также снизит
вероятность получения травм и повреждения оборудования.
ПРЕДУПРЕЖДЕНИЕ! К эксплуатации сварочного оборудования допускается только
обученный персонал, заранее ознакомленный со всеми положениями данного руководства.
Руководство по эксплуатации содержит информацию, актуальную к моменту печати. Некоторые
изменения могут быть не отражены в данном руководстве. Изображения в инструкции могут
отличаться от реальных узлов и надписей на изделии.
При возникновении вопросов, используйте контактную информацию, расположенную на
официальном сайте АВРОРА: aurora-online.ru
4
Page 5
КОМПЛЕКТАЦИЯ
Сварочный аппарат 1 шт.
Кабель держателя электродов 1 шт.
Держатель электродов 1 шт
Обратный кабель 1 шт.
Зажим на массу 1 шт
Инструкция по эксплуатации 1 шт
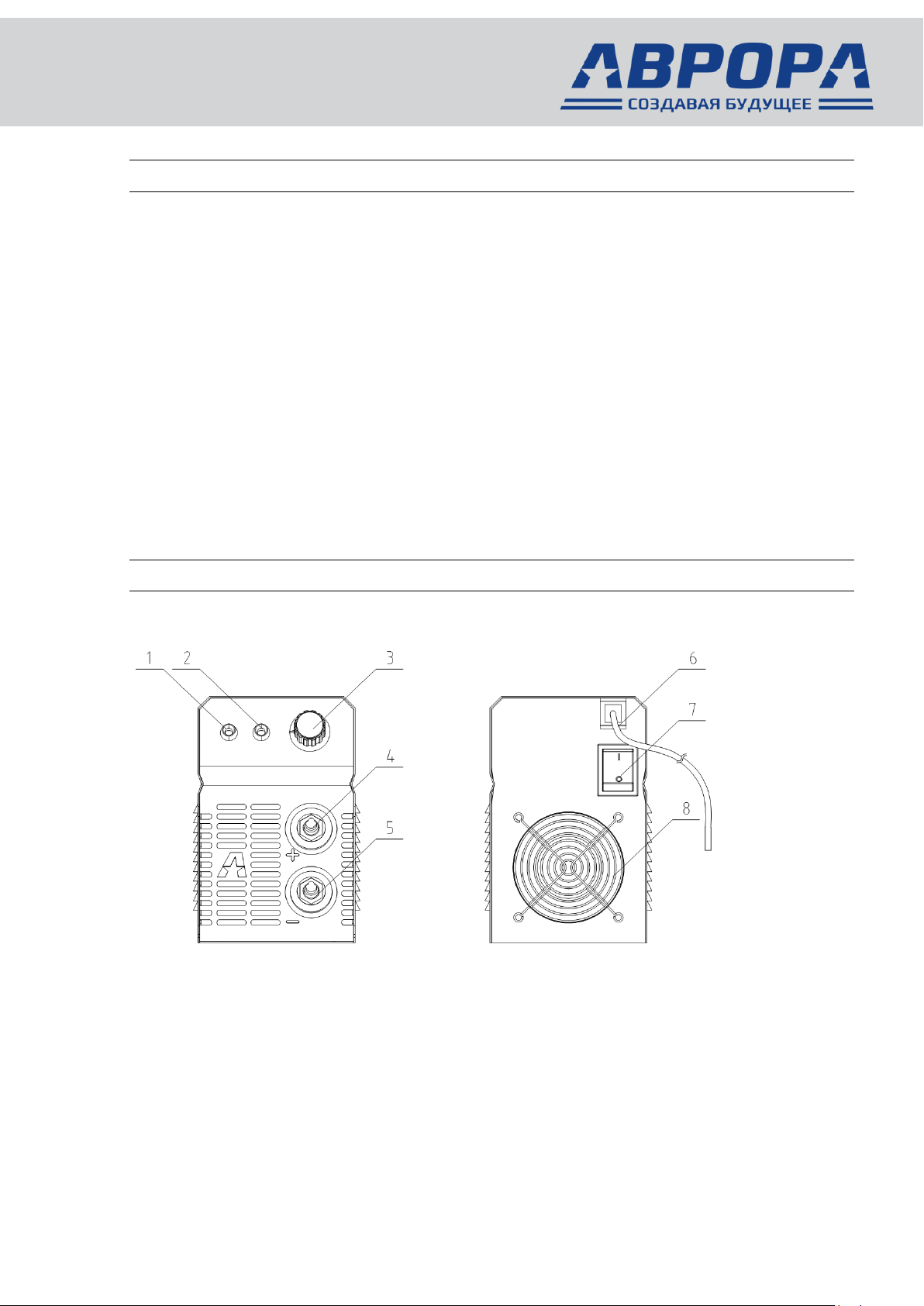
ОБЩИЙ ВИД
5
1 – Индикатор питания.
2 – Индикатор термозащиты
3 – Ручка регулировки сварочного тока
4 – Разъем подключения кабеля держателя электродов «+»
5 – Разъем подключения кабеля массы «-»
6 – Питающий кабель
7 – Кнопка включения аппарата
8 – Решетка радиатора охлаждения
5
Page 6
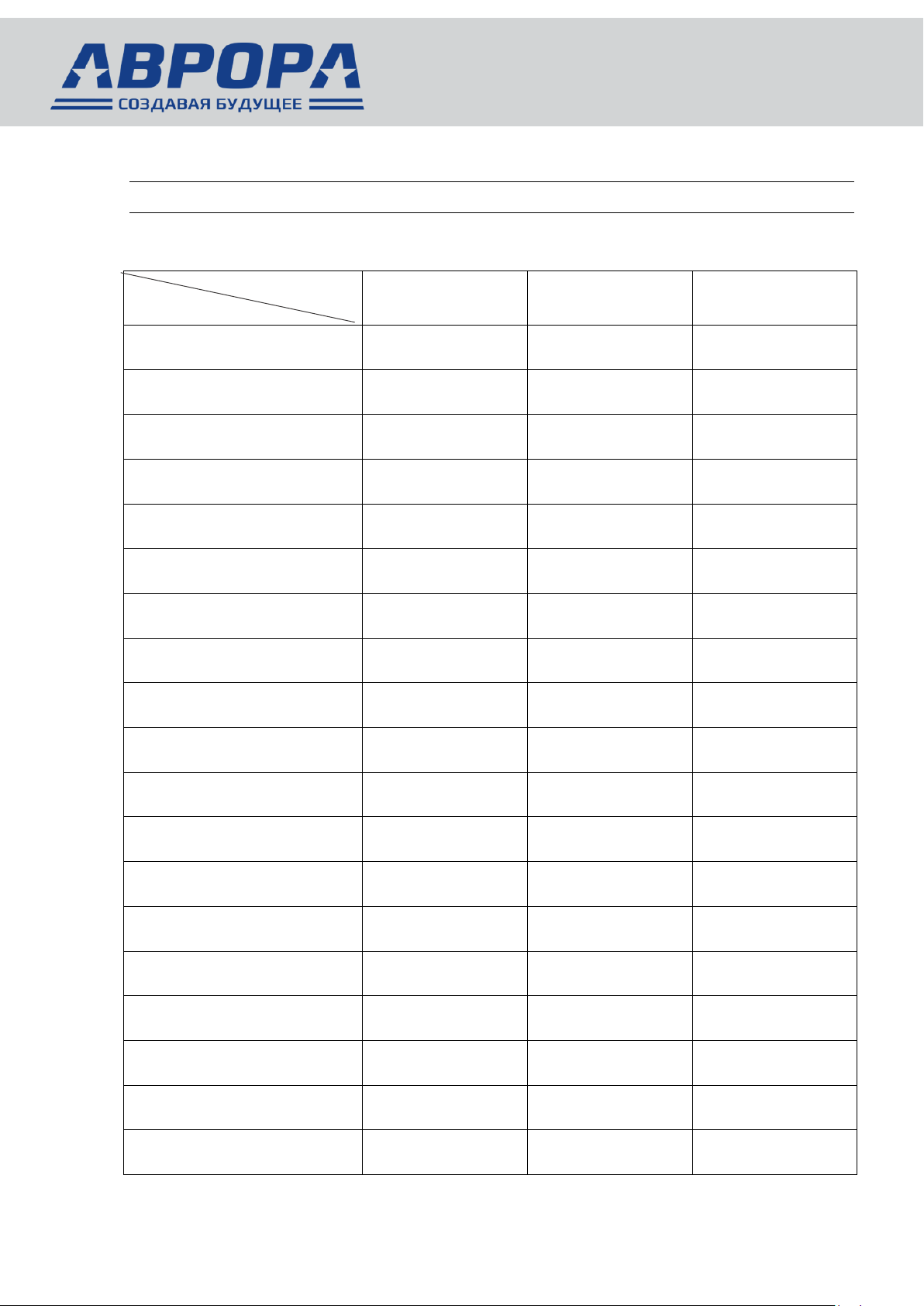
Модель
Параметры
ВЕКТОР 1600
ВЕКТОР 2000
ВЕКТОР 2200
Входное напряжение, В
1-фазный, АС, 230
1-фазный АС 230
1-фазный АС 230
Частота, Гц
50/60
50/60
50/60
Диапазон регулирования
сварочного тока, А
20 - 160
20 - 200
20 – 220
Напряжение холостого хода,
В
70
70
70
Диаметр электрода, мм
Ø 1.6 - 4.0
Ø 1.6 - 5.0
Ø 1.6 - 5.0
Максимальный потребляемый
ток, А
30
38
43
Максимальная потребляемая
мощность, кВА
6.6
8.4
8.4
ПВ при максимальном
сварочном токе, % (40°С)
30% @160A
15% @200A
25% @220A
Функция горячий старт
(HOT START)
+ + +
Функция форсаж дуги
(ARC FORCE)
+ (автоматическая)
+ (автоматическая)
+ (автоматическая)
Функция антиприлипание
(ANTI STICK)
+ + +
Коэффициент мощности
0.75
0.75
0.75
Температура
эксплуатации, °С
от - 10 до + 40
от - 10 до + 40
от -10 до +40
Класс изоляции
H H H
Степень защиты
IP21S
IP21S
IP21S
Тип охлаждения
Воздушное
Воздушное
Воздушное
Габаритные размеры
(ДхШхВ), см
25*9.8*16
25*9.8*16
32.3*12.6*19.3
Вес, кг (нетто)
2.9
3.0
4.3
Вес, кг (брутто)
3.6
3.9
6.1
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
6
Page 7

Условия окружающей среды:
Температура работы: - 10 °С ~ +40 °С
Температура хранения и транпортировки: - 25 °С ~ +55 °С
Относительная влажность воздуха: ≤ 50% при 40 °С; ≤ 90% при 20 °С
Высота относительно уровня моря: до 1 км
Расстояние до других предметов для обеспечения нормально вентиляции: от 50 см
Декларация о соответствии:
Продукция изготовлена в соответствии c Директивой 2006/42/ЕС "Машины и механизмы",
2014/30/ЕU "О электромагнитной совместимости", 2014/35/ЕU "Низковольтное оборудование".
Соответствует требованиям ТР ТС 004/2011 "О безопасности низковольтного оборудования", ТР
ТС 010/2011 "О безопасности машин и оборудования", ТР ТС 020/2011 "Электромагнитная
совместимость технических средств"
EAC — Соответствует всем требуемым Техническим регламентам Таможенного союза ЕврАзЭС.
Производство: GUANGDONG SMARTER M&E TECHNOLOGY CO.,LTD
Адрес производства: 38TH,YANJIANGDONGSI ROAD , HUOJU INDUSTRIAL ZONE,ZHONGSHAN
CITY,GUANGDONG PROVINCE, CHINA, КИТАЙ
7
Page 8

ТЕХНИКА БЕЗОПАСНОСТИ
ВНИМАНИЕ! Перед использованием сварочного аппарата внимательно ознакомьтесь с
инструкцией по эксплуатации.
Настоящее руководство по эксплуатации предназначено для изучения работы сварочных
инверторных аппаратов для ручной дуговой сварки.
Данное руководство должно храниться с аппаратом и быть в постоянном доступе у персонала,
работающего и обслуживающего данное оборудование.
При неправильной эксплуатации оборудования процессы сварки и резки представляют собой
опасность для сварщика и людей, находящихся в пределах или рядом с рабочей зоной. При
проведении сварочных работ необходимо соблюдать требования стандарта ГОСТ 12.3.003-86
«Работы электросварочные. Требования безопасности», а также стандартов ГОСТ 12.1.004-85,
ГОСТ 12.1.010-76, ГОСТ 12.3.002-75.
К работе с аппаратом допускаются лица не моложе 18 лет, внимательно ознакомленные с
руководством по эксплуатации, имеющие профессиональный опыт работы со сварочным
оборудованием и прошедшие инструктаж по технике безопасности. Специалист должен обладать
необходимой квалификацией и иметь допуск по проведению сварочных работ и группу по
электробезопасности не ниже II.
Не надевайте контактные линзы при работе со сварочным аппаратом, так как интенсивное
излучение дуги может привести к склеиванию их с роговицей.
Поражение электрическим током может быть смертельным!
Заземляйте оборудование в соответствии с правилами эксплуатации электроустановок и техники
безопасности.
Помните, сварочный электрод и кабеля находятся под напряжением.
Запрещается производить любые подключения под напряжением.
Категорически не допускается производить работы при поврежденной изоляции кабеля, горелки,
сетевого шнура и вилки.
Не касайтесь неизолированных деталей голыми руками. Сварщик должен осуществлять сварку в
сухих сварочных перчатках, предназначенных для сварки.
Отключайте аппарат от сети при простое.
В нерабочем режиме силовой кабель (идущий к электроду) должен быть отключен от аппарата.
Сварочные инструменты, аксессуары и принадлежности должны быть сертифицированы,
соответствовать нормам безопасности и техническим условиям эксплуатации данного аппарата.
Дым и газ, образующиеся в процессе сварки — опасны для здоровья!
Не вдыхайте дым и газ в процессе сварки (резки).
Рабочая зона должна хорошо проветриваться или вентилироваться. Старайтесь организовать
вытяжку непосредственно над местом проведения сварочных работ.
Не производите сварку в местах, где присутствуют пары хлорированного углеводорода (результат
обезжиривания, очистки, распыления).
Излучение сварочной дуги вредно для глаз и кожи!
8
Page 9

Используйте сварочную маску, защитные очки и специальную одежду с длинным рукавом вместе с
перчатками и головным убором при проведении сварочных работ. Одежда должна быть из
негорючего материала или со специальным покрытием. Также должны быть приняты меры для
защиты людей, находящихся в рабочей зоне или рядом с ней.
Опасность воспламенения
Искры, возникающие при сварке, могут вызвать пожар, поэтому все воспламеняющиеся
материалы должны быть удалены из рабочей зоны.
Рядом должны находиться средства пожаротушения; персонал обязан знать, как ими
пользоваться.
Запрещается сварка сосудов под давлением, емкостей, в которых находились горючие и
смазочные вещества.
Запрещается носить в карманах спецодежды легковоспламеняющиеся предметы (спички,
зажигалки). Не работайте в одежде, имеющей пятна масла, жира, бензина или других горючих
жидкостей.
Шум представляет возможную угрозу для слуха!
Процесс сварки сопровождается поверхностным шумом, при необходимости используйте средства
защиты органов слуха.
При возникновении неисправностей:
1. Обратитесь к данному руководству по эксплуатации.
2. Проконсультируйтесь с сервисной службой или поставщиком оборудования.
Подсоединяйте силовые кабели с зажимом как можно ближе к месту сварки. Силовые кабели,
соединенные с арматурой здания или с другими металлическими объектами, находящимися
далеко от места сварки, могут привести к протеканию тока через тросы лебедок, подъемных
механизмов или через другие токопроводящие цепи. Это может привести к возникновению пожара
или перегреву подъемно-транспортных механизмов, кабелей и, как следствие, выходу их из строя.
Блуждающие токи могут полностью вывести из строя проводку в доме и стать причиной пожара.
Поэтому перед началом работ необходимо удостовериться в том, что место подсоединения
кабеля с зажимом на заготовке очищено от грязи, ржавчины и краски до металлического блеска и
обеспечена непосредственная электрическая связь между заготовкой и источником.
9
Page 10

УСТАНОВКА И ЭКСПЛУАТАЦИЯ
ВНИМАНИЕ! К работе с аппаратом допускается только обученный персонал, заранее
ознакомленный со всеми положениями данного руководства.
Держатель электрода
Зажим на массу заготовка
Установите аппарат ровную горизонтальную поверхность. Для обеспечения нормальной
вентиляции соблюдайте дистанцию от стен и внешних предметов от 50см. Удалите от места работ
чувствительные электроприборы на безопасное расстояние.
Подключите сетевой кабель. В комплект сварочного оборудования входит сетевой кабель.
Подсоедините его к электросети с требуемыми параметрами. Проверьте надежность соединения
сетевого кабеля. Неплотное соединение приводит к нестабильному горению дуги,
преждевременному износу сварочных разъемов, вплоть до выхода из строя источника питания.
Подключайте аппарат только к сети 230В. Обеспечьте защиту розетки автоматическим
выключателем или плавким предохранителем с током срабатывания не более 25 А.
Запрещено подключать аппарат к сети 380В, так как это может серьезно повредить аппарат и
иметь серьезные последствия для сварщика.
При использовании сетевого удлинителя необходимо соблюдать достаточное сечение питающего
кабеля. В общем случае, выбирайте кабель 3х2,5мм2 длиной до 30м.
Подсоедините сварочные кабели. На сварочном аппарате есть два разъема «+» и «-». Плотно
закрепляйте кабели в разъемах. При неплотном подсоединении кабелей возможны повреждения,
как кабельного разъема, так и источника питания.
Существует два способа подключения сварочного оборудования для работы на постоянном токе:
прямая полярность — держатель электрода подсоединен к разъему «-», а заготовка к «+»;
обратная полярность — заготовка подсоединена к разъему «-», а держатель электрода к «+».
10
Page 11

Диаметр (мм)
Ø 1.6
Ø 2.0
Ø 2.5
Ø 3.0
Ø 4.0
Ø 5.0
Ток (А)
25-45
40-60
60-90
90-130
140-210
190-270
Толщина
заготовки (мм)
1-2
2-3
2-4
4-6
4-8
7-15
Наиболее распространенные марки электродов (УОНИ, ОКА, МГТ, СО, ЛБ, АНО) работают на
обратной полярности. Электроды для работы на прямой полярности имеют соответствующие
надписи на упаковке.
Выбирайте способ подключения в зависимости от конкретной ситуации и типа электрода.
Неправильное подключение оборудования может вызвать нестабильность горения дуги,
разбрызгивание расплавленного металла и прилипание электрода.
Старайтесь избегать ситуаций, когда приходится использовать чрезмерно длинные сварочные
кабели. Это приводит к падению сварочных характеристик на дуге. Увеличивайте диаметры
кабелей, с целью уменьшения падения напряжения на кабелях. При длине кабеля до 10м
рекомендуется использовать: для модели Вектор 1600 – кабели 16мм2 (медь) / 25мм2 (алюминий);
для модели Вектор 2000 - кабели 25мм2 (медь) / 35мм2 (алюминий).
Подсоедините зажим на массу к заготовке. Рекомендуется устанавливать зажим как можно
ближе к месту сварки.
Включите аппарат. Установите выключатель сети в положение «ВКЛ», заработает встроенный
вентилятор.
Установите значение сварочного тока. Установите требуемую величину сварочного тока с
помощью ручки управления. Обычно, значение сварочного тока устанавливают в зависимости от
типа и диаметра электрод и от толщины заготовки. Общие значения приведены в таблице:
Смотрите также технические данные, указанные на упаковке конкретного типа используемого
электрода. При сварке толстых материалов обратите внимание на правильную подготовку, на
необходимый зазор и разделку кромок.
Установите электрод и приступайте к сварке. Для поджига сварочной дуги необходимо
кратковременно коснуться заготовки и отвести электрод на небольшое расстояние.
Альтернативным способом может служить поджиг чирканьем о поверхность, как спичкой. Но при
этом важно не отдалять электрод на слишком большое расстояние от заготовки.
Во время сварки рекомендуется поддерживать расстояние от кончика электрода до поверхности
примерно равное диаметру электрода. Слишком длинное расстояние до поверхности приводит к
чрезмерному брызгообразованию.
Для стабильного образования сварочной дуги электроды перед началом работы должны быть
просушены или прокалены. Также стоит убедиться в отсутствии «козырька» из обмазки на кончике
электрода. Когда от электрода до держателя останется 2-3 см, для продолжения работ электрод
следует заменить.
Обратите внимание, электрод сильно нагревается в процессе работы. При замене используйте
толстые защитные перчатки. Остаток горячего электрода выбрасывайте в металлический
11
Page 12

контейнер.
После работы удалите шлак со сварочного соединения используя специальный молоток сварщика
и кордщётку. Дождитесь, пока соединение остынет, и отбейте шлак. Остатки удалите кордщеткой.
Части шлака могут сильно отскочить, используйте средства защиты, в т.ч. защитную маску или
очки для себя и окружающих людей.
При формировании длинных сварочных швов, повторный поджиг следует производить перед
концом предыдущего шва, затем вернуться к концу шва и варить дальше, чтобы перекрыть, таким
образом, сформированный ранее кратер и избежать возникновения трещин.
При длительных работах, на аппарате может загораться индикатор перегрева. В таком случае
Вам необходимо подождать пока аппарат охладится. Не отключайте аппарат от сети. Работу
можно продолжить после того, как индикатор термозащиты погаснет.
После завершения работы или при временной остановке работы следует отключать
электропитание.
Подготовка заготовки перед сваркой. Металл на расстоянии 10-20 мм от шва должен быть
очищен от ржавчины, маслянистой плёнки, пыли, воды, краски и т.д. Также должно быть очищено
от любых покрытий, затрудняющих контакт место крепления зажима массы.
Избегайте работ под воздействием прямых солнечных лучей, в сильный ветер и под дождём.
При минусовых температурах рекомендуется хранить аппарат в теплом помещении и выносить на
улицу непосредственно перед работой.
12
Page 13

ЕЖЕДНЕВНОЕ ОБСЛУЖИВАНИЕ
Следует регулярно очищать сварочный аппарат от пыли сжатым сухим воздухом. Давление
сжатого воздуха должно быть в пределах допустимости во избежание повреждений мелких
деталей аппарата. Детали склонные к замасливанию должны очищаться тряпкой. Одновременно
необходимо проводить осмотр на наличие неплотно закрепленных деталей внутри аппарата. В
случае обнаружения скопления пыли необходима немедленная очистка. В нормальных условиях
очистку необходимо проводить только один раз в год. В случае чрезмерного пылеобразования
очистку следует проводить чаще.
Избегайте попадания воды и влаги на/в аппарат. Если вода все же попала на аппарат – тщательно
высушите его и измерьте уровень изоляции мегомметром.
Необходимо регулярно проверять входные и выходные кабели сварочного аппарата, для того,
чтобы гарантировать их правильное и прочное соединение.
Внимание.
При проведении очистки аппарата, следует принять все меры предосторожности, чтобы избежать
случайного удара электрическим током. Неквалифицированным работникам запрещено открывать
корпус аппарата!
Перед проведением очистки от пыли необходимо отключить источник питания.
Никогда не перегибайте провода и не повреждайте детали при проведении очистки.
ХРАНЕНИЕ И ТРАНСПОРТИРОВКА
- Аппарат следует беречь от попадания воды и снега. Обратите внимание на обозначения на
упаковке. Тара для хранения должна быть сухой и со свободной циркуляцией воздуха, и без наличия
агрессивного газа или пыли. Диапазон допускаемых температур от -25 до +55, и относительная
влажность не более 90%.
- После того, как упаковка была открыта, рекомендуется для дальнейшего хранения и
транспортировки переупаковать аппарат. (Перед хранением рекомендуется провести очистку и
запечатать пластиковый пакет, в который необходимо поместить аппарат перед помещением в
коробку).
- используйте оригинальную упаковку при перевозке.
13
Page 14

НЕИСПРАВНОСТЬ
ПРИЧИНА
УСТРАНЕНИЕ
Горит индикатор перегрева
Плохая вентиляция привела к
срабатыванию защиты от
перегрева
Улучшите условия вентиляции аппарата
Температура окружающей
среды слишком высока
При понижении температуры индикатор
автоматически погаснет
Превышение рабочего
цикла
Регулятор сварочного тока
не работает
Регулятор сломан
Замените регулятор
Нет напряжения
холостого хода
Напряжение слишком высоко
(≥15%)
Отключите электропитание. Проверьте
сеть. Повторно запустите сварочный
аппарат когда напряжение достигнет
нормального уровня
Срабатывание термозащиты
Дождитесь снижения температуры
аппарата
Выключатель сломан
Замените выключатель
Держатель электрода и
сварочный кабель
нагреваются до высокой
температуры
ПВ электрододержателя
слишком мало
Замените электрододержатель на другой с
более высоким ПВ
Кабели малого сечения
Замените кабели на большее сечение
Разъем загрязнен окислами
Очистите разъемы
Большое сопротивление между
электрододержателем и
кабелем
Отсоедините электрододержатель и
зачистите кабель, место контакта
Аппарат не включается
Включение после длительного
перерыва (более 2 дней)
Не является дефектом. Требуется время для
зарядки силовых конденсаторов. Включите и
выключите аппарат. Если неисправность не
устраняется, обратитесь в сервисный центр
Во время сварки
Обратитесь в сервисный центр
Другое
Обратитесь в сервисный центр
УСТРАНЕНИЕ ВОЗМОЖНЫХ НЕИСПРАВНОСТЕЙ
14
Page 15

№
п/п
Наименовение
Колво
10.
Радиатор 1
1шт
1.
Ремень
1шт
11.
Радиатор 2
1шт
2.
Кожух
1шт
12.
Радиотор 3
1шт
3.
Индикатор
1шт
13.
Выпрямитель
1шт
4.
Ручка переменного
резистора
1шт
14.
IGBT
4шт
5.
Передняя панель
1шт
15.
Электролитический
конденсатор
4шт
6.
Быстросъёмный
разъём
2шт
16.
Печатная плата
1шт
7.
Нижняя панель
1шт
17.
Вертилятор
1шт
8.
Силовой
транформатор
1шт
18.
Защитная решётка
вентилятора
1шт
9.
Быстродействующий
диод
4шт
19.
Выключатель
1шт
ДЕТАЛИРОВКА
Примечание: Возможны отличия схемы от реальных деталей аппарата.
15
Page 16

ЭЛЕКТРИЧЕСКАЯ СХЕМА
16
Page 17

ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Устройства проходят обязательную сертификацию в соответствии с Техническим Регламентом о
безопасности машин и оборудования. Использование, техобслуживание и хранение устройства
должны осуществляться точно, как описано в этом руководстве по эксплуатации.
Срок службы изделия составляет 5 лет.
По истечении этого срока, производитель не несёт ответственность за безопасную работу
изделия, а также за причинение ущерба здоровью или имущества.
Гарантийный срок составляет 2 года с даты продажи.
Полные условия предоставления гарантийного обслуживания представлены в гарантийном талоне
Производитель не несет ответственность за все повреждения и ущерб, вызванные
несоблюдением указаний по технике безопасности, указаний по техническому обслуживанию.
Все работы, приведенные в разделе «Ежедневное обслуживание» должны производиться
регулярно. Если пользователь не может выполнять эти работы по техобслуживанию сам, то
следует обратиться в авторизованный сервисный центр для оформления заказа на выполнение
требуемых работ.
Список адресов сервисных центров вы сможете найти на нашем официальном сайте:
aurora-online.ru
17
Page 18

Сведения о приемке:
Изделие получено в указанной комплектности, без повреждений, в исправленном состоянии.
Подпись ответственного сотрудника:
________________________
Серийный номер аппарата:
________________________
Дата получения: ________________________
Подразделение: ________________________
М.П.
18
Page 19

19
 Loading...
Loading...