


ALTEC
DIAMETER-TENSION CONTROLLER
TC930
INSTRUCTION MANUAL
TC930卷径张力控制器
使用说明书

TENSION CONTROLLER TC930
目 录
ALT EC
1、 概 述 … … … … … … … … … … … … … … … … … … … … … … … … … … …1
2、 功 能 特 点 … … … … … … … … … … … … … … … … … … … … … … … … … … … … … … …1
3、 型 号 定 义 … … … … … … … … … … … … … … … … … … … … … … … … … … … … … … …1
4、 仪 器 安 装 … … … … … … … … … … … … … … … … … … … … … … … … … 2
5、 电 气 连 接 … … … … … … … … … … … … … … … … … … … … … … … … … … … … … … …3
6、 面 板 介 绍 … … … … … … … … … … … … … … … … … … … … … … … … … … … … … … …4
7、 面 板 显 示 及 操 作 … … … … … … … … … … … … … … … … … … … … … … … … … … … …4
8、 张 力 系 统 的 操 作 … … … … … … … … … … … … … … … … … … … … … … … … … … …7
9、 卷 径 张 力 控 制 的 使 用 … … … … … … … … … … … … … … … … … … … … … … … … …9
、张力 锥 度 控 制 的使用
10 …………… … … … … ……………… … … … ……………… …1 0
11、 卷 径-输 出 曲 线 程 序 控 制 的 使 用 … … … … … … … … … … … … … … … … … … …11
附A:TC930在 分 切 机 中的 应 用 3
技术 参 数
…… … … … … … … … … … … … … … … … … … … … … … … … … … … … … … … …1 3
… … … … … … …
… … … … … … … … … … … … … … … … … … … … … …1
WWW. A LTEC. C C
TENSION CONTROLLER TC930
ALT EC
1、概述
张力控制是任何以卷材为原料的机器上最重要的控制系统。不论产品是纸张、塑料薄膜、纺织品、橡胶片或薄钢板卷
材,它们都是在一定的张力控制下被输送到机器,而且在一定的张力控制下被卷取。
张力控制广泛应用于造纸、印刷、包装、纺织印染等许多行业。张力控制的精度直接影响产品的加工质量,因此选用高
性能的张力控制器是提高产品加工质量的关键。
张力控制器可分为手动、半自动(卷径检出式)控制及全自动控制。
手动张力控制器是操作工人根据收卷或放卷的卷径的变化,分阶段人工调整离合器或制动器的激磁电流,从而保持一定
的张力控制。
TC930张力控制器为卷径检出式张力控制器,通过外接编码器或接近开关,可以自动计算出卷料的卷径,并根据卷径的大
小及设置的目标张力值调整输出大小,从而实现张力的恒定控制,满足设备对张力系统的要求。
TC930张力控制器的输出信号可用于控制变频器驱动交流电机、控制可硅模块驱动单相力矩电机或三相力矩电机。
TC930张力控制器为全数字化设计,因而具有测控精度高,抗干扰性能强,功能完备,操作简单等显著特点。
2、功能特点
● 输出可选0~20mA或4~20mA输出。
● 可选串行通信功能,可选RS485或RS232通讯接口与PLC、PC组成集散系统。
卷径
● 可选 变送功能。
● 控制方式可选自动控制或手动控制,自动/手动为无扰切换。
● 具双轴切换功能。
采用适应性极强的开关电源(85~264V),保证长期可靠运行。
●
操作界面十分友好,操作非常简单。
●
具有极高的性能价格比。
●
3、型号定义
TC930张力控制器硬件采用模块结构,硬件型号定义如下:
型 号
TC930
-
主输出
-
A420
V05
V10
通讯功能
0
RS232
RS485
BS
功能说明
卷径式张力控制器
电流输出 4~20mA
电压输出 0~5V
电压输出 0~10V
无
带RS232通讯接口
带RS485通讯接口
带张力变送输出功能
注意:当输出为移相脉冲输出时,如电源频率不为50Hz,定货时需特别注明。
例如:型号TC930-A420 BS为带卷径变送功能的卷径张力控制器,输出控制信号为 。- 4~20mA
WWW. A LTEC. C C
·1·
TENSION CONTROLLER TC930
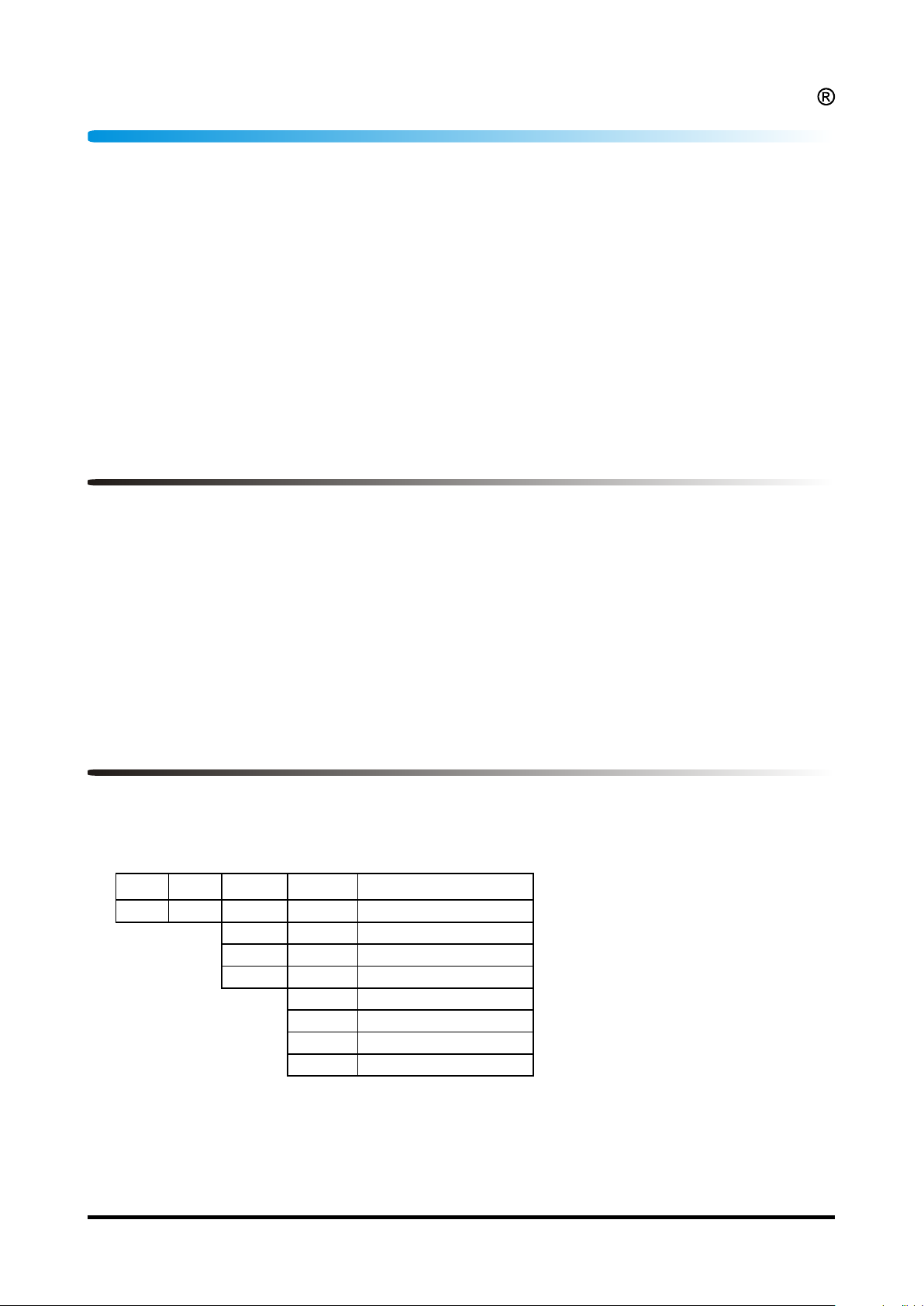
4、仪器安装
ALT EC
TC930张力控制器采用屏式安装方式。
安装时,将仪表从安装屏前面推入安装口,从安装屏后将仪表用专用夹具装配
好,用螺丝刀将紧固螺杆旋紧,应注意将夹具顶端顶在安装屏上
外形尺寸图:
PV
8.8.8.8.
SV
8.8.8.8.
OUT 1
OUT 2 OUT O N
CAL
SET
PAR
SET
TC9 30
RUN
OUT PUT
ON/ OFF
AUT O
HAN D
HAN D
PRO G
SET
A
AUT O
DIS P
SEL ECT
ALTE C
AL
COM
N
%
R
B
□96
。
□91
100
10
安装图如下:
开孔尺寸:□92
V
P
8
VS
8
O
U
O T1
O
UT2
O
ON
LA
C
T
SE
AR
P
T
SE
0
93
C
T
.
RU
T NU O
UTP
UTA
A D
H N
8.8
8
N
T
U
O/ FF
O
+0 .5
-0 .0
.8.8
H N
R
P O
E
S
.8.
A
A
T
AL
OM
C
N
%
R
..
O
T
AU
B
D
ISP
D
CT
E
EL
S
G
C
E
T
AL
·2·
WWW. A LTEC. C C
TENSION CONTROLLER TC930
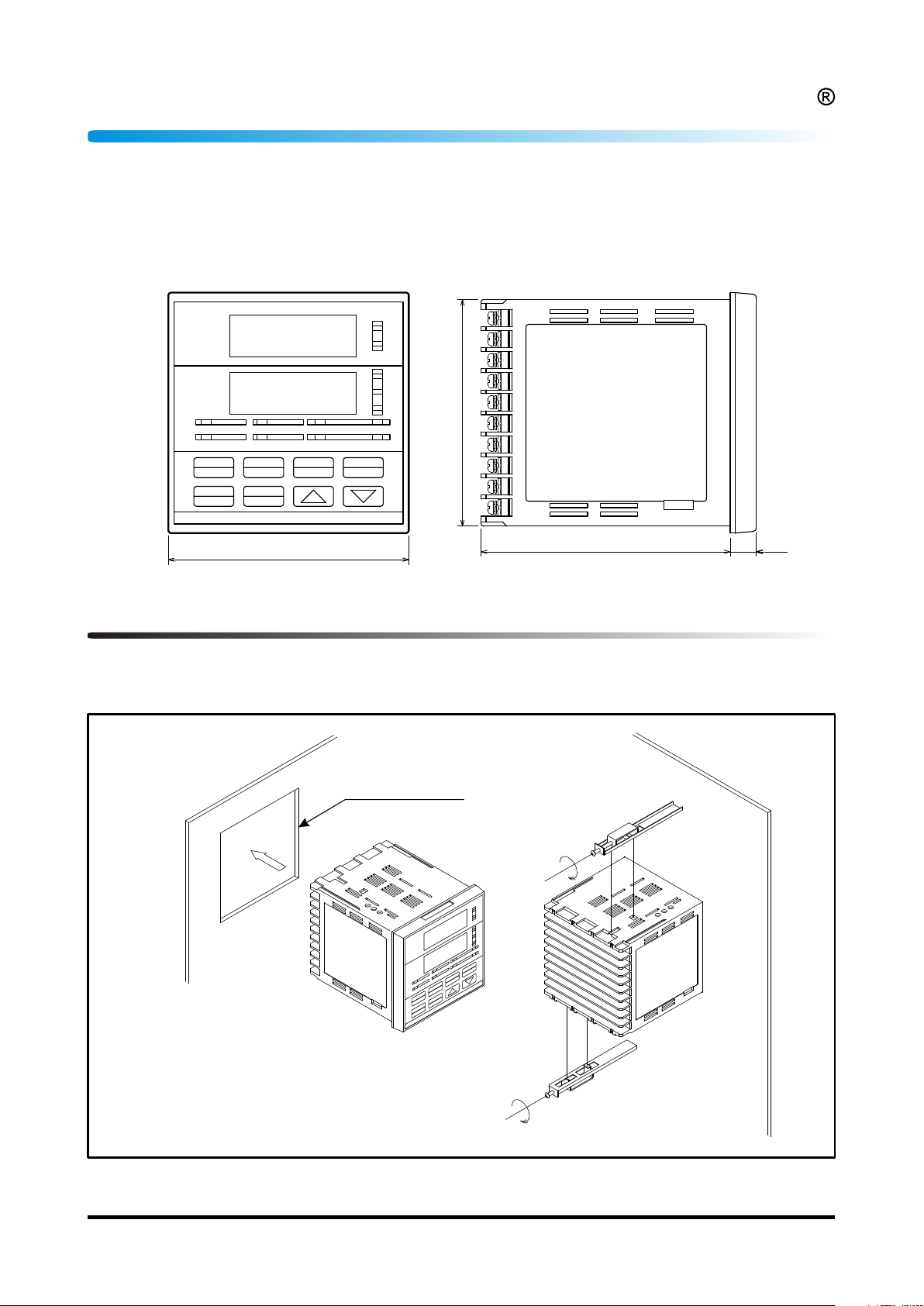
5、电气连接
5.1 底部接线端子分布
ALT EC
5.2 接线注意
1.
输入信号线、开关量输入输出端子、输出电源等弱电线应远离仪器电源线、动力电源线等强电线,以避免产生信号
干扰。
输入信号、开关量输入输出端子、输出电源等弱电端子切记不能接强电,否则将烧毁整个仪表,千万不可大意。
2.
10
1
2
3
4
5
6
7
8
9
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
11
12
13
14
15
16
17
18
19
20
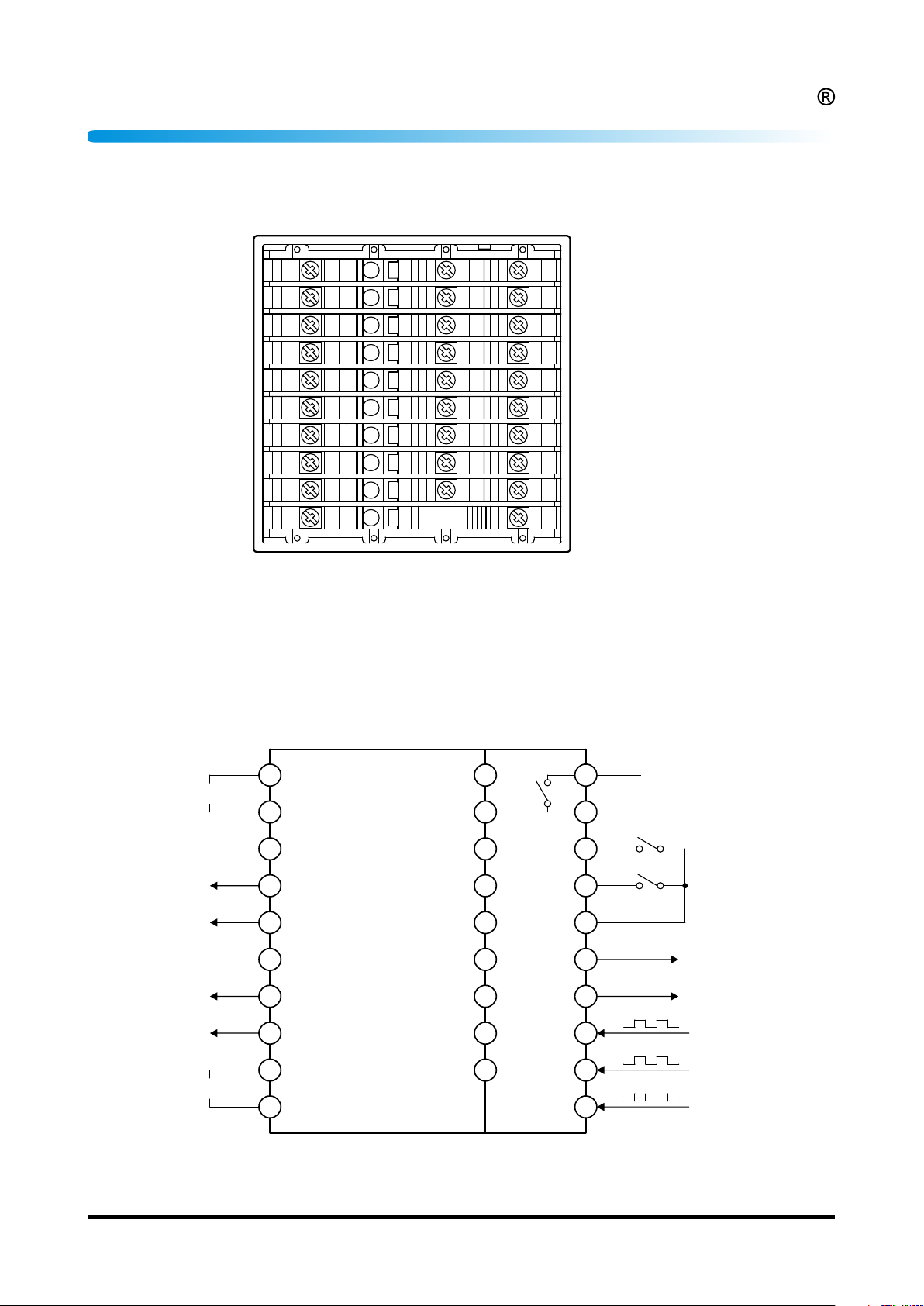
5.3 TC930电气接线图
电源
100~260Vac
1
2
3
+
输出1(OUT1)
-
4
5
6
+
输出2(OUT2)
-
T/R(+)
RS485或
变送输出
T/R(-)
1. 输出OUT1,OUT2可设置为0~20mA或4~20mA输出,驱动能力为750Ω。
2. 报警输出AL1继电器触点容量为2A/250VAC。
7
8
9
10
31
32
33
34
35
36
37
38
39
11
12
13
14
15
16
17
18
19
20
报警输出AL1
双轴切换开关
MC2
启动/停止开关
MC1
MCC
+
编码器电源24VDC
-
B轴脉冲信号DIB
A DIA轴脉冲信号
主轴脉冲信号DI0
WWW. A LTEC. C C
·3·

TENSION CONTROLLER TC930
6.面板 介 绍
ALT EC
1
2
3
4
7
8
序号 项目 功能说明
PV显示窗
①
SV显示窗
②
OUT1
③
④
⑤
RUN
HAND
AUTO
OUT2
OUT ON
A
B
AL
COM
OUT 1
OUT 2 OUT O N
CAL
SET
PAR
SET
TC900
显示测量值,参 数 代 码
显示设定值,手 动 输
出值,参数值
第1输出指示灯
运行指示灯,当M C1
与MCC短接时点亮
手动控制指 示 灯
自动控制指 示 灯
第2输出指示灯
输出开/关指示 灯,允
许输出时,指示 灯 亮
A轴运行指示 灯
B轴运行指示 灯
卷径报警指 示 灯
通讯指示灯
PV
0. . . .2 4 9
SV
8. . .1 5.0
RUN
OUTPU T
ON/OF F
AUTO
HAND
AL
COM
N
%
R
HAN D
A
PROG
SET
AUT O
B
DISP
SELEC T
ALTEC
序号 项目 功能说明
⑦
N
%
R
OUTPU T
ON/OF F
PROG
SET
DISP
SELEC T
PAR
SET
AUTO
HAND
张力设定值 指 示 灯
输出功率指 示 灯⑥
卷径指示灯
输出开/关切换 键
程序设置键
下行显 示 窗 显示切 换 键
参数设置键
自动/手动切换 键
⑧
数值增加键
数值减小键
5
6
7、面板显示及操作
7.1 面板显示及操作
仪表面板上有两排数码管显示器,上行显示器为绿色,主要用来显示卷径测量值(PV)及各种参数代码;下行显示器为红
色,主要用来显示张力设定值(SV),输出功率值(%)及各种参数值。
仪表上电瞬间,上行显示器显示仪表的基本型号,下行显示器显示仪表的软件版本号(对客户定制的仪表,客户应特别留
意软件版本号,以便今后订购)。
上电3秒钟后,上行显示器显示卷径测量值(PV),下行显示器将显示张力设定值(SV)。
按动下行显示窗显示切换键(DISP/SELECT),下行显示窗将分别显示张力设定值(指示灯N点亮),输出功率(指示灯
%点亮),卷径测量值(指示灯R点亮)。
按AUTO/HAND键可实现自动/手动控制方式的双向无扰切换。
·4·
WWW. A LTEC. C C

TENSION CONTROLLER TC930
当工作在自动控制方式时,自动控制指示灯(AUTO)点亮,此时如下行显示窗显示张力设定值(指示灯N点亮),按键▲或
▼键可修改张力设定值。张力设定值的修改范围为最小设定值(代码为SP L)~最大设定值(代码为SP K)。
当工作在手动控制方式时,手动控制指示灯(HAND)点亮。此时如下行显示窗显示输出功率(指示灯%点亮),按▲键或
▼键可修改输出功率值。
按输出功率开/关切换 键(OUTPUT ON/OFF)可实现输出功率的开/关切换,当OUT ON指示灯亮时,允许输出。当
OUT ON指示灯熄灭时,禁止输出,输出功率为0。
当工作在自动状态,MC1和MCC短接时,RUN指示灯亮;MC1和MCC断开时,RUN指示灯熄灭。
当TC930处于轴切过程中,将对启/停控制不作响应。
输出功率指示灯为绿色指示灯OUT1,OUT2,指示灯的亮度与输出功率大小相关,输出功率越大,指示灯越亮。当输出功
率为零时,指示灯熄灭。
A轴输出指示灯为A,当A输出时,A灯点亮;
B轴输出指示灯为B,当B输出时,B灯点亮。
卷径报警指示灯为AL,在张力系统运行过程中,当卷径大于或小于卷径报警值AL1时,报警继电器动作,产生报警信号。
在系统启/停,轴切过程中,零张力报警器不报警。
通讯指示灯为COM,TC930接收到上位机发送的有效命令,应答回送数据时COM灯点亮。
ALT EC
7.2 参数显示及修改
当仪表处于测量值/设定值(PV/SV)显示状态,连续按下PAR/SET键3秒钟,仪表将进入参数修改模式,仪表上行显示器
显示出第一个参数的代码,下 行显示 器显示 出该参 数的值 ,这时用 ▲键或 ▼键可 修改该 参数的值,修改完毕,再按一下
PAR/SET键仪表将按顺序显示下一个参数的代码及该参数的值,同时,修改的数据已保存在仪表的存储器中。
显示完最后一个参数或在16秒钟内无按键操作,仪表将回到测量值/设定值(PV/SV)显示状态。
调节参数代码及含义
参数代码序号 参数名称 调整范围 说 明
1
2
3
4
5
6
8
9
10
11
R0
TH,N
AL1
P.ON
TON
POFF
TOFF
PCHA
TCHA
OVT2
LOC
初始卷径
卷料厚度
卷径报警值
启动预备输出功率
启动时间
停机输出功率
停机时间
轴切输出功率
轴切时间
第二路输出功率
组态密码
0~1000mm
0.0~3.00mm
10~999mm
0.0~100.0%
1~30.0秒
0.0~100.0%
1~30.0秒7
0.0~100%
1~30.0秒
0.0~100.0%
0~9999
按一下PROG键,测量卷径复位为初始卷径R0
采用累计法测卷径时显示
运行时才报警
轴切及启/停机时不报警
当预备张力选择参数 设为
KAND时参数有效
当设为808时可进入组态菜单
PL.ON
WWW. A LTEC. C C
·5·

TENSION CONTROLLER TC930
ALT EC
7.3 软件组态(功能参数代码及含义)
TC930张力控制器在使用前,应由专业技术人员对一些软件功能参数正确设置。
当仪表处于一级菜单显示,当显示参数为组态密码(参数代码LOC)时,如组态密码设置为808,则按下PAR/SET键,仪表可
进入第二级软件组态菜单;如组态密码(参数代码LOC)不为808,则按下PAR/SET键,仪表将退出参数设置菜单。
组态完成后,应将组态密码参数(参数代码LOC)设置为808以外的其它数据,以保护关键参数不被现场操作人员误修改。
功能参数代码及含义
序号 参数代码 参数名称 说 明调整范围
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
SP K
SP L
K-P L
L-P L
SN
(AL (
(TR L
T 1
K, R
LO R
N1
N2
R1
TT
((
RVN
PL. ON
0P1
0P2
ALO 1
设定值最大值 输入信号量程
设定值最小值 输入信号量程
最大输出功率
最小输出功率
输入信 号
显示单 位
卷径检 测 方 式
调节方式
锥度系数
最大卷径半径
最小卷径半径
主轴每 转 一 圈
产生的 脉 冲 个数
卷轴每 转 一 圈
产生的 脉 冲 个数
主轴半 径
计算卷 径 的 轴
脉冲采 样 个 数
磁粉制动器的额定转矩
卷取方 式
预备张力选择
输出1
输出2
卷径报警输出
卷
0.0~100.0%
0.0~100.0%
TC
.TC
PR1
PR2
SP
RSP
RO
P 9
0.01~1. 00
1~999mm
1~999mm
1~300
1~300
20~500m m
10~3000个
1~600NM
VTV N
TVN
AVT O
KAN D
0-2 0
4-2 0
0-2 0
4-2 0
0FF
K ,A L
LOA L
牛顿,不带 小 数 点
公斤,带小 数 点
累计厚 度 检 测方式
比率检 测 方 式
恒张力控制
锥度张力控制
曲线程序控制
当 设置为 时显示(TRL RSP
放卷
收卷
预备张力自动设置
预备张力手动设置
0~20mA输出
4~20mA输出
0~20mA输出
4~20mA输出
无报警输出
卷径超上限报警
卷径欠下限报警
·6·
WWW. A LTEC. C C

TENSION CONTROLLER TC930
ALT EC
8、张力系统的操作
8.1 张力系统的启动/停止控制
TC930张力控制器的启动、停止由接线端子MC1,MCC控制,在MC1,MCC端子接一开关,此开关即为系统的启/停开
关,此开关的接通或断开将启动或停止张力系统运行。
启动系统运行前,应将卷径测量的相关参数按实际系统要求进行正确设置。
启动
MC1
运行速度
T.ON
启动时间
0
输出电流
恒张力控制电流
预备电流(P.ON)
0
启动运行过程:如果仪表工作在自动工作方式,启动运行前,张力控制器输出功率为0.0。当启/停开关MC1接通后,控制
器输出预备功率P.ON,使系统开始低速运行,同时启动时间开始计数,当到达启动时间T.ON的终点时,控制器投入自动运行,按
设定的张力进行恒张力控制,RUN灯点亮。
注意:应设置足够长的启动时间T.ON,使得控制器投入自动运行时,仪表必须能够计算出材料的卷径,否则仪表不能正常
工作。
停机
T.OFF
停机电流(P.OFF)
停机时间
预备电流
t
t
如果仪表工作在手动工作方式,启/停开关MC1处于接通状态,人工调节仪表的输出使系统启动,当仪表计算出材料的卷
径后,可切换到自动控制方式,使系统投入正式运行。
停止运行过程:在运行过程中,当启/停开关MC1断开后,控制器立即输出停机功率P.OFF,使系统运行速度迅速下降,同时
停机时间开始计数,当到达停机时间T.OFF的终点时,控制器投入开环运行,输出功率为0.0,RUN灯熄灭。
当TC930处于轴切过程中,将对启/停控制不作响应。
8.2 预张力的选择
运行系统的预张力由预备张力选择参数(PL.ON)控制。
当PL.ON设为KAND时,系统的预备输出功率值P.ON可人为设置。
当PL.ON设为AVTO时,在系统的停机瞬间(MC1与MCC断开前的瞬间)的输出功率作为预备输出功率。
WWW. A LTEC. C C
·7·

TENSION CONTROLLER TC930
ALT EC
8.3 轴切换控制功能
当系统采用双轴(A,B轴)轮换运行时,在放卷轴上的材料快放完时,或在收卷轴上的材料快收满时,需对卷轴进行切换。
TC930张力控制器的轴切换功能由接线端子MC2,MCC控制,在MC2,MCC端子接一开关,此开关即为系统的轴切换开
关。
当轴切换开关断开时,A轴运行;当轴切换开关短接时,B轴运行。
A轴运行
B轴运行
辅助输出OVT2
A轴电流OUT1
控制电流
B轴电流OUT2
轴切换过程:
假设OUT1控制A轴,OUT2控制B轴。
轴切换开关为断开状态(端子MC2,MCC断开),A轴正在运行,此时,如改变轴切换开关的状态,将开关短接,那么控制器
输出OUT2切换为预置的轴切输出功率P.CHA,同时定时器开始计时,当到达轴切换延时T.CHA的终 点时,控制器投入自动运
行,按设定的张力对B轴进行恒张力闭环控制。
与此同时,输出OUT1为预置的辅助输出功率OVT2,使A轴迅速停止运转。
A轴运行
控制电流
辅助输出OVT2辅助输出OVT2
B轴运行
辅助输出OVT2
控制电流
注意:应设置足够长的轴切换时间T.CHA,使得控制器轴切换完成投入自动运行时,仪表必须能够计算出材料的卷径,否则仪表
不能正常工作。
若轴切换开关从短接状态切换为断开状态,即从正在运转的B轴切换到等待的A轴,其控制过程相同,只需将上述A轴、
B轴互换即可。
·8·
WWW. A LTEC. C C

TENSION CONTROLLER TC930
ALT EC
9.卷径 张 力 控 制 的使用
9.1 卷径式 张 力 控 制 器概述
卷径张力控制的突出特点就是省去了价格相对较高的张力传感器,安装简单、容易,而且能很方便的获得锥度张力控
制。特别适用于印刷、包装、印染等行业的分切及收卷等机器设备上使用。
TC930控制器采集主轴与放卷轴的脉冲信号,通过CPU运算,计算出放卷半径,根据卷料半径、设定张力、磁粉离合器
的额定转矩CC、改变输出激磁电流达到控制张力的目的。
用户可以选择累计厚度检测方式(将(AL(设为PR1)或比率检测方式(将 设为PR2),作为卷径 方式(AL( 测量 。
9.2 卷径检测-累计厚度检测方式
当采用累计厚度检测方式时,必须设定卷料厚度TH,N,初始卷径R0(按一下PROG/SET键复位初始卷径),卷轴每转一圈
产生的脉冲个数N2。
TC930控制器对卷轴接近开关发生的脉冲数进行计数,根据该累计数N和初始半径R0,按下式自动计算当前的卷径
R=R0±T*N/n (收卷为+,放卷为-)
R:实时卷径 R0:初始卷径 T:卷料厚度 N: 累计脉冲数 n:卷轴脉冲个数/圈
TT:计算卷轴半径的卷轴脉冲计数个数,当采用累计厚度检测方式时, 此参数影响卷径测量精度及测量时间间隔,值越
小,测量精度越高,反应越快。
当采用累计厚度检测方式时,卷取方式RVN影响卷径测量,收卷(RVN设为TVN)时,卷径累加;放卷(RVN设为VTVN)时,卷径递
减。当系统处于停止状态(MC1和MCC断开)或手动运行状态时,按一下PROG/SET键,测量卷径将会复位为初始卷径R0。当
控制器进行轴切换时,测量卷径将会自动复位为初始卷径R0。
Rx
磁粉制动器
R
卷料厚度
TH,N
TC930张力控制器
必须保证卷径测量计算准确,因此与卷径测量计算相关的参数必须正确设置,而且要特别注意
测量卷径的接近开关或编码器的响应速度及正确安装。
L
A
接近开关
EC
T
卷径式张力控制示意图(放卷)
1
接近开关
9.3 卷径检测-比率检测方式
当采 用比率检 测方式时 ,必须设 定 :
R1,
TC930控制器对卷轴及主轴接近开关发生的脉冲进行计数,并根据所设参数自动计算出卷径值,比率算法不需要设定卷料
主轴每 转一圈 产生的脉 冲个数N1,卷 轴每转 一 圈产生 的脉冲个 数N2,主轴 半 径
厚度参数,也不需设定收卷或放卷参数。当系统处于停止状态(MC1和MCC断开)或手动运行状态时,按一下PROG/SET键
,测量卷径将会复位为初始卷径R0。
TT:计算卷轴半径的卷轴脉冲计数个数,当采用比率检测方式时, 此参数影响卷径测量精度及测量时间间隔,值越大,测
量卷径精度越高,但测量时间间隔变长。
WWW. A LTEC. C C
· ·9

TENSION CONTROLLER TC930
ALT EC
9.4 卷径张力控制原理
当卷料轴转速恒定时,张力产生的转矩F*Rx与磁粉制动器产生的制动力矩相等。因此要维持F恒定不变,则只需检测放
卷轴与主轴的脉冲信号,计算出Rx,通过控制磁粉制动器的输入电流,便可实现放卷部恒张力控制。
输出功率X=F*Rx/CC(%)
F-----设定的张力, 单位:牛顿(N)
Rx----卷料半径, 单位:米(m)
CC----为磁粉离合器的额定转矩CC, 单位:N•M
例: 某磁粉离合器的额定转矩为40N•m, 设定的目标张力为50N,卷料半径为300mm=0.3m
输出功率X=50*0.3/40=37.5%
由以上公式可以得出,仪表将根据卷径的变化而调整输出,输出值与卷径成正比,也与设定的目标张力值成正比。
当控制器在手动方式运行时,如对输出功率X进行修改,仪表将根据以上公式对目标张力F进行修改。
10.张力锥度控制的使用
当调节方式(TRL设置为RSP时,TC930张力控制器为锥度张力控制方式。
当TC930张力控制器用于收卷控制时,可设置使用锥度张力控制(张力的大小随着收卷半径的增大而线性的逐渐变小)。
这样就使得收卷轴上的收卷膜的内层收得较紧,而外层的膜收得松一些,从而使收卷轴上膜的层与层之间不打滑。
锥度系数t越大,随卷径变化,张力变化越大。当锥度系数t1为0时,为恒张力控制方式。
F
1.0
0.8
0.6
F0(设定 张 力)
t1 =0. 0
t1 =0. 25
t1 =0. 5
((
r
F=F
-
t1
1
0
(
0
-
1
(
r
x
F ----- - 实 时 目 标张力值(kgf)
F0----- - 设 定 的 张力(kgf)
r ---- - - 实 时 卷径值(mm)
0.4
0.2
t1 =0. 75
t1 =1. 0
3
21
5
4
7
6
1098
x
r -- - - -- 最小卷径(m m)
0
t1 - - - - ---锥度系数
r
x
r
0
TC930在张力锥度控制方式运行时,当下行数码管显示张力设定值时,按一下PAR键,将显示实时目标张力值F。
当调节方式(TRL设置为P ,D时,TC930张力控制器为恒张力控制方式。
当张力控制器用于放卷控制时,TC930张力控制器应设置为恒张力控制方式。
·10·
WWW. A LTEC. C C

TENSION CONTROLLER TC930
ALT EC
11、卷径-输出曲线程序控制的使用
11.1 卷径-输出曲线程序控制概述
卷径 输出功率曲线控制是卷径控制的特殊应用,当TC930作为卷径-输出功率曲线程序控制器使用时,仪表按照设定的
卷径-输出曲线,根据实测卷径不断地改变输出功率,达到张力控制的目的。卷径-输出功率曲线控制不需对张力执行机构的
张力变换系数(参数代码为(()进行设置。
-
卷径-输出功率曲线图
输出功率(% )
L1
L2
L3
L4
L5
L6
卷径(mm)
R6
R5
R4
R3
R2 R1
1 .2 曲线程序的参数设置1
卷径 输出功率曲线由最多6个点组成,每个点为一个卷径 输出功率座标,设置参数时需按卷径从大到小设置,满足以下
条件:R1>R2 R3 R4 R5 R6
PR.N: 曲线号码,TC930可设置多条曲线,设定范围1−10。
R1~R6:料卷的半径
设置范围:END;1~999mm。
当料卷半径设为END,后面的参数可以不设置。
L1~L6:输出功率,调整范围:0~100.0%。
- -
> > > > 。
曲线程序的参数设置
调 节 方 式 (代 码 为 (TRL)设置 为 曲 线 控 制 功 能 (代 码 P 9),当 仪 表 处 于 测 量 值 /设 定 值(PV/SV)显 示 状 态 ,按 一 下
PROG/SET键,仪表可进入曲线参数菜单,仪表上行显示器显示出第一个参数的代码,下行显示器显示出该参数的值,这时用
▲键或▼键可修改该参数的值,修改完毕,再按一下PAR/SET键仪表将按顺序显示下一个参数的代码及该参数的值,同时,修
改的数据已保存在仪表的存储器中。
显示完最后一个参数或在16秒钟内无按键操作,仪表将回到测量值/设定值(PV/SV)显示状态。
WWW. A LTEC. C C
RO
· ·11

TENSION CONTROLLER TC930
曲线控制参数代码及含义
ALT EC
序号
1
2
3
4
5
…
参数代码
PR. N
R1
L1
R2
L2
…
参数名称
曲线号码
卷径1
输出1
卷径2
输出2
…
调整范围
1~10
END ;0~999 mm
0.0~100 .0
END ;0~999 mm
0.0~100 .0
… …
说 明
当调节方式为曲 线控制方式时才
显示((TRL设置为P 9)
RO
用户可以根据实际情况选择设置2~6个点的参数,当卷径设为END时,其后面的参数不显示。
11.3 运行曲线程序时的操作及显示
当调节方式为曲线控制方式((TRL设置为P 9)时,TC930按照实测卷径及设置的卷径-输出功率曲线经运算后调节输
出,达到张力控制的目的。
当实测卷径大于最大设置卷径R1时,输出功率为最大卷径时的输出功率L1。
当实测卷径小于最小设置卷径时,输出功率为最小卷径时的输出功率。
在运行卷径-输出功率曲线控制时,上行显示窗显示实测卷径,下行显示窗在指示灯N点亮时,将显示运行的曲线号码及
段号码。如显示"L2.R3"说明TC930运行第2条曲线第3段。
在按曲线控制方式运行时,要使张力达到理想的控制精庋,必须保证卷径测量计算准确,因此与卷径测量计算相关的参数
必须正确设置,而且要特别注意测量卷径的接近开关或编码器的响应速度及正确安装。
与卷径测 量 计算的相 关 的参数有 4个 : N1: ,N2:
N3:主轴半径 , TT:计算卷轴半径的采样时间周期
RO
主轴每 转 一圈产生 的 脉冲个数 卷轴 每转一 圈 产生的脉 冲 个数,
·12·
WWW. A LTEC. C C

TENSION CONTROLLER TC930
附A:TC930在分切机中的应用
接近
开关
RSP电源
(24V/4A)
ALT EC
TC930
TC930
技术参数
卷径输入信号
电机
关
开
接近
RSP电源
磁粉制动器
接近开关或编码器, 三极管NPN输出, 最高频率15KHz
调速变频器
TC930
(24V/4A)
接近开
磁
粉离
关
器
合
电机
RSP电源
(24V/4A)
输 出
报 警
调节算法
数字通讯
环 境
电 源
外形尺寸
两路0~20mA, 4~20mA输出
移相脉冲输出
带零张力报警功能
卷径式张力控制
RS-232(3线), , 测量值变送RS-485(2线)
工作温度: 0~50℃, 相对湿度≤85%
电压范围: 100~240VAC, 50Hz
当输出为移相脉冲输出时,如电源频率不为50Hz,定货时需特别注明
96(W)×96(H)×100(D)mm
WWW. A LTEC. C C
·13·
 Loading...
Loading...