

Page 1
ATAS INTERNATIONAL , INC.
6612 SNOWDRIFT ROAD ALLENTOWN, PENNSYLVANIA 18106
PHONE (610) 395-8445 FAX (610) 395-9342
SPECIFICATION DATA SHEET
FLAT SHEET AND COIL
1. PRODUCT DESCRIPTION
Aluminum or Metallic Steel with PVDF finish used to produce flat
sheets and coils.
Aluminum Alloy ASTM B 209 Alloy 3003 H14 or 3105 H14, or
Metallic Coated
Steel ASTM A 653 Structural Steel SS 50 (SS 37
for 48” width) with G90 coating or ASTM A 792 structural steel
grade 50 (grade 37 for 48” width) with AZ50 coating. Materials
are pretreated, primed and coated with a full strength PVDF
(containing a minimum of 70% KYNAR 500
®
or HYLAR 5000
®
Resin) coating system, consisting of nominal 1.0 mil total dry film
thickness (.2 mil primer with a .8 mil top coat). Reverse side is
coated with a wash coat of .4 to .5 mil dry film thickness.
Galvanized materials are pretreated with a high-performance zinc
phosphate system.
Masking, a strippable polymer film, can be applied as a protective
covering for handling during fabrication and installation of
materials, if requested. The polymer masking must be removed
immediately after installation and should not be exposed to
continued periods of direct sunlight or extreme heat.
Basic Use: Architectural Sheet Metal applications in general
building construction, such as metal roofing, mansard applications,
fascias, soffits, ceilings, storefronts, copings, gravel stops, specialty
accent details, etc.
Materials:
Gauges Available:
Aluminum - .032, .040, .050, .063 and .080 thicknesses.
Metallic Coated Steel - 22, 24 and 29 gauge.
Sheet Sizes - Up to 60" width by length required.
Texture - Smooth and stucco embossed available.
Limitations:
All ATAS materials are pre-finished and, therefore, care should be
taken during fabrication and installation of materials. Fabrication
and installation of materials should conform to standards
established by the Architectural Sheet Metal Community. During
the fabrication and/or forming of the materials, proper bend radii
must be used. Minor scratches should be touched-up immediately,
utilizing an air dry coating furnished by ATAS. For damage other
than minor scratches, such as dents, deep abrasions, or scratches
which have damaged base materials, the actual unit should be
replaced. All metal shavings, chips, and dust must be removed
from material immediately.
2. TECHNICAL DATA
Applicable Standards
Aluminum
Aluminum materials conform to ASTM B 209, alloy 3003 H14 or
3105 H14. Painted aluminum conforms to performance
requirements of AAMA 2605.
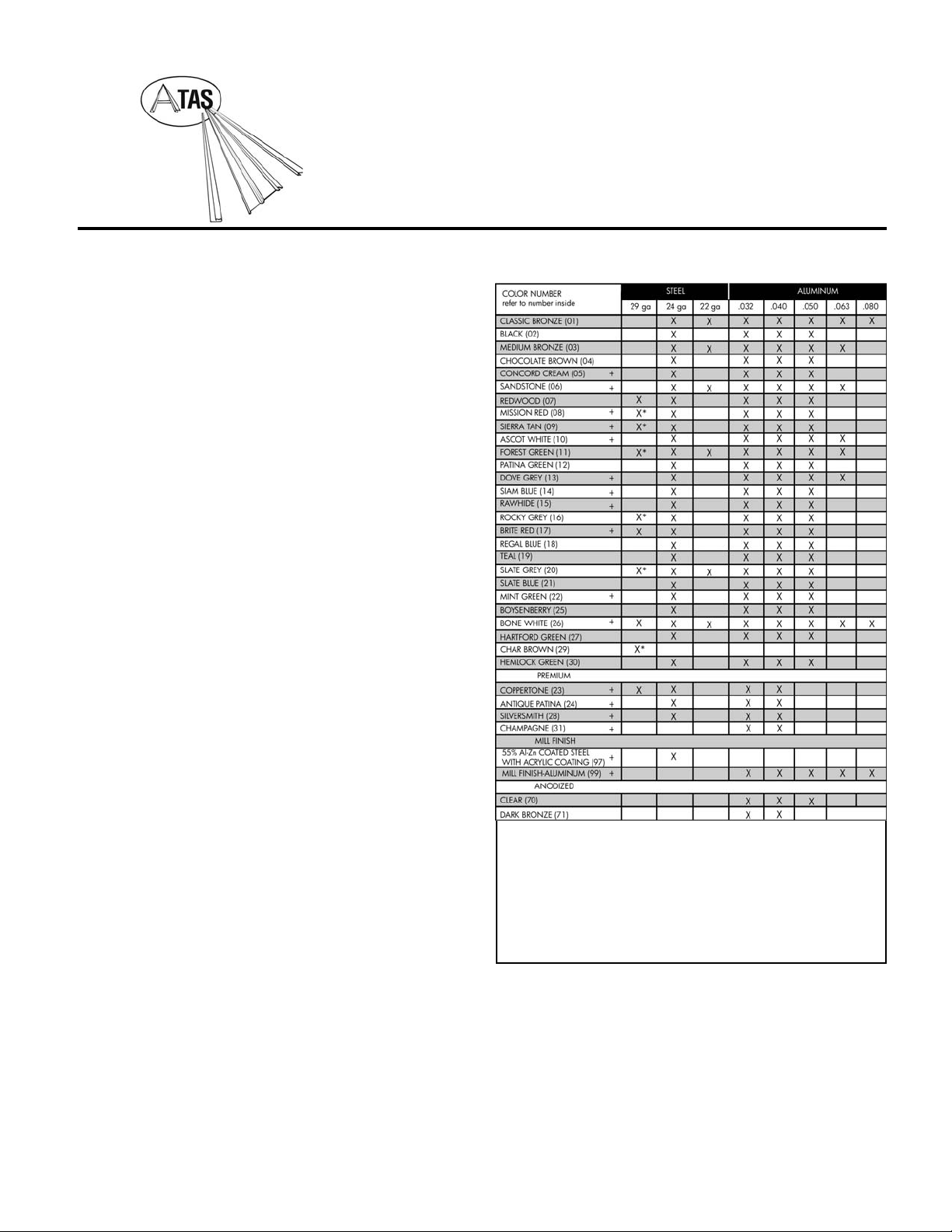
FINISH: KYNAR 500
®
PVDF
or HYLAR 5000
®
PVDF
X-AVAILABLE FOR IMMEDIATE SHIPMENT * - Low GLoss Finish
+ - Meets the Requirements of ENERGY STAR®Initial Reflectance for roofing products
Visit ATAS’s Website for speciality trend colors in gauges and widths
not shown on this chart.
NOTE: .063/.080/29 ga./22 ga. Other standard colors may be available,
subject to minimum quantity, coating surcharge and longer lead time
KYNAR 500
®
is a registered trademark of Arkema.
HYLAR 5000
®
is a registered trademark of Ausimont.
Metallic Coated Steel
Both Galvanized Steel and 55% Al-Zn coated Steel meet general
requirements of the construction industry. Galvanized Steel
materials conform to ASTM A 653, with a G90 coating. 55% Al-Zn
coated Steel materials conform to ASTM A 792, with an AZ50
coating. Materials are structural steel grade 50 except for 29 ga.
thickness and 48 inch wide sheets, which are grade 37.
Page 2
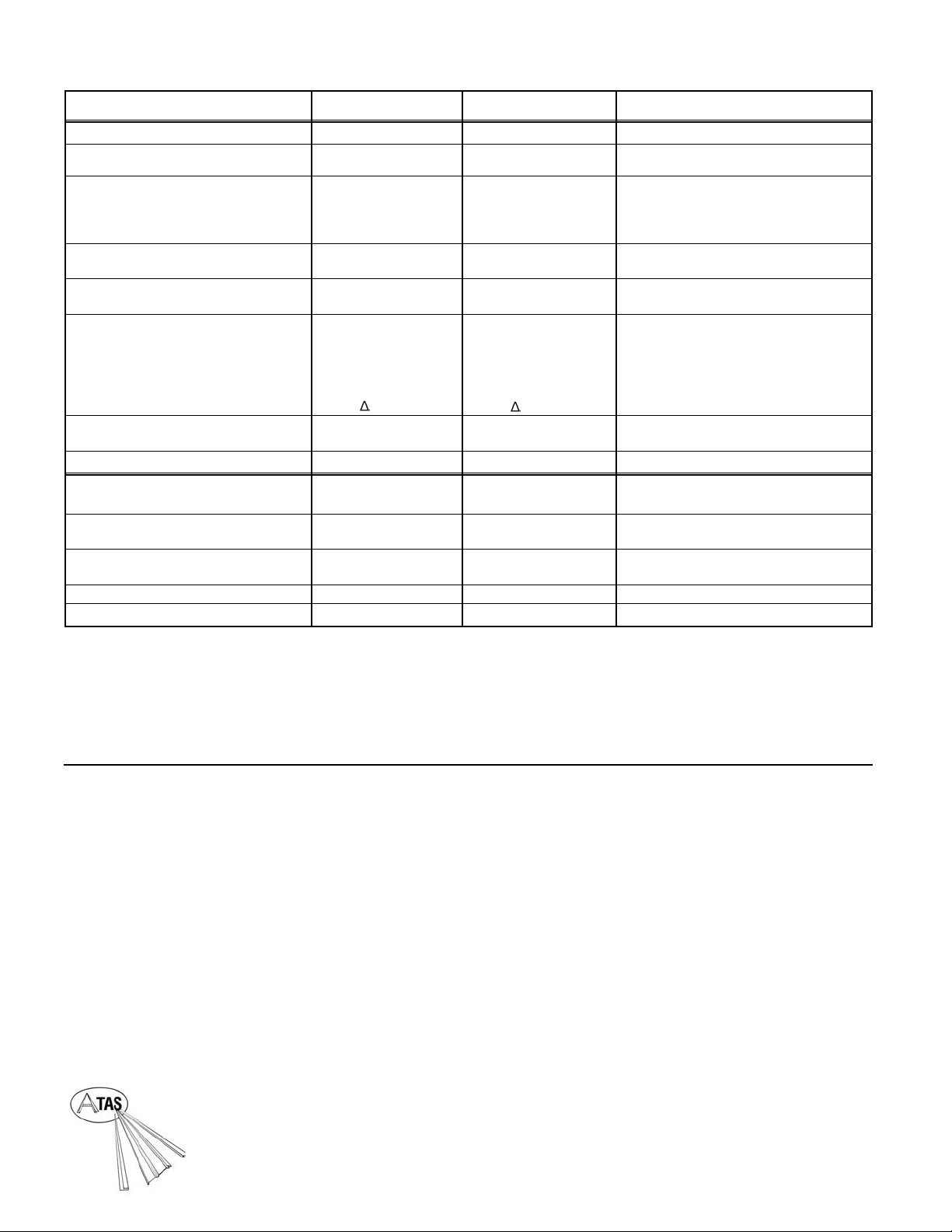
Finish Coating shall meet the following performance criteria:
Property Result-Aluminum Result-Steel Test Designation
60° Specular Gloss 25-40 25-40 ASTM D 523
Pencil Hardness HB - H HB - H ASTM D 3363
NCCA 11-12
Flexibility: T-Bend 1-T (1) 2-T (1) ASTM D 4145, (NCCA 11-19)
No cracking or tape removal of film
Mandrel No cracking No cracking ASTM D 522
180 bend around 1/8” mandrel
Adhesion Impact Acceptable (2) Acceptable (2) ASTM D 3359, (NCCA 11-5)
Reverse Impact Acceptable (2) Acceptable (2) ASTM D 2794, (NCCA 11-6)
Abrasion Falling Sand 50 liters minimum 50 liters minimum ASTM D-968
Transit No disfigurement No disfigurement Method A
Acid Pollutants No effect No effect ASTM D 1308, Proc. 6.2
10% Muriatic acid, 15 min.
No effect No effect ASTM D 1308, Proc. 6.2
20% sulfuric acid, 18 hrs.
<5 u. color change <5 u. color change AAMA 2605, TEST #7.7.3.3
Hunter E units Hunter E units 70% nitric acid vapors, 30 min.
Acid Rain Test 10 cycles minimum 10 cycles minimum KESTERNICH
No color change No color change Sulfur dioxide cyclic test
Accelerated Tests
Weatherometer, 3000 hrs. exposure Acceptable (3) Acceptable (3) ASTM D 822, G 155
Atlas Weatherometer
Dew Cycle Weatherometer, Acceptable (3) Acceptable (3) ASTM D 3361
500 hrs. exposure
Humidity, 100% relative Passes 4000 hrs. (4) Passes 1500 hrs. (4) ASTM D 2247
humidity @ 95° F.
Salt Spray, 5% salt fog @ 95°F. Passes 4000 hrs. (5) Passes 1000 hrs. (5) ASTM B 117 (NCCA 111-2)
Cyclic Salt Fog/UV Exposure Test Passes 2016 hrs. (6) Passes 2016 hrs. (6) ASTM D 5894
Notes:
(1) Flexible to point of metal rupture without rupture of
coating.
(2) No loss of adhesion between coating and substrate
to point of metal rupture with 1/16" cross-hatch
scribe pattern through coating to bare metal.
(3) No objectionable chalking, color change or blistering.
(4) No No. 8 size blisters.
(5) Aluminum: none or few No. 8 size blisters, not more
than 1/16"avg. creep or tape off scribe.
Metallic Steel: none or few No. 8 size blisters, not
more than 1/8"avg. creep or tape off scribe.
(6) No blistering and no rating less than 5 per ASTM D 714; no
rusting per ASTM D 610; Rating of 6, less than 1.5 mm
creepage from scribe per ASTM D 1654
3. INSTALLATION
Installation shall be in accordance with standards established by
the Architectural Sheet Metal Community. Installer to comply with
all manufacturer's installation instructions as per project
requirements. Care should be taken during handling and
fabrication of materials to prevent bending, twisting, abrasion,
scratching, denting, etc. All cutting tools should be kept sharp,
properly dressed and aligned. If protective masking is utilized, it
must be removed immediately after installation.
4. AVAILABILITY AND COST
Availability: Normal orders for in stock items and colors are
ready for shipment within a 48 to 72 hour period. Custom
fabricated items are shipped within 7 to 10 working days.
Requests for custom colors need longer lead time. Products are
sold through Dealer/Distributor outlets.
Materials: Shipped F.O.B. ATAS Plant.
Cost: For specific cost and availability contact:
5. WARRANTY
ATAS coatings and base materials are warranted for film integrity
(color-fade-chalk) and rupture, cracking or perforating for a
thirty-year period from time of shipment, as per standard terms
and conditions noted in materials and finish warranty. An actual
copy of the warranty will be sent upon request. The product is to
be used as it is intended.
6. MAINTENANCE
ATAS coated materials are non-staining and virtually maintenance
free. Any surface residue is easily removed with conventional
cleaning solvents or detergents. Minor scratches may be touched
up with an air dry touch-up coating of the same color.
Conventional caulking compounds and sealants compatible with
the ATAS finish are acceptable for use in conjunction with the ATAS
coated materials.
7. TECHNICAL SERVICE
ATAS offers full in-house technical services, as well as a nationwide
network of field service representatives.
Allentown, PA 18106
Ph: 610-395-8445 800-468-1441
Fax: 610-395-9342
Mesa, AZ 85204
Ph: 480-558-7210 800-879-8382
Fax: 480-558-7217
Maryville, TN 37801
Ph: 800-468-1441
ATAS International, Inc.
www.atas.com • email: info@atas.com
LAT700
 Loading...
Loading...