

Page 1

ПАСПОРТ
SKYWAY 300
www
.
aurora
-
online
.
ru
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
1
Page 2
Знак
Описание
Данный знак предупреждает о высокой опасности. При
несоблюдении мер безопасности возможен летальный исход.
Данный знак предупреждает о потенциальной опасности. При
несоблюдении мер безопасности возможно получение серьезных
травм.
Данный знак предупреждает об определенном риске.
Несоблюдение мер безопасности может привести к поломке
аппарата.
ПРЕДУПРЕЖДЕНИЕ И МЕРЫ БЕЗОПАСНОСТИ
Данное руководство по эксплуатации включает в себя описание сварочного аппарата и инструкции по работе
с данным оборудованием. Для обеспечения вашей безопасности и безопасности других людей, пожалуйста,
внимательно ознакомьтесь с инструкцией.
ВНИМАНИЕ
Обратите внимание на значение следующих предупредительных знаков:
Содержание данного руководства пользователя может обновляться не одновременно с
оборудованием. Изображения, представленные в данном руководстве, являются ориентировочными.
При несоответствии между изображением в руководстве и фактическим оборудованием
ориентируйтесь на сам аппарат.
2
Page 3

Содержание
1. Меры предосторожности ..........................................................................................................4
2. Комплектация………………………………………………………………………………...…………7
3. Описание аппарата………………………………………………………………………………..…. 8
3.1 Общая информация………………………………………………………………………….…8
3.2 Технические параметры………………………………………………………………………..9
4. Инструкция по установке………………………………………………………………………….... 9
5. Эксплуатация……………………………………………………………………………………...…..13
5.1 Функциональная панель…………………………………………………………………….… 13
5.2 Инструкция по эксплуатации…………………………………………………………………..13
5.3 Рабочее помещение…………………………………………………………………………….15
5.4 Возможные проблемы сварки и их устранение……………….…………………….….….16
6 Ежедневная диагностика…………………………………………………………………………….17
7 Возможные неисправности аппарата и способы их устранения…………………………..….19
8 Таблица сварочных параметров...…………………………………...….…….………..………….22
9 Схема электрических цепей…..…………………………………………….……….…………….. 24
10 Деталировка………………………….………………………………………….……….…………....25
11 Гарантийные обязательства………………………………………………………………………...27
12 Хранение и транспортировка………………………………………………………………………..31
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ
Настоящим заявляем, что оборудование предназначено для промышленного и профессионального
использования и соответствует директивам ЕС: 73/23/ЕЕС, 89/336/ЕЕС и Европейскому стандарту
EN/IEC60974. Соответствует требованиям ГОСТ 12.2.007.8-75, ГОСТ Р МЭК 60974-1-2012, ГОСТР51526-
99.Соответствует требованиям ТР ТС 004/2011 «О безопасности низковольтного оборудования», ТР ТС
020/2011 «Электромагнитная совместимость технических средств».
3
Page 4
Знак
Описание
Любой контакт с частями аппарата, находящимися под напряжением, может
привести к удару электрическим током или возгоранию.
Газ и пары вредны для здоровья.
Работа в замкнутом помещении может стать причиной удушья.
Возникновение искры и контакт с горячим оборудованием после сварки могут
стать причиной пожара.
Неплотное соединение деталей аппарата и кабелей может стать причиной
пожара.
Никогда не выполняйте сварочные работы вблизи с легко воспламеняемыми
предметами: это может привести к взрыву.
Никогда не выполняйте сварку в герметичных ёмкостях с ГСМ – это может
привести к взрыву.
Ультрафиолетовое излучение сварочной дуги может вызвать воспаление глаз
или ожог кожи.
Искры и остатки после горения могут повредить глаза и кожу.
Опрокидывание газового баллона может привести к травмам.
Неправильное применение газового баллона может привести к утечке газа под
высоким давлением и травмам.
Никогда не подносите пальцы, волосы, одежду и т.д. к движущимся частям
аппарата, таким, как вентилятор
Проволока, вылетающая из горелки может повредить глаза, руки
Никогда не стойте перед раскачивающимся оборудованием или под ним:
подъемное оборудование может дать сбой, что может привести к травме.
1. Меры предосторожности
Сварочные работы и резка могут быть опасны для самого сварщика, а также людей, находящихся рядом с зоной
сварки, если оборудование неправильно используется. Поэтому данный вид работ должен строго соответствовать
технике безопасности. Обязательно прочтите эту инструкцию перед началом работы.
4
Page 5
Пожалуйста, во избежание несчастных случаев следуйте следующим правилам:
Используйте оборудование только по назначению.
Следуйте инструкции по эксплуатации источника питания, правилам организации рабочего места, нормам
безопасности при использовании газа под высоким давлением, правилам хранения и утилизации аппарата и т.д.
На месте сварочных работ не должны находиться посторонние люди.
Люди, пользующиеся кардиостимулятором, не допускаются к работе со сварочным аппаратом или к рабочему
месту без разрешения врача. Электромагнитное поле, излучаемое во время подачи питания на оборудование,
может плохо воздействовать на кардиостимулятор.
Установкой, эксплуатацией, диагностикой и обслуживанием оборудования должны заниматься специально
обученные люди.
Для вашей безопасности ознакомьтесь с руководством пользователя.
Во избежание удара электрическим током, следуйте правилам техники безопасности.
Держитесь на безопасном расстоянии от любых частей аппарата под напряжением.
Заземлять оборудование перед использованием должен специально обученный персонал.
Перед установкой или диагностикой оборудования отключите питание и перезапустите его через 5 минут.
Конденсатор - это заряженное устройство. Перед началом работы убедитесь, что оборудование не находится под
напряжением, даже если оно не подключено к электрической сети.
Не используйте кабель, имеющий внешние повреждения, повреждения изоляционной оплетки и оголенный
проводник.
Обеспечьте изоляцию кабельной линии.
Никогда не используйте устройство без кожуха.
Никогда не используйте повреждённые или влажные изоляционные перчатки. Регулярно проверяйте состояние
деталей, не используйте изделие со сломанными деталями.
Отключайте питание, когда не используете аппарат.
При обслуживании и эксплуатации аппарата необходимо соблюдать требования нормативных документов по
безопасности труда, действующие в регионе выполнения сварочных работ.
Во избежание пожара, взрыва и т.д., выполняйте следующие указания:
Не храните топливо вблизи рабочего места сварки.
Держите горючие вещества на удалении от места сварки.
Держите поверхность горячую после сварки подальше от горючих газов.
Убедитесь в том, что на рабочем месте, в том числе на полу и на стенах, отсутствует топливо.
Не пользуйтесь аппаратом пока его корпус открыт. Избегайте контакта с вращающимися частями аппарата, такими
как вентилятор.
Зажим массы должен находиться как можно ближе к месту сварки.
Никогда не производите сварку газовой трубы или герметичного контейнера.
На случай возгорания храните огнетушитель рядом с местом сварки.
5
Page 6
Газ и пары вредны для здоровья. Пожалуйста, используйте средства защиты в
соответствии со всеми правилами.
Во избежание риска отравлением газом или приступа удушья, используйте дополнительные меры безопасности,
например, респираторы и другие средства защиты органов дыхания.
При работе в замкнутом пространстве проветривайте помещение и используйте средства защиты органов дыхания
и вентиляцию.
Никогда не работайте вблизи с легковоспламеняющимися и взрывоопасными веществами (масло, топливо,
ветошь).
Электрическая дуга, искры, вещества, оставшиеся после сгорания и шум вредны для
здоровья, пожалуйста, примите меры предосторожности.
Рекомендуется защищать глаза от электрической дуги как при сварке, так и при наблюдении за данным процессом.
Пожалуйста, используйте защитные очки или маску сварщика.
Во время сварочных работ используйте специальные перчатки и очки для сварки, носите одежду с длинными
рукавами, кожаный фартук и другие средства защиты. Для защиты других людей от электрической дуги в месте
проведения сварки должна быть установлена защитная перегородка.
Конец проволоки может нанести травму, обратите внимание на следующие правила:
Никогда не заглядывайте в отверстие электропривода при проверке механизма подачи проволоки ввиду риска
получить травмы глаз и лица.
При подаче проволоки вручную или при нажатии на кнопку горелки держите глаза, лицо и другие открытые части
тела на расстоянии от конца горелки
Для повышения эффективности и корректной эксплуатации источника питания
обратите внимание на следующие правила:
Соблюдайте меры предосторожности против опрокидывания аппарата.
Никогда не используйте сварочное оборудование для отогревания труб.
Во избежание опрокидывания оборудования, при перемещении источника питания с помощью вилочного
автопогрузчика, стойте сбоку.
При использовании крана для перемещения аппарата, подвяжите веревку к его петлям под углом не более 15%
по отношению к вертикальному направлению.
Во время подъема сварочного аппарата, оснащенного газовым баллоном и механизмом подачи, отсоедините их
от источника питания и обеспечьте их горизонтальное положение. При перемещении зафиксируйте газовый
баллон ремнём или цепью во избежание повреждений.
Перед подъёмом механизма подачи проволоки за кольцо, убедитесь в прочности конструкции.
6
Page 7

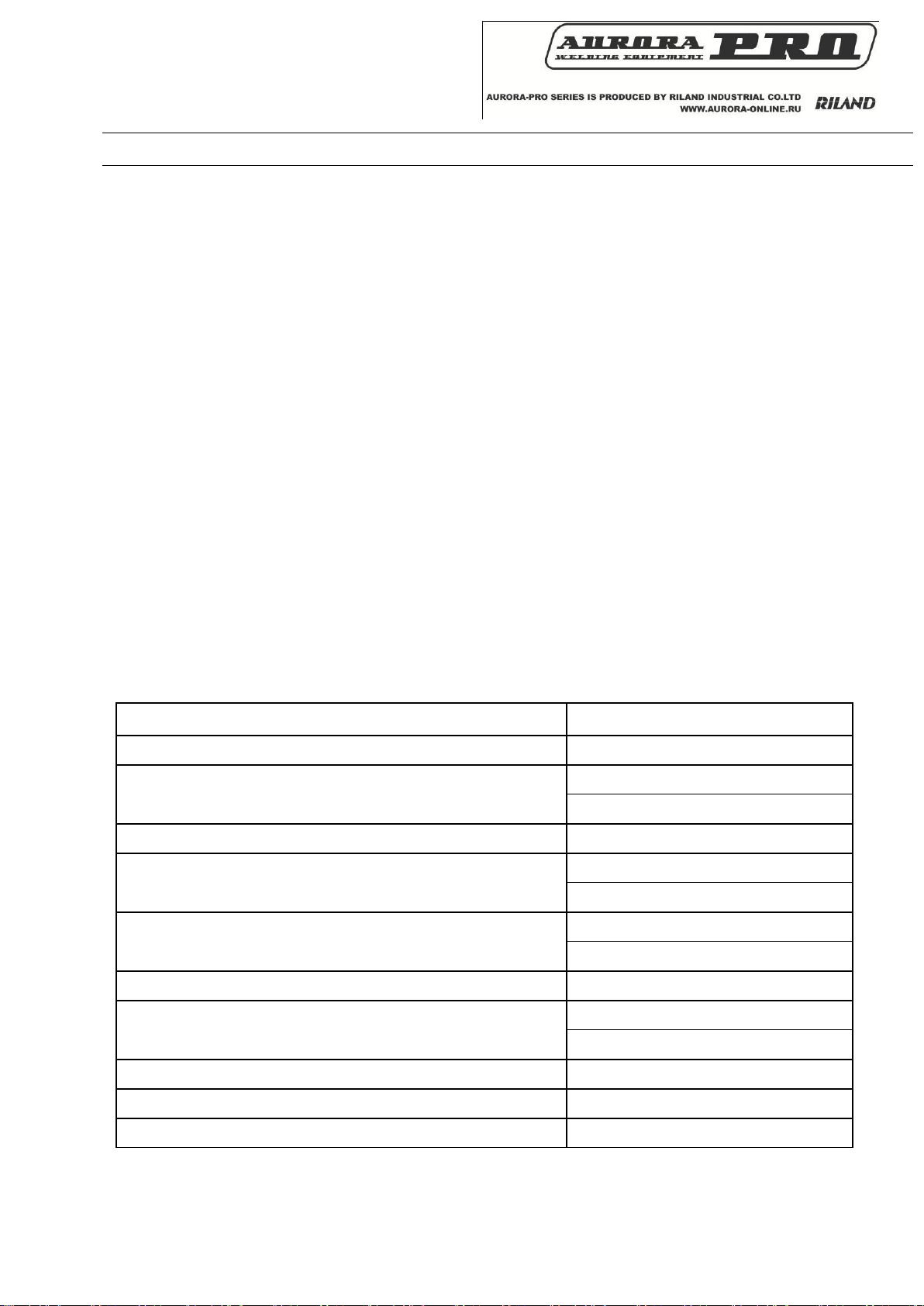
Наименование:
Количество
Сварочный аппарат
1 шт.
Сварочная горелка MIG24 3м
1 шт.
Кабель с клеммой заземления 300А 3м/35мм²
1 шт.
Кабель с держателем электрода 300А 3м/35мм²
1 шт.
Руководство пользователя
1 шт.
Ролики 0,8/1,0 мм
1 пара
Ролики 1,0/1,2 мм
1 пара
Газовый рукав 8х12 3м
1 шт.
Хомут 6х12
2 шт.
Электромагнитные помехи.
При работах в нестандартном месте необходимо принять дополнительные меры безопасности.
Перед установкой, пожалуйста, устраните потенциальные проблемы, связанные с электромагнетизмом
окружающей среды:
а) Источник тока с механизмом подачи проволоки, а также силовой кабель должны находится на удалении от
кабелей управления, сигнальных и телефонных кабелей.
б) Беспроводные зарядные устройства, антенны, теле и радио приемники должны быть на удалении.
в) Компьютеры и другое офисное оборудование должны находиться на удалении.
г) Здоровье окружающих людей, пользующихся кардиостимуляторами и другим оборудованием, может быть под
угрозой. Доступ таких людей к зоне сварки запрещен.
д) Радиоэлектронное измерительное оборудование должно находиться за пределами зоны действия
электромагнитного поля сварки. Существует вероятность нарушения работы другого оборудования. Пользователи
должны обеспечить совместимость оборудования и окружающей среды, иногда необходимо применение
дополнительных профилактических мер.
В целях уменьшения радиоэлектронных помех, пользователи должны соблюдать следующие правила:
а) Регулярно проводите обслуживание сварочного оборудования.
б) Сварочный кабель должен быть достаточно коротким, при этом располагаться близко к оборудованию и к земле.
в) Обеспечьте безопасность всех сварочных металлических деталей и других сопутствующих частей.
г) Свариваемое изделие должно быть хорошо заземлено.
д) Необходимо использовать металлический кожух или другую защиту кабеля и оборудования, чтобы снизить
возможность возникновения помех. В особых случаях сварочное оборудование может быть полностью укрыто
экранирующим щитом.
Пользователи несут ответственность за электромагнитные и радио помехи возникающие в процессе сварки.
2. Комплект поставки
7
Page 8
Параметры
SKYWAY 300
Напряжение питания U1
3 фазы ~ 380V±15% 50/60 Гц
Входной ток сети I1max
18A (MIG)
19A (MMA)
Входная мощность Р1max
14кВт
Диапазон сварочного тока I2
50 - 300A (MIG)
70 - 300A (MMA)
Напряжение сварочной дуги U2
16,5 – 29 В (MIG)
22,8 – 32 В (MMA)
Напряжение холостого хода U0
56 В (MIG, MMA)
ПН при I2max, T=40°C
35% (MIG, 300A)
20% (MMA, 300A)
Сварочный ток I2, при ПН=100%
250A (MIG, MMA)
Скорость подачи проволоки
3 - 16 м/мин
Диаметр сварочной проволоки
0,8/1,0/1,2 мм
3. Описание аппарата
3.1 Общая информация
Сварочный полуавтомат SKYWAY 300 построен на основе самых передовых инверторных технологий. Принцип
инверсии заключается в преобразовании переменного тока частотой 50Hz в постоянный ток посредством
инверторного высокочастотного преобразователя на 24 кГц, созданного на базе мощных IGBT модулей и
технологии широтно-импульсной модуляции (PWM). С применением данной технологии вес и объем сварочного
аппарата значительно уменьшаются, а мощность и эффективность источника увеличиваются на 30 %.
В дополнение к режиму MIG/MAG, в аппарат добавлена функция MMA.
В аппарат встроен яркий полупроводниковый цифровой индикатор, который всегда хорошо виден и обеспечивает
комфортную регулировку скорости подачи проволоки, сварочный ток и напряжение.
Сварочный полуавтомат SKYWAY 300 оснащен уникальной электронной схемой источника, которая позволяет
более точно контролировать переключение режима короткого и смешанного замыкания, что дает более высокую
производительность и скорость сварки, чем у других машин. По сравнению с другими полуавтоматами SKYWAY
300 имеет следующие преимущества: стабильная скорость подачи проволоки, гарантированно стабильная
сварочная дуга, компактные размеры, высокая энергоэффективность, минимальные электромагнитные шумы.
Благодаря применению самых современных технологий удалось достичь минимального разбрызгивания металла,
лёгкого поджига дуги, увеличенной глубины сварочной ванны и т.д.
Благодарим за выбор нашей продукции. Если у вас есть предложения по улучшению качества нашей продукции,
вы можете обращаться к нам на электронный почтовый адрес: info@aurora-online.ru
3.2 Технические параметры
8
Page 9

Диаметр электрода
1,6 - 5,0 мм
КПД, (%)
85
Коэффициент мощности (Cosϕ)
0,93
Питание подогревателя СО2
АС 36 В/4.2A
Класс изоляции
F
Степень защиты
IP21
Габариты (ДхШхВ)
950х458х950 мм
Вес
60 кг
4. Инструкция по установке
Аппарат снабжен устройством защиты от колебаний сети. Аппарат продолжает работать нормально при
колебаниях сети ±15% от номинального напряжения.
В случае использования длинного кабеля, во избежание падения напряжения, используйте кабель с большим
поперечным сечением провода. Если кабель слишком длинный, это может повлиять на качество сварки, поэтому
используйте рекомендуемую длину кабеля.
Если компоненты аппарата упакованы раздельно, предпримите следующие шаги
1. Зафиксируйте тележку правым и левым суппортами, присоедините колёсную ось к тележке шестью болтами
M5 как показано на Рисунке 1.
2. Присоедините колеса к оси при помощи шайб и пружинных колец как показано на Рисунке 2
3. Присоедините передние колеса к аппарату при помощи четырех болтов M8. Затем подсоедините задние
колеса к аппарату при помощи 10 болтов M6 как показано на Рисунке 3.
4. Зафиксируйте ручку и колеса при помощи 8 болтов M5 как показано на Рисунке 4.
левый суппорт правый суппорт шайба
колесо
пружинное
кольцо
тележка колесная ось
9
Page 10
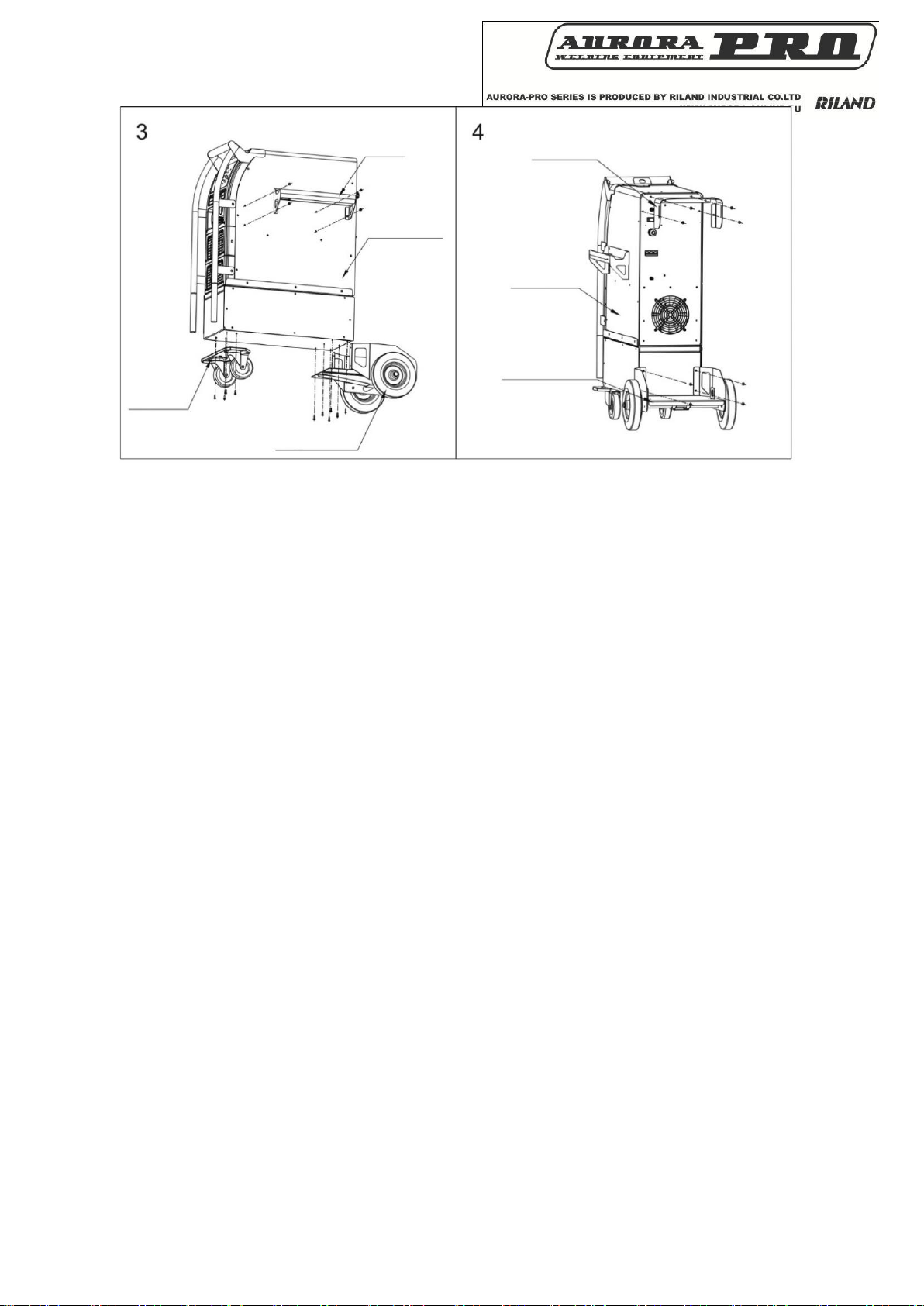
полка суппорт
горелки баллона
аксессуары
для сварки
аксессуары
задняя тележка
передние
колёса
задняя тележка
Установка - режим MIG
1. Соедините газовый баллон с впускным отверстием на аппарате при помощи газового шланга.
2. Вставьте быстросъём с кабелем массы в разъем «-» на панели аппарата.
3. Установите катушку с проволокой на опорную ось. Отверстие на катушке должно совпасть с фиксатором на
оси.
4. Выберите ролик под размер проволоки.
5. Установите горелку в евроразъем и вручную протяните в нее проволоку.
Установка - режим MMA
1. Вставьте быстросъём кабеля массы в минусовой разъём на панели и поверните его по часовой стрелке.
2. Обратите внимание на подключение контактов, сварочные аппараты постоянного тока имеют 2 способа
подключения: прямое и обратное. Прямое: электрод подключается к минусу, а рабочая поверхность к плюсу.
Обратное: рабочая поверхность – к минусу, электрод – к плюсу. Выберите нужный способ подключения в
зависимости от типа работ. Если выбрано неверное подключение, дуга будет нестабильной, будет больше
брызг и спайки. В случае возникновения таких проблем, поменяйте полярность. В случае использования
щелочных электродов нужно использовать обратное подключение, при использовании кислотных – прямое.
3. Подключите кабель питания к распределительной коробке с соответствующей мощностью согласно входному
напряжению и току (смотрите таблицу Технические параметры). Не подключайте питание при не стабильном
напряжении, а также убедитесь, что колебания входного напряжения находятся в пределах допустимого
значения.
10
Page 11

Установочный чертёж
Заметка: Переключите аппарат в режим ручной сварки, чтобы подогреть газовый ресивер
и предупредить замерзание газа, когда вы не работаете в режиме MIG.
Подключение к сети
• Аппарат поставляется с сетевым кабелем без штепсельной вилки. Монтаж штепсельной вилки допускается
только электрику-специалисту.
• Сетевой кабель необходимо подключать к электросети в соответствии с указанными рекомендациями в
настоящем паспорте и на сварочном аппарате. Убедитесь, что электросеть является трёхфазной с
заземляющей нейтралью.
• Подключите аппарат к трехфазной сети напряжением 380 В согласно рисунку.
• Проверьте с помощью мультиметра технические данные напряжения и частоты питающей сети. Они должны
соответствовать техническим параметрам аппарата.
• При необходимости обеспечьте дополнительное заземление.
• Убедитесь, что сетевой кабель не подвергается контакту с водой.
• Обратите внимание на целостность кабеля и отсутствие признаков окисления, которые могут привести к
серьёзным последствиям и даже поломке.
• После подключения проверьте надежность подсоединения.
11
Page 12

Фаза В
Фа
за С
Фаза А
Uл
L1
L 2
L 3
Заземление
N
ПРИМЕЧАНИЕ:
Сварочная цепь может быть заземлена или не заземлена по соображениям безопасности. Изменение
заземления разрешается проводить только компетентному специалисту, который может определить,
увеличат ли данные изменения риск получения травм.
Монтаж сварочной горелки
Для обеспечения бесперебойной сварки, необходимо, что бы направляющий канал и токопроводящий наконечник
горелки соответствовали рекомендациям завода-изготовителя для диаметра и типа применяемой проволоки.
Узкий направляющий канал может перегружать подающий механизм и вызвать помехи подачи сварочной
проволоки. Хорошо затяните разъём горелки для исключения потери напряжения. Из-за слабого контакта горелка
и подающий механизм могут перегреться.
Установка катушки с проволокой
• Закрепите катушку сварочной проволоки на оси держателя.
• Убедитесь, что ничего не мешает подаче проволоки, а катушка плотно сидит на держателе.
• Наденьте перчатки, распакуйте проволоку и отрежьте загнутый конец.
• Ослабьте винт прижимного ролика и уложите проволоку в канавку подающего ролика.
• Прижмите проволоку.
• Пропустите проволоку через горелку. Канавка ролика должна соответствовать диаметру проволоки. Нажмите
на красную кнопку "WIRE" внутри отсека подающего механизма, чтобы проволока вышла из горелки.
ВНИМАНИЕ! Проволока или катушка не должны касаться корпуса установки из-за
опасности короткого замыкания!
Подача газа
• Подсоедините газовый шланг к медному штуцеру. Система газоснабжения, состоящая из газового баллона,
редуктора и газового шланга должна иметь плотные соединения, чтобы обеспечить надежную подачу газа, что
является чрезвычайно важным для осуществления MIG сварки. (Примерная схема показана на рисунке выше).
• При сварке в среде углекислого газа необходимо использовать постоянный ток обратной полярности, («+»
подключён к сварочной горелке) так как сварка током прямой полярности приводит к неустойчивому горению
дуги.
• Откройте вентиль на газовом баллоне. Для подачи газа нажмите кнопку на горелке и установите расход
защитного газа с помощью расходомера установленного на редукторе.
12
Page 13

1.
Регулировка тока
2.
Регулировка индуктивности дуги
3.
MMA/MIG переключатель
4.
Переключатель 2T/4T режимов
5.
Индикатор неисправности сети
6.
Амперметр
7.
Вольтметр
8.
Регулировка напряжения
9.
Плюсовой контакт
10.
Минусовой контакт
11.
Разъем переключения полярности
12.
Разъем горелки
5. Эксплуатация
5.1 Передняя панель
5.2 Инструкция по эксплуатации
Назначение органов управления:
a) MMA/MIG переключатель. Используется для смены режима: ручная сварка MMA / MIG сварка.
b) Переключатель 2T/4T режима.
2T режим применяется при точечной сварке. Сварка начинается при нажатии кнопки на горелке и
останавливается, когда вы отпускаете кнопку.
4T режим применяется при сваривании швов большой длины. Дуга поджигается при первом нажатии кнопки
на горелке. При отпускании кнопки, сварка продолжается. При нажатии кнопки на горелке второй раз, сила
тока уменьшается, при отпускании кнопки - сварка прекращается.
c) Регулировка напряжения. Регулирует диапазон сварочного напряжения дуги.
d) Регулировка тока. Регулирует силу сварочного тока.
e) Регулировка индуктивности сварочной дуги. Регулирует динамику сварочной дуги мягкая/жёсткая для
достижения лучшего провара и качества сварки.
ВНИМАНИЕ! Во время процесса сварки ВСЕГДА используйте защитную маску с соответствующим
светофильтром для защиты глаз и лица от сильного ультрафиолетового излучения, производимого
электрической дугой. Для защиты рук от ожогов используйте краги.
При неправильной эксплуатации оборудования процессы сварки и резки представляют собой опасность для
сварщика и людей, находящихся в пределах или рядом с рабочей зоной. При проведении сварочных работ
необходимо соблюдать требования стандарта ГОСТ 12.3.003-86 «Работы электросварочные. Требования
безопасности», а также стандартов ГОСТ 12.1.004-85, ГОСТ 12.1.010-76, ГОСТ 12.3.002-75.
13
Page 14

Сварка в режиме ММА
1. Включите электропитание, установив переключатель сети в положение «ON» на задней стенке корпуса.
Аппарат начнет свою работу с запуска встроенного вентилятора, а индикаторы будут показывать заданные
значение напряжения и скорости подачи сварочной проволоки или тока (в зависимости от вида сварки).
2. Выставьте переключатель режимов MMA/MIG. В положение «ММА».
3. Задайте значение сварочного тока (см. документацию на используемые сварочные электроды) согласно
таблицам сварочных параметров в ПРИЛОЖЕНИИ №1 на стр. 24
4. Убедитесь в свечении индикатора зеленого цвета на верхней лицевой панели. Светодиод сигнализирует о
включении аппарата и его исправности
5. Держите маску в опущенном положении
6. Легким касанием электрода зажгите дугу и приступите к работе.
7. Установите дистанцию от свариваемого изделия примерно равной диаметру электрода. Угол наклона
электрода должен составлять 20-30 °
8. Для прекращения процесса сварки достаточно отодвинуть конец электрода от поверхности металла.
9. Если работа окончена, выключите питание аппарата.
Сварка в режиме MIG
1. Выставьте переключатель режимов MMA/MIG. В положение «МIG».
2. Задайте значение скорости подачи проволоки и сварочного тока в зависимости от толщины свариваемого
металла согласно таблицам сварочных параметров в ПРИЛОЖЕНИИ №1 на стр. 24
3. Убедитесь в свечении индикатора зеленого цвета на верхней лицевой панели. Светодиод сигнализирует о
включении аппарата и его исправности
4. Задайте значение напряжения сварочной дуги.
5. Установите нужное значение индуктивности в зависимости от пространственного положения заготовки и
особенностей технического задания.
6. Выберите режим работы горелки (2Т или 4Т) в зависимости от предполагаемой длины сварочного шва.
7. Держите маску в опущенном положении
8. Держа сопло горелки на расстоянии 10-20 мм от поверхности металла нажмите кнопку горелки. Поджиг дуги
произойдёт автоматически.
9. Установите угол наклона горелки относительно поверхности свариваемого металла приблизительно 90 °
10. Для окончания процесса сварки отпустите кнопку горелки (режим 2Т).
11. Если работа окончена, выключите питание аппарата.
Функция смены полярности
Аппарат снабжен системой смены полярности. Между механизмом подачи проволоки и проволочной катушкой есть
плюсовой и минусовой выходные разъемы. При сварке проволокой с газовой защитой, разъем горелки должен
быть подсоединен к плюсовому разъему, кабель заземления – к минусовому. При использовании порошковой
самозащитной проволоки, кабели следует поменять местами.
14
Page 15

Окончание работы на аппарате
• После проведения сварочных работ, выключите аппарат посредством перевода тумблера в положение
«OFF»
• ВНИМАНИЕ! Остановка вентилятора происходит автоматически при нормализации температуры аппарата.
• После остановки вентилятора, отключите аппарат от сети.
• Отсоедините провода.
• Проведите очистку сварочного аппарата от окалины, пыли и других инородных веществ. Особое внимание
необходимо уделить вентиляционным отверстиям.
• Уберите аппарат в специально отведенное для хранения место.
• Приведите в порядок рабочее место и примите меры по предупреждению пожара.
• Очистите стекло, защищающее светофильтр маски.
5.3 Рабочее помещение
Условия эксплуатации
• Сварка должна выполняться при температура окружающей среды -10°С - +40°С.
• Влажность - не более 80%.
• Не должно быть конденсации влаги, которая образуется в следующих случаях:
1. Аппарат внесен в теплое помещение из холода (не используйте его в течение 2-х часов)
2. Температура окружающей среды резко снизилась
• Избегайте сварки под открытым небом без защиты от солнечного света, осадков и на сквозняке.
• Не проводите сварку в среде, где содержится много пыли или агрессивного химического газа.
• Не держите свариваемое изделие в сыром месте.
Рабочее место сварщика
При дуговой сварке брызги расплавленного металла могут разлетаться на значительные расстояния, что вызывает
опасность пожара. Поэтому сварочные посты должны сооружаться из негорючих материалов.
Рабочее место должно быть чистым и хорошо освещённым.
Рабочее место должно быть оснащено средствами пожаротушения: огнетушитель и емкость с песком,
которые должны находиться в легкодоступном месте. После окончания сварки внимательно осмотрите место
проведения работ. Не должно быть следов тления, запаха гари и дыма. Пожар может начаться по прошествии
некоторого времени.
Не используйте электрооборудование в помещениях, где присутствуют взрыво- и огнеопасные жидкости, газы
или пыль.
Уберите все лишние предметы. Загроможденные, плохо освещенные рабочие места являются причиной
травматизма.
Рабочие места должны быть освобождены от горючих, смазочных материалов, ветоши и других
легковоспламеняющихся объектов. Удаление от легковоспламеняющихся материалов должно быть не менее
5 м и не менее 15 м – от взрывоопасных.
Проверьте состояние пола на рабочем месте. Пол не должен быть мокрый или скользкий
15
Page 16

Рекомендации по работе с аппаратом.
В наших аппаратах присутствует функция защиты от перегруза, перегрева и перенапряжения. В случае если
напряжение, ток на выходе или температура превышает допустимые нормы, аппарат автоматически отключается.
Рабочее пространство должно хорошо проветриваться!
Наши аппараты – высокомощные установки, которым требуется специальное охлаждения, так как естественное
проветривание не является достаточным. Поэтому аппарат снабжен вентилятором. Перед началом работ
убедитесь, что входное отверстие не заблокировано, а расстояния от аппарата до предметов в рабочем
пространстве не менее 0.3 метра.
Не перегружайте аппарат!
Пользователь должен помнить о соблюдении максимального тока нагрузки (относительно коэффициента полезной
нагрузки). Максимальный ток не должен превышать норму, перегрузка аппарата может привести к его поломке.
Не допускайте перенапряжения!
Допустимые показатели напряжения можно найти в основных технических параметрах. Механизм автоматической
защиты от перепадов сети обеспечит поддержание напряжения на нужном уровне. Если напряжение превышает
норму, это может привести к поломке деталей аппарата.
На задней панели аппарата разъем заземления, со значком заземления. Перед началом работ, убедитесь, что
рабочая деталь надежно подсоединена к кабелю заземления, поперечное сечение которого должно быть около 6
кв. мм, чтобы избежать появления статического электричества.
Если время сварки превышает номинальный рабочий цикл, аппарат автоматически выключается.
Если аппарат перегревается, температурный индикатор загорается красным цветом и мигает “ON’’. В такой
ситуации не выключайте аппарат из розетки, дайте вентилятору охладить аппарат. Когда температурный
индикатор погаснет, температура понизится и можно будет снова работать.
5.4 Возможные проблемы и их устранение
Свариваемый материал, условия эксплуатации, источник тока влияют на качество сварочных работ.
A. Плохой поджиг дуги:
1. Убедитесь в качестве электрода.
2. Если электрод не сухой, это может стать причиной нестабильности дуги и снижения качества сварки.
3. При использовании чрезмерно длинного кабеля, напряжение на выходе будет меньше.
B. Ток на выходе не соответствует номинальным показателям:
Если напряжение на выходе не соответствует номинальным показателям, ток на выходе будет также не
совпадать с номинальным. Если напряжение на выходе меньше заявленного, максимальный ток на выходе
будет ниже номинального показателя.
C. Нестабильность тока во время работы с аппаратом:
1. Колебание напряжения сети.
2. Электрический кабель поврежден.
D. Посторонний газ при сварке:
1. Проверьте, нет ли утечки в системе подачи газа
2. Проверьте, нет ли на поверхности изделия разломов, масла, краски и т.д.
16
Page 17

ИСТОЧНИК СВАРОЧНОГО ТОКА
Элемент
Диагностика
Пометки
Панель
управления
1. Проверить исправность переключателей, дисплея,
2. Проверьте исправность индикатора сети
Система
охлаждения
1. Убедитесь, что звук вентилятора нормальный и
идет подача воздуха
Если звук ненормальный, нет
подачи воздуха проверьте
систему охлаждения
Электрические
элементы
1. При включении аппарата в сеть, проверьте нет ли
посторонних запахов
2. При включении аппарата в сеть, проверьте нет ли
посторонней вибрации или дребезжания.
3. Проверить изменение цвета изоляции, других
внешних проявлений
Внешние
детали
1. Проверить нет ли повреждений газового шланга
2. Проверить корпус, внешние детали конструкции на
надёжность креплений.
6. Ежедневная диагностика и обслуживание
Ежедневное обслуживание
Удаляйте пыль с аппарата при помощи сжатого воздуха. В случае если аппарат используется в среде
насыщенной дымом и загрязненным воздухом, очистка аппарата должна производится не реже чем раз
в месяц.
Давление сжатого воздуха не должно быть чрезмерным во избежание повреждений частей аппарата.
Проверяйте внутренние части аппарата и убедитесь в надёжности всех соединений. В случае
образования окислов на разъёмах кабелей – удалите их.
Избегайте попадания воды на аппарат. Если вода все же попала на аппарат – тщательно высушите его
и измерьте уровень изоляции мегомметром.
Если аппарат долгое время не используется, храните его в оригинальной упаковке в сухом месте.
Каждые 300 часов работы механизма подачи проволоки очищайте тракт и токосъёмники от окислов.
Смажьте редуктор используя смазку, содержащую Дисульфид Молибдена
Ежедневная проверка
При проведении любого вида проверок и диагностик,
аппарат должен быть отключен от сети.
17
Page 18

ГОРЕЛКА
Элемент
Диагностика
Пометки
Сопло
Проверьте не поврежден ли корпус и
надежное ли соединение
Причина: появления воздушных щелей
Есть ли защита от сварочных брызг
Причина перегорания горелки
Датчик Холла
Надежны ли соединения
Причина: повреждение резьбы горелки
Проверьте исправен ли датчик
Причина нестабильности дуги.
Канал подачи
проволоки
Проверьте внешнюю часть канала подачи
проволоки
Если канал меньше 6mm и наконечник
слишком мал, замените его, иначе дуга
будет нестабильна
Проверить совпадение диаметра проволоки
и входного отверстия канала горелки.
Причина нестабильности дуги
Проверить нет ли сильного перегиба
рукава горелки
Причина плохой подачи проволоки и
нестабильности дуги.
Проверить не заблокирован ли по причине
скопления грязи и нагара
Причина плохой подачи проволоки и
нестабильности дуги. (используйте
керосиновый очиститель)
Проверить канал подачи проволоки на
излом
Замените канал
Газоход
Проверить наличие и блокировку.
Может привести к перегоранию корпуса
горелки (при попадании пламя дуги)
МЕХАНИЗМ ПОДАЧИ ПРОВОЛКИ
Элемент
Диагностика
Пометки
Воздушный
рукав
Проверьте не перегибается ли рукав
Может привести к нестабильности дуги и
подачи проволоки
Канал
подачи
проволоки
Проверьте не скопилась ли пыль или нагар,
так как это может блокировать подаваемую
проволоку
Прочистите канал
Совпадает ли ось диаметра подающего ролика
и диаметр канала.
Несовпадение диаметров может повлечь
нестабильность дуги
Совпадает ли диаметр проволоки и диаметр
входного отверстия канала
Несовпадение диаметров может
повлечь нестабильность дуги
Подающий
ролик
Проверьте совпадает ли диаметр подающего
ролика и диаметр проволоки. Не
заблокирован ли ролик.
Несовпадение диаметров может
повлечь нестабильность дуги и
блокировку канала
Прижимаю
щий ролик
Проверьте достаточно ли плотно прилегает
ролик к проволоке
Может привести к нестабильности
подачи проволоки.
18
Page 19

КАБЕЛИ
Элемент
Диагностика
Пометки
Горелка
Проверьте не перегибается ли рукав горелки.
Проверьте плотно ли вставлена горелка в
подающий механизм.
Может привести к плохой подаче
проволоки
Возможен риск нестабильности дуги
Обратный
кабель
Проверьте не изношен ли изолирующий
материал
Для обеспечения безопасной и
эффективной сварки соблюдайте
следующие правила:
Ежедневное обслуживание
Сетевой
кабель
Проверьте соединения питающего кабеля
Проверьте не поврежден ли сетевой кабель
Более детальная проверка аппарата
Кабель
заземления
Проверьте надежно ли подсоединен кабель
заземления к аппарату
Неисправность
Решение
Дисплей не загорается;
Вентилятор не вращается; Сварка
не идет
1. Проверьте включен ли аппарат в сеть.
2. Убедитесь подходит ли входной кабель к источнику тока.
3. Проверьте не поврежден ли 3 фазный
выпрямитель.
4. Неисправен вспомогательный источник питания на плате
управления, обратитесь к дилеру
Дисплей горит;
Вентилятор работает;
Сварка не идет
1. Проверьте все ли соединения в аппарате закреплены верно.
2. Возможно размыкание сети или плохое подсоединение на
выходном разъеме.
3. Кабель горелки поврежден, выключатель горелки сломан.
4. Цепь управления повреждена (обратитесь к дилеру)
Дисплей горит;
Вентилятор работает;
Горит индикатор аномальной сети.
1. Возможен перегруз сети, отключите аппарат из сети.
2. Возможен перегрев, подождите 2-3 минуты пока аппарат
перезагрузится, не выключайте его из сети.
3. Возможна неисправность инверторной схемы (обратитесь к
дилеру)
7. Возможные неисправности и способы их устранения
.
19
Page 20

ДИАГНОСТИКА НЕИСПРАВНОСТЕЙ НА РАННЕМ ЭТАПЕ
Даже если у недавно приобретенного аппарата наблюдаются такие неисправности как отсутствие процесса сварки,
нестабильная дуга, рано судить о поломке аппарата.
У выше упомянутых неисправностей могут быть следующие причины. К примеру: ослабленные соединения,
отсутствия подключения к сети, неправильные настройки, поврежденные кабеля, поврежденный газовый шланг и
т.д. Проверьте аппарат на наличие выше упомянутых неисправностей прежде чем делать возврат аппарата.
Ниже приведена таблица возможных неисправностей и возможные причины.
Диагностика первичных неисправностей
20
Page 21

Диагностика первичных неисправностей
21
Page 22

Диаметр
электрода
Ø2.5
Ø3.2
Ø4.0
Ø5.0
Сила тока
70-100A
110-140A
170-220A
230-280A
Толщина
материала
(см)
Диаметр
проволоки
(мм)
Зазор
(мм)
Ток (А)
Напряжение
(В)
Скорость
сварки
(см/мин)
Вылет
пр-ки
(мм)
Расход
газа
(л/мин)
Стыковой шов без скоса кромок
Низкая скорость сварки
0,8
0.8, 0.9
0
60~70
16~16.5
50~60
10
10
1,0
0.8, 0.9
0
75~85
17~17.5
50~60
10
10~15
1,2
0.8, 0.9
0 80~90
16~16.5
50~60
10
10~15
1,6
0.8, 0.9
0
95~105
17~18
45~50
10
10~15
2.0
1.0, 1.2
0~0.5
110~120
18~19
45~50
10
10~15
2,3
1.0, 1.2
0.5~1.0
120~130
19~19.5
45~50
10
10~15
3,2
1.0, 1.2
1.0~1.2
140~150
20~21
45~50
10~15
10~15
4,5
1.0, 1.2
1.0~1.5
160~180
22~23
45~50
15
15
1,2
1.2~1.6
220~260
24~26
45~50
15
15~20
1,2
1.2~1.6
220~260
24~26
45~50
15
15~20
1,2
1.2~1.6
300~340
32~34
45~50
15
15~20 1,2
1.2~1.6
300~340
32~34
45~50
15
15~20
Высокая скорость сварки
0.8
0.8, 0.9
0 100
17,0
130
10
15
1.0
0.8, 0.9
0 110
17,5
130
10
15
1,2
0.8, 0.9
0 120
18,5
130
10
15
1,6
1.0, 1.2
0 180
19,5
130
10
15
2,0
1.0, 1.2
0 200
21,0
100
15
15
2,3
1.0, 1.2
0 220
23,0
120
15
20
3,2
1,2 0
260
26,0
120
15
20
8. Таблица сварочных параметров
Как правило, сила сварочного тока соответствует диаметру сварочного электрода, в
соответствии с таблицей:
Различные сварочные параметры при работе в режиме MIG
Данные значения относятся к стандартным случаям:
22
Page 23

Толщина
материала
(мм)
Диаметр
проволоки
(мм)
Ток (А)
Напряжение
(В)
Скорость
сварки
(см/мин)
Вылет
проволоки
(мм)
Расход газа
(л/мин)
Стыковой шов
1,6
0.8, 0.9
60~80
16~17
40~50
10
10
2,3
0.8,0.9
80~100
19~20
40~55
10
10~15
3,2
1.0,1.2
120~160
20~22
35~45
10~15
10~15
4,5
1.0,1.2
150~180
21~23
30~40
10~15
20~25
Толщина
заготовки
(мм)
Диаметр
проволоки
(мм)
Верт.
наклон
горелки
Ток (А)
Напряже
ние (V)
Скорость
сварки
(см/мин)
Вылет
пров-ки
(мм)
Расход
газа
(л/мин)
Горизонтальный тавровый шов
Низкая скорость свакри
1.0
0.8,0.9
45°
70~80
17~18
50~60
10
10~15
1,2
0.9, 1.0
45°
85~90
18~19
50~60
10
10~15
1,6
1.0, 1.2
45°
100~110
19~20
50~60
10
10~15
2,0 1.0, 1.2
45°
115~125
19~20
50~60
10
10~15
2,3
1.0, 1.2
45°
130~140
20~21
50~60
10
10~15
3,2
1.0, 1.2
45°
150~170
21~22
45~50
15
15~20
4,5
1.0, 1.2
45°
140~200
22~24
45~50
15
15~20
6,0 1,2
45°
230~260
24~27
45~50
20
15~20
8,9
1.2, 1.6
50°
270~380
29~35
45~50
25
20~25
12,0
1.2, 1.6
50°
400
32~36
35~40
25
20~25
Высокая скорость сварки
1,0
0.8, 0.9
45°
140
19~20
160
10
15
1,2
0.8, 0.9
45°
130~150
19~20
120
10
15
1,6
1.0, 1.2
45°
180
22~23
120
10
15~20
2,0 1,2
45°
210
24
120
15
20
2,3
1,2
45°
230
25
110
20
25
3,2
1,2
45°
270
27
110
20
25
4,5
1,2
50°
290
30
80
20
25
6,0 1,2
50°
310
33
70
25
25
Низкая скорость сварки
0.8
0.8, 0.9
10°
60~70
16~17
40~45
10
10~15
1,2
0.8, 0.9
30°
80~90
18~19
45~50
10
10~15
1,6
0.8, 0.9
30°
90~100
19~20
45~50
10
10~15
2,3
0.8, 0.9
47°
100~130
20~21
45~50
10
10~15
1.0, 1.2
47°
120~150
20~21
45~50
10
10~15
3,2
1.0, 1.2
47°
150~180
20~22
35~45
10~15
20~25
4,5
1,2
47°
200~250
24~26
45~50
10~15
20~25
23
Page 24

9. Схема электрических цепей
24
Page 25

10. Деталировка
25
Page 26

NO.
Наименование
Количество
NO.
Наименование
Количество
1
Фиксатор провода
1
29
Подкатушечник
1
2
Панель
1
30
Плата нагрева
1
3
Главная плата контроля
1
31
Подающий механизм
1
4
Плата EMC
1
32
Замок
4
5
Горизонтальная панель
1
33
Левая панель
1
6
Держатель предохранителя
1
34
Крышка
1
7
Суппорт балона
1
35
Панель
1
8
Разъем
1
36
Передняя панель
1
9
Кнопка блокировки
2
37
Плата контроля
1
10
Выключатель
1
38
Пластиковая крышка
1
11
Электромагнитный клапан
1
39
Панель
1
12
Решетка вентилятора
1
40
Ручка
2
13
Правая крышка
1
41
Быстросъем
2
14
Суппорт
1
42
Нижняя пластиковая панель
2
15
Вентилятор
1
43
Шунт
1
16
Крышка вентилятора
2
44
Плата радиатора
1
17
Верхняя панель
1
45
Отрицательный разъем
1
18
Медный разъем
3
46
Трансформатор
1
19
Нижняя плата
1
47
Выходной разъем
1
20
Суппорт нижней платы
1
48
Дроссель
1
21
Крышка
1
49
Радиатор левый
1
22
Суппорт поддона
1
50
Радиатор правый
1
23
Крышка
1
51
Суппорт радиатора
4
24
Поддон
1
52
Радиатор
1
25
Ось
1
53
Левая крышка
1
26
8" колесо
2
54
Суппорт
1
27
Суппорт передних колес
1
55
Суппорт поддона
1
28
4" колесо
2
Список запчастей
26
Page 27

11. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
ВНИМАНИЕ!
Гарантия действительна только на территории Российской Федерации.
Гарантийный срок эксплуатации составляет 24 месяца.
Гарантийный срок исчисляется с даты продажи через розничную сеть.
Гарантийное обслуживание и ремонт продукции AURORA (далее по тексту - Товар) производится только в
специализированных или специально уполномоченных производителем сервисных центрах. Адреса сервисных
центров указаны в конце раздела и на сайте: aurora-online.ru/service.
Срок службы Товара составляет 5 (пять) лет. Использование Товара по истечении его срока службы возможно
только после диагностики Товара в специализированном сервисном центре и вынесения специалистами
сервисного центра соответствующего технического заключения. Техническое заключение выдается в письменном
виде, в техническом заключении в обязательном порядке указывается срок продления срока службы. По
истечении срока службы Товар необходимо утилизировать по правилам, установленным в регионе проживания
покупателя.
В течение гарантийного срока покупатель имеет право на бесплатный ремонт изделия по неисправностям, которые
явились следствием производственных дефектов. В течении срока службы покупателю обеспечивается ремонт и
техническое обслуживание Товара.
Гарантийный ремонт производится только при наличии гарантийного талона.
Товар предоставляется в ремонт в комплекте с рабочими сменными приспособлениями и элементами их
крепления. Заменяемые при гарантийном ремонте детали изымаются сервисным центром.
Гарантийные обязательства не распространяются на следующие случаи:
1) несоблюдение предписаний инструкции по эксплуатации;
2) ненадлежащее хранение и обслуживание, использование Товара не по назначению;
3) эксплуатация Товара при несоответствии параметров питающей сети (по напряжению и мощности) значениям,
приведенным на шильдах и в паспорте оборудования;
4) эксплуатация Товара при наличии скруток питающих проводов. Площадь поперечного сечения сетевых
проводов должна соответствовать номинальному режиму;
5) эксплуатация Товара с признаками неисправности (повышенный шум, вибрация, потеря мощности, снижение
оборотов, сильное искрение, запах гари, отказ и остановка вентилятора и т.п.);
6) наличие механических повреждений корпуса, шнура питания, а также внутренних частей Товара (печатных плат
и др.) вследствие ударов, падений с высоты или попадания внутрь посторонних предметов и инородных тел
(камней, песка, цементной пыли или строительного мусора);
7) наличие повреждений, вызванных действием агрессивных сред, эксплуатация Товара в условиях высоких,
низких температур либо повышенной влажности сверх допустимых значений (в т. ч. прямого попадания влаги,
например, при эксплуатации во время дождя);
8) наличие повреждений вследствие перегрузки, вызванных нарушением временного режима работы (например,
перегрев вследствие превышения времени непрерывной работы);
9) при вскрытии, попытках самостоятельного ремонта Товара, при внесении самостоятельных изменений в
конструкцию Товара, о чем свидетельствуют, например, заломы на шлицевых частях крепежа корпусных деталей,
отсутствующие или недовернутые винты и элементы крепления, щели в корпусе, удлиненный шнур питания;
27
Page 28

10) при отсутствии, повреждении или изменении серийного номера на Товаре, когда такой номер был нанесен
производителем, при несоответствии серийного номера, нанесенного производителем, номеру, указанному в
гарантийном талоне.
11) при возникновении неисправности Товара в результате использования несоответствующих расходных
материалов и комплектующих (предохранители и т.п.)
12) на профилактическое обслуживание (регулировка, чистка, промывка, смазка и другие виды технического
обслуживания).
13) при неисправностях, возникших вследствие естественного износа упорных, трущихся, передаточных деталей
и материалов
Гарантийный срок на комплектующие и составные части Товара составляет шесть месяцев. По истечении срока
гарантии на комплектующие и составные части Товара (угольные щетки, зубчатые ремни и колеса, резиновые
уплотнения, сальники, защитные кожухи, направляющие ролики, подшипники, трущиеся и передаточные детали,
аккумуляторы, сварочные наконечники, сопла, горелки, сварочные зажимы и держатели, плазматроны, электроды,
держатели цанги, фильтры, дюзы) покупатель может предъявлять претензии, связанные с недостатками этих
комплектующих. При этом, если по истечении 6-ти месяцев будет установлено, что недостатки комплектующих
(составных) частей возникли в связи с интенсивной эксплуатацией Товара, то претензия покупателя
удовлетворению не подлежит.
Аппараты для гарантийного ремонта принимаются в чистом виде.
На маску, щетку, колеса в процессе эксплуатации сварочного аппарата заводская гарантия не распространяется.
Эти принадлежности являются расходной частью
Для гарантийного ремонта в авторизованном сервисном центре необходимо предъявить гарантийный талон
установленного образца с отметкой о дате продажи, подписью продавца и штампом предприятия торговли.
г. Абакан
Инструмент, ООО
ул. Пушкина, д. 211,
(3902) 30-54-66,
sckolotushkina@ya.ru
г. Архангельск
Архлес-Сервис, ООО
ул. Тимме, д. 23, стр. 2,
(8182) 27-07-37, 27-07-34
г. Астрахань
Техник, ООО
ул. 3-я зеленинская, д. 56А,
(8512) 45-00-63, 45-00-66
lvov@bk.ru
г. Барнаул
Сварщик Алтая, ООО
ул. Юрина, д. 209,
(3852) 40-22-63, 55-56-09,
555609@mail.ru
г. Белгород
Шеметов, ИП
ул. Серафимовича д. 59,
(4722) 24-85-07, 55-56-09,
СПИСОК АВТОРИЗОВАННЫХ СЕРВИСНЫХ ЦЕНТРОВ
belzip@mail.ru
г. Брянск
СервисМастер, ООО
ул. Фокина, д. 70,
(4832) 72-19-30,
servismaster@bk.ru
г. Бор
Заболотний ИП
пос. Большое Пикино,
ул. Кооперативная д.3,
(904) 394-51-34,
79043945134@yandex.ru
г. Владивосток
Кобец, ИП
ул. Окатовая, 66 лит. Ж,
(423) 23-08-123, 296-20-71,
052291@mail.ru
г. Владикавказ
Метревели, ИП
ул. Калоева, д. 400,
(8672) 24-15-73
г. Владимир
Кочетков, ИП
ул. Гастелло, д. 4,
(910) 098-13-45,
master-svarschik@mail.ru
г. Волгоград
Инструмент-Сервис, ООО
ул. Фадеева, д. 29,
(8442) 55-00-11
ул. Рокоссовского, д. 52
г. Вологда
Киров, ИП
ул. Северная, д. 16А,
(8172) 70-23-17,
tc-35@mail.ru
Алимов ИП
ул. Октябрьская, д. 51,
(8172) 52-85-52, 52-85-60
volinst@yandex.ru
г. Волжский (Волгоградская
обл.)
Инструмент-Сервис, ООО
ул. Большевистская, д. 70Б,
(8443) 55-00-99
28
Page 29

г. Воронеж
Техногрупп, ООО
ул. Транспортная, д. 20,
(473) 272-70-66
г. Димитровград
(Ульяновская обл.)
Шубин, ИП
ул Гоголя д.28
(84235) 7-26-98
г. Екатеринбург
АИП, ООО
ул. Карла Маркса, д. 36
(343) 381-87-03, 290-85-39,
e-mail: info@aip-tech.ru
Евротек, ООО
пр. Космонавтов д. 17 Ж,
(343) 228-55-65, 228-55-60,
ekb@evrotek-service.ru
г. Ижевск
ТМ-Сервис (ИП Струков А.А.)
ул. Телегина, д. 20,
(3412) 93-24-19,
strukov8@gmail.com
ПО Джет, ЗАО
ул. Маяковского, 18,
(3412) 90-70-91,
kugushev.n.yu@svarkajet.ru
г. Иркутск
Волна, ООО
ул. Октябрьской Революции, д.
24А, оф. 308,
(3952) 40-06-40,
master@remelec.ru,
remelec.ru
г. Йошкар-Ола
Дровосек, ООО
ул. Машиностроителей 2Б,
(8362) 41-97-70
г. Казань
Дровосек, ООО
ул. Г. Тукая, д.125,
(843) 205-33-32
Карпов, ИП
ул. Лебедева, д. 1, к. 2,
(965) 583-70-86,
pavel_karpov@inbox.ru
Сварко, ООО
ул. Серова, д. 22/24,
(843) 2901-091, 237-50-70,
ramil@svarco.com
г. Киров
Дровосек, ООО
ул. Ленина, д. 54,
(8332) 35-80-24, 35-80-25
г. Кемерово
Гаро Сервис, ООО
пр. Кузнецкий, д. 17,
(3842) 75-81-90,
sav@amgs.ru
Соколова, ИП
г. Белово, Кемеровская обл.,
2 микрорайон, д. 83,
(38452) 6-16-40,
г. Краснодар
Бензосила, ООО
ул. Лизы Чайкиной, д. 20,
(918) 432-82-65
Дуванский, ИП
ул. Пригородная, д. 1/10,
(861) 944-08-50
sc_krasnodar@mail.ru
г. Красноярск
Бал, СЦ,
ул. Академика Вавилова,39
(3912) 32-56-30, 81-04-29,
scbal@mail.ru
Скабенко, ИП
ул. Вавилова, д.1, стр. 10,
(3912) 26-50-55,
Электроальянс, ООО
ул. Дудинская, д.1,
(3912) 93-54-33, 81-12-92,
(953) 593-40-33,
electroalyans@rambler.ru
г. Коломна
СБ-Сервис
ул. Октябрьской революции,
д.385 Б
(499) 397-78-25
sbremont@yandex.ru
г. Курган
Якимов, ИП
ул. Тельмана, д.12-27,
(3522) 64-01-79,
kurganvostok@yandex.ru
г. Курск
Техновэлд, ООО
ул. Энгельса, д.12-27,
(4712) 77-01-88, 77-02-88,
service@tweld.ru
г. Москва
АМТ-С, ООО
ул. Осташковская д.14
(495)788-19-00;
(903) 217-84-15,
amt-servis66@mail.ru
Д.А.В. Сервис, ООО
Рязанский проспект, д 36,
(495) 374-53-63
Ленинский пр., 77 к. 2,
(495) 374-53-63
ул. Героев Панфиловцев, 8к1,
(495) 374-53-63
ОТП, ООО
ул. Островитянова д. 25
(495) 649-61-55
Ремнекст, ООО
Электролитный пр., 3а
(495) 507-26-40
remnext@yandex.ru
СВАРБИ
пр. Первый дорожный, д.6,
(495) 518-94-64, доб. 417,
remont@svarbi.ru
Мособлсервис
г. Раменское,
Московская область,
ул. Красная, 17/1
(499) 707-11-86, (985) 317-00-03,
(985) 649-98-96,
ram-mos@mail.ru
Мультисервис, ООО
г. Люберцы, Московская
область,
пр. Октябрьский д.112, к.1.
(495) 374-53-63
Классный сервис
г. Щелково, Московская
область,
ул. Свирская д.3
(496) 566-52-37,
klassservis@yandex.ru
г. Набережные Челны
ТрестМонтажник, ПКФ
ул. Авторемонтная, д. 26а,
(8552) 36-49-40, 77-06-06,
remont.17@mail.ru
г. Нижневартовск
Ганин, ИП
ул. Северная, д. 39, стр. 15,
(3466) 57-99-33
г. Нижний Новгород
Дровосек, ООО
Московское шоссе, д. 219А,
(831) 281-81-91
Евротек, ООО
ул. Удмуртская, д. 38,
(831) 242-24-08,
nn@evrotek-service.ru
г. Новокузнецк
Гаро Сервис, ООО
ул. Рудокопровая, д. 24,
(3843) 79-33-35,
snabnk@yandex.ru
Технолидер, OOO
ул. Производственная, д.19/1,
(951) 175-35-31,
tehnolider@rambler.ru
г. Новороссийск
Инструмент-Сервис,
ул. Волгоградская, д. 43,
(8617) 220-208, (900) 289-92-39,
servis307220@ya.ru
г. Новосибирск
Беликов, ИП
Ул. Белинского 175,
(383) 380-32-15,
remsvar-service@mail.ru
КЕДР
ул. Станционная, д. 26
(383) 233-12-32,
kozhinov@kedrweld.ru
Мастер СБТ, ООО
ул. Большевистская, 171,
(383) 363-87-60
Рем Сити
ул. Тополёвая 3
(383) 292?60?53, 303-41-77
info@remsity.ru
remsity.ru
Торус, ООО
пер. Пристанский, д. 5,
(383) 373-19-20,
torus54@mail.ru
29
Page 30

г. Омск
Промресурсы-Сервис, ООО
ул. Б. Хмельницкого, д. 220,
(3812) 38-82-42
service4@promresursy.ru
Ситников ИП,
(мастерская Космос)
Космический пр., д. 97А
(3812) 69-29-72, 78-80-56
z.techno@yandex.ru
Технологический сервис, ООО
ул. 10 лет Октября, д. 182
(3812) 78-80-56, 78-80-57
zakup@armig.ru
Тугур-пром, ООО
пр. Академика Королёва, д. 32,
(3812) 29-39-97, 29-39-92
г. Орел
Арсенал, ООО
ул. 1-ая Курская, д. 83,
(4862) 54-13-13
Московское шоссе, д. 126Б,
(4862) 200-758
г. Орск
Айс-Сервис
ул. Батумская 25,
(3537) 33-84-43, 33-74-43,
37-23-83,
ice.service@mail.ru
г. Пенза
АСЦ "АкваГОСТ"
(ИП Сидоров Р.В.)
ул. Строителей, д.5,
(8412) 39-80-97 ,
pnzservis@yandex.ru
Мызников, ИП
ул. Кирова д. 1 к. 1,
(8412) 30-56-60,
tomasters@yandex.ru
г. Пермь
Охапкина, ИП
ул. Плеханова, д.2, офис 5,
(342) 238-58-05, 238-58-07,
237-02-02,
permlesservis@yandex.ru
Сервисный центр "BOSCH",
г. Чайковский, Пермский край,
ул. Советская, 1/13,
(34241) 46-450,
asc-bosch@yandex.ru
ТПК Юмакс-Пермь, ООО
ул. Куйбышева, д.115 Г,
(342) 281-45-42, 281-42-47,
asa@umax-perm.ru,
umax-perm.ru
г. Петропавловск-Камчатский
ЭлектроИнструментСервис ООО
ул. Тушканова, д. 14-106
(4152) 26-44-74
г. Псков
Беляев, ИП
ул. Алмазная, д. 8,
(8112) 702-707,
(981)350-50-00,
pskov30@yandex.ru
г. Ростов-на-Дону
Евротек, ООО
пер. Нефтяной, д.2а,
(863) 206-0463, 206-03-95
г. Рязань
СварКомплекСервис, ООО
ул. Лермонтова, д. 8
(4912) 42-80-21,
remont@svarochnika.net
г. Самара
Евротек, ООО
ул. Товарная, д. 8,
(846) 312-05-71, 312-05-80
г. Санкт-Петербург
Евротек, ООО
ул. Софийская, д. 14,
(812) 269-06-45, 449-62-02
spb@evrotek-service.ru
г. Саратов
Дровосек, ООО
проезд Сторожевой, д.11/244,
(8452) 71-42-02, 20-03-81
Махров, ИП
ул. Астраханская, д.102,
(8452) 46-01-04, 472-672,
remont@svarka-saratov.ru
Поздняков, ИП
ул. Большая Садовая 248,
(963) 114-00-90;
(904) 242-98-42,
infoservis64@mail.ru
г. Смоленск
Глайс, ООО
glais-service@yandex.ru
·ул. 25 сентября д. 50,
(4812) 62-29-79.
·ул. Крупской д. 44,
(4812) 45-05-13
г. Ставрополь
Дериа, ООО
ул. 45-я параллель, д. 73,
(8652) 64-02-01,
stav@deria.ru,
г. Сургут
Все для сварки
ул. Энергостроителей, д.5/1
(3462) 293-015
г. Тверь
Электрофор, ООО
ул. Индустриальная д. 6 стр. 2,
(4822) 42-79-42, 47-58-12
elektrofor@mail.ru
ТК "ВЕЛЕС", ООО
Тверская обл.,
г Удомля,
ул. Веницианова д. 1,
(980) 633-95-00,
velesonline@mail.ru
г. Тольятти
АМ-СЕРВИС, ООО
ул.70 лет Октября 3,
ТК "АВРОРА",
(8482) 408-498,
info@am-serv.ru
г. Томск
Мастер Плюс
ул. Герцена, д. 72,
(3822) 522-910,
skn@masterplus.tomsk.ru
г. Тюмень
Спецтехника, ООО
ул. Республики 143,
(3452) 365-911, 20-55-97,
schabanin81@yandex.ru
г. Улан-Удэ
Сварной, ООО
пр. Автомобилистов,
д. 16, пав. № 7,
(3012) 46-77-99,
606662@mail.ru
г. Ульяновск
Дровосек, ООО
ул. Минаева, д. 12,
(8422) 32-21-88
г. Уфа
Центр технического
диагностирования
ул. Губайдуллина, д.8
(347) 2-667-939,
(927) 236-79-39
г. Хабаровск
Смолин, ИП
ул. Индустриальная, д. 5,
(4212) 54-38-68,
8(914) 163-63-51
Servise.makita@yandex.ru
г. Холмск
Прометей, ООО
ул. 60 лет октября, д. 5,
(962) 581-71-55,
prometheus65rus@gmail.com
г. Челябинск
ОПТИМА, ООО
ул. 40 лет Октября, 29а
(351) 218-40-67, 22-00-977
г. Череповец
Исупов, ИП
ул. Вологодская д. 50а
(351) 253-76-56,
service@afalina74.ru
г. Чита
Русина, ИП
ул. Подгорбунского, д. 84
(3022) 32-40-43, 32-49-88
г. Ярославль
Эксперт-Сервис, ООО
ул. Магистральная д.14,
(4852) 45-91-37,
kristall2000@mail.ru
30
Page 31

12. Хранение и транспортировка
Аппарат следует хранить в оригинальной упаковке в закрытых помещениях с естественной вентиляцией при
температуре от минус 45°C до плюс 50°С и относительной влажности воздуха не более 90% (при +25°С).
Наличие в воздухе паров кислот, щелочей и других агрессивных примесей не допускается.
После хранения при низкой температуре аппарат должен быть выдержан перед эксплуатацией при комнатной
температуре не менее шести часов в упаковке и не менее двух часов – без упаковки.
Аппарат может транспортироваться всеми видами закрытого транспорта в соответствии с правилами перевозок,
действующими на каждом виде транспорта.
Климатические условия перевозки:
температура окружающего воздуха от минус 45°С до плюс 50°С;
относительная влажность воздуха - не более 90% (при +25°С).
Во время перевозки и погрузочно-разгрузочных работ упаковка с аппаратом не должна подвергаться резким
ударам и воздействию атмосферных осадков.
Надёжно закрепите груз в кузове транспортного средства. Транспортная тара с упакованным аппаратом должна
иметь устойчивое положение и отсутствие возможности ее самопроизвольного перемещения во время перевозки
Способ транспортировки аппарата с газовым ресивером
Для перемещения аппарата, используйте погрузчик, чтобы избежать опрокидывания. При использовании крана
(для вертикального подъема) зафиксируйте аппарат на держателе под углом не более 15˚. Зафиксируйте
газовый баллон ремнями или цепью при перемещении, чтоб избежать повреждений и травм.
31
Page 32

Модель оборудования
Серийный номер
Дата выпуска
Подпись ответственного сотрудника
ООО ГК «АВРОРА
М.П.
СВЕДЕНИЯ О ПРИЁМКЕ
КОНТАКТНАЯ ИНФОРМАЦИЯ
Производитель:
SHENZHEN RILAND INDUSTRY Co., LTD (Шеньчжень Риланд Индастри Ко)
Адрес: Building №4, 4th Industry Park, Fu Yong Town, Bao’An district, Shenzhen, PRC.
Тел. +86(755) 273-45-888
Сайт: www.riland.com.cn E-mail: sales@riland.com.cn
Представитель производителя:
ООО ГК «АВРОРА» 192236, Санкт-Петербург, ул. Софийская 14.
Телефон: +7 (812) 449-62-20,
Факс: +7 (812) 331-25-05
Телефон отдела сервиса: +7 (812) 449-62-02
Сайт: www.aurora-online.ru
Представленная информация действительна на апрель 2017 года. Производитель оставляет за собой право на
внесение изменений. Дополнительная информация публикуется на сайте: www.aurora-online
32
 Loading...
Loading...