

Page 1

РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
ПО ЭКСПЛУАТАЦИИ
Инверторный сварочный полуавтомат
SPEEDWAY175
www.aurora-online.ru
USER MANUAL YF-74L A2 RU
Page 2

СОДЕРЖАНИЕ
1. Предупреждение и меры безопасности …………………………………. 2
2. Введение…… ……………………..………………………… ……………. 3
3. Технические характеристики……...……………………… …………..….. 5
4. Установка полуавтомата……………………………….……………….….. 6
5. Функции панели управления………………………….……………….….. 9
6. Рекомендации к выбору параметров сварки…………….………………... 15
7. Схема и деталировка.…………….....………………………...……………. 18
8. Меры предосторожности………………………………………………….. 21
9. Техническое обслуживание……………………………………………….. 22
Page 3
ПРЕДУПРЕЖДЕНИЕ И МЕРЫ БЕЗОПАСНОСТИ
Сварочные работы и резка могут быть опасны для самого сварщика, а также людей,
находящихся рядом с зоной сварки, если оборудование неправильно используется. Поэтому
данный вид работ должен строго соответствовать технике безопасности. Обязательно прочтите эту
инструкцию перед началом работы.
УДАР ЭЛЕКТИЧЕСКИМ ТОКОМ – МОЖЕТ БЫТЬ СМЕРТЕЛЬНЫМ!
Любое поражение током имеет вероятность смертельного исхода, поэтому всегда избегайте касания
открытых токопроводящих частей электрододержателя, проводов, свариваемого изделия. Используйте
изолирующие коврики и перчатки; одежда должна быть всегда сухой. Старайтесь не проводить сварочные
работы в местах с избыточной влажностью. Заземляйте оборудование в соответствии с правилами
эксплуатации электроустановок и техники безопасности. При замене кабеля, а также в случаях снятия
крышки с аппарата, обязательно отсоедините аппарат от сети.
ДЫМ И ГЛАЗ – ВРЕДНЫ ДЛЯ ЗДОРОВЬЯ!
Дым и газ, образующиеся в процессе сварки – вредны для здоровья. Зона сварки должна хорошо
вентилироваться.
Металлы, имеющие в составе или покрытии свинец, кадмий, цинк, ртуть и бериллий, могут выделять
ядовитые газы в опасных концентрациях под воздействием сварочной дуги. При необходимости сварки
таких материалов обязательно наличие вытяжной вентиляции, либо индивидуальных средств защиты
органов дыхания, обеспечивающих фильтрацию или подачу чистого воздуха. Если покрытие из таких
металлов невозможно удалить с места сварки и средства защиты отсутствуют, проводить сварку
категорически ЗАПРЕЩЕНО.
ОБЛУЧЕНИЕ – ОПАСНО ДЛЯ ГЛАЗ ЧЕЛОВЕКА!
Ультрафиолетовое излучение сварочной дуги может нанести непоправимый вред глазам и коже; поэтому
обязательно используйте сварочную маску/щиток и защитную одежду. Маска должна быть полностью
исправна, в противном случае ее следует заменить, поскольку излучение сварочной дуги может нанести
вред глазам. Опасно смотреть незащищенными глазами на дугу на расстоянии менее 15 метров.
Необходимо принять меры для защиты людей, находящихся в рабочей зоне или рядом с ней.
ОГНЕОПАСНОСТЬ
Средства пожаротушения (огнетушитель, вода, песок, пр.) должны быть доступны в ближней зоне сварки
(резки). Работающий персонал обязан знать, как пользоваться средствами пожаротушения. Все огне- и
Page 4

взрывоопасные материалы должны быть удалены на минимальное расстояние 10 метров от места
проведения сварочных работ.
Никогда не проводите сварочные работы в помещении с большой концентрацией пыли, огнеопасного газа
или испарений горючих жидкостей в атмосфере.
После каждой операции убедитесь, что свариваемое изделие достаточно остыло, прежде чем касаться его
руками или горючими / взрывоопасными материалами.
УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
При возникновении неисправностей, обратитесь к данному руководству по эксплуатации, или
проконсультируйтесь с сервисной службой или поставщиком оборудования.
Описание аппарата
Данный аппарат изготовлен на базе самых продвинутых инверторных технологий в мире.
Принцип инвертирования в преобразовании сетевого напряжения частоты в 50/60Гц в высоко
частотное напряжение в 25кГц при прохождении этого напряжения через фильтр – мощное устройство
IGBT, а затем падении напряжения и коммутации с источником прямого тока через модулятор ширины
пульса (PWM). Благодаря применению инверторной технологии потребляемая аппаратом мощность, а
также его габариты становятся меньше, в то время как его эффективность возрастает более чем на 30%.
Кроме режима MIG у аппарата также сеть режимы STICK и TIG. Режимы можно переключать,
используя цифровой дисплей, который также обеспечивает синергетическое регулирование скорости
подачи проволоки, сварочное напряжение и другие параметры. Аппарат обеспечен контуром реактора,
что позволяет более точно контролировать переключение короткого замыкания и смешанного замыкания, а
значит добиваться лучшего сварочного процесса. В отличие от полупроводниковых сварочных
аппаратов, наши сварочные аппараты имеют ряд преимуществ: стабильная скорость подачи проволоки,
портативность, энергосбережение, бесшумность. Кроме всего этого данный аппарат производит меньше
сварочных брызг, имеет более легкий поджиг, более глубокую сварочную ванну, высокий коэффициент
полезной нагрузки.
Портативный аппарат имеет полноценные функции STICK и TIG. Аппарат идеально подходит
для бытового использования, для работы с различными материалами и техническим оснащением.
Благодарим вас за использование наших аппаратов. Если у вас есть какие-то предложения по
улучшению качества работы наших аппаратов, вы можете обращаться к нам.
Предупреждение!
Аппарат предназначен в основном для промышленного использования. Он может излучать радиоволны в
закрытом пространстве, так что пользователь должен принять все меры предосторожности
Page 5
Параметр
SPEEDWAY 175
Источник тока (В)
Однофазный 220±15%
Частота (Гц)
50/60
Номинальный ток на входе (А)
28А
Напряжение без нагрузки (В)
56
Диапазон тока на выходе (А)
20-175 (ММА)
10-175 (TIG)
50-175 (MIG)
Напряжение на выходе (В)
16.5-22В
Коэффициент полезной нагрузки(%)
30
Фактор мощности
0.73
Эффективность (%)
80
Тип механизма подачи проволоки
Внутренний
Скорость подачи проволоки(м/мин)
2-12
Время продувки газа (сек)
3
Диаметр проволоки (мм)
0.6/0.8/1.0
Степень изоляции
F
Степень защиты корпуса
IP23S
Толщина свариваемого материала (мм)
Более 0.8
Вес(кг)
12.8
Габариты
420*220*439
Технические характеристики
Page 6

Инструкции по установке
Аппарат снабжен устройством защиты от колебаний сети. Аппарат продолжает работать нормально при
колебаниях сети ±15% от номинального напряжения.
В случае использования длинного кабеля, во избежание падения напряжения, используйте кабель с
большим поперечным сечением. Если кабель слишком длинный, это может повлиять на качество сварки,
поэтому используйте рекомендуемую длину кабеля.
1. Убедитесь, что вентилятор не накрыт, чтобы не нарушить систему охлаждения.
2. Используйте кабель заземления с поперечным сечением не менее 6 кв. мм с тем чтобы соединить
заземленный интерфейс в задней части аппарата с массой.
Подключение аппарата SPEEDWAY175
Режим MIG
1) Соедините газовый баллон с впускным отверстием на аппарате при помощи воздушного шланга.
2) Вставьте быстросъем с кабелем массы в разъем на панели аппарата.
3) Установите проволочную бобину на опорную ось для катушки
4) Выберите ролик под размер проволоки
5) Запустите проволоку в канал подающего механизма
6) Проволока должна быть прямой, чтобы не застревать во время работы
7) Установите горелку в евроразъем и вручную протяните в нее проволоку
Режим LIFT TIG
1) Правильно подсоедините источник защитного газа. Механизм подачи газа должен состоять из
газового баллона, редуктора и газового шланга. Соединительные элементы газового шланга
должны быть закреплены хомутом иди другим креплением, во избежание утечки газа.
2) Подсоедините разъем TIG горелки к минусовому контакту на внешней панели и закрепите его по
часовой стрелке
3) Подсоедините разъем TIG горелки к соответствующему интерфейсу на панели и закрепите его по
часовой стрелке
4) Подсоедините один конец зажима на массу к плюсовому контакту на передней панели, закрепите по
часовой стрелке, другой конец к рабочей поверхности.
Режим STICK
1) Убедитесь что кабель держателя электрода хорошо подсоединен к быстросъему. Подсоедините
быстросъем к минусовому контакту аппарата и закрепите по часовой стрелке
Page 7

2) Подсоедините быстросъем от одного конца кабеля к плюсовому контакту аппарата, закрепите,
другой конец к рабочей поверхности
3) Обратите внимание на подключение контактов, сварочные аппараты прямого тока имеют 2 способа
подключения: плюсовое и минусовое. Плюсовое: держатель электрода подключается к минусовому
контакту, а рабочая поверхность к плюсовому. Минусовое: рабочая поверхность – к минусовому
контакту, держатель – к плюсовому. Выберите нужный способ подключения в зависимости от типа
работ. Если выбрано неверное подключение, дуга будет нестабильной, будет больше брызг и
спайки. В случае возникновения таких проблем, поменяйте полярность. В случае использования
щелочных электродов нужно использовать минусовое подключение, при использовании кислотных
- плюсовое.
Подсоединяйте аппарат только к подходящему источнику тока.
Установочный чертеж для SPEEDWAY175 (MIG):
Page 8

Установочный чертеж для SPEEDWAY175 (LIFT TIG):
Установочный чертеж для SPEEDWAY175 (STICK):
Page 9

Панель управления
Настройки передней панели:
1. Переключатели режимов STICK / LIFT TIG / MIG
2. Протяжка проволоки
3. Функции VRD / 2х и 4хтактный режим управления горелкой
4. Выбор настроек (для режима MIG)
5. Многофункциональный регулятор настроек
6. Цифровой дисплей
Аппарат имеет функцию смены полярности. Между механизмом подачи проволоки и проволочной
бобиной есть плюсовой и минусовой выходные разъемы. При использовании цельнометаллической
проволоки с защитой газом, разъем горелки должен быть подсоединен к плюсовому выходному
разъему, кабель заземления – к минусовому. При использовании порошковой проволоки –
наоборот.
Инструкция по настройке:
USER MANUAL - 9 - YF-74L A2 RU
Page 10

1) Запуск
Включите аппарат в сеть, дисплей загорится как на рисунке 1.
После того как многофункциональный дисплей на панели промигает 5 секунд, аппарат показывает
настройки сохраненные при выключении
Рисунок 1: интерфейс при включении аппарата в сеть
2) Режим STICK
1. По окончанию сварки, нажимайте регулятор STICK / LIFT TIG / MIG до тех пор, пока не
загорится индикатор STICK.
2. Во время работы в режиме STICK нажмите регулятор функции VRD/2х-4хтактный режим.
Когда индикатор ВРД загорается, это значит, что функция активна, сели же индикатор гаснет –
функция не доступна (Рис. 2,3)
Рис 2: режим STICK, дисплей, VRD активен Рис 3: режим STICK, дисплей, VRD неактивен
3. Цифровой дисплей показывает установленный ток 80А
4. Прокручивая регулятор силы тока на дисплее можно регулировать ток во время работы и
выводить новый показатель на экран. Диапазон сварочного тока 10-175А
5. Через 3 секунды после установки параметров экран мигнет один раз, что означает, что данные
параметры сохранены.
6. Дисплей выглядит следующим образом (Рис 4) во время работы, что означает, что напряжение
равно 23,2 В на токе 80А. 5 сек спустя, показатель возвращается в изначальное значение тока.
Page 11

Рис 4: Дисплей в режиме STICK.
3) Режим LIFT TIG
1. После окончания сварки нажмите регулятор STICK/LIFT/TIG/MIG, когда загорится индикатор
LIFT TIG, аппарат переключен в режим LIFT TIG. Это значит, что электрод вначале касается
рабочей детали, нажимается кнопка горелки, затем дуга поджигается с поднятием горелки.
2. В режиме LIFT TIG нажмите регулятор VRD/2T/4T, чтобы выбрать режим управления горелкой,
как показано на Рис 5. Индикатор 2T NORMAL означает 2 ступенчатый режим управления
горелкой: откройте вентиль для подачи газа, пошел газ, нажмите кнопку горелки, электрическая
цепь замыкается, при поднятии горелки зажигается дуга и нарастает сварочный ток до
установленного значения. В конце сварки отпускаем кнопку – дуга гаснет. Индикатор 4T
LATCH означает 4 ступенчатый режим управления: нажимаем кнопку первый раз: поднимаем
горелку, загорается дуга, кнопку отпускаем, сварка продолжается. Затем нажимаем кнопку
второй раз: сварка закончена, газ идет и дуга затухает плавно для заварки кратера, отпускаем
кнопку, закрываем вентиль подачи газа.
Рис 5: Дисплей в режиме LIFT TIG
1) Цифровой дисплей показывает установленный ток 80А
2) Прокручивая регулятор силы тока на дисплее можно регулировать ток во время работы и
выводить новые показатели на экран. Диапазон сварочного тока 10-175А
3) Через 3 секунды после установки сварочных параметров, дисплей мигает 1 раз, что означает, что
параметры сохранены. Более того, данные параметры будут сохранены при выключении
аппарата.
4) Дисплей выглядит как на рис 6, когда напряжение 17.2 В, и ток 80А
Page 12

5) Отпуская кнопку горелки и при окончании сварки, дисплей выглядит как на рис 7. Индикатор
“HOLD” мигает 3 секунды и гаснет, что означает, что сварка окончена. 2 секунды после на
дисплее вновь окажутся те параметры, что были установлены ранее.
Заметка:Аппарат может работать в режиме поджига касанием горелки в режиме TIG. Вначале
убедитесь, что электрод касается рабочей детали, затем нажмите копку на горелке, поднимите
горелку и зажгите дугу.
Рис 6:Дисплей во время сварки в режиме LIFT TIG Рис 7:Дисплей после сварки в режиме TIG
4) Режим MIG
1. В конце сварки нажмите регулятор STICK/LIFT TIG/MIG, загорится индикатор MIG. Аппарат
перейдет в режим MIG (Рис 8)
2. В режиме MIG, нажмите кнопку «протяжка проволоки» (WIRE CHECK), загорится индикатор,
что означает, запуск высокой скорости подачи проволоки. (Рис 9). Дисплей будет продолжать
мигать до тех пор, пока вы не нажмете кнопку горелки, либо любую другую кнопку на панели,
после чего и Дисплей и индикатор WIRE CHECK перестают мигать, подача проволоки
прекращается.
Рис 8: Настройка напряжения в режиме MIG Рис 9: Индикатор Wire Check в режиме MIG
3. Дисплей показывает напряжение 19.5 В, параметр 05.0 м/мин отображает установленную
скорость подачи проволоки
4. В режиме MIG, пользуйтесь регулятором VRD/2T/4T, чтобы выбрать режим управления горелкой.
Индикатор 2T NORMAL означает 2 ступенчатый режим управления горелкой: нажать кнопку
горелки, пошел предварительный газ, затем пошла проволока и зажигается дуга. В конце сварки
отпускаем кнопку, идет отжиг проволоки для избегания формирования шарика на конце
проволоки, через 3 секунды перестает идти газ. Индикатор 4T LATCH означает 4 ступенчатый
Page 13

режим управления: нажимаем кнопку, пошла предварительная продувка газа, затем зажигается
дуга, пошла проволока, пошла сварка. Кнопку отпускаем, сварка продолжается. Затем нажимаем
кнопку второй раз, сварочный ток падает для заварки кратера и продолжается, затем отпускаем
кнопку, идет отжиг проволоки для избегания формирования шарика на конце проволоки, через 3
секунды перестает идти газ.
5. Управляя во время сварки мультифункциональным регулятором, можно синергетически
управлять сварочным напряжением и скоростью подачи проволоки, действительные параметры
будут отображаться на дисплее. Диапазон: 17.5В 2.0м/мин - 25.8В 12м/мин.
6. Нажмите кнопку выбора настроек первый раз, на дисплее отображается сварочное напряжение и
значение коррекции напряжения в процентах %, дисплей будет выглядеть как на Рис 10.
Корректировка сварочного напряжения регулируется в диапазоне -20% +20%. Нажмите кнопку
выбора настроек второй раз и дисплей будет выглядеть как на Рис 11, что означает, что
регулируется индуктивность. Данный показатель варьируется в диапазоне -10% +10%. Нажмите
кнопку выбора настроек в третий раз и дисплей будет отображать первоначальные показатели
напряжения и скорости подачи проволоки.
Рис 10:Дисплей при коррекции напряжения Рис 11: Дисплей при регулировке индуктивности
7. Через 3 секунды после установки параметров, дисплей мигает 1 раз, что означает, что параметры
сохранены. Более того параметры остаются без изменения при выключении аппарата.
8. Дисплей выглядит как на Рис.12 во время сварки, что означает что напряжение 19.6В, а ток 108A.
9. Отпуская кнопку горелки в конце сварки, дисплей выглядит как на Рис 7. Более того, индикатор
“HOLD” мигает 3 секунды и гаснет, что означает, что сварка прекращена, 2 секунды спустя
дисплей показывает изначальные установки.
Рис 12:Дисплей во время сварки MIG Рис 13:Дисплей после окончании сварки MIG
Page 14

Отображение неисправностей:
1) Неисправность подачи проволоки
Дисплей выглядит как на Рис. 14, если произошел сбой подачи проволоки, дисплей постоянно мигает и
аппарат работает неправильно. Выключите и включите аппарат, дисплей покажет те установки, которые
были установлены до возникновения неисправности.
2) Перегрузка сети
Дисплей выглядит как на Рис 15 при перегрузке сети, дисплей постоянно мигает, что означает, что
аппарат работает неправильно. Выключите и включите аппарат, дисплей покажет те установки, которые
были установлены до возникновения неисправности индикатора.
Рис 14:Сбой подачи проволоки Рис 15: Перегрузка сети
3) Перегрев
Дисплей выглядит как на Рис 16 при перегреве, дисплей постоянно мигает, аппарат работает
неправильно. Когда температура аппарата станет менее 60 градусов, индикатор перегрева погаснет, и
аппарат может работать без перезапуска.
Рис 16:Дисплей при перегреве
Page 15

РЕКОММЕНОВАННЫЕ ПАРАМЕТРЫ СВАРКИ
Размер
электрода
2.5 мм
3.2 мм
4.0 мм
5.0 мм
Сварочный ток
70-100 A
110-140 A
170-220 A
230-280 A
Толщина(mm)
Диаметр
электрода
(mm)
Диаметр
присадки
(mm)
Тип шва
Сварочный ток
(A)
Расход газа(л/мин)
0.5
1.0
1.0
просто
стыковой
35-40
4-6
0.8
1.0
1.0
выпуклый
35-45
4-6
1.0
1.6
1.6 40-70
5-8
1.5
1.6
1.6 50-85
6-8
2.0
2.0-2.5
2.0 80-130
8-10
3.0
2.5-3.0
2.25
120-150
10-12
1:Обычно сварочный ток аппарата и размер электрода соответствует следующим показателям
2: Сварочные настройки в режиме TIG.
Сварка нержавеющей стали в режиме TIG:
USER MANUAL - 15 - YF-74L A2 RU
Page 16

3: Сварочные настройки в режиме MIG
Толщина
материала
(mm)
Диаметр
проволоки
(mm)
Зазор
(mm)
Ток(A)
Напряжен
ие(V)
Скорость
сварки
(cm/min)
Вылет
пров-ки
(mm)
Расход газа
(L/min)
Стыковой шов без скоса кромок
Низкая скорость сварки
0.8
0.8,0.9
0
60~70
16~16.5
50~60
10
10
1.0
0.8,0.9
0
75~85
17~17.5
50~60
10
10~15
1.2
0.8,0.9
0
80~90
16~16.5
50~60
10
10~15
1.6
0.8,0.9
0
95~105
17~18
45~50
10
10~15
2.0
1.0,1.2
0~0.5
110~120
18~19
45~50
10
10~15
2.3
1.0,1.2
0.5~1.0
120~130
19~19.5
45~50
10
10~15
3.2
1.0,1.2
1.0~1.2
140~150
20~21
45~50
10~15
10~15
4.5
1.0,1.2
1.0~1.5
160~180
22~23
45~50
15
15
1.2
1.2~1.6
220~260
24~26
45~50
15
15~20
1.2
1.2~1.6
220~260
24~26
45~50
15
15~20
1.2
1.2~1.6
300~340
32~34
45~50
15
15~20
1.2
1.2~1.6
300~340
32~34
45~50
15
15~20
Высокая скорость сварки
0.8
0.8,0.9
0
100
17
130
10
15
1.0
0.8,0.9
0
110
17.5
130
10
15
1.2
0.8,0.9
0
120
18.5
130
10
15
1.6
1.0,1.2
0
180
19.5
130
10
15
2.0
1.0,1.2
0
200
21
100
15
15
2.3
1.0,1.2
0
220
23
120
15
20
3.2
1.2 0 260
26
120
15
20
Толщина
материал
а
(mm)
Диаметр
проволоки
(mm)
Ток(A)
Напряжен
ие(V)
Скорость
сварки
(cm/min
Длина
подаваем
ой
проволок
и(mm
Объем газа(L/min)
Стыковой шов
1.6
0.8,0.9
60~80
16~17
40~50
10
10
2.3
0.8,0.9
80~100
19~20
40~55
10
10~15
3.2
1.0,1.2
120~160
20~22
35~45
10~15
10~15
4.5
1.0,1.2
150~180
21~23
30~40
10~15
20~25
Данные значения относятся к общим стандартным спецификациям
Page 17

Толщин
а
заготовк
и(mm)
Диаметр
проволоки
(mm)
Вертикальны
й наклон
горелки (°)
Ток(A)
напряж
ение
(V)
Скорость
сварки
(cm/min)
Длина
подавае
мой
проволо
ки(mm)
Объем
газа
(л/мин)
Горизонтальный тавровый шов
Низкая скорость свакри
1.0
0.8,0.9
450
70~80
17~18
50~60
10
10~15
1.2
0.9,1.0
450
85~90
18~19
50~60
10
10~15
1.6
1.0,1.2
450
100~110
19~20
50~60
10
10~15
2
1.0,1.2
450
115~125
19~20
50~60
10
10~15
2.3
1.0,1.2
450
130~140
20~21
50~60
10
10~15
3.2
1.0,1.2
450
150~170
21~22
45~50
15
15~20
4.5
1.0,1.2
450
140~200
22~24
45~50
15
15~20
6
1.2
450
230~260
24~27
45~50
20
15~20
8.9
1.2,1.6
500
270~380
29~35
45~50
25
20~25
12
1.2,1.6
500
400
32~36
35~40
25
20~25
Высокая скорость сварки
1.0
0.8,0.9
450
140
19~20
160
10
15
1.2
0.8,0.9
450
130~150
19~20
120
10
15
1.6
1.0,1.2
450
180
22~23
120
10
15~20
2
1.2
450
210
24
120
15
20
2.3
1.2
450
230
25
110
20
25
3.2
1.2
450
270
27
110
20
25
4.5
1.2
500
290
30
80
20
25 6 1.2
500
310
33
70
25
25
Горизонтальный тавровый
шов
Низкая скорость сварки
0.8
0.8,0.9
100
60~70
16~17
40~45
10
10~15
1.2
0.8,0.9
300
80~90
18~19
45~50
10
10~15
1.6
0.8,0.9
300
90~100
19~20
45~50
10
10~15
2.3
0.8,0.9
470
100~130
20~21
45~50
10
10~15
1.0,1.2
470
120~150
20~21
45~50
10
10~15
3.2
1.0,1.2
470
150~180
20~22
35~45
10~15
20~25
4.5
1.2
470
200~250
24~26
45~50
10~15
20~25
Page 18

СХЕМА И ДЕТАЛИРОВКА
Деталировка SPEEDWAY175
Page 19

Номер
Деталь
Кол-во
Номер
Деталь
Кол-во
1
Дроссель
1
23
Плата дисплея
1
2
Диодный мост
2
24
Основная плата
1
3
холл
1
25
Плата фильтра
1
4
Переключатель
1
26
Дно MIG 175GD
1
5
Изоляционная
прокладка
1
27
Левая панель MIG
175GD
1 6 Винт
3
28
Правая панель MIG
175GD
1
7
Соединительный
быстросъѐм
1
29
Разделитель
1 8 Вентилятор
1
30
Выходная плата MIG
175GD
1
9
Клапан газа
1
31
Суппорт
2
10
Сальник сетевого
кабеля
1
32
Пластиковая передняя
панель MIG 175GD
1
11
Изолятор
2
33
Пластиковая задняя
панель MIG 175GD
1
12
Защелка боковой
крышки
2
34
Суппорт подающего
механизма
1
13
Подкатушечник
1
35
Площадка дросселя
1
14
Штуцер
1
36
Площадка дросселя
1
15
Заглушка
2
37
Ручка
1
16
Суппорт ручки
2
38
Радиатор
2
17
Управляющий
разъѐм
1
39
Радиатор
1
18
Быстросъѐм папа
1
40
Изоляция платы
1
19
Быстросъем мама
2
41
Изоляция платы
1
20
Плата контроля
1
42
Стойка изолятора
2
21
Подающий механизм
1
43
Петля
2
22
Евроразъѐм
1
44
Колпачок
1
Page 20

ЭЛЕКТРИЧЕСКАЯ СХЕМА
USER MANUAL - 20 - YF-74L A2 RU
Page 21

МЕРЫ ПРЕДОСТОРОЖНОСТИ
1. Окружающая среда
1) Оборудование должно располагаться в проветриваемом помещении, вдали от агрессивных и горючих
газов и материалов и при влажности не более 90%
2) Избегайте работы на открытом воздухе, если только зона работы не укрыта от солнечных лучей, дождя и
снега и т.д.
3) Температура окружающей среды должна быть в пределах от -10°C до +40°C.
4) Избегайте сильного ветра, который может нарушить защитную газовую среду места сварки.
2. МЕРЫ ПРЕДОСТОРОЖНОСТИ
Сварочный аппарат имеет схему защиты от перенапряжения, перегрузки по току и перегрева. Когда
напряжение, выходной ток и температура превышает номинальное значение, сварочный аппарат
перестанет работать автоматически. Эксплуатация аппарата при перенапряжении, скачки питающего
напряжение, перегрузки по току и частый перегрев может привести к поломке.
Сварщик должен обратить внимание на следующее.
1) Работы должны проводиться в хорошо проветриваемом помещении
Вентиляторы нужны для снижения высоких температур при сварке. Поддерживайте вентиляцию
оборудования. Убедитесь, что вентиляционные отверстия аппарата ничто не закрывает. Минимальное
расстояние между аппаратом и другими объектами рядом с местом работы должно составлять 30 см.
Вентиляция имеет огромное значение для нормальной работы оборудования в течение всего срока службы.
2) Сварочные работы запрещены при перегрузке оборудования.
При перегрузке оборудования может произойти неожиданная остановка работы аппарата. В этом случае
необходимо оставить аппарат подключенным к электрической сети, чтобы дать встроенному вентилятору
понизить температуру внутри оборудования.
3) Запрещается чрезмерное напряжение.
В таблице «Основные параметры» вы найдете разрешенное напряжение. Данное оборудование снабжено
автоматической системой поддерживания напряжения в установленных пределах. В случае
продолжительной и частой эксплуатации, когда напряжение превысит указанные границы, части
сварочного аппарата могут выйти из строя.
4) Заземление
На аппарате имеется символ, обозначающий необходимость подключения кабеля заземления. Перед
началом проведения сварочных работ необходимо проверить правильное подключение кабелей заземления,
для предотвращения скопления статического электричества и удара электрическим током.
.
Page 22

ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЕЖЕДНЕВНОЕ ОБСЛУЖИВАНИЕ АППАРАТА
Предупреждение!
Аппарат должен быть отключен от сети при проведении любого технического обслуживания!
1. Удаляйте пыль с аппарата при помощи сжатого воздуха. В случае если аппарат используется в среде
насыщенной дымом и загрязненным воздухом, очистка аппарата должна производится не реже чем раз в
месяц.
2. Давление сжатого воздуха должно соответствовать норме во избежание повреждений частей аппарата.
3. Избегайте попадания воды на аппарат. Если вода все же попала на аппарат – тщательно высушите его и
измерьте уровень изоляции мегомметром.
4. Если аппарат долгое время не используется, храните его в оригинальной упаковке в сухом месте.
5. Каждые 300 часов работы механизма подачи проволоки очищайте коллектор от осадка. Протрите редуктор,
используя смазку из 2# Дисульфида Молибдена
Page 23

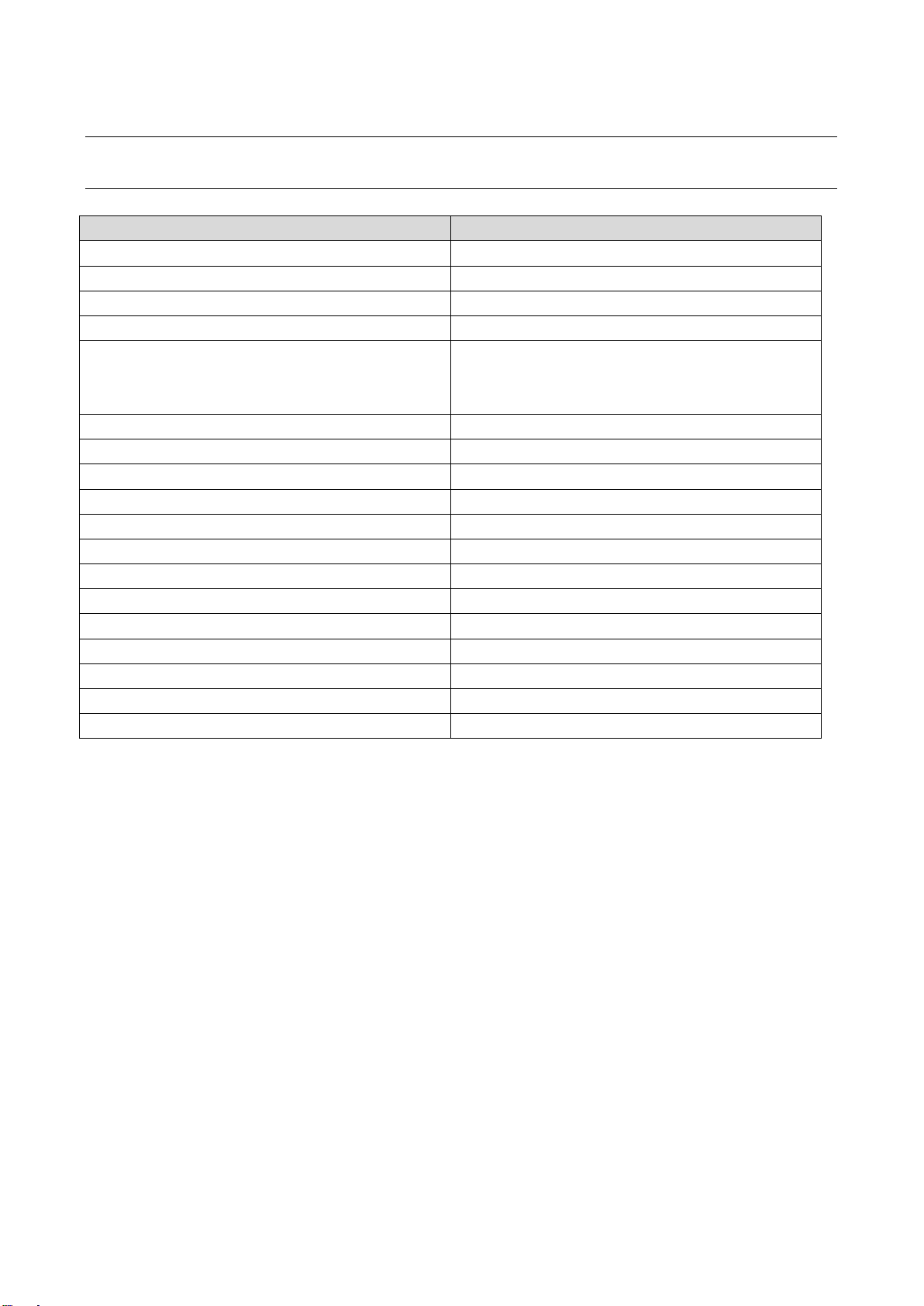
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ УСТРАНЕНИЯ
Неисправность
Решение
Дисплей не загорается;
Вентилятор не вращается;
Сварка не идет
1. Проверьте включен ли аппарат в сеть.
2. Убедитесь подходит ли входной кабель к источнику тока.
Дисплей горит;
Вентилятор работает;
Сварка не идет
1. Проверьте все ли соединения в аппарате закреплены верно.
2. Возможно размыкание сети или плохое подсоединение на выходном
разъеме.
3. Кабель горелки поврежден, выключатель горелки сломан.
4. Электроцепь управления повреждена (обратитесь к дилеру)
Дисплей горит;
Вентилятор работает;
Горит индикатор аномальной сети.
1. Возможен перегруз сети, отключите аппарат из сети.
2. Возможен перегрев, подождите 2-3 минуты пока аппарат
перезагрузится, не выключайте его из сети.
3. Возможно неисправность инверторной схемы (обратитесь к дилеру)
Внимение: данные операции должны проводится квалифицированными специалистами. Перед
оказанием технического обслуживания, свяжитесь с официальным дистрибьютером.
Неисправности и способы их устранения для SPEEDWAY 175:
Page 24

ДИАГНОСТИКА НЕСПРАВНОСТЕЙ НА НАЧАЛЬНОМ ЭТАПЕ
Пример неисправности
Диагностика
Дуга не поджигается
Отсутствует подача газа
Отсутствует подача
проволоки
Плохой поджиг дуги
Нестабильная дуга
Грязь по краю сварочного
Залипание электрода
Прилипание электрода к
наконечнику
Образуются дыры
Распределительная
коробка (внутренние
защитные механизмы)
1. Включен ли аппарат в сеть?
2. Сгорел предохранитель
3. Ослаблены соединения
〇 〇 〇 〇 〇 〇
Сетевой кабель
1. Проверьте не поврежден ли
сетевой кабель
2. Ослаблены соединения
3. Перегрев
〇 〇 〇 〇
Сварочное
напряжение
1. Включен ли аппарат в сеть?
2. Недостаточный ток
〇 〇 〇 〇 〇 〇 〇 〇
Газовый баллон
1. Включите подачу газа
2. Проверьте кол-во газа в
баллоне
3. Установите необходимый
расход газа
4. Ослаблены соединения
〇 〇
Шланг подачи газа
1. Ослаблены соединения
2. Шланг поврежден
〇
Даже если у недавно приобретенного аппарата наблюдаются такие неисправности как отсутствие процесса сварки,
нестабильная дуга, рано судить о поломке аппарата.
У выше упомянутых неисправностей могут быть следующие причины. К примеру: ослабленные соединения,
отсутствия подключения к сети, неправильные настройки, поврежденные кабеля, поврежденный газовый шланг и
т.д. Проверьте аппарата на наличие выше упомянутых неисправностей прежде чем делать возврат аппарата.
Ниже приведена таблица возможных неисправностей и возможные причины.
Диагностика первичных неисправностей
Page 25

Диагностика первичных неисправностей
Пример неисправности
Диагностика
Дуга не загорается
Отсутствует подача газа
Нет подачи проволоки
Плохой поджиг дуги
Нестабильная дуга
Грязь по краю сварочного
шва
Залипание электрода
Прилипание электрода к
наконечнику
Образование дыр
Механизм подачи
проволоки
1. Неверный диаметр ролика для бобины
с проволокой
2. Повреждения на ролике
3. Ролик слишком туго или слишком слабо
затянут
4. Большая концентрация проволочной
пыли на впускном отверстии SUS pipe
〇 〇 〇 〇 〇
Горелка и кабель
1. Перекрутился кабель горелки
2. Наконечник, трубки подачи проволоки
неисправны или деформированы.
〇 〇 〇 〇
Корпус горелки
1. Ослаблено соединение наконечника,
сопла, контактор сопла.
2. Контактор корпуса горелки плохо
затянут
〇 〇
Сетевой кабель и
кабель горелки
1. Повреждения
〇 〇 〇 〇 〇
Состояние
поверхности
изделия и длина
вылета проволоки
1. Жир, грязь, разломы на изделии
2. Слишком большая длина вылета
проволоки
〇 〇 〇 〇 〇
Выходной кабель
1. Недостаточная толщина кабеля
подсоединенного к изделию.
2. Ослабленные соединения минусового и
плюсового кабелей.
3. Плохая проводимость материала
〇 〇 〇
Удлинитель кабеля
1. Недостаточная толщина кабеля
2. Кабель перекручен
〇 〇 〇 〇
Сварочные
параметры
Сварочный ток, напряжение, угол
наклона грелки, номинальная длина
вылета проволоки должны быть еще раз
проверены.
〇 〇 〇 〇 〇
Page 26

ЕЖЕДНЕВНАЯ ДИАГНОСТИКА
ИСТОЧНИК СВАРОЧНОГО ТОКА
Элемент
Диагностика
Пометки
Панель
управления
1. Переключатели, дисплей, параметры установки
2. Проверьте индикатор сети
Система
охлаждения
1. Убедитесь что звук вентилятора нормальный и
идет подача воздуха
Если звук ненормальный, нет
подачи воздуха проверьте
систему охлаждения
Электрические
элементы
1. При включении аппарата в сеть, проверьте нет ли
посторонних запахов
2. При включении аппарата в сеть, проверьте нет ли
посторонней вибрации или дребезжание.
3. Изменение цвета, других внешних характеристик
Внешние
детали
1. Поврежден газовый шланг
2. Корпус или другие внешние детали плохо
закреплены
ГОРЕЛКА
Элемент
Диагностика
Пометки
Сопла
Проверьте не поврежден ли корпус и
надежное ли соединение
Причина появления воздушных
отверстий
Есть ли защита от сварочных брызг
Причина перегорания горелки
Датчик хола
Надежны ли соединения
Причина повреждения резьбы горелки
Проверьте исправен ли датчик
Причина нестабильности дуги.
Канал подачи
проволоки
Проверьте внешнюю часть канала подачи
проволоки
Если канал меньше 6mm и наконечник
слишком мал, замените его, так как
иначе дуга будет нестабильна
Диаметр проволоки и входное отверстие
горелки не совпадают.
Причина нестабильности дуги
Частичная кривизна внешней части
Причина плохой подачи проволоки и
нестабильности дуги.
Заблокирована по причине скопления грязи
и осадка
Причина плохой подачи проволоки и
нестабильности дуги.(используйте
керосиновый очиститель)
Канал подачи проволоки сломан
Замените канал
Газоход
Неустановлен, блокирован.
Может привести к перегоранию корпуса
горелки (при попадании пламя дуги )
Page 27

МЕХАНИЗМ ПОДАЧИ ПРОВОЛКИ
Элемент
Диагностика
Пометки
Воздушный
рукав
Проверьте не перегибается ли рукав
Может привести к нестабильности
дуги и подачи проволоки
Канал подачи
проволоки
Проверьте не скопилась ли пыль или осадок
так как это может блокировать подаваемую
проволоку
Прочистите канал
Совпадает ли ось диаметра подающего
ролика и диаметр канала.
Несовпадение диаметров может
повлечь нестабильность дуги
Совпадает ли диаметр проволоки и диаметр
входного отверстия канала
Несовпадение диаметров может
повлечь нестабильность дуги
Подающий
ролик
Проверьте совпадает ли диаметр подающего
ролика и диаметр проволоки. Не
заблокирован ли ролик.
Несовпадение диаметров может
повлечь нестабильность дуги и
блокированию канала
Прижимающи
й ролик
Проверьте достаточно плотно прилегает
ролик к проволоке
Несовпадение диаметров может
повлечь нестабильность дуги
КАБЕЛИ
Элемент
Диагностика
Пометки
Кабель
горелки
1. Проверьте не перегибается ли кабель
2. Проверьте плотно ли вставлен кабель в
подающий разъем
1. Может привести к плохой подаче
проволоки
2. При перегибании кабеля возможен
риск нестабильности дуги
Обратный
кабель
материал
Для обеспечения безопасной и
эффективной сварки соблюдайте
следующие правила:
Ежедневное обслуживание
Более детальная проверка
аппарата
Сетевой
кабель
1. Проверьте надежно ли питающее
соединение
2. Проверьте не поврежден ли сетевой кабель
Кабель
заземления
Проверьте надежно ли подсоединен
кабель заземления к аппарату
Page 28

www.aurora-online.ru
 Loading...
Loading...