

Page 1
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
ПО ЭКСПЛУАТАЦИИ
Инверторный сварочный полуавтомат
INTERTIG 200 AC-DC-PULSE
www.aurora-online.ru
Page 2

СОДЕРЖАНИЕ
1. Содержание ·············································································································· 1
2. Меры предосторожности ·························································································· 2
3. Описание аппарата ··································································································· 3
4. Таблица технических параметров ············································································· 4
5. Панель управления ·································································································· 5
6. Инструкция по установке ·························································································· 6
7. Инструкция по эксплуатации ····················································································· 8
8. Техническое обслуживание ····················································································· 10
9. Перед проверкой ···································································································· 10
10. Заметки и меры безопасности ················································································· 10
11. Часто задаваемые вопросы ··················································································· 11
12. Устранение возможных неисправностей ································································ 12
USER MANUAL -1- YF-13J A/0
Page 3
МЕРЫ ПРЕДОСТОРОЖНОСТИ
В процессе сварки и резки, соблюдайте необходимую технику безопасности во
избежание травмирования.
Удар током – возможен летальный исход!!
Установите разъем заземления.
Запрещается прикасаться к оголенным электрическим частям аппарата без спец одежды.
Убедитесь, что вы находитесь в безопасной позиции.
Газ и дым – могут быть опасны для здоровья!
Держитесь на безопасном расстоянии от источаемого газа и дыма
Во время сварочных работ, должны работать вытяжка и вентиляция во избежание вдыхания
токсичных газов.
Сварочные брызги - опасны для глаз и поверхности кожи
Во время работы надевайте сварочную маску со светофильтром и спецодежду
Если в помещении находятся люди, приготовьте для них маски и спецодежду.
Опасность пожара
Сварочные искры могут стать причиной пожара. Убедитесь, что в помещении нет
легковоспламеняющихся предметов
Шум – излишний шум может быть опасен для здоровья
Используйте средства защищающие уши.
Предупредите других людей находящихся в помещении о вреде сварочного шума.
Неисправность – при возникших неисправностях аппарата свяжитесь с поставщиками.
Если неисправность возникла во время установки и эксплуатации аппарата, сверьтесь с
инструкцией
Если вы не до конца поняли инструкцию и не устранили неисправность, свяжитесь с
поставщиком для оказания профессиональной помощи.
ПРЕДУПРЕЖДЕНИЕ!
Не допускайте падения аппарата, утечки электролита, использования влажных
сетевых кабелей
USER MANUAL -2- YF-13J A/0
Page 4
ОПИСАНИЕ АППАРАТА
Данный аппарат изготовлен на базе самых продвинутых инверторных технологий в мире.
Принцип инвертирования в преобразовании сетевого напряжения частоты в 50/60Гц в высоко частотное
напряжение до 100 КГц при прохождении этого напряжения через фильтр – мощное устройство MOSFET, а затем
падении напряжения и коммутации с источником постоянного тока через модулятор ширины пульса (PWM). Благодаря
применению инверторной технологии потребляемая аппаратом мощность, а также его габариты становятся меньше, в
то время как его эффективность возрастает более чем на 30%.
Аппараты серии AC/DC это аппараты постоянного/переменного тока с режимами: режим TIG DC, режим TIG AC
режим MMA, что является инновацией нашей компании. Преимущество данного аппарата в том, что на постоянном
токе он может варить нержавеющую
аппарат может варить алюминий и его сплавы.
В аппаратах серии AC/DC применены высокочастотные инверторные технологии. По сравнению с традиционными
аппаратами, наши аппараты компактные, легкие, портативные, энергосберегающие. По сравнению с другими
импортными аппаратами, наши аппараты имеют более привлекательную цену и адаптируются
источников питания. Более того, в аппарате использованы новейшие инверторные технологии, позволяющие выдавать
характеристики гарантирующие качественные сварочные работы.
Благодарим вас за использование наших аппаратов. Если у вас есть какие-то предложения по улучшению
качества работы наших аппаратов, вы можете обращаться к нам.
Предупреждение!
Аппарат предназначен в основном для промышленного использования. Он может излучать
радиоволны в закрытом пространстве, так что пользователь должен принять все меры предосторожности
и углеродистую сталь, медь и другие цветные металлы, а на переменном токе
к большинству
USER MANUAL -3- YF-13J A/0
Page 5
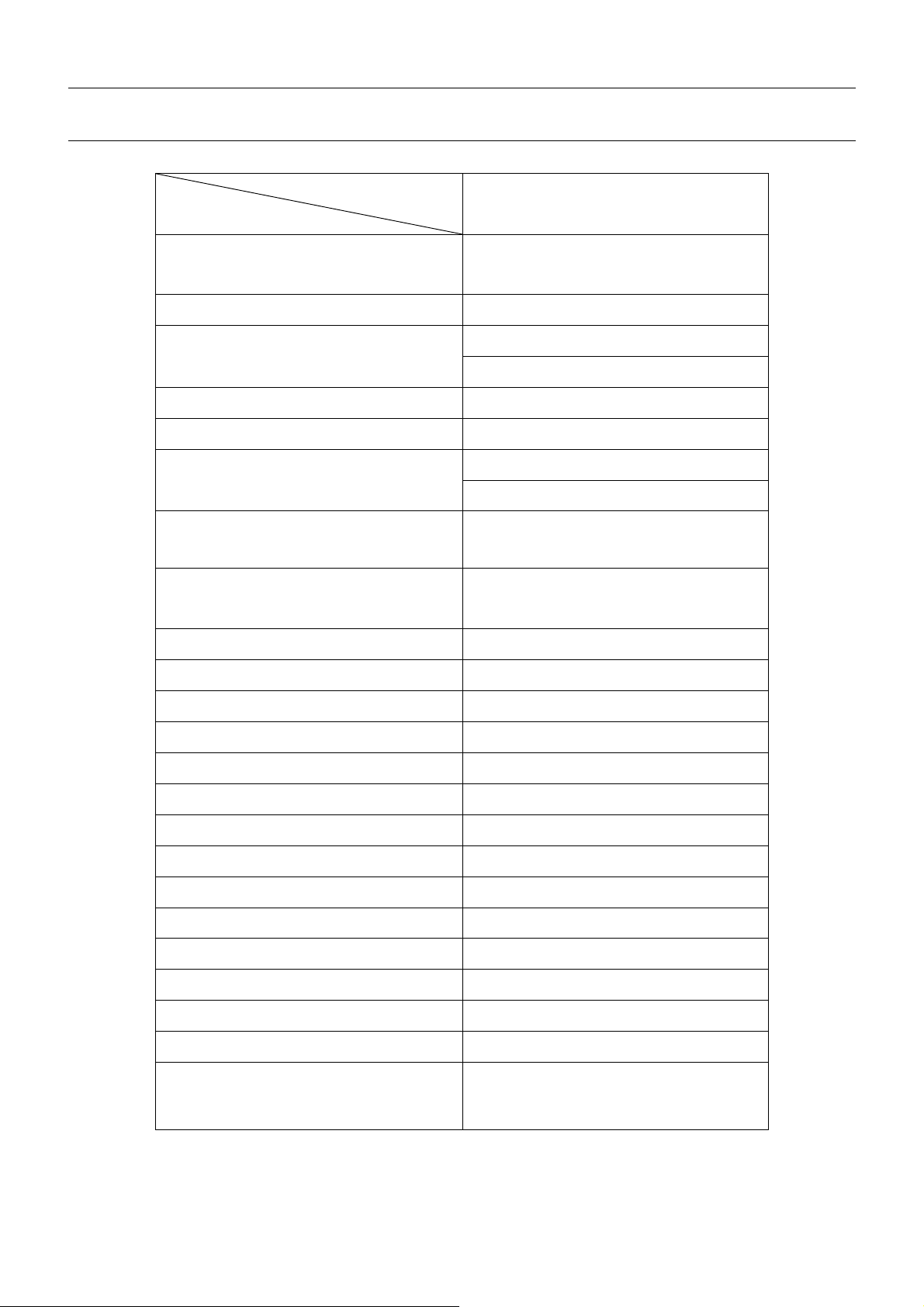
ТАБЛИЦА ТЕХНИЧЕСКИХ ПАРАМЕТРОВ
Номинальное напряжение на выходе
Коэффициент полезной нагрузки при
Коэффициент полезной нагрузки в
Коэффициент полезной нагрузки(%) 60
Модель
Параметр
Источник питания
Частота (Гц) 50/60
Номинальный ток на входе (A)
Ток на выходе (A) 5-200
Напряжение без нагрузки (В)
(В)
переменном токе(%)
режиме Пульс(%)
Время продувки газом( сек ) 0-10
Частота Пульс (Гц) 0.5-5.0
Базовый сварочный ток(A) 5-200
Ток поджига дуги(A) 5-200
Время затухания дуги(сек) 0-15
Наличие пульта управления в наличии опция
Способ поджига дуги HF
Частота в процентах(%) 80
Фактор мощности 0.73
Степень изоляции F
Степень защиты IP21
Вес(кг)
Габариты(мм)
Макс. толщина свариваемого
материала(мм)
INTERTIG 200 AC/DC
Однофазный переменный ток
220В±15%
TIG: 28
MMA: 43.5
56
TIG: 18
MMA: 28
20-80
10-90
20
498×328×302
10
USER MANUAL -4- YF-13J A/0
Page 6

ФУНКЦИОНАЛЬНАЯ ПАНЕЛЬ
INTERTIG250 AC/DC PULSE :
1 Выключатель 12
2 Амперметр 13
3 Индикатор неисправности 14 Регулировка продувки газа
4 Регулировка тока поджига дуги 15 Плюсовой выходной контакт
Регулировка верхнего
5
показателя пикового тока
Регулировка нижнего
6
показателя пикового тока
Регулировка времени затухания
7
дуги
Выключатель пульта
8
управления
9 Вкл./Выкл. пульса 20 Регулировка ширины Пульса
10 Переключатель TIG/MMA 21 Регулировка частоты Пульса
Переключатель 2T/4T режима
11
управления горелкой
Переключатель
прямого/переменного тока
Регулировка баланса
полярности переменного тока
16 Пульт управления
17 Разъем горелки
18 Разъем газового шланга
19 Минусовой выходной контакт
USER MANUAL -5- YF-13J A/0
Page 7

ИНСТРУКЦИЯ ПО УСТАНОВКЕ
Аппарат снабжен устройством защиты от колебаний сети. Аппарат продолжает работать нормально при колебаниях
сети ±15% от номинального напряжения.
В случае использования длинного кабеля, во избежание падения напряжения, используйте кабель с большим
поперечным сечением. Если кабель слишком длинный, это может повлиять на качество сварки, поэтому используйте
рекомендуемую длину кабеля.
Убедитесь, что вентилятор не накрыт, чтобы не нарушить систему охлаждения.
Соедините газовый баллон с впускным отверстием на аппарате при помощи воздушного шланга.
Используйте провод заземления сечением не менее 6 mm², соедините его с контактом заземления на задней
панели аппарата
Подсоедините горелку и держатель горелки, точно следуя чертежам. В режиме MMA: убедитесь, что кабель,
соединительный контакт заземлены. Соедините держатель горелки с плюсовым контактом, а обратный кабель с
минусовым. В режиме TIG: вставьте газоэлектрический контакт сварочной горелки в разъем на передней панели.
Вставьте воздушный шланг в соответствующий разъем на горелке и закрепите. Обратный кабель в этом случае
подключатся плюсовому контакту.
При использовании педального управления
Подключайте аппарат к сети в соответствии с заявленным в параметрах напряжением на входе.
Убедитесь, что напряжение сети не превышает заявленных показателей. После проделывания данных
шагов аппарат готов к использованию.
, подключите педаль к аппарату.
держатель и
USER MANUAL -6- YF-13J A/0
Page 8

ИНСТРУКЦИЯ ПО УСТАНОВКЕ
Установка INTERTIG200 AC/DC (MMA):
Установка INTERTIG200 AC/DC (TIG):
USER MANUAL -7- YF-13J A/0
Page 9

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
(一 ) TIG Сварка на постоянном токе
1. Включите аппарат, вентилятор начинает работать.
2. Откройте газовый баллон, отрегулируйте редуктор на рабочее давление.
3. Поставьте переключатель в верхнее положение, это режим TIG.
4. Переключив регулятор в положение “DC”, вы задаете поджиг дуги на постоянном токе. В данном режиме можно
варить нержавеющую сталь, медь и др. материалы.
5. Установите кнопку ручного/педального управления в
регулируется вручную, “ON” положение – педалью.
6. Регулято р “Pulse”. Когда он находится в нижнем положении, режим пульса неактивен. В верхнем положении – частота
пульса 0.5—2Гц, при регулировании кнопки “Pulse ” можно выбрать подходящую частоту пульса.
7. Отрегулируйте коэффициент полезной нагрузки. (В режиме без пульса, показатель 1 )
8. Отрегулируйте ток и время поджига и затухания дуги
9. Установите силу сварочного и базового тока в соответствии с толщиной свариваемого изделия (если переключатель
режима пульс в нижнем положении, базовый ток неактивен)
10. Нажмите кнопку на горелке, вы услышите звук высокочастотного поджига дуги, в это же время начинается подача газа.
11. Держите вольфрамовый электрод на расстоянии 2-4мм от изделия, нажмите кнопку на горелке, между электродом и
изделием возникаем высокочастотный ток; после поджига дуги, высокочастотный разряд исчезает – можно начинать
нужное положение. “OFF” положение - значит ток
работу.
12. После окончания сварки, отрегулируйте кнопку продувки газом, во избежание повреждений изделия.
13. В режиме TIG , во время долгой или точечной сварки вы можете выбрать 2х или 4х тактный режим управления горелкой. В
2х тактном режиме, функция регулировки тока поджига и затухания дуги не активна, работает только функция регулировки
сварочного тока.
14. В 4х тактном режиме нажмите кнопку горелки, пойдет стартовый ток, отпустите кнопку – пойдет сварочный ток. Вновь
зажмите кнопку горелки – пойдет ток заварки кратера, и отпустите кнопку – работа закончена
USER MANUAL -8- YF-13J A/0
Page 10

(二)TIG Сварка на переменном токе
1. Переключите выключатель в положение “AC”, что означает сварка на переменных токах, которую можно
использовать для сварки алюминия.
2. Регулятор режима пульс: Во время сварки на переменном токе, ток колеблется по шкале вверх и вниз. Когда ток
проходит от электрода к изделию, он находится в плюсовом диапазоне. В этом случае электрод медленно
нагревается
находится в минусовом диапазоне. В этом случае происходит зачистка поверхности изделия от оксида, также
повышая качество сварки. Но может случиться обгорание электрода из-за перегрева, поэтому существует
регулятор баланса между плюсовым и минусовым показателями тока.
время плюсового тока повышается, а минусового уменьшается. Поворачивая регулятор против часовой стрелки,
все наоборот.
3. Смотрите пункты 10-12 выше
Заметка:
Режим MMA
, концертируя тепло, тем самым повышая качество сварки. Когда ток идет от изделия к электроду, ток
Поворачивая его по часовой стрелке,
1) При работе в пульсовом режиме, при верхнем пиковом токе 200 ампер нижний пиковый ток должен быть
100 ампер, скважность обоих токов должна составлять 50%.
2) Во время TIG сварки
поэтому установите го не менее чем на 20A.
на переменном токе, когда показатель тока слишком мал, дуга зажигается плохо,
1. Установите выключатель в нижнее положение, теперь режим регулировки пульса, переключатель 2х/4х тактного режима
управления горелкой и переключатель “AC/DC не активны, работает только регулятор сварочного тока..
2. Установите сварочный ток в соответствии с толщиной изделия.
Таблица соотношения силы тока и толщины изделия:
Электрод(мм) 2.5 3.2
Сварочный ток (A) 70-100 100-140
Предупреждение:
Запрещается вытаскивать и вставлять сетевой кабель во время работы!!!
USER MANUAL -9- YF-13J A/0
Page 11

Обслуживание аппарата
Предупреждение:
Перед любого рода проверками, убедитесь, что аппарат отключен от питания.
1. Уд а ляйте пыль с аппарата при помощи сжатого воздуха. В случае если аппарат используется в среде насыщенной
дымом и загрязненным воздухом, очистка аппарата должна производится не реже чем раз в месяц.
2. Давление сжатого воздуха должно соответствовать норме во избежание повреждений частей аппарата.
3. Проверяйте надежность контактов частей аппарата. При обнаружении налета – удалите его.
4. Избегайте попадания воды на аппарат. Если вода все же попала на аппарат – тщательно высушите его и измерьте
уровень изоляции мегомметром.
5. Если аппарат долгое время не используется, храните его в оригинальной упаковке в сухом месте.
ПЕРЕД ПРОВЕРКОЙ
ПРЕДУПРЕЖДЕНИЕ
Неграмотная техническое обслуживание может привести к серьёзным повреждениям
аппарата!!!
Примечание: Если в течение гарантийного периода, пользователь неверно тестировал и
пытался устранить неполадки аппарата без нашего разрешения, гарантия на аппарат более не
распространяется.
ЗАМЕТКИ И МЕРЫ БЕЗОПАСНОСТИ
1. Условия эксплуатации
1) Аппарат следует использовать в помещении с относительной влажностью воздуха не более 90%.
2) Температура окружающей среды от -10 до 40 градусов .
3) Избегайте попадания на аппарат прямых солнечных лучей и воды.
4) Не используйте аппарат в пыльном помещении и среде коррозийных газов.
5) Не проводите сварочные работы на сквозняке
2. Нормы безопасности
В наших аппаратах присутствует функция защиты от перегруза, перегрева и перенапряжения. В случае если
USER MANUAL -10- YF-13J A/0
Page 12

напряжение, ток на выходе или температура превышает допустимые нормы, аппарат автоматически отключается.
1) Рабочее пространство должно хорошо проветриваться!
Наши аппараты – высокомощные установки, которым требуется специальное охлаждения, так как
естественное проветривание не является достаточным. Поэтому аппарат снабжен вентилятором. Перед
началом работ убедитесь, что входное отверстие не заблокировано, а расстояния от аппарата до предметов в
рабочем пространстве не менее 0.3 метра.
2) Не перегружайте аппарат!
Пользователь должен помнить о соблюдении максимального тока нагрузки (относительно коэффициенту
полезной нагрузки). Максимальный ток не должен превышать норму, перегруз аппарата может привести к его
поломке.
3) Не допускайте перенапряжения!
Допустимые показатели напряжения можно найти в основных технических параметрах. Механизм
автоматической защиты от перепадов сети обеспечит поддержание напряжения на нужном уровне. Если
напряжение превышает норму, это может привести к поломке деталей аппарата.
4) На задней панели аппарата разъем заземления, со значком заземления. Перед началом работ, убедитесь
что рабочая деталь надежно подсоединена к кабелю заземления, поперечное сечение которого должно быть
около 6 кв. мм. , чтобы избежать статического электричества.
5) Если время сварки превышает номинальный рабочий цикл, аппарат автоматически выключается. Если
аппарат перегревается и температурный индикатор загорается красным и мигает “ON’’. В такой ситуации не
выключайте аппарат из розетки, дайте вентилятору охладить аппарат. Когда температурный индикатор
погаснет, температура понижается и можно снова работать.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
A. Неудовлетворительное качество сварки
——
1. Убедитесь, что клапан газового баллона открыт и давление нормальное
2. Убедитесь, что расходометр исправен. Пользователь может установить расход газа на нужный ему показатель в
Свариваемые изделия не защищены от окисления поэтому пользователь должен принять следующие меры:
зависимости от сварочного тока. Следите также, чтобы расход газа не был слишком мал, рекомендуемый расход
5л/мин.
3. Проверьте горелку
4. Убедитесь в герметичности газового шланга.
B. Плохой поджиг дуги
1. Проверьте качество электрода.
USER MANUAL -11- YF-13J A/0
Page 13

Конец электрода должен быть заточен иначе дуга будет плохо поджигаться и будет нестабильна.
C. Ток на выходе не соответствует заявленному значению:
Если напряжение на выходе не соответствует номинальным показателям, ток на выходе будет также не совпадать с
номинальным. Если напряжение на выходе меньше заявленного, максимальный ток на выходе будет ниже
номинального показателя.
D. Нестабильность тока во время работы с аппаратом:
1. Изменилось напряжение сети.
2. Электрический кабель поврежден.
Электрод прогорает:
Баланс Пульса слишком высок, что приводит к перегреву электрода
F. Во время сварки алюминия, оксидный налет не счищается:
1. Выставлены неверные параметры сварки
2. Баланс Пульса слишком низкий
3. Платы MOSFETнеисправны.
УСТРАНЕНИЕ ВОЗМОЖНЫХ НЕИСПРАВНОСТЕЙ
Неисправность Решение
1. Выключатель сломан.
Индикатор не горит, вентилятор не
работает, аппарат не включается
Индикатор горит, вентилятор не
работает или прокручивается
несколько раз и останавливается,
сварка не начинается.
2. Убедитесь, подключен ли сетевой кабель
3. Убедитесь, что сетевой кабель не поврежден
1. Возможно сетевой кабель подключен к источнику питания 380В, что
автоматически запускает механизм защиты аппарата от перегруза.
Подсоедините кабель к источнику 220В и перезапустите аппарат.
2. При подключении в сеть 220В сетевой кабель слишком тонкий и длинный, что
также заставляет срабатывать механизм защиты от перегруза. Используйте
более толстый кабель, выключите аппарат на 2-3 мин и перезапустите аппарат.
3. Сетевой кабель ненадежно подсоединен к аппарату.
4. При постоянном отключении-перезапуске аппарата также запускается механизм
защиты от перегруза сети. Выключите аппарат на 2-3 мин и перезапустите его.
5. 24в реле главной возвратной цепи не замкнуто или повреждено, проверьте и
замените его при надобности.
USER MANUAL -12- YF-13J A/0
Page 14

Вентилятор работает, индикатор
неисправности сети не горит, звук
высокочастотного поджига дуги не
слышен, дуга не поджигается.
1. Проверьте надежность всех контактов.
2. Проверьте, не повреждена ли цепь управления, если это так свяжитесь с
дилером.
3. Проверьте, не поврежден ли кабель горелки.
Индикатор неисправности сети не
горит, слышен звук
высокочастотного поджига дуги,
сварка не начинается.
Индикатор неисправности сети не
горит, звук высокочастотного
поджига дуги не слышен, слабый
поджиг дуги.
1. Кабель горелки поврежден.
2. Кабель заземления поврежден либо не подсоединен к рабочей поверхности.
3. Ослаблено соединение кабелей с выходными контактами
1. Ненадежный контакт первичного кабеля трансформатора. Обратитесь к дилеру.
2. На наконечнике горелки оксидный налет либо расстояние от изделия слишком
велико. Уд а л и т е налет и отрегулируйте расстояние до изделия.
3. Переключатель sticking/argon-arc welding поврежден, замените его,
обратившись к дилеру
4. Какие-то
требуется заменить их. Обратитесь к дилеру
компоненты цепи высокочастотного поджига дуги повреждены,
1. Возможно запущен механизм защиты от перегруза. Выключите аппарат, затем
включите его, когда погаснет индикатор неисправности сети.
Индикатор неисправности сети
горит, сварка не начинается.
2. Возможно запущен механизм защиты от перегрева. Он стабилизируется через
2-3 мин.
3. Возможно повреждены компоненты инверторной цепи. Отключите аппарат от
сети и обратитесь к дилеру.
4. Возможно цепь обратной связи не замкнута.
Во время сварки алюминия
оксидный налет не счищается
Электрод выгорает Регулировка баланса пульса слишком высока
1. Ус тановл е н ы неверные показатели сварки.
2. Регулировка баланса пульса слишком мала
3. Инверторные платы MOSFET повреждены.
aurora-online.ru
USER MANUAL -13- YF-13J A/0
 Loading...
Loading...