

Page 1
PRESSURE GAUGE
INSTALLATION,
OPERATION AND
MAINTENANCE
I&M008-10098-5/02 (250-1353-L) Rev. 12/15
1
Page 2

2
Page 3

CONTENTS
1.0 Selection and Application
1.1 Range . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
1.2 Temperature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
1.3 Media . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
1.4 Oxidizing media . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
1.5 Pulsation/Vibration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
1.6 Gauge fills . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
1.7 Mounting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
2.0 Temperature
2.1 Ambient Temperature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
2.2 Accuracy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
2.3 Steam service . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
2.4 Hot or very cold media . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
2.5 Diaphragm seals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
2.6 Autoclaving . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
3.0 Installation
3.1 Installation Location . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
3.2 Gauge reuse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
3.3 Tightening of gauge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
3.4 Process isolation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
3.5 Surface mounting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
3.6 Flush mounting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
4.0 Operation
4.1 Frequency of inspection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
4.2 In-service inspection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
4.3 When to check accuracy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
4.4 When to recalibrate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
4.5 Other considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
4.6 Spare parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
5.0 Gauge Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
6.0 Accuracy: Procedures/Definitions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
6.1 Calibration - Rotary movement gauges . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
7.0 Diaphragm Seals
7.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
7.2 Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
7.3 Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
7.4 Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
7.5 Failures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
8.0 Dampening Devices
8.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
8.2 Throttle Screws & Plugs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
8.3 Ashcroft Pulsation Dampener . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
8.4 Ashcroft Pressure Snubber . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
8.5 Ashcroft Needle Valves . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
8.6 Chemiquip
9.0 Test Equipment & Tool Kits
9.1 Pressure Instrument Testing Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
9.2 Tools & Tool Kits . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
9.3 Kits to Convert a Dry Gauge to a Liquid Filled or . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Weather Proof Case Gauge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
9.4
Appendix
Type 1188 Bellows Gauge Calibration Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Type 1009 Calibration Procedure (Vacuum-Previous Style) . . . . . . . . . . . . . . . . . . . . . . . . . . .12
Type 1009 Calibration Procedure (Pressure-Previous Style) . . . . . . . . . . . . . . . . . . . . . . . . . .13
Type 1009 Calibration Procedure (Pressure & Vacuum-Current Style) . . . . . . . . . . . . . . . . . .14
Type 1279 & 1379 I&M Liquid Fill Conversion Instruction . . . . . . . . . . . . . . . . . . . . . . . . . .15-16
Type 1082 Calibration Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17-18
21⁄2 & 31⁄2 1009 Duralife®Gauge Tools . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
®
Pressure Limiting Valves . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
Page
Cover photo courtesy of Johnson/Yokogawa Co.
Chemiquip®is a registered trademark of Chemiquip Products Co. Inc.
3
Page 4
1.0 SELECTION & APPLICATION
sers should become familiar with ASME B40.100 (Gauges
U
– Pressure Indicating Dial Type – Elastic Element) before
specifying pressure measuring gauges. That document –
ontaining valuable information regarding gauge construction,
c
accuracy, safety, selection and testing – may be ordered from:
ASME International
Three Park Avenue
New York, N.Y. 10016-5990
800-843-2763 (US/Canada)
001-800-843-2763 (Mexico)
973-882-1170 outside North America
email: infocentral@asme.org
www.asme.org
WARNING:
should be selected considering media and ambient operating
conditions. Improper application can be detrimental to the
gauge, causing failure and possible personal injury, property
damage or death. The information contained in this manual is
offered as a guide in making the proper selection of a pressure
gauge. Additional information is available from Ashcroft Inc.
The following is a highlight of some of the more important considerations:
1.1 Range – The range of the instrument should be approximately twice the maximum operating pressure. Too low a
range may result in (a) low fatigue life of the elastic element
due to high operating stress and (b) susceptibility to overpressure set due to pressure transients that exceed the normal operating pressure. Too high a range may yield insufficient resolution for the application.
1.2 Temperature – Refer to Section 2 of this manual for
important information concerning temperature related limitations of pressure gauges, both dry and liquid filled.
1.3 Media – The material of the process sensing element must
be compatible with the process media. Use of a diaphragm seal
with the gauge is recommended for process media that (a) is
corrosive to the process sensing element; (b) contain heavy
particulates (slurries) or (c) are very viscous including those
that harden at room temperature.
1.4 Oxidizing media – Gauges for direct use on oxidizing
media should be specially cleaned. Gauges for oxygen service should be ordered to variation X6B and will carry the
ASME required dial marking “USE NO OIL” in red letters.
Gauges for direct use on other oxidizing media may be
ordered to variation X6W. They will be cleaned but carry no
dial marking. PLUS!
filled gauge or diaphragm fill is required for use with oxidizing media; order variation XCF.
1.5 Pulsation/Vibration – Pressure pulsation can be dampened by several mechanisms; the patented PLUS! Perfor-
mance gauge will handle the vast majority of applications.
One exception to this is high frequency pulsation which is
difficult to detect. The only indication may be an upscale zero
shift due to movement wear. These applications should be
addressed with a liquid filled gauge, or in extreme cases, a
remotely mounted liquid filled gauge connected with a length
of capillary line. The small diameter of the capillary provides
excellent dampening, but can be plugged. The Ashcroft 1106
pulsation dampener and 1112 snubber are auxiliary devices
which dampen pulsation with less tendency to plug.
1.6 Gauge fills. – Once it has been determined that a liquid
filled gauge is in order, the next step is selecting the type of fill.
To prevent misapplication, pressure gauges
™
Performance gauges or Halocarbon
Glycerin satisfies most applications. While being the least
xpensive fill, its usable temperature range is 20/180°F.
e
Silicone filled gauges have a broader service range: –
40/250°F. Oxidizing media require the use of Halocarbon,
ith a service range of –40/250°F. Pointer motion will be
w
slowed at the low end of the low end of these temperature
ranges.
1.7 Mounting – Users should predetermine how the gauge
will be mounted in service: stem (pipe), wall (surface) or panel
(flush). Ashcroft wall or panel mounting kits should be ordered
the gauge. See Section 3.
with
2.0 TEMPERATURE
2.1 Ambient Temperature – To ensure long life and accura-
cy, pressure gauges should preferably be used at an ambient temperature between –20 and +150°F (–30 to +65°C).
At very low temperatures, standard gauges may exhibit slow
pointer response. Above 150°F, the accuracy will be affected
by approximately 1.5% per 100°F. Other than discoloration of
the dial and hardening of the gasketing and degradation of
accuracy, non-liquid filled Type 1279 (phenolic case) and
1379 (aluminum case) Duragauge
glass windows, can withstand continuous operating temperatures up to 250°F. Unigauge models 2
1008S liquid filled gauges can withstand 200°F but glycerin
fill and the acrylic window of Duragauge
yellow. Silicone fill will have much less tendency to yellow.
Low pressure, liquid filled Types 1008 and 1009 gauges may
have some downscale errors caused by liquid fill expansion.
This can be alleviated by venting the gauge at the top plug
(pullout the blue plug insert). To do this the gauge must be
installed in the vertical position.
Although the gauge may be destroyed and calibration lost,
gauges can withstand short times at the following temperatures: gauges with all welded pressure boundary joints, 750°F
(400°C); gauges with silver brazed joints, 450°F (232°C) and
gauges with soft soldered joints, 250°F (121°C). For expected
long term service below –20°F (–30°C) Duragauge
1009 gauges should be hermetically sealed and specially
lubricated; add “H” to the product code for hermetic sealing.
Add variation XVY for special lubricant. Standard Duralife
gauges may be used to –50°F (–45°C) without modification.
2.2 Accuracy – Heat and cold affect accuracy of indication.
A general rule of thumb for dry gauges is 0.5% of full scale
change for every 40°F change from 75°F. Double that al lowance for gauges with hermetically sealed or liquid filled
cases, except for Duragauge
allowance is required due to the elastomeric, compensating
back. Above 250°F there may exist very significant errors in
indication.
2.3 Steam service – In order to prevent live steam from
entering the Bourdon tube, a siphon filled with water should
be installed between the gauge and the process line.
Siphons can be supplied with ratings up to 4,000 psi. If
freezing of the condensate in the loop of the siphon is a possibility, a diaphragm seal should be used to isolate the
gauge from the process steam. Siphons should also be used
whenever condensing, hot vapors (not just steam) are present. Super heated steam should have enough piping or
capillary line ahead of the siphon to maintain liquid water in
the siphon loop.
2.4 Hot or very cold media – A five foot capillary line assembly will bring most hot or cold process media within the recommended gauge ambient temperature range. For media above
®
gauge, with standard
1
⁄2˝ and 31⁄2˝ 1009 and
®
gauges will tend to
®
gauges where no extra
®
and 41⁄
2˝
®
4
Page 5
750°F (400°C) the customers should use their own small
diameter piping to avoid possible corrosion of the stainless steel.
he five foot capillary will protect the gauges used on the com-
T
mon cryogenic (less than –300°F (200°C) gases, liquid argon,
nitrogen, and oxygen.) The capillary and gauge must be
cleaned for oxygen service. The media must not be corrosive to
stainless steel, and must not plug the small bore of the capillary.
2.5 Diaphragm seals – A diaphragm seal should be used to
protect gauges from corrosive media, or media that will plug
the instrument. Diaphragm seals are offered in a wide variety
of designs and corrosion resistant materials to accommodate almost any application and most connections. Visit
www.ashcroft.com for details.
.6 Autoclaving – Sanitary gauges with clamp type connec-
2
tions are frequently steam sterilized in an autoclave. Gauges
equipped with polysulfone windows will withstand more autoclave cycles than those equipped with polycarbonate windows. Gauges equipped with plain glass or laminated safety
glass should not be autoclaved. Gauge cases should be
vented to atmosphere (removing the rubber fill/safety plug if
necessary) before autoclaving to prevent the plastic window
from cracking or excessively distorting. If the gauge is liquid
filled, the fill should be drained from the case and the front
ring loosened before autoclaving.
3.0 INSTALLATION
3.1 Location – Whenever possible, gauges should be located to minimize the effects of vibration, extreme ambient temperatures and moisture. Dry locations away from very high
thermal sources (ovens, boilers etc.) are preferred. If the
mechanical vibration level is extreme, the gauge should be
remotely located (usually on a wall) and connected to the
pressure source via flexible tubing.
3.2 Gauge reuse – ASME B40.100 recommends that
gauges not be moved indiscriminately
to another. The cumulative number of pressure cycles on an
in-service or previously used gauge is generally unknown, so
it is generally safer to install a new gauge whenever and
wherever possible. This will also minimize the possibility of a
reaction with previous media
3.3 Tightening of gauge – Torque should never be applied
to the gauge case. Instead, an open end or adjustable
wrench should always be used on the wrench flats of the
gauge socket to tighten the gauge into the fitting or pipe.
NPT threads require the use of a suitable thread sealant,
such as pipe dope or teflon tape, and must be tightened very
securely to ensure a leak tight seal.
.
CAUTION: Torque applied to a diaphragm seal or its
attached gauge, that tends to loosen one relative to the
other, can cause loss of fill and subsequent inaccurate readings. Always apply torque only to the wrench flats on the
lower seal housing when installing filled, diaphragm seal
assemblies or removing same from process lines.
3.4 Process isolation – A shut-off valve should be installed
between the gauge and the process in order to be able to
isolate the gauge for inspection or replacement without shutting down the process.
3.5 Surface mounting – Also known as wall mounting.
Gauges should be kept free of piping strains. The gauge case
mounting feet, if applicable, will ensure clearance between the
pressure relieving back and the mounting surface.
3.6 Flush mounting – Also known as panel mounting. The
applicable panel mounting cutout dimensions can be found
at www.ashcroft.com
from one application
4.0 OPERATION
4.1 Frequency of inspection – This is quite subjective and
depends upon the severity of the service and how critical the
accuracy of the indicated pressure is. For example, a monthly inspection frequency may be in order for critical, severe
service applications. Annual inspections, or even less frequent schedules, are often employed in non-critical applications.
.2 In-service inspection – If the accuracy of the gauge
4
cannot be checked in place, the user can at least look for (a)
erratic or random pointer motion; (b) readings that are sus-
ect – especially indications of pressure when the user
p
believes the true pressure is 0 psig. Any gauge which is
obviously not working or indicating erroneously, should be
mmediately valved-off or removed from service to avoid a
i
possible pressure boundary failure.
4.3 When to check accuracy – Any suspicious behavior of
the gauge pointer warrants that a full accuracy check be performed. Even if the gauge is not showing any symptoms of
abnormal performance, the user may want to establish a frequency of bench type inspection.
4.4 When to recalibrate – This depends on the criticality of
the application. If the accuracy of a 3-2-3% commercial type
gauge is only 0.5% beyond specification, the user must
decide whether it’s worth the time and expense to bring the
gauge back into specification. Conversely if the accuracy of
a 0.25% test gauge is found to be 0.1% out of specification
then the gauge should be recalibrated.
4.5 Other considerations – These include (a) bent or unattached pointers due to extreme pressure pulsation; (b) broken windows which should be replaced to keep dirt out of
the internals; (c) leakage of gauge fill; (d) case damage –
dents and/or cracks; (e) any signs of service media leakage
through the gauge including its connection; (f) discoloration
of gauge fill that impedes readability.
4.6 Spare parts – As a general rule it is recommended
that the user maintain in inventory one complete Ashcroft
instrument for every ten (or fraction thereof) of that
instrument type in service.
®
5.0 GAUGE REPLACEMENT
It is recommended that the user stock one complete
Ashcroft
instrument type in service. With regard to gauges having a
service history, consideration should be given to discarding
rather than repairing them. Gauges in this category include
the following:
a. Gauges that exhibit a span shift greater than 10%. It is
b. Gauges that exhibit a zero shift greater than 25%. It is
c. Gauges which have accumulated over 1,000,000 pres-
d. Gauges showing any signs of corrosion and/or leakage
e. Gauges which have been exposed to high temperature
®
instrument for every ten (or fraction thereof) of that
possible the Bourdon tube has suffered thinning of its
walls by corrosion.
likely the Bourdon tube has seen significant overpressure leaving residual stresses that may be detrimental
to the application.
sure cycles with significant pointer excursion.
of the pressure system.
or exhibit signs of having been exposed to high temperature – specifically 250°F or greater for soft soldered
systems; 450°F or greater for brazed systems; and
750°F or greater for welded systems.
5
Page 6
f. Gauges showing significant friction error and/or wear of
he movement and linkage.
t
g. Gauges having damaged sockets, especially damaged
threads.
h. Liquid filled gauges showing loss of case fill.
NOTE: ASME B40.100 does not recommend moving gauges
rom one application to another. This policy is prudent in that
f
it encourages the user to procure a new gauge, properly tailored by specification, to each application that arises
.
6.0 ACCURACY: PROCEDURES/DEFINITIONS
Accuracy inspection – Readings at approximately five
oints equally spaced over the dial should be taken, both
p
upscale and downscale, before and after lightly rapping the
gauge to remove friction. A pressure standard with accuracy
at least four times greater than the accuracy of the gauge
being tested is recommended.
Equipment – A finely regulated pressure supply will be required.
It is critical that the piping system associated with the test setup
be leaktight. The gauge under test should be positioned as it will
be in service to eliminate positional errors due to gravity.
Method – ASME B40.100 recommends that known pres-
ure (based on the reading from the pressure standard used)
s
be applied to the gauge under test. Readings including any
error from the nominal input pressure, are then taken from the
auge under test. The practice of aligning the pointer of the
g
gauge under test with a dial graduation and then reading the
error from the master gauge (“reverse reading”) can result in
nconsistent and misleading data and should NOT be used.
i
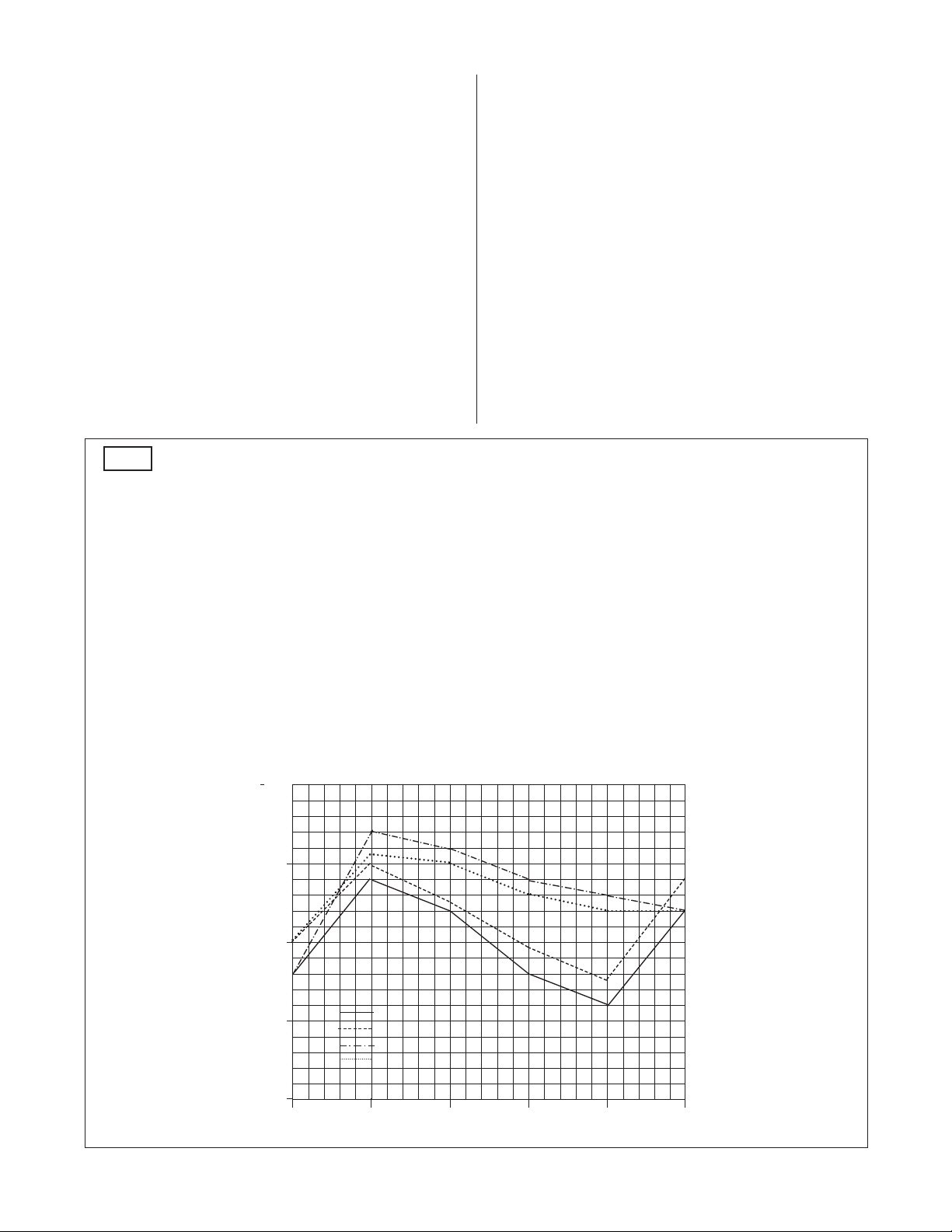
Calibration chart – After recording all of the readings it is
necessary to calculate the errors associated with each test
point using the following formula: ERROR in percent = 100
times (TRUE VALUE minus READING) ÷ RANGE. Plotting
the individual errors (Figure 1) makes it possible to visualize
the total gauge characteristic. The plot should contain all four
curves: upscale – before rap; upscale – after rap; downscale
– before rap; downscale – after rap. “Rap” means lightly tapping the gauge before reading to remove friction as
described in ASME B40.100.
Referring to Figure 1, several classes of error may be seen:
Zero – An error which is approximately equal over the entire
scale. This error can be manifested when either the gauge is
FIG. 1
TYPICAL CALIBRATION CHART
INDICATED VALUE (PSI)
True Value – Increasing – Increasing – Decreasing – Decreasing –
PSI Without RAP With RAP Without RAP With RAP
0 –.4 0 –.4 0
40 +.8 +1.0 +1.4 +1.1
80 +.4 +.5 +1.2 +1.0
120 –.4 –1.0 +.8 +.6
160 –.8 –.5 +.6 +.4
200 +.4 +.8 +.4 +.4
ERROR (% OF FULL SCALE)
True Value – Increasing – Increasing – Decreasing – Decreasing –
% of Range Without RAP With RAP Without RAP With RAP
0 –.20 0 –.20 0
20 +.40 +.50 +.70 +.55
40 +.20 +.25 +.60 +.50
60 –.20 –.05 +.40 +.30
80 –.40 –.25 +.30 +.20
100 +.20 +.40 +.20 +.20
1.0
◆
◆
■
◆
●
▲
■
◆
■
●
▲
0.5
■
●
▲
●
0.0
▲
Error (% of Full Scale)
–0.5
–1.0
▲ ▲ upscale – without rap
● ● upscale – with rap
◆ ◆ downscale – without rap
■ ■ downscale – with rap
0 20 40 60 80 100
% of Range
●
▲
6
●
▲
Page 7

BO UR DO N TU BE
SEGMENT
TIP
LINK
BACKPLATE
SOCKET
ROTARY MOVEMENT
PINION
HAIRSPRING
TIP
LINK
BOURDEN TUBE
MOVEMENT
HAIRSPRING
BACKPLATE
SOCKET
dropped or overpressured and the Bourdon tube takes a
permanent set. This error may often be corrected by simply
epositioning the pointer. Except for test gauges, it is recom-
r
mended that the pointer be set at midscale pressure to “split”
the errors.
Span – A span error exists when the error at full scale pressure is different from the error at zero pressure. This error is
often proportional to the applied pressure. Most Ashcroft
gauges are equipped with an internal, adjusting mechanism
with which the user can correct any span errors which have
developed in service.
Linearity – A gauge that has been properly spanned can
still be out of specification at intermediate points if the
esponse of the gauge as seen in Figure 1 (Typical
r
Calibration Chart) is not linear. The Ashcroft Duragauge
®
pressure gauge is equipped with a rotary movement feature
which permits the user to minimize this class of error. Other
Ashcroft gauge designs (e.g., 1009 Duralife
®
) require that
the dial be moved left or right prior to tightening the dial
screws.
Hysteresis – Some Bourdon tubes have a material property
known as hysteresis. This material characteristic results in
differences between the upscale and downscale curves. This
class of error can not be eliminated by adjusting the gauge
movement or dial position.
Friction – This error is defined as the difference in readings
before and after lightly tapping the gauge case at a check
point. Possible causes of friction are burrs or foreign material
in the movement gearing, “bound” linkages between the
movement and the bourdon tube, or an improperly tensioned
hairspring. If correcting these potential causes of friction
does not eliminate excessive friction error, the movement
should be replaced.
6.1 Calibration – Rotary Movement Gauges and Type
1259 Gauges – Inspect gauge for accuracy. Many times
gauges are simply “off zero” and a simple pointer adjustment
using the micrometer pointer is adequate. If inspection shows
the gauge warrants recalibration to correct span and/or linearity
errors, proceed as follows:
a. Remove ring, window and, if solid front case, the rear
closure assembly.
b. Pressurize the gauge once to full scale and back to zero.
c. Refer to Figure 2 (Ashcroft System Assembly w/Rotary
Gear Movement) for a view of a typical Ashcroft rotary
system assembly with component parts identified. Refer to
FIG. 2 ASHCROFT SYSTEM ASSEMBLY W/ROTARY GEAR MOVEMENT
FIG. 2A ASHCROFT TYPE 1259 SYSTEM ASSEMBLY
Figure 2A for link configuration of Type 1259 gauge.
d. Adjust the micrometer pointer so that it rests at the true
zero position. For open front gauges the pointer and dial
must also be disassembled and the pointer should then
be lightly pressed onto the pinion at the 9:00 o’clock
position.
e. Apply full scale pressure and note the magnitude of the
span error. With open front gauges, ideal span (270
degrees) will exist when at full scale pressure the pointer
rests exactly at the 6:00 o’clock position.
f. If the span has shifted significantly (span error greater
than 10%), the gauge should be replaced because there
may be some partial corrosion inside the Bourdon tube
which could lead to ultimate failure. If the span error
exceeds 0.25%, loosen the lower link screw and move
the lower end of the link toward the movement to
increase span or away to decrease span. An adjustment
of 0.004 inch will change the span by approximately 1%.
This is a repetitive procedure which often requires more
than one adjustment of the link position and the subsequent
rechecking of the errors at zero and full scale pressure.
g. Apply midscale pressure and note error in reading. Even
though the gauge is accurate at zero and full scale, it
may be inaccurate at the midpoint. This is called linearity
error. For corrections to linearity with the Type 1259
FIG. 2B LINEARITY ADJUSTMENT & LINK CONFIGURATION FOR
ASHCROFT TYPE 1259
To increase pointer indication
at mid-scale, use a pliers to
open the link.
To decrease pointer indication
at mid-scale, use a pliers to
close the link.
gauges refer to Figure 2B. For rotary movement gauges,
note the following: if the error is positive, the movement
should be rotated counter clockwise. Rotating the movement one degree will change this error by approximately
0.25%. Rotating the movement often affects span and it
should be subsequently rechecked and readjusted if necessary according to step 6.1e and 6.1f.
h. While recalibrating the gauge, the friction error – differ-
ence in readings taken with and without rap – should be
7
Page 8

noted. This error should not exceed the basic accuracy
of the gauge. If the friction error is excessive, the move-
ent should be replaced. One possible cause of exces-
m
sive friction is improper adjustment of the hairspring. The
hairspring torque,or tension, must be adequate without
being excessive. The hairspring should also be level, unwind
evenly (no turns rubbing) and it should never tangle.
NOTES:
1 For operation of test gauge external zero
reset, refer to page 17.
2 For test gauge calibration procedure,
refer to Figure 2 on page 18.
7.0 DIAPHRAGM SEALS
7.1 General – A diaphragm seal (isolator) is a device which is
attached to the inlet connection of a pressure instrument to
isolate its measuring element from the process media. The
space between the diaphragm and the instrument’s pressure
sensing element is solidly filled with a suitable liquid.
Displacement of the liquid fill in the pressure element, through
movement of the diaphragm, transmits process pressure
changes directly to a gauge, switch or any other pressure
instrument. When diaphragm seals are used with pressure
gauges, an additional 0.5% tolerance must be added to the
gauge accuracy because of the diaphragm spring rate.
Used in a variety of process applications where corrosives,
slurries or viscous fluids may be encountered, the diaphragm
seal affords protection to the instrument where:
• The process fluid being measured would normally clog
the pressure element.
• Pressure element materials capable of withstanding corrosive effects of certain fluids are not available.
• The process fluid might freeze due to changes in ambient
temperature and damage the element.
7.2 Installation – Refer to bulletin OH-1 for information
regarding (a) seal configurations; (b) filling fluids; (c) temperature range of filling fluids; (d) diaphragm material pressure
and temperature limits; (e) bottom housing material pressure
and temperature limits; (f) pressure rating of seal assembly;
(g) accuracy/temperature errors of seal assembly; (h)
diaphragm seal displacement. The volumetric displacement
of the diaphragm must at least equal the volu metric displacement of the measuring element in the pressure instrument to which the seal is to be attached.
It is imperative that the pressure instrument/diaphragm seal
assembly be properly filled prior to being placed in service.
Ashcroft diaphragm seal assemblies should only be filled by
a seal assembler certified by Ashcroft Inc. Refer to section
3.3 for a cautionary note about not applying torque on either
the instrument or seal relative to the other.
7.3 Operation – All Ashcroft
exception of Type 310 mini-seals, are continuous duty.
Should the pressure instrument fail, or be removed accidentally or deliberately, the diaphragm will seat against a match-
ing surface preventing damage to the diaphragm or leakage
of the process fluid.
7.4 Maintenance – Clamp type diaphragm seals – Types
100, 200 and 300 – allow for replacement of the diaphragm
or diaphragm capsule, if that ever becomes necessary. The
Type 200 top housing must also be replaced with the diaphragm. With all three types the clamping arrangement allows
field dis as sem bly to permit cleaning of the seal interior.
®
diaphragm seals, with the
7.5 Failures – Diaphragm failures are generally caused by
ither corrosion, high temperatures or fill leakage. Process
e
media build-up on the process side of the diaphragm can
also require seal cleaning or replacement. Consult Customer
ervice, Stratford CT for advice on seal failures and/or
S
replacement.
WARNING: All seal components should be selected
considering process and ambient operating conditions to
prevent misapplication. Improper application could result in
failure, possible personal injury, property damage or death.
8.0 DAMPENING DEVICES
8.1 General – Some type of dampening device should be
used whenever the pressure gauge may be exposed to
repetitive pressure fluctuations that are fairly rapid, high in
magnitude and especially when transitory pressure spikes
exceeding the gauge range are present (as with starting and
stopping action of valves and pumps). A restricted orifice of
some kind is employed through which pressure fluctuations
must pass before they reach the Bourdon tube. The dampener reduces the magnitude of the pressure pulse thus
extending the life of the Bourdon tube and movement. This
reduction of the pressure pulsation as “seen” by the pressure
gauge is generally evidenced by a reduction in the pointer
travel. If the orifice is very small the pointer may indicate the
average service pressure, with little or no indication of the
time varying component of the process pressure.
Commonly encountered media (e.g. – water and hydraulic
oil) often carry impurities which can plug the orifice over time
thus rendering the gauge inoperative until the dampener is
cleaned or replaced.
Highly viscous media and media that tend to periodically
harden (e.g., asphalt) require a diaphragm seal be fitted to
the gauge. The seal contains an internal orifice which dampens the pressure fluctuation within the fill fluid.
8.2 Throttle Screws & Plugs – These accessories provide
dampening for the least cost. They have the advantage of fitting completely within the gauge socket and come in three
types: (a) a screwed-in type which permits easy removal for
cleaning or replacement; (b) a pressed in, non-threaded
design and (c) a pressed in, threaded design which provides
a highly restrictive, helical flow path. Not all styles are available on all gauge types.
8.3 Ashcroft Pulsation Dampener – Type 1106 Ashcroft
pulsation dampener is a moving pin type in which the
restricted orifice is the clearance between the pin and any
one of five preselected hole diameters. Unlike a simple throttle screw/plug, this device has a self-cleaning action in that
the pin moves up and down under the influence of pressure
fluc tuations.
8.4 Ashcroft Pressure Snubber – The heart of the Type
1112 pressure snubber is a thick porous metal filter disc. The
disc is available in four standard porosity grades.
8.5 Ashcroft Needle Valves – Type 7001 thru 7004 steel
needle valves provide varying degrees of dampening. These
devices, in the event of plugging, can easily be opened to
allow the pressure fluid to clear away the obstruction.
8.6 Chemiquip
255, PLV-2550, PLV-5460, PLV-5500 and PLV-6430, available with and without built-in snubbers, automatically “shut
off” at adjustable preset values of pressure to protect the
gauge from damage to overpressure. They are especially
useful on hydraulic systems wherein hydraulic transients
®
Pressure Limiting Valves – Model PLV-
8
Page 9

(spikes) are common.
9.0 TEST EQUIPMENT & TOOL KITS
See our website www.ashcroft.com for more details
9.1 Pressure Instrument Testing Equipment
Type 1305D Deadweight Tester
Type 1327D Pressure Gauge Comparator
Type 1327CM “Precision” Gauge Comparator
9.2 Tools & Tool Kits For Recalibration of 4
Larger Gauges
Type 2505 universal carrying case for 1082 test gauge
Type 266A132-01 span wrench for 1082 test gauge
Type 1281 socket O-Ring kit for 1279/1379 lower connect
Type 1285 4
1
⁄
2˝ ring wrench for 1279/1379 lower & back
connect
Type 1286 6˝ ring wrench for 1379 lower & back connect
Type 3220 pointer puller (all gauges except 1009
Duralife
®
)
Type 3530 pinion back-up tool for 1009 Duralife
Type 3220 Handjack set
Type 1105 Tool Kit
9.3 Kits to Convert a Dry Gauge to a Liquid Filled or
Weather Proof Case Gauge
Type 1280 conversion kit for 4
1
⁄
2˝ lower connect
1279/1379
1
⁄
Type 1283 conversion kit for 4
2˝ back connect
1279/1379
Type 1284 conversion kit for 6˝ lower & back connect
1
⁄2˝ and
®
TYPE 3 22 0
HAND J AC K SET
TYPE 1 10 5
TOOL KIT
9
Page 10

1
9.4 2
⁄2 & 31⁄2 1009 Duralife®Gauge Tools
Description Part No.
Pointer Puller Screw/Pin
Pointer Puller Body
Pointer Staker
Span Wrench
(2)(4)
(2)(5)
Ring Wrench 31⁄2˝
Ring Wrench 21⁄2˝
Nest 21⁄2˝ & 31⁄2˝
(1)(5)
Ring Removal Tool
Ring Removal Tool
(6)
Nest 21⁄2˝
Nest 31⁄2˝
to hold gauge for ring removal) (25 1009)
(
(6)
to hold gauge for ring removal) (35 1009)
(
Type 1230 throttle plug insertion (
Type 1231 throttle plug insertion (
(2)(3)(4)
112A381-01
(
2)(3)(4)
292A133-01
188A101-01
(to adjust span) 266A137-01
(1)(5)
for ring removal) (35 1009)
(
(1)(5)
(for ring removal) (25 1009) 266B135-01
266B134-01
(to hold gauge for ring removal) (25/35 1009) 266B136-01
(6)
25 1009)
(
(6)
(35 1009) 101B221-01
101B221-02
101B220-02
101B220-01
1
⁄4 NPT) for 1009 Duralife
1
PT) for 1009 Duralife
⁄2 N
)
®
1230
®
body only)
(
1231
Tool to open orifice on push-in throttle plug 101A206-01
(1) Formerly 1206T Tool Kit.
(2) Formerly some par ts in 1205T Tool Kit.
(3) Both parts must be purchased together.
(4) Previous and current design.
(5) Previous design only.
(6) Current design only.
RING W RE NC H
266B134-01
NEST
101B220-02
RING REMOVA L TO OL
101B221-02
NEST
266B136-01
RING REMOVA L TO OL
101B221-01
POINTER STAKER
188A101-01
POINTER PU LLER
SCREW/PIN 112A381-01
and
RING
WRENCH
266B135-01
NEST
101B220-01
POINTER PU LLER BO DY
292A133-01
SPAN WREN CH
266A137-01
10
Page 11

ASHCROFT®Type 1188 Bellows Gauge
1/8
60°
.020 R
E (LINK)
S (SLIDE)
Calibration Procedure
ALIBRATION & TROUBLE
C
CORRECTION DIAGRAM
RANGE SPAN ADJUSTMENT
RANGE TOO SHORT
Adjust slide “S” inward
OTE: After adjusting range span, set both movement stops.
N
RANGE TOO LONG
Adjust slide “S” outward
Set the underload stop so that the pointer will stop at
zero. Set the overload stop so that the pointer will pass
the maximum range approximately 5˝.
NOTE: After adjusting span re-zero pointer by removing from
pinion and re-assembling at the proper dial mark.
NON LINEAR
FIRST 3RD.
ADJ. ANGLE OF PULL
BY INCREASING ANGLE “A”
NOTE: To increase or decrease angle “A,“ bend tip inward or outward as
required. Doing this may run the movement segment off the pinion. This can be corrected by cutting off one end off the link “E”
decreasing its length, or makin a new length from .032 dia. phos.
bronze wire.
Caution: When reproducing link end, follow figure 44 very closely.
this will prevent too much play, or, binding in operation.
NON LINEAR
STICKY PARTS
Clean all bearings
and gear teeth
SLUGGISH MOVEMENT
POINTER JUMPING
LOOSE HAIRSPRING
Remove backlash by
disengaging pinion &
rotate to tighten
COUNTER BALANCE
RUBBING
Bend if necessary to
lear socket in travel
c
TIGHT HAIRSPRING
Loosen by disengaging pinion & rotate
NON LINEAR
LAST 3RD.
ADJ. ANGLE OF PULL
BY DECREASING ANGLE “A”
REF: Replacing System Bellows
After assembling bellows to the gauge socket securely, subject sys-
tem to 30 psi for five minutes, allowing bellows to travel approximately 1/8˝ against the overload stop. After this, heat treat system for
15 hours at 250°F, this procedure is necssary to prevent gauge drift.
SLIDE AND LINK (angle “A”)
Enlarged view of slide and link
© Ashcroft Inc., 250 E. Main St., Stratford, CT 06614-5145, Tel: 203-378-8281, Fax: 203-385-0499, www.ashcroft.com
All sales subject to standard terms and conditions of sale.
I&M008-10173-3/10 (1188)
OVERLOAD
STOP
UNDERLOAD
STOP
STOP LOCKING
SCREWS
11
Page 12

ASHCROFT®Previous Type 1009 Duralife
0
25
Span Block
Decrease
7/64 Open
End Wrench
Increase
P
encil Marks on Case Flange
25
15
0
Calibration Procedure – Vacuum Range
®
1. Remove ring, window and gasket pointer.
2. Using a pencil, refer to dial and mark the 0 and
25˝ Hg positions on the case flange.
3. Remove dial.
4. Apply 25˝ Hg vac.
5. Lightly press pointer onto pinion carefully aligning it
with the 25˝ Hg vac. mark on the flange.
6. Release vacuum fully.
7. Note agreement of pointer to zero mark on flange.
8. If span is high or low, turn span block as shown in
Figure 1.
Figure 1 –
15. recheck accuracy at 15 and 25˝ Hg vac. (Figure 2).
16. Reassemble window, gasket and ring.
Figure 2 –
Notes: See page 10 for any tools required to calibrate.
For models produced prior to
September 2008 for 2
December 2008 for 3
1
⁄2˝ version and
1
⁄2˝ version.
Back of gauge will have a date code sticker.
9. Repeat steps 4 through 8 until span is correct.
10. Remove pointer.
11. With 25˝ Hg vac applied, reassemble dial, dial screws
(finger tight) and point.
12. Apply 15˝ Hg vac. and note accuracy of indication.
If required, slide dial left or right to reduce error to 1%
maximum.
13. Firmly tighten dial screws.
14. Firmly tap pointer onto pinion.
© 2010 Ashcroft Inc., 250 East Main Street, Stratford, CT 06614-5145, USA, Tel: 203-378-8281, Fax: 203-385-0499, www.ashcroft.com
All sales subject to standard terms and conditions of sale. I&M008-10077 9/01 AMR 05/10
12
Page 13

Dial Screws
Zero Box
Full Scale Mark
Mid Scale Mark
ASHCROFT®Previous Type 1009 Duralife
Span Block
Decrease Increase
Start Point
Span
Calibration Procedure – Pressure Range
®
Step 1. With the dial off, install pointer at 9 o’clock “lightly,”
Figure 3.
igure 3 –
F
Step 2. Go to full scale pressure…rotate span block with
tool until pointer rests at 6 o’clock.
Step 3. Go to zero pressure (9 o’clock)…if pointer has not
moved away from start point, go to Step 4. If pointer
has moved, repeat Step 1 until span is correct.
Step 4. Install dial with screws snug.
Step 5. Install pointer centered in zero box, Figure 4.
tep 6. Go to full scale pressure…check that pointer is
S
within 1% of full scale mark. If not, remove pointer
and dial and return to step 1, Figure 4.
Step 7. Go to mid-scale pressure…rotate dial until mid-
scale mark is aligned with pointer, Figure 4.
Step 8. Tighten dials screws and stake on pointer.
Step 9. Check zero and full scale. Reassemble window,
gasket and ring.
Notes: See page 10 for any tools required to calibrate.
For models produced prior to
September 2008 for 2
December 2008 for 3
1
⁄2˝ version and
1
⁄2˝ version.
Back of gauge will have a date code sticker.
Figure 4 –
© 2010 Ashcroft Inc., 250 East Main Street, Stratford, CT 06614-5145, USA, Tel: 203-378-8281, Fax: 203-385-0499, www.ashcroft.com
All sales subject to standard terms and conditions of sale. I&M008-10077 9/01 AMR 05/10
13
Page 14

ASHCROFT®Current Type 1009 Duralife
1
0
0
Mid-scale mark
Full scale mark
Span adjust
Dial screw
Zero box
0
50
15
2
5
0
Zero boxZero adjust
D
ial screw
Calibration Procedure – Pressure and
Vacuum Range
®
Calibration – 1009 Duralife®Gauge –
Inspect gauge for accuracy. At times gauges are simply
“off zero” and opening the ventable plug at the top of the
gauge will relieve internal gauge pressure and correct the
ffset. If this is not adequate and inspection shows that
o
the gauge warrants recalibration to correct zero, span
and/or linearity errors, proceed as follows:
Remove ring, window, and gasket using Ashcroft Ring
Removal Tools P/N 101B220-02 and 101B221-02 for 2½”
gauges and 101B220-01 and 101B221-01 for 3½” gauges.
PRESSURE
Positive Pressure Ranges –
1. Adjust pointer with a slotted screwdriver until it is in the
center of the zero box. This is often all that is required
it correct calibration issues.
2. Apply full scale pressure. If error exceeds 1% rotate
the black span adjustment device with a #0 square
drive bit. Clockwise increases span, counterclockwise
decrease span.
3. Fully exhaust pressure and check that pointer still is
still in the zero box. If not, repeat step 1 and 2
4. Once 0 and full scale are within tolerance, pressurize
gauge to mid-scale.
5. If gauge is within 1%, calibration is complete. If not
loosen the dial screw and rotate dial left or right to
adjust midpoint. Retighten dial screw.
6. If an adjustment was made in step 5, recheck the
gauge at zero and full scale, adjust accordingly until
zero, mid and full scale points are in tolerance.
Vacuum Range –
1. Adjust pointer with a slotted screwdriver until it is in
the center of the zero box. This is often all that is
required it correct calibration issues.
2. Apply 25 inches Hg vacuum. If the error exceeds 1%
adjust pointer with a slotted screwdriver until gauge is
within tolerance.
VACUUM
3. Vent to 0 pressure and check pointer position in the
zero box. If error exceeds 1% rotate the black span
adjustment device with a #0 square drive bit.
Clockwise rotation moves pointer clockwise, counterclockwise rotation moves the pointer counterclockwise.
4. Repeat step 1 and 2 until 0 and 25 inches of Hg are
within gauge tolerance.
5. Apply 15 inches Hg vacuum. If gauge is within 1%,
calibration is complete. If not loosen the dial screw
and rotate dial left or right to adjust midpoint.
Retighten dial screw.
6. If an adjustment was made in step 4, recheck the
gauge at zero and 25 inches of Hg vacuum, adjust
accordingly until zero, 15 and 25 inches Hg are in tolerance.
7. Continue below.
Re-assemble window and ring to gauge:
a. If plastic window is used, push window back into front
of gauge, ensure the o-ring does not roll out of window groove (lubricate if necessary). Align the tabs of
the window with the tabs of the case front. Once window is in place, install ring and tighten with tools referenced above and shown on page 10.
b If safety glass is used, reinstall window, gasket, and
ring. Ensure that the gasket is seated properly under
all four tabs of the ring and does not wrinkle when ring
is tightened.
Note: Tighten ring: Apply 120-200inlb of torque. Rotate
ring clockwise to tighten. Warning: over tightening of safety glass may induce cracking.
Notes: See page 10 for any tools required to calibrate.
For models produced after
September 2008 for 2
December 2008 for 3
1
⁄2˝ version and
1
⁄2˝ version.
Back of gauge will have a date code sticker.
© 2010 Ashcroft Inc., 250 East Main Street, Stratford, CT 06614-5145, USA, Tel: 203-378-8281, Fax: 203-385-0499, www.ashcroft.com
All sales subject to standard terms and conditions of sale. I&M008-10081-05/10 AMR 05/10
14
Page 15

TYPE 1279 & 1379 SOLID FRONT DURAGAUGE
®
PRESSURE GAUGE CONVERSION INSTRUCTIONS TO:
• Convert A Standard Dry Gauge To A Liquid Filled Gauge
• Convert A Standard Dry Gauge To A Dry, Weatherproof
I
P66 Gauge
TYPICAL 45-1279_S-04L-100* GAUGE
SHOWN WITH KIT 101A202-01
E
lastomeric Diaphragm
w
“O” Ring Acrylic Window Threaded Ring
ith Integral “O” Ring
1279 1379
4
KIT PART NO. 101A202-01 101A203-01 1280 1283 1284
QUANTITY INCLUDED
1
LOWER 4
⁄
2˝
1
BACK 4
⁄
2˝
1
LOWER 4
⁄
2˝
1
BACK 6˝ LOWER & BACK
⁄
2˝
ACRYLIC WINDOW 1 1 1 1 1
FRONT O-RING 1 1 1 1 1
(
DIAPHRAGM
1)
1 1 1 1 2(1-LC:1-BC)
REAR COVER 1 1 1 1 2(1-LC:1-BC)
COVER SCREWS 4 4 - - THROTTLE SCREWS 2 2 2 2 2
GARTER SPRING – 1 1 1 1
FILL IDENTIFICATION 1 1 1 1 1
THREADED RING – – 1 1 1
TOP FILL PLUG – – 1 1 –
1. When Halocarbon fill is a requirement, rear case diaphragm bladder material is Viton instead of
the standard Buna diaphragm bladder. Consult factory for part number.
TEMPERATURE LIMITS
Ambient Process Storage
Dry –20/200°F –20/250°F
(IP66) (–29/93°C) (–29/121°C) (–40/121°C)
LF 20/150°F 20/200°F 0/150°F
(glycerin) (7/66°C) (7/93°C) (–18/66°C)
–40/150°F –40/200°F –40/150°F
(silicone)
–40/150°F –40/200°F –40/150°F
(–40/66°C) (–40/93°C) (–40/66°C)
(halocarbon)
Note: Other than discoloration of the dial and hardening of the gasketing that may occur
as ambient or process temperatures exceeds 150°F, non-liquid-filled gauges with standard
glass windows, can withstand continuous operating temperatures up to 250°F (121°C).
Liquid-filled gauges can withstand 200°F (93°C) but glycerin fill and acrylic window will
tend to yellow. Accuracy at temperatures above or below the reference ambient temperature of 68°F will be affected by approximately .4% per 25°F. Gauges with welded joints
will withstand 750°F (450°F (232°C) with silver brazed joints) for short times without rupture, although other parts of the gauge will be destroyed and calibration will be lost. For
continuous use and for process or ambient temperatures above 250°F (121°C), a
diaphragm seal or capillary or siphon is recom
(1) Available for temperature below –20°F, see Production Information page ASH-PI-21B
for details
(–40/66°C) (–40/93°C) (–40/66°C)
1
1)
(
–40/250°F
mended.
1. Unscrew front threaded ring (turn CCW).
Remove and discard glass window. For range
spans 60 psi and under, shift pointer down
scale by the amount shown in the table. With
either the glass or plastic window, replace the
O-ring with one furnished in the kit.
2. Remove protective paper from acrylic plastic
window taking care not to scratch window.
Assemble window in gauge.
3. Moisten face of threaded ring with silicone oil
or silicone grease where ring bears up against
window. Replace front threaded ring and tighten firmly hand tight. See instructions on
reverse side for applying proper torque to ring
to establish desired squeeze on O-ring seal.
(Fig. 4).
60 psi and Under
Down Scale Zero
Shift Required
NONE
NONE
.12 psi
.12 psi
It is important to hold gauge rigidly, other-
wise ring lugs may be damaged during
removal or assembly process.
4. From rear of gauge, remove and discard these
parts: rear cover and cover gaskets from case.
Note: Disregard Step Nos. 5a and 5b if converting to hermetically sealed version.
When converting a 45-1379 with the top fill
hole configuration, p/n 256A176-01 fill plug is
required and must be ordered separately.
5. Filling Procedures:
a. Manual Filling Procedure: Place gauge
face down on bench and tip gauge by
blocking up front with a
12 o’clock dial position. Tipping of the
gauge is necessary so fluid will flow into
Rear Cover
3
⁄8 inch block at the
ront cavity of the case. Pour in fill liquid to
f
within about
ubbles stop rising, front cavity is filled.
b
emove
R
until level is about
ng lip.
i
ote: An alternative method of filling is to
N
1
⁄16 inch of rear seal lip. When
3
nch block and pour in liquid
⁄8 i
1
⁄16 inch below rear seal-
fill the front dial cavity, adding the front
window, etc., as in Step No. 3. Then fill the
ear of the gauge. This method eliminates
r
the need to tip the gauge.
b. Vacuum Pump Fill Procedure: (This pro-
edure is recommended when filling a
c
large number of gauges.) Place gauge face
down and insert a
onnected to a vacuum pump, through the
c
2 o’clock position hole in the rear, solid
1
1
⁄8 inch diameter tube,
front portion of the case (see Fig. 5).
Evacuate the air from the front dial cavity
while pouring in the fill fluid through the
case back. The vacuum will displace the air
with fluid. When the dial cavity is solidly
filled, remove the tubing and continue to
pour the fill fluid to within
1
⁄16 inch BELOW
the O -ring channel lip.
Pre-measuring fill amount is not necessary
with above methods. For reference,
amount of fill is approximately
400 ml. or 14 fluid oz. (4
ml. or 16 fluid oz. (6˝ GA.).
c. Note: The liquid fill level should be
1
(±
⁄8) as measured from the inside of the
1
⁄2˝ GA.) and 455
3
⁄8˝
ring at the 12:00 o’clock position.
6. On lower connection gauges, assemble rear
seal dia phragm to case.
For back connection gauges see instructions
on reverse side. (Fig. 2/4).
7. For 1279:
Assemble rear cover and six self tapping
screws in a criss-cross pattern and torque to
12 in lbs. (±2 in lbs.)
For 1379:
- Thread rear ring and torque to 200 in lbs
- Install stainless steel back cover using
two screws. Torque screws to 14 in lbs.
(±2 in lbs.)
8. Assemble throttle screw to threaded hole in
socket.
Note: If system is monel (socket wrench
flat stamped “PHS” or “PH”) use monel throttle screw.
9. Check appropriate box on fill identification
label, and peel off label back, and attach fill
label to gauge case.
10. If gauge is to be repackaged:
a. Include enclosed instruction sheet inside
carton.
b. Change type number on carton label to:
(1) Hermetically Sealed – 1279(*)SH.
(2) Liquid Filled – 1279(*)SL.
*Bourdon Tube System Code
Glycerin or silicone should not be used in applications involving Oxygen, Chlorine, Nitric Acid,
Hydrogen Peroxide or other strong oxidizing
agents, because of danger of spontaneous chemical reaction, ignition or explosion. Halocarbon
should be specified. Products with this fill can be
ordered from factory.
The use of fluids other than those listed in the table
above (for example, Hydrocarbon-based oils) may
result in leakage caused by a reaction between the
fluid and the elastomeric seals. Consult the factory
before filling with any other fluid.
© 2015 Ashcroft Inc., 250 East Main Street, Stratford, CT 06614 USA, Tel: 203-378-8281, Fax 203-385-0402 www.ashcroft.com
All sales subject to standard terms and conditions of sale. All rights reserved. I&M008-10090 (84B276) Rev 10/15
15
Page 16

TYPE 1279 & 1379 SOLID FRONT DURAGAUGE
®
PRESSURE GAUGE CONVERSION INSTRUCTIONS TO:
• Convert A Standard Dry Gauge To A Liquid Filled Gauge
• Convert A Standard Dry Gauge To A Dry, Weatherproof
I
P66 Gauge
INSTRUCTIONS FOR USING CONE
TOOL AND RING WRENCH
Garter Spring & Diaphragm Assembly
(Back Connection Gauge Only)
A
. Place cone tool over socket shank as shown.
B. Moisten lip of socket and outer O-ring surface
with silicone oil or grease.
C
. Place diaphragm with rib side facing upward over
c
one into case grove.
Diaphragm O-ring must be completely in socketshank grove.
D
. Place garter spring over cone as shown and slide
o
nto diaphragm in socket grove
E. Assemble rear cover with screws per step 7.
Front Ring Assembly (All Gauges)
A
. Assemble ring to case by hand to start.
B
. Place ring on wrench as shown
1
C. Use
⁄2˝ drive extension and torque ring to 200 in. lb
Alternate Method
A. Tighten ring snugly by hand
B. Mark case and ring.
C. Turn ring another 100 to 120 degrees (slightly
1
less than
⁄2 turn) using the ring wrench and 1⁄2˝
drive socket wrench or place the blunt end of a
wooden or plastic dowel against a ring lug and
tap with a hammer.
Fig. 2
Fig. 3
B
ACK CONNECTION ASSEMBLED GAUGE
IAPHRAGM
D
Fig. 3
CASE
EAR COVER
R
GARTER SPRING
Fig. 4
INSTRUCTIONS FOR LIQUID FILLING
®
ASHCROFT
SOLID FRONT DURAGAUGE
TYPE 1279 AND 1379
®
PRESSURE GAUGES USING A
VACUUM PUMP
A. Insert a length of
12 o’clock position hole in the rear, solid front
portion of the case, as shown.
B. Evacuate the air from the front dial cavity while
pouring in the fill fluid through the case back.
The vacuum will displace the air with fluid.*
C. When the dial cavity is solidly filled, remove the
tubing and continue to pour the fill fluid to within
1
⁄16 ˝ below the o-ring channel lip, as shown.
D. When converting a 45-1379 with the top fill hole
configuration, p/n 256A176-01 fill plug is
required and must be ordered separately.
*To prevent breakage, reduce vacuum to 15 in.
Hg for plain glass and safety glass.
1
⁄8 ˝ diameter tubing through the
Fig. 5
Ø 1⁄8 TUBING
DIAL
VACUUM
TRAP
VACUUM
PUMP
© 2015 Ashcroft Inc., 250 East Main Street, Stratford, CT 06614 USA, Tel: 203-378-8281, Fax 203-385-0402 www.ashcroft.com
All sales subject to standard terms and conditions of sale. All rights reserved. I&M008-10090 (84B276) Rev 10/15
16
Page 17

ASHCROFT®Type 1082 Test Gauge
Calibration Procedure – Pressure Range
INSTRUCTIONS FOR USE OF EXTERNAL
ASY ZERO™ ADJUST FEATURE*
E
Fig. 1
A
B
RING
. LOOSEN RING-LOCKING SCREW A.
1
2. OBTAIN REQUIRED ADJUSTMENT BY
OTATING KNOB B CLOCKWISE OR
R
OUNTER-CLOCKWISE.
C
. TIGHTEN SCREW A DOWN ON KNOB B.
3
*Applicable only for test gauge with hinged
ring design.
ADDITIONAL
CALIBRATION INSTRUCTIONS
1) “Standards shall have nominal errors no greater than
1
⁄4 of these permitted for the gauge being tested.”
(Ref: ASME B40=100-1998)
2) The instrument used as the calibration standard
should have a maximum range no greater than 2x
that of the gauge being tested. (i.e. Do not use a
400psi standard to test a 15psi gauge.)
3) “Known pressure shall be applied at each test point
on increasing pressure (or vacuum) from one end to
the other end of the scale. At each test point the
gauge shall be . . .
lightly tapped, and then read . . .”
(Ref: ASME B40.1 ¶ 6.2.4.1)
4) To read gauge indication, move eye over red pointer
tip at OD of printed dial until red reflection in mirror
band is no longer visible, and then read the pointer
position in reference to the dial.
© Ashcroft Inc., 250 E. Main St., Stratford, CT 06614-5145, Tel: 203-378-8281, Fax: 203-385-0499, www.ashcroft.com
All sales subject to standard terms and conditions of sale.
I&M008-10082 11/01 RevB (250-2917-4) AMR 10/07
17
Page 18

Installation and Maintenance Instructions for
ASHCROFT
®
Type 1082 Test Gauge
Calibration Procedure – Pressure Range
Fig. 2
MICRO
SPAN
MICROMETER
SPAN
>0.2%
THIS TEST GAUGE IS PROVIDED WITH A MICROSPAN™ ADJUSTMENT
TO SIMPLIFY CALIBRATION. THE FLOW CHART BELOW OUTLINES THE
RECOMMENDED CALIBRATION PROCEDURE
CENTER DIAL
O
VER PINION
SET POINTER
AT 0%
GO TO
100%
MICRO
SPAN
SET POINTER
AT 100%
GO TO
0%
CHECK
ACCURACY
<0.2%
>0.2 <1.5%
CHECK
ACCURACY
<0.2%
GO TO
0%
>1.5%
<0.2%
COARSE
SPAN
SET POINTER
AT 100%
GO TO
0%
CHECK
ACCURACY
>0.2<1.5%
COARSE
SPAN
>1.5%
COARSE
SPAN
ROTATE MOVEMENT
COUNTER-CLOCKWISE
TO REDUCE READING
AT MIDSCALE
TEMPERATURE
COMPENSATOR
MICROSPAN
ADJUSTMENT
–TIGHTEN SCREW TO
INCREASE SPAN
1 TURN – APPROX.
1
⁄2%
NOTE
COARSE
LINEARITY
MOVEMENT
screwdriver required.
GO TO
0%
ROTATE
COARSE SPAN
ADJUSTMENT
–LOOSEN TWO SCREWS
–MOVE SLIDE INWARD
TO INCREASE SPAN
(.004 IN. – APPROX. 1%)
–TIGHTEN TWO SCREWS
1.5mm hex
Ball end wrench or
>1.5%
>0.2<1.5%
SET POINTER
AT 0%
GO TO
50%
CHECK
ACCURACY
<0.2%
GO TO
100%
CHECK
ACCURACY
<0.2%
CHECK
ACCURACY
AT 0-25-50-75-100%
>1.5%
< – LESS THAN
> – GREATER THAN
© Ashcroft Inc., 250 E. Main St., Stratford, CT 06614-5145, Tel: 203-378-8281, Fax: 203-385-0499, www.ashcroft.com
All sales subject to standard terms and conditions of sale.
I&M008-10082 11/01 Rev C (250-2917-4) 12/15
18
Page 19

19
Page 20

Ashcroft Inc.,
250 East Main Street
Stratford, CT 06614-5145
U.S.A.
Tel: 203-378-8281
Fax: 203-385-0408 (Domestic)
Fax: 203-385-0357 (International)
email: info@ashcroft.com
www.ashcroft.com
I&M008-10098-5/02 (250-1353-L) Rev. 12/15
Visit our web site www.ashcroft.com
20
 Loading...
Loading...