


CSK4000
TOCHAS DE GOIVAGEM MA
NUAL POR ARCO ARCARBONO
CSK4000
Manual de operção
Português
(Portuguese)
Revisão: AC Data de Emissão: Oct 7, 2015 Número do Manual: 89250028PT

NÓS VALORIZAMOS SEU NEGÓCIO!
Parabéns por receber o seu novo produto Arcair®. Estamos orgulhosos de tê-lo
como nosso cliente e nos esforçamos para fornecer a você o melhor serviço e
suporte da indústria. Este produto é apoiado por nossa ampla garantia e rede de
serviços em todo o mundo.
Sabemos que você se orgulha de seu trabalho e nos sentimos privilegiados em lhe
fornecer este produto de alto desempenho que irá ajudá-lo a fazer seu trabalho.
Há mais de 60 anos a Arcair fornece produtos de qualidade em que você pode
conar quando sua reputação está em jogo.
VOCÊ ESTÁ EM BOA COMPANHIA!
Arcair é uma marca global de produtos de corte da ESAB. Nós nos distinguimos
de nossos concorrentes pela inovação líder de mercado e produtos realmente
conáveis que resistirão às provas do tempo.
Nós nos esforçamos para melhorar sua produtividade, eciência e desempenho
em soldagem para que você se supere no trabalho. Desenvolvemos produtos
com o soldador em mente, entregando características avançadas, durabilidade,
facilidade de uso e conforto ergonômico.
Acima de tudo, estamos comprometidos com um ambiente de trabalho mais
seguro dentro da indústria de soldagem. Sua satisfação com este produto e sua
operação segura é a nossa maior preocupação. Reserve algum tempo para ler o
Manual inteiro, especialmente as precauções de segurança.

AVISO
!
Arcair® Tochas De Goivagem Manual Por Arco Ar-Carbono CSK4000
Manual de operção
Número de guia no Manual de operação: 89250028PT
Publicado por:
ESAB Group Inc.
2800 Airport Rd.
Denton, TX. 76208
940-566-2000
www.esab.com/Arcair
Direitos Autorais © 2015, 2016 ESAB Todos os direitos reservados.
Leia e compreenda todo este Manual e as práticas de segurança dos seus funcionários antes de
instalar, operar ou realizar a manutenção do equipamento.
Embora as informações contidas neste Manual representem o melhor julgamento do fabricante, O
Fabricante não assume nenhuma responsabilidade pelo seu uso.
A reprodução deste trabalho, no todo ou em parte, sem permissão por escrito do editor é proibida.
O editor não assume e renuncia qualquer responsabilidade perante qualquer parte por qualquer
perda ou dano causado por qualquer erro ou omissão neste Manual, onde tais erros resultem de
negligência, acidente ou qualquer outra causa.
Especicação de Material para impressão consulte o documento 47X1920
Data de publicação: January 15, 2015
Data de revisão: Oct 7, 2015

CERTIFIQUE-SE DE QUE ESTAS INFORMAÇÕES CHEGUEM
VOCÊ PODE OBTER MAIS CÓPIAS ATRAVÉS DE SEU FORNECEDOR.
ATÉ O OPERADOR.
CUIDADO
Estas INSTRUÇÕES são para operadores com experiência.
Caso não esteja familiarizado com as normas de operação e
práticas de segurança para solda elétrica e equipamento de
corte, recomendamos que leia nosso folheto, “Formulário 52529 de Precauções e Práticas de Segurança para Solda Elétrica, Corte e Goivagem”. NÃO permita que pessoas sem treinamento façam a instalação, operação ou a manutenção deste
equipamento. NÃO tente instalar ou operar este equipamento
até que tenha lido e compreendido completamente as instruções. Caso não as compreenda, contate seu fornecedor para
maiores informações. Certique-se de ter lido as Precauções
de Segurança antes de instalar ou operar este equipamento.
RESPONSABILIDADE DO USUÁRIO
Este equipamento após ser instalado, operado, feito a manutenção e reparado de acordo com as
instruções fornecidas, operará conforme a descrição contida neste Manual acompanhando os rótu-
los e/ou folhetos e deve ser vericado periodicamente. O equipamento que não estiver operando de
acordo com as características contidas neste Manual ou sofrer manutenção inadequada não deve
ser utilizado. As partes que estiverem quebradas, ausentes, Gástas, alteradas ou contaminadas
devem ser substituídas imediatamente. Para reparos e substituição, recomenda-se que se faça um
pedido por telefone ou por escrito para o Distribuidor Autorizado do qual foi comprado o produto.
Este equipamento ou qualquer uma de suas partes não deve ser alterado sem a Autorização do
fabricante. O usuário deste equipamento se responsabilizará por qualquer mal funcionamento que
resulte em uso impróprio, manutenção incorreta, dano, ou alteração que sejam feitas por qualquer
outro que não seja o fabricante ou de um serviço designado pelo fabricante.
!
LEIA E COMPREENDA O Manual DE INSTRUÇÕES ANTES DE INSTALAR
OU OPERAR A MÁQUINA.
PROTEJA OS OUTROS E A SI MESMO!


ÍNDICE
SEÇÃO 1: INTRODUÇÃO .................................................................................... 1
1.01 Corte/goivagem por arco ar-carbono ......................................................1
1.02 Histórico ..................................................................................................1
1.03 Aplicações ..............................................................................................2
1.04 O "MELHOR" cou ainda melhor... .........................................................2
SEÇÃO 2: SEGURANÇA E SAÚDE.....................................................................3
2.01 Precauções de segurança ......................................................................3
SEÇÃO 3: Como usar este Manual .................................................................... 5
3.01 Como usar este Manual .........................................................................5
3.02 Recebimento do equipamento ................................................................5
Seção 4: INSTALAÇÃO .......................................................................................7
4.01 Instalar o cabo de alimentação DC de soldadura e a mangueira de
ar para o conector de energia e ar .................................................................7
4.02 Conectando-se a CC ou a fontes de alimentação de soldagem CA ......9
SEÇÃO 5: Solução de Problemaas .................................................................... 12
SEÇÃO 6: PEÇAS DE REPOSIÇÃO ....................................................................15
6.01 PEÇAS DE REPOSIÇÃO DA TOCHA CSK4000 ....................................15
DECLARAÇÃO DE GARANTIA...............................................VERSO DA CONTRACAPA

SEÇÃO 1: INTRODUÇÃO
1.01 Corte/goivagem por arco ar-carbono
O processo de arco ar-carbono (CAC-A) remove metais sicamente, mas não quimicamente como no corte oxicombustível (OFC). A goivagem ou corte ocorre quando há calor intenso do arco entre o eletrodo de carbono e a
peça, derretendo parte da peça de trabalho. Simultaneamente, o ar passa pelo arco de forma rápida o suciente
para remover o material fundido.
O processo de arco ar-carbono não requer oxidação para manter o corte, por isso, ele pode goivar ou cortar metais que o processo OFC não é capaz. Metais mais comuns (ex., aço de carbono, aço inoxidável, diversas ligas de
cobre e ferros fundidos) podem ser cortados usando o processo de arco ar-carbono. A taxa de remoção de metais
depende da taxa de fusão e do quão eciente é a remoção do metal fundido por jato de ar. Durante o processo, o
ar deve elevar o metal fundido afastando-o do arco antes que o metal solidique.
1.02 Histórico
A goivagem por arco ar-carbono iniciou nos anos 40, evoluindo do processo já existente de corte por arco-carbono. Myron Stepath, um engenheiro de soldagem, desenvolveu a goivagem por arco ar-carbono para remover
várias centenas de pés de aço inoxidável soldado, plano e rachado.
Anteriormente, o corte por arco de carbono removia as soldas e cabeças de rebites defeituosas na parte de cima
e na Vertical. O arco de carbono fundia o metal, em seguida, a gravidade removia o metal fundido.
Stepath argumentou que um jato de ar poderia fornecer força suciente para remover metais em superfícies
planas. Por isso, ele experimentou um arco de carbono com eletrodo negativo e de corrente contínua, com
um segundo operador direcionando um jato de ar através do injetor de ar na poça fundida. No entanto, esta
tentativa não foi bem-sucedida, pois o arco era muito menos estável do que um arco por soldagem de carbono.
Por isso, Stepath experimentou um arco de eletrodo positivo, de corrente contínua, e o resultado foi a goivagem
por arco ar-carbono.
Em 1948, Myron Stepath apresentou a primeira tocha por arco ar-carbono da indústria de soldagem. Em 1949,
Stepath e dois sócios fundaram a empresa Arcair.
Já não eram necessários dois operadores. O ar comprimido agora passou pela tocha e saiu por baixo do eletrodo.
Esta nova ferramenta economizou tempo em trabalhos de solda de goivagem posterior, remoção de rachaduras
e reparo de defeitos de solda em carbono, ligar e aço inoxidável. Anteriormente, essas tarefas eram realizadas
por esmerilhamento ou cinzelamento.
Atualmente, o princípio básico permanece o mesmo, mas com equipamentos melhorados e um número ampliado de aplicações.
1

1.03 Aplicações
A indústria adotou com entusiasmo a goivagem por arco ar-carbono e descobriu diversos usos para este
processo na fabricação de metal e na fundição de acabamento, na tecnologia do setor petrolífero e químico, na
construção, na mineração, assim como em reparos gerais e manutenção.
As tochas e eletrodos Arcair são usados em todo o mundo para goivar, sulcar, cortar ou remover metais de uma
superfície.
O processo de arco ar-carbono é exível, eciente e econômico com praticamente todos os metais: aço de
carbono, aço inoxidável e outras ligas ferrosas; ferro fundido cinzento, maleável e dúctil; alumínio; níquel; ligas
de cobre e outros metais não ferrosos.
1.04 O "MELHOR" cou ainda melhor...
A Arcair está revolucionando o setor com seus conjuntos de cabos de tocha em termos de energia e design de
conexão de ar.
Desde a invenção do processo de arco ar-carbono em 1949, a tocha e o cabo sempre usaram uma borracha
moldada como uma "capa" para proteger os cabos e ligações elétricas e evitando o arqueamento contra a
superfície de trabalho aterrada. O formato desta capa inclui uma extremidade retangular grande e aberta
que dá espaço suciente para o cabo de alimentação e a mangueira de ar se conectarem ao cabo da tocha.
No entanto, a capa pode expor a conexão de energia à superfície do trabalho aterrado se ele não estiver
devidamente instalado e mantido no lugar por cima da conexão.
Agora, o design melhorado da capa encapsula a conexão de ar/alimentação, eliminando a possibilidade de
arqueamento acidental. Pode aceitar um cabo de soldagem de 4/0 da fonte de alimentação e um conjunto de
mangueira de ar com diâmetro de ¾", que fornece corrente e ar comprimido.
Este novo Modeloo de capa é moldado a partir de um material rígido de bra de náilon reforçada, capaz de
resistir o desGáste do uso diário em uma ocina de fabricação.
2
SEÇÃO 2: SEGURANÇA E SAÚDE
2.01 Precauções de segurança
Os usuários dos equipamentos Arcair, uma mArcoa ESAB, têm a responsabilidade nal de
garantir que qualquer pessoa que trabalha com os equipamentos ou próxima deles obedece a todas as precauções de segurança relevantes. As precauções de segurança devem
atender aos requisitos aplicáveis a este tipo de corte ou remoção de metais. As recomendações a seguir devem ser seguidas, além dos regulamentos padrões aplicáveis ao local de
trabalho.
Todo o trabalho deve ser realizado por pessoal treinado bem familiarizado com a operação
do equipamento de corte com Plasma ou soldagem. A operação incorreta do equipamento
pode levar a situações perigosas que podem resultar em lesões para o operador e danos ao
equipamento.
1. Qualquer pessoa que use equipamento de soldadura ou corte por Plasma tem que estar
familiarizada com:
- o seu funcionamento
- a sua função
- as precauções de segurança relevantes
- corte e remoção de metais
2. O operador tem que se assegurar de que:
- não haja nenhuma pessoa não Autorizada situada dentro da área de trabalho do
equipamento durante a partida.
- ninguém esteja desprotegido quando salte o arco.
3. O local de trabalho tem que:
- ser apropriado para a nalidade
4. Equipamento de segurança pessoal:
- Use sempre o equipamento de segurança pessoal recomendado, tal como óculos de
segurança, roupa à prova de chama, e luvas de segurança.
- Não use acessórios soltos tais como cachecol, pulseiras, anéis, etc., que possam prender-se ou causar queimaduras.
5. Precauções Gerais:
- Equipamento de extinção de incêndios tem que estar claramente mArcoado e perto
do usuário.
Eliminação de equipamento electrónico nas instalações de reciclagem!
De acordo com a Directiva Europeia 2002/96/CE relativa a resíduos
de equipamentos eléctricos e electrónicos e respectiva implementação em conformidade com o direito nacional, o equipamento eléctrico
e/ou electrónico que atingiu o m da sua vida útil deve ser eliminado
em instalações de reciclagem.
Como responsável pelo equipamento, faz parte das suas funções
informar-se sobre estações de recolha aprovadas.
Para mais informações, contacte o revendedor mais perto de si.
Para mais informações, entre em contato com a concessionária mais próxima Arcair.
3

AVISO
CUIDADO
CUIDADO
CUIDADO
CHOQUES ELÉTRICOS – Podem matar.
- Instale e ligue à terra a máquina de soldagem de acordo com as normas aplicáveis.
- Não toque em peças ou eletrodos que estejam ligados à corrente elétrica com a pele, luvas
úmidas ou roupas úmidas.
- Trate de se manter isolado da terra e da peça em que está a trabalhar.
- Assegure-se de que a sua postura de trabalho é segura.
FUMAÇAS E GÁSES – Podem ser perigosos para a sua saúde.
- Mantenha sua cabeça longe da fumaça.
- Use ventilação, ex tração ou ambas no arco, para retirar fumaças, vapores e Gáses para fora da
zona da sua respiração e da área em geral.
RAIOS DO ARCO – Podem danicar os olhos e queimar a pele.
- Proteja os seus olhos e o seu corpo. Use a tela de remoção de metal e lentes ltrantes corretas e vista roupas de proteção.
- Proteja os espectadores com máscaras ou cortinas apropriadas.
PERIGO DE INC ÊNDIO
- Faíscas (escória) podem causar incêndios. Portanto, certique-se de que não haja materiais
inamáveis perto.
RUÍDO – Ruído excessivo pode danicar a audição.
- Proteja os seus ouvidos. Use protetores auriculares ou outras proteções para os ouvidos.
- Avise os espectadores sobre este risco.
MAU FUNCIONAMENTO – Peça a assistência de um especialista em caso de mau funcionamento.
A soldadura e o corte por Plasma podem causar ferimentos
a si ou a outras pessoas. Tome precauções quando soldar
ou cortar. Pergunte sobre as práticas de segurança do seu
empregador, que deverão estar baseadas nos dados de
perigo do fabricante.
Leia e compreenda o Manual de instruções antes da instalação ou operação.
AVISO
4
Proteja os outros e a si mesmo!
Não use a fonte de alimentação para descongelar tubos congelados.
Um equipamento de classe A não foi projetado para uso em
locais residenciais onde a energia elétrica é fornecida por um
sistema público de fornecimento com baixa tensão. Podem
surgir diculdades para garantir a compatibilidade eletromagnética dos equipamentos de Classe A nesses locais, devido a distúrbios condutivos e de irradiação.
Este produto foi feito apenas para corte por Plasma. Qualquer
outro uso poderá resultar em ferimentos pessoais e/ou danos ao
equipamento.
Leia e compr eenda o Manual de ins truções antes da instalação ou operação.
!

SEÇÃO 3: COMO USAR ESTE MANUAL
!
3.01 Como usar este Manual
Para garantir uma operação segura, leia o Manual inteiro, incluindo o capítulo de segurança
e avisos.
Ao longo deste Manual, as palavras AVISO, CUIDADO, PERIGO e OBSERVAÇÃO podem
aparecer. Preste especial atenção às informações fornecidas nestes pontos. Estas anotações
especiais são facilmente reconhecidos conforme a seguir:
NOTA!
Uma operação, procedimento, ou informação de fundo que requer ênfase
adicional ou pode ser útil no funcionamento ecaz do sistema.
CUIDADO
!
!
Um procedimento que, se não for devidamente realizado, pode danicar o
equipamento.
AVISO
Um procedimento que, se não for devidamente realizado, pode provocar
ferimentos no operador ou outros que se encontrem na área de operação.
PERIGO
Signica que os riscos imediatos, se não for evitada, resultará na imediata,
ferimentos pessoais graves ou perda de vida.
As cópias eletrônicas deste Manual também podem ser baixadas gratuitamente no formato
Acrobat PDF no site da Arcair listado abaixo
http://www.esab.com/Arcair
3.02 Recebimento do equipamento
Quando receber o equipamento, verique-o com o pedido para se certicar de que está
completo e inspecione os equipamentos para detetar possíveis danos devido ao transporte. Se existir algum dano, informe a transportadora imediatamente e apresente uma reclamação. Fornecer informações completas sobre reclamações de danos ou erros de envio
para o local na sua área que consta na contracapa deste Manual.
5

Página deixada em branco intencionalmente.

SEÇÃO 4: INSTALAÇÃO
4.01 Instalar o cabo de alimentação DC de soldadura e a mangueira de ar para o conector de energia e ar
Modelos Nº da peça 61-088-007 e 61-088-010
Siga estas instruções para conectar o cabo de alimentação de soldagem CC e a linha de ar comprimido diretamente ao conector de ar e de alimentação no conjunto de cabos giratórios da tocha.
1. Remova a tocha e o conjunto de cabo da embalagem e coloque o conjunto em posição reta e esticada sobre
uma mesa de trabalho ou no chão.
2. Posicione a capa moldada de maneira que seja possível acessar os quatro parafusos (4) conforme mostrado
na Figura 4-1.
Figura 4-1
3. Use uma chave de fenda de lâmina reta para remover os quatro (4) parafusos. Levante e retire a parte
superior da capa moldada do conjunto.
Figura 4-2 Figura 4-3
4. Usando um parafuso de cabeça sextavada ½"-13 x 1", posicione o parafuso para baixo para que suas roscas
corram pela lingueta com ponta dobrada do cabo de alimentação de soldagem CC e pela energia e o conector de ar no conjunto do cabo giratório. A cabeça do parafuso deve estar contra o lado plano da lingueta
com ponta dobrada conforme mostrado na Figura 4-4.
5. Coloque uma arruela de pressão de ½" sobre as roscas do parafuso e comece a rosquear uma porca ½"-13
contra a montagem.
7

Figura 4-4
6. Posicione a alimentação e o conector de ar de latão novamente na metade inferior da capa.
Figura 4-5
7. Usando o dedo indicador para aplicar uma força para cima no parafuso, aperte o conjunto para baixo.
Figura 4-6
8. Levante e retire o conjunto da parte inferior da capa para prender com segurança. Não permita que a
lingueta com ponta dobrada se mova durante a etapa nal de aperto.
Figura 4-7
9. Aperte a entrada da linha de ar comprimido com uma tubulação de rosca de 3/8" na alimentação e no
conector de ar. Esta conexão deve ser apertada com chave.
8

Figura 4-8
10. Reposicione o conjunto de cabos com o cabo de alimentação de soldagem CC e a mangueira de ar no local
na parte inferior da capa.
Figura 4-9
11. Reposicione a metade superior da capa no local e prenda com os (4) parafusos que foram removidos na
etapa 3.
Figura 4-10
12. O conjunto está agora pronto para ser usado em sua aplicação de remoção de metal.
4.02 Conectando-se a CC ou a fontes de alimentação de soldagem CA
As aplicações de goivagem normalmente usam fontes de alimentação de soldagem trifásicas, com uma tensão
de circuito aberto superior a 60 Volts, para permitir eventuais quedas de tensão no circuito.
1. Conecte o cabo de alimentação de soldagem, que está conectado ao cabo giratório da tocha, ao terminal
positivo na fonte de alimentação (CCEP ou CA). Consulte a Figura 4-11.
2. Conecte o cabo de alimentação de soldagem, que está conectado ao terminal negativo na fonte de alimen-
tação, à peça de trabalho.
9

AR COMPRIMIDO
PEÇA DE TRABALHO
)
ALIMENTAÇÃO
(POLARIDADE INVERTIDA)
CABO DO ELETRODO
(–)
Art# A-13069PT
CCEP ou CA
CABO DO
CONCÊNTRICO
CABO DO PEÇA
DE TRABALHO
(+)
ELETRODOS DE CARBONO
MAÇARICO
Figura 4-11
3. Ligue a fonte de alimentação e a fornecimento de ar à tocha de goivagem e conjunto de cabos.
4. Enquanto a válvula da tocha está aberta, ajuste a pressão de ar na tocha para o intervalo de pressões
normais entre 551,6 kPa (80 psi) e 690 kPa (100 psi); podem ser usadas pressões mais altas, mas elas não
removem o metal com mais eciência.
5. Empurre a alavanca da tocha para baixo para inserir o eletrodo de arco ar-carbono na tocha. Ao usar car-
bonos revestidos com cobre, a extremidade do carbono nu deve car para baixo e afastada da tocha. Aqui é
onde o arco será atingido entre o carbono e a peça de trabalho. Consulte a Figura 4-12.
AVISO
!
Neste ponto, o carbono está eletricamente QUENTE.
MAÇARICO
SALIÊNCIA DE NO MÁX. 17,8 CM
ELÉCTRODO
CABEÇAS DA TOCHA (+
COBRE DESCASCADO
3/4" a 2"
AR 80PSI
DESLOCAMENTO
PEÇA DE TRABALHO (-)
SEMPRE EMBAIXO DO ELETRODO
Art# A-13070PT
Figura 4-12
10

6. Prenda o eletrodo como mostrado na Figura 4-12, permitindo uma extensão máxima de 178 mm (7") a
partir da tocha. Esta extensão deve ser de 76,5 mm (3") para alumínio.
7. Ajuste a corrente de soldagem (corrente constante) ou a tensão (tensão constante), dependendo do tipo de
fonte de alimentação sendo usada, de acordo com a faixa de corrente mostrada para o diâmetro de carbono
sendo usado. Consulte a Tabela 4-1.
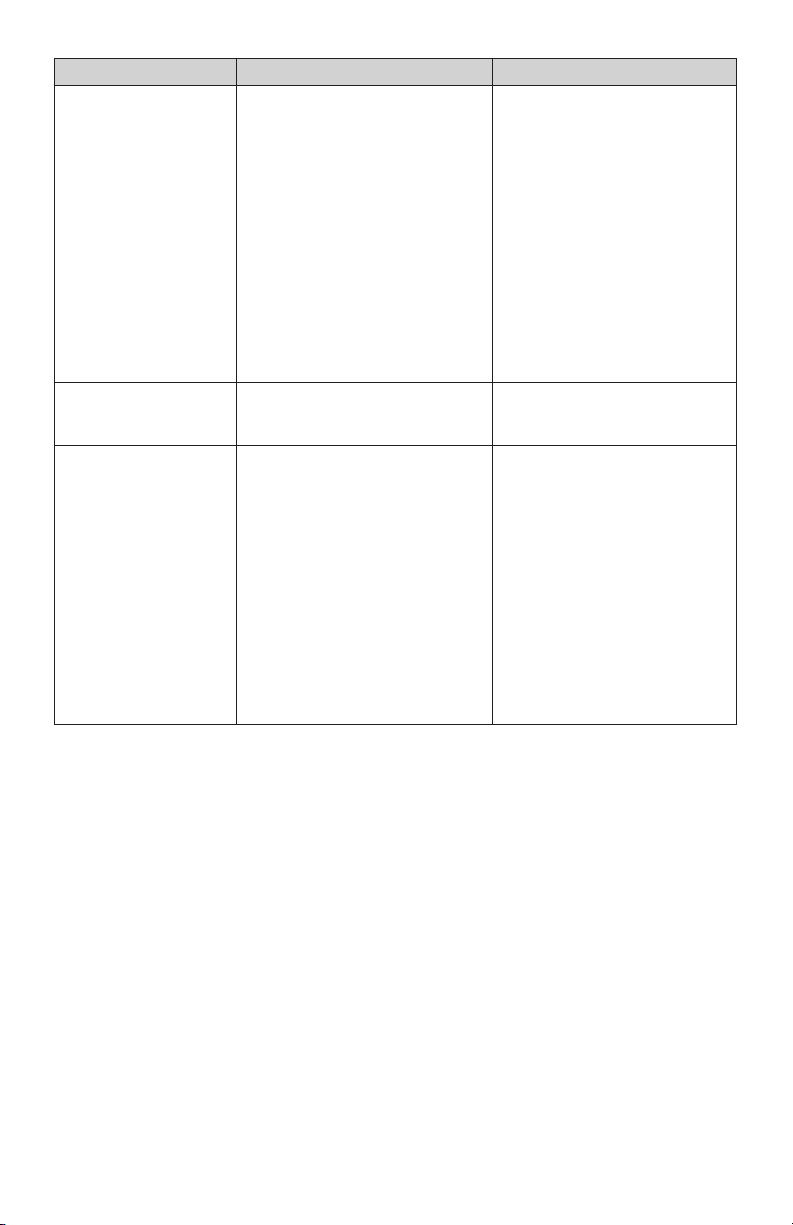
Tabela 4-1 – Faixas de corrente sugeridas (Amp) para os tipos e tamanhos de eletrodos normalmente usados
Diâmetro do eletrodo Eletrodo CCEP CC CA Eletrodo CA Eletrodo CCEN CA
in (mm) mín. – máx. mín. – máx. mín. – máx.
1/8 (3,2) 60 - 90
5/32 (4,0) 90 - 150
N/D
3/16 (4,8) 200 - 250 200 - 250 150 - 180
1/4 (6,4) 300 - 400 300 - 400 200 - 250
5/16 (7,9) 350 - 450 N/D
3/8 (9,5) 450 - 600 350 - 450 300 - 400
1/2 (12,7) 800 - 1000
5/8 (15,9) 1000 - 1250
3/4 (19,1) 1250 - 1600
1 (25,4) 1600 - 2200
N/D
3/8 (9,5) PLANO 250 - 450
5/8 (9,5) PLANO 300 - 500
8. Ligue o jato de ar antes de atingir o arco. Segure a tocha entre um ângulo de trabalho de 45˚ e 60˚, de
forma que o eletrodo se incLinha para trás na direção do deslocamento. O jato de ar varre entre o eletrodo
e a peça de trabalho, com força para remover todos os metais fundidos da ranhura.
9. Toque levemente o eletrodo na peça de trabalho para estabelecer o arco. Não recue o eletrodo quando
o arco estiver inamado. Quando a tensão do arco estiver correta e constante, o som do arco e o ar
comprimido é alto. Quando o som estiver abafado, a tensão do arco está abaixo das condições operacionais
recomendadas. A tensão normal do arco com a tocha de goivagem Manual é medida entre 35 e 50 Volts.
10. A profundidade da ranhura é controlada pela velocidade de deslocamento. É possível fazer ranhuras com
até 25 mm (1") de profundidade. No entanto, quanto maior é a ranhura, mais experiente o operador
deve ser. As velocidades lentas de deslocamento produzem ranhuras profundas e as velocidades rápidas
produzem ranhuras superciais. A largura da ranhura é determinada pelo tamanho do eletrodo usado e
é normalmente cerca de 3,2 mm (1/8") mais larga do que o diâmetro do eletrodo. É possível fazer uma
ranhura mais larga com um eletrodo pequeno oscilando-o em movimentos circulares ou de trança.
11

SEÇÃO 5: SOLUÇÃO DE PROBLEMAAS
Problema Causa Solução
Depósito grande sem carbono no início da ranhura.
Um arco instável, fazendo
com que o operador
use uma velocidade de
percurso baixa em ranhuras
superciais.
Uma ranhura irregular com
o arco oscilando de um
lado para o outro e com o
eletrodo aquecendo rapidamente.
Ação intermitente do arco
causando uma superfície
canelada irregular.
1. O operador ou não teve o cuidado
de ligar o jato de ar antes de atingir o arco ou a tocha não estava
corretamente localizada.
2. O eletrodo de carbono não está
posicionado adequadamente no
conjunto da cabeça.
1. Amperagem pouco suciente para
o diâmetro do eletrodo usado
(consulte a Tabela 2). Embora a
Amperagem mais baixa recomendada possa ser o suciente, ela
requer um operador experiente.
Uma Amperagem de gama média
é melhor.
1. O processo usado com CCEN
(eletrodo negativo).
1. A velocidade de deslocamento
estava lenta demais na goivagem
Manual. O operador possivelmente
pousa a mão em outra peça para se
equilibrar, uma tendência comum
em trabalhos de soldagem a arco
elétrico com eletrodo revestido.
Como a velocidade da goivagem
por arco ar-carbono é muito mais
rápida do que a soldagem a arco
elétrico com eletrodo revestido, a
fricção entre a mão com luva e a
peça de trabalho pode causar um
pequeno solavanco para frente e,
assim, criar uma distância entre
o eletrodo e a peça de trabalho
grande demais para manter o arco.
2. Ligação à terra fraca. 2. Inspecione as braçadeiras de
1. Ligue o ar antes de atingir o arco,
2. Assegure-se de que o eletrodo
1. Se a Amperagem desejada não
1. O processo de goivagem deve
1. O operador deve estar posi-
em seguida, o ar deve uir entre
o eletrodo e a peça de trabalho.
está apoiado na ranhura na
cabeça da tocha.
puder ser obtida a partir da fonte
de alimentação disponível, use o
próximo eletrodo de menor diâmetro ou paralelamente a duas
ou mais fontes de alimentação
de soldagem.
ser realizado com CCEP (eletrodo
positivo) sempre que possível.
Os eletrodos de corrente direta
devem ser usados com CCEP
(eletrodo positivo) em todos os
metais, exceto para algumas
ligas de cobre como Superston e
Nialite.
cionado confortavelmente de
forma que seus braços se movam
livremente e suas luvas não
arrastem a peça de trabalho. Se
usar equipamento mecanizado,
consulte a tabela 4 (Página 4-24)
para ver as condições adequadas de
operação.
terra e os condutor(es) para
garantir uma conexão correta.
12
Problema Causa Solução
1. Um eletrodo em curto-circuito na
1. Use o eletrodo de trabalho com
peça. Em goivagem Manual, isto é
o resultado do excesso de velocidade de percurso para a Amperagem
Na goivagem, depósitos
livres de carbono em variados intervalos da ranhura;
a ponta da tocha, depósitos
livres de carbono em
vários pontos da superfície
lavada.
usada e para a profundidade da
ranhura sendo feita. Em operações
mecanizadas, isto é o resultado de
um excesso de velocidade de percurso ou do uso de uma fonte de
alimentação de tensão constante,
plana e curva, para um eletrodo
de diâmetro pequeno de 7,9 mm
(5/16"). Na ponta da tocha, isto
é causado quando o eletrodo é
mantido em um ângulo de pressão
pequeno demais.
Ranhura irregular:
1. O operador estava instável. 1. O operador deve estar posicionaprofundo demais, depois,
supercial demais.
1. A eliminação de escórias foi ina-
1. Para fornecer o volume
dequada. Para resolver, mantenha
uma pressão de ar e uma taxa de
uxo adequadas (cfm). Pressão
de ar entre 500 a 690 kPa (80 e
100 psi) não pode ejetar toda a
Aderência de escórias das
extremidades da ranhura.
escória com ecácia se o volume
for insuciente.
um ângulo de 15° a 70°. Um
ângulo menor aumenta a área
do arco, reduzindo a densidade
da corrente; esta redução na
densidade da corrente do arco
exige uma grande diminuição do
comprimento do arco, ao ponto
de um curto-circuito. Mantenha
uma abertura apropriada para o
arco.
do confortavelmente enquanto
goiva.
adequado, a mangueira de ar
que alimenta o conjunto de
cabos concêntricos precisa de
uma ID de mangueira mínima
de 9,5 mm (3/8") para as tochas
manuais. Para tochas Automáticas, a ID mínima da mangueira
deve ser de 12,7 mm (1/2").
Direcione o jato de ar paralelo
para a área de goivagem. Não dê
preferência a um lado a menos
que o operador deseje minimizar
a aderência de escoras de um
lado do corte.
13

Página deixada em branco intencionalmente.
14

SEÇÃO 6: PEÇAS DE REPOSIÇÃO
6.01 PEÇAS DE REPOSIÇÃO DA TOCHA CSK4000
2
1
14
6
3
4
5
9
13
8
11
12
7
LISTA DE PEÇAS DE REPOSIÇÃO DA TOCHA
Item Descrição CSK4000
1 Isolantes e parafusos 94-433-183CSK
2 Alavanca e parafuso 94-476-066CSK
3 Tampa da válvula 94-104-016
4 Chave de tampa 94-960-001
5 Somente a tampa 94-104-012
6 Carretel e anéis de vedação 94-801-011
7 O-ring 94-710-036
8 Somente carretel 94-801-010
9 Braço superior 94-048-088
10 Cabeça e parafuso 94-378-368
11 Corpo da tocha 94-103-206
12 Pino da dobradiça 94-632-094
13 Mola 94-800-077
14 Alça 94-370-163
10
1
15

Página deixada em branco intencionalmente.
16

DECLARAÇÃO DE GARANTIA
GARANTIA LIMITADA: ARCAIR, uma marca ESAB garante que seus produtos não
terão defeitos de fabricação ou de material. Se qualquer falha de conformidade
com esta garantia ocorrer dentro do período de tempo aplicável aos produtos
ESAB como armado abaixo, a ESAB deve, mediante noticação e comprovação
de que o produto foi armazenado, instalado, operado, e mantido de acordo com
as especicações, instruções, recomendações da ESAB e reconhecida prática
padrão da indústria, e não sujeito a abuso, mal uso, negligência, alteração, acidente, cuidado inadequado e/ou manutenção, incluindo a falta de lubricação e
proteção das peças, do uso de peças não genuínas da ESAB, corrigir tais defeitos
por meio de reparo ou reposição. A critério exclusivo da ESAB, serão corrigidos
eventuais defeitos causados por quaisquer componentes ou partes do produto
que a ESAB determine estarem com defeito.
ESTA GARANTIA É EXCLUSIVA E SUBSTITUI TODAS AS OUTRAS GARANTIAS,
EXRESSAS OU IMPLÍCITAS, INCLUINDO QUALQUER GARANTIA DE COMERCIALIZAÇÃO OU ADEQUAÇÃO A UM DETERMINADO FIM.
LIMITAÇÃO DE RESPONSABILIDADE: ARCAIR, uma marca ESAB, não será, em
nenhuma circunstância, responsável por danos especiais ou consequentes, tais
como, mas não limitados a, danos ou perda de bens adquiridos ou de reposição,
ou por reclamações de clientes de distribuidores (doravante denominada "Compradora") quanto à interrupção de serviços. As reparações do Comprador aqui
estabelecidas são exclusivas e a responsabilidade da ESAB em relação a qualquer
contrato, ou a qualquer coisa feita em conexão a ele, tal como o desempenho ou
interrupção deste, ou a partir da fabricação, venda, entrega, revenda ou uso de
quaisquer bens cobertos ou fornecidos pela ESAB que tenham sido gerados pelo
contrato, negligência, quebras estritas, ou sob qualquer garantia, ou de outra forma, não deverá, exceto quando expresso neste documento, exceder o preço dos
bens sobre os quais tal responsabilidade é baseada.
ESTA GARANTIA FICA SEM EFEITO SE FOREM USADAS PEÇAS DE REPOSIÇÃO
OU ACESSÓRIOS QUE POSSAM AFETAR A SEGURANÇA OU O DESEMPENHO
DE QUALQUER PRODUTO DA ESAB.
ESTA GARANTIA SE TORNA INVÁLIDA SE O PRODUTO FOR VENDIDO POR PESSOAS NÃO AUTORIZADAS.
Esta garantia é válida pelo tempo indicado no Programa de Garantia, com início
na data em que o distribuidor autorizado entregar os produtos ao Comprador.
Reparos de garantia ou reclamações de substituição sob esta garantia limitada
devem ser apresentados por um técnico autorizado da ESAB nas instalações de reparo no prazo de trinta (30) dias do reparo. Esta garantia não arcará com nenhum
tipo de despesa de transporte. Os custos com o envio de produtos a um centro
de assistência técnica autorizado são de responsabilidade do Comprador. Todas
as mercadorias retornadas carão por conta e risco do comprador. Esta garantia
substitui todas as garantias anteriores da Arcair.
ESAB subsidiaries and representative oces
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Oce
Soa
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB Welding & Cutting
GmbHZweigstelle
Langenfeld
Tel.: +49 2173 3945 0
Fax.: +49 2173 3945 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
San Fernando de Henares
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Baar
Tel.: +41 44 741 25 25
Fax.: +41 44 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacic
AUSTRALIA
ESAB South Pacic
Archereld BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tok yo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacic Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone numbers
to our distributors in other countries, please visit our home page
www.esab.eu
www.esab.eu
©2015 ESAB Welding and Cutting Products
 Loading...
Loading...