

ASCO Cylinders and Actuators Mountings and sensors 449 453 IM 515137 001 Installation instructions [de]
INSTALLATION AND MAINTENANCE INSTRUCTIONS
INSTRUCTIONS D’INSTALLATION ET DE MAINTENANCE
INBETRIEBNAHME - UND WARTUNGSANLEITUNG
INSTRUCCIONES DE PUESTA EN MARCHA Y MANTENIMIENTO
INSTRUZIONI DI MESSA IN SERVIZIO E MANUTENZIONE
ALGEMENE INSTALLATIE- EN ONDERHOUDSINSTRUCTIES
INSTALLASJONS- OG VEDLIKEHOLDSINSTRUKSER
INSTALLATIONS- OCH UNDERHÅLLSINSTRUKTIONER
ASENNUS - JA HUOLTO-OHJEET
INSTALLATIONS - OG VEDLIGEHOLDSANVISNINGER
INSTRUÇÕES DE INSTALAÇÃO E MANUTENÇÃO
ΟΔΗΓΙΕΣ ΤΟΠΟΘΕΤΗΣΗΣ ΚΑΙ ΣΥΝΤΗΡΗΣΗΣ
POKYNY PRO INSTALACI A ÚDRŽBU
INSTRUKCJA MONTAŻU I KONSERWACJI
TELEPÍTÉSI ÉS KARBANTARTÁSI ÚTMUTATÓ
Инструкция по установке и обслуживанию
설치 및유지 관리 지침
EN
FR
DE
ES
IT
NL
NO
SE
FI
DK
PT
GR
CZ
PL
HU
RU
KR
MT4
Series 449
MOUNTING
MT4
Series
449
453
Series 453
449 - 453
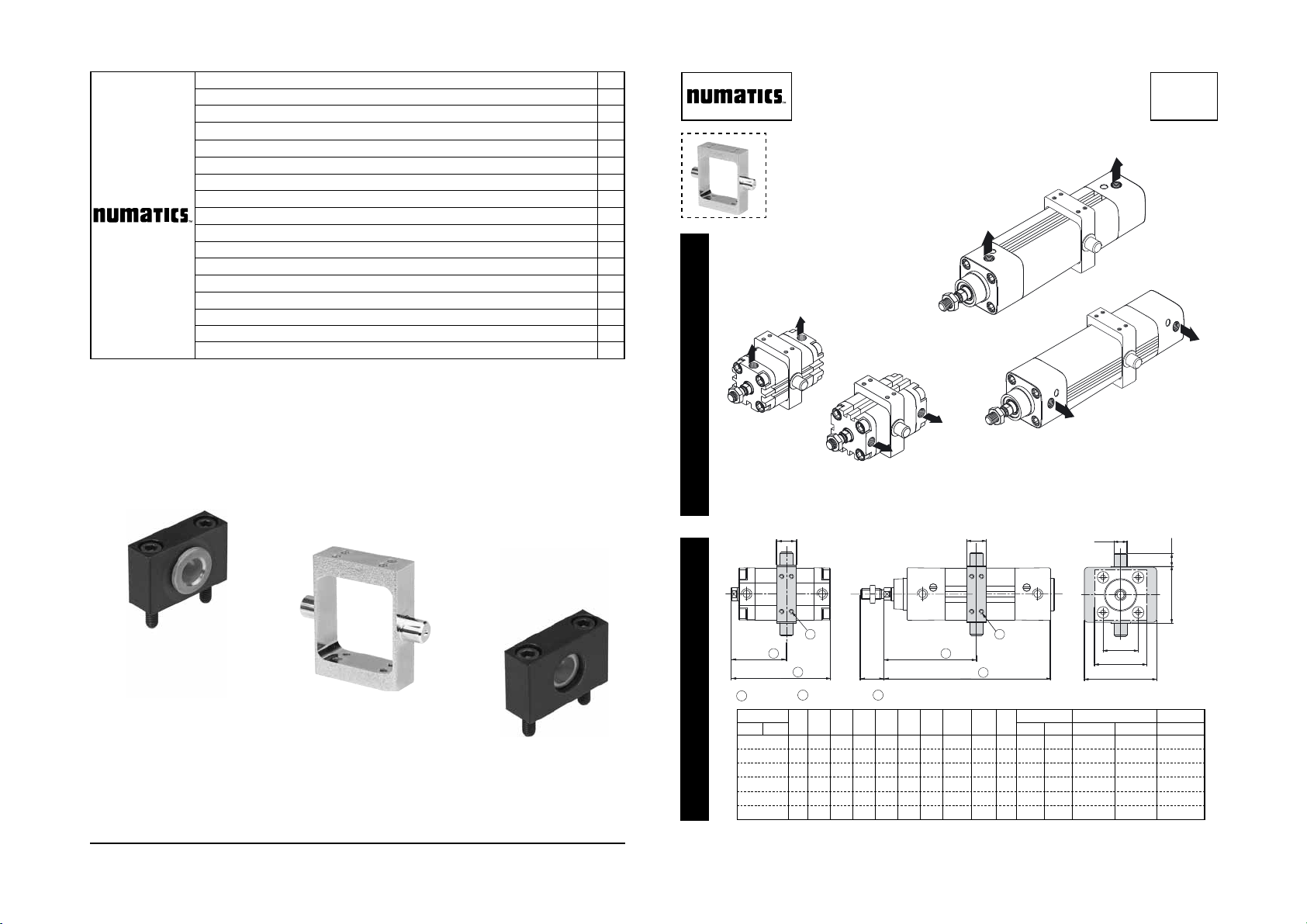
MT4 - MS4 CENTRE TRUNNION
+
q
ATEX
2
Fig. I
Fig. IIa
515137-001 / A
Availability, design and specifi cations are subject to change without notice. All rights reserved.
Series 453
MS4
MS4
XV + 2
Series 453
TK
ZJ + 1
e9
ØTD
33
XV min. XV max. (+ stroke) min. stroke
70
79
86
89
102
TG
==
E
==
UWA
==
27
27
28
107 5
30
119 5
35
132 5
h14
TL
h14
TM
77 5
86 5
95 5
515137-001515137-001
Series 449
TK
XV + 2
ZB + 1
2
Stroke
1
Ø (mm)
449 453 449 453 449 453 449
32
40
50
63
80
100
2 x Stroke
A E TD TG TK TL TM UWA ZB ZJ
22 46,5 12 32,5 18 12 53 64,5 55 120 31
24 52 16 38 20 16 63 74,5 55 135 32
32 64 16 46,5 20 16 75 91 56 143 33
32 74 20 56,6 25 20 90 94 59,5 158 35
40 92 20 72 25 20 110 130 66,5 174 40
40 109 25 89 30 25 132 145 87,5 189 45 109 42
A
3
8 locking screws.

Fig. IIb
T
XV
Ø (mm)
MOUNTING
Series 453
XV
STATIC ROD-LOCKING DEVICE DYNAMIC ROD-LOCKING DEVICE
XV min. XV max. (+ stroke) XV min. XV max. (+ stroke)
130 137 - -
32
149 156 174 181
40
176 185 198 207
50
179 197 209 227
63
212 229 242 259
80
100
219
242
259
282
Series
449
MOUNTING
453
4
1
XV
Fig. IV
1 et 4 2 et 3
2
3
8
5
6
7
4
1
2
3
Ø
items N.m
(mm)
32 - 40
50 - 63 - 80 f 1,5 13,22
100
e
1 et 4 2 et 3
f
g
Series
449
453
Inch.pounds
e 2 17,70
g
1 8,85
e
f
g
F
Fig. IIIa - IIIb
1 et 4 2 et 3
fi g .
IIIa
5 et 8 6 et 7
1
H
180°
1 et 4 2 et 3
5 et 8 6 et 7
4 5
fi g .
180°
IIIb
Fig. Va - Vb
fi g .
Va
Ø
(mm)
32
40
50
63
80
100
Ø T
(mm)
M5
M5
M6
M6
M8
M8
ØTp
H
7
Ø
Ø Tp
(mm)
4,6 11,5
4,6 13
5,5 16,5
5,5 13
7,5 21,7
7,5 20
(mm)
H
e
f
5 et 8 6 et 7
g
e
f
g
fi g .
1
7
Vb
e
f
g
e
f
g
515137-001515137-001
MOUNTING
Series
449
453
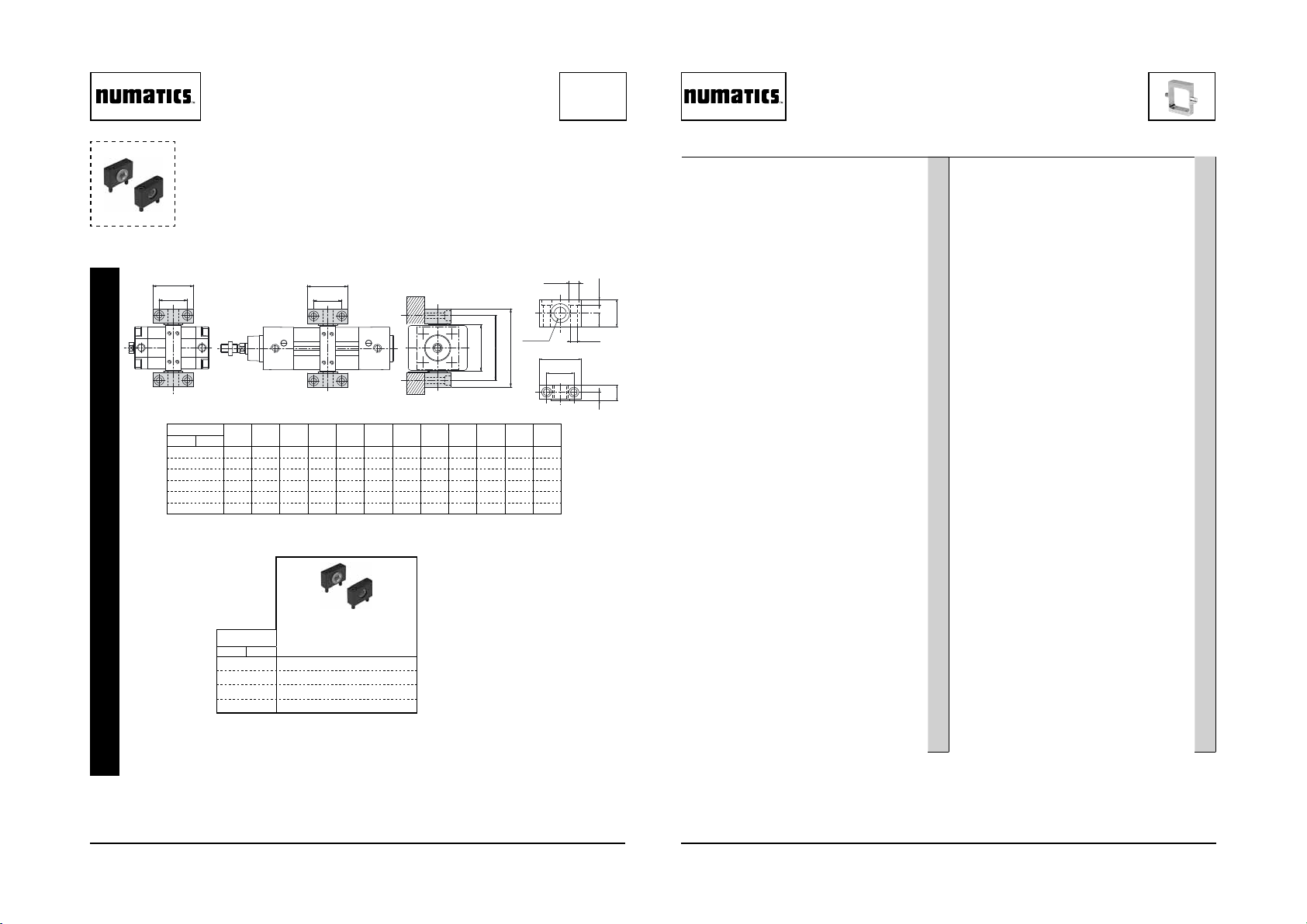
MT4 CENTRE TRUNNION
Fig. VI
UL
= =
TH
= =
Ø (mm)
449 453
Series 453Series 449
UL
= =
TH
= =
ØCRØ
d4 FK FN HB H3 L5 L6 NH TH TM UL
12 11 15 30 6,6 6,8 71 86 18 32 50 46
32
16 15 18 36 9 9 87 105 21 36 63 55
40
16 15 18 36 9 9 99 117 21 36 75 55
50
20 18 20 40 11 11 116 136 23 40 90 65
63
20 18 20 40 11 11 136 156 23 40 110 65
80
25 20 25 50 13,5 13 164 189 28,5 50 132 75
100
Ø (mm)
449 453
32 P493A3112100A00
(2 x)
AT4
40 / 50 P493A4112100A00
63 / 80 P493A6112100A00
100 P493A1112100A00
Fitting the MT4 centre trunnion on 449-453 cylinders allows a choice of position. The centre trunnion slides along
the barrel to allow on-site adjustment. For that reason, it
is delivered unlocked.
ASSEMBLING THE CENTRE TRUNNION
1. Check that trunnion is correctly oriented (fi g.
Use appropriate tooling to ensure the perpendicularity with the cylinder.
Two orientations: axes of the centre trunnion perpendicular to the air ports (MT4 option), paralell to air
Ød4
=
H9
==
Ø CR
==
h14
L5
L6
TM
==
=
H3
FN
==
FK
Ø HB
UL
TH
==
NH
C
ports (MS4 option)
2. Adjust the centre trunnion to the desired position
along the barrel. (dimension XV) (fi g.IIa - IIb)
3. Manually tighten the 4 set screws on one side, in
such a way that the opposite side is in contact with
the tube. (fi g.IIIa)
4. Unscrew 1/2 turn these 4 set screws and manually
tighten the set screws on the opposite side. (fi g.IIIb)
5. With the centre trunnion positioned and oriented on
the tube, proceed tightening the set screws. (see
tightening sequence fi g.IV)
- Slightly tighten crosswise the set screws on one side,
without reaching the torque.
- Tighten the other side in the same way.
- Apply torque in the 8 set screws (see table).
1. Unscrew and remove one set screw (ØT) on each
2. Pierce the 2 empty holes (ØTp). See table and
3. Re-insert the two set screws and tighten in the full
-
- Grease the axes of the spindle before mounting.
- Fix the supports with the centre trunnion mounted to
MECHANICAL LOCKING (Fig.V)
side of the centre trunnion. (fi g.
Va, 1 - 7)
(fi g Va) for drilling depht H.
depth of the hole. (fi g.Vb)
MOUNTING SUPPORTS FOR CENTRE TRUNNION
The supports enable mounting according to
ensure proper alignment.
I).
(fi g.VI).
La fi xation par tourillon MT4 des cylindres 449 et 453
permet un montage oscillant. Ce tourillon coulisse le long
du tube pour permettre le réglage en position sur site.
A cet effet, il est livré non bloqué sur le tube.
1. S’assurer que les axes du tourillon sont correcte-
2. Placer le tourillon à l’emplacement souhaité sur le
3. Serrer manuellement les 4 vis d’un même coté, de
4. Dévisser d’un 1/2 tour ces 4 vis et serrer manuelle-
5. Avec le tourillon positionné et orienté sur le tube,
- Serrer modérement et en croix sur l’un des coté, sans
- Serrer le coté opposé de manière identique.
- Appliquer le couple sur les 8 vis pointeaux (voir
EN
1. Dévisser et retirer l’une des vis pointeaux (ØT) sur
2. Percer le tube à travers les 2 trous libres du tourillon
3. Réintroduire les 2 vis pointeaux pour venir tarauder
- Les supports de tourillon permettant l’adaptati
-
- Fixer les supports avec le tourillon monté pour assu-
ASSEMBLAGE DU TOURILLON
ment orientés (fi g.
Utiliser un outil approprié pour assurer la perpendicularité avec le vérin.
Deux orientations : axe du tourillon
-
perpendiculaire aux orifi ces d’alimentation (option MT4)
-parallèle aux orifi ces d’alimentation (option MS4).
I).
tube (dimension XV) (fi g.IIa - IIb)
telle sorte que le coté opposé soit en contact avec
le tube. (fi g.IIIa)
ment les 4 vis sur le coté opposé. (fi g.IIIb)
procédé au serrage des vis pointeaux. [voir séquence de serrage (fi g.IV)]
appliquer le couple.
tableau).
BLOCAGE MECANIQUE (Fig.V)
chaque coté du tourillon. (fi g.
(ØTp). Voir le tableau (fi g.Va) pour un perçage à la
profondeur H.
le tube de façon à assurer un blocage parfait entre le
tube et la fi xation, serrer au couple prescrit (fi g.Vb).
Va, 1 - 7).
ADAPTATION SUPPORTS TOURILLON
vant la (
fi g . VI).
Graisser les axes du tourillon lors du montage.
rer le bon alignement.
FR
on sui-
6 7
515137-001515137-001

MT4 CENTRE TRUNNION
MT4 CENTRE TRUNNION
Anbringen der MT4-Mittelschwenkbefestigung an
449-453-Zylindern ermöglicht eine Auswahl der Position.
Die Schwenkbefestigung kann entlang des Rohres für
eine Positionierung vor Ort verschoben werden. Deshalb
wird sie bei Lieferung nicht fest auf dem Rohr angezogen.
MONTAGE DER MITTELSCHWENKBEFESTIGUNG
1. Prüfen Sie, ob die Achsen der Schwenkbefestigung
richtig ausgerichtet sind (Abb. I).
Verwenden Sie geeignete Werkzeuge, um
sicherzustellen, dass sie rechtwinklig zum Zylinder ist.
Zwei Ausrichtungen: Achsen der
Mittelschwenkbefestigung rechtwinklig zu den
Luftöffnungen (MT4 Option), parallel zu den
Luftöffnungen (MS4 Option)
2. Passen Sie die Mittelschwenkbefestigung an
die gewünschte Position entlang des Rohres an.
(Abmessung XV) (Abb. IIa - IIb)
3. Ziehen Sie die 4 Schrauben an einer Seite so an,
dass die entgegengesetzte Schraube das Rohr
berührt. (Abb. IIIa)
4. Schrauben Sie diese 4 Schrauben um eine halbe
Umdrehung auf und ziehen Sie die Schrauben an der
entgegengesetzten Seite von Hand fest. (Abb. IIIb)
5. Positionieren Sie die Mittelschwenkbefestigung am
Rohr und richten Sie sie aus und fahren Sie dann mit
dem Festziehen der Drosselschrauben fort. (siehe
Reihenfolge beim Festziehen Abb. IV)
- Ziehen Sie die Einstellschrauben an einer Seite leicht
fest, ohne das Drehmoment zu erreichen.
- Ziehen Sie die andere Seite genauso fest.
- Wenden Sie Drehmoment auf die 8 Einstellschrauben
auf (siehe Tabelle).
MECHANISCHE VERRIEGELUNG (Abb. V)
1. Schrauben Sie eine Einstellschraube (ØT) an
jeder Seite der Mittelschwenkbefestigung auf und
entfernen Sie sie. (Abb. Va, 1 - 7)
2. Stechen Sie durch die 2 freien Löcher der
Schwenkbefestigung in das Loch (ØTp). Siehe
Tabelle (Abb. Va) für Bohrtiefe H.
3. Stecken Sie die beiden Einstellschrauben
wieder hinein, um das Rohr anzustechen und
eine perfekte Blockierung zwischen Rohr und
Befestigungselement sicherzustellen, und ziehen Sie
sie mit dem geforderten Drehmoment fest. (Abb. Vb)
MONTAGE DER LAGER FÜR DIE
SCHWENKBEFESTIGUNG
- Die Stützen ermöglichen eine Montage gemäß
(Abb. VI).
- Schwenkbefestigung bei der Montage.
- Fix the supports with the centre trunnion mounted to
ensure proper alignment.
El montaje del muñón central MT4 en los cilindros 449-453
permite elegir la posición. Esta charnela se desliza a lo
largo del tubo permitiendo la regulación de la posición
in situ. Por este motivo se suministra sin bloquear sobre
el tubo.
APRIETE Y FIJACION DE LA CHARNELA
1. Asegurarse de que los ejes de la charnela se encuentran correctamente orientados con respecto a
los orifi cios del cilindro (fi g.I).
Es conveniente utilizar un util de montaje para asegurar la perpendicularidad con el cilindro.
Two orientations: eje de la charnela perpendicular a
los orifi cios de alimentación del cilindro (MT4 option), paralell to air ports (MS4 option)
2. Posicionar la charnela sobre el tubo en el emplazamiento deseado. (cota XV) (fi g.IIa - IIb)
3. Apretar manualmente los 4 prisioneros de una de
las caras hasta que hagan tope sobre la cara del
tubo, de tal manera que la cara opuesta se quede
sin juego y en contacto tubo-charnela. (fi g.IIIa)
4. Desenroscar 1/2 vuelta estos 4 prisioneros y apretar
también manualmente los prisioneros opuestos de
manera que la charnela se autocentre. (fi g.IIIb)
5. Con la charnela ya posicionada y orientada sobre el
tubo, procedemos a apretar los prisioneros. (ver orden de apriete fi g.IV)
- Apretar moderadamente y en cruz una de las caras,
DE
sin llegar al apriete establecido.
- Apretar la otra cara de la misma manera que la ante-
rior.
- Aplicar el par de apriete a los 8 prisioneros estableci-
do (ver tabla).
1. Desenroscar y retirar un prisionero de cada (ØT) una
de las caras de la charnela. (fi g.Va, 1 - 7)
2. Sobre estos 2 orifi cios libres, (ØTp). Ver tabla y
(fi g Va) taladrar el tubo hasta la profundidad H.
3. (ver tabla y fi g.B)
3. Reintroducir nuevamente hasta hacer tope los 2
prisioneros, auto-roscando en el tubo, de forma que
queden alojados entre la charnela y el tubo, asegurando así un enclavamiento perfecto. (fi g.Vb)
ADAPTACION DE LOS SOPORTES DE LA CHARNELA
- Los soportes de charnela que permiten su adapta-
ción como aparece en la (fi g.VI).
- Engrasar los ejes de la charnela al realizar el monta-
je.
- Fix the supports with the centre trunnion mounted to
ensure proper alignment.
ENCLAVAMIENTO (Fig.V)
ES
Il montaggio del perno d’articolazione centrale MT4 sui
cilindri 449-453 consente una scelta di posizionamento.
Questa cerniera scorre lungo la canna per consentire la
regolazione sul posto. A tal scopo, il cilindro viene fornito
con la cerniera non bloccata sulla canna.
1. Verifi care che gli assi del perno d’articolazione siano
2. Regolare il perno d’articolazione centrale alla
3. Serrare a mano le 4 viti disposte su un unico lato, in
4. Allentare di mezzo giro le 4 viti in questione e serrare
5. Con il perno d’articolazione posizionato ed orientato
- Serrare leggermente, a percorso incrociato, le
- Serrare l’altro lato nel medesimo modo.
- Applicare la coppia sulle 8 viti di fi ssaggio (vedere la
1. Allentare e rimuovere una sola vite di fi ssaggio (ØT)
2. Trapanare il tubo attraverso i 2 fori liberi del perno
3. Reinserire le due viti di fi ssaggio per poter
SUPPORTI DI MONTAGGIO PER CERNIERA CENTRALE
-
- Lubrifi care i perni della cerniera all’atto del montaggio.
- Fissare i supporti con la cerniera montata per
ASSEMBLAGGIO DEL PERNO
D’ARTICOLAZIONE CENTRALE
orientati correttamente (fi g. I).
Utilizzare degli attrezzi adeguati per assicurarsi che
il perno d’articolazione sia perpendicolare al cilindro.
Due orientazioni: assi del perno d’articolazione
centrale perpendicolari alle porte dell’aria (MT4
opzionale), o paralleli alle porte dell’aria (MS4
opzionale)
posizione desiderata lungo il barilotto. (dimensione
XV) (fi g. IIa - IIb)
modo che il lato opposto si trovi a contatto del tubo.
(fi g. IIIa)
a mano le viti disposte sul lato opposto. (fi g. IIIb)
sul tubo, procedere al serraggio delle viti di restrizione.
(Vedere la sequenza di serraggio alla fi g. IV)
viti di fi ssaggio disposte su un unico lato, senza
raggiungere la coppia di serraggio.
tabella).
BLOCCAGGIO MECCANICO (Fig. V)
su ciascun lato del perno d’articolazione centrale.
(fi g. Va, 1 - 7)
d’articolazione (ØTp). Vedere la tabella (fi g. Va) per
la profondità di trapanazione H.
percuotere leggermente il tubo, allo scopo di
assicurare un bloccaggio perfetto tra il tubo e il
rinforzo, e serrarle alla coppia richiesta. (fi g. Vb)
I supporti della cerniera centrale permettono il
montaggio come da
assicurare un corretto allineamento.
(fi g.VI).
Door de MT4 zwenktap op cilinders 449-453 te monteren
kan er een positie worden gekozen. De positie van de
zwenktap kan over de gehele lengte van de cilinderbuis
naar keuze bepaald worden.
Daarom wordt deze ook los meegeleverd.
1. Controleer of de assen van de zwenktap correct
2. Stel de zwenktap in op de gewenste positie langs de
3. Draai de 4 schroeven aan één zijde met de hand
4. Draai deze 4 schroeven met de hand een halve slag
5. Met de zwenktap gepositioneerd en georiënteerd
- Draai de instelschroeven aan één zijde kruislings licht
aan, zonder dat het aandraaimoment wordt bereikt.
IT
- Draai de andere zijde op dezelfde manier aan.
- Pas aandraaimoment toe in de 8 instelschroeven
(zie tabel).
1. Schroef één instelschroef (ØT) aan iedere zijde van
2. Steek de buis door de 2 vrije openingen van de
3. Breng de twee instelschroeven weer in om de buis
BEVESTIGINGSSTEUNEN VOOR DE ZWENKTAP
- De bevestigingssteunen maken montage volgens
(fi g.VI) mogelijk.
- Vet de assen van de zwenktap in alvorens deze te
monteren
- Bevestig de steunen met de zwenktap gemonteerd
voor een juiste uitlijning.
DE ZWENKTAP MONTEREN
georiënteerd zijn (fi g. I).
Gebruik het juiste gereedschap om er zeker van
te zijn dat hij loodrecht staat ten opzichte van de
cilinder.
Twee oriëntaties: assen van de zwenktap loodrecht
ten opzichte van de luchtpoorten (MT4 optie),
parallel ten opzichte van de luchtpoorten (MS4 optie)
bus. (afmetingen XV) (fi g. IIa - IIb)
aan, zodanig dat de tegenoverliggende zijde contact
maakt met de buis. (fi g. IIIa)
los en draai de schroeven aan de tegenoverliggende
zijde met de hand aan. (fi g. IIIb)
op de buis, ga verder met het aandraaien van de
restrictieschroeven. (zie aandraaivolgorde fi g. IV)
MECHANISCHE VERGRENDELING (Fig. V)
de zwenktap los en verwijder ze. (fi g. Va, 1 - 7)
zwenktap (ØTp). Zie tabel (fi g. Va) voor boordiepte H.
te tappen en een perfecte blokkering te garanderen
tussen de buis en de bevestiging en draai aan tot het
gewenste aandraaimoment. (fi g. Vb)
NL
8 9
515137-001515137-001

MT4 CENTRE TRUNNION
MT4 CENTRE TRUNNION
Montering av MT4 sentralt tapplageret på
449-453-sylindre gir et valg for posisjonering. Det
sentrale tapplageret skyves langs røret for å muliggjøre
justering på stedet. Av den grunn leveres den ulåst.
MONTERING AV SENTRALT TAPPLAGER
1. Sørg for at aksene til tapplageret er riktig snudd riktig
vei (fi g. I).
Bruk passende verktøy for å sørge for at det er
vinkelrett med sylinderen.
To retninger: akslene til det sentral tapplageret
vinkelrett til luftportene (MT4-alternativ), parallell
til lufteportene (MS4-alternativ)
2. Juster det sentrale tapplageret til den ønskede
posisjonen langs tønnen. (dimensjon XV) (fi g. IIa - IIb)
3. Stram til de 4 skruene på én side for hånd slik at den
motsatte siden er i kontakt med tønnen. (fi g. IIIa)
4. Skru disse 4 skruene løs med en halv omdreining og
stram skruene på motsatt side til for hånd. (fi g. IIIb)
5. Når det sentrale tapplageret er posisjonert og
innrettet på røret, fortsetter du med å stramme til
festskruene. (se sekvens for tilstramming fi g. IV)
- Stram litt til på kryss av sett-skruene på den ene
siden, uten å oppnå full dreiemoment.
- Stram den andre siden på samme måte.
- Anvend dreiemoment i de 8 sett-skruene (se tabell).
1. Skru løs og ta av én sett-skrue (ØT) på hver side av
2. Stikk hull på røret gjennom de 2 ledige hull
3. Sett de to sett-skruene inn igjen for å lett banke på
- Støttene muliggjør montering i henhold til (fi g. VI).
- Smør akslene til tapplageret før montering.
- Fest støttene med det sentrale tapplageret montert for
å sikre riktig justering.
MEKANISK LÅSING (FIG. V)
det sentrale tapplageret. (fi g. Va, 1 – 7)
på tapplageret (ØTp). Se tabell (fi g. Va) for
boredybde H.
røret for å sørge for perfekt blokkering mellom røret,
fest og stram til ved påkrevd dreiemoment. (fi g. Vb)
MONTERINGSSTØTTER TIL DET SENTALE
TAPPLAGERET
Vid montering av MT4 mittre svängtapp på 449-453
kan man välja läge. Den mittre svängtappen skjuts
längs röret i syfte att möjliggöra justering på plats.
Av det här skälet levereras den olåst.
MONTERA DEN MITTRE SVÄNGTAPPEN
1. Kontrollera att svängtappsaxlarna är rätt orienterade
(fi g. I).
Använd lämpliga verktyg för att se till att den är i rät
vinkel mot cylindern.
Två orienteringar: den mittre svängtappen i rät vinkel
mot luftportarna (alternativ MT4), parallell med
luftportarna (alternativ MS4)
2. Justera den mittre svängtappen till önskat läge längs
cylindern. (mått XV) (fi g. IIa - IIb)
3. Dra åt de 4 skruvarna på en sida för hand, på ett
sådant sätt att den motsatta sidan är i kontakt med
röret. (fi g. IIIa)
4. Skruva ur de här 4 skruvarna ett halvt varv och dra åt
skruvarna på den motsatta sidan för hand. (fi g. IIIb)
5. När den mittre svängtappen har placerats och
orienterats på röret ska låsskruvarna dras åt.
(se åtdragningsföljden, fi g. IV)
- Dra korsvis åt fästskruvarna på en sida något utan
att nå åtdragningsmomentet.
- Dra åt den andra sidan på samma sätt.
- Dra sedan åt de 8 fästskruvarna med
åtdragningsmomentet (se tabell).
NO
1. Skruva ur och ta bort en fästskruv (ØT) på varje sida
2. Stick röret genom svängtappens 2 lediga hål (ØTp).
3. Sätt tillbaka de två fästskruvarna i syfte att gänga
- Stöden möjliggör montering enligt (fi g. VI).
- Smörj svängtappens axlar före montering.
- Fäst stöden med den mittre svängtappen monterad
för att garantera rätt inriktning.
MEKANISK LÅSNING (fi g. V)
av den mittre svängtappen. (fi g. Va, 1 - 7)
I tabellen (fi g. Va) fi nns uppgifter om borrdjup H.
röret för att garantera perfekt blockering mellan
röret och fästet. Dra sedan åt med korrekt moment.
(fi g. Vb)
MONTERINGSSTÖD FÖR DEN MITTRE
SVÄNGTAPPEN
SE
MT4-keskussaranatapin sovittaminen 449-453
-sylintereihin mahdollistaa paikan valinnan.
Keskussaranatappi liukuu putkea pitkin mahdollistaen
säätämisen työpaikalla. Sen takia se toimitetaan
lukitsemattomana.
KESKUSSARANATAPIN KOKOONPANO
1. Tarkasta, että saranatapin akselit on oikein
suunnattu (kuva I).
Käytä asiaankuuluvia työkaluja kohtisuoruuden
varmistamiseksi sylinteriin nähden.
Kaksi suuntaa: keskussaranatapin akselit
kohtisuorassa ilma-aukkoja vastaan (MT4vaihtoehto), yhdensuuntaiset ilma-aukkojen kanssa
(MS4-vaihtoehto)
2. Säädä keskussaranatappi haluttuun paikkaan
putkella. (mitta XV) (kuva IIa - IIb)
3. Kiristä käsin 4 yhdellä puolella olevaa ruuvia niin,
että vastakkainen puoli on kosketuksissa putken
kanssa. (kuva IIIa)
4. Avaa näitä 4 ruuvia puoli kierrosta ja kiristä käsin
vastakkaisen puolen ruuvit. (kuva IIIb)
5. Kun keskussaranatappi on paikallaan ja suunnattu
putkella, kiristä seuraavaksi lukitusruuvit.
(katso kiristysjärjestys kuvasta IV)
- Kiristä lukitusruuveja yhdellä puolella hieman
ristikkäin mutta ei loppukireyteen.
- Kiristä toinen puoli samalla tavalla.
- Kiristä 8 lukitusruuvia vaadittuun kireyteen
(katso taulukko).
MEKAANINEN LUKITUS (kuva V)
1. Avaa ja poista yksi kiristysruuvi (ØT)
keskussaranatapin kummallakin puolella.
(kuva Va, 1 - 7)
2. Puhkaise putki saranatapin kahden vapaan reiän läpi
(ØTp). Katso taulukosta (kuva Va) poraussyvyys H.
3. Palauta kaksi ruuvia paikalleen putken
tulppaamiseksi ja putken ja kiinnityksen välisen
lukituksen varmistamiseksi, kiristä vaadittuun
kireyteen. (kuva Vb)
KESKUSSARANATAPIN TUKIEN ASENNUS
- Tuet mahdollistavat asennuksen seuraavalla tavalla
(kuva VI).
- Rasvaa saranatapin akselit ennen asennusta.
- Varmista oikea suuntaus kiinnittämällä tuet
keskussaranatappi asennettuna.
Når man sætter den midterste MT4-lejetap fast på
449-453-cylinderne, får man mulighed for at vælge
position. Den midterste lejetap glider langs røret, så
man kan udføre justering på stedet. Af den grund
leveres den ulåst.
SAMLING AF MIDTERSTE LEJETAP
1. Kontroller, at akserne for lejetapperne har den
korrekte retning (fi g. I).
Brug det korrekte værktøj for at sikre, at den er
vinkelret i forhold til cylinderen.
To retninger: Akserne for den midterste lejetap
vinkelret i forhold til luftportene (mulighed for MT4),
parallelt i forhold til luftportene (mulighed for MS4)
2. Juster den midterste lejetap til den ønskede position
langs tromlen. (mål XV) (fi g. IIa - IIb)
3. Stram manuelt de 4 skruer på den ene side, så den
modsatte side er i kontakt med røret. (fi g. IIIa)
4. Løsgør disse 4 skruer en halv omgang, og stram de
skruer, der sidder på den modsatte side. (fi g. IIIb)
5. Når den midterste lejetap er placeret og vendt
korrekt på røret, skal du fortsætte og stramme
begrænsningsskruerne. (Se strammesekvensen
på fi g. IV)
- Stram krydsvist indstillingsskruerne en
smule på den ene side uden at komme op på
tilspændingsmomentet.
- Stram den anden side på samme måde.
FI
- Stram de 8 indstillingsskruer med
tilspændingsmomentet (se tabel).
1. Skru én indstillingsskrue (ØT) af på hver side af den
2. Træng gennem røret via de 2 frie huller på lejetappen
3. Genindsæt de to indstillingsskruer for at sætte røret
MONTERINGSHOLDER FOR MIDTERSTE LEJETAP
- Holderen muliggør montering i henhold til (fi g. VI).
- Smør fedt på drejetappens akser før monteringen.
- Fastgør holderne med den midterste lejetap monteret,
så justeringen er korrekt.
MEKANISK LÅSNING (fi g. V)
midterste lejetap, og fjern skruen. (fi g. Va, 1 - 7)
(ØTp). Se tabel (fi g. Va) for boredybde H.
på plads og herved sikre perfekt blokering mellem
røret og befæstningen, og stram til det specifi cerede
tilspændingsmoment. (fi g. Vb)
DK
10 11
515137-001515137-001

MT4 CENTRE TRUNNION
MT4 CENTRE TRUNNION
A instalação do munhão central MT4 nos cilindros
449-453 permite escolher a posição. O munhão central
desliza ao longo do tubo para permitir o ajuste nas
instalações. Por este motivo, é fornecido desbloqueado.
MONTAGEM DO MUNHÃO CENTRAL
1. Verifi que se os eixos do munhão têm a orientação
correta (fi g. I).
Utilize as ferramentas adequadas para garantir que
este está perpendicular ao cilindro.
Duas orientações: eixos do munhão central
perpendiculares às portas do ar (opção MT4),
paralelos às portas de ar (opção MS4)
2. Ajuste o munhão central para a posição pretendida
ao longo da cuba. (dimensão XV) (fi g. IIa - IIb)
3. Aperte manualmente os 4 parafusos de um lado,
para que o lado oposto fi que em contacto com
o tubo. (fi g. IIIa)
4. Desaparafuse estes 4 parafusos meia volta e aperte
manualmente os parafusos no lado oposto. (fi g. IIIb)
5. Com o munhão central posicionado e orientado no
tubo, aperte os parafusos de restrição. (Consulte
a sequência de aperto fi g. IV)
- Aperte ligeiramente os parafusos de fi xação
transversalmente de um lado, sem alcançar o binário.
- Aperte o outro lado da mesma forma.
- Aplique o binário nos 8 parafusos de fi xação
(ver tabela).
1. Desaparafuse e remova um parafuso de fi xação
2. Fure o tubo através dos 2 orifícios livres do munhão
3. Reintroduza os dois parafusos de fi xação para ligar
- Os suportes permitem a montagem correta de acordo
com (fi g. VI).
- Lubrifi que os eixos do munhão antes da montagem.
- Fixe os suportes com o munhão central montado
para garantir o alinhamento adequado.
FIXAÇÃO MECÂNICA (Fig. V)
(ØT) em cada lado do munhão central. (fi g. Va, 1 - 7)
(ØTp). Consulte a tabela (fi g. Va) para saber a
profundidade de perfuração H.
o tubo para garantir o bloqueio perfeito entre o tubo
e a fi xação e aperte com o binário indicado. (fi g. Vb)
MONTAGEM DE SUPORTES PARA O MUNHÃO
CENTRAL
Είναι δυνατή η επιλογή της θέσης του κεντρικού
πλαισίου άρθρωσης MT4 σε κυλίνδρους 449-453. Το
κεντρικό πλαίσιο άρθρωσης ολισθαίνει κατά μήκος
του σωλήνα προκειμένου να είναι δυνατή η επιτόπου
ρύθμιση. Για το λόγο αυτό, παραδίδεται χωρίς να έχει
στερεωθεί.
ΣΥΝΑΡΜΟΛΟΓΗΣΗ ΤΟΥ ΚΕΝΤΡΙΚΟΥ ΠΛΑΙΣΙΟΥ
1. Βεβαιωθείτε ότι οι άξονες του πλαισίου άρθρωσης
βρίσκονται στο
Χρησιμοποιήστε το κατάλληλο εργαλείο προκειμένου
να φροντίσετε να είναι κάθετο προς τον κύλινδρο.
Δύο προσανατολισμοί: οι άξονες του κεντρικού
πλαισίου άρθρωσης κάθετοι προς τις θυρίδες αέρα
(επιλογή MT4), παράλληλοι προς τις θυρίδες αέρα
(επιλογή MS4)
2. Ρυθμίστε το κεντρικό πλαίσιο άρθρωσης στην
επιθυμητή θέση κατά μήκος του σωλήνα. (διάσταση
XV) (Σχ. IIa - IIb)
3. Σφίξτε με το χέρι τις 4 βίδες στη μία πλευρά με τέτοιο
τρόπο ώστε η αντιδιαμετρική πλευρά να είναι σε
επαφή με τον σωλήνα. (Σχ. IIIa)
4. Ξεβιδώστε αυτές τις 4 βίδες κατά μισή στροφή και
σφίξτε με το χέρι τις βίδες στην άλλη πλευρά. (Σχ. IIIb)
5. Με το κεντρικό πλαίσιο άρθρωσης τοποθετημένο και
προσανατολισμένο επάνω στο σωλήνα, συνεχίστε
με το σφίξιμο των βιδών συγκράτησης. (βλ.
PT
διαδικασία σύσφιξης Σχ. IV)
- Σφίξτε ελαφρώς και χιαστί τις ρυθμιστικές βίδες στη
μία πλευρά, χωρίς να σφίξτε μέχρι την απαιτούμενη
ροπή.
- Σφίξτε με τον ίδιο τρόπο την άλλη πλευρά.
- Εφαρμόστε ροπή στις 8 ρυθμιστικές βίδες (βλ. πίνακα).
1. Ξεβιδώστε και αφαιρέστε μια ρυθμιστική βίδα (ØT)
σε κάθε πλευρά του κεντρικού πλαισίου άρθρωσης.
(Σχ. Va, 1 - 7)
2. Τρυπήστε το σωλήνα από τις 2 ελεύθερες οπές του
πλαισίου άρθρωσης (ØTp). Βλ. πίνακα (Σχ. Va) για
διάτρηση σε βάθος H.
3. Εισαγάγετε ξανά τις δύο ρυθμιστικές βίδες
την σπειροτόμηση του σωλήνα, προκειμένου να
εξασφαλιστεί τέλεια συναρμογή ανάμεσα στο
σωλήνα και την πρόσδεση και σφίξτε με την
απαιτούμενη ροπή. (σχ. Vb)
ΒΑΣΕΙΣ ΣΤΗΡΙΞΗΣ ΓΙΑ ΤΟ ΚΕΝΤΡΙΚΟ ΠΛΑΙΣΙΟ
- Οι βάσεις επιτρέπουν στερέωση σύμφωνα με το (σχ. VI).
- Γρασάρετε τους άξονες του κεντρικού πλαισίου
άρθρωσης πριν από την τοποθέτηση.
- Στερεώστε τις βάσεις με το κεντρικό πλαίσιο
άρθρωσης τοποθετημένο, προκειμένου να
εξασφαλιστεί η σωστή ευθυγράμμιση.
ΑΡΘΡΩΣΗΣ
σωστό προσανατολισμό (σχ. I).
ΜΗΧΑΝΙΚΗ ΑΣΦΑΛΙΣΗ (Σχ. V)
ΑΡΘΡΩΣΗΣ
για
GR
Upevnění středového otočného čepu MT4 na
pneumatické válce řad 449-453 umožňuje volbu
polohy. Středový otočný čep lze posouvat po plášti
válce a seřídit jeho polohu přímo na místě použití.
Z tohoto důvodu se dodává neblokovaný.
MONTÁŽ STŘEDOVÉHO OTOČNÉHO ČEPU
1. Zkontrolujte správnou orientaci os otočného čepu
(obr. I).
Pomocí vhodných nástrojů zajistěte, aby
válci v kolmé poloze.
Dvě orientace: osy středového čepu kolmo ke
vzduchovým kanálům (varianta MT4), rovnoběžně
ke vzduchovým kanálům (varianta MS4)
2. Seřiďte středový otočný čep na válci do požadované
polohy. (rozměr XV) (obr. IIa - IIb)
3. Ručně utáhněte čtyři šrouby na jedné straně
takovým způsobem, aby byla protější strana
v kontaktu s pláštěm válce. (obr. IIIa)
4. Tyto čtyři šrouby odšroubujte na půl otáčky a ručně
utáhněte šrouby na protější straně. (obr. IIIb)
5. Je-li středový otočný čep seřízen do polohy
a orientován požadovaným způsobem, pokračujte
utažením stavěcích šroubů. (viz postup utahování
na obr. IV)
- Aniž byste dosáhli utahovacího momentu, utáhněte
mírně stavěcí šrouby v křížové poloze na jedné
straně.
- Stejným způsobem utáhněte šrouby na druhé straně.
- Utáhněte na utahovací moment u všech 8 šroubů
(viz tabulka).
MECHANICKÉ UPEVNĚNÍ (Obr. V)
1. Odšroubujte a vyjměte jeden stavěcí šroub (ØT)
na každé straně středového otočného čepu.
(obr. Va, 1 - 7)
2. Provrtejte plášť válce za použití 2 volných otvorů
středového otočného čepu (ØTp). Hloubka vrtání H
je uvedena v tabulce (obr. Va).
3. Vyjmuté stavěcí šrouby
abyste pronikli až do pláště válce a zajistili tak
dokonalé upevnění pláště a čepu, poté utáhněte na
požadovaný utahovací moment. (obr. Vb)
MONTÁŽ OPĚR STŘEDOVÉHO OTOČNÉHO ČEPU
- Opěry umožňují montáž dle vyobrazení (obr. VI).
- Před montáží proveďte lubrikaci os otočného čepu.
- Opěry upevňujte j
otočným čepem, abyste zajistili řádné nastavení
polohy.
vraťte opět na své místo,
iž s namontovaným středovým
byl vůči
Montaż czopa środkowego MT4 na cylindrach 449-453
umożliwia wybór pozycji. Czop środkowy przesuwa się
wzdłuż rury, umożliwiając dopasowanie na miejscu.
Dlatego też jest on dostarczany odblokowany.
MONTAŻ CZOPA ŚRODKOWEGO
1. Sprawdź, czy osie czopa są prawid
(rys. I).
Zastosuj odpowiednie oprzyrządowanie, aby
zapewnić pozycję prostopadłą do cylindra.
Dwa kierunki: osie czopa środkowego prostopadle
do wylotu kanałów powietrza (opcja MT4),
równolegle do wylotu kanałów powietrza
(opcja MS4)
2. Dostosuj czop środkowy do żądanego położenia
wzdłuż bębna. (wymiar XV) (rys. IIa - IIb)
3. Ręcznie dokręć 4 śruby po jednej stronie, w taki
sposób, by strona przeciwległa dotykała rury.
(rys. IIIa)
4. Następnie odkręć te 4 śruby o pół obrotu i ręcznie
dokręć śruby po przeciwnej stronie. (rys. IIIb)
5. Kiedy czop środkowy zostanie ustawiony i
odpowiednio skierowany na rurze, przejdź do
dokręcania śrub ograniczających. (patrz rysunek
sekwencji dokręcania rys. IV)
- Lekko dokręć poprzecznie śruby ustalające po jednej
stronie, bez osiągnięcia momentu obrotowego.
- Dokręć śruby znajdujące się z drugiej strony w ten
CZ
sam sposób.
- Zastosuj moment obrotowy w 8 śrubach ustalających
(patrz tabela).
BLOKADA MECHANICZNA (Rys. V)
1. Odkręć i usuń jedną śrubę ustala
stronach czopa środkowego. (rys. Va, 1 - 7)
2. Przewierć rurę przez 2 wolne otwory czopa (ØTp).
W tabeli (rys. Va) sprawdź głębokość wiercenia H.
3. Ponownie wprowadź dwie śruby ustalające, by
zapewnić optymalne blokowanie między rurą
a zamocowaniem i dokręcić do żądanego momentu
obrotowego. (rys. Vb)
MONTAŻ WSPORNIKA CZOPA ŚRODKOWEGO
- Wsporniki umożliwiają montaż zgodny z (rys.
- Nasmaruj osie czopa przed montażem.
- Zamocuj wsporniki z zamontowanym czopem
środkowym, by zapewnić odpowiednie dostosowanie.
łowo skierowane
jącą (ØT) po obu
PL
VI).
12 13
515137-001515137-001

MT4 CENTRE TRUNNION
MT4 CENTRE TRUNNION
Az MT4-es központi csőcsap 449-453-as hengerre való
csatlakoztatása lehetővé teszi a hely kiválasztását.
A központi csőcsap mozgatható a csövön, hogy
lehetővé tegye a helyi pozíció igazítást. E miatt
reteszelés nélkül szállítják.
A KÖZPONTI CSŐCSAP FELSZERELÉSE
1. Ellenőrizze, hogy a csőcsap megfelelően legyenek
beállítva (I ábra).
A hengerrel való derékszög bi
megfelelő eszközt.
Két fajta tájolás: a központi csőcsap tengelyei
derékszögben a lég portokkal (MT4 opció),
párhuzamosan a lég portokkal (MS4 opciók)
2. Állítsa be a központi csőcsapot a kívánt helyzetbe
a hengeren. (XV-os méret) (IIa - IIb. ábra)
3. Kézileg húzza meg az egyig felen található
4 csavart, oly módon, hogy az ellenkező fele
kontaktusban maradjon a csővel. (IIIa. ábra)
4. A 4 csavart kézileg csavarja ki egy-egy fél fordulattal
és szintén kézileg csavarja be a másik oldalon lévő
csavarokat. (IIIb. ábra)
5. Ha a központi csőcsap megfelelőn helyen és
irányban van a csövön, húzza meg a korlátozó
csavarokat. (a meghúzási szekvenciát lásd a IV.
ábrán)
- Kissé szorítsa meg az átellenesen helyezkedő
rögzítő csavarokat egyik oldalon, anélkül, hogy elérné
a nyomatékot.
- Húzza meg a csavarokat a másik oldalon is.
- Alkalmazza a szükséges nyomatékot a 8 rögzítő
csavart (lásd a táblázatot).
MECHANIKUS RETESZELÉS (V. ábra)
1. Csavarjon ki és távolítson el egy-egy rögzítő
csavart (ØT) a központi csőcsap mindkét oldaláról.
(Va, 1 - 7-es ábrák)
2. Fúrja át a csövet a csőcsapon lévő 2 üres lyukon
ke
resztül (ØTp). Lásd a H fúrási mélységet
a táblázaton (Va ábra).
3. Te gye vissza a két rögzítő csavart, hogy biztosítsa
a tökéletes reteszelést a cső és a szükséges
nyomatékkal való megszorítást. (Vb ábra)
A KÖZPONTI CSŐCSAP FELSZERELÉSHEZ
- A rögzítők lehetővé teszik a felszerelést az ábrának
megfelelően (VI. á
- Felszerelés előtt zsírozza meg a csőcsap tengelyeit.
- Rögzítse a rögzítőket a felszerelt központi
csőcsappal, hogy biztosítsa a megfelelő illeszkedés
érdekében.
VALÓ RÖGZÍTŐK
bra).
ztosítására használjon
При установке центральной опорной цапфы MT4
на цилиндры 449-453 возможен выбор положения
цапфы. Центральную опорную цапфу можно
сдвигать по трубе для регулировки на месте
установки. По этой причине опорная цапфа
поставляется в незаблокированном виде.
СБОРКА ЦЕНТРАЛЬНОЙ ОПОРНОЙ ЦАПФЫ
1. Проверьте правильность ориентации осей
опорной цапфы (рис. I).
Для достижения перпендикулярности осей цилиндру
используйте соответствующие инструменты.
Две ориентации: оси центральной опорной
цапфы перпендикулярны воздушным каналам
(опция MT4), параллельны воздушным каналам
(опция MS4)
2. Отрегулируйте положение центральной опорной
цапфы на барабане. (размер XV) (рис. IIa - IIb)
3. Вручную затяните 4 винта с одной стороны
таким образом, чтобы противоположная сторона
касалась трубы. (рис. IIIa)
4. Отвинтите эти 4 винта на пол оборота и вручную
затяните винты на противоположной стороне.
(рис. IIIb)
5. Задав позицию и ориентацию центральной
опорной цапфы на трубе, переходите к затяжке
ограничивающих винтов. (последовательность
затяжки см. на рис. IV)
HU
- Слегка затяните в перекрестном порядке
установочные винты с одной стороны, не
применяя целевой момент затяжки.
- Аналогичным образом затяните винты с другой
стороны.
- Примените целевой момент затяжки ко всем
8 установочным винтам (см. таблицу).
МЕХАНИЧЕСКАЯ БЛОКИРОВКА (Рис. V)
1. Выкрутите и извлеките по одному установочному
винту (ØT) с каждой стороны центральной
опорной цапфы. (рис. Va, 1 - 7)
2. Просверлите трубу через 2 свободных отверстия
в опорной цапфе (ØTp). Данные по глубине
сверления H см. в таблице (рис. Va).
3. Вставьте два
чтобы полностью зафиксировать крепеж на
трубе, затем затяните винты с требуемым
моментом затяжки. (рис. Vb)
МОНТАЖНЫЕ ОПОРЫ ДЛЯ ЦЕНТРАЛЬНОЙ
- Опоры позволяют выполнять установку
в соответствии с (рис. VI).
- Перед установкой смажьте оси опорной цапфы.
- Закрепите опоры на установленной центральной
опорной цапфе, чтобы обеспечить надлежащее
размещение.
извлеченных установочных винта,
ОПОРНОЙ ЦАПФЫ
RU
MT4 орталық шетмойнын 449-453 цилиндрлеріне
бекіту позицияны таңдауға мүмкіндік береді.
Орнында реттеуге мүмкіндік беру үшін орталық
шетмойын түтік бойымен сырғиды. Осы себептен
құрсауланбаған күйінде жеткізіледі.
ОРТАЛЫҚ ШЕТМОЙЫНДЫ ЖИНАУ
1. Шетмойын біліктері дұрыс бағытталғанын
тексеріңіз (I сурет).
Цилиндрге перпендикуляр екеніне көз жеткізу
үшін тиісті құралдарды пайдаланыңыз.
Екі бағыт бар: орталық шетмойын біліктері ауа
саңылауларға перпендикуляр (MT4
өткізетін
опциясы), ауа өткізетін саңылауларға параллель
(MS4 опциясы)
2. Орталық шетмойынды корпус бойымен қажетті
позицияға дейін реттеңіз. (XV өлшемі) (IIa - IIb
суреті)
3. Қарама-қарсы жағы түтікке тиетіндей етіп 4
бұранданы бүйірлік жаққа қолмен бекемдеңіз.
(IIIa суреті)
4. 4 бұранданы жартылай айналымға бұрап
шығарыңыз жəне бұрандаларды қарама-қарсы
жағына қолмен бекемдеңіз. (IIIb суреті)
5. Түтікке орнатылған жəне бағытталған орталық
шетмойын арқылы шектеу бұрандаларын əрі
қарай бекемдеңіз. IV суреттегі бекемдеу ретін
қараңыз)
- Орнату бұрандаларын бекіту моментіне жетпестен
көлденеңінен сəл бекемдеңіз.
- Екінші жағын дəл солай бекемдеңіз.
- 8 орнату бұрандасын тартыңыз (кестені қараңыз).
МЕХАНИКАЛЫҚ ҚҰЛЫП (V сурет)
1. Орталық шетмойынның əр жағындағы орнату
бұрандасын (ØT) бұрап алыңыз. (Va
2. Түтікті шетмойынның (ØTp) 2 бос саңылауы
арқылы тесіңіз. H бұрғылау тереңдігі үшін кестені
қараңыз (Va суреті).
3. Түтік арасы мінсіз бұғатталу жəне бекітілу
мақсатында түтікті басу үшін екі орнату
бұрандасын қайта енгізіңіз жəне қажетті бекіту
моментіне дейін бекемдеңіз. (Vb суреті)
ОРТАЛЫҚ ШЕТМОЙЫН ҮШІН
- Тіреуіштер (VI суреті) сəйкес орнатуға мүмкіндік
береді.
-
Орнатпас бұрын шетмойын біліктерін майлаңыз.
- Тиісті түрде туралау үшін орнатылған тіреуіштерді
орталық шетмойынмен бекітіңіз.
ТІРЕУІШТЕРДІ ОРНАТУ
суреті, 1 - 7)
KZ
-
14
515137-001
Poligono Brazomar s/n – 39700 Castro Urdiales - Cantabria
Tel. (34) 942 876 100 - Fax (34) 942 863 323
e-mail: webmaster.asconumatics.es@emerson.com
ASCO Numatics, S.A.
web:www.asconumatics.eu
15

16 17
515137-001515137-001

18 19
515137-001515137-001

20 21
515137-001515137-001
 Loading...
Loading...