

РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
ПО ЭКСПЛУАТАЦИИ
Инверторный сварочный полуавтомат
SPEEDWAY175
www.aurora-online.ru
USER MANUAL YF-74L A2 RU

СОДЕРЖАНИЕ
1. Предупреждение и меры безопасности …………………………………. 2
2. Введение…… ……………………..………………………… ……………. 3
3. Технические характеристики……...……………………… …………..….. 5
4. Установка полуавтомата……………………………….……………….….. 6
5. Функции панели управления………………………….……………….….. 9
6. Рекомендации к выбору параметров сварки…………….………………... 15
7. Схема и деталировка.…………….....………………………...……………. 18
8. Меры предосторожности………………………………………………….. 21
9. Техническое обслуживание……………………………………………….. 22
ПРЕДУПРЕЖДЕНИЕ И МЕРЫ БЕЗОПАСНОСТИ
Сварочные работы и резка могут быть опасны для самого сварщика, а также людей,
находящихся рядом с зоной сварки, если оборудование неправильно используется. Поэтому
данный вид работ должен строго соответствовать технике безопасности. Обязательно прочтите эту
инструкцию перед началом работы.
УДАР ЭЛЕКТИЧЕСКИМ ТОКОМ – МОЖЕТ БЫТЬ СМЕРТЕЛЬНЫМ!
Любое поражение током имеет вероятность смертельного исхода, поэтому всегда избегайте касания
открытых токопроводящих частей электрододержателя, проводов, свариваемого изделия. Используйте
изолирующие коврики и перчатки; одежда должна быть всегда сухой. Старайтесь не проводить сварочные
работы в местах с избыточной влажностью. Заземляйте оборудование в соответствии с правилами
эксплуатации электроустановок и техники безопасности. При замене кабеля, а также в случаях снятия
крышки с аппарата, обязательно отсоедините аппарат от сети.
ДЫМ И ГЛАЗ – ВРЕДНЫ ДЛЯ ЗДОРОВЬЯ!
Дым и газ, образующиеся в процессе сварки – вредны для здоровья. Зона сварки должна хорошо
вентилироваться.
Металлы, имеющие в составе или покрытии свинец, кадмий, цинк, ртуть и бериллий, могут выделять
ядовитые газы в опасных концентрациях под воздействием сварочной дуги. При необходимости сварки
таких материалов обязательно наличие вытяжной вентиляции, либо индивидуальных средств защиты
органов дыхания, обеспечивающих фильтрацию или подачу чистого воздуха. Если покрытие из таких
металлов невозможно удалить с места сварки и средства защиты отсутствуют, проводить сварку
категорически ЗАПРЕЩЕНО.
ОБЛУЧЕНИЕ – ОПАСНО ДЛЯ ГЛАЗ ЧЕЛОВЕКА!
Ультрафиолетовое излучение сварочной дуги может нанести непоправимый вред глазам и коже; поэтому
обязательно используйте сварочную маску/щиток и защитную одежду. Маска должна быть полностью
исправна, в противном случае ее следует заменить, поскольку излучение сварочной дуги может нанести
вред глазам. Опасно смотреть незащищенными глазами на дугу на расстоянии менее 15 метров.
Необходимо принять меры для защиты людей, находящихся в рабочей зоне или рядом с ней.
ОГНЕОПАСНОСТЬ
Средства пожаротушения (огнетушитель, вода, песок, пр.) должны быть доступны в ближней зоне сварки
(резки). Работающий персонал обязан знать, как пользоваться средствами пожаротушения. Все огне- и

взрывоопасные материалы должны быть удалены на минимальное расстояние 10 метров от места
проведения сварочных работ.
Никогда не проводите сварочные работы в помещении с большой концентрацией пыли, огнеопасного газа
или испарений горючих жидкостей в атмосфере.
После каждой операции убедитесь, что свариваемое изделие достаточно остыло, прежде чем касаться его
руками или горючими / взрывоопасными материалами.
УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
При возникновении неисправностей, обратитесь к данному руководству по эксплуатации, или
проконсультируйтесь с сервисной службой или поставщиком оборудования.
Описание аппарата
Данный аппарат изготовлен на базе самых продвинутых инверторных технологий в мире.
Принцип инвертирования в преобразовании сетевого напряжения частоты в 50/60Гц в высоко
частотное напряжение в 25кГц при прохождении этого напряжения через фильтр – мощное устройство
IGBT, а затем падении напряжения и коммутации с источником прямого тока через модулятор ширины
пульса (PWM). Благодаря применению инверторной технологии потребляемая аппаратом мощность, а
также его габариты становятся меньше, в то время как его эффективность возрастает более чем на 30%.
Кроме режима MIG у аппарата также сеть режимы STICK и TIG. Режимы можно переключать,
используя цифровой дисплей, который также обеспечивает синергетическое регулирование скорости
подачи проволоки, сварочное напряжение и другие параметры. Аппарат обеспечен контуром реактора,
что позволяет более точно контролировать переключение короткого замыкания и смешанного замыкания, а
значит добиваться лучшего сварочного процесса. В отличие от полупроводниковых сварочных
аппаратов, наши сварочные аппараты имеют ряд преимуществ: стабильная скорость подачи проволоки,
портативность, энергосбережение, бесшумность. Кроме всего этого данный аппарат производит меньше
сварочных брызг, имеет более легкий поджиг, более глубокую сварочную ванну, высокий коэффициент
полезной нагрузки.
Портативный аппарат имеет полноценные функции STICK и TIG. Аппарат идеально подходит
для бытового использования, для работы с различными материалами и техническим оснащением.
Благодарим вас за использование наших аппаратов. Если у вас есть какие-то предложения по
улучшению качества работы наших аппаратов, вы можете обращаться к нам.
Предупреждение!
Аппарат предназначен в основном для промышленного использования. Он может излучать радиоволны в
закрытом пространстве, так что пользователь должен принять все меры предосторожности
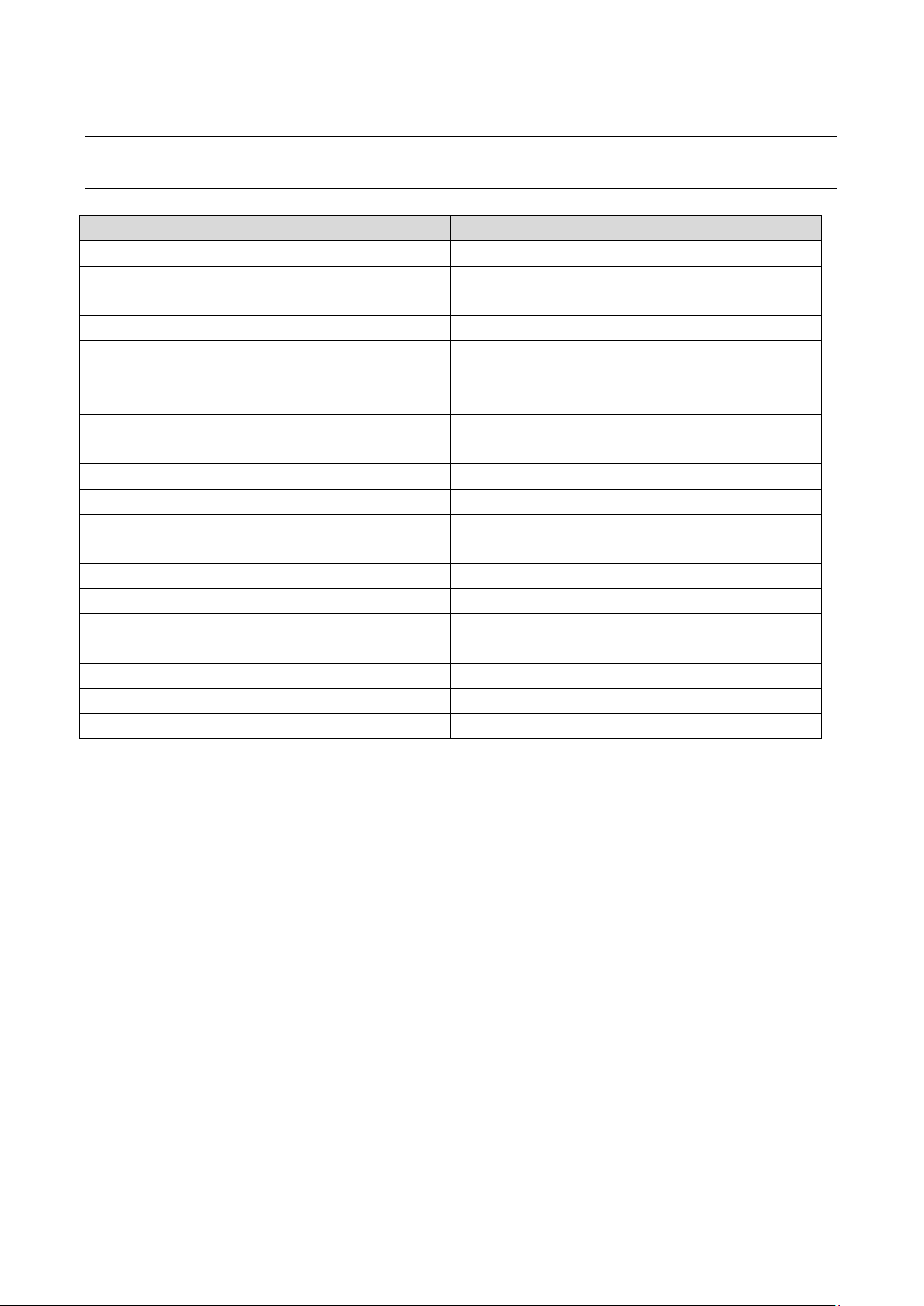
Параметр
SPEEDWAY 175
Источник тока (В)
Однофазный 220±15%
Частота (Гц)
50/60
Номинальный ток на входе (А)
28А
Напряжение без нагрузки (В)
56
Диапазон тока на выходе (А)
20-175 (ММА)
10-175 (TIG)
50-175 (MIG)
Напряжение на выходе (В)
16.5-22В
Коэффициент полезной нагрузки(%)
30
Фактор мощности
0.73
Эффективность (%)
80
Тип механизма подачи проволоки
Внутренний
Скорость подачи проволоки(м/мин)
2-12
Время продувки газа (сек)
3
Диаметр проволоки (мм)
0.6/0.8/1.0
Степень изоляции
F
Степень защиты корпуса
IP23S
Толщина свариваемого материала (мм)
Более 0.8
Вес(кг)
12.8
Габариты
420*220*439
Технические характеристики

Инструкции по установке
Аппарат снабжен устройством защиты от колебаний сети. Аппарат продолжает работать нормально при
колебаниях сети ±15% от номинального напряжения.
В случае использования длинного кабеля, во избежание падения напряжения, используйте кабель с
большим поперечным сечением. Если кабель слишком длинный, это может повлиять на качество сварки,
поэтому используйте рекомендуемую длину кабеля.
1. Убедитесь, что вентилятор не накрыт, чтобы не нарушить систему охлаждения.
2. Используйте кабель заземления с поперечным сечением не менее 6 кв. мм с тем чтобы соединить
заземленный интерфейс в задней части аппарата с массой.
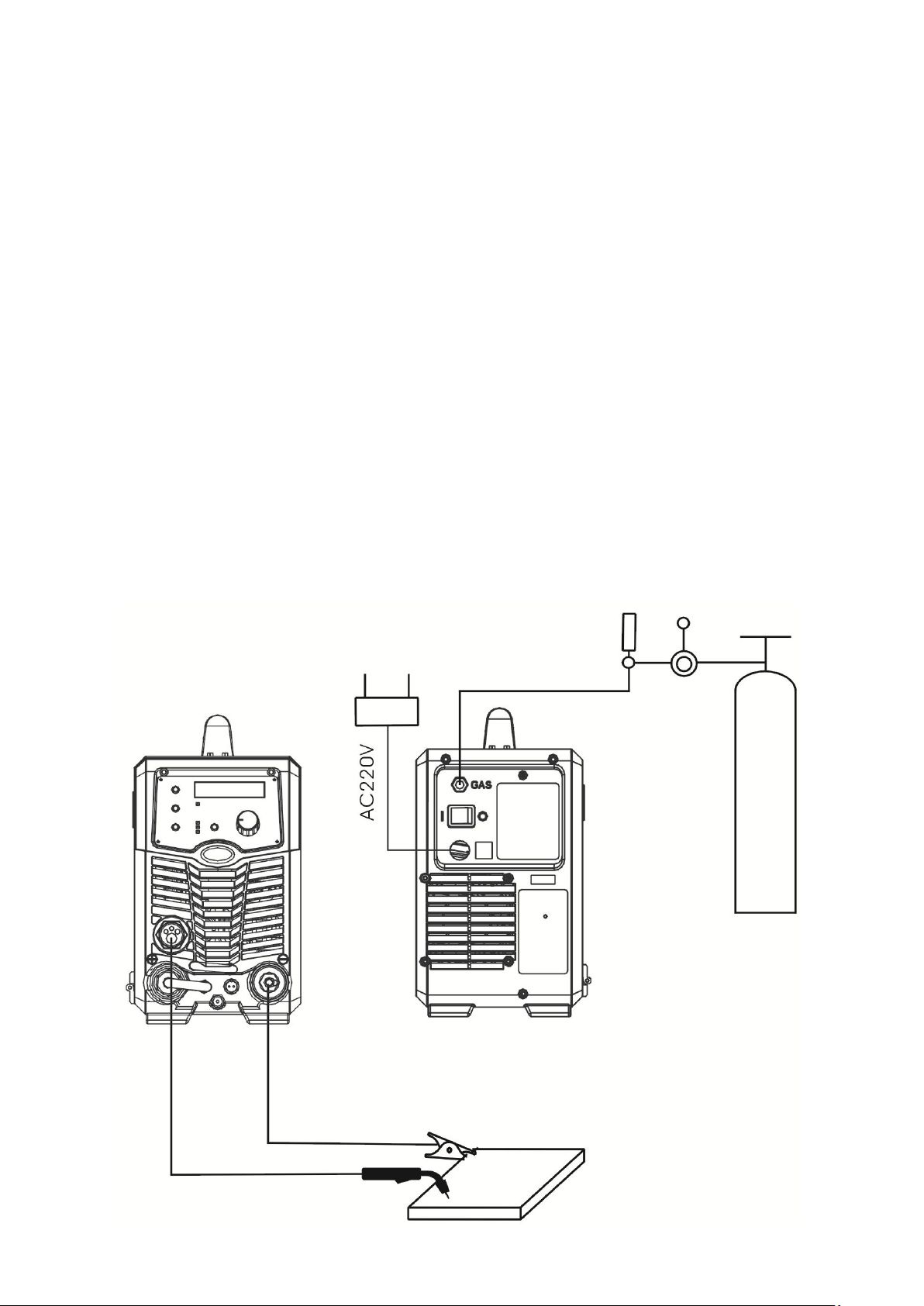
Подключение аппарата SPEEDWAY175
Режим MIG
1) Соедините газовый баллон с впускным отверстием на аппарате при помощи воздушного шланга.
2) Вставьте быстросъем с кабелем массы в разъем на панели аппарата.
3) Установите проволочную бобину на опорную ось для катушки
4) Выберите ролик под размер проволоки
5) Запустите проволоку в канал подающего механизма
6) Проволока должна быть прямой, чтобы не застревать во время работы
7) Установите горелку в евроразъем и вручную протяните в нее проволоку
Режим LIFT TIG
1) Правильно подсоедините источник защитного газа. Механизм подачи газа должен состоять из
газового баллона, редуктора и газового шланга. Соединительные элементы газового шланга
должны быть закреплены хомутом иди другим креплением, во избежание утечки газа.
2) Подсоедините разъем TIG горелки к минусовому контакту на внешней панели и закрепите его по
часовой стрелке
3) Подсоедините разъем TIG горелки к соответствующему интерфейсу на панели и закрепите его по
часовой стрелке
4) Подсоедините один конец зажима на массу к плюсовому контакту на передней панели, закрепите по
часовой стрелке, другой конец к рабочей поверхности.
Режим STICK
1) Убедитесь что кабель держателя электрода хорошо подсоединен к быстросъему. Подсоедините
быстросъем к минусовому контакту аппарата и закрепите по часовой стрелке
2) Подсоедините быстросъем от одного конца кабеля к плюсовому контакту аппарата, закрепите,
другой конец к рабочей поверхности
3) Обратите внимание на подключение контактов, сварочные аппараты прямого тока имеют 2 способа
подключения: плюсовое и минусовое. Плюсовое: держатель электрода подключается к минусовому
контакту, а рабочая поверхность к плюсовому. Минусовое: рабочая поверхность – к минусовому
контакту, держатель – к плюсовому. Выберите нужный способ подключения в зависимости от типа
работ. Если выбрано неверное подключение, дуга будет нестабильной, будет больше брызг и
спайки. В случае возникновения таких проблем, поменяйте полярность. В случае использования
щелочных электродов нужно использовать минусовое подключение, при использовании кислотных
- плюсовое.
Подсоединяйте аппарат только к подходящему источнику тока.
Установочный чертеж для SPEEDWAY175 (MIG):
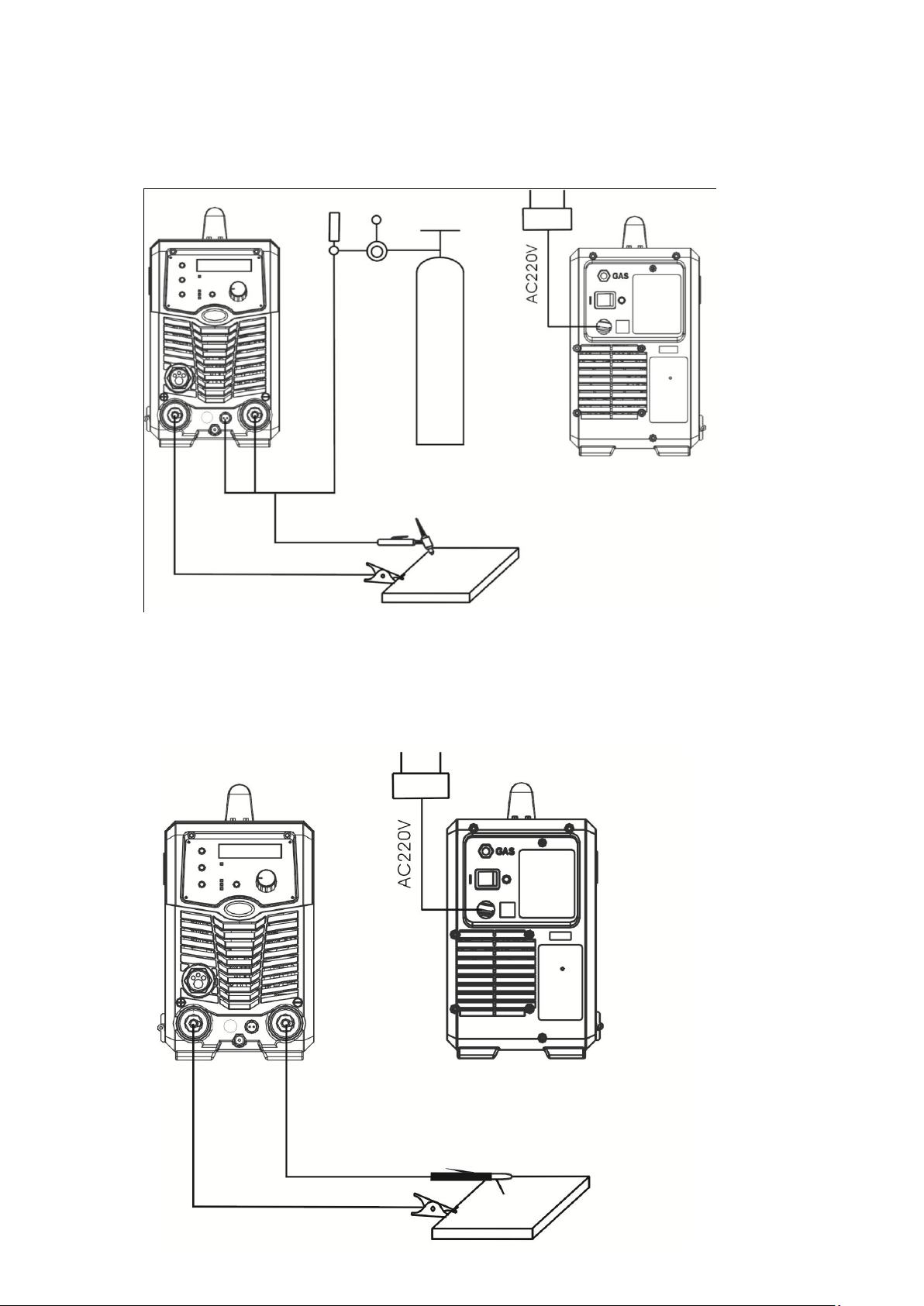
Установочный чертеж для SPEEDWAY175 (LIFT TIG):
Установочный чертеж для SPEEDWAY175 (STICK):
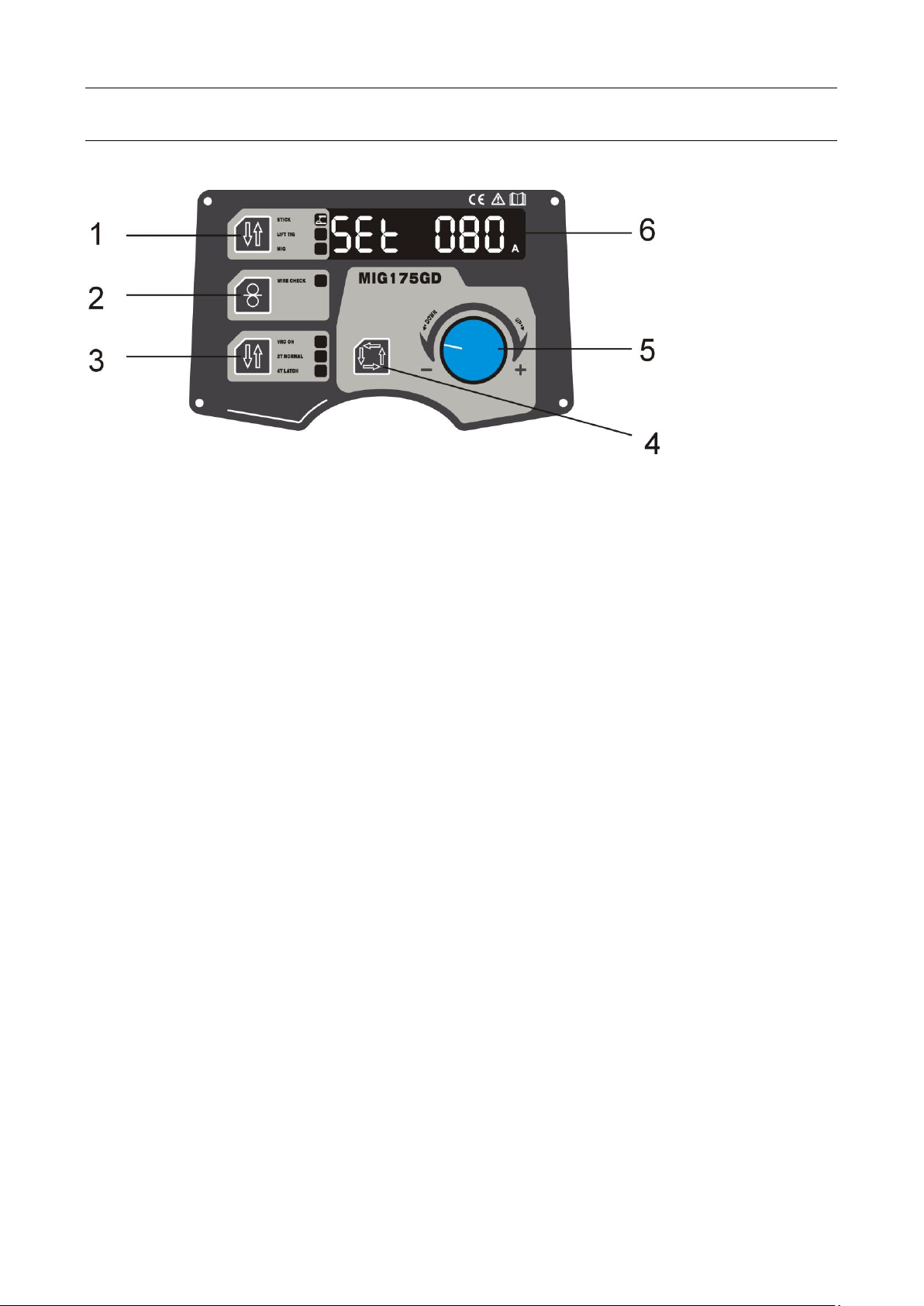
Панель управления
Настройки передней панели:
1. Переключатели режимов STICK / LIFT TIG / MIG
2. Протяжка проволоки
3. Функции VRD / 2х и 4хтактный режим управления горелкой
4. Выбор настроек (для режима MIG)
5. Многофункциональный регулятор настроек
6. Цифровой дисплей
Аппарат имеет функцию смены полярности. Между механизмом подачи проволоки и проволочной
бобиной есть плюсовой и минусовой выходные разъемы. При использовании цельнометаллической
проволоки с защитой газом, разъем горелки должен быть подсоединен к плюсовому выходному
разъему, кабель заземления – к минусовому. При использовании порошковой проволоки –
наоборот.
Инструкция по настройке:
USER MANUAL - 9 - YF-74L A2 RU
 Loading...
Loading...